Резьбовое соединение для труб
Номер патента: 7133
Опубликовано: 30.06.2006
Авторы: Делль`эрба Диего, Моротти Маттео, Делла Пина Джузеппе
Формула / Реферат
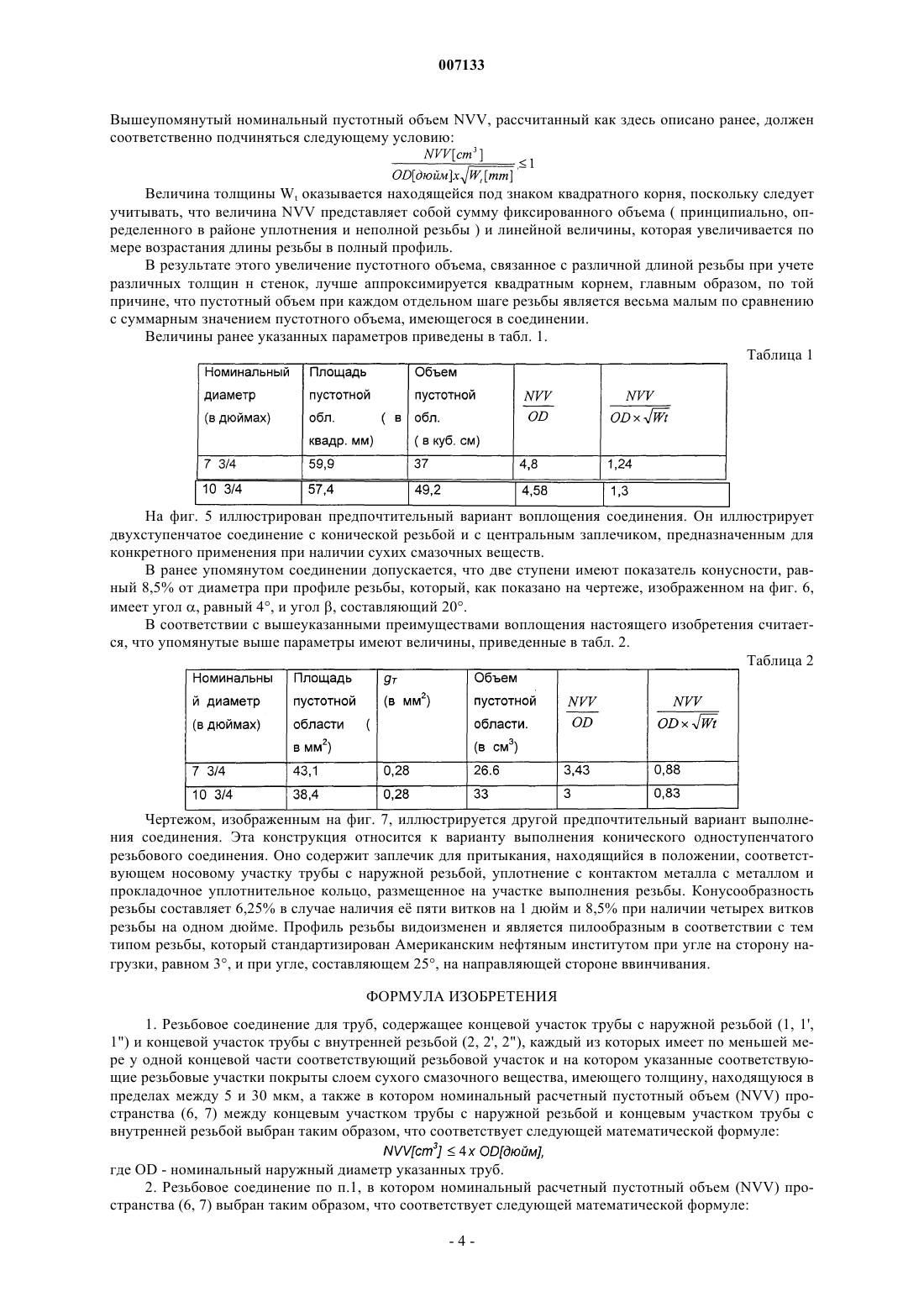
1. Резьбовое соединение для труб, содержащее концевой участок трубы с наружной резьбой (1, 1', 1") и концевой участок трубы с внутренней резьбой (2, 2', 2"), каждый из которых имеет по меньшей мере у одной концевой части соответствующий резьбовой участок и на котором указанные соответствующие резьбовые участки покрыты слоем сухого смазочного вещества, имеющего толщину, находящуюся в пределах между 5 и 30 мкм, а также в котором номинальный расчетный пустотный объем (NVV) пространства (6, 7) между концевым участком трубы с наружной резьбой и концевым участком трубы с внутренней резьбой выбран таким образом, что соответствует следующей математической формуле:

где OD - номинальный наружный диаметр указанных труб.
2. Резьбовое соединение по п.1, в котором номинальный расчетный пустотный объем (NVV) пространства (6, 7) выбран таким образом, что соответствует следующей математической формуле:

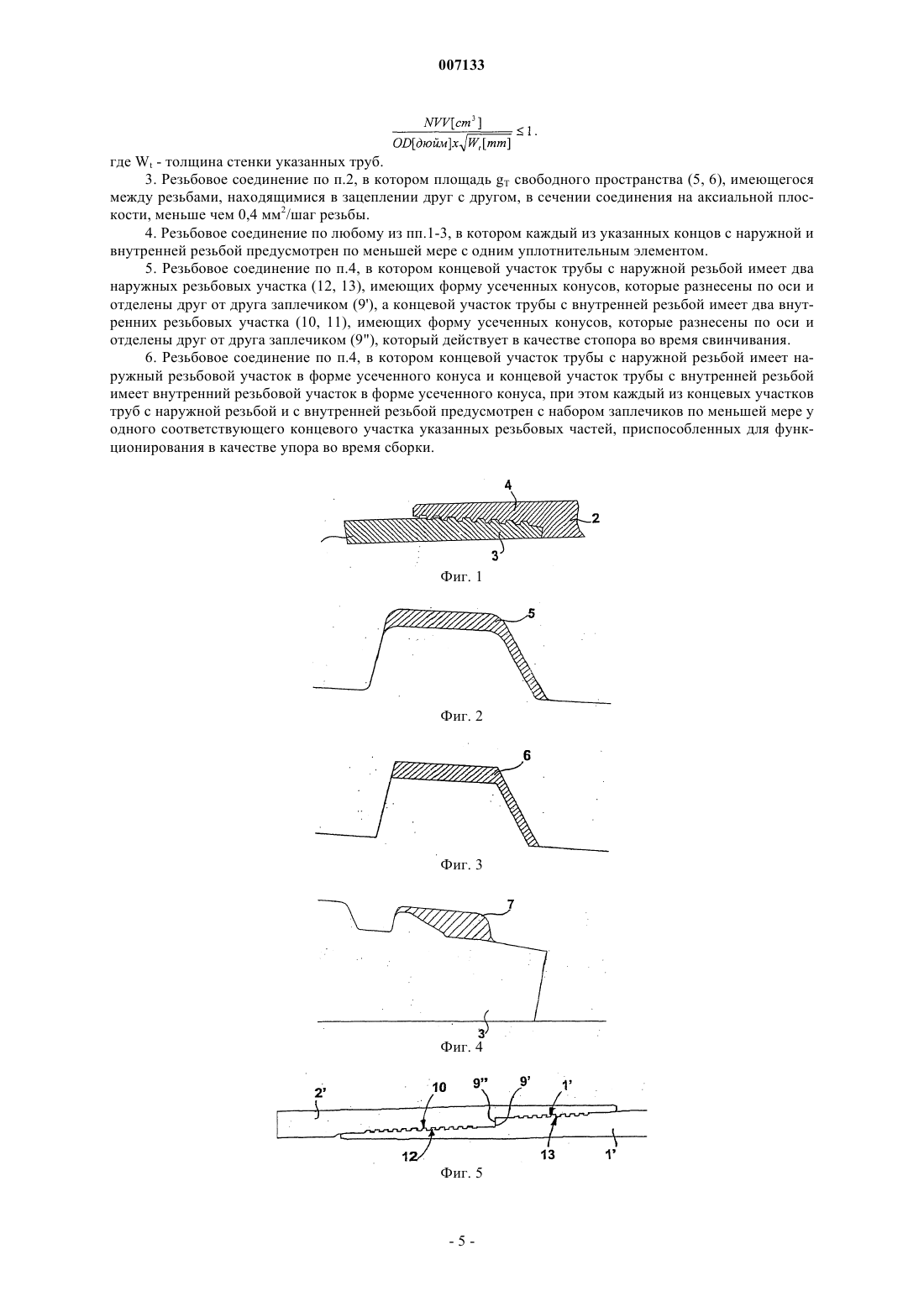
где Wt - толщина стенки указанных труб.
3. Резьбовое соединение по п.2, в котором площадь gT свободного пространства (5, 6), имеющегося между резьбами, находящимися в зацеплении друг с другом, в сечении соединения на аксиальной плоскости, меньше чем 0,4 мм2/шаг резьбы.
4. Резьбовое соединение по любому из пп.1-3, в котором каждый из указанных концов с наружной и внутренней резьбой предусмотрен по меньшей мере с одним уплотнительным элементом.
5. Резьбовое соединение по п.4, в котором концевой участок трубы с наружной резьбой имеет два наружных резьбовых участка (12, 13), имеющих форму усеченных конусов, которые разнесены по оси и отделены друг от друга заплечиком (9'), а концевой участок трубы с внутренней резьбой имеет два внутренних резьбовых участка (10, 11), имеющих форму усеченных конусов, которые разнесены по оси и отделены друг от друга заплечиком (9"), который действует в качестве стопора во время свинчивания.
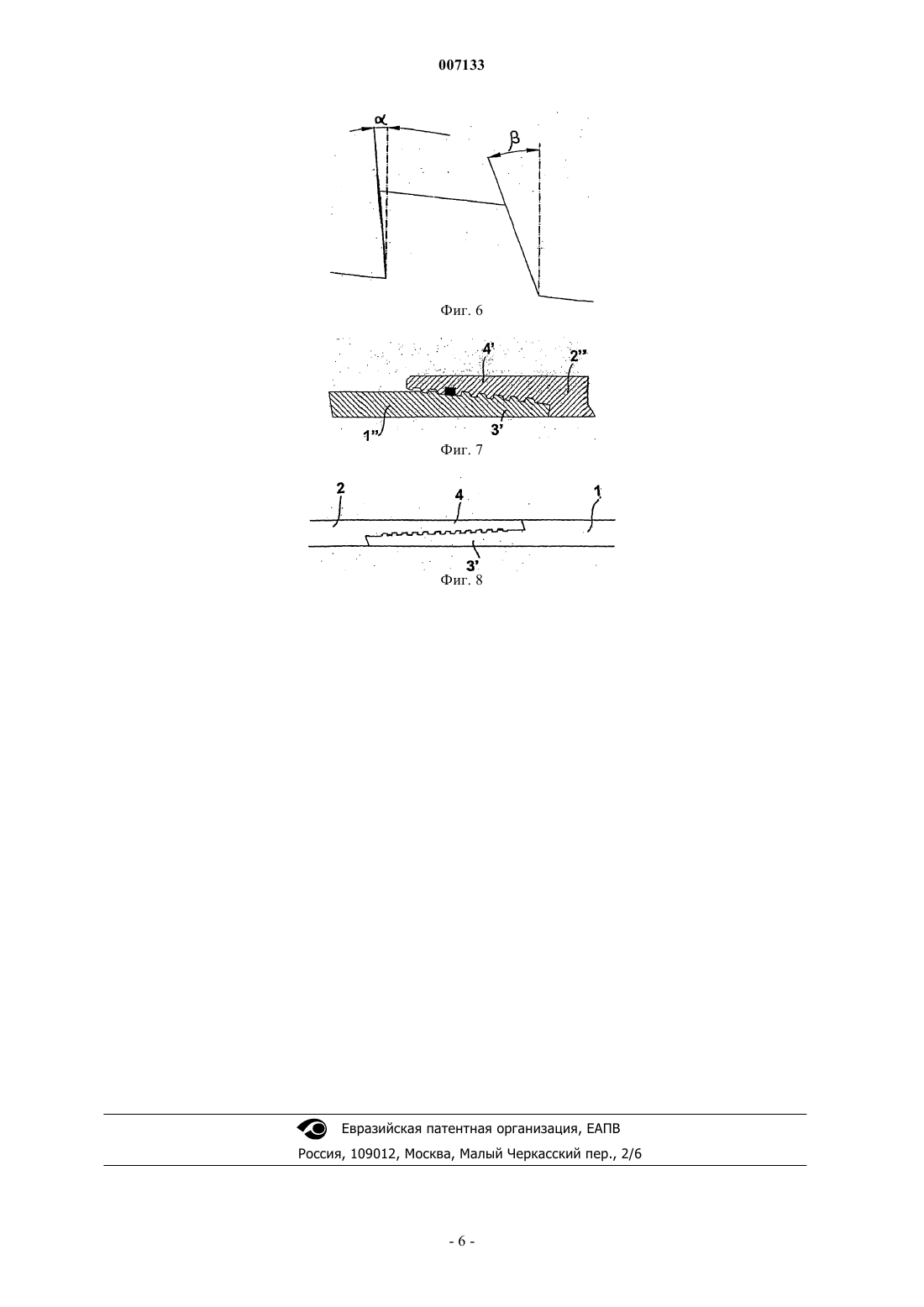
6. Резьбовое соединение по п.4, в котором концевой участок трубы с наружной резьбой имеет наружный резьбовой участок в форме усеченного конуса и концевой участок трубы с внутренней резьбой имеет внутренний резьбовой участок в форме усеченного конуса, при этом каждый из концевых участков труб с наружной резьбой и с внутренней резьбой предусмотрен с набором заплечиков по меньшей мере у одного соответствующего концевого участка указанных резьбовых частей, приспособленных для функционирования в качестве упора во время сборки.

Текст
007133 Область техники, к которой относится изобретение Настоящее изобретение относится к резьбовому соединению для скрепления труб друг с другом, в частности в нефтедобывающей отрасли промышленности и в той отрасли промышленности, которая предназначена для добычи природного газа, а также к такому резьбовому соединению, которое охарактеризовано в п.1 формулы изобретения. Упомянутые трубы могут быть использованы как в трубопроводах для нагнетания нефти или газа, а также в качестве обсадных труб для самих буровых скважин. Описание предшествующего уровня техники Обычная практика, осуществляемая на месторождениях, заключается в использовании металлических труб определенной длины, которые при сочленении образуют колонну труб таким образом, чтобы достигать той глубины, на которой обнаружены газовые или нефтяные пласты-коллекторы, для осуществления добычи из них газа или нефти. Этот технический прием добычи требует постепенного внутреннего перекрытия скважины по ходу процесса е бурения при использовании труб, так называемых обсадных труб. Как только достигается желаемая глубина бурения, колонна труб, изготовленных из металла и имеющих уменьшенный по своей величине диаметр поперечных сечений, так называемая колонна насосно-компрессорных труб, вставляется в обсадную трубу для откачивания на поверхность жидких или газообразных углеводородов. Как колонна обсадных труб, так и колонна насосно-компрессорных труб, обе изготавливаются из отрезков труб, собранных воедино посредством применения резьбовых соединений внутреннего или наружного типа, т.е. с помощью использования концов труб с наружной и внутренней резьбой, соединяемых без применения муфт. Для того чтобы иметь возможность осуществления сборочных работ, обычная практика заключается в использовании смазочного вещества, облегчающего сочленение соединительных патрубков. Обычно применяемое смазочное вещество содержит мелкие частицы тяжелых металлов, таких как свинец и медь. Эти тяжелые металлы являются опасными для здоровья и внешней среды обитания живых существ. Наряду с риском загрязнения другая проблема, которую следует разрешать, заключается в определении количества смазочного вещества, поскольку рабочие характеристики соединений являются весьма чувствительными к изменениям упомянутого выше количества смазочного вещества. Вообще, существует разрушение поверхности металла из-за наличия истирания, поскольку количество смазочного вещества, меньшее по своей величине, чем необходимое, не обеспечивает надлежащее смазывание, и не позволяет иметь высокое контактное давление, создаваемое между наружной и внутренней резьбами, которые необходимо сохранять в исправном состоянии. Проблема, противоположная той, которая описана здесь выше, встречается при использовании густого смазочного вещества и является так называемым чрезмерным дозированием густого смазочного вещества или избыточным его применением, которое влечет за собой затруднение во время свинчивания труб друг с другом, при котором избыточное густое смазочное вещество располагается на концевых участках резьб отрезков трубы. Захватываемое густое смазочное вещество в результате может приводить к возникновению больших величин давлений в соединении. При конкретных обстоятельствах и таких,когда эти большие давления могут создавать пластическую деформацию отрезков трубы на участке с резьбой, это может приводить к разрушению элементов конца трубы с наружной резьбой. Как только происходит такое разрушение, соединение теряет свою эффективность, а участки трубы и/или соединительной муфты должны заменяться. Захват происходит в том случае, когда для густого смазочного вещества не имеется в наличии пространства, достаточного для его проникновения в промежутки между резьбами, или дополнительно в том случае, если не имеется пространства, достаточного для растекания смазочного вещества по наружной поверхности соединения. Вышеупомянутая проблема является даже более серьезной в том случае, когда соединение имеет несколько уплотнений. При такой ситуации смазочное вещество захватывается между двумя уплотнениями и не имеет возможности своего вытекания, при этом исключается возможность уменьшения большой величины развиваемого давления. Возможное разрешение вышеуказанной проблемы состоит в обеспечении пустотного пространства между двумя уплотнениями для размещения слоя смазочного вещества. Недостаток, возникающий в результате наличия такого слоя со смазочным веществом, состоит в создании значительного пустотного пространства, которое приводит к утрачиванию сплошности и таким образом ухудшает рабочие характеристики соединения. Даже в том случае, если смазочное вещество применяется при его правильно выбранном количестве, могут возникнуть те же самые вышеупомянутые проблемы, и, главным образом, в том случае, если существует неравномерность распределения смазочного вещества по всей площади соединения. В этом отношении следует учитывать соблюдение необходимого условия, заключающегося в том,что работа по нанесению смазочного вещества должна будет проводиться на платформе в тот момент времени, когда колонна труб будет опускаться в скважину, что соответственно станет особенно дорогостоящим в рамках затрат времени и ресурсов. Часто неблагоприятные противодействующие условия наружной среды приводят к тому, что являются проблематичными как необходимость точного дозирова-1 007133 ния количества смазочного вещества, так и его нанесение на детали с резьбой. Для того чтобы всегда достигать увеличенных глубин, при которых, как выявлено, имеются запасы углеводородов, уровни рабочих характеристик, требуемые на коммерческих рынках, непрерывно повышаются, что уже продемонстрировано увеличением толщин стенок, используемых при добыче нефти. Для решения вышеуказанных проблем были предложены технические решения, касающиеся дозирования и выбора размеров пространств, пустоты которых должно занимать смазочное вещество. В патенте США 4830411 было предложено техническое решение вышеупомянутой проблемы захватывания смазочного вещества, при котором фиксируется минимальная протяженность пустотного пространства между наружной резьбой и внутренней резьбой. Упомянутая выше величина фиксируется равной 0,66 мм 2, приходящихся на шаг резьбы. В упомянутом пространстве смазочное вещество может расширяться и предотвращать возникновение проблем, связанных с его ограничением этим пустотным пространством. Дополнительный способ совершенствования рабочих характеристик соединений, применяемый принципиально в том случае, когда труба работает в условиях сжатия, заключается в уменьшении зазора между острыми боковыми сторонами наружной и внутренней резьб, как это раскрыто в описании изобретения по международной заявке WO 00/066928 А на патент, в которой допускается, что величина вышеуказанного зазора между резьбами составляет 0,002 дюйма (соответственно 0,05 мм). В результате использования вышеупомянутого условия и при учете, например, того факта, что имеется резьбовое соединение с шестью витками резьбы, приходящимися на 1 дюйм (25,4 мм) при высоте каждого витка, равной 1 мм, считают, что пустотное пространство между внутренней и наружной резьбами в соответствии с техническим решением, защищенным патентом США 4830411 А, должно быть равным по крайней мере 0,26 мм для того, чтобы устранять наличие проблемы сжатия смазочного вещества. Таким образом, вышеуказанное суммарное пустотное пространство характеризуется разностью диаметров, равной 0,52 мм, измеренной между наружной стороной трубы с наружной резьбой и наружной стороной трубы с внутренней резьбой. Площадь критического сечения соединения представляет собой площадь кольцевого затрубного пространства, и упомянутая площадь будет различной для концевых участков труб с наружной резьбой и с внутренней резьбой. Для концевого участка трубы с наружной резьбой вышеуказанное кольцевое затрубное пространство определяется внутренним диаметром (ID), с одной стороны, и диаметром у канавки последнего взаимодействующего витка резьбы, с другой стороны, тогда как для концевого участка трубы с внутренней резьбой указанное кольцевое пространство определяется величиной наружного диаметра (OD) трубы и диаметром у канавки последнего взаимодействующего витка резьбы. Соответственно, в том случае, когда мы считаем постоянными по величине диаметры (ID) и (OD) труб, указанная разность, равная 0,52 мм и измеренная между наружной стороной конца трубы с наружной резьбой и внутренней стороной конца трубы с внутренней резьбой, снижает рабочие характеристики соединения. Более того, за счет наличия большого зазора у резьб на стороне заведения конца верхней трубы на резьбу нижней трубы, участок с резьбой выключается из рабочего состояния в том случае, когда прикладываются сжимающие нагрузки. Это является следствием того, что устранение проблемы с давлением смазочного вещества и достижение высоких рабочих характеристик у соединения являются теми требованиями, которые при их реализации взаимно противодействуют друг другу. Сущность изобретения Основная задача реализации настоящего изобретения заключается в устранении недостатков, которые здесь отмечены выше. Задача воплощения настоящего изобретения состоит в создании трубного соединения, в котором используется сухое смазочное вещество. Исключение необходимости выполнения рабочих операций смазывания во время эксплуатации трубного соединения является преимуществом, которое получено посредством использования сухого смазочного вещества, нанесенного на участки, взаимодействующие в трубном соединении у его концевых участков в процессе смазывания труб. Следствием того факта, который состоит в отсутствии пространства, которое требуется для содержания избыточного количества смазывающего вещества, является то, что существует возможность оптимизирования геометрии соединения, размеров резьбы и допусков, а также возможность уменьшения пустотных пространств и соответственно повышения рабочих характеристик. Дополнительная задача воплощения настоящего изобретения заключается в осуществлении оптимизации всех размеров соединения таким образом, что уменьшается суммарный объем имеющегося в соединении пустотного пространства. Математическими формулами, содержащимися в п.1 формулы изобретения, определяется правильный выбор оптимальных геометрических и размерных характеристик резьбы и соединения в целом. Согласно техническому решению, предложенному для реализации соединения, воплощаемого в соответствии с настоящим изобретением, увеличение критической площади соединения может быть боль-2 007133 ше чем 3%. Краткое описание сопроводительных чертежей На фиг. 1 изображено соединение, обычно используемое в нефтедобывающей промышленности. Чертежи, изображенные на фиг. 2-4 и 6, представляют собой расширенные иллюстрации деталей соединения. На фиг. 5 иллюстрируется предпочтительный вариант соединения вблизи струи жидкости с общими размерами, не превышающими по своей величине те, которые имеет корпус трубы. На фиг. 7 показано резьбовое свинчиваемое соединение, предусмотренное с прокладкой, имеющей контакт металла с металлом, и уплотнительное кольцо, размещенное на концевом участке зоны резьбовой области. На фиг. 8 иллюстрировано в сборе соединение встык, т.е. имеющее общие размеры, равные тем, которыми обладает корпус трубы. Подробное описание предпочтительных вариантов воплощения изобретения На фиг. 1 иллюстрировано соединение, содержащее внутренний элемент или концевой участок 1 трубы с наружной резьбой 3 и наружный элемент или концевой участок 2 трубы с внутренней резьбой 4. После тщательных исследований, направленных на достижение оптимизации в выборе размеров соединений, доказана возможность определения математических взаимозависимостей между различными параметрами труб. Мы будет считать, что толщина покрытия сухим смазывающим веществом находится в пределах от 5 до 30 мкм. Площадь gт свободного пространства, имеющегося между резьбами, находящимися во взаимодействии друг с другом в сечении соединения, проходящем по осевой плоскости, имеет величину, меньшую чем 0,44 мм 2 на шаг резьбы.gт 0,4 мм 2/шаг резьбы Эта незаполненная пустотная площадь gт, обозначенная позицией 5, представлена на чертеже, изображенном на фиг. 2. Она может быть рассчитана, например, посредством применения автоматизированного проектирования (CAD), или в дополнение к этому она может быть определена учетом площади 6 в идеализированной форме, как это представлено на чертеже, изображенном на фиг. 3. Если мы рассматриваем резьбу с четырьмя витками, приходящимися на 1 дюйм (25,4), и учитываем,что высота зуба резьбы равна 1,5 мм, область, заполняемая покрытием толщиной 30 мкм, приблизительно имеет площадь, составляющую 0,3 мм 2. Следовательно, для предотвращения неожиданного контакта между сторонами резьбы максимум указанного размера указанной площади определен как 0,4 мм 2. Определена также вторая взаимозависимость между номинальным расчетным пустотным объемомNVV и номинальным расчетным наружным диаметром OD трубы, выраженным в дюймах, которая представлена в виде следующей математической формулы: Показатель величины объема пустотного пространства, имеющегося внутри соединения, определен как номинальный пустотный объем. Величина параметра NVV должна рассчитываться посредством использования оценки пустотных пространств между двумя наиболее удаленными друг от друга уплотнениями. Протяженность по длине вышеупомянутых пространств должна рассчитываться при учете условия,заключающегося в том, что имеется эффективное пространство у боковых сторон резьб и между вершинами и впадинами зубьев в том случае, когда две резьбы находятся во взаимном зацеплении друг с другом при наличии номинальной расчетной конфигурации. Расчет выполняется при использовании следующей формулы: где GT - суммарная площадь пустотной области в резьбе, мм 2,PTL - длина резьбы с полным профилем, дюйм,ITL - длина неполной резьбы, дюйм,TPI - количество витков резьбы, приходящееся на длину, равную дюйму, дюйм-1,k - константа, при которой допускается, что при длине неполной резьбы пустотные пространства увеличены по сравнению с пустотными пространствами при резьбе с полным профилем с учетом того,что вершины витков резьбы являются срезанными. В ранее указанной формуле величина k равна 5 и рассчитана при моделировании взаимодействия неполных резьб. Другие пустотные пространства Gc в соединении, которые обозначены позицией 7 на чертеже, изображенном на фиг. 4, должны оцениваться расчетом в том случае, когда элемент с наружной резьбой и элемент с внутренней резьбой сопряжены между собой при номинальной расчетной конфигурации. В этом случае номинальный пустотный объем NVV рассчитывается по формуле: Третья взаимозависимость была определена между номинальным расчетным путстотным объемомNVV, наружным диаметром OD трубы и номинальной расчетной величиной толщины Wt корпуса трубы.-3 007133 Вышеупомянутый номинальный пустотный объем NVV, рассчитанный как здесь описано ранее, должен соответственно подчиняться следующему условию: Величина толщины Wt оказывается находящейся под знаком квадратного корня, поскольку следует учитывать, что величина NVV представляет собой сумму фиксированного объема ( принципиально, определенного в районе уплотнения и неполной резьбы ) и линейной величины, которая увеличивается по мере возрастания длины резьбы в полный профиль. В результате этого увеличение пустотного объема, связанное с различной длиной резьбы при учете различных толщин н стенок, лучше аппроксимируется квадратным корнем, главным образом, по той причине, что пустотный объем при каждом отдельном шаге резьбы является весьма малым по сравнению с суммарным значением пустотного объема, имеющегося в соединении. Величины ранее указанных параметров приведены в табл. 1. Таблица 1 На фиг. 5 иллюстрирован предпочтительный вариант воплощения соединения. Он иллюстрирует двухступенчатое соединение с конической резьбой и с центральным заплечиком, предназначенным для конкретного применения при наличии сухих смазочных веществ. В ранее упомянутом соединении допускается, что две ступени имеют показатель конусности, равный 8,5% от диаметра при профиле резьбы, который, как показано на чертеже, изображенном на фиг. 6,имеет угол , равный 4, и угол , составляющий 20. В соответствии с вышеуказанными преимуществами воплощения настоящего изобретения считается, что упомянутые выше параметры имеют величины, приведенные в табл. 2. Таблица 2 Чертежом, изображенным на фиг. 7, иллюстрируется другой предпочтительный вариант выполнения соединения. Эта конструкция относится к варианту выполнения конического одноступенчатого резьбового соединения. Оно содержит заплечик для притыкания, находящийся в положении, соответствующем носовому участку трубы с наружной резьбой, уплотнение с контактом металла с металлом и прокладочное уплотнительное кольцо, размещенное на участке выполнения резьбы. Конусообразность резьбы составляет 6,25% в случае наличия е пяти витков на 1 дюйм и 8,5% при наличии четырех витков резьбы на одном дюйме. Профиль резьбы видоизменен и является пилообразным в соответствии с тем типом резьбы, который стандартизирован Американским нефтяным институтом при угле на сторону нагрузки, равном 3, и при угле, составляющем 25, на направляющей стороне ввинчивания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резьбовое соединение для труб, содержащее концевой участок трубы с наружной резьбой (1, 1',1") и концевой участок трубы с внутренней резьбой (2, 2', 2"), каждый из которых имеет по меньшей мере у одной концевой части соответствующий резьбовой участок и на котором указанные соответствующие резьбовые участки покрыты слоем сухого смазочного вещества, имеющего толщину, находящуюся в пределах между 5 и 30 мкм, а также в котором номинальный расчетный пустотный объем (NVV) пространства (6, 7) между концевым участком трубы с наружной резьбой и концевым участком трубы с внутренней резьбой выбран таким образом, что соответствует следующей математической формуле: где OD - номинальный наружный диаметр указанных труб. 2. Резьбовое соединение по п.1, в котором номинальный расчетный пустотный объем (NVV) пространства (6, 7) выбран таким образом, что соответствует следующей математической формуле: где Wt - толщина стенки указанных труб. 3. Резьбовое соединение по п.2, в котором площадь gT свободного пространства (5, 6), имеющегося между резьбами, находящимися в зацеплении друг с другом, в сечении соединения на аксиальной плоскости, меньше чем 0,4 мм 2/шаг резьбы. 4. Резьбовое соединение по любому из пп.1-3, в котором каждый из указанных концов с наружной и внутренней резьбой предусмотрен по меньшей мере с одним уплотнительным элементом. 5. Резьбовое соединение по п.4, в котором концевой участок трубы с наружной резьбой имеет два наружных резьбовых участка (12, 13), имеющих форму усеченных конусов, которые разнесены по оси и отделены друг от друга заплечиком (9'), а концевой участок трубы с внутренней резьбой имеет два внутренних резьбовых участка (10, 11), имеющих форму усеченных конусов, которые разнесены по оси и отделены друг от друга заплечиком (9"), который действует в качестве стопора во время свинчивания. 6. Резьбовое соединение по п.4, в котором концевой участок трубы с наружной резьбой имеет наружный резьбовой участок в форме усеченного конуса и концевой участок трубы с внутренней резьбой имеет внутренний резьбовой участок в форме усеченного конуса, при этом каждый из концевыхучастков труб с наружной резьбой и с внутренней резьбой предусмотрен с набором заплечиков по меньшей мере у одного соответствующего концевого участка указанных резьбовых частей, приспособленных для функционирования в качестве упора во время сборки.
МПК / Метки
МПК: F16L 15/06
Метки: труб, соединение, резьбовое
Код ссылки
<a href="https://eas.patents.su/7-7133-rezbovoe-soedinenie-dlya-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Резьбовое соединение для труб</a>
Резьбовое соединение двух труб, выполненное как одно целое с ними
Номер патента: 4409
Опубликовано: 29.04.2004
Авторы: Синьорелли Анджело, Ротини Джузеппе, Делла Пина Джузеппе
МПК: F16L 15/00
Метки: целое, резьбовое, соединение, двух, одно, труб, выполненное, ними
Формула / Реферат:
1. Резьбовое соединение труб, выполненное с ними как одно целое, включающее охватываемый элемент (1), снабженный на его внешней поверхности двумя резьбовыми участками (6, 7), форма поверхности которых имеет вид усеченного конуса, смещенными друг относительно друга в радиальном направлении, и выполненными с зубьями резьбы трапециидального профиля, причем два указанных участка (6, 7) отделены друг от другу заплечиком (5'), лежащим в плоскости...
Резьбовое соединение для труб
Номер патента: 3267
Опубликовано: 27.02.2003
Автор: Ноэль Тьерри
МПК: F16L 15/06, E21B 17/042
Метки: труб, соединение, резьбовое
Формула / Реферат:
1. Резьбовое соединение для труб, содержащее охватываемый элемент (1), выполненный на конце первой трубы (3), и охватывающий элемент (2), выполненный на конце второй трубы (4), центральное уплотнительное средство (9), образованное охватываемой опорной поверхностью (10) и охватывающей опорной поверхностью (11), выполненными с возможностью опирания друг на друга в собранном виде резьбового соединения, при этом охватываемый элемент (1) содержит...
Резьбовое соединение труб
Номер патента: 129
Опубликовано: 27.08.1998
Автор: Ноэль Тьерри
МПК: F16L 15/00
Метки: резьбовое, соединение, труб
Формула / Реферат:
1. Резьбовое соединение (5) труб, содержащее два трубчатых компонента (3, 4), каждый из которых снабжен резьбой (11, 12) и содержит внутреннюю трубчатую зону (14, 15), продолжающуюся кольцевой поверхностью (16, 17), слой (22, 23), покрывающий внутреннюю трубчатую зону (14, 15) каждого компонента (3, 4), и, по меньшей мере, один участок кольцевой поверхности (16, 17), имеющий протяженность в радиальном направлении, и соединение компонентов,...
Резьбовое соединение двух металлических труб с пазом, выполненным в резьбе
Номер патента: 2107
Опубликовано: 24.12.2001
Авторы: Ноэль Тьерри, Варенн Эмманюэль
МПК: F16L 15/06
Метки: выполненным, труб, пазом, двух, резьбе, металлических, соединение, резьбовое
Формула / Реферат:
1. Резьбовое соединение двух металлических труб, включающее внешний элемент на торце первой трубы и внутренний элемент на торце второй трубы, причем внешний элемент имеет внешнюю охватываемую резьбу, внутренний элемент имеет внутреннюю охватывающую резьбу, каждая поверхность выступа которой параллельна соответствующей поверхности внешней резьбы, причем внешняя и внутренняя резьба навинчиваются друг на друга, отличающееся тем, что, по меньшей...
Резьбовое соединение двух металлических труб с большим моментом завинчивания
Номер патента: 2268
Опубликовано: 28.02.2002
Авторы: Варенн Эмманюэль, Ноэль Тьерри
МПК: F16L 15/06
Метки: большим, моментом, резьбовое, металлических, труб, соединение, завинчивания, двух
Формула / Реферат:
1. Резьбовое соединение (100) двух металлических труб, включающее внешний элемент (1) на торце первой металлической трубы, ввинченный во внутренний элемент (2) на торце второй металлической трубы, причем внешний элемент (1) имеет снаружи внешнюю коническую резьбу (3) с трапецеидальными выступами (11, 71, 31), имеющими две поверхности, а именно несущую поверхность (13, 73, 33) и поверхность сцепления (15, 75, 35), ширина (L3) вершины внешнего...
Предыдущий патент: Охладительная установка
Следующий патент: Теплообменник и способ и устройство для его изготовления
Случайный патент: Способ получения ферросплава, содержащего никель