Паропропускающая водонепроницаемая подошва для ботинок, ботинок с такой подошвой и способ изготовления таких подошвы и ботинка
Формула / Реферат
1. Паропропускающая и водонепроницаемая подошва для ботинок, содержащая
протектор (14, 114, 214), выполненный с множеством сквозных отверстий (15, 115, 215);
многослойный набор (16, 116, 216), который размещен таким образом, чтобы накладываться на область, в которой имеются указанные сквозные отверстия (15, 115, 215), и содержит мембрану (17, 117, 217), пропускающую водяной пар и не пропускающую жидкости, и защитный паропропускающий или выполненный с отверстиями слой (18, 118, 218), который размещен непосредственно под указанной мембраной (17, 117, 217);
при этом указанный протектор (14, 114, 214) наформован на указанный набор (16, 116, 216) и дополнительно окружает нижнюю периметрическую часть, верхнюю периметрическую часть и края указанного набора (16, 116, 216) таким образом, чтобы образовать уплотнение (24) по периметру, которое выполнено с возможностью препятствования подъему жидкостей, при этом указанный набор (16, 116, 216) содержит паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя, который размещен непосредственно под указанным защитным слоем (18, 118, 218), таким образом, чтобы накладываться на область, в которой имеются указанные сквозные отверстия (15, 115, 215), при этом указанный элемент (19, 119, 219) в виде слоя дополнительно связан с указанным защитным слоем (18, 118, 218), образуя, между указанным защитным слоем (18, 118, 218) и указанным элементом (19, 119, 219) в виде слоя по меньшей мере одну область (25) контакта, через которую может проходить водяной пар, причем указанная область обеспечивает паропроницаемость, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя выполнен с возможностью предотвращения контакта формуемого полимерного материала с защитным слоем (18, 118, 218) во время формования протектора (14, 114, 214) за счет того, что он выполнен из паропропускающего и водонепроницаемого материала и образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата.
2. Подошва по п.1, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя имеет меньшие размеры поверхности, чем указанная мембрана (17, 117, 217) и указанный защитный слой (18, 118, 218), при этом периметрический край указанного элемента (19, 119, 219) в виде слоя отстоит от края указанного защитного слоя (18, 118, 218).
3. Подошва по п.1 или 2, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя выполнен на поверхности для контакта с указанным защитным слоем (18, 118, 218) с адгезивом, который распределен с точками или линиями и обеспечивает при изготовлении приклеивание указанного элемента в виде слоя к указанному защитному слою (18, 118, 218), удерживая указанный многослойный набор (16, 116, 216) вместе.
4. Подошва по любому из пп.1-3, отличающаяся тем, что размеры поверхности и форма указанного защитного слоя (18, 118, 218), по существу, такие же, как и у указанной мембраны (17, 117, 217).
5. Подошва по п.4, отличающаяся тем, что периметрический край указанного защитного слоя (18, 118, 218) имеет уменьшенную толщину.
6. Подошва по любому из пп.1-3, отличающаяся тем, что указанный защитный слой (18, 118, 218) имеет меньшие размеры поверхности, чем указанная мембрана (17, 117, 217), при этом его периметрический край отстоит от края указанной мембраны (17, 117, 217).
7. Подошва по любому из пп.1-6, отличающаяся тем, что указанный защитный слой (18, 118, 218) выполнен из быстровысыхающего водоотталкивающего материала.
8. Подошва по п.7, отличающаяся тем, что указанный защитный слой (18, 118, 218) выполнен из одного из следующих материалов: текстильной ткани, нетканого материала, ворсового материала или иглопробиваемого войлока.
9. Подошва по любому из пп.1-8, отличающаяся тем, что указанная мембрана (17, 117, 217) и указанный защитный слой (18, 118, 218) соединены друг с другом с помощью точечного склеивания посредством устойчивого к гидролизу адгезива.
10. Подошва по любому из пп.1-9, отличающаяся тем, что указанный элемент (119) в виде слоя выполнен со сквозными отверстиями (140), которые имеют, по существу, такие же размеры и расположение, что и указанные отверстия (115) протектора (114), и выполнены соосно с ними.
11. Подошва по любому из пп.1-10, отличающаяся тем, что выполненный с отверстиями или паропропускающий уплотняющий слой (30) присоединен к верхней части указанного многослойного набора (16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30).
12. Подошва по п.11, отличающаяся тем, что указанный уплотняющий слой (30) имеет меньшие размеры поверхности, чем указанная мембрана (17), чтобы обеспечивать возможность уплотнения набора (16) сверху.
13. Ботинок, содержащий часть (11, 211) верха, которая состоит из паропропускающего верха (12а, 212а), на внутренней части которого имеется подкладка (12b, 212b), которая также является паропропускающей или выполненной с отверстиями, при этом указанный верх (12а, 212а) вместе с подкладкой (12b, 212b) закрыт в нижней области стелькой (12с, 212с), которая является паропропускающей или выполненной с отверстиями, при этом подошва (13, 113, 213) по любому из пп.1-12 соединена в нижней области с указанным верхом (12а, 212а) и подкладкой (12b, 212b).
14. Ботинок по п.13, в котором указанная подкладка (212b) состоит из паропропускающего или выполненного с отверстиями внутреннего слоя (212b') и внешнего слоя (212b"), который состоит из водонепроницаемой и паропропускающей мембраны.
15. Ботинок по п.14, который содержит водонепроницаемую внутреннюю часть (241) ботинка, которая связана с указанной стелькой (212с) и с указанным внешним слоем (212b") указанной подкладки (212b) таким образом, чтобы накладываться на соединительную область между указанной стелькой (212с) и указанным внешним слоем (212b"), обеспечивая уплотнение по периметру, при этом указанный верх (212а) приклеен к указанной внутренней части (241) ботинка, и его нижний край загнут и приклеен под указанной внутренней частью (241) ботинка, при этом указанная внутренняя часть (241) ботинка дополнительно является водонепроницаемой или имеющей по меньшей мере одно отверстие в области подошвы, предназначенное для пропускания пара.
16. Способ изготовления литьевым формованием подошвы по любому из пп.1-12, согласно которому
накладывают многослойный набор (16) на верхнюю часть (23а) на верхней пресс-форме (23), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,
заливают полимерный материал, который образует протектор (14), в нижнюю пресс-форму (21), на нижней части (22) которой имеются штифты (22а), которые являются элементами, обратными сквозным отверстиям (15) протектора (14),
закрывают пресс-форму (20), образованную двумя пресс-формами (21, 23), и обеспечивают затвердевание протектора, при этом указанный набор (16) прижимается к указанным штифтам (22а),
открывают пресс-форму (20) и извлекают подошву (13).
17. Способ по п.16, согласно которому перед наложением на указанную верхнюю пресс-форму (23) указанный набор (16) предварительно собирают.
18. Способ по п.16, согласно которому указанный набор (16) составляют слой за слоем в пресс-форме.
19. Способ по любому из пп.16-18, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между верхней частью указанной верхней пресс-формы (23) и верхней частью указанного многослойного набора (16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30).
20. Способ изготовления инжекционным формованием подошвы по любому из пп.1-12, согласно которому
накладывают многослойный набор (16) на нижнюю часть (27а) нижней пресс-формы (27), при этом сторона мембраны (17) указанного набора обращена к нему, причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,
закрывают верхнюю пресс-форму (28) на нижнюю пресс-форму (27), при этом штифты (28b) предусмотрены на верхней части (28а) указанной верхней пресс-формы (28) и образуют элементы, обратные указанным сквозным отверстиям (15) протектора (14), и указанный набор (16) прижимается к указанным штифтам (28b),
впрыскивают полимерный материал для образования указанного протектора (14),
открывают пресс-форму (26), образованную двумя пресс-формами (27, 28),
извлекают подошву (13).
21. Способ по п.20, согласно которому перед наложением на указанную нижнюю пресс-форму (27) указанный набор (16) предварительно собирают.
22. Способ по п.20, согласно которому указанный набор (16) составляют слой за слоем в пресс-форме.
23. Способ по любому из пп.20-22, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между нижней частью (27а) указанной нижней пресс-формы (27) и указанным многослойным набором (16), при этом сторона мембраны (17) указанного набора обращена к указанному уплотняющему слою (30).
24. Способ изготовления инжекционным формованием подошвы по любому из пп.1-12, согласно которому
накладывают многослойный набор (16) на штифты (127b), имеющиеся на нижней части (127а) нижней пресс-формы (127) и образующие элементы, обратные указанным сквозным отверстиям (15) протектора (14), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,
закрывают верхнюю пресс-форму (128) на нижнюю пресс-форму (127), при этом указанный набор (16) прижимается к указанным штифтам (127b),
впрыскивают полимерный материал для образования указанного протектора (14),
открывают пресс-форму (126), образованную двумя (полу) пресс-формами (127, 128),
извлекают подошву (13).
25. Способ по п.24, согласно которому перед установкой на штифты (127b) указанный набор (16) предварительно собирают.
26. Способ по п.24, согласно которому указанный набор (16) составляют слой за слоем в указанной пресс-форме (126).
27. Способ по любому из пп.24-26, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между верхней частью (128а) верхней пресс-формы (128) и многослойным набором (16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30).
28. Способ изготовления ботинка, имеющего подошву по любому из пп.1-12, согласно которому
предварительно собирают верх (12а) с подкладкой (12b) вместе со стелькой (12с) на колодке (29) для прямого инжекционного формования на верхе,
накладывают выполненный с отверстиями или паропропускающий уплотняющий слой (30) на нижнюю поверхность указанной стельки (12с),
накладывают многослойный набор (16) на нижнюю поверхность указанного уплотняющего слоя (30), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,
закрывают колодку (29) на нижнюю пресс-форму (32), на нижней части (32а) которой имеются штифты (32b), которые образуют элементы, обратные сквозным отверстиям (15) протектора (14), при этом указанный набор (16) прижимается к указанным штифтам (32b),
впрыскивают полимерный материал, который образует протектор (14), таким образом, чтобы частично накладываться на указанный верх,
открывают пресс-форму и снимают ботинок с указанной колодки (29).
29. Способ по п.28, согласно которому перед присоединением к указанному нижнему уплотняющему слою (30) указанный набор (16) предварительно собирают.
30. Способ по п.28, согласно которому указанный набор (16) составляют слой за слоем непосредственно на указанном нижнем уплотняющем слое (30).
31. Способ по п.28, согласно которому указанный уплотняющий слой (30) собирают с указанным набором (16) и затем присоединяют вместе с указанным набором к стельке (12с).
32. Способ изготовления ботинка, имеющего подошву по одному или более из пп.1-12, согласно которому
накладывают многослойный набор (16) на нижнюю часть (32а) нижней пресс-формы (32), при этом на указанной нижней части (32а) имеются штифты (32b), которые образуют элементы, обратные сквозным отверстиям (15) протектора (14), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,
предварительно собирают верх (12а) и подкладку (12b) вместе со стелькой (12с) на колодке (29) для прямого инжекционного формования на верхе,
накладывают выполненный с отверстиями или паропропускающий уплотняющий слой (30) на нижнюю поверхность указанной стельки (12с) или на указанный набор (16),
закрывают колодку (29) на указанную нижнюю пресс-форму (32), при этом указанный набор (16) прижимается к указанным штифтам (32b),
впрыскивают полимерный материал, который образует протектор (14) таким образом, чтобы частично накладываться на указанный верх,
открывают пресс-форму и снимают ботинок с указанной колодки (29).
33. Способ изготовления подошвы или ботинка по любому из пп.16-32, согласно которому указанный набор, содержащий указанный элемент (19) в виде слоя, выполняют с меньшими размерами поверхности, чем указанная мембрана (17) и указанный защитный слой (18).

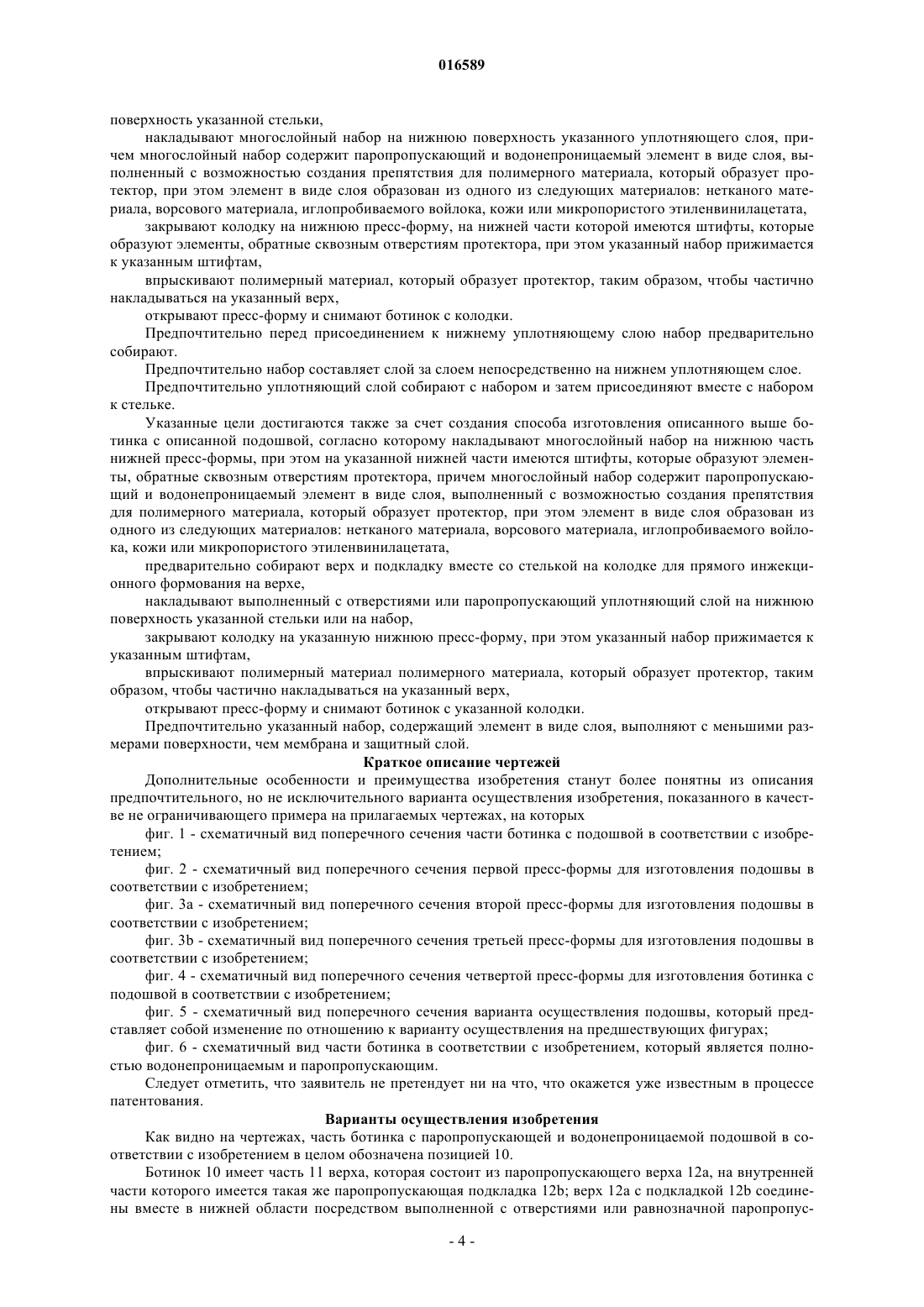
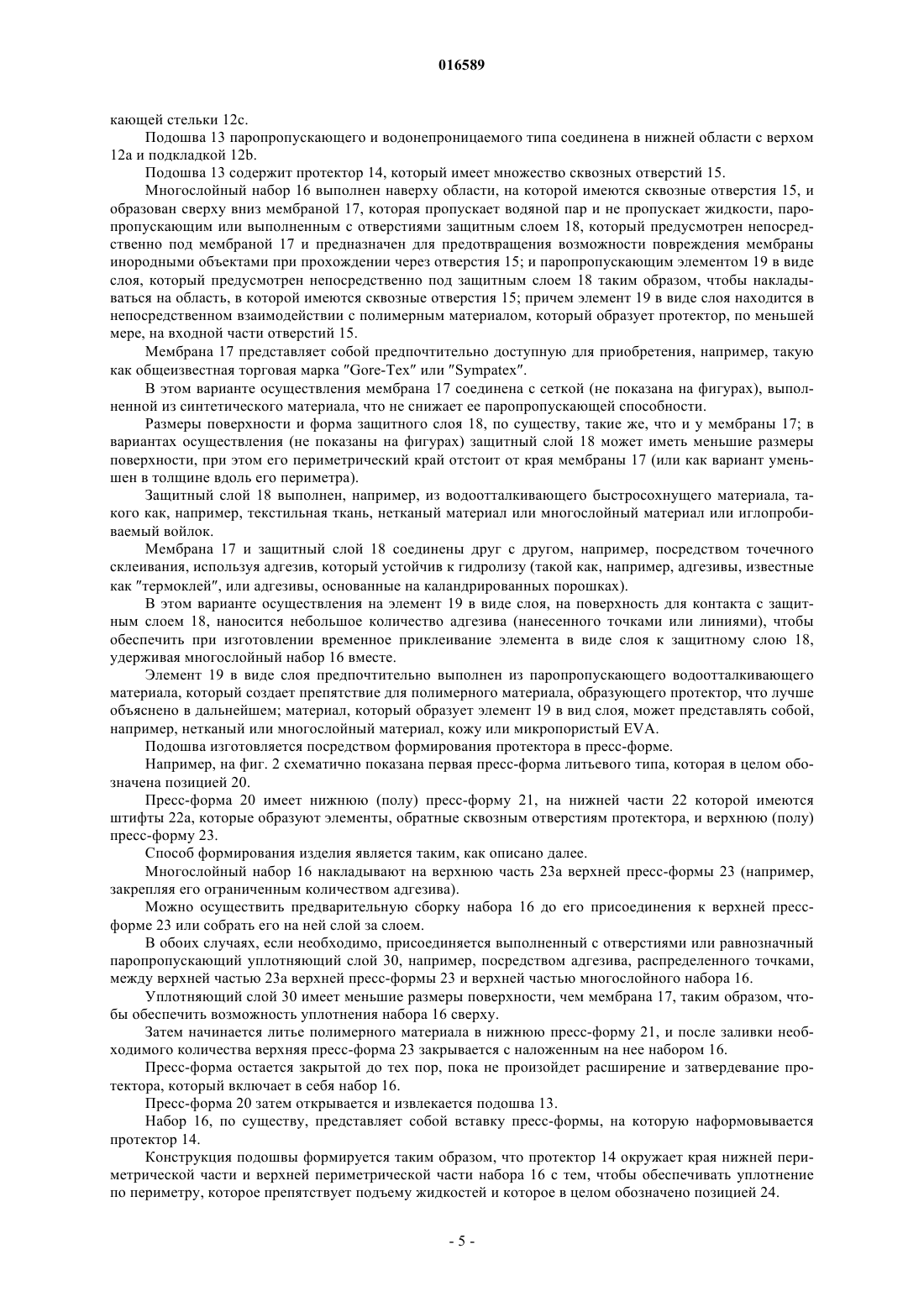
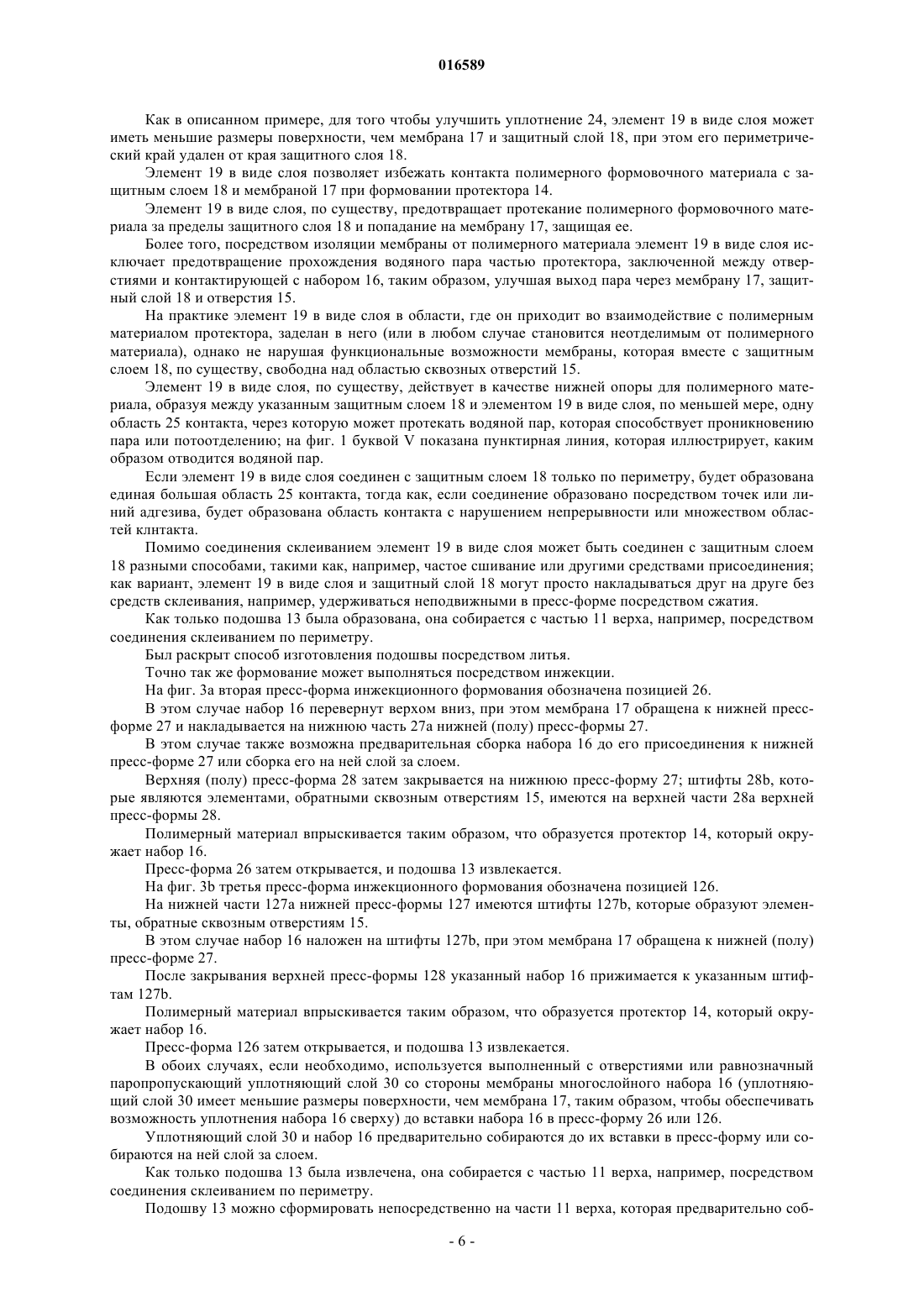
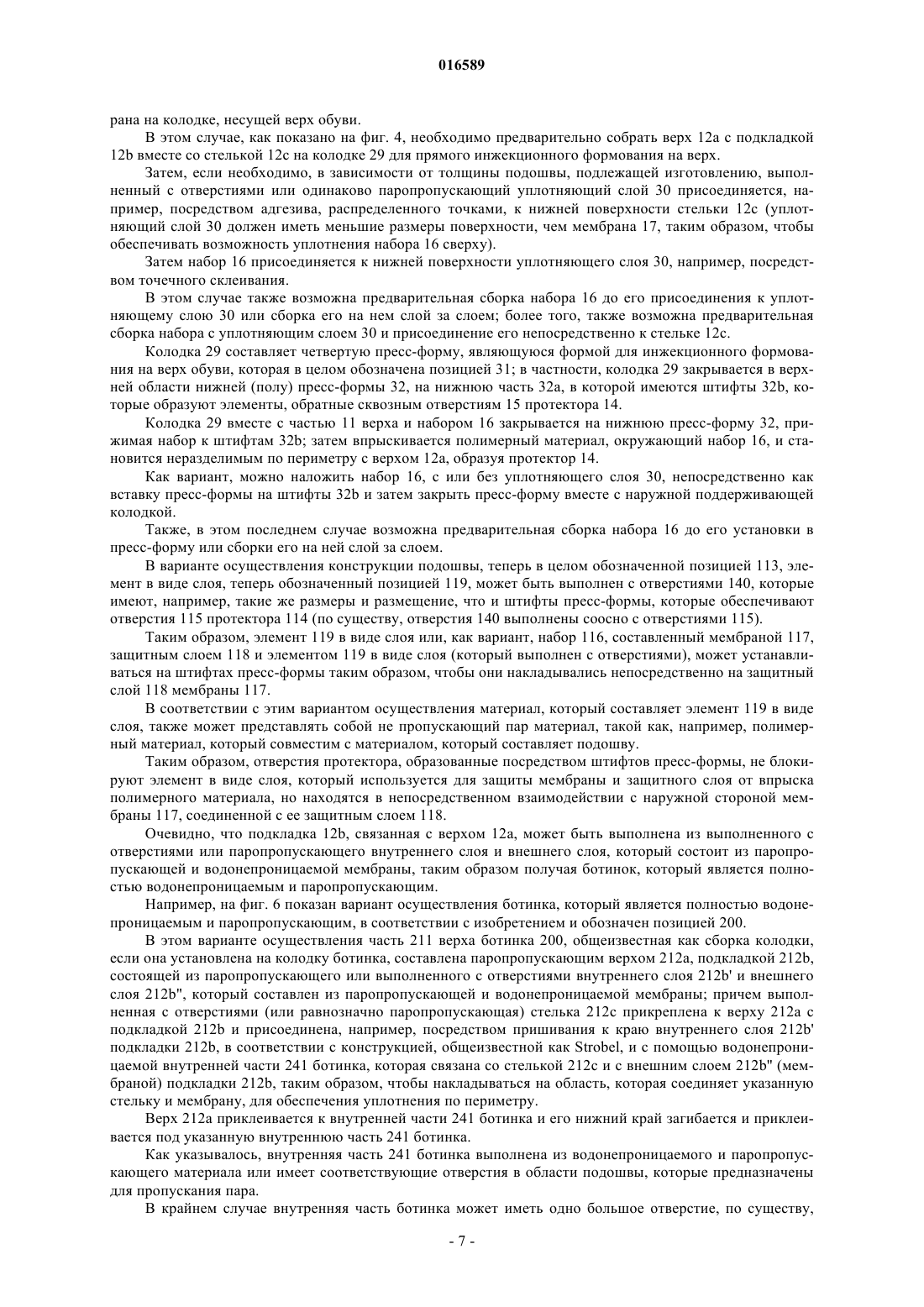
Текст
ПАРОПРОПУСКАЮЩАЯ ВОДОНЕПРОНИЦАЕМАЯ ПОДОШВА ДЛЯ БОТИНОК,БОТИНОК С ТАКОЙ ПОДОШВОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ПОДОШВЫ И БОТИНКА Предложена паропропускающая и водонепроницаемая подошва для ботинок, содержащая протектор (14), выполненный с множеством сквозных отверстий (15); многослойный набор(16), который размещен таким образом, чтобы накладываться на область, в которой имеются сквозные отверстия (15), и содержит мембрану (17), пропускающую водяной пар и не пропускающую жидкости, и защитный слой (18), который размещен непосредственно под мембраной (17). Протектор (14) выполнен на наборе (16) и дополнительно окружает края, нижнюю периметрическую часть и верхнюю периметрическую часть набора (16) таким образом, чтобы образовать уплотнение (24) по периметру, которое препятствует подъему жидкостей. Набор (16) содержит паропропускающий или выполненный с отверстиями элемент (19) в виде слоя, который размещен непосредственно под защитным слоем (18) таким образом, чтобы накладываться на область, где имеются сквозные отверстия (15); при этом паропропускающий или выполненный с отверстиями элемент (19) в виде слоя выполнен с возможностью исключения контакта полимерного материала для формирования изделия с защитным слоем (18) при формировании протектора (14). Паропропускающий или выполненный с отверстиями элемент (19) в виде слоя дополнительно связан с защитным слоем (18), образуя с ним по меньшей мере одну область (25) контакта,через которую может проходить водяной пар, при этом область приспособлена для облегчения пропускания пара. Дополнительно предложены ботинок с такой подошвой, а также варианты способа изготовления подошвы литьевым или инжекционным формованием и способ изготовления ботинка. Полегато Моретти Марио (IT) Медведев В.Н. (RU) 016589 Область техники, к которой относится изобретение Настоящее изобретение относится к паропропускающей и водонепроницаемой подошве для ботинок. Предшествующий уровень техники Настоящее изобретение также относится к ботинку, изготовленному с указанной подошвой. Изобретение также включает в себя способ изготовления указанной подошвы и указанного ботинка. Подошвы для ботинок, которые являются водонепроницаемыми и пропускающими водяной пар,были известны на протяжении нескольких лет. Таким образом, подошвы обеспечивают возможность отвода водяного пара, образующегося при потоотделении на подошве стопы, с очевидным улучшением удобства ботинка. Подошва такого типа, раскрытая, например, в US 5044096, относится к паропропускающей подошве, которая состоит из двух частей в виде слоев, соответственно, верхней части и нижней части подошвы,которые выполнены из резины или другого синтетического материала и имеют сквозные отверстия, и содержит, размещенную между ними, мембрану, которая не пропускает воду и пропускает водяной пар,и соединена герметично по ее периметру с двумя частями таким образом, чтобы не допускать проникновение воды. Другие решения, предложенные изобретателем в материалах заявки US 5044096 и полученные при использовании паропропускающей и водонепроницаемой мембраны внутри подошвы с протектором,выполненным с отверстиями, раскрыты в последующих патентах. Например, публикация WO97/14326 международной заявки раскрывает способ изготовления ботинка, согласно которому получают водонепроницаемую и паропропускающую подошву, которая инжекционно формуется прямо на верх обуви, предварительно собранный на колодке для формирования прямой инжекцией. Изготовление ботинка включает в себя инжекцию в первую пресс-форму нижней части протектора,выполненного с отверстиями (часть протектора, которая вступает в непосредственный контакт с землей). Затем во вторую пресс-форму снизу вверх вставляют нижний элемент протектора, который только что был образован, защитный слой, расположенный таким образом, чтобы накладываться на область, где образованы отверстия протектора, паропропускающая и водонепроницаемая мембрана и, наконец, паропропускающий или выполненный с отверстиями уплотняющий слой. Вторая пресс-форма закрывается таким образом, что стелька верха, который предварительно собран на колодке, прижимает три элемента в виде слоев, описанных выше, к нижнему элементу протектора. Вторая часть протектора, инжектированная потом, окружает указанные элементы в виде слоев и нераздельно соединяется с нижним элементом протектора; в дальнейшем указанная вторая часть протектора образует, на указанных элементах в виде слоев, уплотнение по периметру, которое препятствует подъему жидкостей. Следовательно, этот способ изготовления требует двух отдельных пресс-форм с двумя этапами их подготовки. Публикация WO 97/14326 международной заявки раскрывает второй вариант осуществления. В этом случае ботинок содержит водонепроницаемую и паропропускающую подошву, которая непосредственно инжекционно формуется на верхе, предварительно собранном на колодке, для формирования изделия посредством прямой инжекции. Изготовление предусматривает введение в пресс-форму набора, который собран, снизу вверх, из защитного слоя, паропропускающей и водонепроницаемой мембраны и уплотняющего слоя. Пресс-форма закрывается таким образом, что стелька предварительно собранного верха прижимает три элемента набора к нижней части полости пресс-формы, в которой имеются небольшие штифты, образующие отверстия протектора. Посредством впрыскивания материала протектора в пресс-форму образовывается подошва, которая прочно соединена с верхней частью и внутри включает в себя набор, по существу, уплотняющий по периметру мембрану и, таким образом, препятствующий подъему жидкостей за пределы его краев. В этом варианте осуществления впрыснутый полимерный материал может оказать воздействие на защитный слой, проникая в него, с последующей угрозой повреждения мембраны или подавления ее способности пропускать пар. Раскрытие изобретения Задачей настоящего изобретения является решение проблем, возникающих при изготовлении ботинок с паропропускающими и водонепроницаемыми подошвами. В рамках этой задачи целью настоящего изобретения является создание подошвы с паропропускающей и водонепроницаемой мембраной, которая может быть изготовлена посредством литьевого формирования без угрозы повреждения мембраны. Другой целью настоящего изобретения является создание паропропускающей и водонепроницаемой подошвы, которая может быть выполнена посредством формования без вероятности подавления ее способности пропускать пар. Другой целью настоящего изобретения является создание ботинка с паропропускающей и водоне-1 016589 проницаемой подошвой, которая наформована на верх обуви без вероятности подавления ее способности пропускать пар или повреждения мембраны, которая одновременно обеспечивает возможность пропускания пара и не пропускания воды. Еще одной целью настоящего изобретения является создание способа изготовления путем наформовывания паропропускающей и водонепроницаемой подошвы и паропропускающего и водонепроницаемого ботинка, который не препятствует способности пропускать пар и водонепроницаемым свойствам подошвы. Эта задача и эти и другие цели, которые станут более понятны в дальнейшем, достигаются за счет создания паропропускающей и водонепроницаемой подошвы для ботинок, содержащей протектор, выполненный с множеством сквозных отверстий; многослойный набор, который размещен таким образом,чтобы накладываться на область, в которой имеются указанные сквозные отверстия, и содержит мембрану, пропускающую водяной пар и не пропускающую жидкости, и защитный паропропускающий или выполненный с отверстиями слой, который размещен непосредственно под указанной мембраной; при этом указанный протектор наформован на указанный набор и дополнительно окружает нижнюю периметрическую часть, верхнюю периметрическую часть и края указанного набора таким образом, чтобы образовать уплотнение по периметру, которое выполнено с возможностью препятствования подъему жидкостей, при этом указанный набор содержит паропропускающий или выполненный с отверстиями элемент в виде слоя, который размещен непосредственно под указанным защитным слоем, таким образом, чтобы накладываться на область, в которой имеются указанные сквозные отверстия, при этом указанный элемент в виде слоя дополнительно связан с указанным защитным слоем, образуя, между указанным защитным слоем и указанным элементом в виде слоя по меньшей мере одну область контакта, через которую может проходить водяной пар, причем указанная область обеспечивает паропроницаемость, в которой согласно изобретению указанный паропропускающий или выполненный с отверстиями элемент в виде слоя выполнен с возможностью предотвращения контакта формуемого полимерного материала с защитным слоем во время формования протектора за счет того, что он выполнен из паропропускающего и водонепроницаемого материала и образован из одного из следующих материалов: нетканого материала,ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата. Предпочтительно паропропускающий или выполненный с отверстиями элемент в виде слоя имеет меньшие размеры поверхности, чем указанная мембрана и защитный слой, при этом периметрический край элемента в виде слоя отстоит от края защитного слоя. Предпочтительно паропропускающий или выполненный с отверстиями элемент в виде слоя выполнен на поверхности для контакта с защитным слоем с адгезивом, который распределен с точками или линиями и обеспечивает при изготовлении приклеивание элемента в виде слоя к защитному слою, удерживая многослойный набор вместе. Предпочтительно размеры поверхности и форма защитного слоя, по существу, такие же, как и у мембраны. Предпочтительно периметрический край защитного слоя имеет уменьшенную толщину. Предпочтительно защитный слой имеет меньшие размеры поверхности, чем мембрана, при этом его периметрический край отстоит от края мембраны. Предпочтительно защитный слой выполнен из быстровысыхающего водоотталкивающего материала. Предпочтительно защитный слой выполнен из одного из следующих материалов: текстильной ткани, нетканого материала, ворсового материала или иглопробиваемого войлока. Предпочтительно мембрана и защитный слой соединены друг с другом с помощью точечного склеивания посредством устойчивого к гидролизу адгезива. Предпочтительно элемент в виде слоя выполнен со сквозными отверстиями, которые имеют, по существу, такие же размеры и расположение, что и отверстия протектора, и выполнены соосно с ними. Предпочтительно выполненный с отверстиями или паропропускающий уплотняющий слой присоединен к верхней части многослойного набора, при этом мембрана обращена к уплотняющему слою. Предпочтительно уплотняющий слой имеет меньшие размеры поверхности, чем мембрана, чтобы обеспечивать возможность уплотнения набора сверху. Кроме того, цели изобретения достигаются за счет создания ботинка, который содержит часть верха, которая состоит из паропропускающего верха, на внутренней части которого имеется подкладка, которая также является паропропускающей или выполненной с отверстиями, при этом указанный верх вместе с подкладкой закрыт в нижней области стелькой, которая является паропропускающей или выполненной с отверстиями, при этом описанная выше подошва, соединена в нижней области с верхом и подкладкой. Предпочтительно подкладка состоит из паропропускающего или выполненного с отверстиями внутреннего слоя и внешнего слоя, который состоит из водонепроницаемой и паропропускающей мембраны. Предпочтительно ботинок содержит водонепроницаемую внутреннюю часть ботинка, которая связана со стелькой и с внешним слоем подкладки, таким образом, чтобы накладываться на соединительную-2 016589 область между стелькой и внешним слоем, обеспечивая уплотнение по периметру, при этом верх приклеен к указанной внутренней части ботинка, и его нижний край загнут и приклеен под внутренней частью ботинка, при этом указанная внутренняя часть ботинка дополнительно является водонепроницаемой или имеющей по меньшей мере одно отверстие в области подошвы, предназначенное для пропускания пара. Указанные цели также достигаются за счет создания способа изготовления литьевым формованием описанной выше подошвы, согласно которому накладывают многослойный набор на верхнюю часть на верхней пресс-форме, причем многослойный набор содержит паропропускающий и водонепроницаемый элемент в виде слоя, выполненный с возможностью создания препятствия для полимерного материала,который образует протектор, при этом элемент в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата, заливают полимерный материал, который образует протектор, в нижнюю прессформу, на нижней части которой имеются штифты, которые являются элементами, обратными сквозным отверстиям протектора, закрывают пресс-форму, образованную двумя пресс-формами, и обеспечивают затвердевание протектора, при этом указанный набор прижимается к штифтам, открывают пресс-форму и извлекают подошву. Предпочтительно перед наложением на верхнюю пресс-форму набор предварительно собирают. Предпочтительно набор составляют слой за слоем в пресс-форме. Предпочтительно выполненный с отверстиями или паропропускающий уплотняющий слой располагают между верхней частью верхней пресс-формы и верхней частью многослойного набора, при этом мембрана обращена к уплотняющему слою. Дополнительно указанные цели достигаются за счет создания способа изготовления инжекционным формованием описанной выше подошвы, согласно которому накладывают многослойный набор на нижнюю часть нижней пресс-формы, при этом сторона мембраны указанного набора обращена к нему, причем многослойный набор содержит паропропускающий и водонепроницаемый элемент в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор, при этом элемент в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают верхнюю пресс-форму на нижнюю пресс-форму, при этом штифты предусмотрены на верхней части верхней пресс-формы и образуют элементы, обратные сквозным отверстиям протектора, и указанный набор прижимается к штифтам,впрыскивают полимерный материал для образования протектора,открывают пресс-форму, образованную двумя пресс-формами,извлекают подошву. Предпочтительно перед наложением на нижнюю пресс-форму набор предварительно собирают. Предпочтительно набор составляют слой за слоем в пресс-форме . Предпочтительно выполненный с отверстиями или паропропускающий уплотняющий слой располагают между нижней частью нижней пресс-формы и многослойным набором, при этом сторона мембраны набора обращена к уплотняющему слою. Также указанные цели достигаются за счет создания способа изготовления инжекционным формованием описанной выше подошвы, согласно которому накладывают многослойный набор на штифты, имеющиеся на нижней части нижней пресс-формы и образующие элементы, обратные сквозным отверстиям протектора, причем многослойный набор содержит паропропускающий и водонепроницаемый элемент в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор, при этом элемент в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают верхнюю пресс-форму на нижнюю пресс-форму, при этом указанный набор прижимается к указанным штифтам,впрыскивают полимерный материал для образования протектора,открывают пресс-форму, образованную двумя (полу) пресс-формами и извлекают подошву. Предпочтительно перед установкой на штифты набор предварительно собирают. Предпочтительно набор составляет слой за слоем в пресс-форме. Предпочтительно выполненный с отверстиями или паропропускающий уплотняющий слой располагают между верхней частью верхней пресс-формы и многослойным набором, при этом указанная мембрана обращена к указанному уплотняющему слою. Также указанные цели достигаются за счет создания способа изготовления описанного выше ботинка с описанной подошвой, согласно которому предварительно собирают верх с подкладкой вместе со стелькой на колодке для прямого инжекционного формования на верхе,накладывают выполненный с отверстиями или паропропускающий уплотняющий слой на нижнюю-3 016589 поверхность указанной стельки,накладывают многослойный набор на нижнюю поверхность указанного уплотняющего слоя, причем многослойный набор содержит паропропускающий и водонепроницаемый элемент в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор, при этом элемент в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают колодку на нижнюю пресс-форму, на нижней части которой имеются штифты, которые образуют элементы, обратные сквозным отверстиям протектора, при этом указанный набор прижимается к указанным штифтам,впрыскивают полимерный материал, который образует протектор, таким образом, чтобы частично накладываться на указанный верх,открывают пресс-форму и снимают ботинок с колодки. Предпочтительно перед присоединением к нижнему уплотняющему слою набор предварительно собирают. Предпочтительно набор составляет слой за слоем непосредственно на нижнем уплотняющем слое. Предпочтительно уплотняющий слой собирают с набором и затем присоединяют вместе с набором к стельке. Указанные цели достигаются также за счет создания способа изготовления описанного выше ботинка с описанной подошвой, согласно которому накладывают многослойный набор на нижнюю часть нижней пресс-формы, при этом на указанной нижней части имеются штифты, которые образуют элементы, обратные сквозным отверстиям протектора, причем многослойный набор содержит паропропускающий и водонепроницаемый элемент в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор, при этом элемент в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,предварительно собирают верх и подкладку вместе со стелькой на колодке для прямого инжекционного формования на верхе,накладывают выполненный с отверстиями или паропропускающий уплотняющий слой на нижнюю поверхность указанной стельки или на набор,закрывают колодку на указанную нижнюю пресс-форму, при этом указанный набор прижимается к указанным штифтам,впрыскивают полимерный материал полимерного материала, который образует протектор, таким образом, чтобы частично накладываться на указанный верх,открывают пресс-форму и снимают ботинок с указанной колодки. Предпочтительно указанный набор, содержащий элемент в виде слоя, выполняют с меньшими размерами поверхности, чем мембрана и защитный слой. Краткое описание чертежей Дополнительные особенности и преимущества изобретения станут более понятны из описания предпочтительного, но не исключительного варианта осуществления изобретения, показанного в качестве не ограничивающего примера на прилагаемых чертежах, на которых фиг. 1 - схематичный вид поперечного сечения части ботинка с подошвой в соответствии с изобретением; фиг. 2 - схематичный вид поперечного сечения первой пресс-формы для изготовления подошвы в соответствии с изобретением; фиг. 3 а - схематичный вид поперечного сечения второй пресс-формы для изготовления подошвы в соответствии с изобретением; фиг. 3b - схематичный вид поперечного сечения третьей пресс-формы для изготовления подошвы в соответствии с изобретением; фиг. 4 - схематичный вид поперечного сечения четвертой пресс-формы для изготовления ботинка с подошвой в соответствии с изобретением; фиг. 5 - схематичный вид поперечного сечения варианта осуществления подошвы, который представляет собой изменение по отношению к варианту осуществления на предшествующих фигурах; фиг. 6 - схематичный вид части ботинка в соответствии с изобретением, который является полностью водонепроницаемым и паропропускающим. Следует отметить, что заявитель не претендует ни на что, что окажется уже известным в процессе патентования. Варианты осуществления изобретения Как видно на чертежах, часть ботинка с паропропускающей и водонепроницаемой подошвой в соответствии с изобретением в целом обозначена позицией 10. Ботинок 10 имеет часть 11 верха, которая состоит из паропропускающего верха 12 а, на внутренней части которого имеется такая же паропропускающая подкладка 12b; верх 12 а с подкладкой 12b соединены вместе в нижней области посредством выполненной с отверстиями или равнозначной паропропус-4 016589 кающей стельки 12 с. Подошва 13 паропропускающего и водонепроницаемого типа соединена в нижней области с верхом 12 а и подкладкой 12b. Подошва 13 содержит протектор 14, который имеет множество сквозных отверстий 15. Многослойный набор 16 выполнен наверху области, на которой имеются сквозные отверстия 15, и образован сверху вниз мембраной 17, которая пропускает водяной пар и не пропускает жидкости, паропропускающим или выполненным с отверстиями защитным слоем 18, который предусмотрен непосредственно под мембраной 17 и предназначен для предотвращения возможности повреждения мембраны инородными объектами при прохождении через отверстия 15; и паропропускающим элементом 19 в виде слоя, который предусмотрен непосредственно под защитным слоем 18 таким образом, чтобы накладываться на область, в которой имеются сквозные отверстия 15; причем элемент 19 в виде слоя находится в непосредственном взаимодействии с полимерным материалом, который образует протектор, по меньшей мере, на входной части отверстий 15. Мембрана 17 представляет собой предпочтительно доступную для приобретения, например, такую как общеизвестная торговая марка Gore-Тех или Sympatex. В этом варианте осуществления мембрана 17 соединена с сеткой (не показана на фигурах), выполненной из синтетического материала, что не снижает ее паропропускающей способности. Размеры поверхности и форма защитного слоя 18, по существу, такие же, что и у мембраны 17; в вариантах осуществления (не показаны на фигурах) защитный слой 18 может иметь меньшие размеры поверхности, при этом его периметрический край отстоит от края мембраны 17 (или как вариант уменьшен в толщине вдоль его периметра). Защитный слой 18 выполнен, например, из водоотталкивающего быстросохнущего материала, такого как, например, текстильная ткань, нетканый материал или многослойный материал или иглопробиваемый войлок. Мембрана 17 и защитный слой 18 соединены друг с другом, например, посредством точечного склеивания, используя адгезив, который устойчив к гидролизу (такой как, например, адгезивы, известные как термоклей, или адгезивы, основанные на каландрированных порошках). В этом варианте осуществления на элемент 19 в виде слоя, на поверхность для контакта с защитным слоем 18, наносится небольшое количество адгезива (нанесенного точками или линиями), чтобы обеспечить при изготовлении временное приклеивание элемента в виде слоя к защитному слою 18,удерживая многослойный набор 16 вместе. Элемент 19 в виде слоя предпочтительно выполнен из паропропускающего водоотталкивающего материала, который создает препятствие для полимерного материала, образующего протектор, что лучше объяснено в дальнейшем; материал, который образует элемент 19 в вид слоя, может представлять собой,например, нетканый или многослойный материал, кожу или микропористый EVA. Подошва изготовляется посредством формирования протектора в пресс-форме. Например, на фиг. 2 схематично показана первая пресс-форма литьевого типа, которая в целом обозначена позицией 20. Пресс-форма 20 имеет нижнюю (полу) пресс-форму 21, на нижней части 22 которой имеются штифты 22 а, которые образуют элементы, обратные сквозным отверстиям протектора, и верхнюю (полу) пресс-форму 23. Способ формирования изделия является таким, как описано далее. Многослойный набор 16 накладывают на верхнюю часть 23 а верхней пресс-формы 23 (например,закрепляя его ограниченным количеством адгезива). Можно осуществить предварительную сборку набора 16 до его присоединения к верхней прессформе 23 или собрать его на ней слой за слоем. В обоих случаях, если необходимо, присоединяется выполненный с отверстиями или равнозначный паропропускающий уплотняющий слой 30, например, посредством адгезива, распределенного точками,между верхней частью 23 а верхней пресс-формы 23 и верхней частью многослойного набора 16. Уплотняющий слой 30 имеет меньшие размеры поверхности, чем мембрана 17, таким образом, чтобы обеспечить возможность уплотнения набора 16 сверху. Затем начинается литье полимерного материала в нижнюю пресс-форму 21, и после заливки необходимого количества верхняя пресс-форма 23 закрывается с наложенным на нее набором 16. Пресс-форма остается закрытой до тех пор, пока не произойдет расширение и затвердевание протектора, который включает в себя набор 16. Пресс-форма 20 затем открывается и извлекается подошва 13. Набор 16, по существу, представляет собой вставку пресс-формы, на которую наформовывается протектор 14. Конструкция подошвы формируется таким образом, что протектор 14 окружает края нижней периметрической части и верхней периметрической части набора 16 с тем, чтобы обеспечивать уплотнение по периметру,которое препятствует подъему жидкостей и которое в целом обозначено позицией 24.-5 016589 Как в описанном примере, для того чтобы улучшить уплотнение 24, элемент 19 в виде слоя может иметь меньшие размеры поверхности, чем мембрана 17 и защитный слой 18, при этом его периметрический край удален от края защитного слоя 18. Элемент 19 в виде слоя позволяет избежать контакта полимерного формовочного материала с защитным слоем 18 и мембраной 17 при формовании протектора 14. Элемент 19 в виде слоя, по существу, предотвращает протекание полимерного формовочного материала за пределы защитного слоя 18 и попадание на мембрану 17, защищая ее. Более того, посредством изоляции мембраны от полимерного материала элемент 19 в виде слоя исключает предотвращение прохождения водяного пара частью протектора, заключенной между отверстиями и контактирующей с набором 16, таким образом, улучшая выход пара через мембрану 17, защитный слой 18 и отверстия 15. На практике элемент 19 в виде слоя в области, где он приходит во взаимодействие с полимерным материалом протектора, заделан в него (или в любом случае становится неотделимым от полимерного материала), однако не нарушая функциональные возможности мембраны, которая вместе с защитным слоем 18, по существу, свободна над областью сквозных отверстий 15. Элемент 19 в виде слоя, по существу, действует в качестве нижней опоры для полимерного материала, образуя между указанным защитным слоем 18 и элементом 19 в виде слоя, по меньшей мере, одну область 25 контакта, через которую может протекать водяной пар, которая способствует проникновению пара или потоотделению; на фиг. 1 буквой V показана пунктирная линия, которая иллюстрирует, каким образом отводится водяной пар. Если элемент 19 в виде слоя соединен с защитным слоем 18 только по периметру, будет образована единая большая область 25 контакта, тогда как, если соединение образовано посредством точек или линий адгезива, будет образована область контакта с нарушением непрерывности или множеством областей клнтакта. Помимо соединения склеиванием элемент 19 в виде слоя может быть соединен с защитным слоем 18 разными способами, такими как, например, частое сшивание или другими средствами присоединения; как вариант, элемент 19 в виде слоя и защитный слой 18 могут просто накладываться друг на друге без средств склеивания, например, удерживаться неподвижными в пресс-форме посредством сжатия. Как только подошва 13 была образована, она собирается с частью 11 верха, например, посредством соединения склеиванием по периметру. Был раскрыт способ изготовления подошвы посредством литья. Точно так же формование может выполняться посредством инжекции. На фиг. 3 а вторая пресс-форма инжекционного формования обозначена позицией 26. В этом случае набор 16 перевернут верхом вниз, при этом мембрана 17 обращена к нижней прессформе 27 и накладывается на нижнюю часть 27 а нижней (полу) пресс-формы 27. В этом случае также возможна предварительная сборка набора 16 до его присоединения к нижней пресс-форме 27 или сборка его на ней слой за слоем. Верхняя (полу) пресс-форма 28 затем закрывается на нижнюю пресс-форму 27; штифты 28b, которые являются элементами, обратными сквозным отверстиям 15, имеются на верхней части 28 а верхней пресс-формы 28. Полимерный материал впрыскивается таким образом, что образуется протектор 14, который окружает набор 16. Пресс-форма 26 затем открывается, и подошва 13 извлекается. На фиг. 3b третья пресс-форма инжекционного формования обозначена позицией 126. На нижней части 127 а нижней пресс-формы 127 имеются штифты 127b, которые образуют элементы, обратные сквозным отверстиям 15. В этом случае набор 16 наложен на штифты 127b, при этом мембрана 17 обращена к нижней (полу) пресс-форме 27. После закрывания верхней пресс-формы 128 указанный набор 16 прижимается к указанным штифтам 127b. Полимерный материал впрыскивается таким образом, что образуется протектор 14, который окружает набор 16. Пресс-форма 126 затем открывается, и подошва 13 извлекается. В обоих случаях, если необходимо, используется выполненный с отверстиями или равнозначный паропропускающий уплотняющий слой 30 со стороны мембраны многослойного набора 16 (уплотняющий слой 30 имеет меньшие размеры поверхности, чем мембрана 17, таким образом, чтобы обеспечивать возможность уплотнения набора 16 сверху) до вставки набора 16 в пресс-форму 26 или 126. Уплотняющий слой 30 и набор 16 предварительно собираются до их вставки в пресс-форму или собираются на ней слой за слоем. Как только подошва 13 была извлечена, она собирается с частью 11 верха, например, посредством соединения склеиванием по периметру. Подошву 13 можно сформировать непосредственно на части 11 верха, которая предварительно соб-6 016589 рана на колодке, несущей верх обуви. В этом случае, как показано на фиг. 4, необходимо предварительно собрать верх 12 а с подкладкой 12b вместе со стелькой 12 с на колодке 29 для прямого инжекционного формования на верх. Затем, если необходимо, в зависимости от толщины подошвы, подлежащей изготовлению, выполненный с отверстиями или одинаково паропропускающий уплотняющий слой 30 присоединяется, например, посредством адгезива, распределенного точками, к нижней поверхности стельки 12 с (уплотняющий слой 30 должен иметь меньшие размеры поверхности, чем мембрана 17, таким образом, чтобы обеспечивать возможность уплотнения набора 16 сверху). Затем набор 16 присоединяется к нижней поверхности уплотняющего слоя 30, например, посредством точечного склеивания. В этом случае также возможна предварительная сборка набора 16 до его присоединения к уплотняющему слою 30 или сборка его на нем слой за слоем; более того, также возможна предварительная сборка набора с уплотняющим слоем 30 и присоединение его непосредственно к стельке 12 с. Колодка 29 составляет четвертую пресс-форму, являющуюся формой для инжекционного формования на верх обуви, которая в целом обозначена позицией 31; в частности, колодка 29 закрывается в верхней области нижней (полу) пресс-формы 32, на нижнюю часть 32 а, в которой имеются штифты 32b, которые образуют элементы, обратные сквозным отверстиям 15 протектора 14. Колодка 29 вместе с частью 11 верха и набором 16 закрывается на нижнюю пресс-форму 32, прижимая набор к штифтам 32b; затем впрыскивается полимерный материал, окружающий набор 16, и становится неразделимым по периметру с верхом 12 а, образуя протектор 14. Как вариант, можно наложить набор 16, с или без уплотняющего слоя 30, непосредственно как вставку пресс-формы на штифты 32b и затем закрыть пресс-форму вместе с наружной поддерживающей колодкой. Также, в этом последнем случае возможна предварительная сборка набора 16 до его установки в пресс-форму или сборки его на ней слой за слоем. В варианте осуществления конструкции подошвы, теперь в целом обозначенной позицией 113, элемент в виде слоя, теперь обозначенный позицией 119, может быть выполнен с отверстиями 140, которые имеют, например, такие же размеры и размещение, что и штифты пресс-формы, которые обеспечивают отверстия 115 протектора 114 (по существу, отверстия 140 выполнены соосно с отверстиями 115). Таким образом, элемент 119 в виде слоя или, как вариант, набор 116, составленный мембраной 117,защитным слоем 118 и элементом 119 в виде слоя (который выполнен с отверстиями), может устанавливаться на штифтах пресс-формы таким образом, чтобы они накладывались непосредственно на защитный слой 118 мембраны 117. В соответствии с этим вариантом осуществления материал, который составляет элемент 119 в виде слоя, также может представлять собой не пропускающий пар материал, такой как, например, полимерный материал, который совместим с материалом, который составляет подошву. Таким образом, отверстия протектора, образованные посредством штифтов пресс-формы, не блокируют элемент в виде слоя, который используется для защиты мембраны и защитного слоя от впрыска полимерного материала, но находятся в непосредственном взаимодействии с наружной стороной мембраны 117, соединенной с ее защитным слоем 118. Очевидно, что подкладка 12b, связанная с верхом 12 а, может быть выполнена из выполненного с отверстиями или паропропускающего внутреннего слоя и внешнего слоя, который состоит из паропропускающей и водонепроницаемой мембраны, таким образом получая ботинок, который является полностью водонепроницаемым и паропропускающим. Например, на фиг. 6 показан вариант осуществления ботинка, который является полностью водонепроницаемым и паропропускающим, в соответствии с изобретением и обозначен позицией 200. В этом варианте осуществления часть 211 верха ботинка 200, общеизвестная как сборка колодки,если она установлена на колодку ботинка, составлена паропропускающим верхом 212 а, подкладкой 212b,состоящей из паропропускающего или выполненного с отверстиями внутреннего слоя 212b' и внешнего слоя 212b", который составлен из паропропускающей и водонепроницаемой мембраны; причем выполненная с отверстиями (или равнозначно паропропускающая) стелька 212 с прикреплена к верху 212 а с подкладкой 212b и присоединена, например, посредством пришивания к краю внутреннего слоя 212b' подкладки 212b, в соответствии с конструкцией, общеизвестной как Strobel, и с помощью водонепроницаемой внутренней части 241 ботинка, которая связана со стелькой 212 с и с внешним слоем 212b (мембраной) подкладки 212b, таким образом, чтобы накладываться на область, которая соединяет указанную стельку и мембрану, для обеспечения уплотнения по периметру. Верх 212 а приклеивается к внутренней части 241 ботинка и его нижний край загибается и приклеивается под указанную внутреннюю часть 241 ботинка. Как указывалось, внутренняя часть 241 ботинка выполнена из водонепроницаемого и паропропускающего материала или имеет соответствующие отверстия в области подошвы, которые предназначены для пропускания пара. В крайнем случае внутренняя часть ботинка может иметь одно большое отверстие, по существу,-7 016589 образующее кольцо или окантовку, выполненную из водонепроницаемого материала, для обеспечения уплотнения в области соединения подкладки 212b с мембраной и стелькой. Подошва 213, выполненная как описано в предшествующих вариантах осуществления, может быть присоединена посредством соединения склеиванием к сборке, полученной таким образом, которая устанавливается на полиэтиленовую колодку или может быть обеспечена с помощью непосредственного наформовывания инжекционным формованием на сборку, установленную на колодку для прямого инжекционного формования. Например, можно связать с нижней частью внутренней части 241 ботинка, посредством нескольких капель адгезива, паропропускающий или выполненный с отверстиями уплотняющий элемент 230, мембрану 217 с ее защитным слоем 218 и элемент 219 в виде слоя. Уплотняющий слой 230 и элемент 219 в виде слоя выполнены меньшими, чем мембрана 217, связанная с защитным слоем 218. Часть 211 верха с набором 216 вводится и закрепляется на колодке для прямого инжекционного формования, приводя элемент 219 в виде слоя во взаимодействие с нижней частью пресс-формы, имеющей штифты, необходимые для получения отверстий 215 в протекторе 214, и наформовывается подошва,при этом указанная подошва составлена из выполненного с отверстиями протектора и периметрической части, образующей уплотнение на верхе 212 а, внутренней части 241 ботинка и наборе 216. В любом случае подошва соединена герметично со сборкой колодки только у верха 212 а и у открытой области внутренней части 241 ботинка, не затрагивая центральную часть, предназначенную для пропускания пара. На практике было обнаружено, что изобретение, описанное таким образом, достигает обозначенные намерения и цели. Согласно настоящему изобретению, по существу, был создан способ формования подошвы (и ботика, с такой подошвой), которая оснащена паропропускающей и водонепроницаемой мембраной, не позволяющей повредить мембрану. На практике это было достигнуто посредством размещения в подошве элемента в виде слоя, который располагается между защитным слоем мембраны и сквозными отверстиями протектора. Такой элемент в виде слоя дополнительно обеспечивает возможность улучшить способность подошвы пропускать пар, так как он образован в месте контакта с областями защитного слоя, что обеспечивает возможность перемещения водяного пара по областям, которые не покрыты полимерным материалом. Таким образом, задуманное изобретение допускает многочисленные модификации и изменения, все из которых находятся в пределах объема притязаний приложенной формулы изобретения; все элементы,кроме того, могут быть заменены другими технически равнозначными элементами. По существу, используемые материалы, при условии, что они совместимы с конкретным применением, а также размеры могут быть любыми в соответствии с требованиями и уровнем техники. Описания заявки на патент ИталииPD2006A000437, от которой настоящая заявка испрашивает приоритет, включены сюда в качестве справочного материала. Там, где технические признаки, упомянутые в любом пункте формулы изобретения, сопровождаются ссылочной позицией, эти позиции были включены исключительно в целях улучшения понимания формулы изобретения, и, следовательно, такие позиции не ограничивают интерпретацию каждого элемента, обозначенного в качестве примера посредством таких позиций. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Паропропускающая и водонепроницаемая подошва для ботинок, содержащая протектор (14, 114, 214), выполненный с множеством сквозных отверстий (15, 115, 215); многослойный набор (16, 116, 216), который размещен таким образом, чтобы накладываться на область, в которой имеются указанные сквозные отверстия (15, 115, 215), и содержит мембрану (17, 117,217), пропускающую водяной пар и не пропускающую жидкости, и защитный паропропускающий или выполненный с отверстиями слой (18, 118, 218), который размещен непосредственно под указанной мембраной (17, 117, 217); при этом указанный протектор (14, 114, 214) наформован на указанный набор (16, 116, 216) и дополнительно окружает нижнюю периметрическую часть, верхнюю периметрическую часть и края указанного набора (16, 116, 216) таким образом, чтобы образовать уплотнение (24) по периметру, которое выполнено с возможностью препятствования подъему жидкостей, при этом указанный набор (16, 116,216) содержит паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя,который размещен непосредственно под указанным защитным слоем (18, 118, 218), таким образом, чтобы накладываться на область, в которой имеются указанные сквозные отверстия (15, 115, 215), при этом указанный элемент (19, 119, 219) в виде слоя дополнительно связан с указанным защитным слоем (18,118, 218), образуя, между указанным защитным слоем (18, 118, 218) и указанным элементом (19, 119,219) в виде слоя по меньшей мере одну область (25) контакта, через которую может проходить водяной-8 016589 пар, причем указанная область обеспечивает паропроницаемость, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя выполнен с возможностью предотвращения контакта формуемого полимерного материала с защитным слоем (18, 118,218) во время формования протектора (14, 114, 214) за счет того, что он выполнен из паропропускающего и водонепроницаемого материала и образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата. 2. Подошва по п.1, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя имеет меньшие размеры поверхности, чем указанная мембрана (17, 117, 217) и указанный защитный слой (18, 118, 218), при этом периметрический край указанного элемента (19, 119, 219) в виде слоя отстоит от края указанного защитного слоя (18, 118, 218). 3. Подошва по п.1 или 2, отличающаяся тем, что указанный паропропускающий или выполненный с отверстиями элемент (19, 119, 219) в виде слоя выполнен на поверхности для контакта с указанным защитным слоем (18, 118, 218) с адгезивом, который распределен с точками или линиями и обеспечивает при изготовлении приклеивание указанного элемента в виде слоя к указанному защитному слою (18, 118,218), удерживая указанный многослойный набор (16, 116, 216) вместе. 4. Подошва по любому из пп.1-3, отличающаяся тем, что размеры поверхности и форма указанного защитного слоя (18, 118, 218), по существу, такие же, как и у указанной мембраны (17, 117, 217). 5. Подошва по п.4, отличающаяся тем, что периметрический край указанного защитного слоя (18,118, 218) имеет уменьшенную толщину. 6. Подошва по любому из пп.1-3, отличающаяся тем, что указанный защитный слой (18, 118, 218) имеет меньшие размеры поверхности, чем указанная мембрана (17, 117, 217), при этом его периметрический край отстоит от края указанной мембраны (17, 117, 217). 7. Подошва по любому из пп.1-6, отличающаяся тем, что указанный защитный слой (18, 118, 218) выполнен из быстровысыхающего водоотталкивающего материала. 8. Подошва по п.7, отличающаяся тем, что указанный защитный слой (18, 118, 218) выполнен из одного из следующих материалов: текстильной ткани, нетканого материала, ворсового материала или иглопробиваемого войлока. 9. Подошва по любому из пп.1-8, отличающаяся тем, что указанная мембрана (17, 117, 217) и указанный защитный слой (18, 118, 218) соединены друг с другом с помощью точечного склеивания посредством устойчивого к гидролизу адгезива. 10. Подошва по любому из пп.1-9, отличающаяся тем, что указанный элемент (119) в виде слоя выполнен со сквозными отверстиями (140), которые имеют, по существу, такие же размеры и расположение, что и указанные отверстия (115) протектора (114), и выполнены соосно с ними. 11. Подошва по любому из пп.1-10, отличающаяся тем, что выполненный с отверстиями или паропропускающий уплотняющий слой (30) присоединен к верхней части указанного многослойного набора(16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30). 12. Подошва по п.11, отличающаяся тем, что указанный уплотняющий слой (30) имеет меньшие размеры поверхности, чем указанная мембрана (17), чтобы обеспечивать возможность уплотнения набора (16) сверху. 13. Ботинок, содержащий часть (11, 211) верха, которая состоит из паропропускающего верха (12 а,212 а), на внутренней части которого имеется подкладка (12b, 212b), которая также является паропропускающей или выполненной с отверстиями, при этом указанный верх (12 а, 212 а) вместе с подкладкой (12b,212b) закрыт в нижней области стелькой (12 с, 212 с), которая является паропропускающей или выполненной с отверстиями, при этом подошва (13, 113, 213) по любому из пп.1-12 соединена в нижней области с указанным верхом (12 а, 212 а) и подкладкой (12b, 212b). 14. Ботинок по п.13, в котором указанная подкладка (212b) состоит из паропропускающего или выполненного с отверстиями внутреннего слоя (212b') и внешнего слоя (212b"), который состоит из водонепроницаемой и паропропускающей мембраны. 15. Ботинок по п.14, который содержит водонепроницаемую внутреннюю часть (241) ботинка, которая связана с указанной стелькой (212 с) и с указанным внешним слоем (212b") указанной подкладки(212b) таким образом, чтобы накладываться на соединительную область между указанной стелькой(212 с) и указанным внешним слоем (212b"), обеспечивая уплотнение по периметру, при этом указанный верх (212 а) приклеен к указанной внутренней части (241) ботинка, и его нижний край загнут и приклеен под указанной внутренней частью (241) ботинка, при этом указанная внутренняя часть (241) ботинка дополнительно является водонепроницаемой или имеющей по меньшей мере одно отверстие в области подошвы, предназначенное для пропускания пара. 16. Способ изготовления литьевым формованием подошвы по любому из пп.1-12, согласно которому накладывают многослойный набор (16) на верхнюю часть (23 а) на верхней пресс-форме (23), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: не-9 016589 тканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,заливают полимерный материал, который образует протектор (14), в нижнюю пресс-форму (21), на нижней части (22) которой имеются штифты (22 а), которые являются элементами, обратными сквозным отверстиям (15) протектора (14),закрывают пресс-форму (20), образованную двумя пресс-формами (21, 23), и обеспечивают затвердевание протектора, при этом указанный набор (16) прижимается к указанным штифтам (22 а),открывают пресс-форму (20) и извлекают подошву (13). 17. Способ по п.16, согласно которому перед наложением на указанную верхнюю пресс-форму (23) указанный набор (16) предварительно собирают. 18. Способ по п.16, согласно которому указанный набор (16) составляют слой за слоем в прессформе. 19. Способ по любому из пп.16-18, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между верхней частью указанной верхней пресс-формы(23) и верхней частью указанного многослойного набора (16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30). 20. Способ изготовления инжекционным формованием подошвы по любому из пп.1-12, согласно которому накладывают многослойный набор (16) на нижнюю часть (27 а) нижней пресс-формы (27), при этом сторона мембраны (17) указанного набора обращена к нему, причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала,иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают верхнюю пресс-форму (28) на нижнюю пресс-форму (27), при этом штифты (28b) предусмотрены на верхней части (28 а) указанной верхней пресс-формы (28) и образуют элементы, обратные указанным сквозным отверстиям (15) протектора (14), и указанный набор (16) прижимается к указанным штифтам (28b),впрыскивают полимерный материал для образования указанного протектора (14),открывают пресс-форму (26), образованную двумя пресс-формами (27, 28),извлекают подошву (13). 21. Способ по п.20, согласно которому перед наложением на указанную нижнюю пресс-форму (27) указанный набор (16) предварительно собирают. 22. Способ по п.20, согласно которому указанный набор (16) составляют слой за слоем в прессформе. 23. Способ по любому из пп.20-22, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между нижней частью (27 а) указанной нижней прессформы (27) и указанным многослойным набором (16), при этом сторона мембраны (17) указанного набора обращена к указанному уплотняющему слою (30). 24. Способ изготовления инжекционным формованием подошвы по любому из пп.1-12, согласно которому накладывают многослойный набор (16) на штифты (127b), имеющиеся на нижней части (127 а) нижней пресс-формы (127) и образующие элементы, обратные указанным сквозным отверстиям (15) протектора (14), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент(19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают верхнюю пресс-форму (128) на нижнюю пресс-форму (127), при этом указанный набор(16) прижимается к указанным штифтам (127b),впрыскивают полимерный материал для образования указанного протектора (14),открывают пресс-форму (126), образованную двумя (полу) пресс-формами (127, 128),извлекают подошву (13). 25. Способ по п.24, согласно которому перед установкой на штифты (127b) указанный набор (16) предварительно собирают. 26. Способ по п.24, согласно которому указанный набор (16) составляют слой за слоем в указанной пресс-форме (126). 27. Способ по любому из пп.24-26, согласно которому выполненный с отверстиями или паропропускающий уплотняющий слой (30) располагают между верхней частью (128 а) верхней пресс-формы(128) и многослойным набором (16), при этом указанная мембрана (17) обращена к указанному уплотняющему слою (30). 28. Способ изготовления ботинка, имеющего подошву по любому из пп.1-12, согласно которому- 10016589 предварительно собирают верх (12 а) с подкладкой (12b) вместе со стелькой (12 с) на колодке (29) для прямого инжекционного формования на верхе,накладывают выполненный с отверстиями или паропропускающий уплотняющий слой (30) на нижнюю поверхность указанной стельки (12 с),накладывают многослойный набор (16) на нижнюю поверхность указанного уплотняющего слоя(30), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,закрывают колодку (29) на нижнюю пресс-форму (32), на нижней части (32 а) которой имеются штифты (32b), которые образуют элементы, обратные сквозным отверстиям (15) протектора (14), при этом указанный набор (16) прижимается к указанным штифтам (32b),впрыскивают полимерный материал, который образует протектор (14), таким образом, чтобы частично накладываться на указанный верх,открывают пресс-форму и снимают ботинок с указанной колодки (29). 29. Способ по п.28, согласно которому перед присоединением к указанному нижнему уплотняющему слою (30) указанный набор (16) предварительно собирают. 30. Способ по п.28, согласно которому указанный набор (16) составляют слой за слоем непосредственно на указанном нижнем уплотняющем слое (30). 31. Способ по п.28, согласно которому указанный уплотняющий слой (30) собирают с указанным набором (16) и затем присоединяют вместе с указанным набором к стельке (12 с). 32. Способ изготовления ботинка, имеющего подошву по одному или более из пп.1-12, согласно которому накладывают многослойный набор (16) на нижнюю часть (32 а) нижней пресс-формы (32), при этом на указанной нижней части (32 а) имеются штифты (32b), которые образуют элементы, обратные сквозным отверстиям (15) протектора (14), причем многослойный набор (16) содержит паропропускающий и водонепроницаемый элемент (19) в виде слоя, выполненный с возможностью создания препятствия для полимерного материала, который образует протектор (14), при этом элемент (19) в виде слоя образован из одного из следующих материалов: нетканого материала, ворсового материала, иглопробиваемого войлока, кожи или микропористого этиленвинилацетата,предварительно собирают верх (12 а) и подкладку (12b) вместе со стелькой (12 с) на колодке (29) для прямого инжекционного формования на верхе,накладывают выполненный с отверстиями или паропропускающий уплотняющий слой (30) на нижнюю поверхность указанной стельки (12 с) или на указанный набор (16),закрывают колодку (29) на указанную нижнюю пресс-форму (32), при этом указанный набор (16) прижимается к указанным штифтам (32b),впрыскивают полимерный материал, который образует протектор (14) таким образом, чтобы частично накладываться на указанный верх,открывают пресс-форму и снимают ботинок с указанной колодки (29). 33. Способ изготовления подошвы или ботинка по любому из пп.16-32, согласно которому указанный набор, содержащий указанный элемент (19) в виде слоя, выполняют с меньшими размерами поверхности, чем указанная мембрана (17) и указанный защитный слой (18).
МПК / Метки
МПК: B29D 35/12, A43B 13/42, A43B 7/12
Метки: способ, паропропускающая, ботинка, водонепроницаемая, таких, ботинок, подошвы, изготовления, подошва, подошвой
Код ссылки
<a href="https://eas.patents.su/14-16589-paropropuskayushhaya-vodonepronicaemaya-podoshva-dlya-botinok-botinok-s-takojj-podoshvojj-i-sposob-izgotovleniya-takih-podoshvy-i-botinka.html" rel="bookmark" title="База патентов Евразийского Союза">Паропропускающая водонепроницаемая подошва для ботинок, ботинок с такой подошвой и способ изготовления таких подошвы и ботинка</a>
Подошва ботинка из трёх материалов, способ изготовления подошвы и устройство для изготовления подошвы
Номер патента: 10535
Опубликовано: 30.10.2008
Авторы: Велата Жан, Дидье Жан-Франсуа
МПК: A43B 13/24, B29D 31/51, B29D 31/50...
Метки: материалов, способ, трёх, изготовления, подошва, подошвы, ботинка, устройство
Формула / Реферат:
1. Подошва ботинка (1), содержащая нижнюю подошву (2) и верхнюю подошву (10), при этом верхняя подошва (10) является стелькой, а нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3), отличающаяся тем, что нижняя подошва (2) содержит периферический элемент (N1) стабилизации и удержания ступни, выполненный на периферии геленка (4), передней части (3) и пятки (5); элемент поглощения ударов (N4), выполненный в середине пятки (5) и...
Ботинок с теплоотдающей подошвой и теплоотдающая подошва ботинка
Номер патента: 7438
Опубликовано: 27.10.2006
Автор: Ведениг Кристоф
МПК: A43B 7/02
Метки: ботинок, подошвой, теплоотдающая, ботинка, теплоотдающей, подошва
Формула / Реферат:
1. Ботинок с теплоотдающей подошвой и подобная подошва с каблуком, внутри которой расположено подошвенное нагревательное устройство, причем подошвенное нагревательное устройство выполнено в виде генератора (3) теплоты трения, который содержит две обращенные друг к другу, прилегающие, в основном, плашмя друг к другу или расположенные на небольшом расстоянии друг от друга, в основном, параллельно друг к другу поверхности (310, 320) трения или...
Водонепроницаемая и паропроницаемая обувная подошва и обувь с такой подошвой
Номер патента: 15454
Опубликовано: 31.08.2011
Автор: Полегато Моретти Марио
МПК: A43B 7/12
Метки: паропроницаемая, подошвой, подошва, обувная, обувь, водонепроницаемая
Формула / Реферат:
1. Водонепроницаемая и паропроницаемая обувная подошва (10, 100, 200, 300), содержащаянижний элемент (11, 111, 211, 311), выполненный из пластикового материала, на котором образована ходовая поверхность (12) подошвы, имеющая множество сквозных отверстий (13);мембрану (14, 214, 314), которая является непроницаемой для воды и проницаемой для водяных паров и установлена над указанным нижним элементом (11, 111, 211, 311), чтобы накладываться на...
Водонепроницаемая и воздухопроницаемая подошва для обуви и обувь с такой подошвой
Номер патента: 6610
Опубликовано: 24.02.2006
Автор: Полегато Моретти Марио
МПК: A43B 13/16, A43B 7/12
Метки: обувь, водонепроницаемая, подошвой, воздухопроницаемая, обуви, подошва
Формула / Реферат:
1. Водонепроницаемая и воздухопроницаемая подошва для обуви, имеющая конструкцию, которая отличается тем, что она содержит опорный слой (10, 110), который, по меньшей мере, на заданном макроучастке (11, 111) изготовлен из сетки, войлока или другого диффузно перфорированного материала; мембрану (13, 113), изготовленную из водонепроницаемого и паропроницаемого материала и присоединенную сверху к указанному опорному слою (10, 110), по меньшей мере,...
Паропроницаемый элемент в составе обувных подошв, обувная подошва, обеспеченная таким паропроницаемым элементом, и ботинок с такой подошвой
Номер патента: 14635
Опубликовано: 30.12.2010
Автор: Полегато Моретти Марио
МПК: A43B 7/12, A43B 13/12
Метки: паропроницаемый, обувных, элемент, подошва, таким, обувная, ботинок, подошв, паропроницаемым, подошвой, обеспеченная, составе, элементом
Формула / Реферат:
1. Паропроницаемый элемент для использования в составе обувных подошв, отличающийся тем, что он содержитопорный контурный элемент (11, 211, 311, 411), который, по существу, ограничивает по меньшей мере одно большое сквозное отверстие (12, 512);мембрану (17, 117), которая является не проницаемой для воды и проницаемой для водяных паров и расположена над указанным опорным контурным элементом (11, 211, 311, 411), чтобы накрывать, по меньшей мере,...
Предыдущий патент: Аналоги пиразола
Следующий патент: Способ получения полиолефина и продукт для получения линейного полиэтилена низкой плотности
Случайный патент: Макроциклические ингибиторы вируса гепатита с