Блистерная упаковка
Номер патента: 14436
Опубликовано: 30.12.2010
Авторы: Мелиниотис Андреас Марк, Исон Стефен Уилльям, Эванс Питер Алан, Хармер Квентин Джон
Формула / Реферат
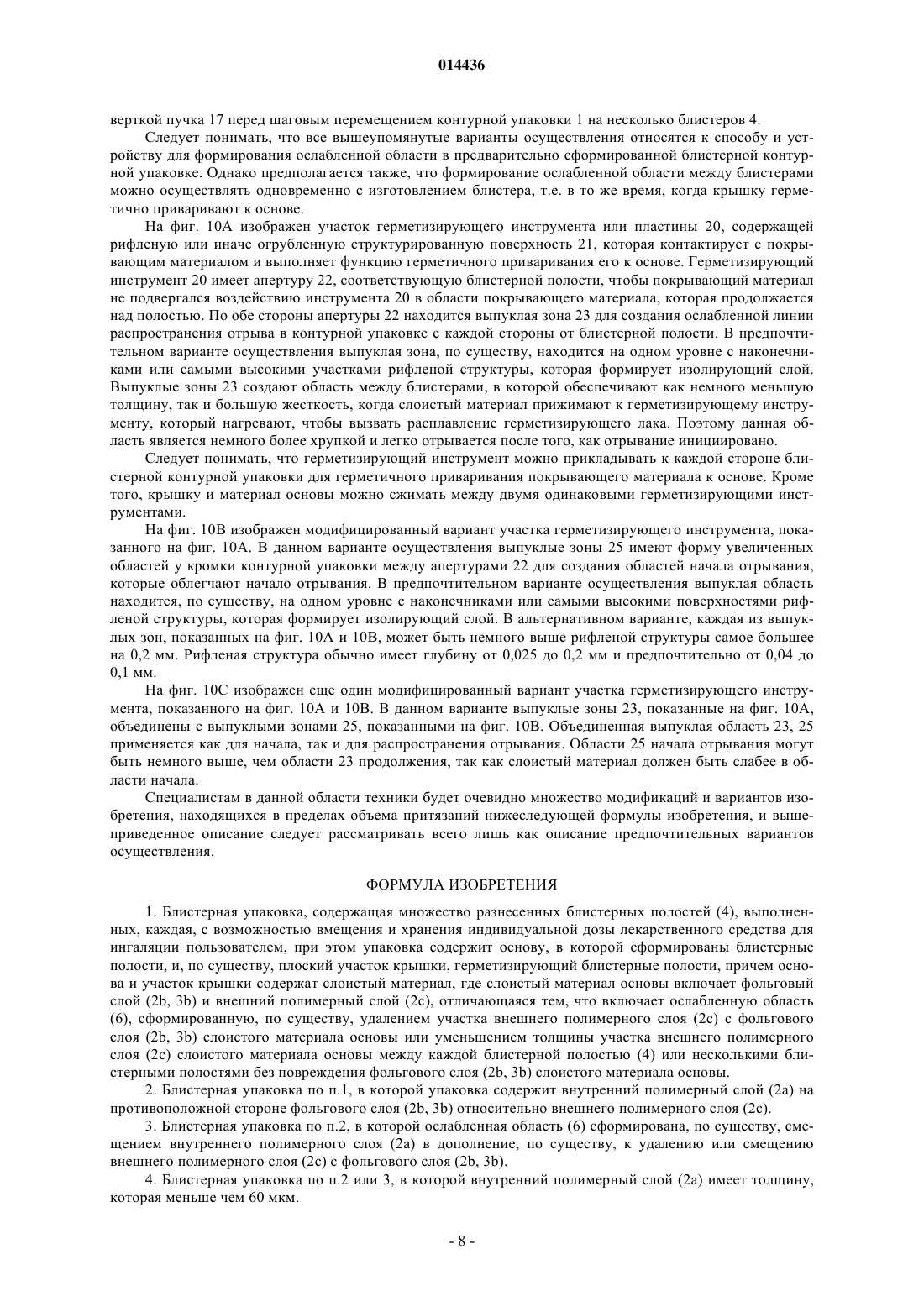
1. Блистерная упаковка, содержащая множество разнесенных блистерных полостей (4), выполненных, каждая, с возможностью вмещения и хранения индивидуальной дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит основу, в которой сформированы блистерные полости, и, по существу, плоский участок крышки, герметизирующий блистерные полости, причем основа и участок крышки содержат слоистый материал, где слоистый материал основы включает фольговый слой (2b, 3b) и внешний полимерный слой (2с), отличающаяся тем, что включает ослабленную область (6), сформированную, по существу, удалением участка внешнего полимерного слоя (2с) с фольгового слоя (2b, 3b) слоистого материала основы или уменьшением толщины участка внешнего полимерного слоя (2с) слоистого материала основы между каждой блистерной полостью (4) или несколькими блистерными полостями без повреждения фольгового слоя (2b, 3b) слоистого материала основы.
2. Блистерная упаковка по п.1, в которой упаковка содержит внутренний полимерный слой (2а) на противоположной стороне фольгового слоя (2b, 3b) относительно внешнего полимерного слоя (2с).
3. Блистерная упаковка по п.2, в которой ослабленная область (6) сформирована, по существу, смещением внутреннего полимерного слоя (2а) в дополнение, по существу, к удалению или смещению внешнего полимерного слоя (2с) с фольгового слоя (2b, 3b).
4. Блистерная упаковка по п.2 или 3, в которой внутренний полимерный слой (2а) имеет толщину, которая меньше чем 60 мкм.
5. Блистерная упаковка по п.4, в которой внутренний полимерный слой (2а) имеет толщину от 15 до 40 мкм.
6. Блистерная упаковка по п.5, в которой внутренний полимерный слой (2а) имеет толщину 30 мкм.
7. Блистерная упаковка по любому из предыдущих пунктов, содержащая удлиненную контурную упаковку блистеров.
8. Блистерная упаковка по п.7, в которой ослабленная область (6) обеспечена между каждым блистером контурной упаковки.
9. Блистерная упаковка по любому из предыдущих пунктов, в которой одна или каждая ослабленная область (6) является прерывистой.
10. Блистерная упаковка по п.9, в которой внешний полимерный слой (2с), по существу, удален или смещен из прерывистых разнесенных областей, продолжающихся вдоль каждой ослабленной области (6) так, что каждая ослабленная область сформирована из ряда ослабленных и неослабленных секций.
11. Блистерная упаковка по любому из предыдущих пунктов, в которой ослабленная область (6) сформирована на кромке упаковки для облегчения начала отрывания.
12. Блистерная упаковка по любому из предыдущих пунктов, содержащая вырез, засечку или перфорацию (13) в кромке упаковки для облегчения начала отрывания.
13. Блистерная упаковка по любому из предыдущих пунктов, в которой, по меньшей мере, участок ослабленной области (6) представляет собой узкую полоску или линию.
14. Блистерная упаковка по п.13, в которой ослабленная область (6) содержит узкую полоску или линию и увеличенную ослабленную область в месте, где линия выходит к кромке упаковки.
15. Блистерная упаковка по п.14, в которой узкая полоска или линия продолжается через упаковку между двумя увеличенными ослабленными областями, в которых концы линии выходят к кромкам упаковки.
16. Способ внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит основу, в которой сформированы блистерные полости, и, по существу, плоский участок крышки, герметизирующий блистерные полости, причем основа и участок крышки содержат слоистый материал, включающий фольговый слой (2b, 3b) и внешний полимерный слой (2с), причем способ содержит этап, заключающийся в том, что, по существу, удаляют участок внешнего полимерного слоя с фольгового слоя (2b, 3b) основы или участка крышки или уменьшают толщину участка внешнего полимерного слоя (2с) основы или участка крышки без повреждения фольгового слоя (2b, 3b) слоистого материала для формирования упомянутой ослабленной области.
17. Способ по п.16, в котором этап, по существу, удаления или смещения участка внешнего полимерного слоя (2с) с фольгового слоя (2b, 3b) для формирования ослабленной области (6) содержит этап, заключающийся в том, что подводят тепло к упаковке для размягчения или расплавления участка внешнего полимерного слоя (2с) с фольгового слоя (2b, 3b) в упомянутой области.
18. Способ по п.17, содержащий этап, заключающийся в формировании средства начала отрывания в ослабленной области в области, в которой ослабленная область выходит к кромке упаковки.
19. Способ по п.17 или 18, в котором этап формирования ослабленной области посредством подведения тепла к упаковке для размягчения или расплавления участка внешнего полимерного слоя без повреждения фольгового слоя содержит этап использования лазера.
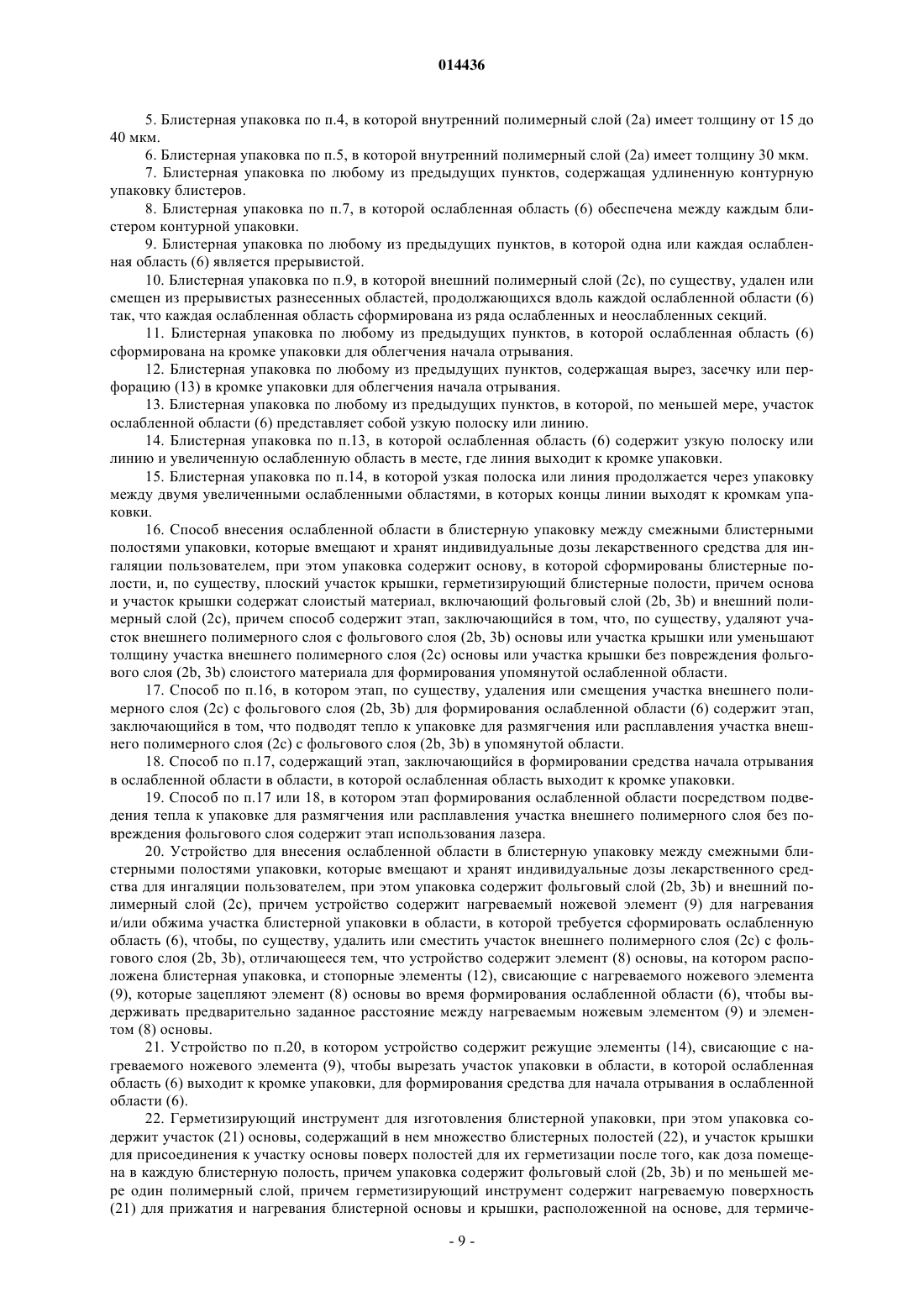
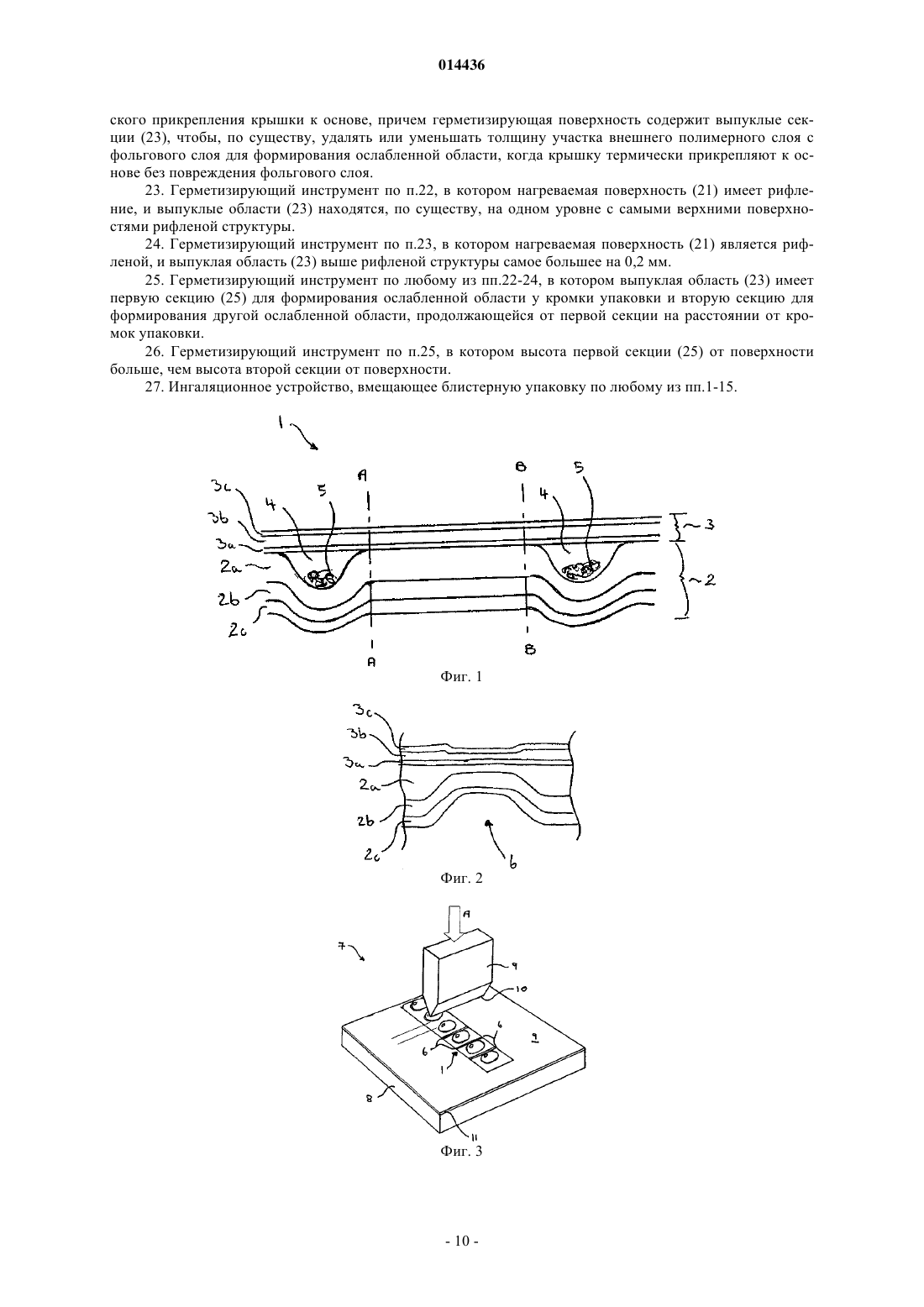
20. Устройство для внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит фольговый слой (2b, 3b) и внешний полимерный слой (2с), причем устройство содержит нагреваемый ножевой элемент (9) для нагревания и/или обжима участка блистерной упаковки в области, в которой требуется сформировать ослабленную область (6), чтобы, по существу, удалить или сместить участок внешнего полимерного слоя (2с) с фольгового слоя (2b, 3b), отличающееся тем, что устройство содержит элемент (8) основы, на котором расположена блистерная упаковка, и стопорные элементы (12), свисающие с нагреваемого ножевого элемента (9), которые зацепляют элемент (8) основы во время формирования ослабленной области (6), чтобы выдерживать предварительно заданное расстояние между нагреваемым ножевым элементом (9) и элементом (8) основы.
21. Устройство по п.20, в котором устройство содержит режущие элементы (14), свисающие с нагреваемого ножевого элемента (9), чтобы вырезать участок упаковки в области, в которой ослабленная область (6) выходит к кромке упаковки, для формирования средства для начала отрывания в ослабленной области (6).
22. Герметизирующий инструмент для изготовления блистерной упаковки, при этом упаковка содержит участок (21) основы, содержащий в нем множество блистерных полостей (22), и участок крышки для присоединения к участку основы поверх полостей для их герметизации после того, как доза помещена в каждую блистерную полость, причем упаковка содержит фольговый слой (2b, 3b) и по меньшей мере один полимерный слой, причем герметизирующий инструмент содержит нагреваемую поверхность (21) для прижатия и нагревания блистерной основы и крышки, расположенной на основе, для термического прикрепления крышки к основе, причем герметизирующая поверхность содержит выпуклые секции (23), чтобы, по существу, удалять или уменьшать толщину участка внешнего полимерного слоя с фольгового слоя для формирования ослабленной области, когда крышку термически прикрепляют к основе без повреждения фольгового слоя.
23. Герметизирующий инструмент по п.22, в котором нагреваемая поверхность (21) имеет рифление, и выпуклые области (23) находятся, по существу, на одном уровне с самыми верхними поверхностями рифленой структуры.
24. Герметизирующий инструмент по п.23, в котором нагреваемая поверхность (21) является рифленой, и выпуклая область (23) выше рифленой структуры самое большее на 0,2 мм.
25. Герметизирующий инструмент по любому из пп.22-24, в котором выпуклая область (23) имеет первую секцию (25) для формирования ослабленной области у кромки упаковки и вторую секцию для формирования другой ослабленной области, продолжающейся от первой секции на расстоянии от кромок упаковки.
26. Герметизирующий инструмент по п.25, в котором высота первой секции (25) от поверхности больше, чем высота второй секции от поверхности.
27. Ингаляционное устройство, вмещающее блистерную упаковку по любому из пп.1-15.

Текст
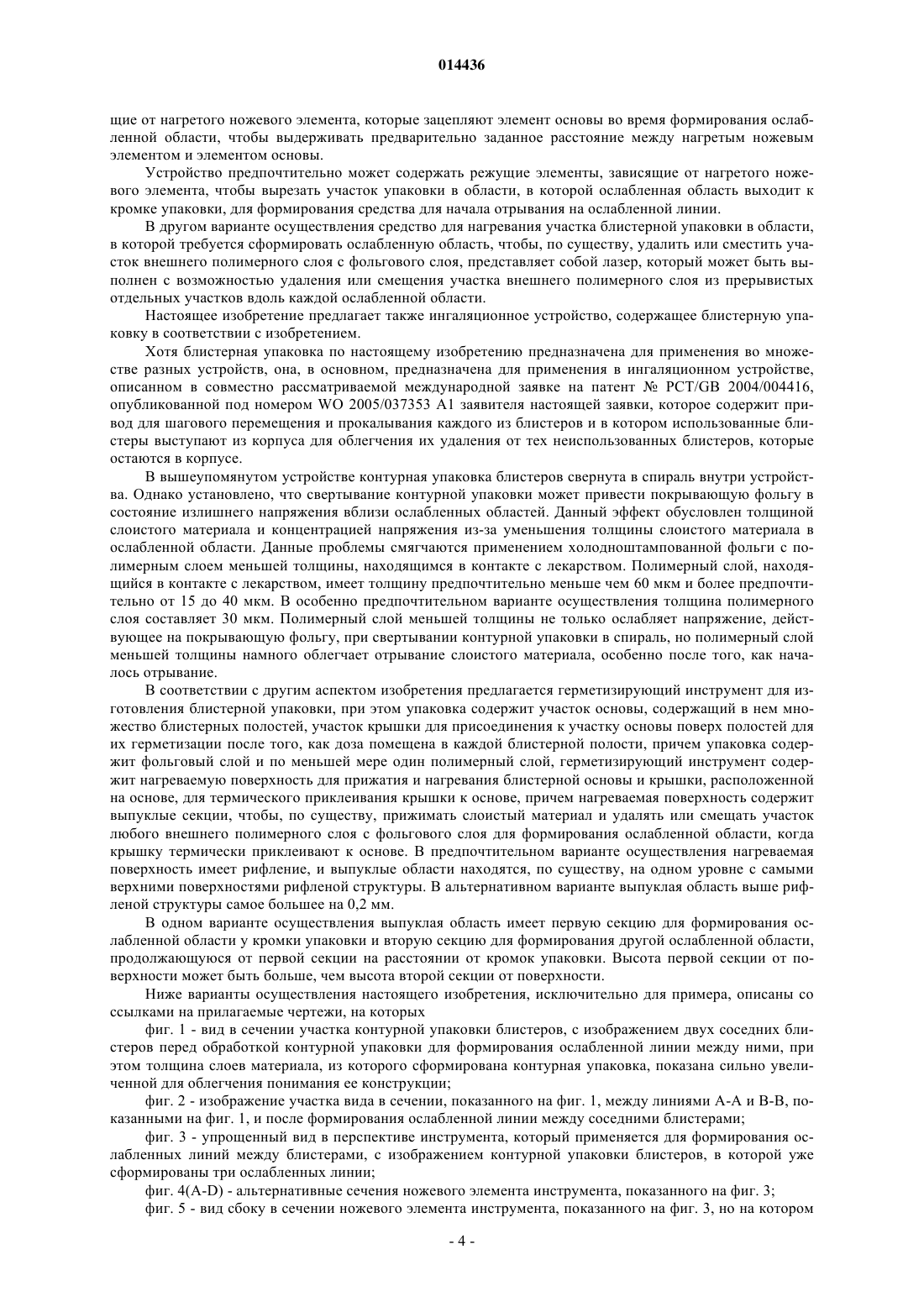
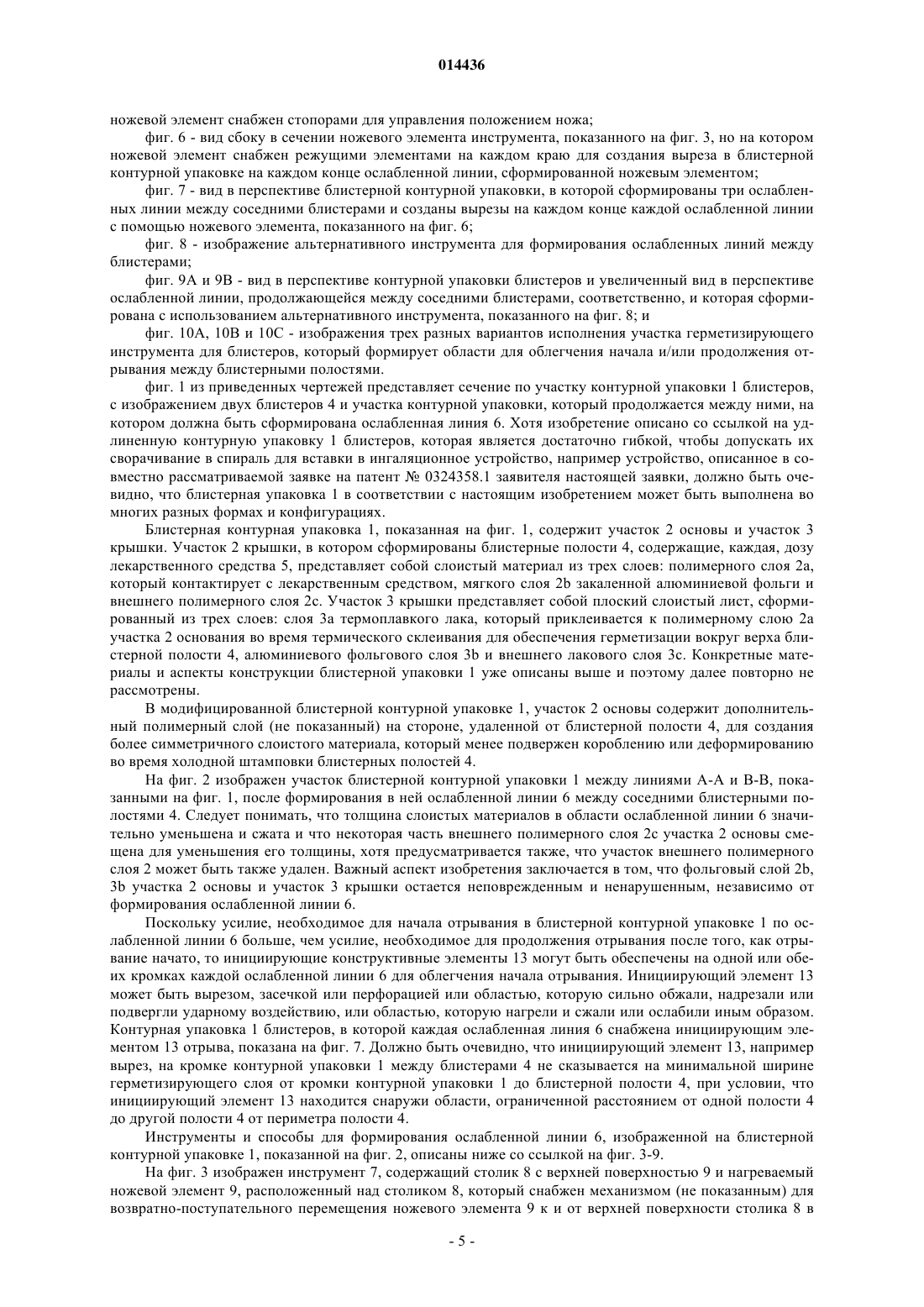
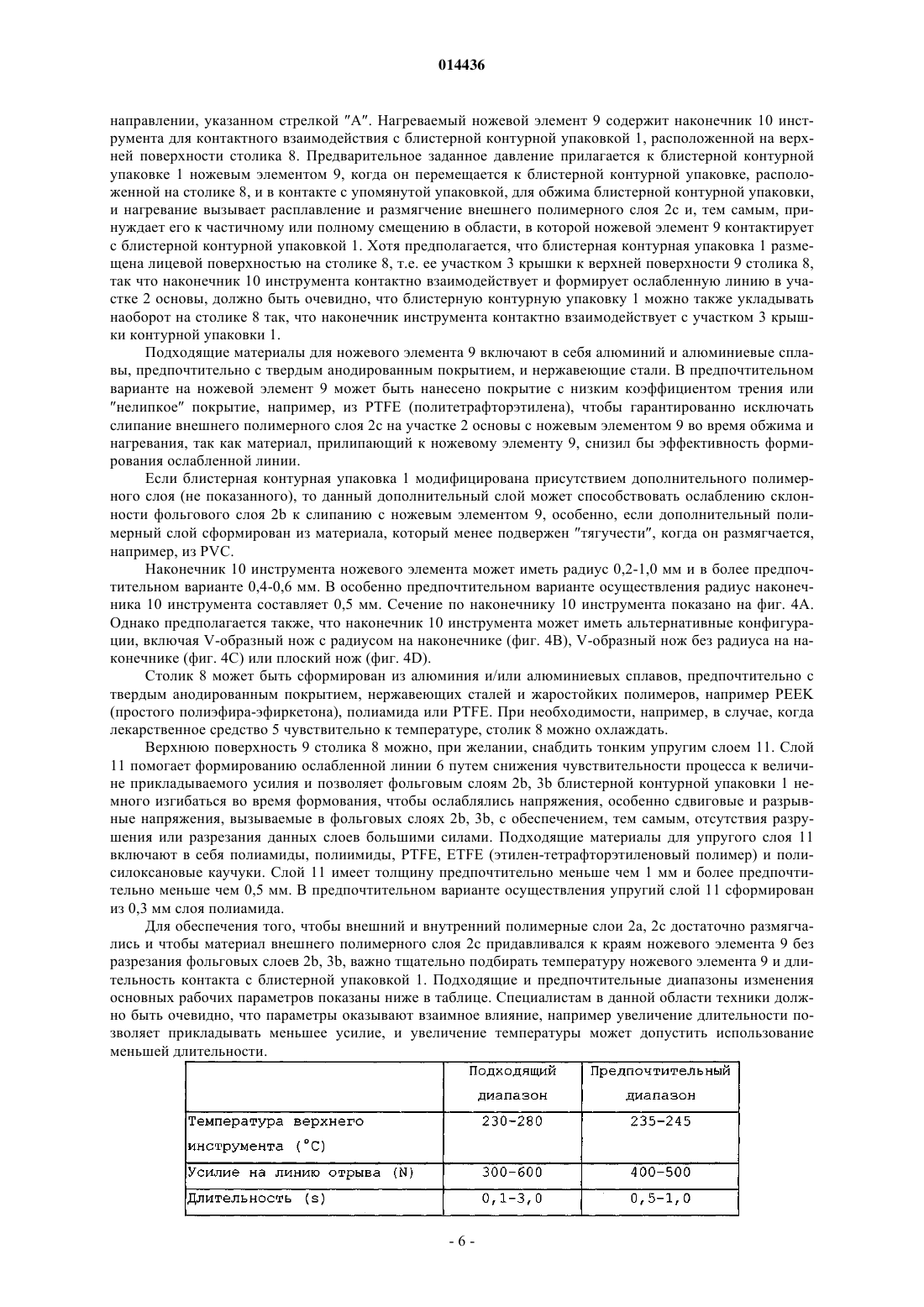
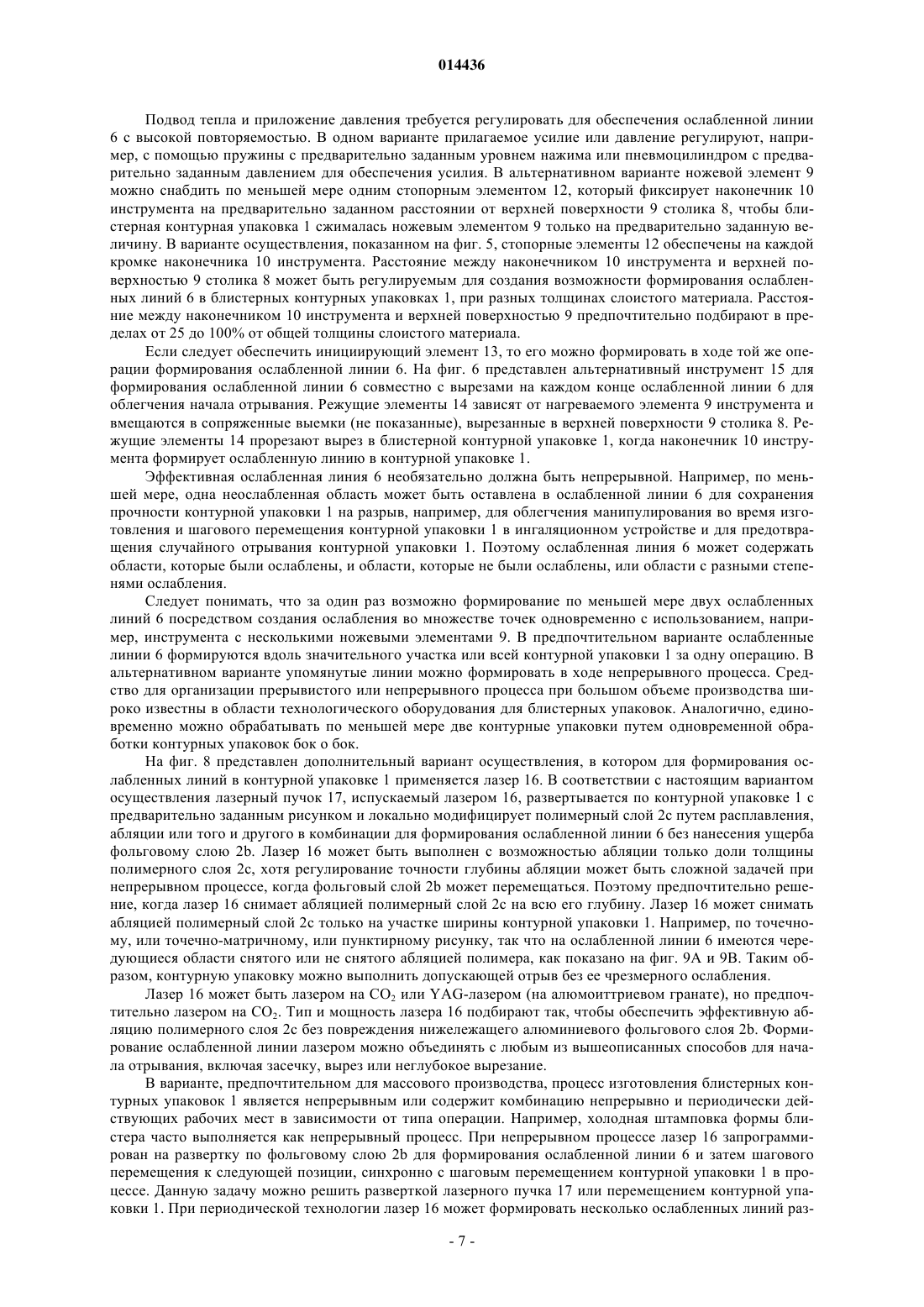
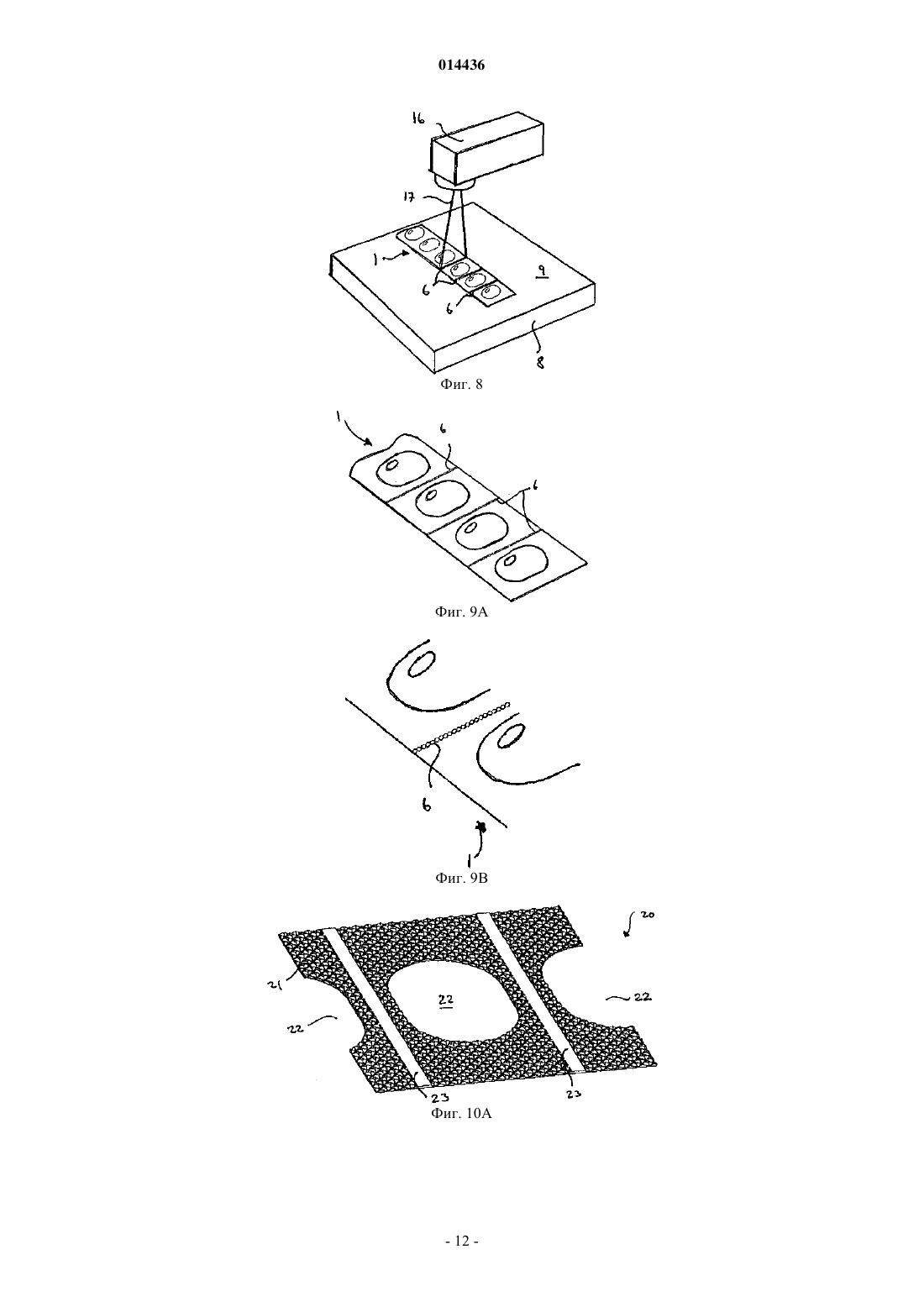
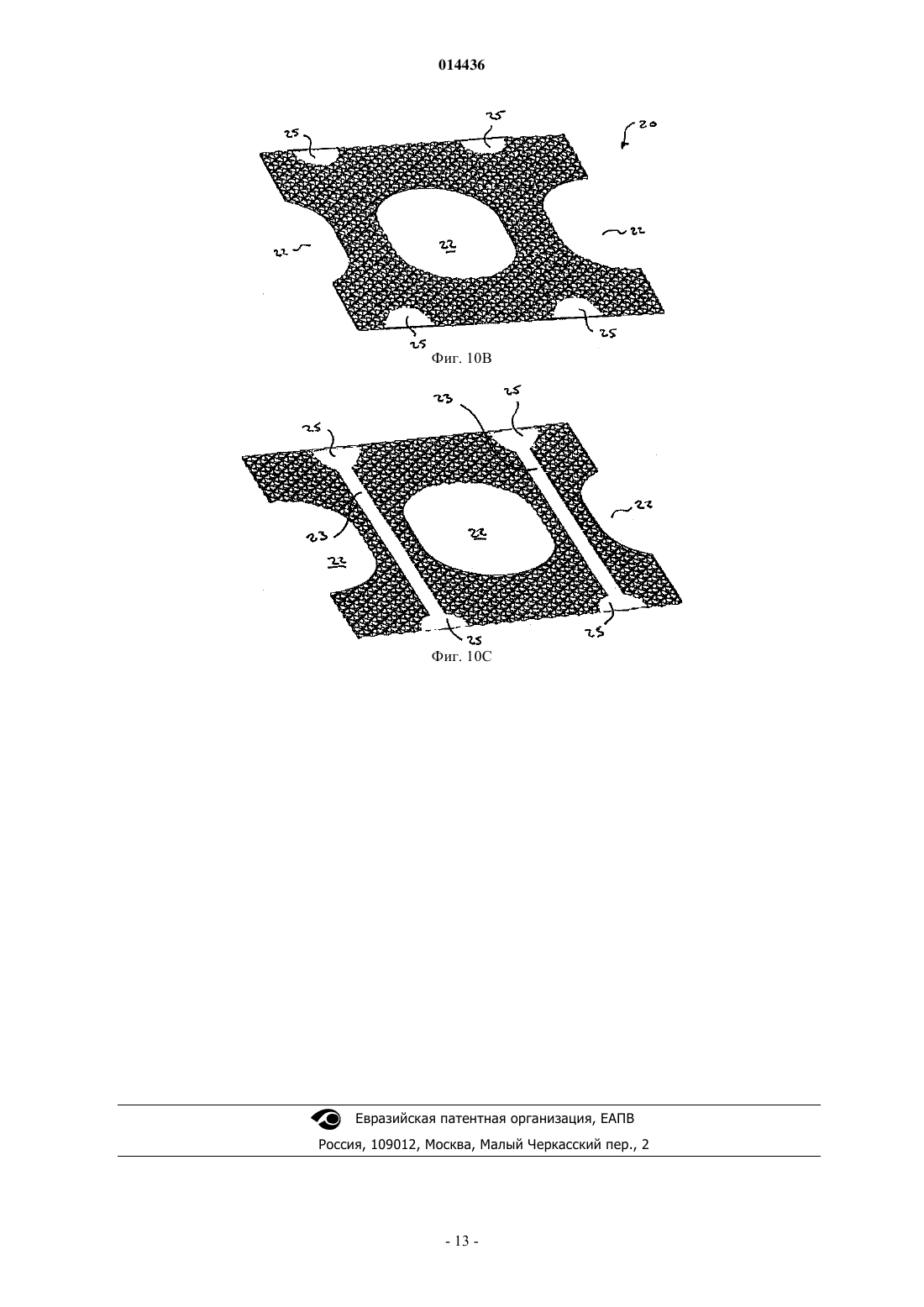
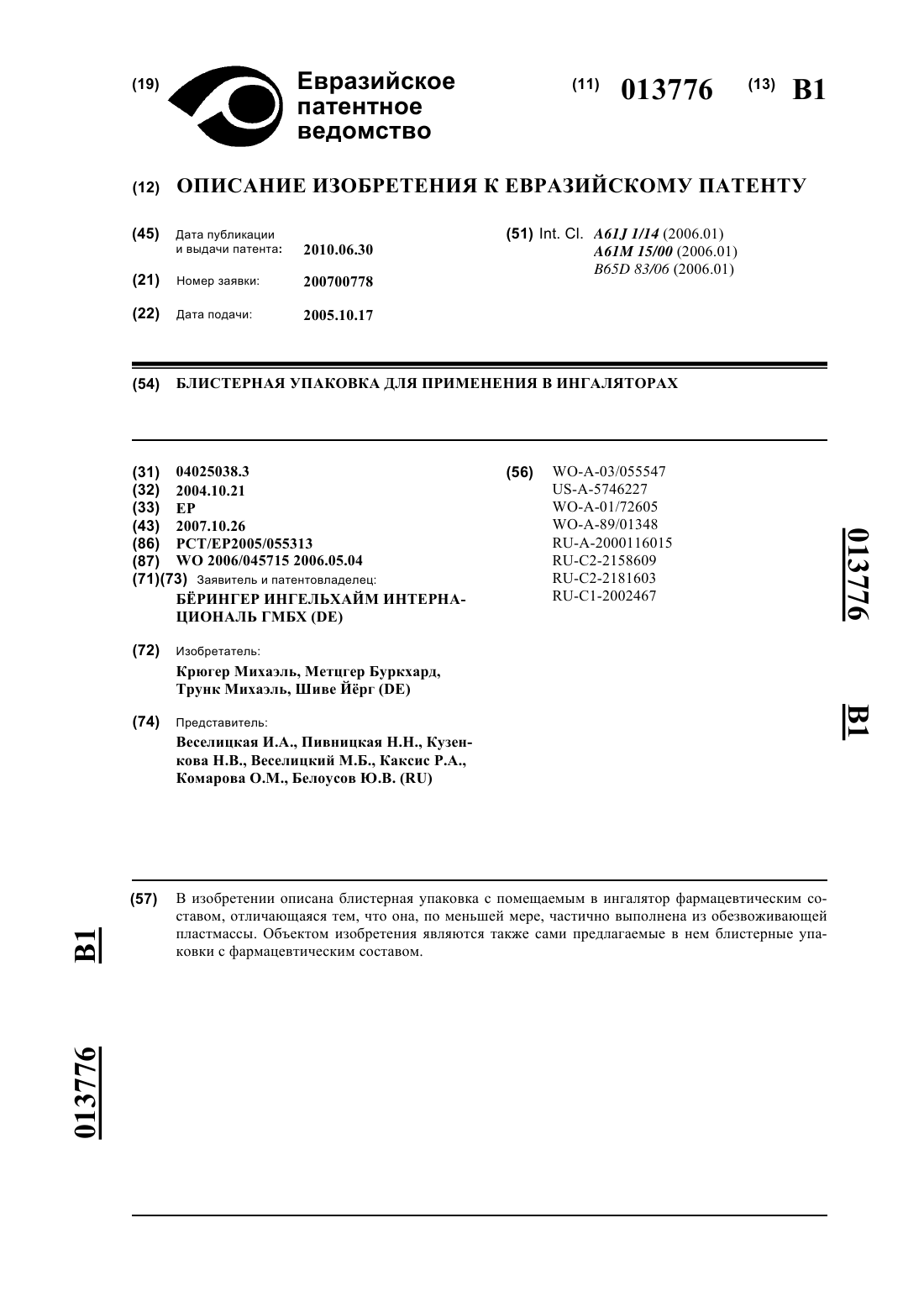
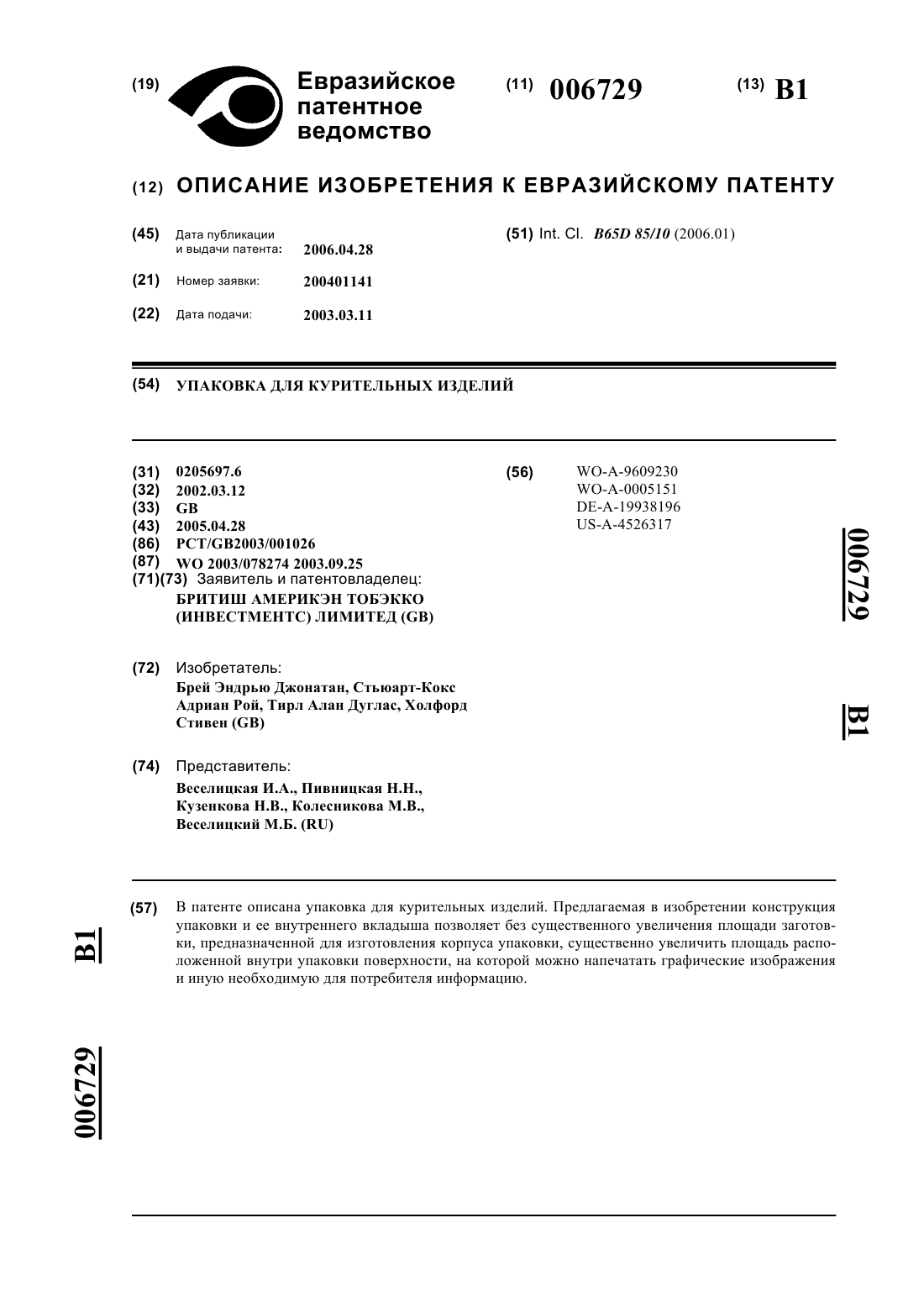
Предлагается блистерная упаковка, содержащая множество разнесенных блистерных полостей,выполненных каждая с возможностью вмещения и хранения индивидуальной дозы лекарственного средства для ингаляции пользователем. Упаковка содержит фольговый слой и внешний полимерный слой, и каждая блистерная полость или некоторое число блистерных полостей отделены от соседней блистерной полости или некоторого числа блистерных полостей ослабленной областью, сформированной, по существу, удалением или смещением участка внешнего полимерного слоя с фольгового слоя. Мелиниотис Андреас Марк, Эванс Питер Алан, Исон Стефен Уилльям, Хармер Квентин Джон (GB)(71)(73) Заявитель и патентовладелец: ВЕКТУРА ДЕЛИВЕРИ ДИВАЙСИЗ ЛИМИТЕД (GB) 014436 Настоящее изобретение относится к блистерной упаковке и, в частности, к контурной упаковке блистеров, которые используются для хранения индивидуальных доз лекарственного средства в сухой порошковой форме перед последовательной ингаляцией каждой дозы пациентом, использующим ингаляционное устройство, оборудованное шаговым и прокалывающим механизмом, и в котором контурная упаковка предварительно заряжена или вставлена пациентом в состояние готовности к использованию. Изобретение относится также к способу внесения ослабленной линии в блистерную упаковку в соответствии с изобретением, устройству или герметизирующему инструменту для внесения упомянутой ослабленной линии либо во время, либо после изготовления блистерной упаковки и ингаляционному устройству, содержащему контурную упаковку блистеров в соответствии с изобретением. Пероральная или назальная доставка лекарственного средства с использованием ингаляционного устройства является особенно заманчивым способом приема лекарств, так как данные устройства являются сравнительно удобными для осторожного применения пациентом и в обществе. В дополнение к доставке лекарственного средства для лечения локальных заболеваний дыхательных путей и других респираторных заболеваний, упомянутые устройства в последнее время стали применять также для доставки лекарств в кровоток через легкие с исключением, тем самым, необходимости подкожных инъекций. В обычном ингаляционном устройстве отмеренной дозы одного типа, порошковое лекарственное средство содержится в резервуаре внутри дозирующего устройства, которое выполняет функцию отмера и выдачи предварительно заданного количества порошка для каждой дозы. Однако данные устройства имеют такой недостаток, как неудовлетворительная способность отмера дозы, особенно когда размер дозы является относительно небольшим, так как сложно точно отмерять небольшие количества сухого порошка в данном устройстве. Сложно также защитить лекарство от проникновения влаги и герметично изолировать от атмосферы до тех пор, пока не потребуется ввести его. С учетом вышеизложенного широкое распространение получила предварительная упаковка сухих порошковых препаратов в индивидуальных дозах, обычно в форме капсул или блистеров, каждая(ый) из которых содержит одну дозу порошка, которая отмерена точно и единообразно. Фольговый блистер более предпочтителен, чем капсулы, так как каждая доза защищена от проникновения воды и таких газов,как кислород, в дополнение к защите от света и УФ излучения, из которых все являются факторами снижения характеристик доставки ингалятора, если доза испытывает их воздействие. Ингаляционные устройства, которые вмещают блистерную упаковку или контурную упаковку блистеров, известны. Приведение устройства в действие вызывает продвижение механизма на шаг и прокалывание им блистера, чтобы, когда пациент производит вдох, воздух втягивался через блистер и увлекал дозу, которая затем уносится из блистера через устройство и через дыхательные пути пациента в легкие. Блистерная упаковка обычно содержит основу, содержащую ряд разнесенных полостей, образующих блистеры для вмещения индивидуальных доз лекарственного средства, и крышку в форме, в общем,плоского листа, который герметично прикреплен к основе, исключая область полостей, с использованием герметизирующего инструмента, который сжимает материал основы и крышки в области, окружающей каждую полость. Инструмент нагревают так, что крышка герметично прикрепляется к основе во время этапа сжатия. Материалом основы обычно является слоистый материал, содержащий полимерный слой в контакте с лекарством, мягкий слой закаленного алюминия и внешний полимерный слой. Алюминий обеспечивает защиту от влаги и кислорода, тогда как полимер способствует адгезии фольги к термоплавкому лаку и обеспечивает относительно инертный слой в контакте с лекарством. Мягкий закаленный алюминий пластичен настолько, что допускает холодную штамповку для придания формы блистера. Его толщина обычно равна 45 мкм. Внешний полимерный слой обеспечивает дополнительную прочность и жесткость слоистому материалу. Материалом крышки обычно является слоистый материал, содержащий термоплавкий лак, холоднокатаный алюминиевый слой (обычно толщиной 20-30 мкм) и внешний лаковый слой. Слой термоплавкого лака связывает полимерный слой фольгового слоистого материала основы во время термической сварки для обеспечения герметизации вокруг верха блистерной полости. Алюминиевый слой является холоднокатаным для облегчения прокалывания блистера ингаляционным устройством, когда требуется доступ к содержащемуся в нем лекарственному средству. Материалы для полимерного слоя, находящегося в контакте с лекарством, включают в себя поливинилхлорид (PVC), полипропилен (РР) и полиэтилен (РЕ). В случае РЕ термоплавкий лак на фольговой крышке заменяют дополнительным слоем РЕ. При термосклеивании два слоя РЕ расплавляются и свариваются между собой. Внешний полимерный слой на фольге основы обычно представляет собой ориентированный полиамид (оРА). Полимерный слой, находящийся в контакте с лекарством, обычно является PVC толщиной 60 мкм. Однако можно применять более тонкий слой 30 или 15 мкм, например, когда требуется более гибкий слоистый материал. Следует понимать, что разнотипные лекарственные средства обладают разными степенями чувствительности к различным факторам окружающей среды, и фольговый блистер вышеописанного типа обеспечивает надежную защиту лекарственного средства от воздействия окружающей среды и защищает его от проникания влаги, кислорода и других газов. Фольга также эффективно защищает лекарство от света. Хотя фольговый материал сам по себе является влаго- и газонепроницаемым при условии отсутствия в нем проколов, полимерные слои являются проницаемыми в большей или меньшей степени. Прони-1 014436 цаемость обычно определяют по скорости проникновения влаги или газа в течение данного времени. Скорость проникновения зависит от типа материала, толщины проницаемого слоя и длины пути проникновения. Следовательно, степень обеспечиваемой защиты определяется частично шириной изолирующего слоя вокруг блистера, так как данная ширина определяет расстояние, которое требуется пройти влаге или кислороду сквозь полимерный слой от кромки фольгового слоистого материала до блистерной полости. В контурной упаковке блистеров проникновение может происходить с краев контурной упаковки или от соседнего блистера, который был проколот. Таким образом, следует сохранять необходимую ширину изолирующего слоя как от блистерной полости до кромки контурной упаковки, так и от одной блистерной полости до соседней блистерной полости. Это расстояние между блистерными полостями или ширина изолирующего слоя должны быть по меньшей мере 2 мм, но предпочтительнее по меньшей мере 2,5 мм, когда лекарственное средство не особенно чувствительно к факторам окружающей среды. Однако большее расстояние, например 3, 4 или 5 мм или более, обеспечит более надежную защиту от воздействия окружающей среды и должно применяться, когда лекарственное средство является более чувствительным к факторам окружающей среды. Желательно, чтобы ингаляционное устройство, например устройство, применяемое для лечения респираторного заболевания, например астмы или COPD (хронического обструктивного заболевания легких), могло содержать количество доз, достаточное по меньшей мере для одного месяца лечения. Обычно для этого необходим ингалятор с 30 блистерами (по одной дозе в день) или 60 блистерами (по две дозы в день). Из патента GB 2242134 известен подход к созданию устройства, которое способно вмещать 60-дозовую контурную упаковку индивидуально герметично упакованных фольговых блистеров, в которой крышка отрывается от основы контурной упаковки устройством для вскрытия доступа к подлежащей приему дозе. Однако устройство, описанное в упомянутом документе, снабжено камерами для вмещения как использованной блистерной основы, так и крышки, которая была оторвана с основы, и это делает устройство слишком большим. Альтернативный подход состоит в облегчении отделения использованных блистеров от неиспользованных блистеров, которые остаются в контурной упаковке, чтобы использованные блистеры можно было выбрасывать. Это дает возможность уменьшить размеры устройства, так как использованные блистеры больше не требуется хранить в устройстве. Проблема отделения использованных блистеров состоит в том, что внешний и внутренний полимерные слои на фольговом слоистом материале основы делают данный материал плотным и трудно поддающимся отрыванию. В связи с этим, известен, например, из патента ЕР 0469814 А, подход к созданию контурной упаковки с рядом перфораций в фольге между блистерами для облегчения их разделения отрыванием по перфорациям. Однако когда контурная упаковка снабжена перфорациями, расстояние между блистерами необходимо увеличить и, возможно, даже удвоить, так как фольга вырезается в процессе перфорации и, тем самым, создается разрыв во влагоизоляции. Увеличение расстояния между соседними блистерами увеличивает расстояние герметизации, т.е. расстояние, которое требуется пройти влаге или газу до лекарства, и поэтому восстанавливает защиту от воздействия окружающей среды до уровня, аналогичного созданному в блистерной контурной упаковке, который не обеспечивается при наличии перфораций. Однако увеличение расстояния между соседними блистерами неблагоприятно в том, что получаемая блистерная контурная упаковка оказывается значительно длиннее, и поэтому требуется более крупное устройство для ее вмещения. Кроме того, в устройстве, которое оснащено шаговым механизмом для пошагового продвижения блистеров к рабочему месту прокалывания, увеличение расстояния между блистерами требует перемещения с большим шагом для продвижения блистерной контурной упаковки,что приводит к усложнению или увеличению размера шагового механизма. Задачей настоящего изобретения является создание блистерной упаковки, которая допускает отрывание, но исключает или существенно ослабляет проблемы, связанные с перфорированной контурной упаковкой. В частности, задачей изобретения является создание контурной упаковки, которая способствует легкому отделению использованных блистеров от тех, которые остаются, и дает возможность сохранять минимальное расстояние между блистерами без ущерба для целостности герметизации между блистерами и обеспечиваемой герметизацией защиты от воздействия окружающей среды. В соответствии с настоящим изобретением предлагается блистерная упаковка, содержащая множество разнесенных блистерных полостей, выполненных, каждая, с возможностью вмещения и хранения индивидуальной дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит фольговый слой, внешний полимерный слой и ослабленную область, сформированную, по существу,удалением или смещением участка внешнего полимерного слоя с фольгового слоя между каждыми блистерными полостями или несколькими блистерными полостями. В одном варианте осуществления упаковка содержит внутренний полимерный слой на фольге, и ослабленная область сформирована, по существу, смещением внутреннего полимерного слоя в дополнение, по существу, к удалению или смещению внешнего полимерного слоя с фольги. Блистерная упаковка предпочтительно содержит участок основы, на котором сформированы блистерные полости, и, по существу, плоский участок крышки, герметизирующий блистерные полости.-2 014436 В предпочтительном варианте блистерная упаковка имеет форму удлиненной контурной упаковки блистеров, и в наиболее предпочтительном варианте ослабленная область обеспечена между каждыми блистерами контурной упаковки. В предпочтительном варианте каждая ослабленная область имеет форму прямой полоски или линии и продолжается через контурную упаковку, по существу, под прямыми углами к продольным кромкам контурной упаковки. Контурная упаковка предпочтительно является достаточно гибкой, чтобы допускать ее сматывание в рулон для вставки в ингаляционное устройство, оснащенное шаговым механизмом для продвижения блистеров по одному за раз к прокалывающему устройству для предоставления пациенту возможности доступа к содержащейся в них дозе и ее ингаляции. Хотя ослабленная область может быть ненарушенной, предусматривается также, что в одном варианте осуществления по меньшей мере одна ослабленная зона может быть прерывистой. В данной схеме внешний полимерный слой и, возможно, внутренний полимерный слой, по существу, удалены или смещены из прерывистых разнесенных областей, продолжающихся вдоль ослабленной области так, что ослабленная область сформирована из ряда ослабленных и неослабленных секций. В предпочтительном варианте осуществления ослабленная область может быть обеспечена на кромке упаковки для облегчения начала отрывания. Так как усилие, необходимое для начала отрывания,больше, чем усилие, необходимое для продолжения отрывания после того, как отрывание начато, одной ослабленной области на кромке упаковки достаточно для облегчения отделения. В одном варианте осуществления кромка упаковки может содержать вырез, или засечку, или перфорацию, или область, которую сильно обжали, надрезали или подвергли ударному воздействию, или область, которую нагрели и сжали или ослабили иным образом для облегчения начала отрывания. Блистерная упаковка может содержать крышку и основу, при этом блистеры сформированы в основе, и ослабленная область также сформирована в основе. В альтернативном варианте осуществления ослабленные области сформированы локальным расплавлением, или абляцией, или иным ослаблением внешнего полимерного слоя. В предпочтительном варианте осуществления лазер локально расплавляет, подвергает абляции, или размягчает, или иначе ослабляет внешний полимерный слой. В альтернативных вариантах осуществления ослабленные области могут быть сформированы надрезанием вращающимся или прямым ножом (часто называемым неглубоким вырезанием) или механическим формованием обжимом между двумя кромками, или локальным ударным воздействием, или локальным воздействием давления. Если блистерную упаковку снабжают средством для начала отрывания там, где ослабленные области выходят к кромке упаковки, для облегчения начала отрывания по ослабленным областям, то данное средство может быть сформировано любым подходящим средством, включая неглубокое вырезание, перфорацию, высечку, приложение нагретого инструмента, приложение давления или лазерную абляцию. В предпочтительном варианте осуществления, по меньшей мере, участок ослабленной области является узкой полоской или линией. Ослабленная область может также содержать увеличенную область, в которой линия выходит к кромке упаковки. В одном конкретном варианте осуществления узкая полоска или линия продолжается через упаковку между двумя увеличенными областями, в которых концы линии выходят к кромкам упаковки. В соответствии с настоящим изобретением предлагается также способ внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит фольговый слой и внешний полимерный слой, причем способ содержит этап, заключающийся в том, что, по существу, удаляют или смещают участок внешнего полимерного слоя с фольгового слоя для формирования ослабленной области. Этап, по существу, удаления или смещения участка внешнего полимерного слоя с фольгового слоя для формирования ослабленной области предпочтительно содержит этап, заключающийся в том, что подводят тепло и оказывают давление на упаковку для размягчения или расплавления участка внешнего полимерного слоя и выжимают и/или выталкивают этот участок с фольги в упомянутой области. В одном варианте осуществления способ содержит этап, заключающийся в том, что вырезают участок упаковки в области, в которой ослабленная область выходит к кромке упаковки для формирования средства начала отрывания в ослабленной области. В соответствии с настоящим изобретением предлагается также устройство для внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит фольговый слой и внешний полимерный слой, причем устройство содержит средство для нагревания и/или обжима участка блистерной упаковки в области, в которой требуется сформировать ослабленную область, чтобы, по существу, удалить или сместить участок внешнего полимерного слоя с фольгового слоя. Устройство предпочтительно содержит нагретый ножевой элемент. Устройство может также содержать элемент основы, на котором расположена блистерная упаковка, и стопорные элементы, завися-3 014436 щие от нагретого ножевого элемента, которые зацепляют элемент основы во время формирования ослабленной области, чтобы выдерживать предварительно заданное расстояние между нагретым ножевым элементом и элементом основы. Устройство предпочтительно может содержать режущие элементы, зависящие от нагретого ножевого элемента, чтобы вырезать участок упаковки в области, в которой ослабленная область выходит к кромке упаковки, для формирования средства для начала отрывания на ослабленной линии. В другом варианте осуществления средство для нагревания участка блистерной упаковки в области,в которой требуется сформировать ослабленную область, чтобы, по существу, удалить или сместить участок внешнего полимерного слоя с фольгового слоя, представляет собой лазер, который может быть выполнен с возможностью удаления или смещения участка внешнего полимерного слоя из прерывистых отдельных участков вдоль каждой ослабленной области. Настоящее изобретение предлагает также ингаляционное устройство, содержащее блистерную упаковку в соответствии с изобретением. Хотя блистерная упаковка по настоящему изобретению предназначена для применения во множестве разных устройств, она, в основном, предназначена для применения в ингаляционном устройстве,описанном в совместно рассматриваемой международной заявке на патентPCT/GB 2004/004416,опубликованной под номером WO 2005/037353 А 1 заявителя настоящей заявки, которое содержит привод для шагового перемещения и прокалывания каждого из блистеров и в котором использованные блистеры выступают из корпуса для облегчения их удаления от тех неиспользованных блистеров, которые остаются в корпусе. В вышеупомянутом устройстве контурная упаковка блистеров свернута в спираль внутри устройства. Однако установлено, что свертывание контурной упаковки может привести покрывающую фольгу в состояние излишнего напряжения вблизи ослабленных областей. Данный эффект обусловлен толщиной слоистого материала и концентрацией напряжения из-за уменьшения толщины слоистого материала в ослабленной области. Данные проблемы смягчаются применением холодноштампованной фольги с полимерным слоем меньшей толщины, находящимся в контакте с лекарством. Полимерный слой, находящийся в контакте с лекарством, имеет толщину предпочтительно меньше чем 60 мкм и более предпочтительно от 15 до 40 мкм. В особенно предпочтительном варианте осуществления толщина полимерного слоя составляет 30 мкм. Полимерный слой меньшей толщины не только ослабляет напряжение, действующее на покрывающую фольгу, при свертывании контурной упаковки в спираль, но полимерный слой меньшей толщины намного облегчает отрывание слоистого материала, особенно после того, как началось отрывание. В соответствии с другим аспектом изобретения предлагается герметизирующий инструмент для изготовления блистерной упаковки, при этом упаковка содержит участок основы, содержащий в нем множество блистерных полостей, участок крышки для присоединения к участку основы поверх полостей для их герметизации после того, как доза помещена в каждой блистерной полости, причем упаковка содержит фольговый слой и по меньшей мере один полимерный слой, герметизирующий инструмент содержит нагреваемую поверхность для прижатия и нагревания блистерной основы и крышки, расположенной на основе, для термического приклеивания крышки к основе, причем нагреваемая поверхность содержит выпуклые секции, чтобы, по существу, прижимать слоистый материал и удалять или смещать участок любого внешнего полимерного слоя с фольгового слоя для формирования ослабленной области, когда крышку термически приклеивают к основе. В предпочтительном варианте осуществления нагреваемая поверхность имеет рифление, и выпуклые области находятся, по существу, на одном уровне с самыми верхними поверхностями рифленой структуры. В альтернативном варианте выпуклая область выше рифленой структуры самое большее на 0,2 мм. В одном варианте осуществления выпуклая область имеет первую секцию для формирования ослабленной области у кромки упаковки и вторую секцию для формирования другой ослабленной области,продолжающуюся от первой секции на расстоянии от кромок упаковки. Высота первой секции от поверхности может быть больше, чем высота второй секции от поверхности. Ниже варианты осуществления настоящего изобретения, исключительно для примера, описаны со ссылками на прилагаемые чертежи, на которых фиг. 1 - вид в сечении участка контурной упаковки блистеров, с изображением двух соседних блистеров перед обработкой контурной упаковки для формирования ослабленной линии между ними, при этом толщина слоев материала, из которого сформирована контурная упаковка, показана сильно увеличенной для облегчения понимания ее конструкции; фиг. 2 - изображение участка вида в сечении, показанного на фиг. 1, между линиями А-А и В-В, показанными на фиг. 1, и после формирования ослабленной линии между соседними блистерами; фиг. 3 - упрощенный вид в перспективе инструмента, который применяется для формирования ослабленных линий между блистерами, с изображением контурной упаковки блистеров, в которой уже сформированы три ослабленных линии; фиг. 4(A-D) - альтернативные сечения ножевого элемента инструмента, показанного на фиг. 3; фиг. 5 - вид сбоку в сечении ножевого элемента инструмента, показанного на фиг. 3, но на котором-4 014436 ножевой элемент снабжен стопорами для управления положением ножа; фиг. 6 - вид сбоку в сечении ножевого элемента инструмента, показанного на фиг. 3, но на котором ножевой элемент снабжен режущими элементами на каждом краю для создания выреза в блистерной контурной упаковке на каждом конце ослабленной линии, сформированной ножевым элементом; фиг. 7 - вид в перспективе блистерной контурной упаковки, в которой сформированы три ослабленных линии между соседними блистерами и созданы вырезы на каждом конце каждой ослабленной линии с помощью ножевого элемента, показанного на фиг. 6; фиг. 8 - изображение альтернативного инструмента для формирования ослабленных линий между блистерами; фиг. 9 А и 9 В - вид в перспективе контурной упаковки блистеров и увеличенный вид в перспективе ослабленной линии, продолжающейся между соседними блистерами, соответственно, и которая сформирована с использованием альтернативного инструмента, показанного на фиг. 8; и фиг. 10 А, 10 В и 10C - изображения трех разных вариантов исполнения участка герметизирующего инструмента для блистеров, который формирует области для облегчения начала и/или продолжения отрывания между блистерными полостями. фиг. 1 из приведенных чертежей представляет сечение по участку контурной упаковки 1 блистеров,с изображением двух блистеров 4 и участка контурной упаковки, который продолжается между ними, на котором должна быть сформирована ослабленная линия 6. Хотя изобретение описано со ссылкой на удлиненную контурную упаковку 1 блистеров, которая является достаточно гибкой, чтобы допускать их сворачивание в спираль для вставки в ингаляционное устройство, например устройство, описанное в совместно рассматриваемой заявке на патент 0324358.1 заявителя настоящей заявки, должно быть очевидно, что блистерная упаковка 1 в соответствии с настоящим изобретением может быть выполнена во многих разных формах и конфигурациях. Блистерная контурная упаковка 1, показанная на фиг. 1, содержит участок 2 основы и участок 3 крышки. Участок 2 крышки, в котором сформированы блистерные полости 4, содержащие, каждая, дозу лекарственного средства 5, представляет собой слоистый материал из трех слоев: полимерного слоя 2 а,который контактирует с лекарственным средством, мягкого слоя 2b закаленной алюминиевой фольги и внешнего полимерного слоя 2 с. Участок 3 крышки представляет собой плоский слоистый лист, сформированный из трех слоев: слоя 3a термоплавкого лака, который приклеивается к полимерному слою 2 а участка 2 основания во время термического склеивания для обеспечения герметизации вокруг верха блистерной полости 4, алюминиевого фольгового слоя 3b и внешнего лакового слоя 3c. Конкретные материалы и аспекты конструкции блистерной упаковки 1 уже описаны выше и поэтому далее повторно не рассмотрены. В модифицированной блистерной контурной упаковке 1, участок 2 основы содержит дополнительный полимерный слой (не показанный) на стороне, удаленной от блистерной полости 4, для создания более симметричного слоистого материала, который менее подвержен короблению или деформированию во время холодной штамповки блистерных полостей 4. На фиг. 2 изображен участок блистерной контурной упаковки 1 между линиями А-А и В-В, показанными на фиг. 1, после формирования в ней ослабленной линии 6 между соседними блистерными полостями 4. Следует понимать, что толщина слоистых материалов в области ослабленной линии 6 значительно уменьшена и сжата и что некоторая часть внешнего полимерного слоя 2 с участка 2 основы смещена для уменьшения его толщины, хотя предусматривается также, что участок внешнего полимерного слоя 2 может быть также удален. Важный аспект изобретения заключается в том, что фольговый слой 2b,3b участка 2 основы и участок 3 крышки остается неповрежденным и ненарушенным, независимо от формирования ослабленной линии 6. Поскольку усилие, необходимое для начала отрывания в блистерной контурной упаковке 1 по ослабленной линии 6 больше, чем усилие, необходимое для продолжения отрывания после того, как отрывание начато, то инициирующие конструктивные элементы 13 могут быть обеспечены на одной или обеих кромках каждой ослабленной линии 6 для облегчения начала отрывания. Инициирующий элемент 13 может быть вырезом, засечкой или перфорацией или областью, которую сильно обжали, надрезали или подвергли ударному воздействию, или областью, которую нагрели и сжали или ослабили иным образом. Контурная упаковка 1 блистеров, в которой каждая ослабленная линия 6 снабжена инициирующим элементом 13 отрыва, показана на фиг. 7. Должно быть очевидно, что инициирующий элемент 13, например вырез, на кромке контурной упаковки 1 между блистерами 4 не сказывается на минимальной ширине герметизирующего слоя от кромки контурной упаковки 1 до блистерной полости 4, при условии, что инициирующий элемент 13 находится снаружи области, ограниченной расстоянием от одной полости 4 до другой полости 4 от периметра полости 4. Инструменты и способы для формирования ослабленной линии 6, изображенной на блистерной контурной упаковке 1, показанной на фиг. 2, описаны ниже со ссылкой на фиг. 3-9. На фиг. 3 изображен инструмент 7, содержащий столик 8 с верхней поверхностью 9 и нагреваемый ножевой элемент 9, расположенный над столиком 8, который снабжен механизмом (не показанным) для возвратно-поступательного перемещения ножевого элемента 9 к и от верхней поверхности столика 8 в-5 014436 направлении, указанном стрелкой А. Нагреваемый ножевой элемент 9 содержит наконечник 10 инструмента для контактного взаимодействия с блистерной контурной упаковкой 1, расположенной на верхней поверхности столика 8. Предварительное заданное давление прилагается к блистерной контурной упаковке 1 ножевым элементом 9, когда он перемещается к блистерной контурной упаковке, расположенной на столике 8, и в контакте с упомянутой упаковкой, для обжима блистерной контурной упаковки,и нагревание вызывает расплавление и размягчение внешнего полимерного слоя 2 с и, тем самым, принуждает его к частичному или полному смещению в области, в которой ножевой элемент 9 контактирует с блистерной контурной упаковкой 1. Хотя предполагается, что блистерная контурная упаковка 1 размещена лицевой поверхностью на столике 8, т.е. ее участком 3 крышки к верхней поверхности 9 столика 8,так что наконечник 10 инструмента контактно взаимодействует и формирует ослабленную линию в участке 2 основы, должно быть очевидно, что блистерную контурную упаковку 1 можно также укладывать наоборот на столике 8 так, что наконечник инструмента контактно взаимодействует с участком 3 крышки контурной упаковки 1. Подходящие материалы для ножевого элемента 9 включают в себя алюминий и алюминиевые сплавы, предпочтительно с твердым анодированным покрытием, и нержавеющие стали. В предпочтительном варианте на ножевой элемент 9 может быть нанесено покрытие с низким коэффициентом трения или нелипкое покрытие, например, из PTFE (политетрафторэтилена), чтобы гарантированно исключать слипание внешнего полимерного слоя 2 с на участке 2 основы с ножевым элементом 9 во время обжима и нагревания, так как материал, прилипающий к ножевому элементу 9, снизил бы эффективность формирования ослабленной линии. Если блистерная контурная упаковка 1 модифицирована присутствием дополнительного полимерного слоя (не показанного), то данный дополнительный слой может способствовать ослаблению склонности фольгового слоя 2b к слипанию с ножевым элементом 9, особенно, если дополнительный полимерный слой сформирован из материала, который менее подвержен тягучести, когда он размягчается,например, из PVC. Наконечник 10 инструмента ножевого элемента может иметь радиус 0,2-1,0 мм и в более предпочтительном варианте 0,4-0,6 мм. В особенно предпочтительном варианте осуществления радиус наконечника 10 инструмента составляет 0,5 мм. Сечение по наконечнику 10 инструмента показано на фиг. 4 А. Однако предполагается также, что наконечник 10 инструмента может иметь альтернативные конфигурации, включая V-образный нож с радиусом на наконечнике (фиг. 4 В), V-образный нож без радиуса на наконечнике (фиг. 4 С) или плоский нож (фиг. 4D). Столик 8 может быть сформирован из алюминия и/или алюминиевых сплавов, предпочтительно с твердым анодированным покрытием, нержавеющих сталей и жаростойких полимеров, например PEEK(простого полиэфира-эфиркетона), полиамида или PTFE. При необходимости, например, в случае, когда лекарственное средство 5 чувствительно к температуре, столик 8 можно охлаждать. Верхнюю поверхность 9 столика 8 можно, при желании, снабдить тонким упругим слоем 11. Слой 11 помогает формированию ослабленной линии 6 путем снижения чувствительности процесса к величине прикладываемого усилия и позволяет фольговым слоям 2b, 3b блистерной контурной упаковки 1 немного изгибаться во время формования, чтобы ослаблялись напряжения, особенно сдвиговые и разрывные напряжения, вызываемые в фольговых слоях 2b, 3b, с обеспечением, тем самым, отсутствия разрушения или разрезания данных слоев большими силами. Подходящие материалы для упругого слоя 11 включают в себя полиамиды, полиимиды, PTFE, ETFE (этилен-тетрафторэтиленовый полимер) и полисилоксановые каучуки. Слой 11 имеет толщину предпочтительно меньше чем 1 мм и более предпочтительно меньше чем 0,5 мм. В предпочтительном варианте осуществления упругий слой 11 сформирован из 0,3 мм слоя полиамида. Для обеспечения того, чтобы внешний и внутренний полимерные слои 2 а, 2 с достаточно размягчались и чтобы материал внешнего полимерного слоя 2 с придавливался к краям ножевого элемента 9 без разрезания фольговых слоев 2b, 3b, важно тщательно подбирать температуру ножевого элемента 9 и длительность контакта с блистерной упаковкой 1. Подходящие и предпочтительные диапазоны изменения основных рабочих параметров показаны ниже в таблице. Специалистам в данной области техники должно быть очевидно, что параметры оказывают взаимное влияние, например увеличение длительности позволяет прикладывать меньшее усилие, и увеличение температуры может допустить использование меньшей длительности.-6 014436 Подвод тепла и приложение давления требуется регулировать для обеспечения ослабленной линии 6 с высокой повторяемостью. В одном варианте прилагаемое усилие или давление регулируют, например, с помощью пружины с предварительно заданным уровнем нажима или пневмоцилиндром с предварительно заданным давлением для обеспечения усилия. В альтернативном варианте ножевой элемент 9 можно снабдить по меньшей мере одним стопорным элементом 12, который фиксирует наконечник 10 инструмента на предварительно заданном расстоянии от верхней поверхности 9 столика 8, чтобы блистерная контурная упаковка 1 сжималась ножевым элементом 9 только на предварительно заданную величину. В варианте осуществления, показанном на фиг. 5, стопорные элементы 12 обеспечены на каждой кромке наконечника 10 инструмента. Расстояние между наконечником 10 инструмента и верхней поверхностью 9 столика 8 может быть регулируемым для создания возможности формирования ослабленных линий 6 в блистерных контурных упаковках 1, при разных толщинах слоистого материала. Расстояние между наконечником 10 инструмента и верхней поверхностью 9 предпочтительно подбирают в пределах от 25 до 100% от общей толщины слоистого материала. Если следует обеспечить инициирующий элемент 13, то его можно формировать в ходе той же операции формирования ослабленной линии 6. На фиг. 6 представлен альтернативный инструмент 15 для формирования ослабленной линии 6 совместно с вырезами на каждом конце ослабленной линии 6 для облегчения начала отрывания. Режущие элементы 14 зависят от нагреваемого элемента 9 инструмента и вмещаются в сопряженные выемки (не показанные), вырезанные в верхней поверхности 9 столика 8. Режущие элементы 14 прорезают вырез в блистерной контурной упаковке 1, когда наконечник 10 инструмента формирует ослабленную линию в контурной упаковке 1. Эффективная ослабленная линия 6 необязательно должна быть непрерывной. Например, по меньшей мере, одна неослабленная область может быть оставлена в ослабленной линии 6 для сохранения прочности контурной упаковки 1 на разрыв, например, для облегчения манипулирования во время изготовления и шагового перемещения контурной упаковки 1 в ингаляционном устройстве и для предотвращения случайного отрывания контурной упаковки 1. Поэтому ослабленная линия 6 может содержать области, которые были ослаблены, и области, которые не были ослаблены, или области с разными степенями ослабления. Следует понимать, что за один раз возможно формирование по меньшей мере двух ослабленных линий 6 посредством создания ослабления во множестве точек одновременно с использованием, например, инструмента с несколькими ножевыми элементами 9. В предпочтительном варианте ослабленные линии 6 формируются вдоль значительного участка или всей контурной упаковки 1 за одну операцию. В альтернативном варианте упомянутые линии можно формировать в ходе непрерывного процесса. Средство для организации прерывистого или непрерывного процесса при большом объеме производства широко известны в области технологического оборудования для блистерных упаковок. Аналогично, единовременно можно обрабатывать по меньшей мере две контурные упаковки путем одновременной обработки контурных упаковок бок о бок. На фиг. 8 представлен дополнительный вариант осуществления, в котором для формирования ослабленных линий в контурной упаковке 1 применяется лазер 16. В соответствии с настоящим вариантом осуществления лазерный пучок 17, испускаемый лазером 16, развертывается по контурной упаковке 1 с предварительно заданным рисунком и локально модифицирует полимерный слой 2 с путем расплавления,абляции или того и другого в комбинации для формирования ослабленной линии 6 без нанесения ущерба фольговому слою 2b. Лазер 16 может быть выполнен с возможностью абляции только доли толщины полимерного слоя 2 с, хотя регулирование точности глубины абляции может быть сложной задачей при непрерывном процессе, когда фольговый слой 2b может перемещаться. Поэтому предпочтительно решение, когда лазер 16 снимает абляцией полимерный слой 2 с на всю его глубину. Лазер 16 может снимать абляцией полимерный слой 2 с только на участке ширины контурной упаковки 1. Например, по точечному, или точечно-матричному, или пунктирному рисунку, так что на ослабленной линии 6 имеются чередующиеся области снятого или не снятого абляцией полимера, как показано на фиг. 9 А и 9 В. Таким образом, контурную упаковку можно выполнить допускающей отрыв без ее чрезмерного ослабления. Лазер 16 может быть лазером на CO2 или YAG-лазером (на алюмоиттриевом гранате), но предпочтительно лазером на CO2. Тип и мощность лазера 16 подбирают так, чтобы обеспечить эффективную абляцию полимерного слоя 2 с без повреждения нижележащего алюминиевого фольгового слоя 2b. Формирование ослабленной линии лазером можно объединять с любым из вышеописанных способов для начала отрывания, включая засечку, вырез или неглубокое вырезание. В варианте, предпочтительном для массового производства, процесс изготовления блистерных контурных упаковок 1 является непрерывным или содержит комбинацию непрерывно и периодически действующих рабочих мест в зависимости от типа операции. Например, холодная штамповка формы блистера часто выполняется как непрерывный процесс. При непрерывном процессе лазер 16 запрограммирован на развертку по фольговому слою 2b для формирования ослабленной линии 6 и затем шагового перемещения к следующей позиции, синхронно с шаговым перемещением контурной упаковки 1 в процессе. Данную задачу можно решить разверткой лазерного пучка 17 или перемещением контурной упаковки 1. При периодической технологии лазер 16 может формировать несколько ослабленных линий раз-7 014436 верткой пучка 17 перед шаговым перемещением контурной упаковки 1 на несколько блистеров 4. Следует понимать, что все вышеупомянутые варианты осуществления относятся к способу и устройству для формирования ослабленной области в предварительно сформированной блистерной контурной упаковке. Однако предполагается также, что формирование ослабленной области между блистерами можно осуществлять одновременно с изготовлением блистера, т.е. в то же время, когда крышку герметично приваривают к основе. На фиг. 10 А изображен участок герметизирующего инструмента или пластины 20, содержащей рифленую или иначе огрубленную структурированную поверхность 21, которая контактирует с покрывающим материалом и выполняет функцию герметичного приваривания его к основе. Герметизирующий инструмент 20 имеет апертуру 22, соответствующую блистерной полости, чтобы покрывающий материал не подвергался воздействию инструмента 20 в области покрывающего материала, которая продолжается над полостью. По обе стороны апертуры 22 находится выпуклая зона 23 для создания ослабленной линии распространения отрыва в контурной упаковке с каждой стороны от блистерной полости. В предпочтительном варианте осуществления выпуклая зона, по существу, находится на одном уровне с наконечниками или самыми высокими участками рифленой структуры, которая формирует изолирующий слой. Выпуклые зоны 23 создают область между блистерами, в которой обеспечивают как немного меньшую толщину, так и большую жесткость, когда слоистый материал прижимают к герметизирующему инструменту, который нагревают, чтобы вызвать расплавление герметизирующего лака. Поэтому данная область является немного более хрупкой и легко отрывается после того, как отрывание инициировано. Следует понимать, что герметизирующий инструмент можно прикладывать к каждой стороне блистерной контурной упаковки для герметичного приваривания покрывающего материала к основе. Кроме того, крышку и материал основы можно сжимать между двумя одинаковыми герметизирующими инструментами. На фиг. 10 В изображен модифицированный вариант участка герметизирующего инструмента, показанного на фиг. 10 А. В данном варианте осуществления выпуклые зоны 25 имеют форму увеличенных областей у кромки контурной упаковки между апертурами 22 для создания областей начала отрывания,которые облегчают начало отрывания. В предпочтительном варианте осуществления выпуклая область находится, по существу, на одном уровне с наконечниками или самыми высокими поверхностями рифленой структуры, которая формирует изолирующий слой. В альтернативном варианте, каждая из выпуклых зон, показанных на фиг. 10 А и 10 В, может быть немного выше рифленой структуры самое большее на 0,2 мм. Рифленая структура обычно имеет глубину от 0,025 до 0,2 мм и предпочтительно от 0,04 до 0,1 мм. На фиг. 10C изображен еще один модифицированный вариант участка герметизирующего инструмента, показанного на фиг. 10 А и 10 В. В данном варианте выпуклые зоны 23, показанные на фиг. 10A,объединены с выпуклыми зонами 25, показанными на фиг. 10 В. Объединенная выпуклая область 23, 25 применяется как для начала, так и для распространения отрывания. Области 25 начала отрывания могут быть немного выше, чем области 23 продолжения, так как слоистый материал должен быть слабее в области начала. Специалистам в данной области техники будет очевидно множество модификаций и вариантов изобретения, находящихся в пределах объема притязаний нижеследующей формулы изобретения, и вышеприведенное описание следует рассматривать всего лишь как описание предпочтительных вариантов осуществления. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Блистерная упаковка, содержащая множество разнесенных блистерных полостей (4), выполненных, каждая, с возможностью вмещения и хранения индивидуальной дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит основу, в которой сформированы блистерные полости, и, по существу, плоский участок крышки, герметизирующий блистерные полости, причем основа и участок крышки содержат слоистый материал, где слоистый материал основы включает фольговый слой (2b, 3b) и внешний полимерный слой (2 с), отличающаяся тем, что включает ослабленную область(6), сформированную, по существу, удалением участка внешнего полимерного слоя (2 с) с фольгового слоя (2b, 3b) слоистого материала основы или уменьшением толщины участка внешнего полимерного слоя (2 с) слоистого материала основы между каждой блистерной полостью (4) или несколькими блистерными полостями без повреждения фольгового слоя (2b, 3b) слоистого материала основы. 2. Блистерная упаковка по п.1, в которой упаковка содержит внутренний полимерный слой (2 а) на противоположной стороне фольгового слоя (2b, 3b) относительно внешнего полимерного слоя (2 с). 3. Блистерная упаковка по п.2, в которой ослабленная область (6) сформирована, по существу, смещением внутреннего полимерного слоя (2 а) в дополнение, по существу, к удалению или смещению внешнего полимерного слоя (2 с) с фольгового слоя (2b, 3b). 4. Блистерная упаковка по п.2 или 3, в которой внутренний полимерный слой (2 а) имеет толщину,которая меньше чем 60 мкм.-8 014436 5. Блистерная упаковка по п.4, в которой внутренний полимерный слой (2 а) имеет толщину от 15 до 40 мкм. 6. Блистерная упаковка по п.5, в которой внутренний полимерный слой (2 а) имеет толщину 30 мкм. 7. Блистерная упаковка по любому из предыдущих пунктов, содержащая удлиненную контурную упаковку блистеров. 8. Блистерная упаковка по п.7, в которой ослабленная область (6) обеспечена между каждым блистером контурной упаковки. 9. Блистерная упаковка по любому из предыдущих пунктов, в которой одна или каждая ослабленная область (6) является прерывистой. 10. Блистерная упаковка по п.9, в которой внешний полимерный слой (2 с), по существу, удален или смещен из прерывистых разнесенных областей, продолжающихся вдоль каждой ослабленной области (6) так, что каждая ослабленная область сформирована из ряда ослабленных и неослабленных секций. 11. Блистерная упаковка по любому из предыдущих пунктов, в которой ослабленная область (6) сформирована на кромке упаковки для облегчения начала отрывания. 12. Блистерная упаковка по любому из предыдущих пунктов, содержащая вырез, засечку или перфорацию (13) в кромке упаковки для облегчения начала отрывания. 13. Блистерная упаковка по любому из предыдущих пунктов, в которой, по меньшей мере, участок ослабленной области (6) представляет собой узкую полоску или линию. 14. Блистерная упаковка по п.13, в которой ослабленная область (6) содержит узкую полоску или линию и увеличенную ослабленную область в месте, где линия выходит к кромке упаковки. 15. Блистерная упаковка по п.14, в которой узкая полоска или линия продолжается через упаковку между двумя увеличенными ослабленными областями, в которых концы линии выходят к кромкам упаковки. 16. Способ внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит основу, в которой сформированы блистерные полости, и, по существу, плоский участок крышки, герметизирующий блистерные полости, причем основа и участок крышки содержат слоистый материал, включающий фольговый слой (2b, 3b) и внешний полимерный слой (2 с), причем способ содержит этап, заключающийся в том, что, по существу, удаляют участок внешнего полимерного слоя с фольгового слоя (2b, 3b) основы или участка крышки или уменьшают толщину участка внешнего полимерного слоя (2 с) основы или участка крышки без повреждения фольгового слоя (2b, 3b) слоистого материала для формирования упомянутой ослабленной области. 17. Способ по п.16, в котором этап, по существу, удаления или смещения участка внешнего полимерного слоя (2 с) с фольгового слоя (2b, 3b) для формирования ослабленной области (6) содержит этап,заключающийся в том, что подводят тепло к упаковке для размягчения или расплавления участка внешнего полимерного слоя (2 с) с фольгового слоя (2b, 3b) в упомянутой области. 18. Способ по п.17, содержащий этап, заключающийся в формировании средства начала отрывания в ослабленной области в области, в которой ослабленная область выходит к кромке упаковки. 19. Способ по п.17 или 18, в котором этап формирования ослабленной области посредством подведения тепла к упаковке для размягчения или расплавления участка внешнего полимерного слоя без повреждения фольгового слоя содержит этап использования лазера. 20. Устройство для внесения ослабленной области в блистерную упаковку между смежными блистерными полостями упаковки, которые вмещают и хранят индивидуальные дозы лекарственного средства для ингаляции пользователем, при этом упаковка содержит фольговый слой (2b, 3b) и внешний полимерный слой (2 с), причем устройство содержит нагреваемый ножевой элемент (9) для нагревания и/или обжима участка блистерной упаковки в области, в которой требуется сформировать ослабленную область (6), чтобы, по существу, удалить или сместить участок внешнего полимерного слоя (2 с) с фольгового слоя (2b, 3b), отличающееся тем, что устройство содержит элемент (8) основы, на котором расположена блистерная упаковка, и стопорные элементы (12), свисающие с нагреваемого ножевого элемента(9), которые зацепляют элемент (8) основы во время формирования ослабленной области (6), чтобы выдерживать предварительно заданное расстояние между нагреваемым ножевым элементом (9) и элементом (8) основы. 21. Устройство по п.20, в котором устройство содержит режущие элементы (14), свисающие с нагреваемого ножевого элемента (9), чтобы вырезать участок упаковки в области, в которой ослабленная область (6) выходит к кромке упаковки, для формирования средства для начала отрывания в ослабленной области (6). 22. Герметизирующий инструмент для изготовления блистерной упаковки, при этом упаковка содержит участок (21) основы, содержащий в нем множество блистерных полостей (22), и участок крышки для присоединения к участку основы поверх полостей для их герметизации после того, как доза помещена в каждую блистерную полость, причем упаковка содержит фольговый слой (2b, 3b) и по меньшей мере один полимерный слой, причем герметизирующий инструмент содержит нагреваемую поверхность(21) для прижатия и нагревания блистерной основы и крышки, расположенной на основе, для термиче-9 014436 ского прикрепления крышки к основе, причем герметизирующая поверхность содержит выпуклые секции (23), чтобы, по существу, удалять или уменьшать толщину участка внешнего полимерного слоя с фольгового слоя для формирования ослабленной области, когда крышку термически прикрепляют к основе без повреждения фольгового слоя. 23. Герметизирующий инструмент по п.22, в котором нагреваемая поверхность (21) имеет рифление, и выпуклые области (23) находятся, по существу, на одном уровне с самыми верхними поверхностями рифленой структуры. 24. Герметизирующий инструмент по п.23, в котором нагреваемая поверхность (21) является рифленой, и выпуклая область (23) выше рифленой структуры самое большее на 0,2 мм. 25. Герметизирующий инструмент по любому из пп.22-24, в котором выпуклая область (23) имеет первую секцию (25) для формирования ослабленной области у кромки упаковки и вторую секцию для формирования другой ослабленной области, продолжающейся от первой секции на расстоянии от кромок упаковки. 26. Герметизирующий инструмент по п.25, в котором высота первой секции (25) от поверхности больше, чем высота второй секции от поверхности. 27. Ингаляционное устройство, вмещающее блистерную упаковку по любому из пп.1-15.
МПК / Метки
МПК: B65D 75/36, A61M 15/00, B65B 61/02
Метки: упаковка, блистерная
Код ссылки
<a href="https://eas.patents.su/14-14436-blisternaya-upakovka.html" rel="bookmark" title="База патентов Евразийского Союза">Блистерная упаковка</a>
Блистерная упаковка для применения в ингаляторах
Номер патента: 13776
Опубликовано: 30.06.2010
Авторы: Крюгер Михаэль, Метцгер Буркхард, Шиве Йёрг, Трунк Михаель
МПК: A61M 15/00, A61J 1/14, B65D 83/06...
Метки: упаковка, применения, блистерная, ингаляторах
Формула / Реферат:
1. Блистерная упаковка, которая является интегральным компонентом готового к применению порошкового ингалятора и выбрана из группы, включающей блистерные ленты и блистерные диски, и которая имеет основной элемент по меньшей мере с двумя открытыми по меньшей мере с одной стороны отделенными друг от друга перемычкой полостями, которые содержат чувствительный к воздействию влаги ингаляционный состав и по меньшей мере одно отверстие которых...
Упаковка для курительных изделий
Номер патента: 6729
Опубликовано: 28.04.2006
Авторы: Брей Эндрью Джонатан, Холфорд Стивен, Тирл Алан Дуглас, Стьюарт-Кокс Адриан Рой
МПК: B65D 85/10
Метки: курительных, упаковка, изделий
Формула / Реферат:
1. Упаковка с откидной крышкой для курительных изделий, у которой угол Ф, образованный двумя прямыми линиями, одна из которых представляет собой край задней стенки коробки упаковки, а вторая линия проходит через ось поворота откидной крышки и верхний край передней стенки коробки, составляет менее 30ш. 2. Упаковка по п.1, у которой отношение расстояния от верхнего края передней стенки коробки до нижней точки верхнего края вкладыша к высоте...
Открываемая после сгибания упаковка для таблеток
Номер патента: 12345
Опубликовано: 30.10.2009
Автор: Нивала Мишелль
МПК: B65D 83/04
Метки: после, открываемая, таблеток, сгибания, упаковка
Формула / Реферат:
1. Блистерная упаковка, содержащая единый блистерный лист, задающий множество единичных зон упаковки, при этом каждая единичная зона упаковки включает углубление, имеющее открытый верх и фланец, окружающий углубление, и единый лист закрывающего материала, герметично прикрепленный к фланцам с возможностью отрывания, при этом блистерный лист и лист закрывающего материала дополнительно задают негерметизированные зоны для облегчения отрывания...
Картонная упаковка для пищевого продукта
Номер патента: 12680
Опубликовано: 30.12.2009
Автор: Руэда Луиш Фернандо
Метки: упаковка, пищевого, продукта, картонная
Формула / Реферат:
1. Однослойная картонная упаковка (1) для пищевых продуктов, содержащая переднюю стенку (2), заднюю стенку (3), четыре боковые стенки (4), причем указанная передняя стенка содержит надрезы (5), образующие открываемый участок (2а) передней стенки и неоткрываемый участок (2b) указанной передней стенки, отличающаяся тем, что: (i) неоткрываемый участок указанной передней стенки дополнительно содержит фиксирующую прорезь (6), а (ii) на открываемый...
Упаковка для жидкого продукта
Номер патента: 11138
Опубликовано: 30.12.2008
Автор: Албу Мирча Андреевич
МПК: B65D 5/02
Метки: упаковка, жидкого, продукта
Формула / Реферат:
1. Упаковка для жидкого продукта, выполненная в виде коробки из картона, внутри которой расположена емкость для продукта, изготовленная из полимерного материала, с толщиной боковых стенок и дна, лежащей в пределах 0,1-0,3 мм, и имеющая расположенное сверху горло с закрепляемым на внешней поверхности его концевой части укупоривающим элементом, при этом коробка имеет верхнюю часть в виде соединенных боковых стенок с крышкой, образующих полость, и...
Предыдущий патент: Кондиционированная композиция крови и способ ее получения
Следующий патент: Устройство для бурения с погружным пневмоударником и способ бурения по наносам
Случайный патент: 3'-алкоксиспироциклопентилзамещенные тетрамовые и тетроновые кислоты