Устройство для вдувания формовочного песка, безопочная формовочная установка (варианты) и способ безопочного формования
Номер патента: 16210
Опубликовано: 30.03.2012
Авторы: Оя Тосихико, Сугита Козо, Нитта Такуя, Ханаи Такаси, Хирата Минору, Харада Хисаси
Формула / Реферат
1. Устройство для вдувания формовочного песка, в котором формовочный песок подвергается псевдоожижению посредством воздуха под давлением, нагнетаемого через воздухопроницаемую разделяющую плиту (10, 11), содержащее корпус (14) с двойной стенкой, образованной стенкой корпуса и указанной плитой (10, 11), при этом воздухопроницаемая разделяющая плита имеет толщину 5-20 мм и выполнена из пористого полимера с множеством сквозных отверстий со средним диаметром 10-500 мкм, который меньше размера зерна формовочного песка.
2. Устройство для вдувания формовочного песка по п.1, в котором плита из пористого полимера представляет собой плиту, выполненную из пористого гидрофобного полимера.
3. Устройство для вдувания формовочного песка по п.2, в котором средний диаметр составляет 10-50 мкм.
4. Устройство для вдувания формовочного песка по любому из пп.1-3, при этом устройство имеет элементы для введения песка в его нижней части, которые могут быть поданы в наполнительную рамку, которая служит в качестве части для ограничения пространства для формования.
5. Способ введения формовочного песка в пространство для формования посредством использования воздуха с применением устройства для вдувания формовочного песка по п.4, в котором
образуют пространство для формования;
осуществляют нагнетание воздуха под давлением в корпус устройства для вдувания формовочного песка через воздухопроницаемую разделяющую плиту устройства для вдувания формовочного песка, в результате чего осуществляется псевдоожижение формовочного песка в корпусе; и
регулируют выпуск воздуха из наполнительной рамки для увеличения или уменьшения скорости подачи формовочного песка, подлежащего введению под давлением из элементов для введения песка, при одновременном регулировании скорости выпуска воздуха от модельной плиты, в результате чего обеспечивается заполнение пространства для формования формовочным песком, при этом обеспечивают частичное регулирование плотности формовочного песка, заполняющего пространство для формования.
6. Устройство для вдувания формовочного песка по любому из пп.1-3, при этом устройство имеет сопла, смонтированные в его нижней части, которые могут быть поданы в наполнительную рамку, которая служит в качестве части для ограничения пространства для формования.
7. Способ безопочного формования, в котором используется устройство для вдувания формовочного песка по п.6, в котором осуществляют
удерживание двусторонней модельной плиты между верхней опокой и нижней опокой, причем каждая опока имеет элемент для введения песка на своей боковой стенке;
образование пространства для формования для верхней половины литейной формы и пространства для формования для нижней половины литейной формы посредством вставки сдавливающего средства верхней опоки и сдавливающего средства нижней опоки в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой;
введение формовочного песка в пространства для формования для верхней и нижней половин литейной формы из сопел, смонтированных на нижней части устройства для вдувания формовочного песка через элементы для введения песка на боковых стенках опок; и
обеспечение возможности подачи сдавливающих средств верхней опоки и нижней опоки вперед к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования, в результате чего обеспечивается одновременное изготовление верхней половины литейной формы и нижней половины литейной формы.
8. Способ безопочного формования по п.7, в котором формовочный песок вводят в пространства для формования при одновременном обеспечении наклонного положения пространств для формования или после достижения наклонного положения пространств для формования под углом.
9. Безопочная формовочная установка, содержащая
двустороннюю модельную плиту, размещенную между верхней опокой и нижней опокой, причем каждая опока имеет элемент для введения песка на своей боковой стенке;
сдавливающее средство верхней опоки и сдавливающее средство нижней опоки, вставленные в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой, в результате чего образуется пространство для формования для верхней половины литейной формы и пространство для формования для нижней половины литейной формы; причем
формовочный песок вводят в пространства для формования для верхней и нижней половин литейной формы из вышеуказанного элемента для введения песка на боковой стороне каждой из опок посредством воздуха; при этом сдавливающие средства верхней опоки и нижней опоки выполнены с возможностью перемещения вперед к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования для верхней и нижней половин литейной формы для образования верхней и нижней половин литейной формы;
отличающаяся тем, что она содержит устройство для вдувания формовочного песка по п.6, в котором используется воздух для введения формовочного песка в пространства для формования для верхней и нижней половин литейной формы, причем устройство для вдувания формовочного песка выполнено с возможностью введения формовочного песка в пространства для формования для верхней и нижней половин литейной формы из сопел через элементы для введения песка боковых стенок противоположных опок; при этом устройство для вдувания формовочного песка расположено под углом относительно вертикальной линии.
10. Безопочная формовочная установка, содержащая
поворотную раму, расположенную на вертикальной оси с возможностью вертикального поворота в вертикальной плоскости;
две противоположные опоки, расположенные на поворотной раме, при этом каждая опока имеет элемент для введения песка в ее боковой стенке;
средства для перемещения опок, предназначенные для перемещения двух опок так, что опоки приближаются друг к другу и удаляются друг от друга для создания пространств для формования и для удаления литейных форм;
устройство для вдувания формовочного песка по п.6 с использованием воздуха, причем устройство для вдувания формовочного песка размещено так, чтобы вводить формовочный песок в две противоположные опоки из сопел через элементы для введения песка боковых стенок противоположных опок; и
сдавливающие средства, предназначенные для ограничения пространств для формования вместе со сближающимися противоположными опоками и двусторонней модельной плитой, расположенной между ними, и для уплотнения формовочного песка, заполняющего противоположные опоки; и
при этом устройство для вдувания формовочного песка расположено так, что формовочный песок вводится в пространства для формования, когда пространства для формования расположены под углом относительно вертикальной линии.
11. Безопочная формовочная установка по п.10, содержащая направляющую штангу, прикрепленную к поворотной раме, и два элемента для перемещения противоположных опок, при этом две противоположные опоки прикреплены к элементам для перемещения опок.
12. Безопочная формовочная установка по п.10 или 11, в которой устройство для вдувания формовочного песка содержит средства для подачи воздуха под давлением сверху в формовочный песок, удерживаемый в устройстве для вдувания формовочного песка.

Текст
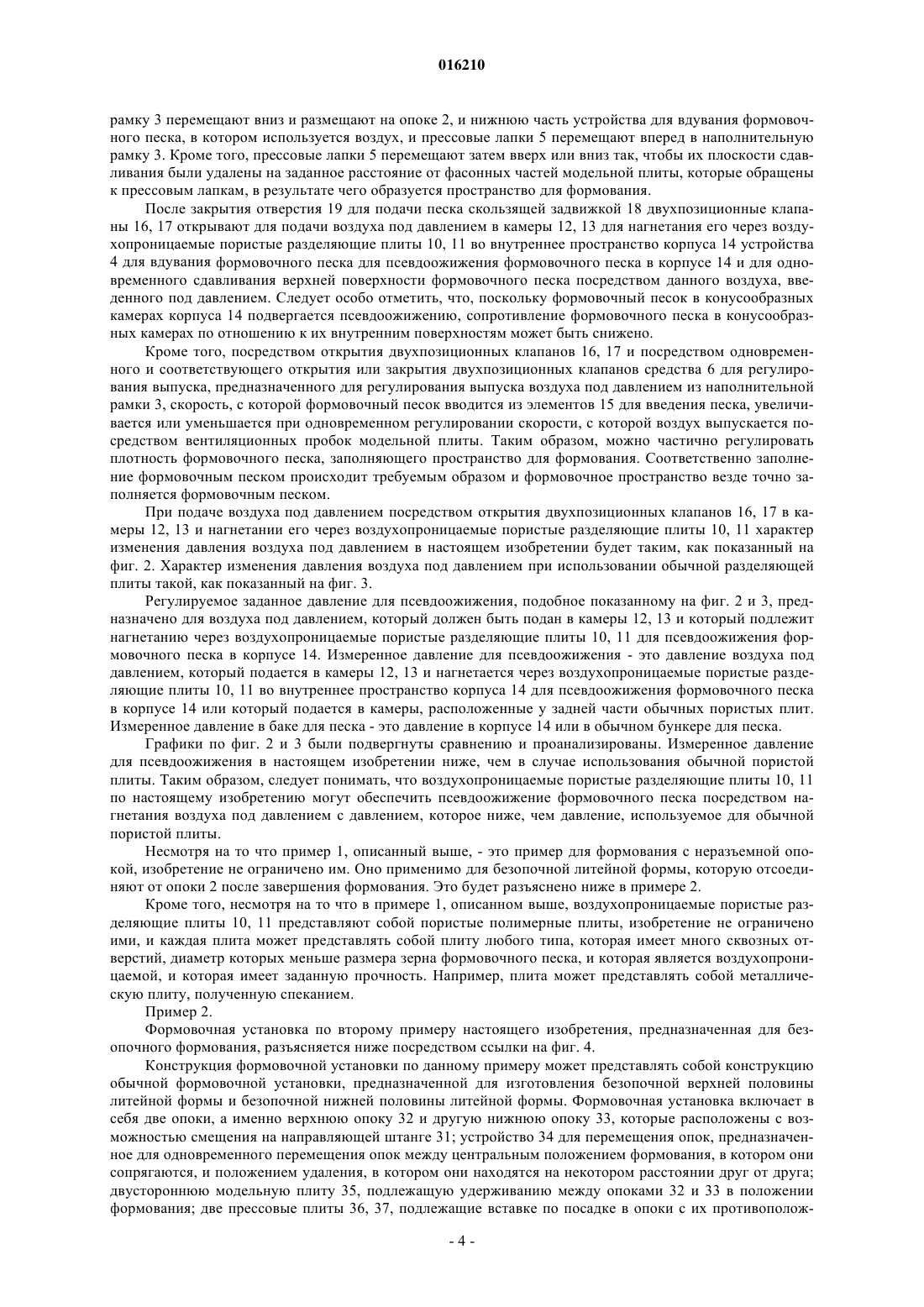
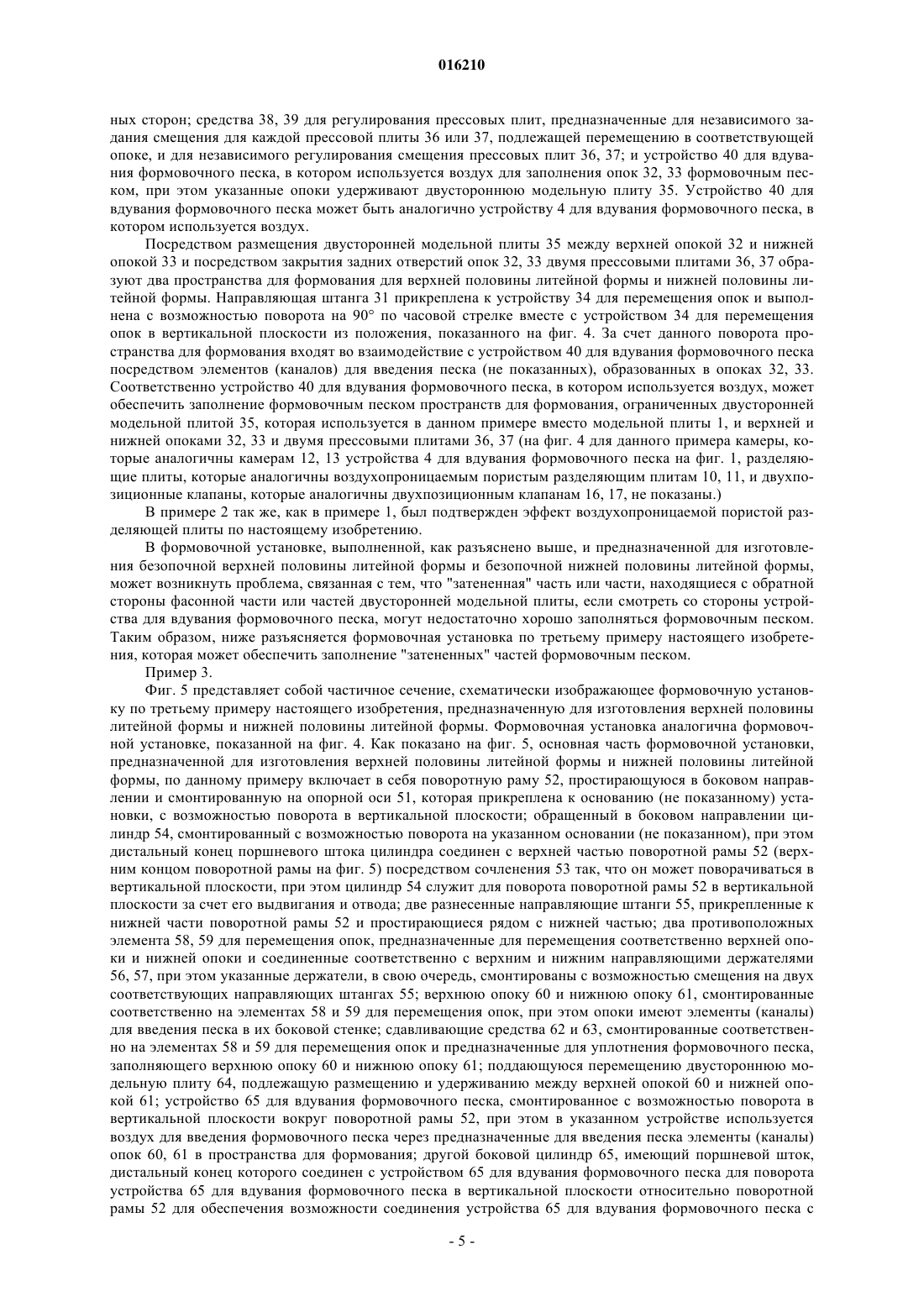
УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ФОРМОВОЧНОГО ПЕСКА, БЕЗОПОЧНАЯ ФОРМОВОЧНАЯ УСТАНОВКА (ВАРИАНТЫ) И СПОСОБ БЕЗОПОЧНОГО ФОРМОВАНИЯ В изобретении предложено устройство для введения песка, в котором используется воздух для введения формовочного песка в пространство или пространства для формования. Устройство снабжено воздухопроницаемыми разделяющими плитами, которые образуют конструкцию с двойной стенкой вместе со стенкой корпуса устройства. Воздухопроницаемые разделяющие плиты легко изготавливаются, они могут легко обеспечить нагнетание воздуха под давлением,имеющего заданное давление, и они не нуждаются в регулярном техническом обслуживании. Корпус устройства, который служит в качестве напорного бака, образует конструкцию с двойной стенкой вместе с воздухопроницаемыми разделяющими плитами (10, 11), в результате чего образуются камеры (12, 13). В устройстве для введения песка, в котором используется воздух, формовочный песок вводится в пространство для формования при одновременном псевдоожижении формовочного песка посредством воздуха под давлением, нагнетаемого из воздухопроницаемых разделяющих плит. Каждая воздухопроницаемая разделяющая плита изготовлена из пористого полимера или металла. 016210 Данное изобретение относится к области литейного формования и более конкретно к устройству для вдувания формовочного песка, в котором используется воздух для заполнения пространства или пространств для формования формовочным песком, а также к способу и установке для изготовления литейной формы или литейных форм посредством использования данного устройства. В частности, оно относится к устройству для вдувания формовочного песка, которое имеет корпус, служащий в качестве напорного бака, при этом корпус выполнен в виде конструкции с двойной стенкой, выполненной в виде стенки напорного бака и воздухопроницаемой пористой разделяющей плитой, ограничивающими камеру, находящуюся между ними, при этом формовочный песок подвергается псевдоожижению посредством воздуха под давлением, нагнетаемого через разделяющую плиту, и затем посредством нагнетания заполняет пространство или пространства для формования, а также относится к способу и установке для изготовления литейной формы или литейных форм посредством использования данного устройства, при этом в указанном устройстве используется воздух для заполнения пространства или пространств для формования формовочным песком. В документе JP 2001-259795A, который был выложен для общественности 25 сентября 2001 года, заявитель предложил установку, которая может обеспечить заполнение пространства для формования, ограниченного модельной плитой, опокой, наполнительной рамкой и множеством прессовых лапок, соответствующим и требуемым образом формовочным песком посредством использования воздуха. Конструкция данной установки такова. Установка представляет собой установку, предназначенную для заполнения формовочным песком пространства для формования, ограниченного модельной плитой, опокой, подлежащей размещению на модельной плите, наполнительной рамкой и т.д., подлежащей размещению на опоке, и нижней частью средства для заполнения песком с помощью средства для заполнения песком посредством использования воздуха. Средство для заполнения песком имеет верхнюю часть, выполненную в виде бункера для песка, центральную часть, выполненную в виде конусообразных камер, предусмотренных с множеством пористых плит, образованных с многочисленными сквозными отверстиями, и указанной нижней частью, при этом указанная нижняя часть выполнена в виде сопел, которые могут перемещаться вперед в наполнительную рамку. Установка включает в себя средства, смонтированные на каждой из указанного множества пористых плит для нагнетания воздуха под давлением по направлению к внутренним пространствам конусообразных камер, и средства,смонтированные на наполнительной рамке для регулирования выхода воздуха из нее. В процессе работы прессовые лапки перемещаются вверх или вниз, так что их плоскости сдавливания смещаются на заданное расстояние от фасонных частей модельной плиты, тем самым ограничивая указанное пространство для формования. При заполнении песком путем нагнетания формовочный песок в конусообразных камерах подвергается псевдоожижению посредством соответствующего нагнетания воздуха под давлением из средства для нагнетания воздуха под давлением, при этом количество формовочного песка, подлежащее введению из сопел средства для заполнения песком, увеличивается или уменьшается, и, кроме того, осуществляется регулирование выпуска воздуха, подлежащего удалению из наполнительной рамки, посредством средства регулирования выпуска воздуха для уменьшения или увеличения скорости подачи формовочного песка, подлежащего "вдуванию" из сопел, при одновременном регулировании скорости воздуха, подлежащего удалению от модельной плиты, в результате чего осуществляется локальное регулирование плотности формовочного песка, заполняющего пространство для формования. Между прочим, в обычной установке для заполнения формовочным песком, подобной разъясненной выше, используются плиты, в каждой из которой образовано много сквозных отверстий с диаметром около 1 мм, в качестве пористых плит для средства для заполнения песком, в котором используется воздух. Однако существуют нижеуказанные проблемы, связанные с данными пористыми плитами: их изготовление занимает значительное время; поскольку использование данных пористых плит для псевдоожижения формовочного песка требуемым образом потребует сравнительно высокого давления воздуха,большое количество энергии будет использовано для изготовления литейной формы; и, поскольку сквозные отверстия забиваются после следующих одно за другим применений, их необходимо регулярно проверять и чистить. Настоящее изобретение было создано с учетом обстоятельств, разъясненных выше. Его задачей является разработка устройства для вдувания формовочного песка, в котором используется воздух и которое имеет корпус, служащий в качестве напорного бака с конструкцией с двойной стенкой, образованной со стенкой напорного бака и воздухопроницаемой разделяющей плитой, которая может быть легко изготовлена, при этом указанное устройство может обеспечить легкое нагнетание воздуха под давлением,имеющего заданное давление, и не требует регулярного технического обслуживания, а также разработка способа и установки, в которой используется устройство для вдувания формовочного песка для заполнения пространства или пространств для формования формовочным песком. С вышеуказанной задачей устройство для вдувания формовочного песка, в котором используется воздух, по настоящему изобретению представляет собой устройство, которое имеет корпус с двойной стенкой, определяющий границы камеры, в качестве напорного бака со стенкой напорного бака и воздухопроницаемой пористой разделяющей плитой, при этом формовочный песок подвергается псевдоожижению посредством воздуха под давлением, нагнетаемого из воздухопроницаемой пористой разделяющей плиты, и затем вводится в пространство для формования, отличающееся тем, что воздухопроницае-1 016210 мая пористая разделяющая плита выполнена из пористого тела из металла или полимера. Кроме того, один аспект способа изготовления литейной формы по настоящему изобретению заключается в том, что в нем используется воздух для введения формовочного песка в пространство для формования посредством использования устройства для вдувания формовочного песка. Данный аспект отличается тем, что после образования пространства для формования воздух под давлением вводят из воздухопроницаемой пористой разделяющей плиты в корпус устройства для вдувания формовочного песка для псевдоожижения формовочного песка, а также отличается тем, что осуществляют регулирование выпуска воздуха, подлежащего выпуску из наполнительной рамки, для увеличения или уменьшения скорости подачи формовочного песка, подлежащего введению под давлением из сопел элементов для введения песка, выполненных в устройстве для вдувания формовочного песка, при этом осуществляется регулирование выпуска воздуха, подлежащего удалению от модельной плиты, в результате чего обеспечивается частичное регулирование плотности формовочного песка, заполняющего пространство для формования. Кроме того, в соответствии с другим аспектом способа изготовления литейной формы по настоящему изобретению способ представляет собой такой способ, в котором используется устройство для вдувания формовочного песка, в котором используется воздух, отличающийся тем, что двустороннюю модельную плиту удерживают между верхней опокой и нижней опокой; сдавливающее средство верхней опоки и сдавливающее средство нижней опоки вводят в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой, для ограничения пространства для формования для верхней половины литейной формы и пространства для формования для нижней половины литейной формы; затем вводят формовочный песок и заполняют им пространства для формования для верхней и нижней половин литейной формы посредством использования воздуха через сопла, расположенные под устройством для вдувания формовочного песка; и затем сдавливающие средства верхней опоки и нижней опоки подают вперед к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования, для одновременного изготовления верхней половины литейной формы и нижней половины литейной формы. Один аспект установки для изготовления литейной формы по настоящему изобретению заключается в том, что в ней используется устройство для вдувания формовочного песка, в котором используется воздух, при этом в данной установке двусторонняя модельная плита удерживается между верхней опокой и нижней опокой; сдавливающее средство верхней опоки и сдавливающее средство нижней опоки вводятся в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой, для ограничения пространства для формования для верхней половины литейной формы и пространства для формования для нижней половины литейной формы; затем формовочный песок вводится и заполняет пространства для формования для верхней и нижней половин литейной формы посредством использования воздуха; затем осуществляется подача сдавливающих средств верхней опоки и нижней опоки к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования, для одновременного изготовления верхней половины литейной формы и нижней половины литейной формы, при этом установка отличается тем, что устройство для вдувания формовочного песка, в котором используется воздух для введения формовочного песка в верхнее и нижнее пространства для формования, выполнено с возможностью наклона в вертикальной плоскости. Воздухопроницаемая пористая разделяющая плита по настоящему изобретению предпочтительно выполнена из таких материалов, как пористый гидрофобный полимер или нержавеющий металл. Может быть использован любой гидрофобный полимер, если он не может поглощать воду и если он имеет достаточную прочность и достаточную жесткость с тем, чтобы он не деформировался или не повреждался при установке. Например, высокомолекулярный полимер, такой как полиэтилен, что является предпочтительным. Кроме того, может быть использован любой металл, если он не может ржаветь под действием влаги и если он имеет заданную прочность. Кроме того, воздухопроницаемая пористая разделяющая плита предпочтительно представляет собой полимерную плиту, образованную с множеством сквозных отверстий, которые имеют средний диаметр 10-500 мкм и диаметр которых меньше размера зерна формовочного песка, при этом плита имеет толщину 5-20 мм и средний диаметр более предпочтительно составляет 10-50 мкм. Если толщина плиты составляет менее 5 мм, она будет деформироваться под действием воздуха под давлением. Если толщина плиты составляет более 20 мм, потеря воздуха под давлением будет значительной, и это затруднит псевдоожижение формовочного песка. Кроме того, пористость сквозных отверстий (отношение общей площади поперечных сечений сквозных отверстий к площади поверхности плиты) предпочтительно составляет 25-50% и более предпочтительно - 30-45%. Для изготовления плиты может быть использован любой способ, например процесс спекания. Из вышеприведенного описания очевидно, что, поскольку в настоящем изобретении воздухопроницаемая пористая разделяющая плита выполнена в виде пористой полимерной или металлической плиты,предусмотренной в устройстве для вдувания формовочного песка, которое имеет корпус, служащий в качестве напорного бака, при этом корпус выполнен в виде конструкции с двойной стенкой со стенкой бака и воздухопроницаемой пористой разделяющей плитой, между которыми образуется камера, причем-2 016210 воздух под давлением нагнетается из воздухопроницаемой пористой разделяющей плиты для псевдоожижения формовочного песка, и затем пространство для формования заполняется подвергнутым псевдоожижению формовочным песком посредством вдувания, это обеспечивает существенные преимущества, например, заключающиеся в том, что изготовление воздухопроницаемой пористой разделяющей плиты становится простым; плита может легко обеспечить нагнетание воздуха под давлением, имеющего заданное давление; плита не требует регулярного технического обслуживания и т.д. Сущность изобретения поясняется на чертежах, где фиг. 1 представляет собой схематическое сечение устройства для литейной формы с неразъемной опокой по одному варианту осуществления настоящего изобретения, показывающее основную часть устройства; фиг. 2 - график, показывающий характер изменения давления воздуха под давлением при псевдоожижении формовочного песка относительно воздухопроницаемой пористой разделяющей плиты, используемой для устройства по фиг. 1; фиг. 3 - график, показывающий характер изменения давления воздуха под давлением при псевдоожижении формовочного песка при использовании обычной пористой плиты, которая имеет множество сквозных отверстий, вместо воздухопроницаемой пористой разделяющей плиты, используемой для устройства по фиг. 1; данный график показывает сравнение с графиком по фиг. 2; фиг. 4 - местный разрез устройства для изготовления безопочной верхней половины литейной формы и безопочной нижней половины литейной формы по другому варианту осуществления настоящего изобретения, схематически показывающий основную часть устройства; фиг. 5 - местный вид спереди устройства для изготовления безопочной верхней половины литейной формы и безопочной нижней половины литейной формы по дополнительному варианту осуществления настоящего изобретения, схематически показывающий основную часть устройства. Варианты осуществления устройства для вдувания формовочного песка, в котором используется воздух, для реализации настоящего изобретения и способ и установка, в которых используется устройство для вдувания формовочного песка, разъяснены ниже. Пример 1. Пример формовочной установки в соответствии с настоящим изобретением будет разъяснен далее посредством ссылки на фиг. 1-3. Как показано на фиг. 1, формовочная установка выполнена так, что формовочный песок вводится в пространство для формования и заполняет пространство для формования, ограниченное опокой 2 и наполнительной рамкой 3, подлежащей размещению на модельной плите 1, посредством устройства 4 для вдувания формовочного песка, в котором используется воздух. Множество прессовых лапок, которые могут быть перемещены вверх и вниз, прикреплены к нижней части устройства 4 для вдувания формовочного песка. Множество вентиляционных пробок (не показанных) заделаны в модельную плиту 1, так что воздух будет выпускаться посредством вентиляционных пробок и пространства (не имеющего присвоенной ему ссылочной позиции), находящегося у нижней части модельной плиты. Кроме того, средство 6 для регулирования выпуска, предназначенное для регулирования выпуска воздуха под давлением из наполнительной рамки 3, присоединено к наполнительной рамке 3. Средство 6 для регулирования выпуска содержит элемент 8 каркаса, закрепленный на периферии наполнительной рамки 3 и предназначенный для образования герметичной полой камеры 7 вместе с наполнительной рамкой 3; двухпозиционный клапан(не показанный), предназначенный для открытия или закрытия полой камеры 7 по отношению к атмосфере, и много отверстий 9 малого диаметра, образованных в наполнительной рамке 3 и предназначенных для выпуска воздуха под давлением через нее в полую камеру 7. Кроме того, устройство для вдувания формовочного воздуха, в котором используется воздух, включает в себя корпус 14, образующий напорный бак с конструкцией с двойной стенкой, предусмотренной со всей стенкой корпуса и двумя парами из верхних из нижних воздухопроницаемых пористых разделяющих плит 10, 11, и образующий две, а именно верхнюю и нижнюю, камеры 12, 13, при этом в нижней части корпуса дополнительно образованы две (правая и левая) конусообразные камеры; элементы 15 для введения песка, закрепленные на нижнем конце корпуса 14, которые могут перемещаться вперед в наполнительную рамку 3; и два двухпозиционных клапана 16 и 17, которые обеспечивают возможность сообщения источников воздуха под давлением (не показанных) по текучей среде соответственно с верхней и нижней камерами 12 и 13. Каждая воздухопроницаемая пористая разделяющая плита 10 или 11 образована из пористой полимерной плиты, которая имеет много сквозных отверстий со средним диаметром 10-500 мкм и которая имеет толщину 5-20 мм. Каждая воздухопроницаемая пористая разделяющая плита закреплена посредством герметизирующего материала. Кроме того, корпус 14 выполнен с отверстием 19 для подачи песка в верхней части, которое подлежит открытию или закрытию посредством скользящей задвижки 18. Далее разъясняется процесс введения формовочного песка и заполнения заданного пространства для формования формовочным песком посредством использования воздуха, начиная от стадии, показанной на фиг. 1. Сначала, посредством использования известного средства модельную плиту 1, опоку 2 и т.д. перемещают вверх или вниз так, чтобы они были размещены друг на друге. Затем наполнительную-3 016210 рамку 3 перемещают вниз и размещают на опоке 2, и нижнюю часть устройства для вдувания формовочного песка, в котором используется воздух, и прессовые лапки 5 перемещают вперед в наполнительную рамку 3. Кроме того, прессовые лапки 5 перемещают затем вверх или вниз так, чтобы их плоскости сдавливания были удалены на заданное расстояние от фасонных частей модельной плиты, которые обращены к прессовым лапкам, в результате чего образуется пространство для формования. После закрытия отверстия 19 для подачи песка скользящей задвижкой 18 двухпозиционные клапаны 16, 17 открывают для подачи воздуха под давлением в камеры 12, 13 для нагнетания его через воздухопроницаемые пористые разделяющие плиты 10, 11 во внутреннее пространство корпуса 14 устройства 4 для вдувания формовочного песка для псевдоожижения формовочного песка в корпусе 14 и для одновременного сдавливания верхней поверхности формовочного песка посредством данного воздуха, введенного под давлением. Следует особо отметить, что, поскольку формовочный песок в конусообразных камерах корпуса 14 подвергается псевдоожижению, сопротивление формовочного песка в конусообразных камерах по отношению к их внутренним поверхностям может быть снижено. Кроме того, посредством открытия двухпозиционных клапанов 16, 17 и посредством одновременного и соответствующего открытия или закрытия двухпозиционных клапанов средства 6 для регулирования выпуска, предназначенного для регулирования выпуска воздуха под давлением из наполнительной рамки 3, скорость, с которой формовочный песок вводится из элементов 15 для введения песка, увеличивается или уменьшается при одновременном регулировании скорости, с которой воздух выпускается посредством вентиляционных пробок модельной плиты. Таким образом, можно частично регулировать плотность формовочного песка, заполняющего пространство для формования. Соответственно заполнение формовочным песком происходит требуемым образом и формовочное пространство везде точно заполняется формовочным песком. При подаче воздуха под давлением посредством открытия двухпозиционных клапанов 16, 17 в камеры 12, 13 и нагнетании его через воздухопроницаемые пористые разделяющие плиты 10, 11 характер изменения давления воздуха под давлением в настоящем изобретении будет таким, как показанный на фиг. 2. Характер изменения давления воздуха под давлением при использовании обычной разделяющей плиты такой, как показанный на фиг. 3. Регулируемое заданное давление для псевдоожижения, подобное показанному на фиг. 2 и 3, предназначено для воздуха под давлением, который должен быть подан в камеры 12, 13 и который подлежит нагнетанию через воздухопроницаемые пористые разделяющие плиты 10, 11 для псевдоожижения формовочного песка в корпусе 14. Измеренное давление для псевдоожижения - это давление воздуха под давлением, который подается в камеры 12, 13 и нагнетается через воздухопроницаемые пористые разделяющие плиты 10, 11 во внутреннее пространство корпуса 14 для псевдоожижения формовочного песка в корпусе 14 или который подается в камеры, расположенные у задней части обычных пористых плит. Измеренное давление в баке для песка - это давление в корпусе 14 или в обычном бункере для песка. Графики по фиг. 2 и 3 были подвергнуты сравнению и проанализированы. Измеренное давление для псевдоожижения в настоящем изобретении ниже, чем в случае использования обычной пористой плиты. Таким образом, следует понимать, что воздухопроницаемые пористые разделяющие плиты 10, 11 по настоящему изобретению могут обеспечить псевдоожижение формовочного песка посредством нагнетания воздуха под давлением с давлением, которое ниже, чем давление, используемое для обычной пористой плиты. Несмотря на то что пример 1, описанный выше, - это пример для формования с неразъемной опокой, изобретение не ограничено им. Оно применимо для безопочной литейной формы, которую отсоединяют от опоки 2 после завершения формования. Это будет разъяснено ниже в примере 2. Кроме того, несмотря на то что в примере 1, описанном выше, воздухопроницаемые пористые разделяющие плиты 10, 11 представляют собой пористые полимерные плиты, изобретение не ограничено ими, и каждая плита может представлять собой плиту любого типа, которая имеет много сквозных отверстий, диаметр которых меньше размера зерна формовочного песка, и которая является воздухопроницаемой, и которая имеет заданную прочность. Например, плита может представлять собой металлическую плиту, полученную спеканием. Пример 2. Формовочная установка по второму примеру настоящего изобретения, предназначенная для безопочного формования, разъясняется ниже посредством ссылки на фиг. 4. Конструкция формовочной установки по данному примеру может представлять собой конструкцию обычной формовочной установки, предназначенной для изготовления безопочной верхней половины литейной формы и безопочной нижней половины литейной формы. Формовочная установка включает в себя две опоки, а именно верхнюю опоку 32 и другую нижнюю опоку 33, которые расположены с возможностью смещения на направляющей штанге 31; устройство 34 для перемещения опок, предназначенное для одновременного перемещения опок между центральным положением формования, в котором они сопрягаются, и положением удаления, в котором они находятся на некотором расстоянии друг от друга; двустороннюю модельную плиту 35, подлежащую удерживанию между опоками 32 и 33 в положении формования; две прессовые плиты 36, 37, подлежащие вставке по посадке в опоки с их противополож-4 016210 ных сторон; средства 38, 39 для регулирования прессовых плит, предназначенные для независимого задания смещения для каждой прессовой плиты 36 или 37, подлежащей перемещению в соответствующей опоке, и для независимого регулирования смещения прессовых плит 36, 37; и устройство 40 для вдувания формовочного песка, в котором используется воздух для заполнения опок 32, 33 формовочным песком, при этом указанные опоки удерживают двустороннюю модельную плиту 35. Устройство 40 для вдувания формовочного песка может быть аналогично устройству 4 для вдувания формовочного песка, в котором используется воздух. Посредством размещения двусторонней модельной плиты 35 между верхней опокой 32 и нижней опокой 33 и посредством закрытия задних отверстий опок 32, 33 двумя прессовыми плитами 36, 37 образуют два пространства для формования для верхней половины литейной формы и нижней половины литейной формы. Направляющая штанга 31 прикреплена к устройству 34 для перемещения опок и выполнена с возможностью поворота на 90 по часовой стрелке вместе с устройством 34 для перемещения опок в вертикальной плоскости из положения, показанного на фиг. 4. За счет данного поворота пространства для формования входят во взаимодействие с устройством 40 для вдувания формовочного песка посредством элементов (каналов) для введения песка (не показанных), образованных в опоках 32, 33. Соответственно устройство 40 для вдувания формовочного песка, в котором используется воздух, может обеспечить заполнение формовочным песком пространств для формования, ограниченных двусторонней модельной плитой 35, которая используется в данном примере вместо модельной плиты 1, и верхней и нижней опоками 32, 33 и двумя прессовыми плитами 36, 37 (на фиг. 4 для данного примера камеры, которые аналогичны камерам 12, 13 устройства 4 для вдувания формовочного песка на фиг. 1, разделяющие плиты, которые аналогичны воздухопроницаемым пористым разделяющим плитам 10, 11, и двухпозиционные клапаны, которые аналогичны двухпозиционным клапанам 16, 17, не показаны.) В примере 2 так же, как в примере 1, был подтвержден эффект воздухопроницаемой пористой разделяющей плиты по настоящему изобретению. В формовочной установке, выполненной, как разъяснено выше, и предназначенной для изготовления безопочной верхней половины литейной формы и безопочной нижней половины литейной формы,может возникнуть проблема, связанная с тем, что "затененная" часть или части, находящиеся с обратной стороны фасонной части или частей двусторонней модельной плиты, если смотреть со стороны устройства для вдувания формовочного песка, могут недостаточно хорошо заполняться формовочным песком. Таким образом, ниже разъясняется формовочная установка по третьему примеру настоящего изобретения, которая может обеспечить заполнение "затененных" частей формовочным песком. Пример 3. Фиг. 5 представляет собой частичное сечение, схематически изображающее формовочную установку по третьему примеру настоящего изобретения, предназначенную для изготовления верхней половины литейной формы и нижней половины литейной формы. Формовочная установка аналогична формовочной установке, показанной на фиг. 4. Как показано на фиг. 5, основная часть формовочной установки,предназначенной для изготовления верхней половины литейной формы и нижней половины литейной формы, по данному примеру включает в себя поворотную раму 52, простирающуюся в боковом направлении и смонтированную на опорной оси 51, которая прикреплена к основанию (не показанному) установки, с возможностью поворота в вертикальной плоскости; обращенный в боковом направлении цилиндр 54, смонтированный с возможностью поворота на указанном основании (не показанном), при этом дистальный конец поршневого штока цилиндра соединен с верхней частью поворотной рамы 52 (верхним концом поворотной рамы на фиг. 5) посредством сочленения 53 так, что он может поворачиваться в вертикальной плоскости, при этом цилиндр 54 служит для поворота поворотной рамы 52 в вертикальной плоскости за счет его выдвигания и отвода; две разнесенные направляющие штанги 55, прикрепленные к нижней части поворотной рамы 52 и простирающиеся рядом с нижней частью; два противоположных элемента 58, 59 для перемещения опок, предназначенные для перемещения соответственно верхней опоки и нижней опоки и соединенные соответственно с верхним и нижним направляющими держателями 56, 57, при этом указанные держатели, в свою очередь, смонтированы с возможностью смещения на двух соответствующих направляющих штангах 55; верхнюю опоку 60 и нижнюю опоку 61, смонтированные соответственно на элементах 58 и 59 для перемещения опок, при этом опоки имеют элементы (каналы) для введения песка в их боковой стенке; сдавливающие средства 62 и 63, смонтированные соответственно на элементах 58 и 59 для перемещения опок и предназначенные для уплотнения формовочного песка,заполняющего верхнюю опоку 60 и нижнюю опоку 61; поддающуюся перемещению двустороннюю модельную плиту 64, подлежащую размещению и удерживанию между верхней опокой 60 и нижней опокой 61; устройство 65 для вдувания формовочного песка, смонтированное с возможностью поворота в вертикальной плоскости вокруг поворотной рамы 52, при этом в указанном устройстве используется воздух для введения формовочного песка через предназначенные для введения песка элементы (каналы) опок 60, 61 в пространства для формования; другой боковой цилиндр 65, имеющий поршневой шток,дистальный конец которого соединен с устройством 65 для вдувания формовочного песка для поворота устройства 65 для вдувания формовочного песка в вертикальной плоскости относительно поворотной рамы 52 для обеспечения возможности соединения устройства 65 для вдувания формовочного песка с-5 016210 элементами для введения песка и отсоединения устройства 65 для вдувания формовочного песка от элементов для введения песка, предусмотренных в опоках, посредством выдвигания и отвода поршневого штока. Устройство 65 для вдувания формовочного песка, в котором используется воздух, подобное устройству по примеру 3, может быть выполнено в виде конструкции напорного бака, в которой используются пористые плиты устройства 40 для вдувания формовочного песка по примеру 2. Когда при работе формовочной установки, выполненной так, как разъяснено выше, устройство 65 для вдувания формовочного песка, в котором используется воздух, обеспечивает введение формовочного песка в пространства для формования, образованные посредством вставки сдавливающих средств 62, 63 в отверстия опок 60, 61, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой 64, удерживаемой между опоками, опоки, двусторонняя модельная плита,устройство 65 для вдувания формовочного песка и т.д. наклонены на заданный угол или они находятся в процессе наклона. За счет этого обеспечивается легкое псевдоожижение формовочного песка в пространствах для формования в "затененных" частях, в результате чего повышается степень заполнения"затененных" частей формовочным песком. Примеры, разъясненные выше, приведены только для примера, и следует понимать, что настоящее изобретение не ограничено ими. Очевидно, что специалист в данной области техники может модифицировать примеры. Например, в примере 3 устройство 65 для вдувания формовочного песка выполнено в виде конструкции напорного бака, в которой используются специальные пористые плиты, которые такие же, как пористые плиты устройства 40 для вдувания формовочного песка по примеру 2. Тем не менее, вместо данной конструкции или вместе с ней может быть осуществлено заполнение пространства для формования формовочным песком способом вдувания посредством использования обычного способа заполнения вдуванием, то есть посредством подачи воздуха под давлением сверху к поверхности формовочного песка из источника воздуха под давлением. Несмотря на то что в примерах 2 и 3 настоящее изобретение реализовано в виде формовочной установки, которая обеспечивает одновременное изготовление безопочной верхней половины литейной формы и безопочной нижней половины литейной формы, формовочная установка может представлять собой формовочную установку, которая обеспечивает изготовление безопочной верхней половины литейной формы и безопочной нижней половины литейной формы по отдельности, то есть формовочную установку, которая обеспечивает изготовление одной литейной формы. Кроме того, несмотря на то что в примерах настоящего изобретения воздух под давлением отдельно подается в камеры 12 и 13 посредством открытия двухпозиционных клапанов 16, 17, настоящее изобретение не ограничено данной конструкцией. Камеры 12 и 13 могут быть объединены в виде одной камеры, и, таким образом, может быть использован только один двухпозиционный клапан 16 или 17 для подачи воздуха под давлением в камеру. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для вдувания формовочного песка, в котором формовочный песок подвергается псевдоожижению посредством воздуха под давлением, нагнетаемого через воздухопроницаемую разделяющую плиту (10, 11), содержащее корпус (14) с двойной стенкой, образованной стенкой корпуса и указанной плитой (10, 11), при этом воздухопроницаемая разделяющая плита имеет толщину 5-20 мм и выполнена из пористого полимера с множеством сквозных отверстий со средним диаметром 10-500 мкм,который меньше размера зерна формовочного песка. 2. Устройство для вдувания формовочного песка по п.1, в котором плита из пористого полимера представляет собой плиту, выполненную из пористого гидрофобного полимера. 3. Устройство для вдувания формовочного песка по п.2, в котором средний диаметр составляет 1050 мкм. 4. Устройство для вдувания формовочного песка по любому из пп.1-3, при этом устройство имеет элементы для введения песка в его нижней части, которые могут быть поданы в наполнительную рамку,которая служит в качестве части для ограничения пространства для формования. 5. Способ введения формовочного песка в пространство для формования посредством использования воздуха с применением устройства для вдувания формовочного песка по п.4, в котором образуют пространство для формования; осуществляют нагнетание воздуха под давлением в корпус устройства для вдувания формовочного песка через воздухопроницаемую разделяющую плиту устройства для вдувания формовочного песка, в результате чего осуществляется псевдоожижение формовочного песка в корпусе; и регулируют выпуск воздуха из наполнительной рамки для увеличения или уменьшения скорости подачи формовочного песка, подлежащего введению под давлением из элементов для введения песка,при одновременном регулировании скорости выпуска воздуха от модельной плиты, в результате чего обеспечивается заполнение пространства для формования формовочным песком, при этом обеспечивают-6 016210 частичное регулирование плотности формовочного песка, заполняющего пространство для формования. 6. Устройство для вдувания формовочного песка по любому из пп.1-3, при этом устройство имеет сопла, смонтированные в его нижней части, которые могут быть поданы в наполнительную рамку, которая служит в качестве части для ограничения пространства для формования. 7. Способ безопочного формования, в котором используется устройство для вдувания формовочного песка по п.6, в котором осуществляют удерживание двусторонней модельной плиты между верхней опокой и нижней опокой, причем каждая опока имеет элемент для введения песка на своей боковой стенке; образование пространства для формования для верхней половины литейной формы и пространства для формования для нижней половины литейной формы посредством вставки сдавливающего средства верхней опоки и сдавливающего средства нижней опоки в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой; введение формовочного песка в пространства для формования для верхней и нижней половин литейной формы из сопел, смонтированных на нижней части устройства для вдувания формовочного песка через элементы для введения песка на боковых стенках опок; и обеспечение возможности подачи сдавливающих средств верхней опоки и нижней опоки вперед к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования, в результате чего обеспечивается одновременное изготовление верхней половины литейной формы и нижней половины литейной формы. 8. Способ безопочного формования по п.7, в котором формовочный песок вводят в пространства для формования при одновременном обеспечении наклонного положения пространств для формования или после достижения наклонного положения пространств для формования под углом. 9. Безопочная формовочная установка, содержащая двустороннюю модельную плиту, размещенную между верхней опокой и нижней опокой, причем каждая опока имеет элемент для введения песка на своей боковой стенке; сдавливающее средство верхней опоки и сдавливающее средство нижней опоки, вставленные в отверстия опок, расположенные напротив тех отверстий опок, которые находятся рядом с двусторонней модельной плитой, в результате чего образуется пространство для формования для верхней половины литейной формы и пространство для формования для нижней половины литейной формы; причем формовочный песок вводят в пространства для формования для верхней и нижней половин литейной формы из вышеуказанного элемента для введения песка на боковой стороне каждой из опок посредством воздуха; при этом сдавливающие средства верхней опоки и нижней опоки выполнены с возможностью перемещения вперед к двусторонней модельной плите для уплотнения формовочного песка в пространствах для формования для верхней и нижней половин литейной формы для образования верхней и нижней половин литейной формы; отличающаяся тем, что она содержит устройство для вдувания формовочного песка по п.6, в котором используется воздух для введения формовочного песка в пространства для формования для верхней и нижней половин литейной формы, причем устройство для вдувания формовочного песка выполнено с возможностью введения формовочного песка в пространства для формования для верхней и нижней половин литейной формы из сопел через элементы для введения песка боковых стенок противоположных опок; при этом устройство для вдувания формовочного песка расположено под углом относительно вертикальной линии. 10. Безопочная формовочная установка, содержащая поворотную раму, расположенную на вертикальной оси с возможностью вертикального поворота в вертикальной плоскости; две противоположные опоки, расположенные на поворотной раме, при этом каждая опока имеет элемент для введения песка в ее боковой стенке; средства для перемещения опок, предназначенные для перемещения двух опок так, что опоки приближаются друг к другу и удаляются друг от друга для создания пространств для формования и для удаления литейных форм; устройство для вдувания формовочного песка по п.6 с использованием воздуха, причем устройство для вдувания формовочного песка размещено так, чтобы вводить формовочный песок в две противоположные опоки из сопел через элементы для введения песка боковых стенок противоположных опок; и сдавливающие средства, предназначенные для ограничения пространств для формования вместе со сближающимися противоположными опоками и двусторонней модельной плитой, расположенной между ними, и для уплотнения формовочного песка, заполняющего противоположные опоки; и при этом устройство для вдувания формовочного песка расположено так, что формовочный песок вводится в пространства для формования, когда пространства для формования расположены под углом относительно вертикальной линии. 11. Безопочная формовочная установка по п.10, содержащая направляющую штангу, прикрепленную к поворотной раме, и два элемента для перемещения противоположных опок, при этом две противоположные опоки прикреплены к элементам для перемещения опок.-7 016210 12. Безопочная формовочная установка по п.10 или 11, в которой устройство для вдувания формовочного песка содержит средства для подачи воздуха под давлением сверху в формовочный песок, удерживаемый в устройстве для вдувания формовочного песка.
МПК / Метки
МПК: B22C 15/24
Метки: формования, безопочного, песка, установка, способ, варианты, безопочная, вдувания, формовочного, устройство, формовочная
Код ссылки
<a href="https://eas.patents.su/10-16210-ustrojjstvo-dlya-vduvaniya-formovochnogo-peska-bezopochnaya-formovochnaya-ustanovka-varianty-i-sposob-bezopochnogo-formovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для вдувания формовочного песка, безопочная формовочная установка (варианты) и способ безопочного формования</a>
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 21/02, B22C 11/00, B22C 15/28...
Метки: машина, изготовления, литейной, линия, частей, двух, формы, опока, формовочная
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Хирата Минору, Сакагути Коити, Комияма Такаюки, Оя Тосихико, Сакаи Цуйоси
МПК: B22C 11/10, B22C 11/00, B22C 15/08...
Метки: литейных, машина, форм, способ, машины, формовочная, верхней, эксплуатации, нижней, изготовления
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Способ и устройство для вдувания кислорода с радиальным прохождением через катализатор
Номер патента: 8891
Опубликовано: 31.08.2007
Автор: Коволль Иоганнес
МПК: B01J 8/02
Метки: кислорода, радиальным, катализатор, вдувания, устройство, прохождением, способ
Формула / Реферат:
1. Способ вдувания кислорода в реактор химического синтеза, например в реактор окислительного дегидрирования, с прохождением потока газообразной смеси через слой катализатора в основном в радиальном направлении, отличающийся тем, что кислород в чистом виде, в составе воздуха или в смеси с инертным газом либо водяным паром подают в кольцевую распределительную систему и через множество выходных отверстий в ней направляют на боковую поверхность...
Способ и устройство для вдувания кислорода в реактор химического синтеза
Номер патента: 9402
Опубликовано: 28.12.2007
Авторы: Земрау Лотар, Хайнритц-Адриан Макс, Коволль Иоганнес
МПК: B01J 8/02, C10G 49/00
Метки: реактор, химического, способ, синтеза, кислорода, устройство, вдувания
Формула / Реферат:
1. Способ вдувания кислорода в реактор химического синтеза, например в реактор окислительного дегидрирования, с прохождением потока газообразной смеси через слой катализатора в основном в осевом направлении, отличающийся тем, что кислород в чистом виде, в составе воздуха или в смеси с инертным газом либо водяным паром подают в расположенную над слоем катализатора кольцевую распределительную систему и через множество выходных отверстий в...
Способ и устройство разливки и отливка, полученная в процессе вакуумного формования
Номер патента: 8468
Опубликовано: 29.06.2007
Авторы: Еномото Йосинобу, Мизуно Кендзи, Сузуки Хироаки, Андо Тосиаки, Иноуе Такао, Такеда Сизуо, Макино Хироясу, Томита Такетоси, Оба Такафуми
МПК: B22C 9/00, B22C 9/03, B22D 18/06...
Метки: процессе, формования, способ, полученная, вакуумного, разливки, отливка, устройство
Формула / Реферат:
1. Способ разливки в процессе вакуумного формования, включающий следующие этапы: герметичное покрытие поверхности модельной плиты защитным элементом; размещение наполнительной формы на защитном элементе и помещение в наполнительную форму наполнителя, не содержащего связующего; герметичное покрытие верхней поверхности наполнителя и разрежение внутренней части наполнительной формы для подсасывания защитного элемента к наполнителю для формирования...
Предыдущий патент: Способ извлечения диоксида углерода из газового потока
Следующий патент: Способ и ленточная агломерационная установка для непрерывного спекания и предварительного восстановления гранулированного минерального вещества
Случайный патент: Устройство и способ (варианты) обработки дефектного участка кожи распылением охлаждающей жидкости