Резьбовое соединение для соединения стальных труб
Номер патента: 15427
Опубликовано: 31.08.2011
Авторы: Сугино Масааки, Накамура Кейити, Ямагути Сугуру, Хамамото Такахиро
Формула / Реферат
1. Резьбовое соединение для соединения стальных труб, имеющее ниппель, имеющий наружную резьбу, и муфту, содержащую внутреннюю резьбу, причем наружная резьба и внутренняя резьба являются коническими резьбами, содержащими, по меньшей мере, участок полной резьбы, при этом резьба на участке полной резьбы, имеющая приблизительно трапецеидальную форму резьбы, содержит вершину, нагружаемую боковую сторону и стыковочные боковые стороны профиля резьбы, при этом витки резьбы отделены друг от друга впадиной профиля резьбы, отличающееся тем, что
по меньшей мере часть резьбы на участке полной резьбы либо муфты, либо ниппеля первого трубного элемента имеет двухступенчатую стыковочную форму, содержащую стыковочную боковую сторону профиля резьбы с фаской;
упомянутая двухступенчатая стыковочная форма имеет стыковочный угол наклона a боковой стороны профиля резьбы, составляющий 5-45°, и угол фаски b, составляющий 20-60°, и отвечает любому из следующих условий (1) или (2):
(1) отношение h/H высоты h фаски двухступенчатой стыковочной формы к высоте резьбы Н ниппеля составляет от 0,25 до 0,50 или
(2) удовлетворяется следующее неравенство (3):

где a - стыковочный угол (градус) наклона боковой стороны профиля резьбы двухступенчатой стыковочной формы;
b - угол (градус) фаски двухступенчатой стыковочной формы;
Н - высота резьбы (мм) ниппеля;
h - высота фаски (мм) двухступенчатой стыковочной формы;
х - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около вершин профиля резьбы ниппеля;
у - радиус кривизны (мм) около начальной точки фаски двухступенчатой стыковочной формы и
z - радиус кривизны (мм) двухступенчатой стыковочной формы около вершин профиля резьбы ниппеля.
2. Резьбовое соединение по п.1, отличающееся тем, что резьба основной части на участке полной резьбы первого трубного элемента имеет двухступенчатую стыковочную форму.
3. Резьбовое соединение по п.1, отличающееся тем, что вся резьба на участке полной резьбы первого трубного элемента имеет двухступенчатую стыковочную форму.
4. Резьбовое соединение по п.1, отличающееся тем, что стыковочный угол наклона a боковой стороны профиля резьбы составляет 8-15°, а угол фаски b составляет 20-40°.
5. Резьбовое соединение по п.1, отличающееся тем, что отношение h/H высоты фаски h к высоте резьбы Н ниппеля составляет 0,3-0,4.
6. Резьбовое соединение по п.1, отличающееся тем, что удовлетворяет следующему неравенству (3'):
![]()
где каждый из знаков в формуле имеет то же самое значение, что и описанные выше.
7. Резьбовое соединение по любому из пп.1-6, отличающееся тем, что ниппель и муфта, каждый элемент, содержат резьбу, а также уплотнительную поверхность, выполненную на периферической поверхности вблизи резьбы, и поверхность заплечика, содержащую концевую поверхность одного из элементов - ниппеля или муфты, и поверхность другого элемента, контактирующего с концевой поверхностью.
8. Резьбовое соединение по любому из пп.1-6, где контактирующие поверхности ниппеля или муфты, по меньшей мере, первого трубного элемента имеют двухступенчатую стыковочную форму, содержащую по меньшей мере один тип покрытия для обработки поверхности, выбираемого из гальванического покрытия, фосфатного покрытия, твердого смазочного покрытия, полутвердого смазочного покрытия и вязкого жидкого смазочного покрытия.

Текст
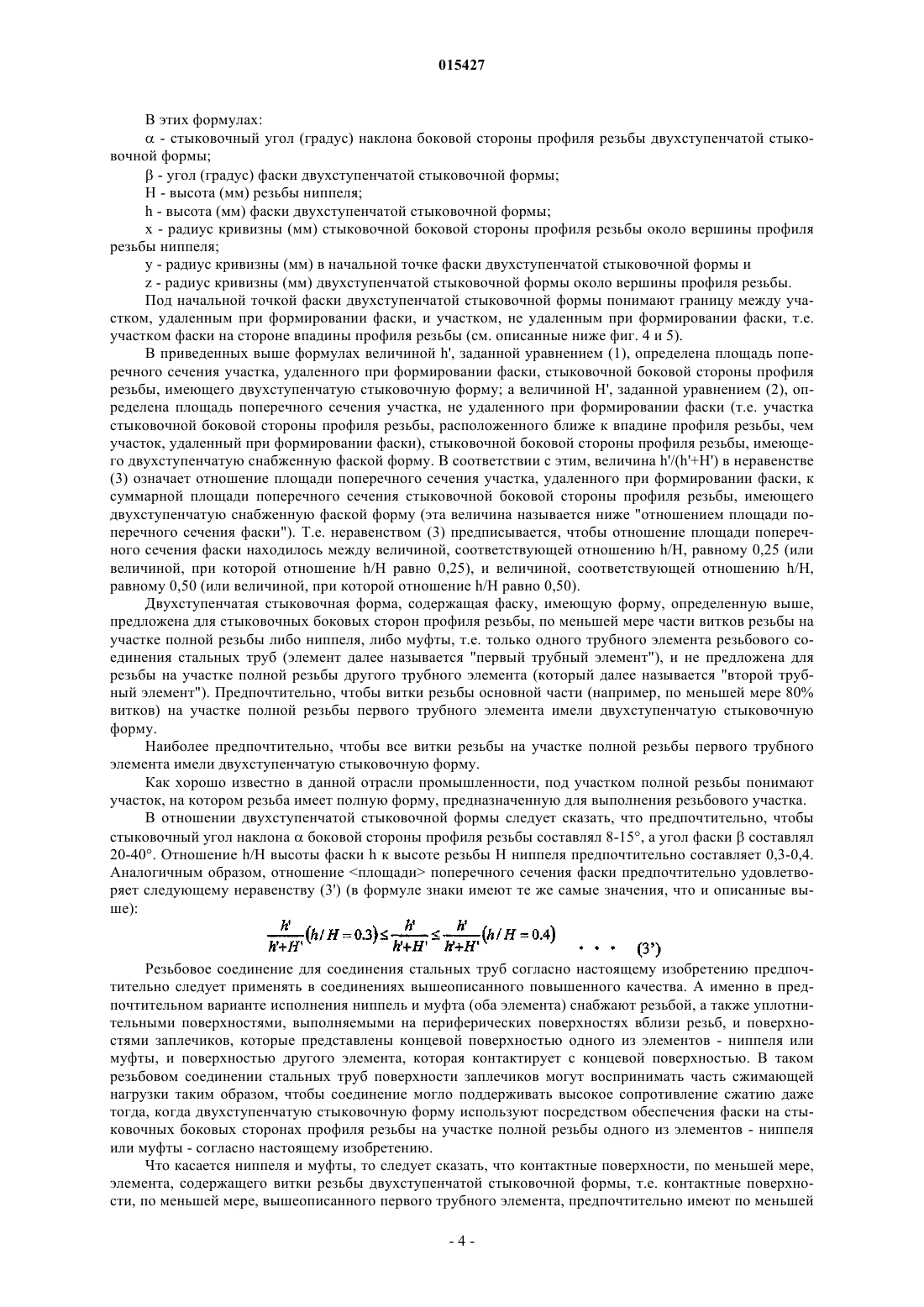
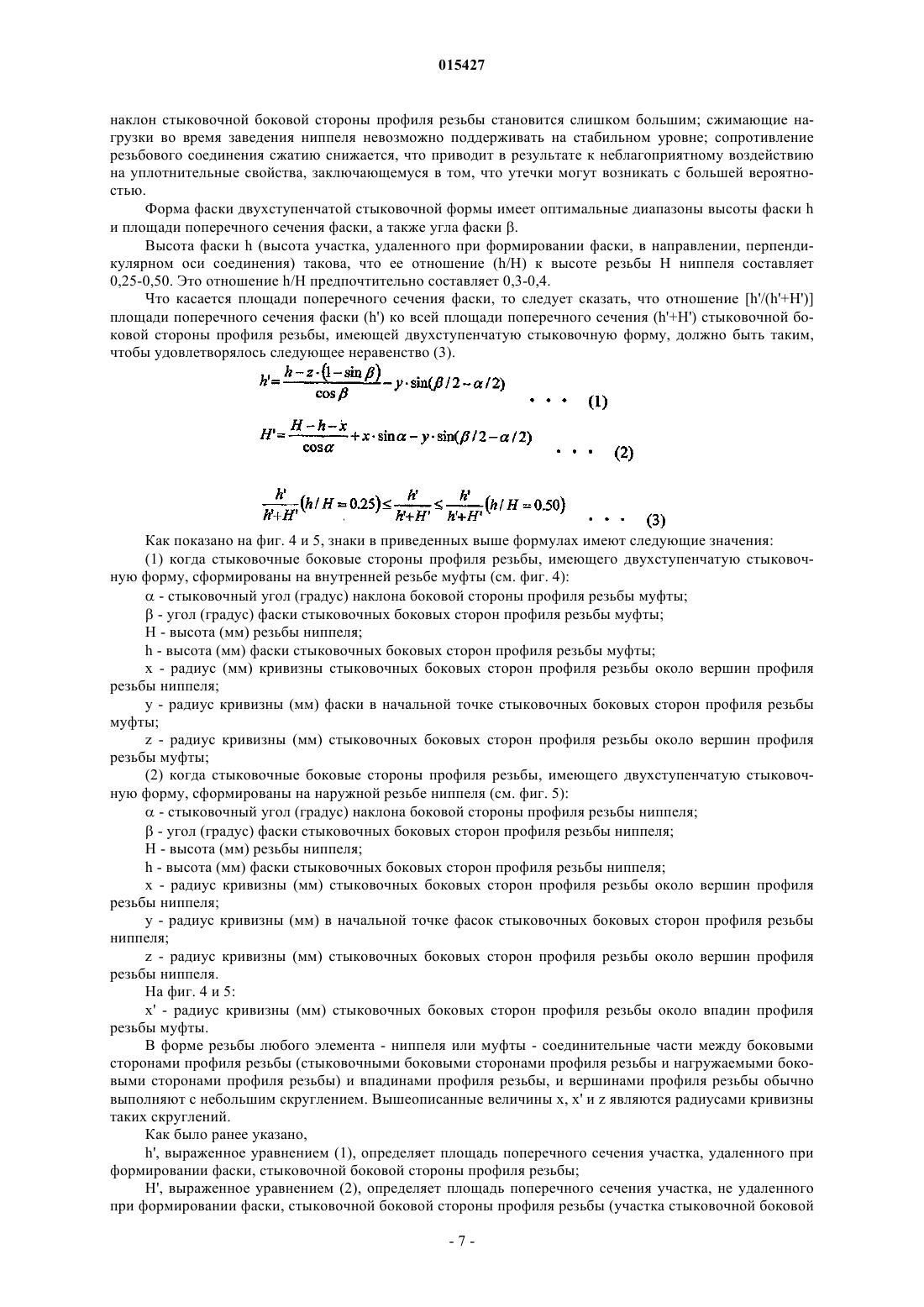
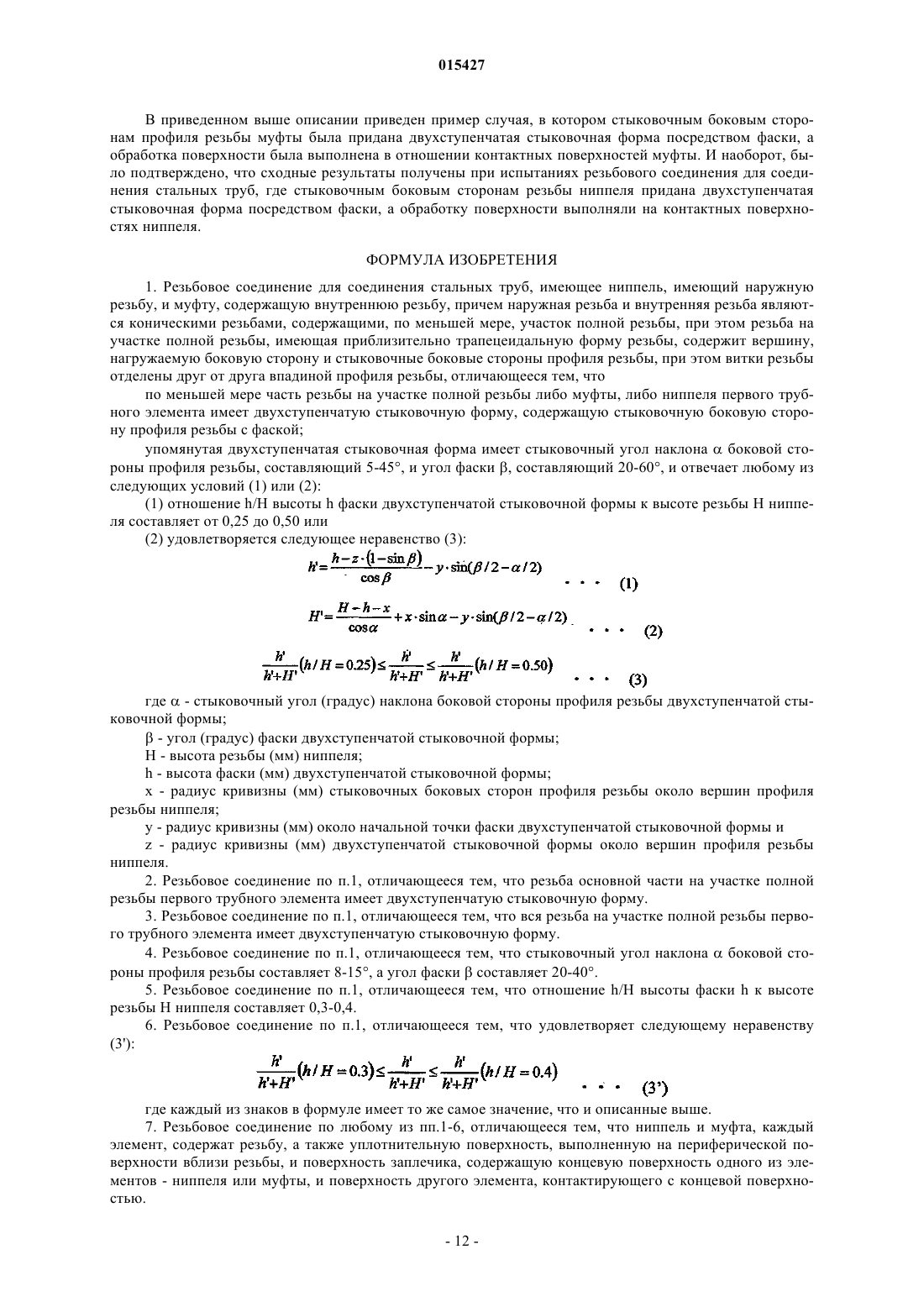
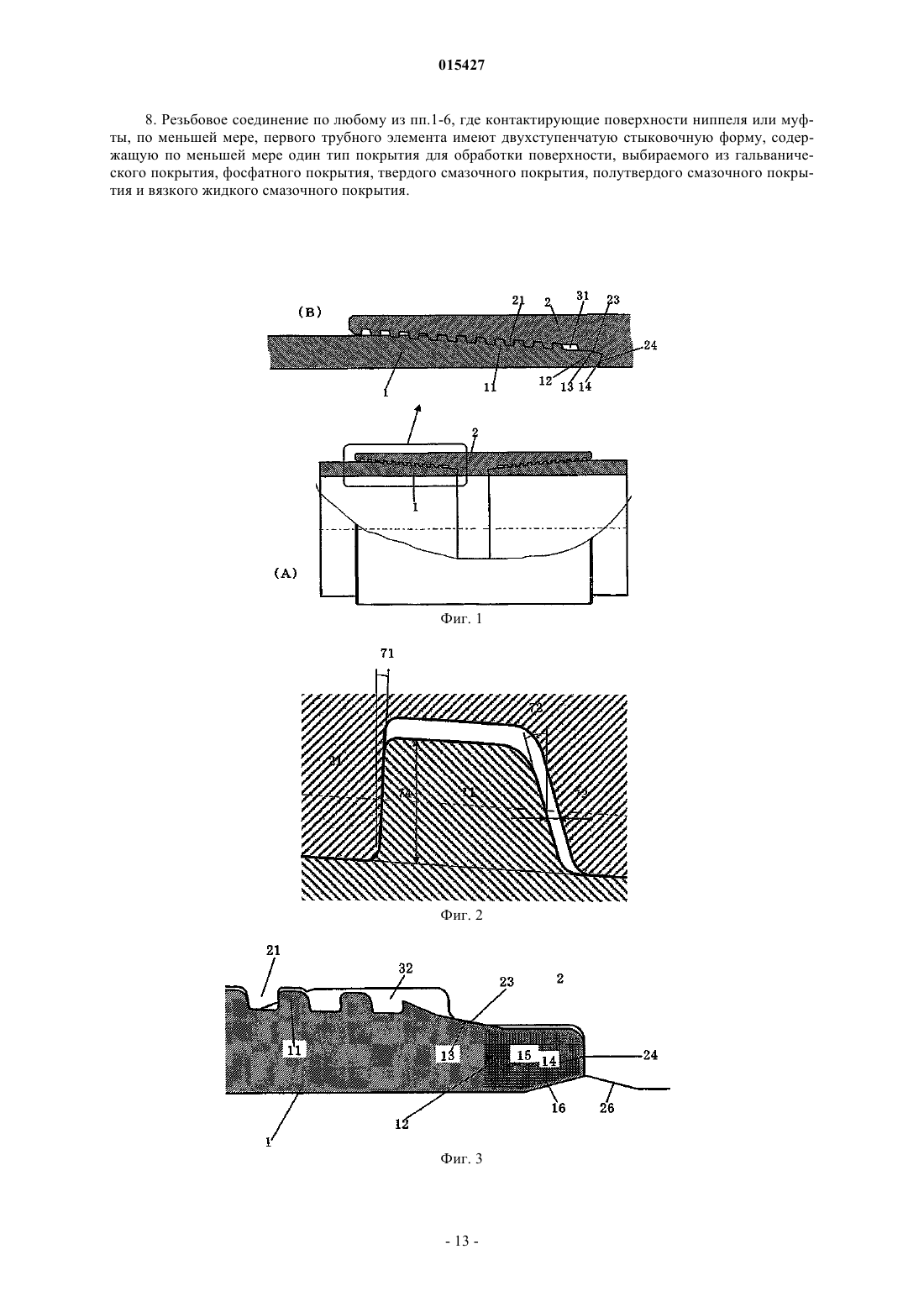
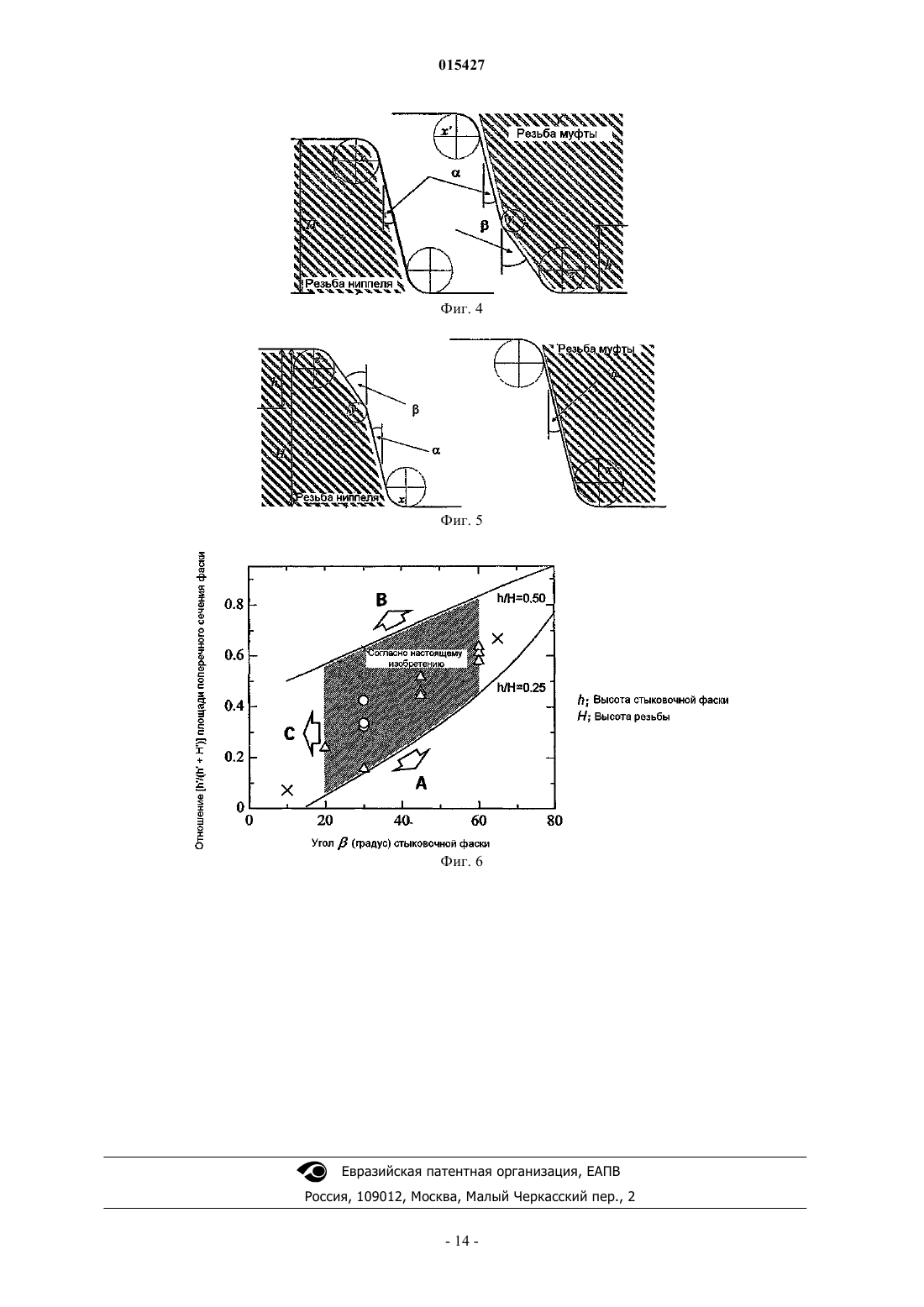
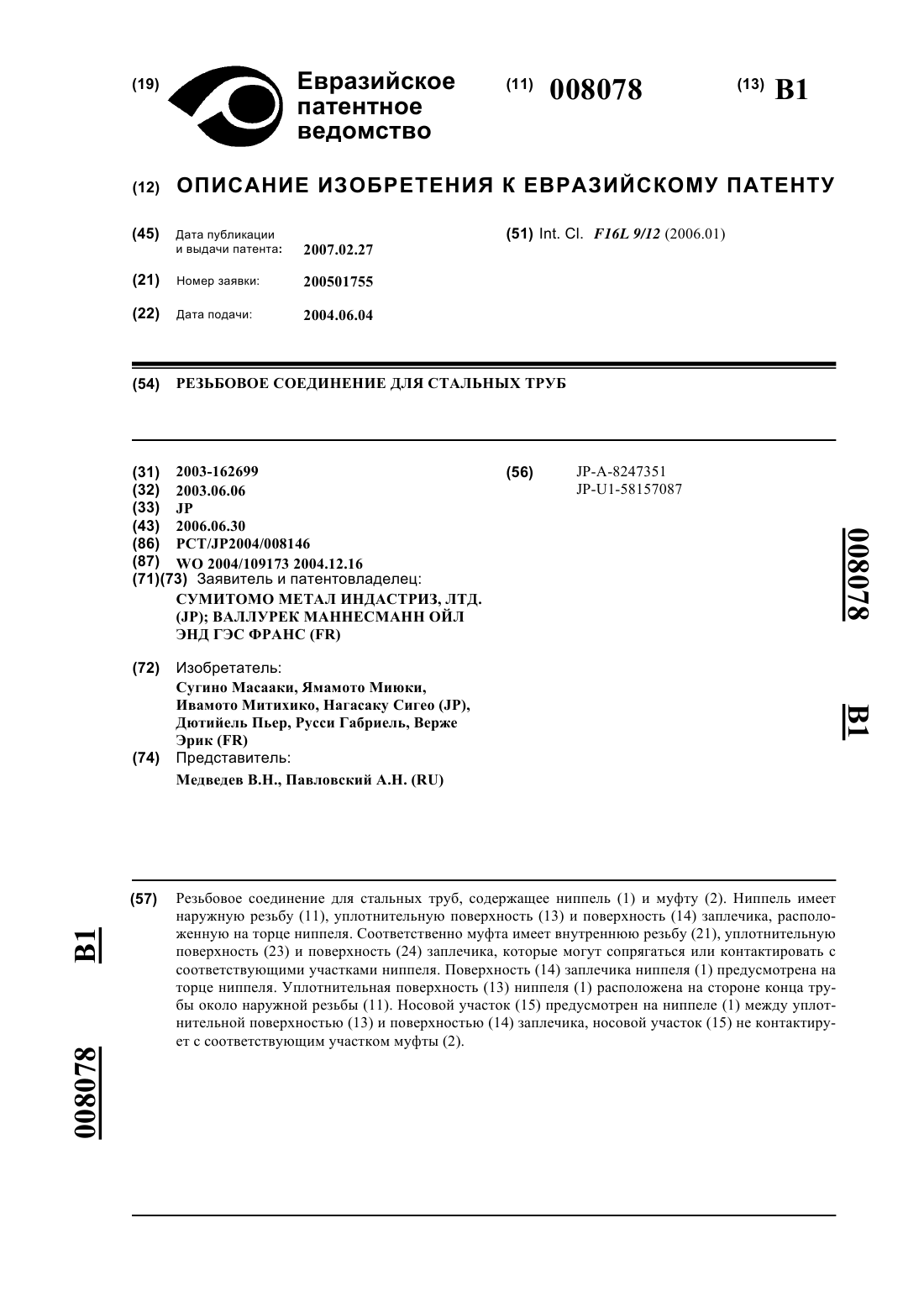
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ В изобретении предложено усовершенствованное резьбовое соединение для соединения стальных труб, состоящего из ниппеля, содержащего наружную резьбу, и муфты, содержащей внутреннюю резьбу, при применении которого обеспечивается легкость заведения ниппеля и сопротивление заеданию резьбовых участков. Стыковочные боковые стороны профиля резьбы на участке полной резьбы одного из элементов - ниппеля или муфты - имеют двухступенчатую стыковочную форму,содержащую фаску. Двухступенчатая стыковочная форма имеет стыковочный уголбоковой стороны профиля резьбы, составляющий 5-45, и угол фаски , составляющий 20-60. Отношениеh/H высоты фаски h к высоте резьбы Н ниппеля составляет 0,25-0,50, или отношение площади поперечного сечения участка, удаленного при формировании фаски, ко всей площади поперечного сечения стыковочной боковой стороны профиля резьбы составляет, по меньшей мере, величину,соответствующую отношению h/H высоты фаски, составляющему 0,25, и являющуюся величиной,соответствующей отношению высоты фаски, составляющему, самое большее, 0,50.(71)(73) Заявитель и патентовладелец: СУМИТОМО МЕТАЛ ИНДАСТРИЗ,ЛТД. (JP); ВАЛЛУРЕК МАННЕСМАНН ОЙЛ ЭНД ГЭС ФРАНС (FR) 015427 Настоящее изобретение относится к резьбовому соединению, предназначенному для использования при соединении стальных труб, например нефтегазопромысловых и трубопроводных труб (НГПТТ),включающих колонны и обсадные трубы, используемые при поисково-разведочных работах, при бурении нефтяных и газовых скважин и при добыче сырой нефти и природных газов, при сборке секций водоотделяющих колонн, при прокладке трубопроводных труб и т.п. В частности, изобретение относится к резьбовому соединению для соединения стальных труб, посредством которого обеспечивают возможность легкого заведения ниппеля в наклонном состоянии и которое обладает очень высоким сопротивлением заеданию из резьбовых участков. Резьбовое соединение для соединения стальных труб представляет собой соединение ниппеля, являющегося элементом, снабженным наружной резьбой, выполненной на концевом участке первого трубного элемента, и муфты, являющейся элементом, снабженным внутренней резьбой, выполненной на концевом участке второго трубного элемента. Соединение выполняют посредством резьбового сопряжения наружной резьбы и внутренней резьбы, которые (обе) обычно являются коническими резьбами. Обычно первый трубный элемент является трубой, например нефтегазопромысловой трубой или трубопроводной трубой, а второй трубный элемент является отдельным элементом в форме муфты (этот тип резьбового соединения стальных труб называют соединением муфтового типа). В этом конструктивном исполнении наружная резьба выполнена на обоих концах трубы, а внутренняя резьба выполнена с обеих сторон муфты. Другой тип резьбового соединения стальных труб является интегральным типом, в котором не используют муфту и в котором наружная резьба выполнена на наружной поверхности одного конца трубы,а внутренняя резьба выполнена на внутренней поверхности другого конца трубы. В этом типе резьбового соединения первый трубный элемент является первой трубой, а второй трубный элемент является второй трубой. Раньше нефтегазопромысловые и трубопроводные трубы соединяли, в основном используя стандартные резьбовые соединения, регламентированные стандартами Американского института нефтяной промышленности (АИНП). Однако в последние годы, по мере того как условия окружающей среды в регионах добычи и производства сырой нефти и природного газа становятся все более суровыми, все в большем масштабе используют специальные резьбовые соединения с улучшенными рабочими характеристиками, называемые резьбовыми соединениями повышенного качества. В резьбовом соединении повышенного качества каждый из элементов - ниппель и муфта - в дополнение к конической резьбе, посредством которой обеспечивают возможность плотного затягивания резьбового соединения, снабжен уплотнительной поверхностью, выполненной на его периферической поверхности вблизи резьбы, и поверхностью заплечика, которая служит в качестве упорной поверхности во время свинчивания. Соединение проектируют таким образом, чтобы обеспечивался радиальный натяг между уплотнительными поверхностями ниппеля и муфты. Если соединение затягивают до тех пор, пока поверхности заплечиков ниппеля и муфты не упираются друг в друга, уплотнительные поверхности этих элементов плотно соприкасаются друг с другом по всей периферии соединения и образуют уплотнение посредством прямого контакта металл-металл. Поверхности заплечиков не только действуют как примыкающие упоры во время свинчивания, но также воспринимают сжимающую нагрузку, воздействующую на соединение. На фиг. 1 представлен схематический поясняющий вид резьбового соединения стальных труб муфтового типа, являющегося типичным соединением повышенного качества. На этом чертеже знаком (А) обозначен общий вид соединения, а знаком (В) участок этого соединения в увеличенном масштабе. Как показано на фиг. 1(В), резьбовое соединение для соединения стальных труб содержит ниппель 1, являющийся элементом с наружной резьбой, выполненной на конце трубы; и муфту 2, являющуюся соответствующим элементом с внутренней резьбой, выполненной с обеих сторон муфты. На наружной поверхности ниппель 1 содержит наружную коническую резьбу 11 и примыкающий ненарезанный цилиндрический участок, называемый "выступом" (далее называемый "выступающим участком") 12, выполненный на его конце, граничащем с наружной резьбой 11. Выступающий участок 12 содержит уплотнительную поверхность 13 на его наружной периферической поверхности и (затяжную) поверхность 14 заплечика на его концевой поверхности. Противостоящая муфта 2 содержит внутреннюю коническую резьбу 21; уплотнительную поверхность 23 и поверхность 24 заплечика, которая может быть сопряжена с наружной конической резьбой 11 или может упираться в нее, может быть сопряжена с металлической уплотнительной поверхностью 13 и поверхностью 14 заплечика ниппеля 1 соответственно. Некоторое количество витков внутренней резьбы на конце муфты (в проиллюстрированном примере - четыре витка) является несопрягаемыми витками,которые не полностью сопрягаются с резьбой ниппеля. В этом случае некоторое количество витков соответствующей наружной резьбы на внутреннем конце ниппеля является неполными витками, которые не имеют желаемую форму наружной резьбы, требующуюся для полного сопряжения с внутренней резьбой. Наличие неполных витков резьбы в этом месте либо на ниппеле, либо в муфте, либо в обоих элементах необходимо для сглаженного заведения ниппелей во время свинчивания. В некоторых соединениях наружная резьба на концевой стороне вблизи уплотнительной поверхности ниппеля является неполной-1 015427 резьбой, которую не сопрягают с внутренней резьбой муфты. Как показано на чертеже, выступающий участок, содержащий поверхность заплечика в качестве конечной поверхности, обычно выполняют на конце ниппеля, но также можно выполнять выступающий участок на конце муфты или предусматривать их на концах обоих элементов - ниппеля и муфты. На фиг. 2 представлен схематический вид для пояснения формы и размеров трапецеидальной резьбы, к которой относится и является типичной упорная резьба согласно стандартам АИНП. Как и на фиг. 1, позицией 11 обозначена наружная резьба, а позицией 21 - внутренняя резьба. Резьбы, используемые для выполнения соединений повышенного качества, в основном являются трапецеидальными резьбами, копирующими эту упорную резьбу согласно стандартам АИНП. У многих видов резьб отношение высоты к длине, углы наклона боковых сторон резьб (углы наклона боковых поверхностей или боковых сторон резьб) и подобные параметры являются почти точными копиями параметров упорной резьбы согласно стандартам АИНП. В случае использования упорной резьбы согласно стандартам АИНП, имеющей шаг резьбы, равный 5 виткам на 1 дюйм (5/1 дюйм), высота резьбы 74 (см. фиг. 2), являющаяся высотой вершины профиля наружной резьбы, равна 1,575 мм; угол наклона 71 боковой стороны профиля резьбы (угол наклона нагружаемой боковой стороны профиля резьбы) нагружаемой боковой стороны профиля резьбы (являющейся боковой поверхностью профиля резьбы с задней стороны относительно направления заведения ниппеля) равен 3; угол наклона 72 боковой стороны профиля резьбы (стыковочный угол наклона боковой стороны профиля резьбы) стыковочной боковой стороны профиля резьбы (являющейся боковой поверхностью профиля резьбы с передней стороны относительно направления заведения ниппеля) равен 10; а средняя величина зазора 73 в осевом направлении соединения между стыковочными боковыми сторонами профиля наружной резьбы и внутренней резьбы (зазор между стыковочными боковыми сторонами профиля резьбы) приблизительно составляет 100 мкм (30-180 мкм). Когда доминирующими были вертикальные скважины, резьбовые соединения стальных труб могли адекватно функционировать, если соединение могло выдерживать растягивающую нагрузку, создававшуюся весом труб, присоединенных к данной трубе, и предотвращать утечку жидкости под высоким давлением, пропускаемой через внутреннюю полость колонны. Однако в последние годы, в свете того,что скважины бурят все глубже и увеличивается количество наклонных или горизонтальных скважин,стволы которых изогнуты под землей, увеличивается количество скважин, которые бурят в сложных условиях окружающей среды, например в океанах или приполярных областях, требуется, чтобы резьбовые соединения обладали широким набором свойств, включающих сопротивление сжатию, сопротивление изгибу, уплотнение, противостоящее наружному давлению, легкость использования в условиях эксплуатации. При исследовании форм резьбы резьбового соединения стальных труб было установлено, что в указанном ниже патентном документе 1 описано резьбовое соединение для соединения стальных труб, в котором резьбам обоих элементов - ниппеля и муфты, т.е. наружной резьбе и внутренней резьбе, придана двухступенчатая форма стыковочных участков, содержавшая фаски, выполненные путем удаления области между вершиной профиля резьбы и стыковочной боковой стороной профиля резьбы вдоль прямой или закругленной линии. Снабженный фаской участок действует как контактная поверхность, которая является первой областью, которая должна вступить в контакт при заведении ниппеля в муфту. Назначением этой контактной поверхности является способствование заведению посредством контакта контактирующих поверхностей ниппеля и муфты, если ниппель и муфта смещены в осевом направлении при заведении ниппеля в муфту. В указанном ниже патентном документе 2 описано сходное трубное соединение. А именно на стыковочных боковых сторонах профилей резьб обоих элементов - ниппеля и муфты - выполняют угловые фаски. Когда ниппель заводят в муфту, угловые фаски сопрягаются друг с другом и способствуют заведению ниппеля. В обоих патентных документах 1 и 2 предусмотрено предотвращение смещения угла заведения и способствование заведению путем создания контакта между ниппелем и муфтой в области участков,снабженных фаской, между стыковочными боковыми сторонами профилей и вершинами профилей резьб. В соответствии с этим фаски необходимы в обоих элементах - ниппеле и муфте, и предполагавшийся эффект не наблюдается, если фаска выполнена только на одном из двух элементов. В указанном ниже патентном документе 3 предложено резьбовое соединение для соединения стальных труб, названное "цилиндрическо-коническим трубным соединением". Оно содержит полную резьбу в цилиндрической резьбовой зоне и неполную резьбу в усеченной конической резьбовой зоне. В муфте, в стыковочных боковых сторонах профиля резьбы только неполных витков резьбы выполняют двухступенчатую стыковочную форму, в которой скос, составляющий 45, имеет высоту, приблизительно составляющую половину высоты резьбы, таким образом способствуя заведению ниппеля. Однако такой большой скос не выполняют в отношении полных витков резьбы, где наружная резьба ниппеля сопрягается с внутренней резьбой муфты. Кроме того, резьбовое соединение, предложенное в этом документе, создано для параллельных резьб, а не для конических резьб. В указанном ниже патентном документе 4 выполнено резьбовое соединение для соединения сталь-2 015427 ных труб, содержащих выступающий участок 15, как это показано на фиг. 3, приложенной к настоящему описанию, предусмотренный между уплотнительной поверхностью 13 и поверхностью 14 заплечика в конце ниппеля. Выступающий участок 15 ниппеля 1 не контактирует с противоположным участком муфты 2. С другой стороны, уплотнительные поверхности 13 и 23 и поверхности 14 и 24 заплечиков ниппеля и муфты контактируют друг с другом. Посредством выпуска выступающего участка ниппеля и обеспечения неконтактирующего участка 15, выступающего за уплотнительные поверхности, толщина стенки выступающего участка в ограниченной толщине стенки трубы и соответственно толщина стенки поверхностей заплечиков и уплотнительных поверхностей может быть увеличена, и сопротивление сжатию резьбового соединения труб и его способность к уплотнению по отношению к наружному давлению могут быть существенно увеличены. Патентный документ 1 - WO 92/15815; патентный документ 2 - патент США 6322110; патентный документ 3 - патент США 4398756 (см. фиг. 5); патентный документ 4 - WO 2004/109173. Задачей настоящего изобретения является создание резьбового соединения для соединения стальных труб, при применении которого обеспечивается возможность легкого заведения ниппеля в муфту,даже когда ниппель наклонен, и мала вероятность заедания стыковочных боковых сторон профиля резьбы ниппеля и муфты во время свинчивания. Согласно настоящему изобретению вышеописанная задача может быть достигнута путем выполнения существенной фаски, которая удовлетворяет предварительно заданным условиям, на стыковочных боковых сторонах витков сопрягаемой резьбы (полной резьбы) на любом одном из элементов - ниппеле или муфте - для получения двухступенчатых стыковочных боковых сторон профиля резьбы. Если фаска выполнена на стыковочных боковых сторонах профиля резьбы обоих элементов - ниппеля и муфты, как это предложено в вышеописанных патентных документах 1 и 2, то, хотя заведение ниппеля становится более легкой операцией, стоимость обработки увеличивается, а стабильность выполнения резьбы снижается. В результате, если сжимающие нагрузки становятся высокими, то достаточную силу затяжки больше нельзя обеспечить, что приводит к уменьшению сопротивления сжатию. В противоположность этому, благодаря тому, что согласно настоящему изобретению фаску формируют на стыковочных боковых сторонах профиля резьбы только одного элемента - ниппеля или муфты, может быть достигнуто облегчение заведения ниппеля, и, в то же самое время, благодаря выполнению фаски могут быть уменьшены до минимума неблагоприятные эффекты, оказываемые на стабильность выполнения резьбового соединения и на сопротивление сжатию. Настоящее изобретение относится к резьбовому соединению стальных труб, содержащему ниппель,являющийся трубным элементом, содержащим наружную резьбу, и муфту, являющуюся трубным элементом, содержащим внутреннюю резьбу, где наружная резьба и внутренняя резьба являются коническими резьбами, содержащими, по меньшей мере, участок полной резьбы и, необязательно, участок неполной резьбы; где резьба, по меньшей мере, на участке полной резьбы имеет приблизительно трапецеидальную форму резьбы, содержащую вершину, нагружаемую боковую сторону профиля резьбы и стыковочную боковую сторону профиля резьбы, где витки резьбы отделены друг от друга впадинами профиля резьбы. Под термином "приблизительно трапецеидальная форма резьбы" понимают, что форма резьбы является трапецеидальной, если пренебречь конусностью конической резьбы. В резьбовом соединении стальных труб согласно настоящему изобретению по меньшей мере часть витков резьбы на участке полной резьбы либо муфты, либо ниппеля имеет двухступенчатую стыковочную форму, содержащую стыковочную боковую сторону профиля резьбы с фаской. Двухступенчатая стыковочная форма содержит стыковочный угол наклонабоковой стороны профиля резьбы, составляющий 5-45, и угол фаски , составляющий 20-60, и отвечает любому из следующих условий (1) или (2):(1) отношение h/Н высоты h фаски двухступенчатой стыковочной формы к высоте резьбы Н ниппеля составляет от 0,25 до 0,50 (т.е. 0,25h/H0,50) или(2) удовлетворяется следующее неравенство (3):-3 015427 В этих формулах:- стыковочный угол (градус) наклона боковой стороны профиля резьбы двухступенчатой стыковочной формы;- угол (градус) фаски двухступенчатой стыковочной формы; Н - высота (мм) резьбы ниппеля;h - высота (мм) фаски двухступенчатой стыковочной формы; х - радиус кривизны (мм) стыковочной боковой стороны профиля резьбы около вершины профиля резьбы ниппеля; у - радиус кривизны (мм) в начальной точке фаски двухступенчатой стыковочной формы иz - радиус кривизны (мм) двухступенчатой стыковочной формы около вершины профиля резьбы. Под начальной точкой фаски двухступенчатой стыковочной формы понимают границу между участком, удаленным при формировании фаски, и участком, не удаленным при формировании фаски, т.е. участком фаски на стороне впадины профиля резьбы (см. описанные ниже фиг. 4 и 5). В приведенных выше формулах величиной h', заданной уравнением (1), определена площадь поперечного сечения участка, удаленного при формировании фаски, стыковочной боковой стороны профиля резьбы, имеющего двухступенчатую стыковочную форму; а величиной Н', заданной уравнением (2), определена площадь поперечного сечения участка, не удаленного при формировании фаски (т.е. участка стыковочной боковой стороны профиля резьбы, расположенного ближе к впадине профиля резьбы, чем участок, удаленный при формировании фаски), стыковочной боковой стороны профиля резьбы, имеющего двухступенчатую снабженную фаской форму. В соответствии с этим, величина h'/(h'+H') в неравенстве(3) означает отношение площади поперечного сечения участка, удаленного при формировании фаски, к суммарной площади поперечного сечения стыковочной боковой стороны профиля резьбы, имеющего двухступенчатую снабженную фаской форму (эта величина называется ниже "отношением площади поперечного сечения фаски"). Т.е. неравенством (3) предписывается, чтобы отношение площади поперечного сечения фаски находилось между величиной, соответствующей отношению h/H, равному 0,25 (или величиной, при которой отношение h/H равно 0,25), и величиной, соответствующей отношению h/H,равному 0,50 (или величиной, при которой отношение h/H равно 0,50). Двухступенчатая стыковочная форма, содержащая фаску, имеющую форму, определенную выше,предложена для стыковочных боковых сторон профиля резьбы, по меньшей мере части витков резьбы на участке полной резьбы либо ниппеля, либо муфты, т.е. только одного трубного элемента резьбового соединения стальных труб (элемент далее называется "первый трубный элемент"), и не предложена для резьбы на участке полной резьбы другого трубного элемента (который далее называется "второй трубный элемент"). Предпочтительно, чтобы витки резьбы основной части (например, по меньшей мере 80% витков) на участке полной резьбы первого трубного элемента имели двухступенчатую стыковочную форму. Наиболее предпочтительно, чтобы все витки резьбы на участке полной резьбы первого трубного элемента имели двухступенчатую стыковочную форму. Как хорошо известно в данной отрасли промышленности, под участком полной резьбы понимают участок, на котором резьба имеет полную форму, предназначенную для выполнения резьбового участка. В отношении двухступенчатой стыковочной формы следует сказать, что предпочтительно, чтобы стыковочный угол наклонабоковой стороны профиля резьбы составлял 8-15, а угол фаскисоставлял 20-40. Отношение h/H высоты фаски h к высоте резьбы Н ниппеля предпочтительно составляет 0,3-0,4. Аналогичным образом, отношение площади поперечного сечения фаски предпочтительно удовлетворяет следующему неравенству (3') (в формуле знаки имеют те же самые значения, что и описанные выше): Резьбовое соединение для соединения стальных труб согласно настоящему изобретению предпочтительно следует применять в соединениях вышеописанного повышенного качества. А именно в предпочтительном варианте исполнения ниппель и муфта (оба элемента) снабжают резьбой, а также уплотнительными поверхностями, выполняемыми на периферических поверхностях вблизи резьб, и поверхностями заплечиков, которые представлены концевой поверхностью одного из элементов - ниппеля или муфты, и поверхностью другого элемента, которая контактирует с концевой поверхностью. В таком резьбовом соединении стальных труб поверхности заплечиков могут воспринимать часть сжимающей нагрузки таким образом, чтобы соединение могло поддерживать высокое сопротивление сжатию даже тогда, когда двухступенчатую стыковочную форму используют посредством обеспечения фаски на стыковочных боковых сторонах профиля резьбы на участке полной резьбы одного из элементов - ниппеля или муфты - согласно настоящему изобретению. Что касается ниппеля и муфты, то следует сказать, что контактные поверхности, по меньшей мере,элемента, содержащего витки резьбы двухступенчатой стыковочной формы, т.е. контактные поверхности, по меньшей мере, вышеописанного первого трубного элемента, предпочтительно имеют по меньшей-4 015427 мере один слой покрытия для обработки поверхности, выбираемого из гальванического покрытия, фосфатного покрытия, твердого смазочного покрытия, полутвердого смазочного покрытия и вязкого жидкого смазочного покрытия, сформированного на ней. Здесь под контактными поверхностями понимают поверхности ниппеля и муфты, контактирующие друг с другом во время свинчивания. В случае использования соединения повышенного качества контактными поверхностями являются резьбы, а также уплотнительные поверхности и поверхности заплечиков. Когда контактные поверхности обоих элементов - ниппеля и муфты - содержат покрытие для обработки поверхности, элементом, которому придают вышеописанную двухступенчатую стыковочную форму, может быть либо ниппель, либо муфта. В результате повреждение покрытия для обработки поверхности во время заведения ниппеля может быть сдержанным, и могут быть обеспечены хорошая стыковочная способность и хорошее сопротивление заеданию резьбы. В этом случае, если угол фаскивыполнен большим, то площадь ниппеля и муфты, которая может подвергаться контакту скольжения, увеличивается. В результате повреждение покрытия для обработки поверхности дополнительно уменьшается, а сопротивление заеданию резьбы дополнительно увеличивается. Когда только один из элементов - ниппель или муфта - содержит покрытие для обработки поверхности на его контактных поверхностях, покрытие для обработки поверхности предпочтительно формируют на элементе, содержащем витки резьбы с двухступенчатой стыковочной формой (т.е. на первом трубном элементе). Например, когда покрытие для обработки поверхности не сформировано на поверхности ниппеля, но сформировано только на поверхности муфты, фаску предпочтительно выполняют на стыковочной боковой стороне профиля резьбы муфты для образования двухступенчатой стыковочной формы. В результате этого точка контакта между резьбой ниппеля и резьбой муфты на резьбовых участках во время заведения ниппеля в муфту постепенно перемещается от вершин профиля стыковочных боковых сторон профиля резьбы муфты к впадинам профиля резьбы. Таким образом уменьшают повреждение покрытия для обработки поверхности и поддерживают большое сопротивление заеданию резьбы. Если стыковочные боковые стороны профиля резьбы и ниппеля, и муфты не имеют фаски, то во время заведения ниппеля только области, расположенные вблизи границы между вершинами профиля и стыковочными боковыми сторонами профиля резьбы муфты, всегда контактируют с боковыми сторонами профиля резьбы ниппеля, который заводят, и поэтому покрытие для обработки поверхности на этом участке сильно повреждается и сопротивление заеданию резьбы существенно снижается. Такие повреждения предотвращают посредством использования настоящего изобретения. Посредством использования резьбового соединения стальных труб согласно настоящему изобретению уменьшают до минимума неблагоприятное воздействие на сопротивление сжатию, достигаемое формированием фаски на стыковочной боковой стороне профиля резьбы, и благодаря этому облегчают заведение ниппеля в муфту. В результате этого ниппель может быть легко заведен даже тогда, когда ниппель наклонен при заведении или когда имеет место небольшое отклонение в направлении заведения ниппеля. В дополнение к этому, когда по меньшей мере один из элементов - ниппель или муфта - содержит покрытие для обработки поверхности для придания смазочных свойств его контактным поверхностям, повреждение покрытия сдерживается. В результате редко происходят заедания стыковочных боковых сторон профиля резьбы ниппеля и муфты во время свинчивания и сопротивление заеданию резьбовых соединений повышается. Сущность изобретения поясняется на чертежах, где на фиг. 1 изображен схематически продольный разрез (А) и вид (В) в увеличенном масштабе вблизи конца ниппеля типичного муфтового резьбового соединения стальных труб, называемого соединением повышенного качества; на фиг. 2 - схематически продольное сечение для пояснения формы и размеров трапецеидальной резьбы, выполненной по типу упорной резьбы, регламентированной стандартами Американского института нефтяной промышленности (АИНП); на фиг. 3 - схематически продольное сечение резьбового соединения стальных труб, где труба содержит продолговатый выступающий участок; на фиг. 4 - сечение, поясняющее форму стыковочной боковой стороны профиля резьбы ниппеля и муфты, когда стыковочная боковая сторона профиля резьбы ниппеля имеет двухступенчатую стыковочную форму согласно настоящему изобретению; на фиг. 5 - сечение, поясняющее форму стыковочной боковой стороны профиля резьбы ниппеля и муфты, где стыковочная боковая сторона профиля резьбы муфты имеет двухступенчатую стыковочную форму согласно настоящему изобретению; на фиг. 6 - диаграмма результатов испытаний. Перечень использованных на чертежах позиций 1 - Ниппель; 2 - муфта; 11 - наружная резьба; 12 выступающий участок; 13 - уплотнительная поверхность ниппеля; 14 - поверхность заплечика на конце ниппеля; 15 - выступающий участок; 21 - внутренняя резьба; 23 - первая уплотнительная поверхность муфты; 24 - поверхность заплечика муфты; 32 кольцевая канавка муфты; 71 - угол наклона нагружаемой боковой стороны профиля резьбы; 72 - стыковочный угол наклона боковой стороны профиля резьбы; 73 - стыковочный зазор; 74 - высота резьбы-5 015427 ниппеля. Ниже настоящее изобретение описано более подробно со ссылками на прилагаемые чертежи. В последующем описании под термином "резьба" понимают резьбу на участке полной резьбы, если не указано иное. Резьбовое соединение для соединения стальных труб согласно настоящему изобретению может быть применено как к муфтовому типу соединения, так и к интегральному типу соединения. В случае использования муфтового типа соединения обычно ниппель формируют на обоих концах трубы, а внутреннюю резьбу выполняют с обеих сторон муфты, но возможно также и обратное сочетание. Резьбовое соединение для соединения стальных труб представлено ниппелем, содержащим наружную резьбу, и муфтой, содержащей внутреннюю резьбу. Обе резьбы - наружная резьба и внутренняя резьба - являются коническими резьбами, содержащими, по меньшей мере, участок полной резьбы и,необязательно, участок неполной резьбы, и витки резьбы, по меньшей мере, на участке полной резьбы,имеют приблизительно трапецеидальную форму, содержащую вершину, боковую поверхность и стыковочную боковую сторону профиля, где смежные витки резьбы отделены друг от друга впадиной профиля резьбы. Резьбовое соединение для соединения стальных труб предпочтительно является соединением повышенного качества, в котором, как это показано на фиг. 1, ниппель 1 и муфта 2 (каждый из элементов) содержат резьбу 11 и 21, а также уплотнительные поверхности 13 и 23 и поверхности заплечиков 14 и 24. В проиллюстрированном примере концевая поверхность конца ниппеля выполнена в виде поверхности заплечика, а уплотнительные поверхности сформированы на периферических поверхностях ниппеля и муфты рядом с концом ниппеля вблизи поверхностей заплечика. Однако вместо или в дополнение к этому конструктивному исполнению поверхность заплечика может быть сформирована на конце муфты, а уплотнительные поверхности могут быть сформированы на периферических поверхностях ниппеля и муфты вблизи этой поверхности заплечика. Как показано на фиг. 3, более предпочтительной формой соединения является форма, в которой предусмотрена длина конца ниппеля за уплотнительной поверхностью 13 ниппеля 1 (т.е. расстояние в осевом направлении соединения между уплотнительной поверхностью 13 и поверхностью заплечика 14 на конце ниппеля), которая является продолговатой и неконтактирующей областью (выступающий участок) 15, где периферические поверхности ниппеля и муфты не контактируют друг с другом. Резьбовое соединение для соединения стальных труб, содержащее эту неконтактирующую область 15, обладает особенно высоким сопротивлением сжатию и очень высоким сопротивлением заеданию во время свинчивания. В резьбовом соединении стальных труб согласно настоящему изобретению предложено выполнение двухступенчатой стыковочной формы, содержащей стыковочную боковую сторону профиля резьбы с фаской на стыковочной боковой стороне профиля резьбы, по меньшей мере части витков резьбы, предпочтительно, по меньшей мере, на основной части витков резьбы, а более предпочтительно на всех витках резьбы на участке полной резьбы на любом одном элементе - муфте или ниппеле (первом трубном элементе). В двухступенчатой стыковочной форме боковой стороны профиля резьбы стыковочный уголнаклона боковой стороны профиля резьбы составляет 5-45, предпочтительно - 8-15, а угол фаскисоставляет 20-60, предпочтительно - 20-40. На фиг. 4 и 5 схематически показана форма поперечного сечения в осевом направлении соединения стыковочных боковых сторон профилей резьбы ниппеля и муфты в случае, когда внутренняя резьба муфты имеет двухступенчатую стыковочную форму (см. фиг. 4), и в случае, когда наружная резьба ниппеля имеет двухступенчатую стыковочную форму (см. фиг. 5). Как показано на этих чертежах, стыковочный уголнаклона боковой стороны профиля резьбы является углом между стыковочной боковой стороной профиля резьбы (в случае двухступенчатой стыковочной формы, стыковочная боковая сторона резьбы до выполнения фаски, т.е. двух ступеней, нижнюю часть стыковочной боковой стороны профиля резьбы вблизи впадины профиля резьбы называют далее также "участком, не удаленным при формировании фаски") и плоскостью, перпендикулярной оси соединения. Угол фаскиявляется углом между участком, удаленным при формировании фаски, стыковочной боковой стороной профиля резьбы (из двух ступеней, верхний участок стыковочной боковой стороны профиля резьбы ближе к вершине профиля резьбы) и плоскостью, перпендикулярной оси соединения. Как изображено на фиг. 2, каждый из углов- стыковочный угол наклона боковой стороны профиля резьбы и угол наклона нагружаемой боковой стороны профиля резьбы - резьбового соединения является одинаковым углом между ниппелем и муфтой. Если стыковочный уголнаклона боковой стороны профиля резьбы двухступенчатой стыковочной формы (соответствующий стыковочному углу наклона боковой стороны профиля резьбы на участке полной резьбы каждого элемента - ниппеля и муфты) меньше 5, то наклон стыковочных боковых сторон профиля резьбы слишком мал; заведение ниппеля становится сложным, и увеличивается возможность заедания стыковочных боковых сторон профиля резьбы. Если угол фаскидвухступенчатой стыковочной формы меньше 20, то, по существу, не наблюдается эффект от введения фаски. Если стыковочный уголнаклона боковой стороны профиля резьбы превышает 45 и/или угол фаскипревышает 60, то-6 015427 наклон стыковочной боковой стороны профиля резьбы становится слишком большим; сжимающие нагрузки во время заведения ниппеля невозможно поддерживать на стабильном уровне; сопротивление резьбового соединения сжатию снижается, что приводит в результате к неблагоприятному воздействию на уплотнительные свойства, заключающемуся в том, что утечки могут возникать с большей вероятностью. Форма фаски двухступенчатой стыковочной формы имеет оптимальные диапазоны высоты фаски h и площади поперечного сечения фаски, а также угла фаски . Высота фаски h (высота участка, удаленного при формировании фаски, в направлении, перпендикулярном оси соединения) такова, что ее отношение (h/H) к высоте резьбы Н ниппеля составляет 0,25-0,50. Это отношение h/H предпочтительно составляет 0,3-0,4. Что касается площади поперечного сечения фаски, то следует сказать, что отношение [h'/(h'+H')] площади поперечного сечения фаски (h') ко всей площади поперечного сечения (h'+H') стыковочной боковой стороны профиля резьбы, имеющей двухступенчатую стыковочную форму, должно быть таким,чтобы удовлетворялось следующее неравенство (3). Как показано на фиг. 4 и 5, знаки в приведенных выше формулах имеют следующие значения:(1) когда стыковочные боковые стороны профиля резьбы, имеющего двухступенчатую стыковочную форму, сформированы на внутренней резьбе муфты (см. фиг. 4):- стыковочный угол (градус) наклона боковой стороны профиля резьбы муфты;- угол (градус) фаски стыковочных боковых сторон профиля резьбы муфты; Н - высота (мм) резьбы ниппеля;h - высота (мм) фаски стыковочных боковых сторон профиля резьбы муфты; х - радиус (мм) кривизны стыковочных боковых сторон профиля резьбы около вершин профиля резьбы ниппеля; у - радиус кривизны (мм) фаски в начальной точке стыковочных боковых сторон профиля резьбы муфты;z - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около вершин профиля резьбы муфты;(2) когда стыковочные боковые стороны профиля резьбы, имеющего двухступенчатую стыковочную форму, сформированы на наружной резьбе ниппеля (см. фиг. 5):- стыковочный угол (градус) наклона боковой стороны профиля резьбы ниппеля;- угол (градус) фаски стыковочных боковых сторон профиля резьбы ниппеля; Н - высота (мм) резьбы ниппеля;h - высота (мм) фаски стыковочных боковых сторон профиля резьбы ниппеля; х - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около вершин профиля резьбы ниппеля; у - радиус кривизны (мм) в начальной точке фасок стыковочных боковых сторон профиля резьбы ниппеля;z - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около вершин профиля резьбы ниппеля. На фиг. 4 и 5: х' - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около впадин профиля резьбы муфты. В форме резьбы любого элемента - ниппеля или муфты - соединительные части между боковыми сторонами профиля резьбы (стыковочными боковыми сторонами профиля резьбы и нагружаемыми боковыми сторонами профиля резьбы) и впадинами профиля резьбы, и вершинами профиля резьбы обычно выполняют с небольшим скруглением. Вышеописанные величины х, х' и z являются радиусами кривизны таких скруглений. Как было ранее указано,h', выраженное уравнением (1), определяет площадь поперечного сечения участка, удаленного при формировании фаски, стыковочной боковой стороны профиля резьбы; Н', выраженное уравнением (2), определяет площадь поперечного сечения участка, не удаленного при формировании фаски, стыковочной боковой стороны профиля резьбы (участка стыковочной боковой-7 015427 стороны профиля резьбы, который не был удален для образования фаски, т.е. участка стыковочной боковой стороны профиля резьбы со стороны фаски, обращенной к впадине профиля резьбы); иh'/(h'+H') в неравенстве (3) определяет отношение площади поперечного сечения участка, удаленного при формировании фаски, ко всей площади поперечного сечения стыковочной боковой стороны профиля резьбы (отношение площади поперечного сечения фаски). Отношение площади поперечного сечения фаски составляет, по меньшей мере, величину, соответствующую отношению h/H, равному 0,25, и,самое большое, величину, соответствующую отношению h/H, равному 0,5. Отношение площади поперечного сечения фаски составляет, по меньшей мере, величину, соответствующую отношению h/H, равному 0,3, и, самое большое, величину, соответствующую отношению h/H, равному 0,4. А именно в настоящем изобретении соотношение стыковочной боковой стороны профиля резьбы,занимаемой фаской, предварительно задается либо отношением высоты фаски (h/H), либо отношением площади поперечного сечения фаски [h'/(h'+H')]. Отношение высоты фаски (h/H) является более простым, но в нем не берется в расчет эффект скругления стыковочной боковой стороны профиля резьбы. Таким образом, используя отношение площади поперечного сечения фаски [h'/(h'+H')], можно более точно определить количественно эффект фаски. Если отношение высоты фаски (h/H) или отношение площади поперечного сечения фаски[h'/(h'+H')] слишком малы, то нет смысла выполнять фаску. В результате степень свободы ниппеля при его заведении мала, и если направление заведения ниппеля немного отклонено, то свинчивание элементов через нитку, при котором невозможно завести ниппель, может легко иметь место, и сопротивление заеданию резьбы снижается. С другой стороны, если отношение высоты фаски или отношение площади поперечного сечения фаски слишком большие, то площадь контакта стыковочных боковых сторон профиля резьбы ниппеля и муфты во время сжатия уменьшается и сопротивление сжатию резьбы снижается,что ведет к легкому возникновению утечек в резьбе. Это происходит потому, что участки, удаленные при формировании фаски, стыковочных боковых сторон профиля резьбы, которые не контактируют с противоположным элементом даже под действием сжимающей силы, прикладываемой к ним, не могут поддерживать сжимающую нагрузку. Предпочтительный диапазон каждого из радиусов кривизны х, х', у и z каждого участка стыковочной боковой стороны профиля резьбы, имеющей двухступенчатую стыковочную форму, составляет 0,1-1,8 мм. Форму резьбы, содержащую фаску в стыковочных боковых сторонах профиля резьбы согласно настоящему изобретению, применяют в стыковочных боковых сторонах профиля резьбы на участке полной резьбы одного из элементов - ниппеля или муфты, в то время как в стыковочных боковых сторонах профиля резьбы на участке полной резьбы другого элемента фаску не снимают. Что касается неполной резьбы, которую не сопрягают с резьбой другого элемента, то следует сказать, что нет необходимости в том,чтобы стыковочные боковые стороны профиля резьбы либо ниппеля, либо муфты имели двухступенчатую стыковочную форму. Однако, как уже было предложено в вышеописанном патентном документе 3,можно также формировать двухступенчатую стыковочную форму на неполной резьбе. Двухступенчатая стыковочная форма неполной резьбы может быть формой согласно настоящему изобретению или может быть формой, выходящей за пределы объема настоящего изобретения. Наружная резьба ниппеля и внутренняя резьба муфты (обе) являются коническими резьбами, и толщина стенок ниппеля и муфты уменьшается в направлении их концов. Как показано на фиг. 2, вершины профиля и впадины профиля наружной резьбы и внутренней резьбы могут быть параллельны углу конуса ниппеля и муфты, но они предпочтительно параллельны оси соединения (которая имеет направление, совпадающее с направлением оси трубы), т.е. вершины профиля и впадины профиля резьбы предпочтительно не имеют уклона. В результате этого уменьшаются проблемы, связанные с отклонением угла заведения во время свинчивания. Угол наклона нагружаемых боковых сторон профиля резьбы ниппеля и муфты относительно поверхности, перпендикулярной оси соединения (угол наклона нагружаемой боковой стороны профиля резьбы), предпочтительно составляет в диапазоне от -5 до +5. Здесь, когда угол наклона отрицательный,это означает, что нагружаемая боковая сторона профиля резьбы отклонена назад в направлении заведения от плоскости, перпендикулярной оси соединения. Нагружаемые боковые стороны профиля резьбы обоих элементов - ниппеля и муфты - не имеют фасок. Однако для скругления углов обычно скругляют оба края нагружаемых боковых сторон профиля резьбы около вершин и впадин профиля резьбы ниппеля и муфты. Как показано на фиг. 2, радиусы кривизны, выполненные на краях нагружаемых боковых сторон профиля резьбы для скругления, обычно меньше, чем радиусы кривизны, выполненные на краях стыковочных боковых сторон профиля резьбы,которые наклонены под большим углом. Радиусы кривизны на краях нагружаемых боковых сторон профиля резьбы обычно составляют максимум 1,5 мм, а типично - максимум 1,0 мм. Не обязательно, чтобы все витки наружной резьбы и внутренней резьбы были сопряжены друг с другом. Как показано на фиг. 1(А), длина внутренней резьбы муфты в осевом направлении соединения может быть больше длины в осевом направлении наружной резьбы ниппеля, а витки внутренней резьбы вблизи конца муфты могут находиться в несопряженном состоянии, в котором они не сопряжены резь-8 015427 бовым соединением с витками наружной резьбы во время свинчивания. Для удлинения наружной резьбы таким образом, чтобы она была как можно больше приближена к первой уплотнительной поверхности, граничащей с резьбой, как это показано на фиг. 3, в муфте может быть выполнена кольцевая канавка 32 таким образом, чтобы наружная резьба вблизи конца ниппеля не была сопряжена резьбовым соединением с внутренней резьбой вблизи первой уплотнительной поверхности муфты. В результате этого жесткость выступающего участка увеличивается, что ведет к увеличению сопротивления соединения сжатию. С той же целью толщина стенки ниппеля и муфты может быть постепенно увеличена по направлению к поверхностям заплечиков (внутренний диаметр постепенно уменьшается) посредством обжима или осадки. Фаску можно формировать с обеих сторон поверхностей заплечиков ниппеля и муфты, как это показано на фиг. 3. В результате этого повышается круглость внутренней поверхности трубного соединения по периферии соединенных участков ниппеля и муфты и предотвращается турбулентность жидкости, пропускаемой внутри труб. Резьбовое соединение для соединения стальных труб может содержать второй выступающий участок вблизи конца муфты или может быть обеспечена вторая уплотнительная поверхность вблизи конца муфты. Контактные поверхности, по меньшей мере, любого из элементов - ниппеля или муфты - содержат витки резьбы с двухступенчатой стыковочной боковой стороной профиля резьбы и предпочтительно содержат по меньшей мере один слой покрытия для обработки поверхности, выбираемого из гальванического покрытия, фосфатного покрытия, твердого смазочного покрытия, полутвердого смазочного покрытия и вязкого жидкого смазочного покрытия. Когда оба элемента - ниппель и муфта - содержат такое покрытие для обработки поверхности, резьба, содержащая стыковочную боковую сторону профиля резьбы с двухступенчатой формой, включающей фаску, может быть резьбой либо ниппеля, либо муфты. С другой стороны, когда покрытие для обработки поверхности сформировано только на одном из элементов - ниппеле или муфте, фаску для придания двухступенчатой стыковочной формы предпочтительно формируют на стыковочных боковых сторонах профиля резьбы элемента, на котором сформировано покрытие для обработки поверхности. В случае применения резьбового соединения стальных труб муфтового типа легче производить обработку поверхности муфты, которая короче трубы. В этом случае стыковочные боковые стороны профиля резьбы, по меньшей мере части витков резьбы на участке полной резьбы муфты, обеспечивают двухступенчатой стыковочной формой согласно настоящему изобретению. Такое покрытие для обработки поверхности обычно обладает смазочными свойствами и, следовательно, позволяет повысить сопротивление заеданию. Таким образом, в случае использования соединения повышенного качества для резьбового соединения стальных труб, содержащих резьбовые участки, а также уплотнительные поверхности и поверхности заплечиков, покрытие для обработки поверхности предпочтительно формируют полностью на всех контактных поверхностях, включая резьбовые участки,уплотнительные поверхности и поверхности заплечиков. В случае использования муфты покрытие для обработки поверхности может быть сформировано на всей внутренней поверхности муфты. Если покрытие для обработки поверхности является гальваническим покрытием, то предпочтительно использовать покрытие из металла, обладающего относительно низкой твердостью, например из сплава на основе олова (Sn) (например, сплава олова (Sn) по меньшей мере с одним из металлов, выбираемых из висмута (Bi), индия (In), никеля (Ni), цинка (Zn) и меди (Cu. Гальваническое покрытие может быть многослойным гальваническим покрытием, содержащим по меньшей мере два слоя. Толщина гальванического покрытия предпочтительно составляет в диапазоне от 1 до 40 мкм. Для увеличения адгезии гальванического покрытия можно, например, использовать в качестве нижнего слоя металлизацию оплавлением из никеля или меди. В качестве фосфатного покрытия предпочтительно использовать покрытие из фосфата марганца или фосфата цинка. Фосфатное покрытие является пористым покрытием, содержащим вкрапленные игольчатые кристаллы. Благодаря такому покрытию увеличивается удерживание смазки при использовании так называемой густой смазки или смазочного покрытия, как это описано ниже, когда такое покрытие наносят поверх сформированного покрытия. В соответствии с этим предпочтительно вместо формирования собственно фосфатного покрытия формировать его в виде грунтовочного слоя. Однако если густую смазку наносят до свинчивания в условиях эксплуатации, то фосфатное покрытие может быть сформировано как основное покрытие. Толщина фосфатного покрытия обычно составляет 3-40 мкм. Твердое смазочное покрытие может быть спеченным покрытием, содержащим смазочный порошок,диспергированный в связующем, как это предложено, например, в японских патентных документахJP 2001-65751 A1, JP 2002-221288 A1, JP 2002-327875 А 1 и JP 2002-348587 А 1. Полутвердое смазочное покрытие или вязкое жидкое смазочное покрытие может быть покрытием и базовым маслом, содержащим различные смазочные элементы, как это предложено, например, в японских патентных документахJP 2002-173692 А 1 и JP 2004-53013 А 1. Один или большее число слоев этих смазочных покрытий может быть сформировано. При формировании двух слоев предпочтительно, чтобы нижний слой был из твердого смазочного покрытия, а верх-9 015427 ний слой был из вязкого жидкого смазочного покрытия или из полутвердого смазочного покрытия, потому что при таком порядке нанесения увеличивается эффект повышения сопротивления заеданию. При формировании двух слоев смазочного покрытия предпочтительно, чтобы верхний слой смазочного покрытия был вязким жидким смазочным покрытием, обладающим высокой степенью текучести, скорее,чем полутвердым смазочным покрытием. Твердое смазочное покрытие является предпочтительно покрытием, содержащим смазочный порошок, т.е. смазочное покрытие, в котором частицы смазочного порошка связаны соответствующим неорганическим или органическим связующим. Примеры предпочтительных смазочных порошков, пригодных для использования в твердом смазочном покрытии, включают (но их состав не ограничен данным перечнем) графит, MoS2 (дисульфид молибдена), WS2 (дисульфид вольфрама), BN (нитрид бора), PTFE (политетрафторэтилен), CFX (фторид графита) и СаСО 3 (карбонат кальция). Среди этих веществ графит, фторид графита, MoS2 и WS2 более предпочтительны. Они имеют слоеную кристаллическую структуру, в которой прочность сцепления в плоскостях кристалла значительно больше, чем прочность сцепления между плоскостями, в результате чего легко происходит расслоение, благодаря которому имеет место эффект скольжения, и они пригодны для увеличения сопротивления заеданию. Органическое и/или неорганическое пленкообразующее вещество можно использовать в качестве связующего твердого смазочного покрытия. Примерами органического пленкообразующего вещества могут служить органические полимеры, обладающие хорошей теплостойкостью, например эпоксидные смолы, полиамиды и полиамидимиды. Неорганические пленкообразующие вещества включают органические или неорганические соединения, из которых могут быть сформированы покрытия из окисей металлов, например золь кремнистой кислоты, алкоксилены и алкоксид титана. Твердое смазочное покрытие может быть сформировано путем смешивания смазочного порошка со связующим, из которого можно формировать пленку, нанося полученную в результате композицию покрытия на контактные поверхности резьбового соединения стальных труб, а предпочтительно производя нагрев для спекания покрытия. Температура нагрева зависит от конкретного связующего. В случае использования эпоксидной смолы температура, составляющая приблизительно 150-250 С, является предпочтительной. Предпочтительное твердое смазочное покрытие имеет толщину 5-30 мкм, а содержание смазочного порошка в покрытии составляет 10-50 мас.%. Вязкое жидкое или полутвердое смазочное покрытие предпочтительно, по существу, не содержит порошок тяжелых металлов, например Pb, Zn или Cu, вредных для окружающей среды и для человека. Такое смазочное покрытие содержит существенное количество одного или большего числа различных компонентов, придающих смазывающие свойства (соли сильно основных металлов, которые действуют как противозадирное вещество, например сильно основный сульфонат кальция, фенаты кальция и салицилаты кальция; воски и мыло для смазывающе-охлаждающих эмульсий), в базовом масле (например, в минеральном масле, в сложных эфирах жирных кислот высокого порядка и в консистентной смазке), и оно становится вязкой жидкостью или полутвердым веществом, в зависимости от вязкости базового масла и содержания твердых компонентов. Можно также формировать смазочное покрытие, используя доступную для приобретения густую смазку green dope. Предпочтительная толщина вязкой жидкости или полутвердого смазочного покрытия составляет 10-200 мкм. Резьбовое соединение для соединения стальных труб согласно настоящему изобретению можно использовать без нанесения густой смазки до выполнения операций по затягиванию (при свинчивании) для повышения, таким образом, эффективности сборки нефтегазопромысловых и трубопроводных труб, особенно тогда, когда сформирован по меньшей мере один слой вышеописанного смазочного покрытия. Однако когда смазочное покрытие не сформировано или даже когда смазочное покрытие сформировано,густая смазка может быть нанесена, если это необходимо, до свинчивания. Используемая густая смазка предпочтительно является смазкой такого типа, которую называют green dope и которая, по существу, не содержит порошок из тяжелых металлов, например Pb, вредных для окружающей среды и для человека. Пример. Для демонстрации эффектов, достигаемых при использовании настоящего изобретения, формировали фаску на стыковочных боковых сторонах профиля резьбы на всех витках резьбы на участке полной резьбы муфты для получения двухступенчатой стыковочной формы и варьировали стыковочный уголнаклона боковой стороны профиля резьбы, угол фаски , высоту фаски h и радиус кривизны каждого криволинейного участка (х, у, z) для получения резьбовых соединений стальных труб, имевших различные отношения (h/H) высоты фаски и отношения [h'/(h'+H')] площади поперечного сечения фаски. Эти соединения подвергали испытаниям. Каждое из испытываемых резьбовых соединений было резьбовым соединением муфтового типа,подобным показанному на фиг. 1 и содержавшим уплотнительную поверхность и поверхность заплечика. Соединения были предназначены для стальных труб с наружным диаметром 244,5 мм и толщиной стенки 13,84 мм. Материалом для всех испытываемых резьбовых соединений служила сталь по стандарту Р 110 АИНП. Только затягиваемый участок заплечика был выполнен в виде поверхности заплечика на- 10015427 концевой поверхности ниппеля и на соответствующей поверхности заплечика муфты. Резьба имела конусность 1/18; высота Н наружной резьбы ниппеля была равна 1,3 мм; шаг резьбы был равен 5,08 мм; угол наклонабоковой стороны профиля резьбы стыковочной боковой стороны профиля резьбы был равен 10, а уголнаклона боковой стороны профиля резьбы нагружаемой боковой стороны профиля резьбы был равен -3. Зазор в осевом направлении соединения между резьбой ниппеля и резьбой муфты на участках, на которых не сформирована фаска, стыковочных боковых сторон профиля резьбы (зазор стыковочной боковой стороны профиля резьбы) был равен 0,15 мм. Контактные поверхности, включавшие резьбу муфты, которой была придана двухступенчатая стыковочная форма, уплотнительную поверхность и поверхность заплечика (в действительности - всю внутреннюю поверхность муфты), подвергали обработке фосфатом марганца для формирования покрытия для обработки поверхности. Толщина покрытия приблизительно составляла 20 мкм. Используя такую муфту, имевшую форму резьбы, включавшую стыковочные боковые стороны профиля резьбы с фаской и содержавшую покрытие для обработки поверхности, сформированное на ней,многократно выполняли свинчивание (М) и развинчивание (В) для определения сопротивления заеданию. На наружную периферическую поверхность ниппеля наносили до свинчивания доступную для приобретения густую смазку green dope. Испытания по определению сопротивления заеданию выполняли путем заведения ниппеля в муфту,которая была наклонена таким образом, что ее ось была отклонена на 3 от вертикали; свинчивание выполняли при комнатной температуре, прикладывая крутящий момент, составлявший 49351,8 Нм, до тех пор, пока не вступали в контакт поверхности заплечиков; затем производили развинчивание и ниппель извлекали; смазку, прилипшую к ниппелю, удаляли путем промывки растворителем; наружную периферическую поверхность ниппеля и особенно резьбу визуально обследовали для определения степени происходивших заеданий. Эту операцию повторяли 10 раз. Результаты оценки сопротивления заеданию, где в качестве показателя принято "число циклов" до тех пор, пока ни происходило заедание (число циклов свинчивания и развинчивания, в которых заедание не имело места), показаны на фиг. 6. На фиг. 6 вариант, в котором свинчивание и развинчивание в этих испытаниях было возможно вы; вариант, в котором свинчивание и развинчиваполнить по меньшей мере 5 раз, показан кружочком; а вариант, в котором свинчивание ние было возможно выполнить 3-4 раза, показан треугольником и развинчивание было возможно выполнить самое большее 2 раза, показан значком X. Как можно видеть, рассматривая результаты испытаний, представленные на фиг. 6, при использовании резьбового соединения для соединения стальных труб, содержащего стыковочные боковые стороны профиля резьбы, снабженные фаской (двухступенчатой стыковочной формы), которое удовлетворяет условиям, предписанным настоящим изобретением, заключающимся в том, что угол фаскисоставляет в диапазоне 20-60, а отношение [h'/(h'+H')] площади поперечного сечения фаски составляет, по меньшей мере, величину, соответствующую отношению h/H высоты фаски, составляющему 0,25, и являющуюся величиной, соответствующей, самое большее, отношению высоты фаски, равному 0,50, даже при вышеописанных условиях, при которых ниппель наклонен относительно вертикали и его сложно завести в муфту, свинчивание и развинчивание можно выполнить по меньшей мере 3 раза, тогда как если эти условия не удовлетворялись, заедание происходило уже во втором цикле свинчивания и развинчивания,или еще до второго цикла. Соответственно, можно увидеть, что резьбовое соединение для соединения стальных труб согласно настоящему изобретению обладает очень хорошим сопротивлением заеданию. Как показано на фиг. 6, когда отношение [h'/(n'+H')] площади поперечного сечения фаски меньше величины, соответствующей отношению h/H высоты фаски, равному 0,25 (что указано стрелкой А), наличие фаски не существенно, и свобода ниппеля и, следовательно, легкость заведения ниппеля уменьшаются. В результате этого часто необходимо повторять заведение из-за отклонения от требуемой позиции (перерезание ниток нарезанной резьбы) ниппеля. С другой стороны, когда отношение [h'/(h'+H')] площади поперечного сечения фаски больше величины, соответствующей отношению h/H высоты фаски,равному 0,50 (что указано стрелкой В), хотя легкость заведения ниппеля дополнительно облегчена, в результате недостаточной площади контакта стыковочных боковых сторон профиля резьбы во время свинчивания резьбового соединения, сопротивление сжатию резьбового соединения снижается, и возникают утечки жидкости, пропускаемой по трубам, при условиях, когда прикладывают большую сжимающую силу. Это было подтверждено реальными экспериментами. Кроме того, когда угол фаскименьше 20 (как это указано стрелкой С), легкость заведения ниппеля уменьшается. Такой же результат получали, когда результаты испытаний ранжировали не в зависимости от отношения площади поперечного сечения фаски, а в зависимости от отношения (h/H) высоты фаски. Когда отношение (h/H) было в диапазоне 0,25-0,50, можно было выполнять свинчивание и развинчивание по меньшей мере 3 раза.- 11015427 В приведенном выше описании приведен пример случая, в котором стыковочным боковым сторонам профиля резьбы муфты была придана двухступенчатая стыковочная форма посредством фаски, а обработка поверхности была выполнена в отношении контактных поверхностей муфты. И наоборот, было подтверждено, что сходные результаты получены при испытаниях резьбового соединения для соединения стальных труб, где стыковочным боковым сторонам резьбы ниппеля придана двухступенчатая стыковочная форма посредством фаски, а обработку поверхности выполняли на контактных поверхностях ниппеля. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резьбовое соединение для соединения стальных труб, имеющее ниппель, имеющий наружную резьбу, и муфту, содержащую внутреннюю резьбу, причем наружная резьба и внутренняя резьба являются коническими резьбами, содержащими, по меньшей мере, участок полной резьбы, при этом резьба на участке полной резьбы, имеющая приблизительно трапецеидальную форму резьбы, содержит вершину,нагружаемую боковую сторону и стыковочные боковые стороны профиля резьбы, при этом витки резьбы отделены друг от друга впадиной профиля резьбы, отличающееся тем, что по меньшей мере часть резьбы на участке полной резьбы либо муфты, либо ниппеля первого трубного элемента имеет двухступенчатую стыковочную форму, содержащую стыковочную боковую сторону профиля резьбы с фаской; упомянутая двухступенчатая стыковочная форма имеет стыковочный угол наклонабоковой стороны профиля резьбы, составляющий 5-45, и угол фаски , составляющий 20-60, и отвечает любому из следующих условий (1) или (2):(1) отношение h/H высоты h фаски двухступенчатой стыковочной формы к высоте резьбы Н ниппеля составляет от 0,25 до 0,50 или(2) удовлетворяется следующее неравенство (3): где- стыковочный угол (градус) наклона боковой стороны профиля резьбы двухступенчатой стыковочной формы;- угол (градус) фаски двухступенчатой стыковочной формы; Н - высота резьбы (мм) ниппеля;h - высота фаски (мм) двухступенчатой стыковочной формы; х - радиус кривизны (мм) стыковочных боковых сторон профиля резьбы около вершин профиля резьбы ниппеля; у - радиус кривизны (мм) около начальной точки фаски двухступенчатой стыковочной формы иz - радиус кривизны (мм) двухступенчатой стыковочной формы около вершин профиля резьбы ниппеля. 2. Резьбовое соединение по п.1, отличающееся тем, что резьба основной части на участке полной резьбы первого трубного элемента имеет двухступенчатую стыковочную форму. 3. Резьбовое соединение по п.1, отличающееся тем, что вся резьба на участке полной резьбы первого трубного элемента имеет двухступенчатую стыковочную форму. 4. Резьбовое соединение по п.1, отличающееся тем, что стыковочный угол наклонабоковой стороны профиля резьбы составляет 8-15, а угол фаскисоставляет 20-40. 5. Резьбовое соединение по п.1, отличающееся тем, что отношение h/H высоты фаски h к высоте резьбы Н ниппеля составляет 0,3-0,4. 6. Резьбовое соединение по п.1, отличающееся тем, что удовлетворяет следующему неравенству где каждый из знаков в формуле имеет то же самое значение, что и описанные выше. 7. Резьбовое соединение по любому из пп.1-6, отличающееся тем, что ниппель и муфта, каждый элемент, содержат резьбу, а также уплотнительную поверхность, выполненную на периферической поверхности вблизи резьбы, и поверхность заплечика, содержащую концевую поверхность одного из элементов - ниппеля или муфты, и поверхность другого элемента, контактирующего с концевой поверхностью.- 12015427 8. Резьбовое соединение по любому из пп.1-6, где контактирующие поверхности ниппеля или муфты, по меньшей мере, первого трубного элемента имеют двухступенчатую стыковочную форму, содержащую по меньшей мере один тип покрытия для обработки поверхности, выбираемого из гальванического покрытия, фосфатного покрытия, твердого смазочного покрытия, полутвердого смазочного покрытия и вязкого жидкого смазочного покрытия.
МПК / Метки
МПК: F16L 15/04
Метки: соединения, труб, соединение, стальных, резьбовое
Код ссылки
<a href="https://eas.patents.su/15-15427-rezbovoe-soedinenie-dlya-soedineniya-stalnyh-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Резьбовое соединение для соединения стальных труб</a>
Резьбовое соединение для стальных труб
Номер патента: 8078
Опубликовано: 27.02.2007
Авторы: Ивамото Митихико, Верже Эрик, Нагасаку Сигео, Русси Габриэль, Сугино Масааки, Дютийель Пьер, Ямамото Миюки
МПК: F16L 9/12
Метки: труб, соединение, стальных, резьбовое
Формула / Реферат:
1. Резьбовое соединение для стальных труб, содержащее ниппель и муфту, причем ниппель имеет наружную резьбу, уплотнительную поверхность и поверхность заплечика, муфта имеет внутреннюю резьбу, уплотнительную поверхность и поверхность заплечика, причем наружная резьба взаимодействует с внутренней резьбой, уплотнительная поверхность ниппеля взаимодействует с радиальным натягом с соответствующей уплотнительной поверхностью муфты, а поверхность...
Резьбовое соединение для стальных труб
Номер патента: 15144
Опубликовано: 30.06.2011
Авторы: Икегами Хироаки, Ониси Сигео, Фукуи Кунихиро, Гото Кунио, Такахаси Масару, Кимото Масанари, Нагасаку Сигео, Имаи Рюити
МПК: C10M 159/06, C10M 101/02, C10M 103/02...
Метки: стальных, труб, соединение, резьбовое
Формула / Реферат:
1. Резьбовое соединение для стальных труб, содержащее ниппель и муфту, каждое из которых имеет контактную поверхность, включающую резьбовую часть и нерезьбовую часть контакта металл к металлу, отличающееся тем, что контактная поверхность по меньшей мере одного из ниппеля и муфты имеет первый слой гальванического покрытия, выполненный из сплава меди и цинка или сплава меди, цинка и M1, где M1 представляет собой по меньшей мере один элемент,...
Высокогерметичное резьбовое соединение нефтепромысловых труб (варианты) и способы изготовления резьбового соединения этих труб (варианты)
Номер патента: 8318
Опубликовано: 27.04.2007
Авторы: Марченко Леонид Григорьевич, Поярков Владимир Георгиевич, Семин Владимир Иванович, Жаров Владимир Николаевич, Пумпянский Дмитрий Александрович, Семериков Константин Анатольевич, Уразов Николай Васильевич, Фартушный Николай Иванович, Емельянов Алексей Викторович
МПК: E21B 17/042
Метки: соединения, труб, нефтепромысловых, высокогерметичное, изготовления, соединение, способы, резьбового, варианты, резьбовое, этих
Формула / Реферат:
1. Высокогерметичное резьбовое соединение труб, включающее охватываемую и охватывающую трубчатые детали с коническими или цилиндрическими резьбами и упорными торцами, наружную и внутреннюю уплотнительные поверхности, отличающееся тем, что на внутренней поверхности охватывающей детали со стороны ее свободного торца выполнен участок конусной формы, являющийся фаской, и на котором выполнен сход резьбы, при этом поверхность указанного торца...
Герметичное резьбовое соединение нефтепромысловых труб
Номер патента: 12780
Опубликовано: 30.12.2009
Авторы: Емельянов Юрий Фёдорович, Сидоренко Павел Николаевич, Семериков Константин Анатольевич, Щербаков Борис Юрьевич, Мульчин Василий Васильевич, Уразов Николай Васильевич, Емельянов Алексей Викторович, Поярков Владимир Георгиевич, Фартушный Николай Иванович
МПК: E21B 17/042
Метки: нефтепромысловых, герметичное, соединение, труб, резьбовое
Формула / Реферат:
Герметичное резьбовое соединение нефтепромысловых труб, включающее охватываемую и охватывающие трубы с конической резьбой, уплотнительными и упорными поверхностями, первые из которых, контактирующие между собой в радиальном направлении, выполнены соответственно на внешней поверхности торцевого участка охватываемой и на внутренней конической поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие...
Резьбовое соединение для труб
Номер патента: 7133
Опубликовано: 30.06.2006
Авторы: Делла Пина Джузеппе, Делль`эрба Диего, Моротти Маттео
МПК: F16L 15/06
Метки: соединение, труб, резьбовое
Формула / Реферат:
1. Резьбовое соединение для труб, содержащее концевой участок трубы с наружной резьбой (1, 1', 1") и концевой участок трубы с внутренней резьбой (2, 2', 2"), каждый из которых имеет по меньшей мере у одной концевой части соответствующий резьбовой участок и на котором указанные соответствующие резьбовые участки покрыты слоем сухого смазочного вещества, имеющего толщину, находящуюся в пределах между 5 и 30 мкм, а также в котором номинальный...
Предыдущий патент: Способ получения галогенидов n-алкилнальтрексона
Следующий патент: Способ формирования каркаса шины и барабан для сборки шин
Случайный патент: Галогенированные диэтилтолуолдиамины