Рама для рекламных постеров и способ ее изготовления
Формула / Реферат
1. Способ изготовления рамы для рекламных постеров, в процессе которого
режут подготовленные пружины (3) в форме узких пластин,
изготавливают верхние алюминиевые профили (2),
изготавливают корпус рамы,
размещают на корпусе (1) защитное поливинилхлоридное покрытие (5),
отличающийся тем, что
корпус рамы изготавливают в виде цельной детали (1) путем формования методом инжекции из пластмассы,
на корпус (1) монтируют при помощи пружин (3) верхние алюминиевые профили (2).
2. Способ изготовления рамы по п.1, отличающийся тем, что с одной стороны защитного поливинилхлоридного покрытия (5) изготавливают канавки для держателя, при этом верхние алюминиевые профили (2) режут под углом 45°.
3. Способ изготовления рамы по любому из предшествующих пунктов, отличающийся тем, что изготавливают, в том числе формуют по крайней мере одну упорную секцию (4) на корпусе (1).
4. Способ изготовления рамы по любому из предшествующих пунктов, отличающийся тем, что на корпусе (1) изготавливают, в том числе формируют по крайней мере одну монтажную площадку (1.4) для установки на ней упорной секции (4).
5. Рама для рекламных постеров, содержащая верхние алюминиевые профили (2), корпус рамы, пружины (3) и защитное поливинилхлоридное покрытие (5), отличающаяся тем, что корпус рамы выполнен из пластика в виде цельной детали (1), снабжен посадочными местами для верхнего алюминиевого профиля (2) и соединен с верхним алюминиевым профилем при помощи пружин.
6. Рама по п.5, отличающаяся тем, что корпус рамы (1) изготовлен методом инжекции из пластмассы.
7. Рама по любому из предшествующих пунктов, отличающаяся тем, что она содержит по крайней мере один стопор-упор (1.5) для верхнего профиля и по крайней мере одну канавку (1.1) для держателя рамы, а на углах корпуса выполнены соединительные опорные детали.
8. Рама по любому из предшествующих пунктов, отличающаяся тем, что на углах корпуса (1) подготовлено по крайней мере одно посадочное место (21) для размещения соединительной опорной детали (20).
9. Рама по любому из предшествующих пунктов, отличающаяся тем, что в состав рамы входит по крайней мере одна упорная секция (4) и по крайней мере один паз (1.3) для установки упорной секции (4).
10. Рама по любому из предшествующих пунктов, отличающаяся тем, что она содержит по крайней мере одну монтажную площадку для установки упорной секции (4).
11. Рама по п.10, отличающаяся тем, что в состав упорной секции (4) входит основание упора (4.3), по крайней мере один фиксатор (4.2) и упорная стойка (4.1), размещенные на основании упора (4.3).
Текст
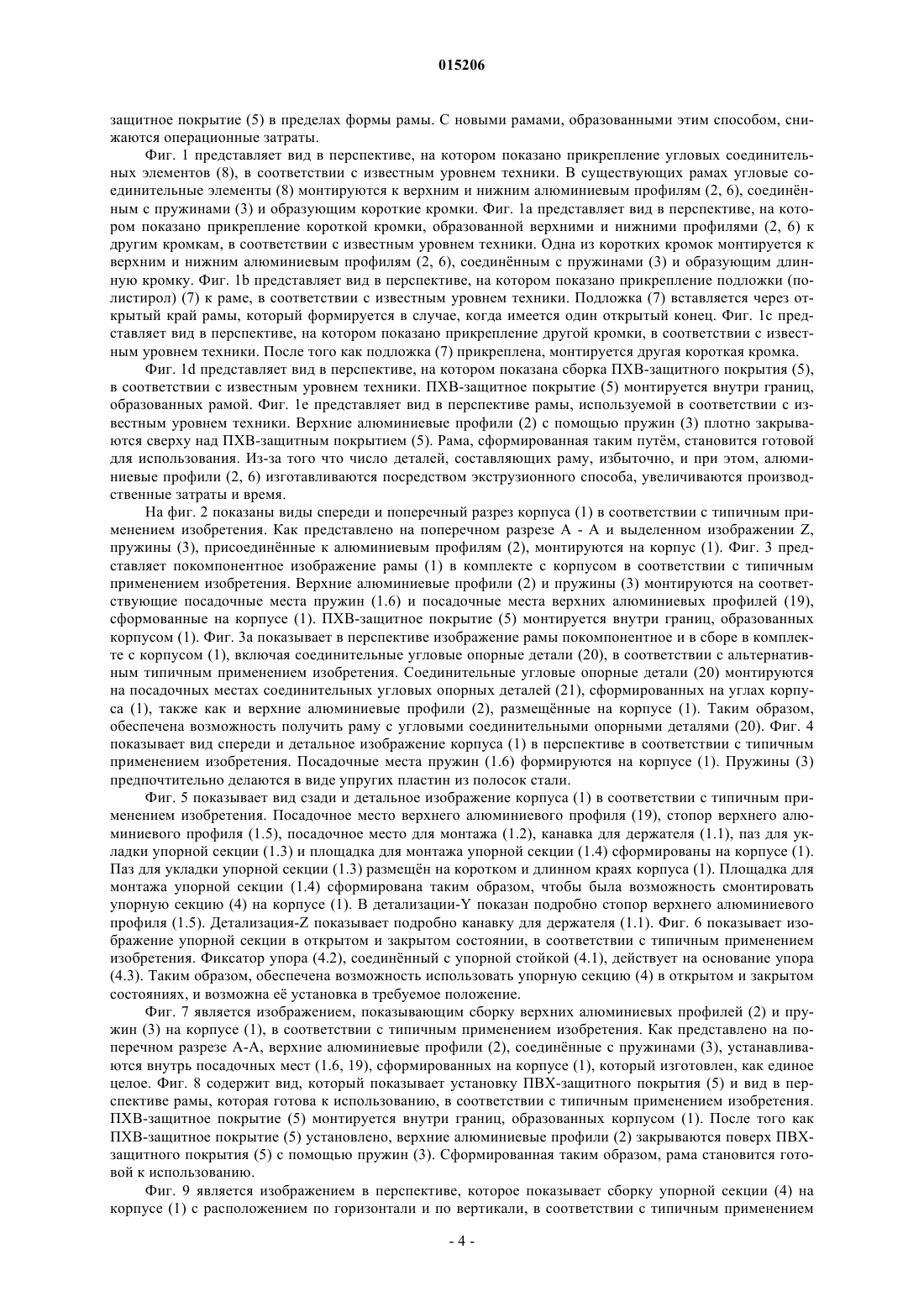
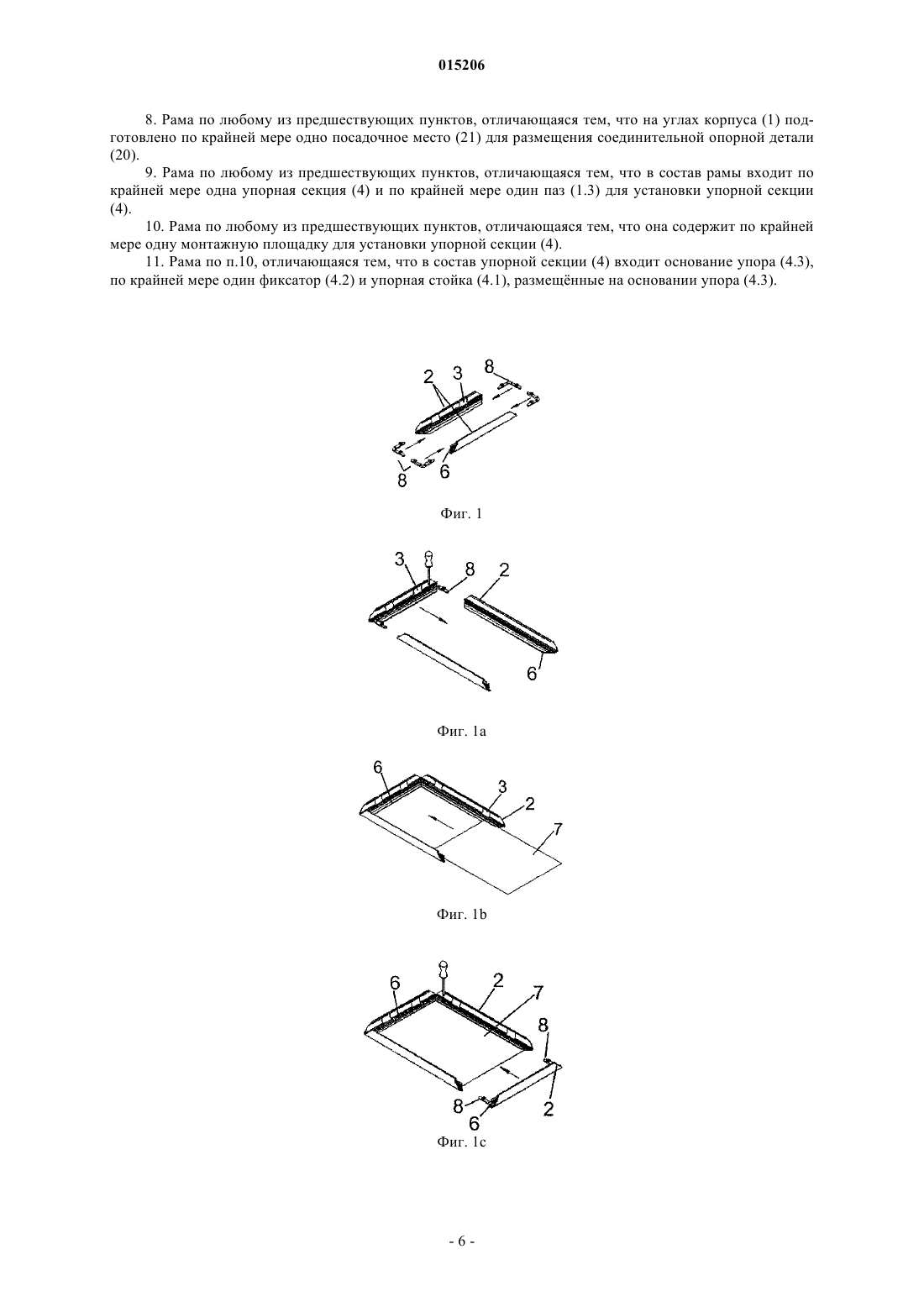
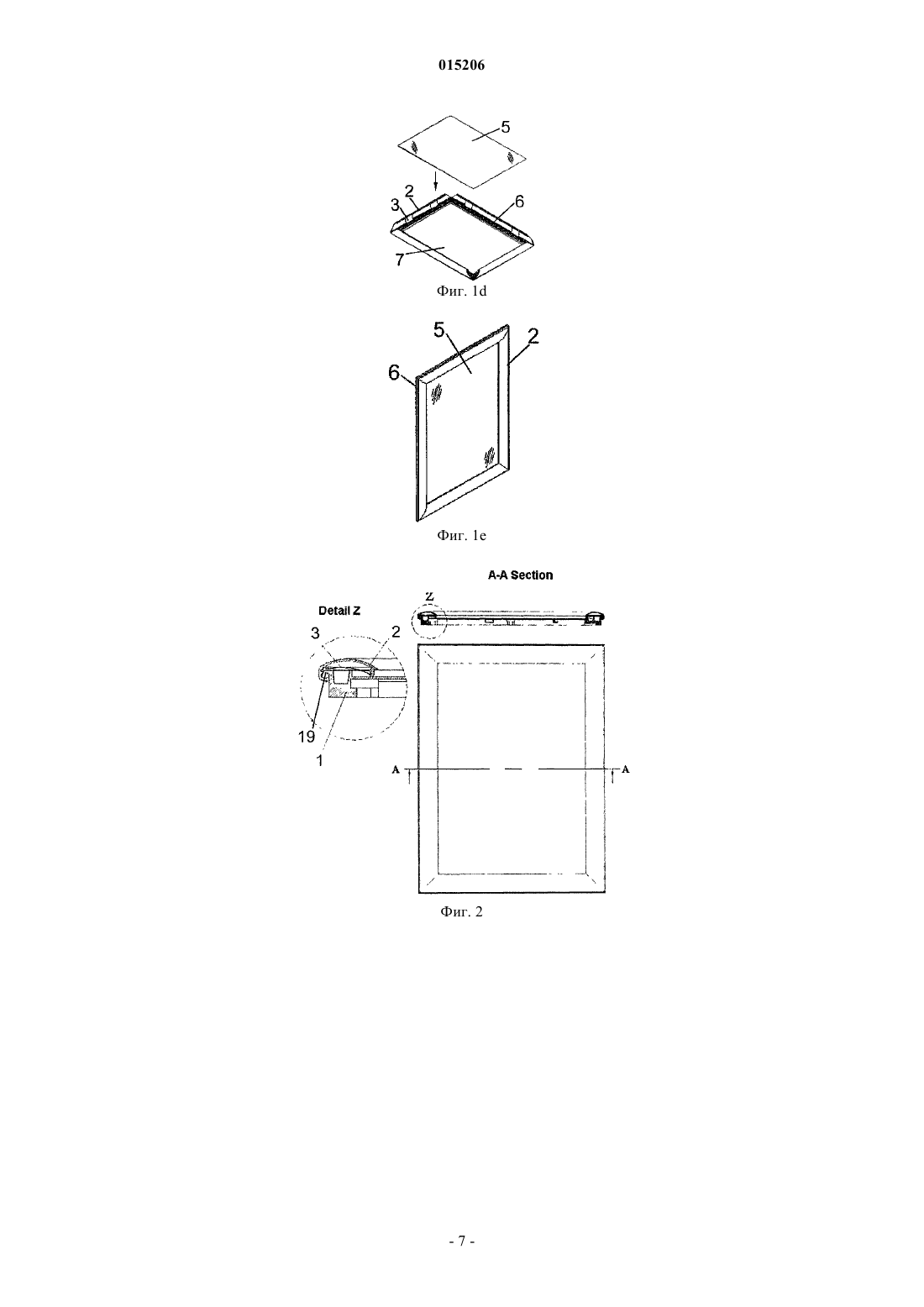
РАМА ДЛЯ РЕКЛАМНЫХ ПОСТЕРОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ(71)(73) Заявитель и патентовладелец: М. Т РЕКЛАМ ВЕ ПАЗАРЛАМА САНАЙИ ТИКАРЕТ, ЛИМИТЕД СИРКЕТИ Изобретение относится к алюминиевым рамам, используемым для демонстрации рекламных постеров и формируемым из нижнего алюминиевого профиля, верхнего алюминиевого профиля,задней подложки (полистирол), изогнутых пластин, угловых соединительных компонентов и ПВХ-защитного покрытия (PVC-ПВХ, поливинилхлорид); они характеризуются тем, что содержат цельно-формованный корпус (1), на который устанавливаются изогнутые пластины, без использования задней подложки и угловых соединительных компонентов, а также содержат по крайней мере один алюминиевый верхний профиль (2), расположенный над корпусом (1), и по крайней мере одну изогнутую пластину (3) 015206 Область техники Настоящее изобретение относится к алюминиевым рамам, которые дают возможность экспонировать рекламные постеры (объявления, плакаты и т.п.) Изобретение относится, в частности, к новым рамам, которые обеспечивают экономию производственных ресурсов и рабочего времени, так как они произведены в один этап и как единственная деталь, средствами метода инжекции из пластика, при этом не требуется использование нескольких частей, из которых изготавливается корпусная часть алюминиевых рам, а также и к способу производства этих рам. Уровень техники Алюминиевые рамы обычно используются для экспонирования рекламных постеров во внутреннем пространстве помещений. Алюминиевые рамы, как правило, состоят из нижних алюминиевых профилей,верхних алюминиевых профилей, подложки (полистирол), пружин, угловых соединительных элементов и ПВХ-защитного покрытия. Алюминиевые рамы изготавливаются в 5 этапов подготовки и 5 этапов сборки. Подготовительные этапы включают в себя следующие действия: вырезание пружин в форме узких полос на специальных станках по размерам, подходящим для рамы,после того как получены нижние и верхние алюминиевые профили методом экструзии, вырезание их по необходимым размерам, соединение нижних и верхних профилей с помощью пружин с применением процесса резания под углом 45,заготовка подложки (полистирол) и вырезание е по необходимым размерам,выполнение процедур резания и сверления металлических деталей, которые обеспечивают необходимую прочность угловых соединений в прессовых и формовочных машинах, выполнение операций нарезания резьбы в отверстиях и покрытие защитным слоем, а также скрепление винтами уже изготовленных угловых соединений, и после того как получено ПВХ-защитное покрытие, вырезание его по требуемым размерам, открытие прохода с одной стороны ПВХ-покрытия, чтобы содействовать раскрытию внутренней части рамы. Этапы сборки включают в себя следующие действия. После того, как нижние и верхние алюминиевые профили обработаны сверлильным инструментом,предварительно подготовленные угловые соединительные элементы прикрепляются к двум взаимно ответным кромкам, а винты и свободное место под винтами убираются. Одна из кромок, к которой прикреплены угловые соединительные элементы, присоединяются к двум другим кромкам с помощью угловых соединительных элементов (кромки образуют форму в виде - U). Заранее подготовленная подложка (полистирол) вкладывается через канавки на кромки, расположенные на нижнем профиле и образующие форму в виде - U. После того, как подложка (полистирол) закреплена, она монтируется с другими U-образными кромками с помощью угловых соединительных элементов. ПВХ-защитное покрытие размещено в положении, ограниченном нижнем профилем, и, таким образом, рама готова к использованию потребителем. Из-за того что корпус рамы состоит из большого количества частей, которые включают в себя нижние алюминиевые профили, угловые соединительные элементы, обеспечивающие сборку кромок, подложку и полистирольный слой, формирующий подложку, возрастает время, необходимое для сборки,производства, а также - объем рабочего времени. Алюминиевые профили изготавливаются методом экструзии. Изготовление алюминиевых профилей указанным методом экструзии - сложный процесс и приводит к значительным потерям времени, с дополнительными требованиями к последующей обработке деталей. Из-за того что алюминиевые профили изготовлены с использованием указанного метода экструзии, указанные требования к обработке деталей увеличивают производственные и трудовые затраты и время. Кроме того, различные устройства для подвешивания прикрепляются к подложке, чтобы была возможность вывесить раму в определнном месте. Это приводит к дополнительным затратам. И это делает этапы производства ещ более сложными. Из-за прикрепления к раме устройств для подвешивания эта рама отклоняется от точки подвешивания на расстояние, эквивалентное толщине этих устройств, что также представляет собой проблему. Существует потребность в новой раме, которая бы обеспечила возможность е производства за единственный этап без использования нижних профилей, угловых соединительных элементов и подложки, составляющих корпус рамы, и следовательно, обеспечивала экономию производственных затрат. Цель изобретения Целью изобретения, основанного на известном уровне техники, является получение новой рамы, а именно, алюминиевых рам, демонстрирующих рекламные постеры, которые можно будет производить за более короткое время и с меньшими затратами, а также способ производства указанных рам. Другой целью изобретения является, обеспечить экономию операционных затрат за счет формования новой рамы, которая содержит корпус, выполненный способом инжекции из пластика, и пружины,присоединнные к алюминиевым профилям, размещнным на корпусе, без использования нижних алю-1 015206 миниевых профилей, угловых соединительных элементов и подложки. Другой целью изобретения также является обеспечить экономию производственных и трудовых средств за счет предоставления корпуса, сформованного за единственный этап, без использования нижних алюминиевых профилей, угловых соединительных элементов и подложки. Ещ одной целью изобретения является обеспечить удобство пользования за счт складной упорной секции сформированной на задней стороне рамы. Кроме того, ещ одной целью изобретения является обеспечить уменьшение затрат производственного времени на изготовление корпуса из пластика за единственный этап, способом инжекции, а также рам, которые формируются с помощью расположения пружин, алюминиевых профилей и ПВХ-защиты на корпусе. Кроме того, ещ одной целью изобретения является уменьшение длительности этапов подготовки и сборки рам. Для достижения вышеизложенных целей были сконструированы новые рамы, которые состоят из корпуса, формованного способом инжекции из пластика, и пружин в соединении с алюминиевыми профилями, расположенными на корпусе. Используется корпус, изготовленный за единственный этап, без необходимости использования нижних алюминиевых профилей, угловых соединительных элементов и подложки. Это обеспечивает укорочение этапов производства, что позволяет изготавливать новые рамы за более короткое время с низкими производственными затратами. В соответствии с предпочтительным вариантом выполнения изобретения способ включает в себя следующие этапы: подготовка пружин, имеющих форму узких полос (пластин), и нарезание их по соответствующим размерам, разрезание верхних алюминиевых профилей по определнным размерам, определнным образом под углом, обработка сверлением, формование корпуса посредством способа инжекции из пластика, и после того, как верхние алюминиевые профили подвергнуты обработке сверлением,монтаж их на корпус вместе с пружинами и размещение ПВХ-защиты на корпусе. В соответствии с предпочтительным вариантом выполнения изобретения канавки формируются с одной стороны ПВХ-защиты, а верхние алюминиевые профили вырезаются под углом 45. В соответствии с предпочтительным вариантом выполнения изобретения, формируется, по крайней мере, одна складная упорная секция, чтобы смонтировать е на корпусе, когда это необходимо. В соответствии с предпочтительным вариантом выполнения изобретения на корпусе формируется по крайней мере одна площадка для монтажа упорной секции, чтобы была возможность смонтировать упорную секцию на корпусе. В соответствии с предпочтительным вариантом выполнения изобретения корпус изготавливается в виде единственной детали, при этом по крайней мере один верхний алюминиевый профиль располагается на корпусе и по крайней мере одна пружина должна быть сформирована. В соответствии с предпочтительным вариантом выполнения изобретения корпус изготавливается посредством способа инжекции из пластика. В соответствии с предпочтительным вариантом выполнения изобретения предусматривается формирование на корпусе по крайней мере одного посадочного места для алюминиевого профиля по крайней мере одного посадочного места для пружины по крайней мере одного стопора для верхнего профиля и по крайней мере одной канавки для держателя. В соответствии с предпочтительным вариантом выполнения изобретения предусматривается по крайней мере одна соединительная угловая опорная деталь, расположенная на посадочных местах для соединительной угловой опорной детали, которые сформированы на углах корпуса. В соответствии с предпочтительным вариантом выполнения изобретения предусматривается формирование по крайней мере одной упорной секции, чтобы смонтировать е на корпусе. В соответствии с предпочтительным вариантом выполнения изобретения предусматривается по крайней мере одна площадка для монтажа упорной секции и по крайней мере один паз для укладки упорной секции, чтобы была возможность смонтировать упорную секцию на корпусе, когда это необходимо. В соответствии с предпочтительным вариантом выполнения изобретения предусматривается по крайней мере один фиксатор упора и упорная стойка, размещенные на основании упора, который входит в состав упорной секции. Описание чертежей Фиг. 1 является видом в перспективе, на котором показано прикрепление угловых соединительных элементов, в соответствии с известным уровнем техники; фиг. 1a - вид в перспективе, на котором показано прикрепление короткой кромки, образуемой как из верхних, так и из нижних алюминиевых профилей, к другим кромкам, в соответствии с известным уровнем техники; фиг. 1b - вид в перспективе, на котором показано прикрепление подложки (полистирол) к раме, в соответствии с известным уровнем техники; фиг. 1c - вид в перспективе, на котором показано прикрепление другой кромки, в соответствии с известным уровнем техники;-2 015206 фиг. 1d - видом в перспективе, на котором показана установка ПХВ-защитного покрытия, в соответствии с известным уровнем техники; фиг. 1e - вид в перспективе, на котором показана рама, используемая в соответствии с известным уровнем техники; фиг. 2 - вид спереди и вид с поперечным разрезом корпуса в соответствии с типичным применением изобретения; фиг. 3 является покомпонентным изображением рамы в комплекте с корпусом в соответствии с типичным применением изобретения; фиг. 3a показывает изображение в перспективе рамы покомпонентное и в сборе, в комплекте с корпусом, включая соединительные угловые опорные детали, в соответствии с альтернативным типичным применением изобретения; фиг. 4 - вид спереди и детальное изображение корпуса в перспективе в соответствии с типичным применением изобретения; фиг. 5 - вид сзади и детальное изображение корпуса в соответствии с типичным применением изобретения; фиг. 6 - изображение упорной секции в открытом и закрытом состоянии в соответствии с типичным применением изобретения; фиг. 7 - изображение, показывающее сборку верхних алюминиевых профилей и пружин на корпусе,в соответствии с типичным применением изобретения; фиг. 8 - вид, который показывает установку ПВХ-защитного покрытия и вид в перспективе рамы,которая готова к использованию, в соответствии с типичным применением изобретения; фиг. 9 - изображение в перспективе, которое показывает сборку упорной секции на корпусе при подгонке по горизонтали и по вертикали, в соответствии с типичным применением изобретения; фиг. 10 - изображение в перспективе, которое показывает закрепление рамы на стене, в соответствии с типичным применением изобретения; фиг. 11 - изображение в перспективе, которое показывает подвешивание рамы с помощью соединительных средств через канавки для держателя, в соответствии с типичным применением изобретения; фиг. 12 - изображение в перспективе, которое показывает использование рамы с упорной секцией, в соответствии с типичным применением изобретения; фиг. 13 - изображение типичного производства с помощью способа инжекции в соответствии с типичным применением изобретения; фиг. 14 является изображением типичного производства алюминиевых профилей с помощью экструзионного способа, в соответствии с известным уровнем техники. Нумерация позиций чертежей 1. Корпус 7. Подложка 1.1. Канавка для держателя 8. Угловой соединительный элемент 1.2. Посадочное место для монтажа 9. Соединительные средства 1.3. Паз для укладки упорной секции 10. Литейная форма 1.4. Площадка для монтажа упорной секции 11. Узел подачи 1.5. Стопор верхнего профиля 12. Устройство ввода исходного материала 1.6. Посадочное место для пружины 13. Подача тепла 2. Верхний алюминиевый профиль 14. Алюминиевый пруток 3. Пружина 15. Пресс 4. Упорная секция 16. Обойма 4.1. Упорная стойка 17. Профиль 4.2. Фиксатор упора 18. Изделие 4.3. Основание упора 19. Посадочное место для верхнего алюминиевого профиля 5. ПХВ-защитное покрытие 20. Соединительная угловая опорная деталь 6. Нижний алюминиевый профиль 21. Посадочное место для соединительной угловой опорной детали Полное описание изобретения Наше изобретение имеет отношение к алюминиевым рамам, которые позволяют демонстрировать рекламные постеры в различных местах; оно (изобретение) дат возможность изготавливать алюминиевые рамы за более короткое время и с меньшими затратами. Имеются следующие детали: корпус (1),сформованный способом инжекции из пластика, верхние алюминиевые профили (2) и пружины (3), которые монтируются на корпусе (1). После того как верхние алюминиевые профили (2) и пружины (3) присоединяются к местам, куда их полагается монтировать на корпусе (1), устанавливается ПХВ-3 015206 защитное покрытие (5) в пределах формы рамы. С новыми рамами, образованными этим способом, снижаются операционные затраты. Фиг. 1 представляет вид в перспективе, на котором показано прикрепление угловых соединительных элементов (8), в соответствии с известным уровнем техники. В существующих рамах угловые соединительные элементы (8) монтируются к верхним и нижним алюминиевым профилям (2, 6), соединнным с пружинами (3) и образующим короткие кромки. Фиг. 1a представляет вид в перспективе, на котором показано прикрепление короткой кромки, образованной верхними и нижними профилями (2, 6) к другим кромкам, в соответствии с известным уровнем техники. Одна из коротких кромок монтируется к верхним и нижним алюминиевым профилям (2, 6), соединнным с пружинами (3) и образующим длинную кромку. Фиг. 1b представляет вид в перспективе, на котором показано прикрепление подложки (полистирол) (7) к раме, в соответствии с известным уровнем техники. Подложка (7) вставляется через открытый край рамы, который формируется в случае, когда имеется один открытый конец. Фиг. 1c представляет вид в перспективе, на котором показано прикрепление другой кромки, в соответствии с известным уровнем техники. После того как подложка (7) прикреплена, монтируется другая короткая кромка. Фиг. 1d представляет вид в перспективе, на котором показана сборка ПХВ-защитного покрытия (5),в соответствии с известным уровнем техники. ПХВ-защитное покрытие (5) монтируется внутри границ,образованных рамой. Фиг. 1e представляет вид в перспективе рамы, используемой в соответствии с известным уровнем техники. Верхние алюминиевые профили (2) с помощью пружин (3) плотно закрываются сверху над ПХВ-защитным покрытием (5). Рама, сформированная таким путм, становится готовой для использования. Из-за того что число деталей, составляющих раму, избыточно, и при этом, алюминиевые профили (2, 6) изготавливаются посредством экструзионного способа, увеличиваются производственные затраты и время. На фиг. 2 показаны виды спереди и поперечный разрез корпуса (1) в соответствии с типичным применением изобретения. Как представлено на поперечном разрезе A - A и выделенном изображении Z,пружины (3), присоединнные к алюминиевым профилям (2), монтируются на корпус (1). Фиг. 3 представляет покомпонентное изображение рамы (1) в комплекте с корпусом в соответствии с типичным применением изобретения. Верхние алюминиевые профили (2) и пружины (3) монтируются на соответствующие посадочные места пружин (1.6) и посадочные места верхних алюминиевых профилей (19),сформованные на корпусе (1). ПХВ-защитное покрытие (5) монтируется внутри границ, образованных корпусом (1). Фиг. 3a показывает в перспективе изображение рамы покомпонентное и в сборе в комплекте с корпусом (1), включая соединительные угловые опорные детали (20), в соответствии с альтернативным типичным применением изобретения. Соединительные угловые опорные детали (20) монтируются на посадочных местах соединительных угловых опорных деталей (21), сформированных на углах корпуса (1), также как и верхние алюминиевые профили (2), размещнные на корпусе (1). Таким образом,обеспечена возможность получить раму с угловыми соединительными опорными деталями (20). Фиг. 4 показывает вид спереди и детальное изображение корпуса (1) в перспективе в соответствии с типичным применением изобретения. Посадочные места пружин (1.6) формируются на корпусе (1). Пружины (3) предпочтительно делаются в виде упругих пластин из полосок стали. Фиг. 5 показывает вид сзади и детальное изображение корпуса (1) в соответствии с типичным применением изобретения. Посадочное место верхнего алюминиевого профиля (19), стопор верхнего алюминиевого профиля (1.5), посадочное место для монтажа (1.2), канавка для держателя (1.1), паз для укладки упорной секции (1.3) и площадка для монтажа упорной секции (1.4) сформированы на корпусе (1). Паз для укладки упорной секции (1.3) размещн на коротком и длинном краях корпуса (1). Площадка для монтажа упорной секции (1.4) сформирована таким образом, чтобы была возможность смонтировать упорную секцию (4) на корпусе (1). В детализации-Y показан подробно стопор верхнего алюминиевого профиля (1.5). Детализация-Z показывает подробно канавку для держателя (1.1). Фиг. 6 показывает изображение упорной секции в открытом и закрытом состоянии, в соответствии с типичным применением изобретения. Фиксатор упора (4.2), соединнный с упорной стойкой (4.1), действует на основание упора(4.3). Таким образом, обеспечена возможность использовать упорную секцию (4) в открытом и закрытом состояниях, и возможна е установка в требуемое положение. Фиг. 7 является изображением, показывающим сборку верхних алюминиевых профилей (2) и пружин (3) на корпусе (1), в соответствии с типичным применением изобретения. Как представлено на поперечном разрезе A-A, верхние алюминиевые профили (2), соединнные с пружинами (3), устанавливаются внутрь посадочных мест (1.6, 19), сформированных на корпусе (1), который изготовлен, как единое целое. Фиг. 8 содержит вид, который показывает установку ПВХ-защитного покрытия (5) и вид в перспективе рамы, которая готова к использованию, в соответствии с типичным применением изобретения. ПХВ-защитное покрытие (5) монтируется внутри границ, образованных корпусом (1). После того как ПХВ-защитное покрытие (5) установлено, верхние алюминиевые профили (2) закрываются поверх ПВХзащитного покрытия (5) с помощью пружин (3). Сформированная таким образом, рама становится готовой к использованию. Фиг. 9 является изображением в перспективе, которое показывает сборку упорной секции (4) на корпусе (1) с расположением по горизонтали и по вертикали, в соответствии с типичным применением-4 015206 изобретения. Упорная секция (4) устанавливается как в вертикальном, так и в горизонтальном положении с помощью площадки для монтажа упорной секции (1.4) через паз для укладки упорной секции (1.3),сформированный на тыльной стороне корпуса (1). Лгкость использования обеспечивается складной упорной секцией (4), устанавливаемой на площадку для монтажа упорной секции (1.4). Фиг. 10 является изображением в перспективе, которое показывает закрепление рамы на стене, в соответствии с типичным применением изобретения. Рама закрепляется с помощью соединительных средств (9) через посадочные места для монтажа (1.2), сформированные на корпусе (1). Фиг. 11 является изображением в перспективе, которое показывает процесс подвешивания рамы посредством соединения через канавки для держателя (1.1), в соответствии с типичным применением изобретения. Как показано в детализации-B,рама закрепляется с помощью соединительных средств (9) через канавки для держателя (1.1), сформированные на корпусе (1). Фиг. 12 является изображением в перспективе, которое показывает использование рамы с упорной секцией (4), в соответствии с типичным применением изобретения. Использование рамы осуществляется после установки упорной секции (4). Положение упорной секции (4) может быть переустановлено. Фиг. 13 является изображением типичного производства с помощью способа инжекции, в соответствии с типичным применением изобретения. Исходный материал поступает через устройство ввода исходного материала (12) в литейную форму (10) с помощью узла подачи (11), и при этом в течение передачи сырого материала к литейной форме (10) к нему происходит передача тепла (13). Таким образом, укорачиваются этапы производства и обеспечивается экономия операционных затрат. Изделие (18) получается такой же формы, как и в литейной форме (10) в инжекционной машине. Продукция изготавливается целиком за один этап, без необходимости проведения любых дополнительных процессов. Фиг. 14 является изображением типичного производства алюминиевых профилей (2, 6) с помощью экструзионного способа, в соответствии с известным уровнем техники. Литейная форма (10) располагается в соединении с обоймой (16). Алюминиевый пруток (14) и пресс (15) взаимодействуют внутри обоймы (16). Под действием силы давления пресса (15) алюминиевый пруток (14) в виде расплава проходит через литейную форму (10) и образует профиль (17). После того как профиль (17) сформирован,необходимо его подвергать различным производственным операциям. Такое производство требует больших затрат времени и денег. Изобретение может не ограничиваться типичным применением, представленным в этой части. Альтернативные реализации на основе принципиальных составных частей в пределах защищнных пунктов формулы изобретения, которые разрабатываются лицами, квалифицированными в данной области техники, будут представлять нарушение прав на изобретение. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления рамы для рекламных постеров, в процессе которого режут подготовленные пружины (3) в форме узких пластин,изготавливают верхние алюминиевые профили (2),изготавливают корпус рамы,размещают на корпусе (1) защитное поливинилхлоридное покрытие (5),отличающийся тем, что корпус рамы изготавливают в виде цельной детали (1) путм формования методом инжекции из пластмассы,на корпус (1) монтируют при помощи пружин (3) верхние алюминиевые профили (2). 2. Способ изготовления рамы по п.1, отличающийся тем, что с одной стороны защитного поливинилхлоридного покрытия (5) изготавливают канавки для держателя, при этом верхние алюминиевые профили (2) режут под углом 45. 3. Способ изготовления рамы по любому из предшествующих пунктов, отличающийся тем, что изготавливают, в том числе формуют по крайней мере одну упорную секцию (4) на корпусе (1). 4. Способ изготовления рамы по любому из предшествующих пунктов, отличающийся тем, что на корпусе (1) изготавливают, в том числе формируют по крайней мере одну монтажную площадку (1.4) для установки на ней упорной секции (4). 5. Рама для рекламных постеров, содержащая верхние алюминиевые профили (2), корпус рамы,пружины (3) и защитное поливинилхлоридное покрытие (5), отличающаяся тем, что корпус рамы выполнен из пластика в виде цельной детали (1), снабжн посадочными местами для верхнего алюминиевого профиля (2) и соединн с верхним алюминиевым профилем при помощи пружин. 6. Рама по п.5, отличающаяся тем, что корпус рамы (1) изготовлен методом инжекции из пластмассы. 7. Рама по любому из предшествующих пунктов, отличающаяся тем, что она содержит по крайней мере один стопор-упор (1.5) для верхнегопрофиля и по крайней мере одну канавку (1.1) для держателя рамы, а на углах корпуса выполнены соединительные опорные детали.-5 015206 8. Рама по любому из предшествующих пунктов, отличающаяся тем, что на углах корпуса (1) подготовлено по крайней мере одно посадочное место (21) для размещения соединительной опорной детали(20). 9. Рама по любому из предшествующих пунктов, отличающаяся тем, что в состав рамы входит по крайней мере одна упорная секция (4) и по крайней мере один паз (1.3) для установки упорной секции(4). 10. Рама по любому из предшествующих пунктов, отличающаяся тем, что она содержит по крайней мере одну монтажную площадку для установки упорной секции (4). 11. Рама по п.10, отличающаяся тем, что в состав упорной секции (4) входит основание упора (4.3),по крайней мере один фиксатор (4.2) и упорная стойка (4.1), размещнные на основании упора (4.3).
МПК / Метки
МПК: G09F 15/00
Метки: постеров, рекламных, способ, изготовления, рама
Код ссылки
<a href="https://eas.patents.su/14-15206-rama-dlya-reklamnyh-posterov-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Рама для рекламных постеров и способ ее изготовления</a>
Пространственная рама для автомобиля и способ ее изготовления (варианты)
Номер патента: 1477
Опубликовано: 23.04.2001
Авторы: Хортон Фрэнк А., Габбианелли Джианфранко, Джейкел Федерико Г.
МПК: B62D 23/00
Метки: автомобиля, рама, изготовления, способ, варианты, пространственная
Формула / Реферат:
1. Пространственная рама (10) для автомобиля, содержащая первую и вторую продольные, смещенные в боковом направлении друг от друга нижние боковые балки (12); идущую в боковом направлении соединительную конструкцию (44, 46, 48, 50), которая выполнена так, чтобы удерживать указанные нижние балки со смещением в боковом направлении друг от друга, главным образом параллельно друг другу; и два изготовленных гидроформингом трубчатых верхних продольных...
Ситовая рама для вибрационного сита и способ ее изготовления
Номер патента: 15159
Опубликовано: 30.06.2011
Автор: Ногальски Джеймс Ф.
Метки: изготовления, сита, рама, вибрационного, способ, ситовая
Формула / Реферат:
1. Ситовая рама для вибрационного сита, имеющая прямоугольную форму и содержащая первую и вторую продольные противоположно расположенные стороны и первую и вторую поперечные противоположно расположенные стороны, по существу, перпендикулярные продольным сторонам, отличающаяся тем, что содержит множество поперечных ребер, расположенных между первой и второй продольными сторонами, при этом по меньшей мере одно поперечное ребро проходит за пределы...
Способ автоматизированного распространения рекламных сообщений и система для его реализации
Номер патента: 11900
Опубликовано: 30.06.2009
Автор: Тетерин Олег Олегович
МПК: G06Q 30/00, G09F 19/00
Метки: автоматизированного, рекламных, реализации, способ, система, сообщений, распространения
Формула / Реферат:
1. Способ автоматизированного распространения рекламных сообщений, при котором осуществляют хранение и сортировку, по крайней мере, полученной от поставщиков рекламной информации, регистрируют пользователей мобильных устройств связи с получением их классификационных признаков, формируют для передачи конкретному пользователю пакет рекламных сообщений, включающий по крайней мере одно рекламное сообщение, выбранное с учетом классификационных...
Рама транспортного средства
Номер патента: 8601
Опубликовано: 29.06.2007
Авторы: Соболев Роман Юрьевич, Стреха Николай Романович, Хомяков Алексей Александрович, Бурмистров Николай Васильевич, Михальчук Леонид Автономович, Бирюков Иван Вячеславович, Мажукин Виктор Алексеевич, Карюкин Александр Викторович, Рыбников Евгений Константинович, Левин Генрих Исаакович, Кармишын Александр Михайлович
Метки: средства, транспортного, рама
Формула / Реферат:
1. Рама транспортного средства, например тележки железнодорожного вагона, содержащая фланцы (2), соединенные поперечной балкой (1), в которой предусмотрено шкворневое отверстие (3), отличающаяся тем, что по обе стороны от отверстия (3) вдоль продольной оси балки (1) размещен упор (5), дополнительно соединенный с поперечной балкой (1) по меньшей мере одним ребром жесткости (6), ось которого проходит через центр симметрии поперечного сечения упора...
Опорная рама для настенного монтажа электрического устройства
Номер патента: 11066
Опубликовано: 30.12.2008
Авторы: Де Амброджи Ренато, Пьянеццола Энрико
МПК: H02G 3/08
Метки: рама, монтажа, опорная, электрического, настенного, устройства
Формула / Реферат:
1. Опорная рама (1) для настенного монтажа по меньшей мере одного электрического устройства (20, 21, 22 и 23), содержащая обрамляющий корпус (4) для крепления к стене, заключающий в себе окно (5), которое формирует компоновочное пространство для установки указанного по меньшей мере одного электрического устройства (20, 21, 22 и 23), причем окно (5) образуется за счет пары обращенных друг к другу монтажных панелей (6 и 7) и пары обращенных друг к...