Способ получения поглощающего изделия
Формула / Реферат
1. Способ получения поглощающего изделия, включающего в себя первое полотно (10А), которое составляет переднюю поясную часть (10), и второе полотно (20А), которое составляет заднюю поясную часть (20), в котором
на этапе А транспортируют первое полотно (10А) и второе полотно (20А) в перекрывающемся состоянии между опорной частью (220) и вибратором (330) ультразвукового соединительного устройства (100) с генератором (310) ультразвуковых колебаний;
на этапе В соединяют заданные области (60) первого полотна (10А) и второго полотна (20А) через заданные интервалы в направлении (MD) подачи первого полотна (10А) и второго полотна (20А) посредством вибратора (330), управляемого генератором (310) ультразвуковых колебаний, при этом выходная часть (332) вибратора (330) содержит центральную и концевые выходные части (332А, 332В), ориентированные заданным областям (60), каждая из которых содержит в поперечном направлении, пересекающем направление (MD) подачи, равные центральную область (60С) и концевые области (60S), расположенные на обеих сторонах центральной области (60С);
центральная выходная часть (332А) воздействует колебаниями на центральную область (60С);
обе концевые выходные части (332В) воздействуют колебаниями на соответствующие концевые области (60S), при этом
соединение заданных областей (60) выполняют так, что прочность центрального соединения центральной области (60С) меньше прочности концевого соединения каждой из концевых областей (60S) в поперечном направлении (CD), пересекающем направление (MD) подачи, для чего управляют центральной выходной частью (332А) ультразвуковыми колебаниями с максимальной амплитудой, меньшей чем максимальная амплитуда ультразвуковых колебаний, управляемых каждой из обеих концевых выходных частей (332В).
2. Способ по п.1, в котором на этапе В соединения заданных областей (60) используют множество независимых вибраторов (330) и используют ультразвуковой генератор (310) для каждого независимого вибратора (330).
3. Способ по п.2, в котором на этапе В соединения заданных областей (60) используют независимые генераторы, расположенные так, чтобы быть совмещенными в поперечном направлении (CD).
4. Способ по любому одному из пп.1-3, в котором на этапе А дополнительно используют множество независимых опорных частей (220) и располагают независимые опорные части (220) так, что они совмещены в направлении (MD) подачи.
5. Способ по любому одному из пп.1-4, в котором на этапе В соединения заданных областей (60) дополнительно изменяют форму вибратора (330) так, что прочность центрального соединения становится меньше прочности концевого соединения.
6. Способ по любому одному из пп.1-5, дополнительно предусматривающий этап С, где перекрывают первое полотно и второе полотно перед этапом А.
7. Способ по любому одному из пп.1-6, в котором каждая заданная область включает в себя
первую заданную область и
вторую заданную область, которая является смежной первой заданной области с интервалом, меньшим заданного интервала в направлении подачи,
дополнительно предусматривающий после этапа В этап D, где разрезают первое и второе полотна по линии между первой заданной областью и второй заданной областью в поперечном направлении для образования поглощающего изделия.

Текст
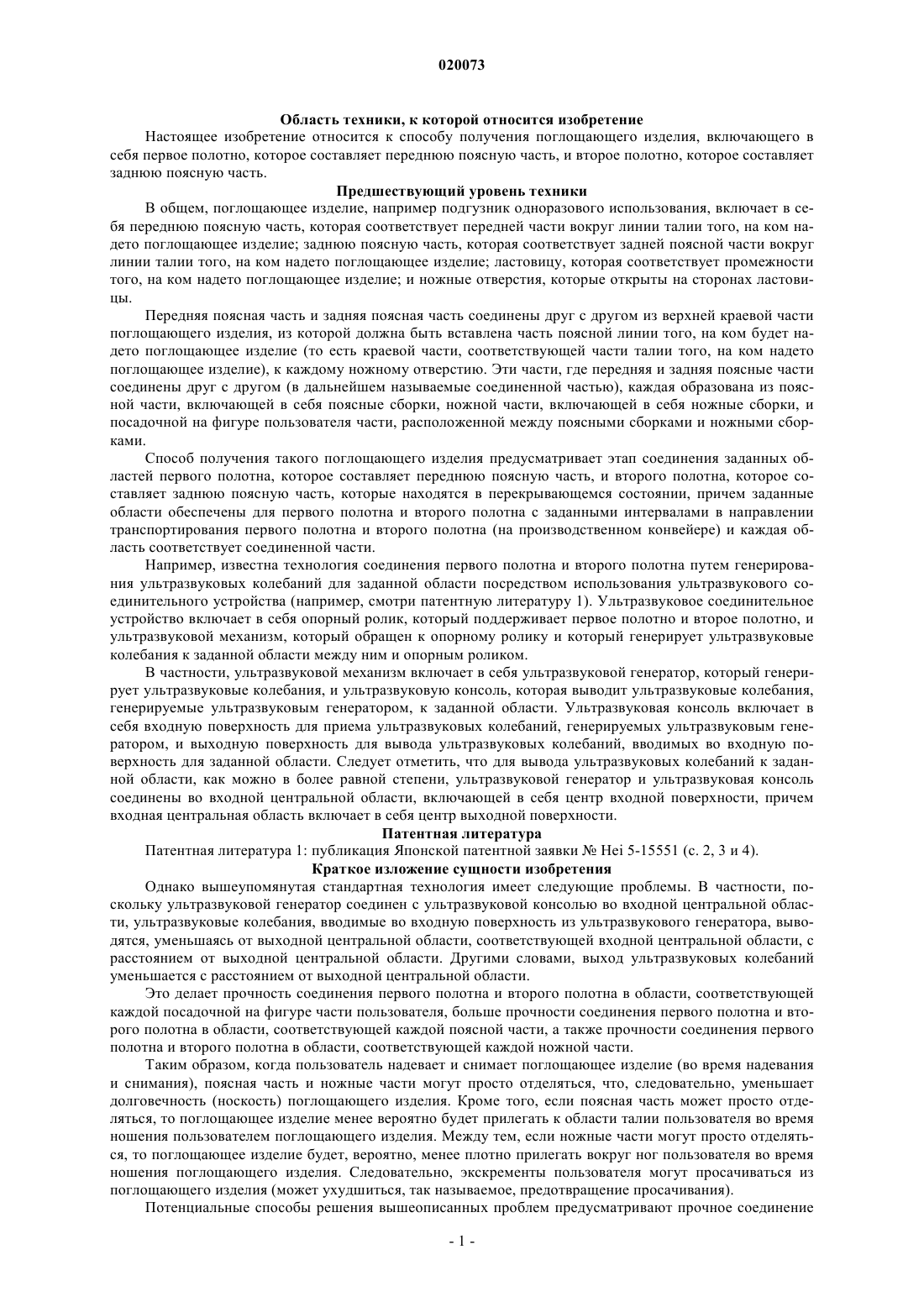
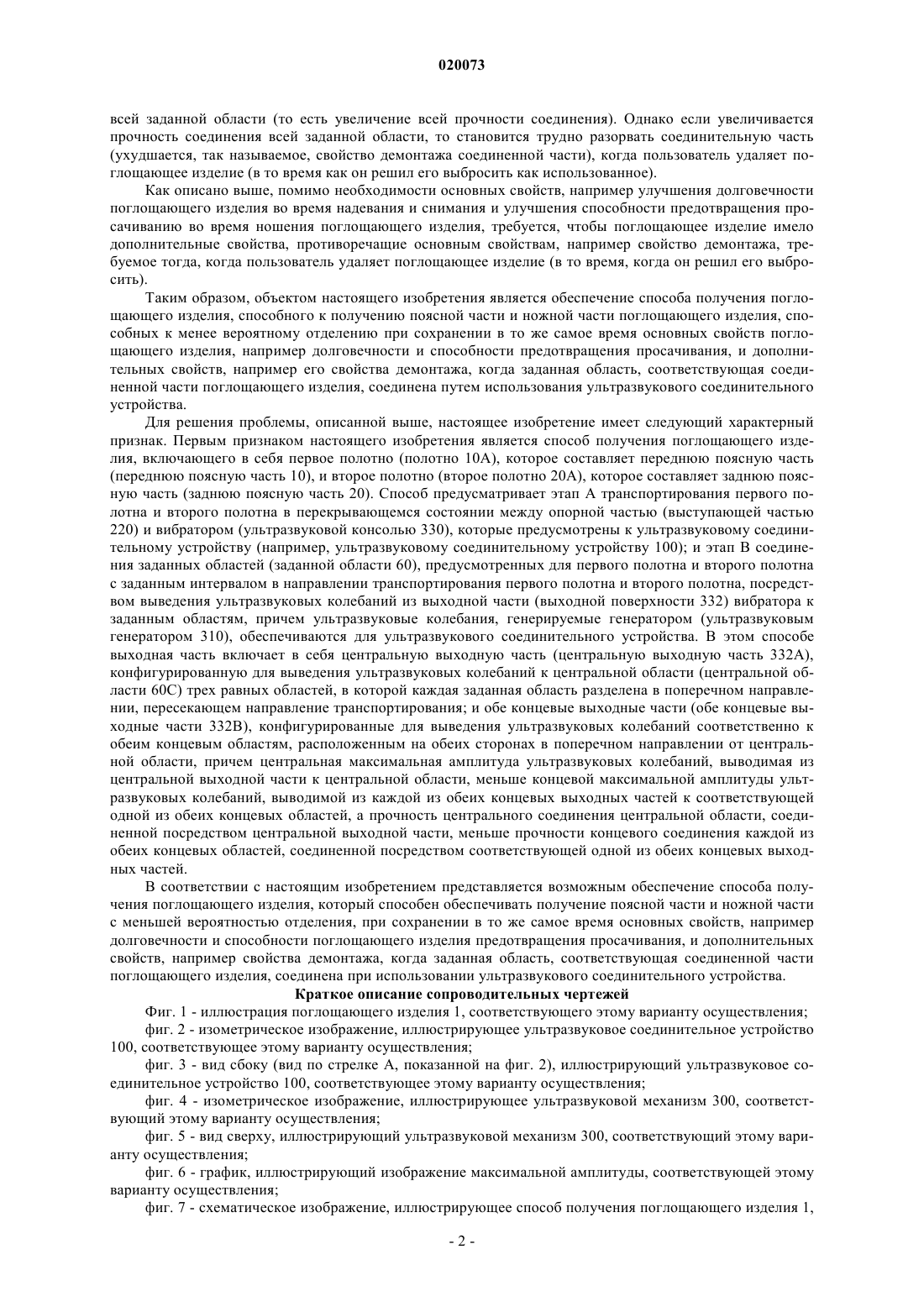
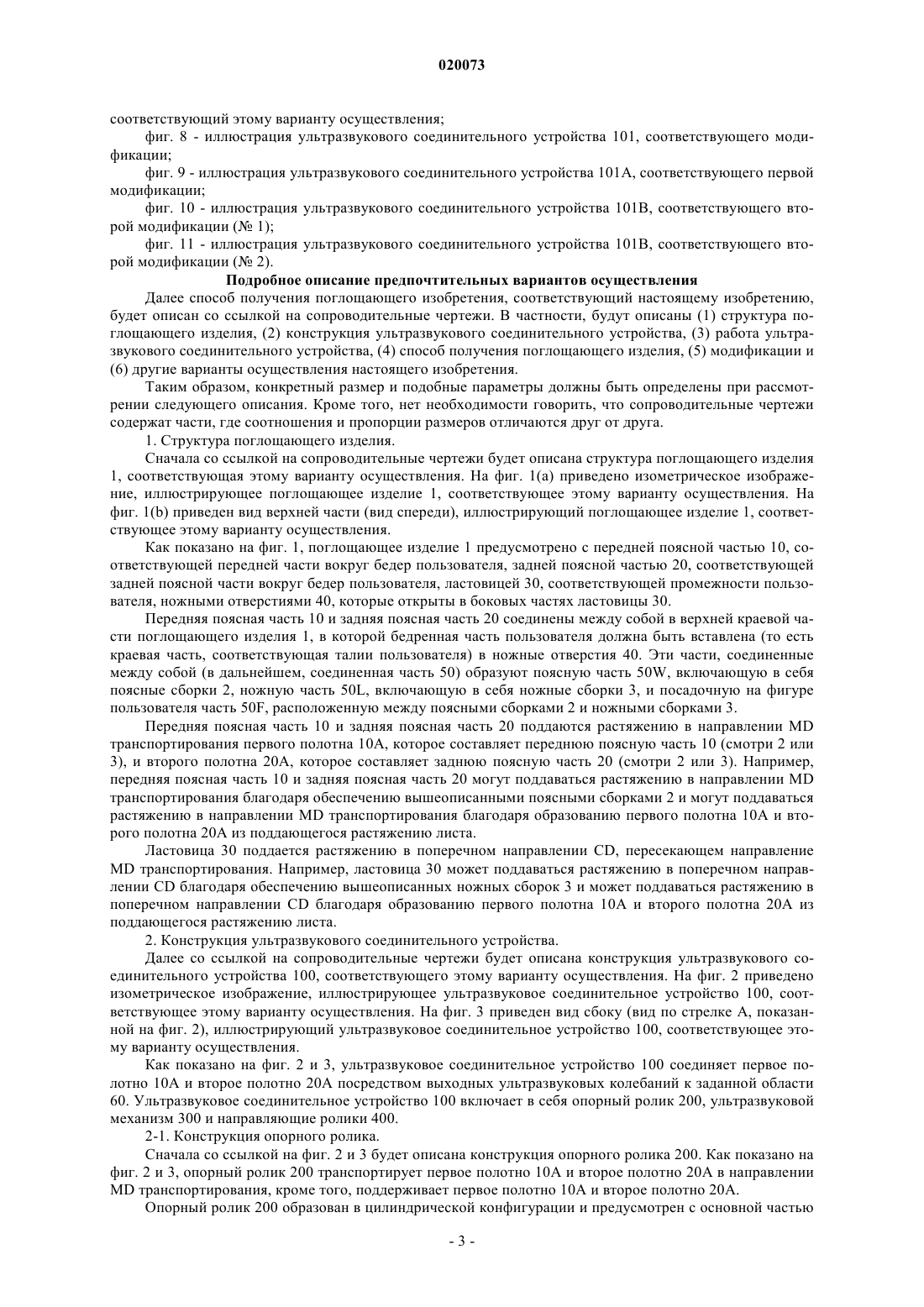
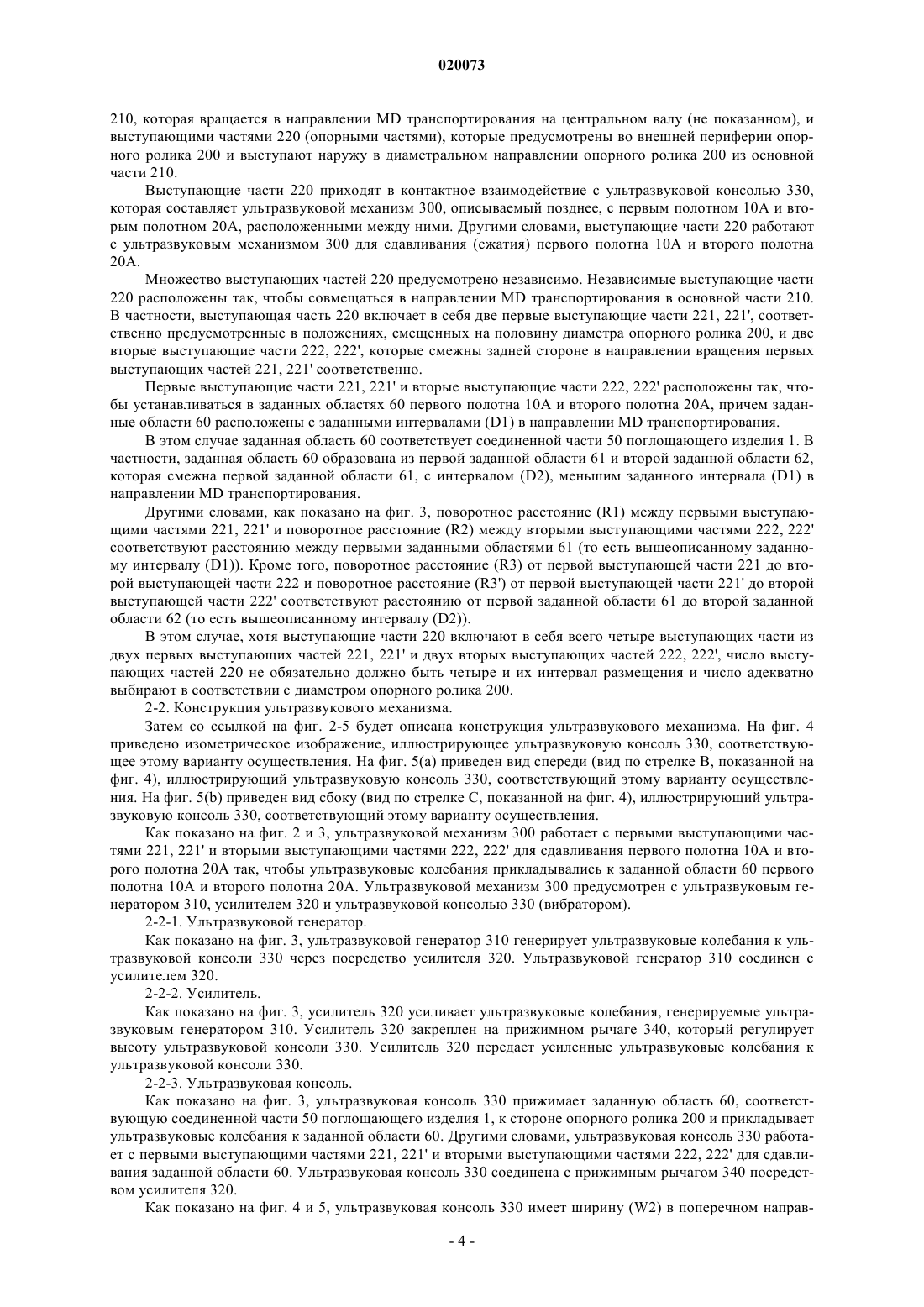
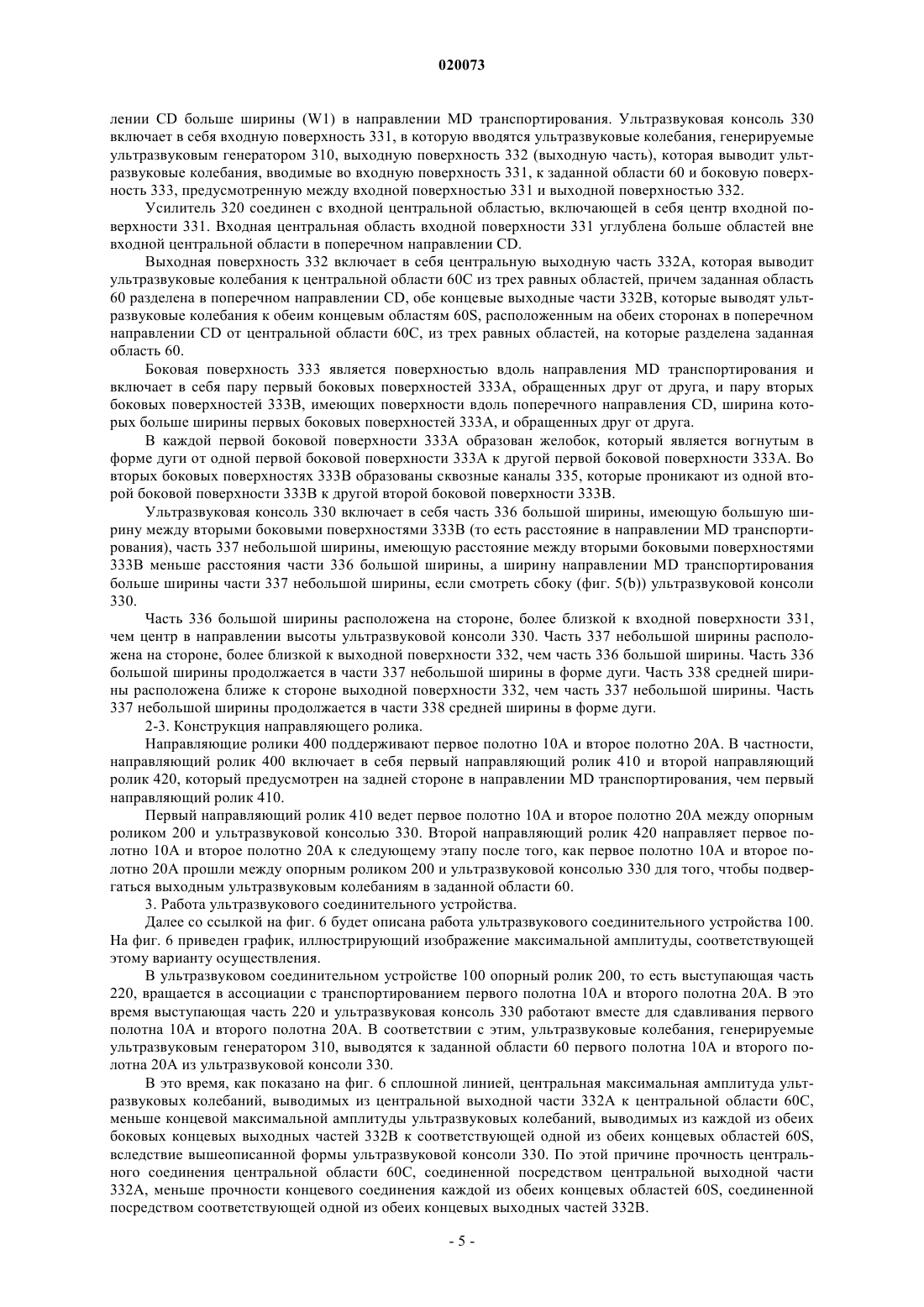
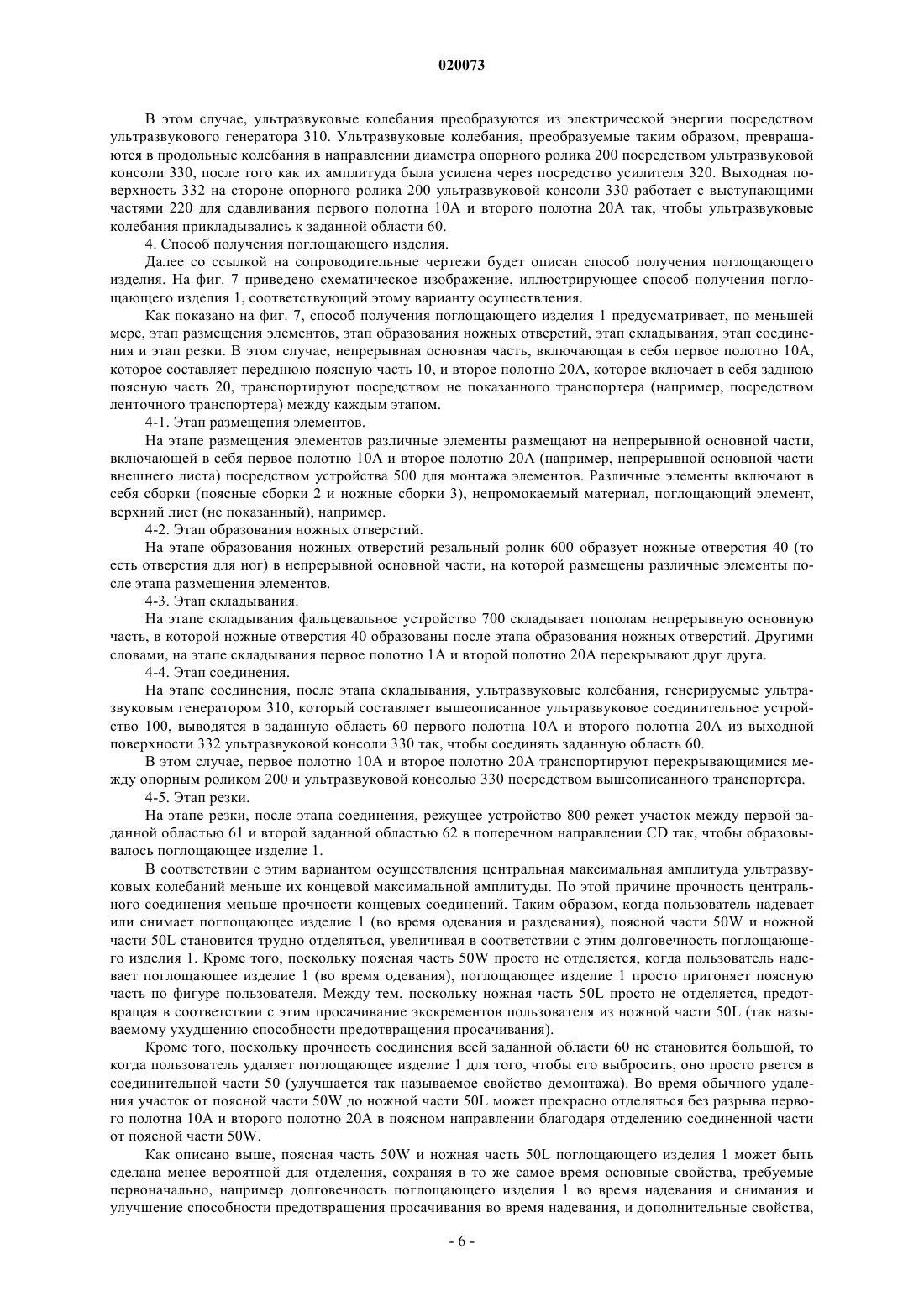
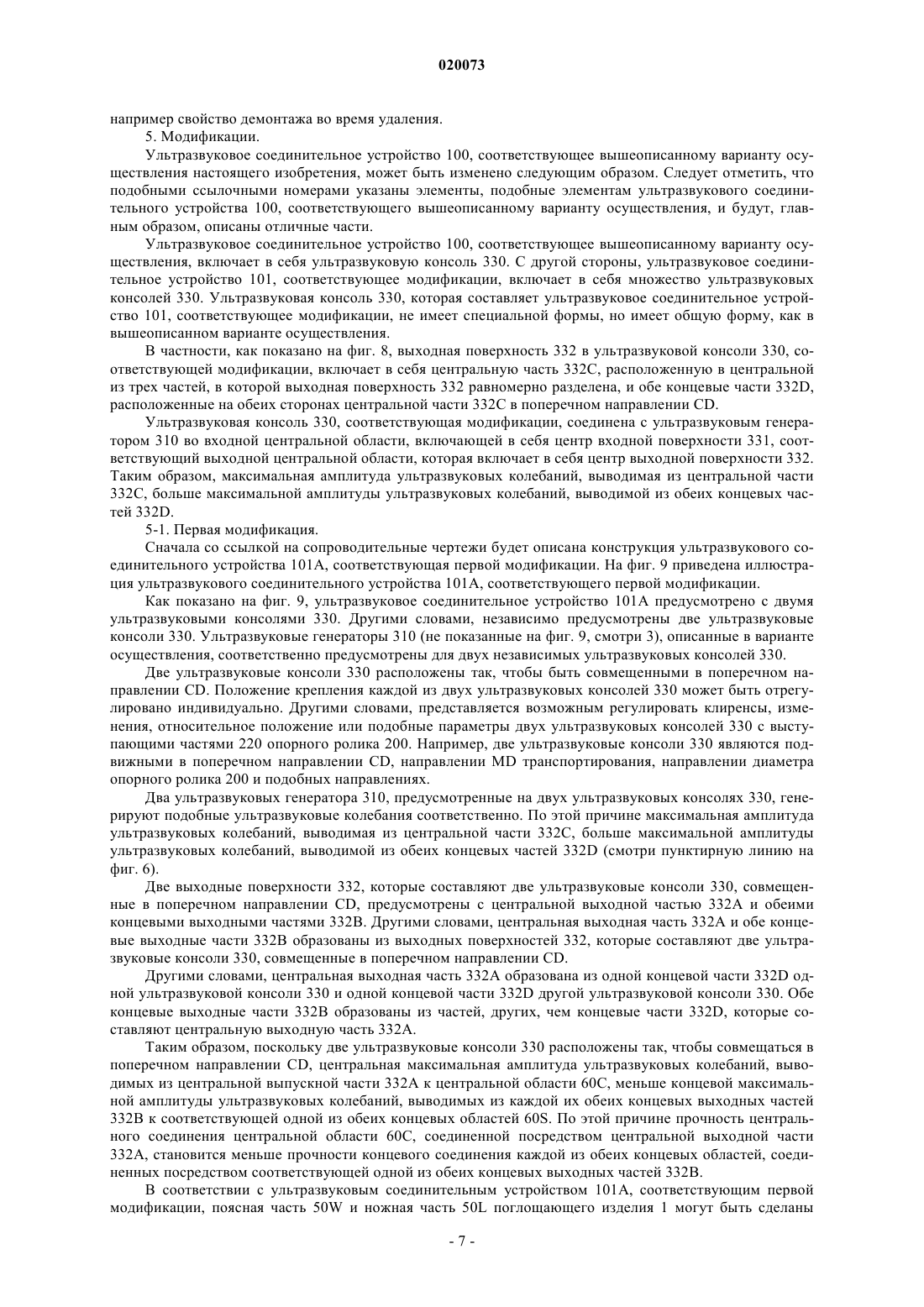
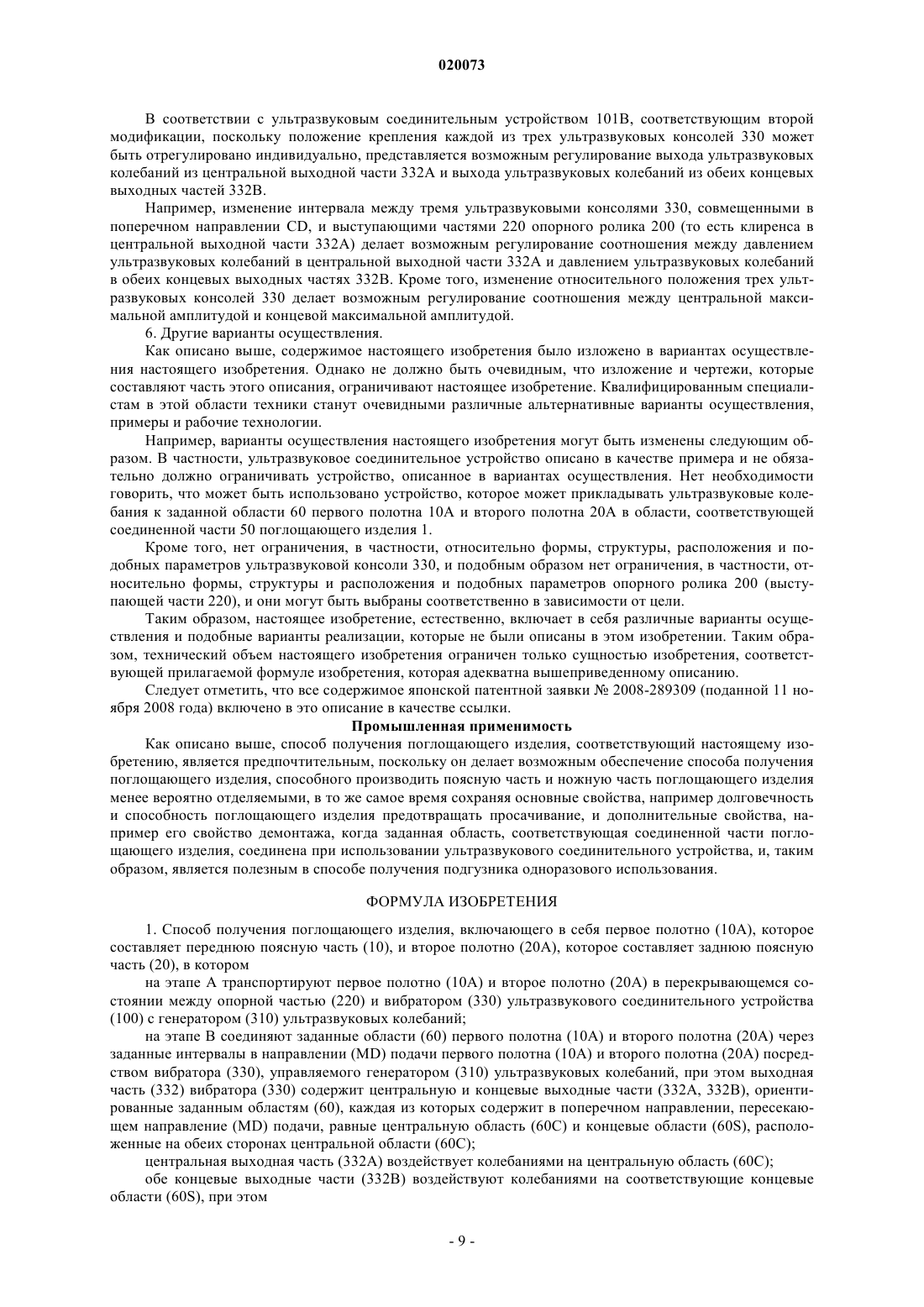
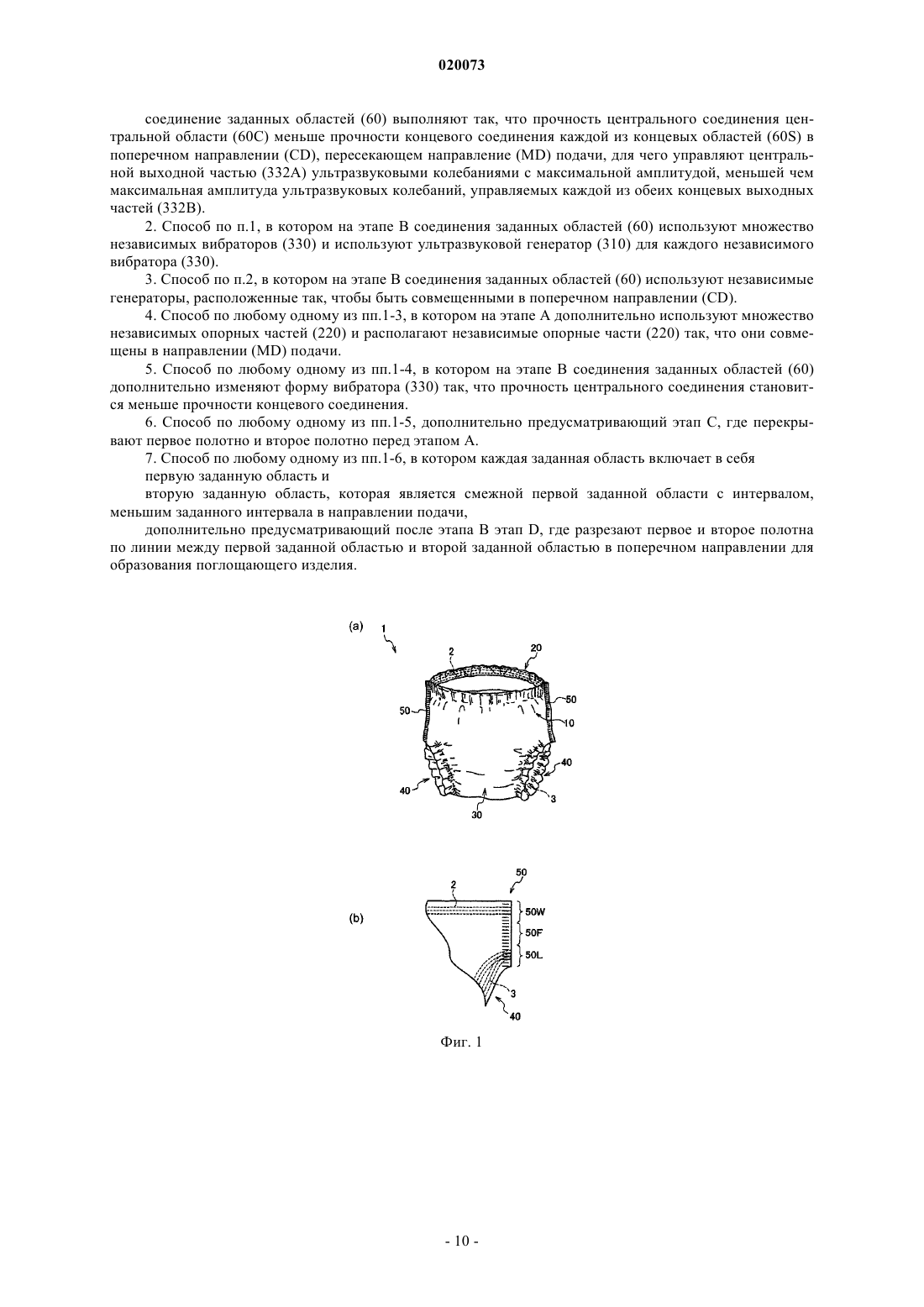
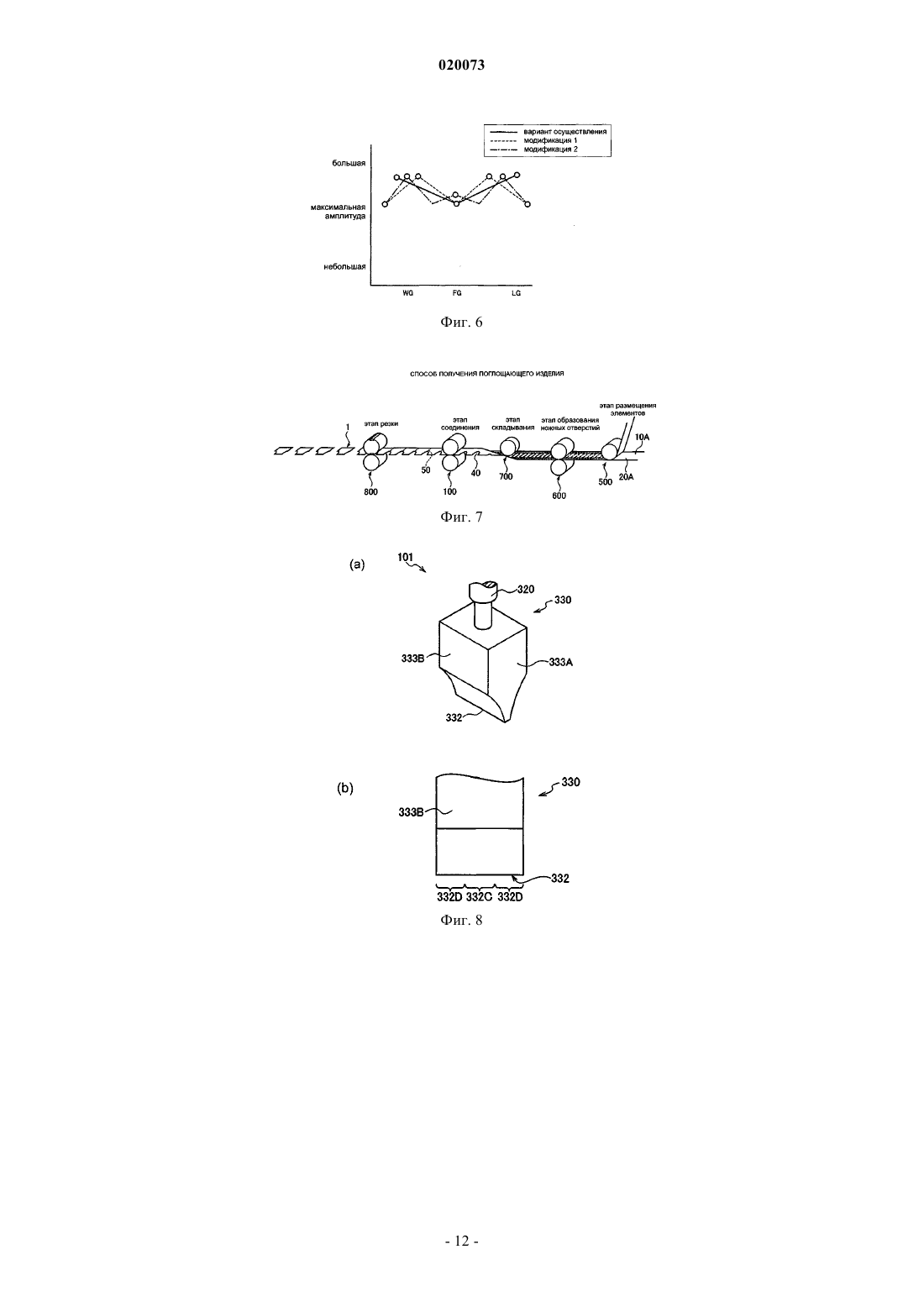
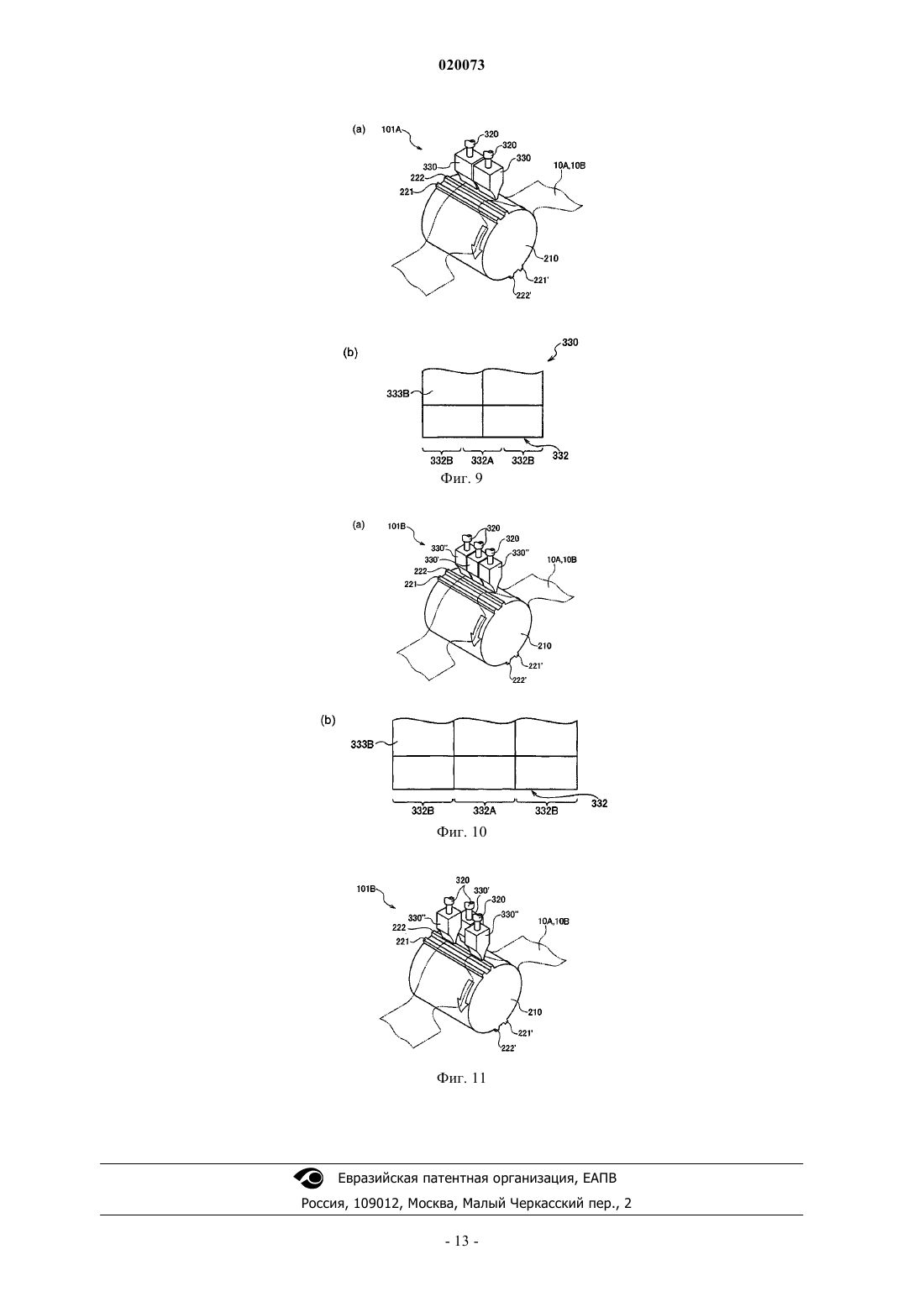
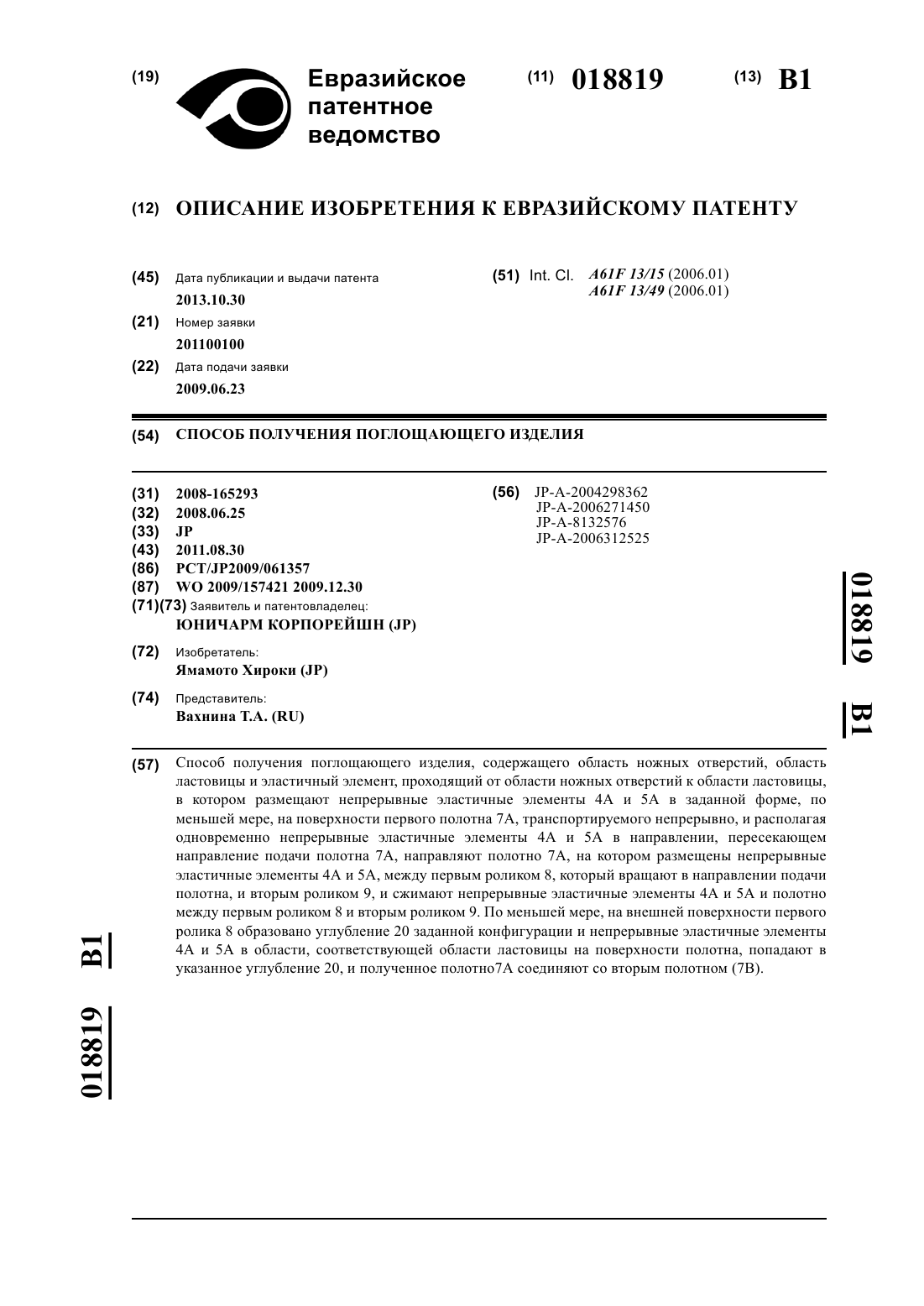
СПОСОБ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ В изобретении ультразвуковые колебания выводят к заданным областям 60 первого полотна 10 А и второго полотна 20 А из выходной поверхности 332 ультразвуковой консоли 330 так, чтобы могли быть соединены заданные области 60. Выходная поверхность 332 включает в себя центральную выходную часть 332 А в центральной области 60 С трех равных областей, на которые разделена каждая заданная область 60, и обе концевые выходные части 332 В в обеих концевых областях 60S на сторонах центральной области 60 С. Центральная максимальная амплитуда ультразвуковых колебаний, выводимая из центральной выходной части 332 А, меньше концевой максимальной амплитуды ультразвуковых колебаний, выводимой из каждой из обеих концевых выходных частей 332 В. Прочность центрального соединения центральной области 60 С меньше прочности концевого соединения каждой из обеих концевых областей 60S. Область техники, к которой относится изобретение Настоящее изобретение относится к способу получения поглощающего изделия, включающего в себя первое полотно, которое составляет переднюю поясную часть, и второе полотно, которое составляет заднюю поясную часть. Предшествующий уровень техники В общем, поглощающее изделие, например подгузник одноразового использования, включает в себя переднюю поясную часть, которая соответствует передней части вокруг линии талии того, на ком надето поглощающее изделие; заднюю поясную часть, которая соответствует задней поясной части вокруг линии талии того, на ком надето поглощающее изделие; ластовицу, которая соответствует промежности того, на ком надето поглощающее изделие; и ножные отверстия, которые открыты на сторонах ластовицы. Передняя поясная часть и задняя поясная часть соединены друг с другом из верхней краевой части поглощающего изделия, из которой должна быть вставлена часть поясной линии того, на ком будет надето поглощающее изделие (то есть краевой части, соответствующей части талии того, на ком надето поглощающее изделие), к каждому ножному отверстию. Эти части, где передняя и задняя поясные части соединены друг с другом (в дальнейшем называемые соединенной частью), каждая образована из поясной части, включающей в себя поясные сборки, ножной части, включающей в себя ножные сборки, и посадочной на фигуре пользователя части, расположенной между поясными сборками и ножными сборками. Способ получения такого поглощающего изделия предусматривает этап соединения заданных областей первого полотна, которое составляет переднюю поясную часть, и второго полотна, которое составляет заднюю поясную часть, которые находятся в перекрывающемся состоянии, причем заданные области обеспечены для первого полотна и второго полотна с заданными интервалами в направлении транспортирования первого полотна и второго полотна (на производственном конвейере) и каждая область соответствует соединенной части. Например, известна технология соединения первого полотна и второго полотна путем генерирования ультразвуковых колебаний для заданной области посредством использования ультразвукового соединительного устройства (например, смотри патентную литературу 1). Ультразвуковое соединительное устройство включает в себя опорный ролик, который поддерживает первое полотно и второе полотно, и ультразвуковой механизм, который обращен к опорному ролику и который генерирует ультразвуковые колебания к заданной области между ним и опорным роликом. В частности, ультразвуковой механизм включает в себя ультразвуковой генератор, который генерирует ультразвуковые колебания, и ультразвуковую консоль, которая выводит ультразвуковые колебания,генерируемые ультразвуковым генератором, к заданной области. Ультразвуковая консоль включает в себя входную поверхность для приема ультразвуковых колебаний, генерируемых ультразвуковым генератором, и выходную поверхность для вывода ультразвуковых колебаний, вводимых во входную поверхность для заданной области. Следует отметить, что для вывода ультразвуковых колебаний к заданной области, как можно в более равной степени, ультразвуковой генератор и ультразвуковая консоль соединены во входной центральной области, включающей в себя центр входной поверхности, причем входная центральная область включает в себя центр выходной поверхности. Патентная литература Патентная литература 1: публикация Японской патентной заявкиHei 5-15551 (с. 2, 3 и 4). Краткое изложение сущности изобретения Однако вышеупомянутая стандартная технология имеет следующиепроблемы. В частности, поскольку ультразвуковой генератор соединен с ультразвуковой консолью во входной центральной области, ультразвуковые колебания, вводимые во входную поверхность из ультразвукового генератора, выводятся, уменьшаясь от выходной центральной области, соответствующей входной центральной области, с расстоянием от выходной центральной области. Другими словами, выход ультразвуковых колебаний уменьшается с расстоянием от выходной центральной области. Это делает прочность соединения первого полотна и второго полотна в области, соответствующей каждой посадочной на фигуре части пользователя, больше прочности соединения первого полотна и второго полотна в области, соответствующей каждой поясной части, а также прочности соединения первого полотна и второго полотна в области, соответствующей каждой ножной части. Таким образом, когда пользователь надевает и снимает поглощающее изделие (во время надевания и снимания), поясная часть и ножные части могут просто отделяться, что, следовательно, уменьшает долговечность (носкость) поглощающего изделия. Кроме того, если поясная часть может просто отделяться, то поглощающее изделие менее вероятно будет прилегать к области талии пользователя во время ношения пользователем поглощающего изделия. Между тем, если ножные части могут просто отделяться, то поглощающее изделие будет, вероятно, менее плотно прилегать вокруг ног пользователя во время ношения поглощающего изделия. Следовательно, экскременты пользователя могут просачиваться из поглощающего изделия (может ухудшиться, так называемое, предотвращение просачивания). Потенциальные способы решения вышеописанных проблем предусматривают прочное соединение всей заданной области (то есть увеличение всей прочности соединения). Однако если увеличивается прочность соединения всей заданной области, то становится трудно разорвать соединительную часть(ухудшается, так называемое, свойство демонтажа соединенной части), когда пользователь удаляет поглощающее изделие (в то время как он решил его выбросить как использованное). Как описано выше, помимо необходимости основных свойств, например улучшения долговечности поглощающего изделия во время надевания и снимания и улучшения способности предотвращения просачиванию во время ношения поглощающего изделия, требуется, чтобы поглощающее изделие имело дополнительные свойства, противоречащие основным свойствам, например свойство демонтажа, требуемое тогда, когда пользователь удаляет поглощающее изделие (в то время, когда он решил его выбросить). Таким образом, объектом настоящего изобретения является обеспечение способа получения поглощающего изделия, способного к получению поясной части и ножной части поглощающего изделия, способных к менее вероятному отделению при сохранении в то же самое время основных свойств поглощающего изделия, например долговечности и способности предотвращения просачивания, и дополнительных свойств, например его свойства демонтажа, когда заданная область, соответствующая соединенной части поглощающего изделия, соединена путем использования ультразвукового соединительного устройства. Для решения проблемы, описанной выше, настоящее изобретение имеет следующий характерный признак. Первым признаком настоящего изобретения является способ получения поглощающего изделия, включающего в себя первое полотно (полотно 10 А), которое составляет переднюю поясную часть(переднюю поясную часть 10), и второе полотно (второе полотно 20 А), которое составляет заднюю поясную часть (заднюю поясную часть 20). Способ предусматривает этап А транспортирования первого полотна и второго полотна в перекрывающемся состоянии между опорной частью (выступающей частью 220) и вибратором (ультразвуковой консолью 330), которые предусмотрены к ультразвуковому соединительному устройству (например, ультразвуковому соединительному устройству 100); и этап В соединения заданных областей (заданной области 60), предусмотренных для первого полотна и второго полотна с заданным интервалом в направлении транспортирования первого полотна и второго полотна, посредством выведения ультразвуковых колебаний из выходной части (выходной поверхности 332) вибратора к заданным областям, причем ультразвуковые колебания, генерируемые генератором (ультразвуковым генератором 310), обеспечиваются для ультразвукового соединительного устройства. В этом способе выходная часть включает в себя центральную выходную часть (центральную выходную часть 332 А),конфигурированную для выведения ультразвуковых колебаний к центральной области (центральной области 60 С) трех равных областей, в которой каждая заданная область разделена в поперечном направлении, пересекающем направление транспортирования; и обе концевые выходные части (обе концевые выходные части 332 В), конфигурированные для выведения ультразвуковых колебаний соответственно к обеим концевым областям, расположенным на обеих сторонах в поперечном направлении от центральной области, причем центральная максимальная амплитуда ультразвуковых колебаний, выводимая из центральной выходной части к центральной области, меньше концевой максимальной амплитуды ультразвуковых колебаний, выводимой из каждой из обеих концевых выходных частей к соответствующей одной из обеих концевых областей, а прочность центрального соединения центральной области, соединенной посредством центральной выходной части, меньше прочности концевого соединения каждой из обеих концевых областей, соединенной посредством соответствующей одной из обеих концевых выходных частей. В соответствии с настоящим изобретением представляется возможным обеспечение способа получения поглощающего изделия, который способен обеспечивать получение поясной части и ножной части с меньшей вероятностью отделения, при сохранении в то же самое время основных свойств, например долговечности и способности поглощающего изделия предотвращения просачивания, и дополнительных свойств, например свойства демонтажа, когда заданная область, соответствующая соединенной части поглощающего изделия, соединена при использовании ультразвукового соединительного устройства. Краткое описание сопроводительных чертежей Фиг. 1 - иллюстрация поглощающего изделия 1, соответствующего этому варианту осуществления; фиг. 2 - изометрическое изображение, иллюстрирующее ультразвуковое соединительное устройство 100, соответствующее этому варианту осуществления; фиг. 3 - вид сбоку (вид по стрелке А, показанной на фиг. 2), иллюстрирующий ультразвуковое соединительное устройство 100, соответствующее этому варианту осуществления; фиг. 4 - изометрическое изображение, иллюстрирующее ультразвуковой механизм 300, соответствующий этому варианту осуществления; фиг. 5 - вид сверху, иллюстрирующий ультразвуковой механизм 300, соответствующий этому варианту осуществления; фиг. 6 - график, иллюстрирующий изображение максимальной амплитуды, соответствующей этому варианту осуществления; фиг. 7 - схематическое изображение, иллюстрирующее способ получения поглощающего изделия 1,-2 020073 соответствующий этому варианту осуществления; фиг. 8 - иллюстрация ультразвукового соединительного устройства 101, соответствующего модификации; фиг. 9 - иллюстрация ультразвукового соединительного устройства 101 А, соответствующего первой модификации; фиг. 10 - иллюстрация ультразвукового соединительного устройства 101 В, соответствующего второй модификации ( 1); фиг. 11 - иллюстрация ультразвукового соединительного устройства 101 В, соответствующего второй модификации ( 2). Подробное описание предпочтительных вариантов осуществления Далее способ получения поглощающего изобретения, соответствующий настоящему изобретению,будет описан со ссылкой на сопроводительные чертежи. В частности, будут описаны (1) структура поглощающего изделия, (2) конструкция ультразвукового соединительного устройства, (3) работа ультразвукового соединительного устройства, (4) способ получения поглощающего изделия, (5) модификации и(6) другие варианты осуществления настоящего изобретения. Таким образом, конкретный размер и подобные параметры должны быть определены при рассмотрении следующего описания. Кроме того, нет необходимости говорить, что сопроводительные чертежи содержат части, где соотношения и пропорции размеров отличаются друг от друга. 1. Структура поглощающего изделия. Сначала со ссылкой на сопроводительные чертежи будет описана структура поглощающего изделия 1, соответствующая этому варианту осуществления. На фиг. 1(а) приведено изометрическое изображение, иллюстрирующее поглощающее изделие 1, соответствующее этому варианту осуществления. На фиг. 1(b) приведен вид верхней части (вид спереди), иллюстрирующий поглощающее изделие 1, соответствующее этому варианту осуществления. Как показано на фиг. 1, поглощающее изделие 1 предусмотрено с передней поясной частью 10, соответствующей передней части вокруг бедер пользователя, задней поясной частью 20, соответствующей задней поясной части вокруг бедер пользователя, ластовицей 30, соответствующей промежности пользователя, ножными отверстиями 40, которые открыты в боковых частях ластовицы 30. Передняя поясная часть 10 и задняя поясная часть 20 соединены между собой в верхней краевой части поглощающего изделия 1, в которой бедренная часть пользователя должна быть вставлена (то есть краевая часть, соответствующая талии пользователя) в ножные отверстия 40. Эти части, соединенные между собой (в дальнейшем, соединенная часть 50) образуют поясную часть 50W, включающую в себя поясные сборки 2, ножную часть 50L, включающую в себя ножные сборки 3, и посадочную на фигуре пользователя часть 50F, расположенную между поясными сборками 2 и ножными сборками 3. Передняя поясная часть 10 и задняя поясная часть 20 поддаются растяжению в направлении MD транспортирования первого полотна 10 А, которое составляет переднюю поясную часть 10 (смотри 2 или 3), и второго полотна 20 А, которое составляет заднюю поясную часть 20 (смотри 2 или 3). Например,передняя поясная часть 10 и задняя поясная часть 20 могут поддаваться растяжению в направлении MD транспортирования благодаря обеспечению вышеописанными поясными сборками 2 и могут поддаваться растяжению в направлении MD транспортирования благодаря образованию первого полотна 10 А и второго полотна 20 А из поддающегося растяжению листа. Ластовица 30 поддается растяжению в поперечном направлении CD, пересекающем направлениеMD транспортирования. Например, ластовица 30 может поддаваться растяжению в поперечном направлении CD благодаря обеспечению вышеописанных ножных сборок 3 и может поддаваться растяжению в поперечном направлении CD благодаря образованию первого полотна 10 А и второго полотна 20 А из поддающегося растяжению листа. 2. Конструкция ультразвукового соединительного устройства. Далее со ссылкой на сопроводительные чертежи будет описана конструкция ультразвукового соединительного устройства 100, соответствующего этому варианту осуществления. На фиг. 2 приведено изометрическое изображение, иллюстрирующее ультразвуковое соединительное устройство 100, соответствующее этому варианту осуществления. На фиг. 3 приведен вид сбоку (вид по стрелке А, показанной на фиг. 2), иллюстрирующий ультразвуковое соединительное устройство 100, соответствующее этому варианту осуществления. Как показано на фиг. 2 и 3, ультразвуковое соединительное устройство 100 соединяет первое полотно 10 А и второе полотно 20 А посредством выходных ультразвуковых колебаний к заданной области 60. Ультразвуковое соединительное устройство 100 включает в себя опорный ролик 200, ультразвуковой механизм 300 и направляющие ролики 400. 2-1. Конструкция опорного ролика. Сначала со ссылкой на фиг. 2 и 3 будет описана конструкция опорного ролика 200. Как показано на фиг. 2 и 3, опорный ролик 200 транспортирует первое полотно 10 А и второе полотно 20 А в направленииMD транспортирования, кроме того, поддерживает первое полотно 10 А и второе полотно 20 А. Опорный ролик 200 образован в цилиндрической конфигурации и предусмотрен с основной частью 210, которая вращается в направлении MD транспортирования на центральном валу (не показанном), и выступающими частями 220 (опорными частями), которые предусмотрены во внешней периферии опорного ролика 200 и выступают наружу в диаметральном направлении опорного ролика 200 из основной части 210. Выступающие части 220 приходят в контактное взаимодействие с ультразвуковой консолью 330,которая составляет ультразвуковой механизм 300, описываемый позднее, с первым полотном 10 А и вторым полотном 20 А, расположенными между ними. Другими словами, выступающие части 220 работают с ультразвуковым механизмом 300 для сдавливания (сжатия) первого полотна 10 А и второго полотна 20 А. Множество выступающих частей 220 предусмотрено независимо. Независимые выступающие части 220 расположены так, чтобы совмещаться в направлении MD транспортирования в основной части 210. В частности, выступающая часть 220 включает в себя две первые выступающие части 221, 221', соответственно предусмотренные в положениях, смещенных на половину диаметра опорного ролика 200, и две вторые выступающие части 222, 222', которые смежны задней стороне в направлении вращения первых выступающих частей 221, 221' соответственно. Первые выступающие части 221, 221' и вторые выступающие части 222, 222' расположены так, чтобы устанавливаться в заданных областях 60 первого полотна 10 А и второго полотна 20 А, причем заданные области 60 расположены с заданными интервалами (D1) в направлении MD транспортирования. В этом случае заданная область 60 соответствует соединенной части 50 поглощающего изделия 1. В частности, заданная область 60 образована из первой заданной области 61 и второй заданной области 62,которая смежна первой заданной области 61, с интервалом (D2), меньшим заданного интервала (D1) в направлении MD транспортирования. Другими словами, как показано на фиг. 3, поворотное расстояние (R1) между первыми выступающими частями 221, 221' и поворотное расстояние (R2) между вторыми выступающими частями 222, 222' соответствуют расстоянию между первыми заданными областями 61 (то есть вышеописанному заданному интервалу (D1. Кроме того, поворотное расстояние (R3) от первой выступающей части 221 до второй выступающей части 222 и поворотное расстояние (R3') от первой выступающей части 221' до второй выступающей части 222' соответствуют расстоянию от первой заданной области 61 до второй заданной области 62 (то есть вышеописанному интервалу (D2. В этом случае, хотя выступающие части 220 включают в себя всего четыре выступающих части из двух первых выступающих частей 221, 221' и двух вторых выступающих частей 222, 222', число выступающих частей 220 не обязательно должно быть четыре и их интервал размещения и число адекватно выбирают в соответствии с диаметром опорного ролика 200. 2-2. Конструкция ультразвукового механизма. Затем со ссылкой на фиг. 2-5 будет описана конструкция ультразвукового механизма. На фиг. 4 приведено изометрическое изображение, иллюстрирующее ультразвуковую консоль 330, соответствующее этому варианту осуществления. На фиг. 5(а) приведен вид спереди (вид по стрелке В, показанной на фиг. 4), иллюстрирующий ультразвуковую консоль 330, соответствующий этому варианту осуществления. На фиг. 5(b) приведен вид сбоку (вид по стрелке С, показанной на фиг. 4), иллюстрирующий ультразвуковую консоль 330, соответствующий этому варианту осуществления. Как показано на фиг. 2 и 3, ультразвуковой механизм 300 работает с первыми выступающими частями 221, 221' и вторыми выступающими частями 222, 222' для сдавливания первого полотна 10 А и второго полотна 20 А так, чтобы ультразвуковые колебания прикладывались к заданной области 60 первого полотна 10 А и второго полотна 20 А. Ультразвуковой механизм 300 предусмотрен с ультразвуковым генератором 310, усилителем 320 и ультразвуковой консолью 330 (вибратором). 2-2-1. Ультразвуковой генератор. Как показано на фиг. 3, ультразвуковой генератор 310 генерирует ультразвуковые колебания к ультразвуковой консоли 330 через посредство усилителя 320. Ультразвуковой генератор 310 соединен с усилителем 320. 2-2-2. Усилитель. Как показано на фиг. 3, усилитель 320 усиливает ультразвуковые колебания, генерируемые ультразвуковым генератором 310. Усилитель 320 закреплен на прижимном рычаге 340, который регулирует высоту ультразвуковой консоли 330. Усилитель 320 передает усиленные ультразвуковые колебания к ультразвуковой консоли 330. 2-2-3. Ультразвуковая консоль. Как показано на фиг. 3, ультразвуковая консоль 330 прижимает заданную область 60, соответствующую соединенной части 50 поглощающего изделия 1, к стороне опорного ролика 200 и прикладывает ультразвуковые колебания к заданной области 60. Другими словами, ультразвуковая консоль 330 работает с первыми выступающими частями 221, 221' и вторыми выступающими частями 222, 222' для сдавливания заданной области 60. Ультразвуковая консоль 330 соединена с прижимным рычагом 340 посредством усилителя 320. Как показано на фиг. 4 и 5, ультразвуковая консоль 330 имеет ширину (W2) в поперечном направ-4 020073 лении CD больше ширины (W1) в направлении MD транспортирования. Ультразвуковая консоль 330 включает в себя входную поверхность 331, в которую вводятся ультразвуковые колебания, генерируемые ультразвуковым генератором 310, выходную поверхность 332 (выходную часть), которая выводит ультразвуковые колебания, вводимые во входную поверхность 331, к заданной области 60 и боковую поверхность 333, предусмотренную между входной поверхностью 331 и выходной поверхностью 332. Усилитель 320 соединен с входной центральной областью, включающей в себя центр входной поверхности 331. Входная центральная область входной поверхности 331 углублена больше областей вне входной центральной области в поперечном направлении CD. Выходная поверхность 332 включает в себя центральную выходную часть 332 А, которая выводит ультразвуковые колебания к центральной области 60 С из трех равных областей, причем заданная область 60 разделена в поперечном направлении CD, обе концевые выходные части 332 В, которые выводят ультразвуковые колебания к обеим концевым областям 60S, расположенным на обеих сторонах в поперечном направлении CD от центральной области 60 С, из трех равных областей, на которые разделена заданная область 60. Боковая поверхность 333 является поверхностью вдоль направления MD транспортирования и включает в себя пару первый боковых поверхностей 333 А, обращенных друг от друга, и пару вторых боковых поверхностей 333 В, имеющих поверхности вдоль поперечного направления CD, ширина которых больше ширины первых боковых поверхностей 333 А, и обращенных друг от друга. В каждой первой боковой поверхности 333 А образован желобок, который является вогнутым в форме дуги от одной первой боковой поверхности 333 А к другой первой боковой поверхности 333 А. Во вторых боковых поверхностях 333 В образованы сквозные каналы 335, которые проникают из одной второй боковой поверхности 333 В к другой второй боковой поверхности 333 В. Ультразвуковая консоль 330 включает в себя часть 336 большой ширины, имеющую большую ширину между вторыми боковыми поверхностями 333 В (то есть расстояние в направлении MD транспортирования), часть 337 небольшой ширины, имеющую расстояние между вторыми боковыми поверхностями 333 В меньше расстояния части 336 большой ширины, а ширину направлении MD транспортирования больше ширины части 337 небольшой ширины, если смотреть сбоку (фиг. 5(b ультразвуковой консоли 330. Часть 336 большой ширины расположена на стороне, более близкой к входной поверхности 331,чем центр в направлении высоты ультразвуковой консоли 330. Часть 337 небольшой ширины расположена на стороне, более близкой к выходной поверхности 332, чем часть 336 большой ширины. Часть 336 большой ширины продолжается в части 337 небольшой ширины в форме дуги. Часть 338 средней ширины расположена ближе к стороне выходной поверхности 332, чем часть 337 небольшой ширины. Часть 337 небольшой ширины продолжается в части 338 средней ширины в форме дуги. 2-3. Конструкция направляющего ролика. Направляющие ролики 400 поддерживают первое полотно 10 А и второе полотно 20 А. В частности,направляющий ролик 400 включает в себя первый направляющий ролик 410 и второй направляющий ролик 420, который предусмотрен на задней стороне в направлении MD транспортирования, чем первый направляющий ролик 410. Первый направляющий ролик 410 ведет первое полотно 10 А и второе полотно 20 А между опорным роликом 200 и ультразвуковой консолью 330. Второй направляющий ролик 420 направляет первое полотно 10 А и второе полотно 20 А к следующему этапу после того, как первое полотно 10 А и второе полотно 20 А прошли между опорным роликом 200 и ультразвуковой консолью 330 для того, чтобы подвергаться выходным ультразвуковым колебаниям в заданной области 60. 3. Работа ультразвукового соединительного устройства. Далее со ссылкой на фиг. 6 будет описана работа ультразвукового соединительного устройства 100. На фиг. 6 приведен график, иллюстрирующий изображение максимальной амплитуды, соответствующей этому варианту осуществления. В ультразвуковом соединительном устройстве 100 опорный ролик 200, то есть выступающая часть 220, вращается в ассоциации с транспортированием первого полотна 10 А и второго полотна 20 А. В это время выступающая часть 220 и ультразвуковая консоль 330 работают вместе для сдавливания первого полотна 10 А и второго полотна 20 А. В соответствии с этим, ультразвуковые колебания, генерируемые ультразвуковым генератором 310, выводятся к заданной области 60 первого полотна 10 А и второго полотна 20 А из ультразвуковой консоли 330. В это время, как показано на фиг. 6 сплошной линией, центральная максимальная амплитуда ультразвуковых колебаний, выводимых из центральной выходной части 332 А к центральной области 60 С,меньше концевой максимальной амплитуды ультразвуковых колебаний, выводимых из каждой из обеих боковых концевых выходных частей 332 В к соответствующей одной из обеих концевых областей 60S,вследствие вышеописанной формы ультразвуковой консоли 330. По этой причине прочность центрального соединения центральной области 60 С, соединенной посредством центральной выходной части 332 А, меньше прочности концевого соединения каждой из обеих концевых областей 60S, соединенной посредством соответствующей одной из обеих концевых выходных частей 332 В. В этом случае, ультразвуковые колебания преобразуются из электрической энергии посредством ультразвукового генератора 310. Ультразвуковые колебания, преобразуемые таким образом, превращаются в продольные колебания в направлении диаметра опорного ролика 200 посредством ультразвуковой консоли 330, после того как их амплитуда была усилена через посредство усилителя 320. Выходная поверхность 332 на стороне опорного ролика 200 ультразвуковой консоли 330 работает с выступающими частями 220 для сдавливания первого полотна 10 А и второго полотна 20 А так, чтобы ультразвуковые колебания прикладывались к заданной области 60. 4. Способ получения поглощающего изделия. Далее со ссылкой на сопроводительные чертежи будет описан способ получения поглощающего изделия. На фиг. 7 приведено схематическое изображение, иллюстрирующее способ получения поглощающего изделия 1, соответствующий этому варианту осуществления. Как показано на фиг. 7, способ получения поглощающего изделия 1 предусматривает, по меньшей мере, этап размещения элементов, этап образования ножных отверстий, этап складывания, этап соединения и этап резки. В этом случае, непрерывная основная часть, включающая в себя первое полотно 10 А,которое составляет переднюю поясную часть 10, и второе полотно 20 А, которое включает в себя заднюю поясную часть 20, транспортируют посредством не показанного транспортера (например, посредством ленточного транспортера) между каждым этапом. 4-1. Этап размещения элементов. На этапе размещения элементов различные элементы размещают на непрерывной основной части,включающей в себя первое полотно 10 А и второе полотно 20 А (например, непрерывной основной части внешнего листа) посредством устройства 500 для монтажа элементов. Различные элементы включают в себя сборки (поясные сборки 2 и ножные сборки 3), непромокаемый материал, поглощающий элемент,верхний лист (не показанный), например. 4-2. Этап образования ножных отверстий. На этапе образования ножных отверстий резальный ролик 600 образует ножные отверстия 40 (то есть отверстия для ног) в непрерывной основной части, на которой размещены различные элементы после этапа размещения элементов. 4-3. Этап складывания. На этапе складывания фальцевальное устройство 700 складывает пополам непрерывную основную часть, в которой ножные отверстия 40 образованы после этапа образования ножных отверстий. Другими словами, на этапе складывания первое полотно 1 А и второй полотно 20 А перекрывают друг друга. 4-4. Этап соединения. На этапе соединения, после этапа складывания, ультразвуковые колебания, генерируемые ультразвуковым генератором 310, который составляет вышеописанное ультразвуковое соединительное устройство 100, выводятся в заданную область 60 первого полотна 10 А и второго полотна 20 А из выходной поверхности 332 ультразвуковой консоли 330 так, чтобы соединять заданную область 60. В этом случае, первое полотно 10 А и второе полотно 20 А транспортируют перекрывающимися между опорным роликом 200 и ультразвуковой консолью 330 посредством вышеописанного транспортера. 4-5. Этап резки. На этапе резки, после этапа соединения, режущее устройство 800 режет участок между первой заданной областью 61 и второй заданной областью 62 в поперечном направлении CD так, чтобы образовывалось поглощающее изделие 1. В соответствии с этим вариантом осуществления центральная максимальная амплитуда ультразвуковых колебаний меньше их концевой максимальной амплитуды. По этой причине прочность центрального соединения меньше прочности концевых соединений. Таким образом, когда пользователь надевает или снимает поглощающее изделие 1 (во время одевания и раздевания), поясной части 50W и ножной части 50L становится трудно отделяться, увеличивая в соответствии с этим долговечность поглощающего изделия 1. Кроме того, поскольку поясная часть 50W просто не отделяется, когда пользователь надевает поглощающее изделие 1 (во время одевания), поглощающее изделие 1 просто пригоняет поясную часть по фигуре пользователя. Между тем, поскольку ножная часть 50L просто не отделяется, предотвращая в соответствии с этим просачивание экскрементов пользователя из ножной части 50L (так называемому ухудшению способности предотвращения просачивания). Кроме того, поскольку прочность соединения всей заданной области 60 не становится большой, то когда пользователь удаляет поглощающее изделие 1 для того, чтобы его выбросить, оно просто рвется в соединительной части 50 (улучшается так называемое свойство демонтажа). Во время обычного удаления участок от поясной части 50W до ножной части 50L может прекрасно отделяться без разрыва первого полотна 10 А и второго полотно 20 А в поясном направлении благодаря отделению соединенной части от поясной части 50W. Как описано выше, поясная часть 50W и ножная часть 50L поглощающего изделия 1 может быть сделана менее вероятной для отделения, сохраняя в то же самое время основные свойства, требуемые первоначально, например долговечность поглощающего изделия 1 во время надевания и снимания и улучшение способности предотвращения просачивания во время надевания, и дополнительные свойства,-6 020073 например свойство демонтажа во время удаления. 5. Модификации. Ультразвуковое соединительное устройство 100, соответствующее вышеописанному варианту осуществления настоящего изобретения, может быть изменено следующим образом. Следует отметить, что подобными ссылочными номерами указаны элементы, подобные элементам ультразвукового соединительного устройства 100, соответствующего вышеописанному варианту осуществления, и будут, главным образом, описаны отличные части. Ультразвуковое соединительное устройство 100, соответствующее вышеописанному варианту осуществления, включает в себя ультразвуковую консоль 330. С другой стороны, ультразвуковое соединительное устройство 101, соответствующее модификации, включает в себя множество ультразвуковых консолей 330. Ультразвуковая консоль 330, которая составляет ультразвуковое соединительное устройство 101, соответствующее модификации, не имеет специальной формы, но имеет общую форму, как в вышеописанном варианте осуществления. В частности, как показано на фиг. 8, выходная поверхность 332 в ультразвуковой консоли 330, соответствующей модификации, включает в себя центральную часть 332 С, расположенную в центральной из трех частей, в которой выходная поверхность 332 равномерно разделена, и обе концевые части 332D,расположенные на обеих сторонах центральной части 332 С в поперечном направлении CD. Ультразвуковая консоль 330, соответствующая модификации, соединена с ультразвуковым генератором 310 во входной центральной области, включающей в себя центр входной поверхности 331, соответствующий выходной центральной области, которая включает в себя центр выходной поверхности 332. Таким образом, максимальная амплитуда ультразвуковых колебаний, выводимая из центральной части 332 С, больше максимальной амплитуды ультразвуковых колебаний, выводимой из обеих концевых частей 332D. 5-1. Первая модификация. Сначала со ссылкой на сопроводительные чертежи будет описана конструкция ультразвукового соединительного устройства 101 А, соответствующая первой модификации. На фиг. 9 приведена иллюстрация ультразвукового соединительного устройства 101 А, соответствующего первой модификации. Как показано на фиг. 9, ультразвуковое соединительное устройство 101 А предусмотрено с двумя ультразвуковыми консолями 330. Другими словами, независимо предусмотрены две ультразвуковые консоли 330. Ультразвуковые генераторы 310 (не показанные на фиг. 9, смотри 3), описанные в варианте осуществления, соответственно предусмотрены для двух независимых ультразвуковых консолей 330. Две ультразвуковые консоли 330 расположены так, чтобы быть совмещенными в поперечном направлении CD. Положение крепления каждой из двух ультразвуковых консолей 330 может быть отрегулировано индивидуально. Другими словами, представляется возможным регулировать клиренсы, изменения, относительное положение или подобные параметры двух ультразвуковых консолей 330 с выступающими частями 220 опорного ролика 200. Например, две ультразвуковые консоли 330 являются подвижными в поперечном направлении CD, направлении MD транспортирования, направлении диаметра опорного ролика 200 и подобных направлениях. Два ультразвуковых генератора 310, предусмотренные на двух ультразвуковых консолях 330, генерируют подобные ультразвуковые колебания соответственно. По этой причине максимальная амплитуда ультразвуковых колебаний, выводимая из центральной части 332 С, больше максимальной амплитуды ультразвуковых колебаний, выводимой из обеих концевых частей 332D (смотри пунктирную линию на фиг. 6). Две выходные поверхности 332, которые составляют две ультразвуковые консоли 330, совмещенные в поперечном направлении CD, предусмотрены с центральной выходной частью 332 А и обеими концевыми выходными частями 332 В. Другими словами, центральная выходная часть 332 А и обе концевые выходные части 332 В образованы из выходных поверхностей 332, которые составляют две ультразвуковые консоли 330, совмещенные в поперечном направлении CD. Другими словами, центральная выходная часть 332 А образована из одной концевой части 332D одной ультразвуковой консоли 330 и одной концевой части 332D другой ультразвуковой консоли 330. Обе концевые выходные части 332 В образованы из частей, других, чем концевые части 332D, которые составляют центральную выходную часть 332 А. Таким образом, поскольку две ультразвуковые консоли 330 расположены так, чтобы совмещаться в поперечном направлении CD, центральная максимальная амплитуда ультразвуковых колебаний, выводимых из центральной выпускной части 332 А к центральной области 60 С, меньше концевой максимальной амплитуды ультразвуковых колебаний, выводимых из каждой их обеих концевых выходных частей 332 В к соответствующей одной из обеих концевых областей 60S. По этой причине прочность центрального соединения центральной области 60 С, соединенной посредством центральной выходной части 332 А, становится меньше прочности концевого соединения каждой из обеих концевых областей, соединенных посредством соответствующей одной из обеих концевых выходных частей 332 В. В соответствии с ультразвуковым соединительным устройством 101 А, соответствующим первой модификации, поясная часть 50W и ножная часть 50L поглощающего изделия 1 могут быть сделаны трудными для отделения, в то же время сохраняя основные свойства и дополнительные свойства, как в случае с работой и эффектом вышеописанного варианта осуществления. Кроме того, поскольку ультразвуковая консоль 330, соответствующая первой модификации, не обязательно должна быть специальной формы, для ультразвуковой консоли 330 может быть использовано изделие общего назначения. В соответствии с ультразвуковым соединительным устройством 101 А, соответствующим первой модификации, поскольку положение крепления каждой из двух ультразвуковых консолей 330 может быть отрегулировано индивидуально, то можно регулировать выход ультразвуковых колебаний из обеих концевых выходных частей 332 В. Например, изменение интервала между двумя ультразвуковыми консолями 330, совмещенными в поперечном направлении CD, и выступающими частями 220 опорного ролика 200 (то есть клиренс в центральной выходной части 332 А), делает возможным регулирование соотношения между давлением ультразвуковых колебаний в центральной выходной части 332 А и давлением ультразвуковых колебаний в обеих концевых частях 332 В. Кроме того, изменение относительного положения двух ультразвуковых консолей 330 делает возможным регулирование соотношения между центральной максимальной амплитудой и концевой максимальной амплитудой. 5-2. Вторая модификация. Сначала со ссылкой на сопроводительные чертежи будет описана конструкция ультразвукового соединительного устройства 101 В. На фиг. 10 приведена иллюстрация ультразвукового соединительного устройства 101 В, соответствующего второй модификации. Как показано на фиг. 10, ультразвуковое соединительное устройство 101 В предусмотрено с тремя ультразвуковыми консолями 330. Другими словами, три ультразвуковые консоли 330 предусмотрены независимо. Ультразвуковые генераторы 310 (не показанные на фиг. 10, смотри 3), описанные в варианте осуществления, соответственно предусмотрены к трем независимым ультразвуковым консолям 330. Три ультразвуковые консоли 330 расположены так, чтобы быть совмещенными в поперечном направленииCD. Положение крепления каждой из трех ультразвуковых консолей может быть отрегулировано индивидуально. Другими словами, представляется возможным регулирование клиренсов, изменений, относительного положения или подобных параметров трех ультразвуковых консолей 330 с выступающими частями 220 опорного ролика 200. Например, три ультразвуковые консоли 330 являются подвижными в поперечном направлении CD, направлении MD транспортирования, направлении диаметра опорного ролика 200 и подобном направлении. Ультразвуковые колебания, генерируемые ультразвуковым генератором 310, расположенные в центре трех ультразвуковых генераторов 310, предусмотренных на трех ультразвуковых консолях 330,меньше ультразвуковых колебаний, генерируемых другими ультразвуковыми генераторами 310 (смотри штрихпунктирную линию фиг. 6). Три выходные поверхности 332, которые составляют три ультразвуковые консоли 330, совмещенные в поперечном направлении CD, предусмотрены с центральной выходной частью 332 А и обеими концевыми выходными частями 332 В. Другими словами, центральная выходная часть 332 А и обе концевые выходные части 332 В образованы из выходных поверхностей 332, которые составляют три ультразвуковые консоли 330, совмещенные в поперечном направлении CD. Другими словами, центральная выходная часть 332 А образована из выходной поверхности 332 ультразвуковой консоли 330', расположенной в центре трех ультразвуковых консолей 330. Обе концевые выходные части 332 В образованы из выходных поверхностей 332 в двух ультразвуковых консолях 330",расположенных на обеих сторонах ультразвуковой консоли 330' в поперечном направлении CD. Таким образом, центральная максимальная амплитуда ультразвуковых колебаний, выводимая из центральной выходной части 332 А к центральной области 60 С, может быть получена меньшей концевой максимальной амплитуды ультразвуковых колебаний, выводимой из каждой из обеих концевых выходных частей 332 В для соответствующей одной из обеих концевых областей. По этой причине прочность центрального соединения центральной области 60 С, соединенной посредством центральной выходной части 332 А, становится меньше прочности концевого соединения каждой из обеих концевых областей,соединенных посредством соответствующей одной из обеих концевых выходных частей 332 В. Хотя в описании этого изобретения было указано, что три ультразвуковые консоли 330 расположены так, чтобы быть совмещенными в поперечном направлении CD в ультразвуковом соединительном устройстве 101 В, соответствующем второй модификации, это не является ограничением, как показано на фиг. 11, ультразвуковая консоль 330' может смещаться в направлении MD транспортирования (то есть в направлении вращения опорного ролика 200) относительно других двух ультразвуковых консолей 330. В соответствии с ультразвуковым соединительным устройством 101 В, соответствующим второй модификации, поясная часть 50W и ножная часть 50L поглощающего изделия 1 могут быть сделаны трудными для отделения, сохраняя в то же самое время основные свойства и дополнительные свойства,как в случае с работой и эффектом вышеописанного варианта осуществления. Кроме того, поскольку ультразвуковая консоль 330, соответствующая второй модификации, не обязательно должна иметь специальную форму, как в случае с первой модификацией, для ультразвуковой консоли 330 может быть использовано изделие общего назначения. В соответствии с ультразвуковым соединительным устройством 101 В, соответствующим второй модификации, поскольку положение крепления каждой из трех ультразвуковых консолей 330 может быть отрегулировано индивидуально, представляется возможным регулирование выхода ультразвуковых колебаний из центральной выходной части 332 А и выхода ультразвуковых колебаний из обеих концевых выходных частей 332 В. Например, изменение интервала между тремя ультразвуковыми консолями 330, совмещенными в поперечном направлении CD, и выступающими частями 220 опорного ролика 200 (то есть клиренса в центральной выходной части 332 А) делает возможным регулирование соотношения между давлением ультразвуковых колебаний в центральной выходной части 332 А и давлением ультразвуковых колебаний в обеих концевых выходных частях 332 В. Кроме того, изменение относительного положения трех ультразвуковых консолей 330 делает возможным регулирование соотношения между центральной максимальной амплитудой и концевой максимальной амплитудой. 6. Другие варианты осуществления. Как описано выше, содержимое настоящего изобретения было изложено в вариантах осуществления настоящегоизобретения. Однако не должно быть очевидным, что изложение и чертежи, которые составляют часть этого описания, ограничивают настоящее изобретение. Квалифицированным специалистам в этой области техники станут очевидными различные альтернативные варианты осуществления,примеры и рабочие технологии. Например, варианты осуществления настоящего изобретения могут быть изменены следующим образом. В частности, ультразвуковое соединительное устройство описано в качестве примера и не обязательно должно ограничивать устройство, описанное в вариантах осуществления. Нет необходимости говорить, что может быть использовано устройство, которое может прикладывать ультразвуковые колебания к заданной области 60 первого полотна 10 А и второго полотна 20 А в области, соответствующей соединенной части 50 поглощающего изделия 1. Кроме того, нет ограничения, в частности, относительно формы, структуры, расположения и подобных параметров ультразвуковой консоли 330, и подобным образом нет ограничения, в частности, относительно формы, структуры и расположения и подобных параметров опорного ролика 200 (выступающей части 220), и они могут быть выбраны соответственно в зависимости от цели. Таким образом, настоящее изобретение, естественно, включает в себя различные варианты осуществления и подобные варианты реализации, которые не были описаны в этом изобретении. Таким образом, технический объем настоящего изобретения ограничен только сущностью изобретения, соответствующей прилагаемой формуле изобретения, которая адекватна вышеприведенному описанию. Следует отметить, что все содержимое японской патентной заявки 2008-289309 (поданной 11 ноября 2008 года) включено в это описание в качестве ссылки. Промышленная применимость Как описано выше, способ получения поглощающего изделия, соответствующий настоящему изобретению, является предпочтительным, поскольку он делает возможным обеспечение способа получения поглощающего изделия, способного производить поясную часть и ножную часть поглощающего изделия менее вероятно отделяемыми, в то же самое время сохраняя основные свойства, например долговечность и способность поглощающего изделия предотвращать просачивание, и дополнительные свойства, например его свойство демонтажа, когда заданная область, соответствующая соединенной части поглощающего изделия, соединена при использовании ультразвукового соединительного устройства, и, таким образом, является полезным в способе получения подгузника одноразового использования. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения поглощающего изделия, включающего в себя первое полотно (10 А), которое составляет переднюю поясную часть (10), и второе полотно (20 А), которое составляет заднюю поясную часть (20), в котором на этапе А транспортируют первое полотно (10 А) и второе полотно (20 А) в перекрывающемся состоянии между опорной частью (220) и вибратором (330) ультразвукового соединительного устройства(100) с генератором (310) ультразвуковых колебаний; на этапе В соединяют заданные области (60) первого полотна (10 А) и второго полотна (20 А) через заданные интервалы в направлении (MD) подачи первого полотна (10 А) и второго полотна (20 А) посредством вибратора (330), управляемого генератором (310) ультразвуковых колебаний, при этом выходная часть (332) вибратора (330) содержит центральную и концевые выходные части (332 А, 332 В), ориентированные заданным областям (60), каждая из которых содержит в поперечном направлении, пересекающем направление (MD) подачи, равные центральную область (60 С) и концевые области (60S), расположенные на обеих сторонах центральной области (60 С); центральная выходная часть (332 А) воздействует колебаниями на центральную область (60 С); обе концевые выходные части (332 В) воздействуют колебаниями на соответствующие концевые области (60S), при этом соединение заданных областей (60) выполняют так, что прочность центрального соединения центральной области (60 С) меньше прочности концевого соединения каждой из концевых областей (60S) в поперечном направлении (CD), пересекающем направление (MD) подачи, для чего управляют центральной выходной частью (332 А) ультразвуковыми колебаниями с максимальной амплитудой, меньшей чем максимальная амплитуда ультразвуковых колебаний, управляемых каждой из обеих концевых выходных частей (332 В). 2. Способ по п.1, в котором на этапе В соединения заданных областей (60) используют множество независимых вибраторов (330) и используют ультразвуковой генератор (310) для каждого независимого вибратора (330). 3. Способ по п.2, в котором на этапе В соединения заданных областей (60) используют независимые генераторы, расположенные так, чтобы быть совмещенными в поперечном направлении (CD). 4. Способ по любому одному из пп.1-3, в котором на этапе А дополнительно используют множество независимых опорных частей (220) и располагают независимые опорные части (220) так, что они совмещены в направлении (MD) подачи. 5. Способ по любому одному из пп.1-4, в котором на этапе В соединения заданных областей (60) дополнительно изменяют форму вибратора (330) так, что прочность центрального соединения становится меньше прочности концевого соединения. 6. Способ по любому одному из пп.1-5, дополнительно предусматривающий этап С, где перекрывают первое полотно и второе полотно перед этапом А. 7. Способ по любому одному из пп.1-6, в котором каждая заданная область включает в себя первую заданную область и вторую заданную область, которая является смежной первой заданной области с интервалом,меньшим заданного интервала в направлении подачи,дополнительно предусматривающий после этапа В этап D, где разрезают первое и второе полотна по линии между первой заданной областью и второй заданной областью в поперечном направлении для образования поглощающего изделия.
МПК / Метки
МПК: A61F 13/15, A61F 13/49, B29C 65/08
Метки: поглощающего, получения, способ, изделия
Код ссылки
<a href="https://eas.patents.su/14-20073-sposob-polucheniya-pogloshhayushhego-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения поглощающего изделия</a>
Способ получения поглощающего изделия
Номер патента: 18819
Опубликовано: 30.10.2013
Автор: Ямамото Хироки
МПК: A61F 13/15, A61F 13/49
Метки: изделия, способ, получения, поглощающего
Формула / Реферат:
1. Способ получения поглощающего изделия, содержащего область ножных отверстий, область (3) ластовицы и эластичный элемент, проходящий от области (2) ножных отверстий к области ластовицы, в которомразмещают непрерывный эластичный элемент (4А, 5А) в заданной форме, по меньшей мере, на поверхности первого полотна (7А), транспортируемого непрерывно, и располагая одновременно непрерывный эластичный элемент в направлении, пересекающем направление...
Способ получения поглощающего изделия
Номер патента: 19988
Опубликовано: 30.07.2014
Автор: Ямамото Хироки
МПК: B65H 45/09, A61F 13/49, A61F 13/15...
Метки: способ, изделия, получения, поглощающего
Формула / Реферат:
1. Способ получения поглощающего изделия, в которомна этапе технологического процесса образования ножной периферийной области полотно (10) непрерывно подают в направлении подачи (MD) на транспортной ленте (122);на этапе технологического процесса складывания полотна (10) складывают полотно по средней линии (CL) пополам в поперечном направлении (CD), перпендикулярном направлению (MD) подачи полотна, чтобы область (12) второй половины полотна...
Поддающийся растяжению нетканый материал, поглощающее изделие и способ получения поглощающего изделия
Номер патента: 15784
Опубликовано: 30.12.2011
Авторы: Томиока Масахару, Нома Шинджи, Хашимото Татсуя, Тсуджи Томоко, Киношита Акиоши, Года Хайдефуми, Мукаи Хиротомо
МПК: D04H 1/54, D04H 3/00, D04H 1/42...
Метки: поглощающее, изделие, способ, материал, изделия, поглощающего, получения, поддающийся, растяжению, нетканый
Формула / Реферат:
1. Поддающийся растяжению нетканый материал, содержащийподдающиеся растяжению термопластичные волокна;термоадгезивные волокна, имеющие более низкую температуру плавления, чем поддающиеся растяжению термопластичные волокна; изоны низкой способности к растяжению в средней области материала, образованные посредством сплавления между собой, по меньшей мере, термоадгезивных волокон, в которых способность к растяжению ниже, чем способность к...
Аппарат для получения поглощающего элемента абсорбирующего изделия
Номер патента: 19415
Опубликовано: 31.03.2014
Автор: Ишикава Масахико
МПК: A61F 13/472, A61F 13/15, A61F 13/49...
Метки: поглощающего, абсорбирующего, изделия, элемента, получения, аппарат
Формула / Реферат:
1. Аппарат для получения поглощающего элемента абсорбирующего изделия, содержащийформовочный элемент, дно которого представляет собой воздухопроницаемый рабочий орган с отверстиями, на который осаждают материал, поглощающий жидкость;армирующий элемент для усиления воздухопроницаемого рабочего органа посредством его наложения на воздухопроницаемый рабочий орган в направлении толщины;армирующий элемент выполнен в виде сетки, образованной...
Способ получения поглощающего покрытия на основе золь-гель технологии для гелиотермических систем
Номер патента: 14263
Опубликовано: 29.10.2010
Автор: Эс-Зоуни Мохаммед
МПК: C23C 18/02, F24J 2/48
Метки: технологии, основе, золь-гель, способ, систем, получения, поглощающего, гелиотермических, покрытия
Формула / Реферат:
1. Способ получения поглощающего солнечное излучение покрытия, при осуществлении которого на подложку по золь-гель технологии наносят покрытие из раствора титансодержащего предшественника с получением слоя из диоксида титана и покрытую подложку подвергают термической обработке для пиролиза и кристаллизации нанесенного на нее слоя, отличающийся тем, что к раствору титансодержащего предшественника перед нанесением покрытия добавляют ионы серебра в...
Предыдущий патент: Способ получения спирта
Следующий патент: Способ получения поглощающего изделия и аппарат для получения поглощающего изделия
Случайный патент: Усовершенствованные способы изготовления подложек