Способ литья, узел верхней литейной полуформы и способ крепления стержня к верхней литейной полуформе
Номер патента: 12717
Опубликовано: 30.12.2009
Авторы: Хасимото Кунихиро, Камасака Такеси, Хагата Ютака, Ивасаки Дзюнити
Формула / Реферат
1. Способ литья с использованием нижней литейной полуформы, имеющей полость, соответствующую части профиля отливки, и верхней литейной полуформы с прикрепленным к ней стержнем, которая при взаимодействии с нижней литейной полуформой определяет полость литейной формы, содержащий следующие шаги:
подготовку узла верхней литейной полуформы посредством прикрепления стержня к верхней литейной полуформе;
заливку необходимого минимума расплавленного металла в полость нижней литейной полуформы для получения отливки;
перемещение вниз узла верхней литейной полуформы с заданной первой скоростью до заданного уровня высоты, пока узел верхней литейной полуформы не придет в соприкосновение с поверхностью расплавленного металла в полости нижней литейной полуформы;
дополнительное перемещение вниз узла верхней литейной полуформы с заданного уровня высоты с заданной второй скоростью посредством изменения скорости подачи вниз узла верхней литейной полуформы от первой скорости до второй скорости;
выявление информации о статусе узла верхней литейной полуформы в состоянии, когда узел верхней литейной полуформы наложен на нижнюю литейную полуформу или переместился на нижнюю литейную полуформу; и
прекращение подачи вниз узла верхней литейной полуформы после получения информации о состоянии, свидетельствующей о переходе в заданное положение.
2. Способ литья по п.1, в котором информация о состоянии узла верхней литейной полуформы представляет собой сведения о давлении, оказываемом узлом верхней литейной полуформы на расплавленный металл в полости и/или нижней литейной полуформе, или об общем расстоянии, которое проходит при подаче вниз узел верхней литейной полуформы.
3. Узел верхней литейной полуформы, содержащий верхнюю литейную полуформу и стержень, прикрепленный к верхней литейной полуформе, и вместе с нижней литейной полуформой определяющий полость литейной формы.
4. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с помощью механических средств.
5. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с помощью клея.
6. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с использованием силы трения, возникающей при запрессовке выступа, сформированного на стержне, в глухом отверстии, сформированном в верхней литейной полуформе.
7. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с использованием зацепления, возникающего между зацепляющим выступом, сформированным на стержне, и спрессованной формовочной смесью верхней литейной полуформы.
8. Узел верхней литейной полуформы по любому из пп.3-7, в котором к верхней литейной полуформе прикреплено несколько стержней.
9. Способ прикрепления стержня к верхней литейной полуформе с помощью силы трения,
в котором используется литейная форма, состоящая из верхней литейной полуформы и сопрягаемой с ней нижней литейной полуформы, указанные верхняя и нижняя литейные полуформы изготавливаются, соответственно, посредством формования и накладываются друг на друга, при этом определяется полость литейной формы, имеющая профиль продукта, необходимая для получения отливки,
стержень имеет частичный профиль отливки,
при этом способ содержит следующие шаги:
подготовку верхней литейной полуформы, содержащей глухое отверстие для крепления в нем стержня, имеющего выступ, предназначенный для вхождения в указанное глухое отверстие; и
запрессовку указанного выступа в глухом отверстии верхней литейной полуформы посредством относительного перемещения держателя стержня, предназначенного для удержания стержня, в направлении к верхней литейной полуформе таким образом, что операция запрессовки выполняется при использовании информационного значения, содержащего данные о креплении стержня к верхней литейной полуформе, до тех пор, пока указанное информационное значение не станет соответствовать заданному информационному значению данных крепления стержня к верхней литейной полуформе.
10. Способ по п.9, в котором стержень содержит один или более выступов, а верхняя литейная полуформа, в свою очередь, содержит одно или более глухих отверстий, предназначенных для приема в них одного или более выступов, где выступы и глухие отверстия сформированы таким образом, чтобы, по меньшей мере, глубокая область каждогоглухого отверстия имела внутренний диаметр меньше, чем внешний диаметр сопрягающейся контактной части каждого выступа.
11. Способ по п.10, в котором при использовании модели стержня без выступа держатель стержня, удерживающий модель стержня, перемещается относительно верхней литейной полуформы так, чтобы привести модель стержня в соприкосновение с верхней литейной полуформой, при этом информационное значение данных крепления стержня к верхней литейной полуформе становится равным расстоянию, которое проходит держатель стержня от исходной позиции, когда давление, оказываемое на модель стержня со стороны верхней литейной полуформы, будет соответствовать заданному информационному значению.

Текст
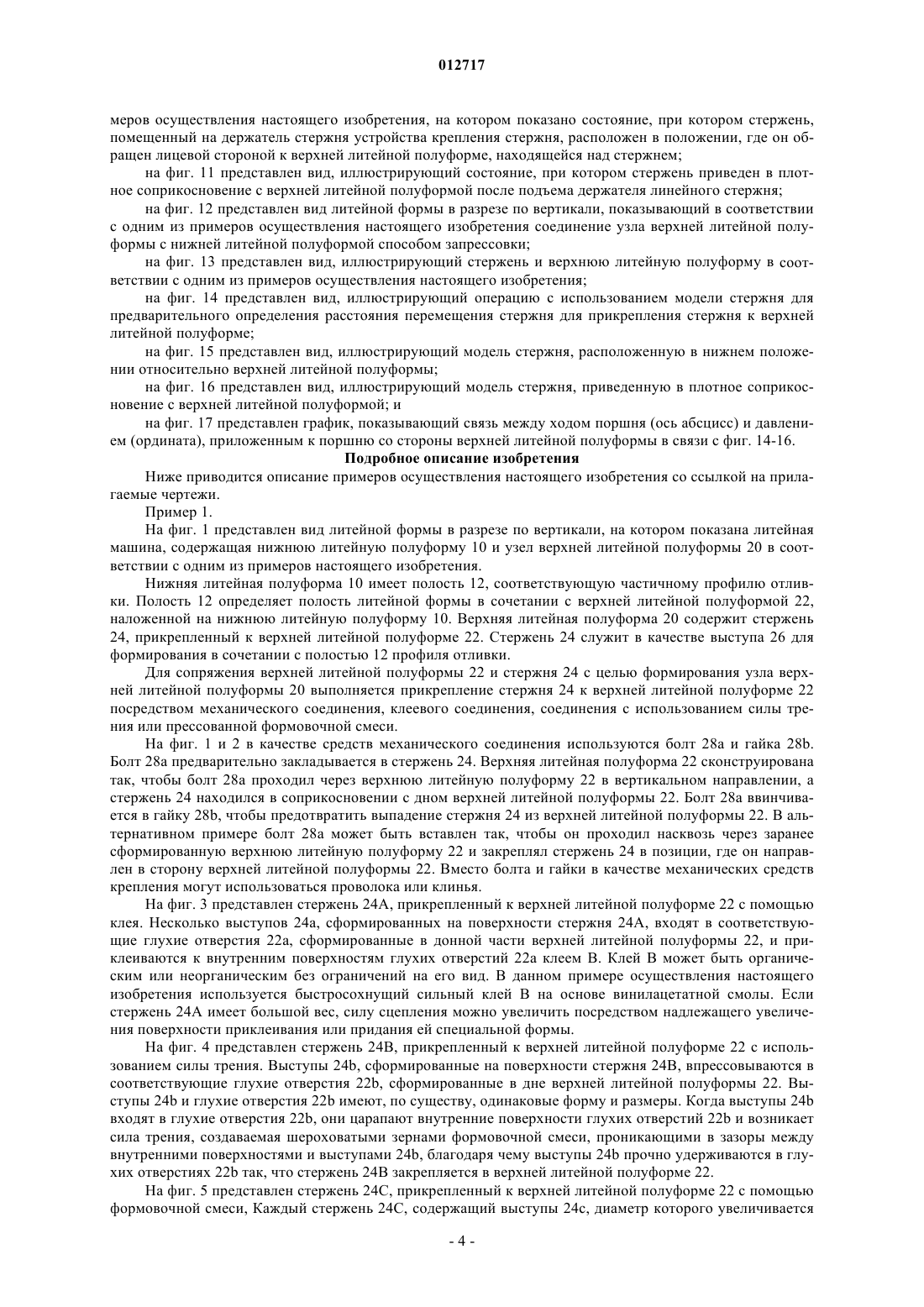
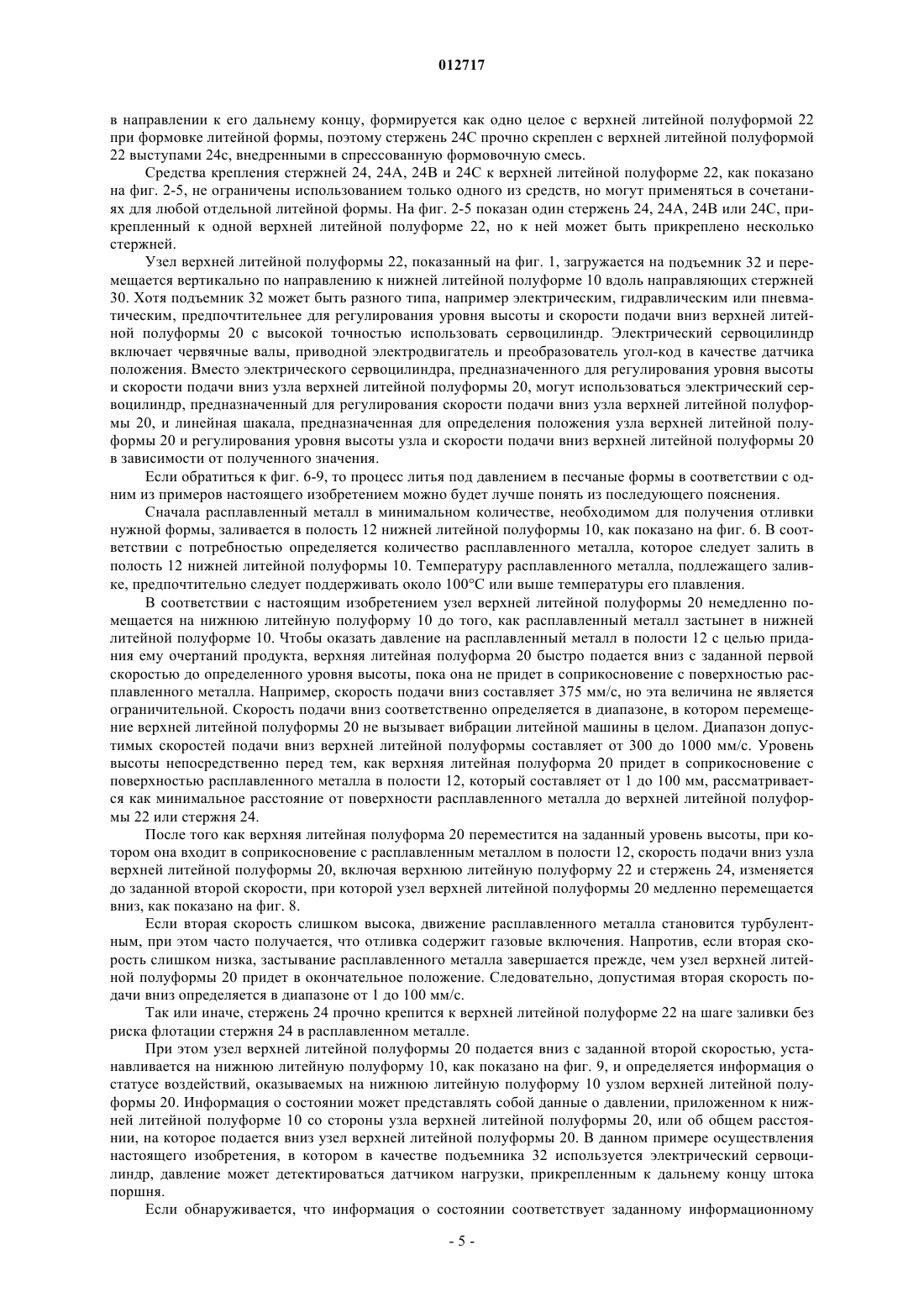
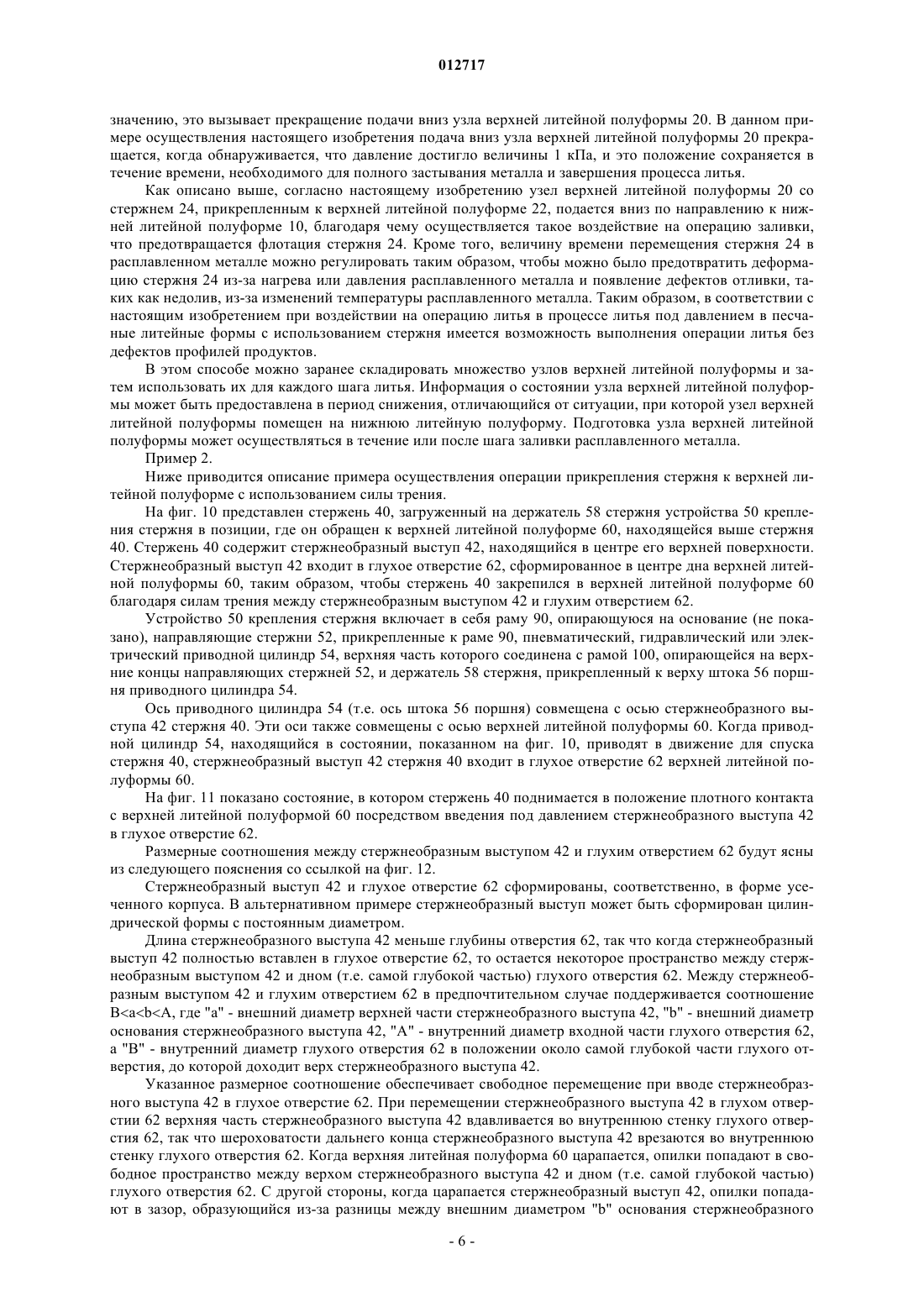
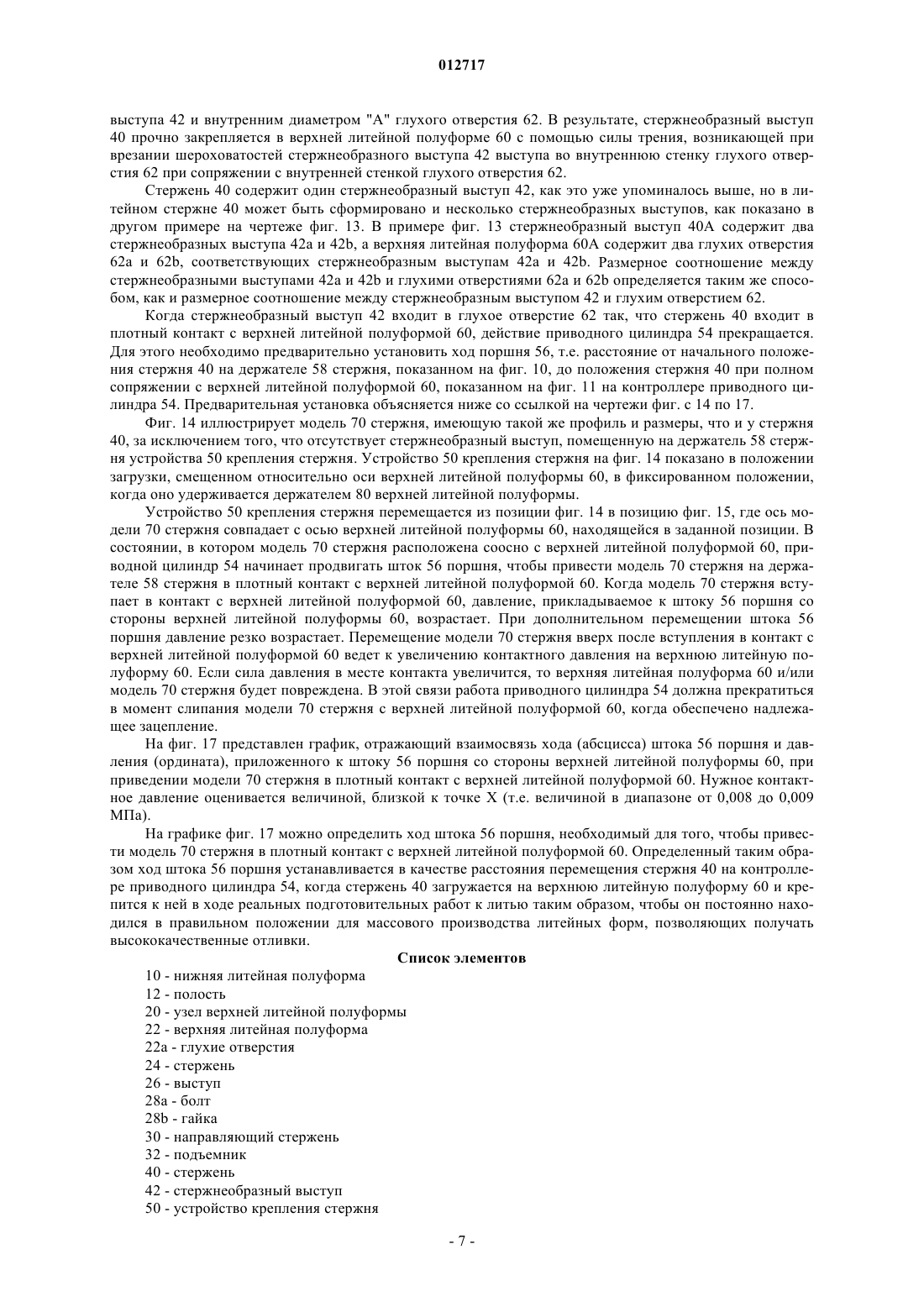
012717 Область техники, к которой относится изобретение Настоящее изобретение относится к способу изготовления отливки (т.е. способу литья), узлу верхней литейной полуформы, используемому в данном способе, а также к способу крепления стержня к верхней литейной полуформе. В частности, настоящее изобретение относится к способу литья под давлением в песчаные формы, в котором верхняя литейная полуформа помещается на нижнюю литейную полуформу для создания полости, в которую заливается расплавленный металл с целью изготовления отливки. В соответствии с известным процессом литья в песчаные формы полость литейной формы создается посредством наложения верхней литейной полуформы на нижнюю, и для изготовления отливки в указанную полость заливается расплавленный металл. В известном процессе литья применяется литниковая система, в которой обязательно должны присутствовать протоки для расплавленного метала с целью осуществления контроля потока расплавленного металла при заливке с целью получения высококачественной отливки, не содержащей загрязняющих включений и газов, но при этом протоки не зависят от формы отливки. В этом случае выход продукции при литье уменьшается и требуются затраты труда и времени для отделения дополнительных металлических наростов, т.е. литейных прибылей и литников, от отливки после разрушения песчаной формы, что приводит к снижению производительности при литье и увеличению производственных расходов. В целях увеличения выхода продукции при литье в патенте JP-A-2005-52871 предложен способ литья под давлением в песчаные формы. В предлагаемом процессе используются (1) нижняя литейная полуформа, изготавливаемая соответствующим способом формовки таким образом, чтобы образовалась полость, точно определяющая очертания самой отливки без полости для вышеуказанной литниковой системы, и (2) верхняя литейная полуформа, изготавливаемая соответствующим способом формовки таким образом, чтобы в ней был выступ для создания при объединении с полостью нижней литейной полуформы в литейной форме полости для отливки. В соответствии с предлагаемым способом количество расплавленного металла, необходимого для изготовления отливки, заливается в полость нижней литейной полуформы, а затем верхняя литейная полуформа помещается на нижнюю литейную полуформу таким образом, чтобы образовалась полость литейной формы, необходимая для получения нужных профилей отливки. Способ литья под давлением в песчаные формы имеет преимущество в том, что отливка с заданным профилем получается при высоком выходе расплавленного металла, однако он не может быть просто применен к способу литья с использованием стержней из-за флотации стержней. В соответствии с известным техническим решением литниковой системы для установки стержня в нужное положение в литейной форме обычно формируется глухое отверстие, имеющее форму стержневого знака, в качестве части для принятия стержневого знака в нижней литейной полуформе, при этом стержень помещается в принимающую часть и зажимается между верхней и нижней литейными полуформами, и далее расплавленный металл заливается в форму, как описано в патенте JP-A-9-57396. Благодаря стержневому знаку флотация стержня предотвращается независимо от плавучести, вызванной залитым расплавленным металлом. Однако указанный способ литья под давлением в песчаные формы включает в себя шаг установки верхней литейной полуформы на нижнюю литейную полуформу после заливки расплавленного металла в нижнюю литейную полуформу. Если стержень просто поместить в нижнюю литейной полуформу, возникает нежелательный эффект флотации стержня из-за свойства залитого расплавленного металла вызывать плавучесть, что приведет к дефектам профиля отливки. Таким образом, в процессе литья под давлением в песчаные формы важно предотвратить флотацию стержня, т.к. при этом возникает проблема его флотации при заливке расплавленного металла в литейную форму в случае, когда стержень просто помещают в нижнюю литейную полуформу, как это делается в известном процессе литья. Сущность изобретения Учитывая вышеуказанную проблему, целью настоящего изобретения является предоставление новой технологии литья под давлением в песчаные формы, обеспечивающей высокий выход продукции, но предотвращающей появление дефектных профилей изделия. В связи с вышеуказанной целью и первым аспектом данного изобретения предложен способ, в котором применяется нижняя литейная полуформа, в которой имеется полость, соответствующая части профиля отливки, и верхняя литейная полуформа, в которой закреплен стержень, вместе с нижней литейной полуформой определяющий полость литейной формы, включающий в себя следующие шаги: подготовка узла верхней литейной полуформы посредством крепления стержня к верхней литейной полуформе; заливка необходимого минимума расплавленного металла в полость нижней литейной полуформы для получения отливки; перемещение вниз узла верхней литейной полуформы с заданной первой скоростью до заданного уровня высоты, пока узел верхней литейной полуформы не придет в соприкосновение с поверхностью расплавленного металла в полости нижней литейной полуформы; дополнительное перемещение вниз узла верхней литейной полуформы с заданного уровня высоты с заданной второй скоростью посредством изменения скорости подачи вниз узла верхней литейной полу-1 012717 формы от первой скорости до второй скорости; выявление информации о состоянии узла верхней литейной полуформы в положении, когда узел верхней литейной полуформы установлен на нижнюю литейную полуформу или переместился на нижнюю литейную полуформу; и прекращение подачи вниз узла верхней литейной полуформы после выявления информации о состоянии, свидетельствующей о переходе в заданное положение. В предпочтительном примере способа литья согласно настоящему изобретению информация о состоянии узла верхней литейной полуформы представляет собой сведения о давлении, оказываемом узлом верхней литейной полуформы на расплавленный металл в полости и/или нижней литейной полуформе,или об общем расстоянии, которое проходит при движении вниз собранная верхняя литейная полуформа. В соответствии со вторым аспектом настоящего изобретения предложен узел верхней литейной полуформы, содержащий верхнюю литейную полуформу и стержень, прикрепленный к верхней литейной полуформе и вместе с нижней литейной полуформой ограничивающий полость литейной формы. В одном из предпочтительных примеров в узле верхней литейной полуформы стержень крепится к верхней литейной полуформе с помощью механических средств. В одном из предпочтительных примеров в узле верхней литейной полуформы стержень крепится к верхней литейной полуформе с помощью клея. В одном из предпочтительных примеров в узле верхней литейной полуформы стержень крепится к верхней литейной полуформе с использованием силы трения, возникающей при запрессовке выступа,сформированного на стержне, в глухом отверстии, сформированном в верхней литейной полуформе. В одном из предпочтительных примеров в узле верхней литейной полуформы стержень крепится к верхней литейной полуформе с использованием зацепления, возникающего между зацепляющим выступом, сформированным на стержне, и спрессованной формовочной смесью верхней литейной полуформы. В любом из указанных узлов верхней литейной полуформы к верхней литейной полуформе может быть прикреплено множество стержней, а в нижней литейной полуформе может быть сформировано множество полостей, соответствующих множеству указанных стержней, благодаря чему возникает возможность одновременного получения множества отливок с помощью одной пары верхней и нижней литейных полуформ. В соответствии с третьим аспектом настоящего изобретения предложен способ крепления стержня к верхней литейной полуформе с использованием силы трения, в котором используется литейная форма,состоящая из верхней литейной полуформы и сопрягаемой с ней нижней литейной полуформы, при этом верхняя и нижняя литейные формы изготавливаются, соответственно, посредством формовки в литейном цехе, и которые накладываются друг на друга, при этом создается полость литейной формы, имеющая профиль продукта, необходимая для получения отливки, в котором стержень имеет частичный профиль отливки, и при этом способ содержит следующие шаги: подготовка верхней литейной полуформы, имеющей глухое отверстие для крепления в нем стержня, и стержня, имеющего выступ, предназначенный для вхождения в глухое отверстие; и запрессовка выступа стержня в глухом отверстии верхней литейной полуформы посредством относительного перемещения держателя стержня с использованием информационного значения данных крепления стержня к верхней литейной полуформе, причем операция запрессовки выполняется до тех пор, пока указанное информационное значение не будет соответствовать заданному информационному значению данных крепления стержня к верхней литейной полуформе. В способе крепления стержня согласно настоящему изобретению в предпочтительном примере стержень может иметь один или более выступов, а верхняя литейная полуформа, в свою очередь, может иметь одно или более глухих отверстий, предназначенных для приема в них одного или более выступов,где выступы и глухие отверстия сформированы таким образом, чтобы, как минимум, глубокая область каждого глухого отверстия имела внутренний диаметр меньше, чем внешний диаметр сопрягающейся контактной части каждого выступа. В способе крепления стержня согласно настоящему изобретению при условии использования модели стержня без выступа держатель стержня, удерживающий модель стержня, перемещается относительно верхней литейной полуформы так, чтобы привести модель стержня в соприкосновение с верхней литейной полуформой, благодаря чему в предпочтительном примере информационное значение данных крепления стержня к верхней литейной полуформе становится равным расстоянию, которое проходит держатель стержня от исходной позиции, когда давление, оказываемое на модель стержня со стороны верхней литейной полуформы, становится равным заданному информационному значению. В соответствии со способом литья и узлом верхней литейной полуформы согласно настоящему изобретению, поскольку используется метод регулирования давления, указанный способ включает следующие шаги: подготовка узла верхней литейной полуформы посредством прикрепления стержня к верхней литейной полуформе; заливка минимального количества расплавленного металла, необходимого для получения отливки, в полость нижней литейной полуформы; подача вниз узла верхней литейной полуформы в направлении к нижней литейной полуформе; определение информации о состоянии узла верхней ли-2 012717 тейной полуформы в положении, когда узел верхней литейной полуформы установлен на нижнюю литейную полуформу или переместился на нижнюю литейную полуформу; и прекращение подачи вниз узла верхней литейной полуформы после определения, что информация о состоянии перешла в заданное положение, в связи с чем процесс приложения давления завершается, причем имеется возможность сократить до минимума длительность интервала времени от шага заливки до шага завершения процесса приложения давления. Посредством сокращения длительности процесса приложения давления он может завершиться до того, как температура расплавленного металла, заливаемого в полость литейной формы,упадет и произойдет неравномерное распределение температуры в расплавленном металле, благодаря чему появляется возможность получить однородную структуру металла отливки. Кроме того, в случае, когда сила давления или расстояние, на которое подается вниз узел верхней литейной полуформы, определяется в качестве информации о состоянии при приложении давления,можно предотвратить излишнее давление, оказываемое узлом верхней литейной полуформы на нижнюю литейную полуформу, благодаря чему осуществляется стабильный процесс получения отливки с высокой точностью. В соответствии со способом крепления стержня согласно настоящему изобретению предполагаются следующие преимущества. 1. При осуществлении способа крепления стержня к верхней литейной полуформе с использованием силы трения можно сэкономить детали посредством исключения шага крепления стержня к верхней литейной полуформе с использованием механического крепежного элемента или клея. Кроме того, поскольку операция запрессовки стержня в верхней литейной полуформе является простой, можно повысить производительность операции крепления стержня. 2. Для сцепления стержня с верхней литейной полуформой с помощью трения необходимо лишь вдавить стержень, удерживаемый в держателе стержня, в верхнюю литейную полуформу посредством относительного перемещения стержня в направлении к верхней литейной полуформе. В этой связи, когда держатель стержня расположен под нижней литейной полуформой, а стержень загружен сверху на держатель стержня, и при этом стержень приводится в соприкосновение с верхней литейной полуформой посредством подъема держателя стержня, т.к. нет необходимости удерживать стержень при помощи держателя или средств вакуумного всасывания, то можно разработать средство крепления стержня,имеющее простую конструкцию. 3. Имеется возможность установить правильную позицию крепления стержня посредством измерения значения контактной нагрузки между верхней литейной полуформой и стержнем, что ведет к поддержанию стабильности размеров изготавливаемого продукта. Краткое описание чертежей На фиг. 1 представлен вид литейной формы в разрезе по вертикали, показывающий взаимосвязь узла верхней литейной полуформы и нижней литейной полуформы в соответствии с одним из примеров осуществления настоящего изобретения; на фиг. 2 представлен вид верхней литейной полуформы в разрезе по вертикали в соответствии с одним из примеров осуществления настоящего изобретения, на котором показано механическое соединение узла верхней литейной полуформы с нижней литейной полуформой; на фиг. 3 представлен вид верхней литейной полуформы в разрезе по вертикали в соответствии с одним из примеров осуществления настоящего изобретения, на котором показано клеевое соединение узла верхней литейной полуформы с нижней литейной полуформой; на фиг. 4 представлен вид верхней литейной полуформы в разрезе по вертикали в соответствии с одним из примеров осуществления настоящего изобретения, на котором показано соединение за счет трения узла верхней литейной полуформы с нижней литейной полуформой; на фиг. 5 представлен вид верхней литейной полуформы в разрезе по вертикали в соответствии с одним из примеров осуществления настоящего изобретения, на котором показано соединение узла верхней литейной полуформы с нижней литейной полуформой с помощью формовочной смеси; на фиг. 6 представлен вид в разрезе по вертикали узла верхней литейной полуформы и нижней литейной полуформы в соответствии с одним из примеров осуществления настоящего изобретения, иллюстрирующий операцию заливки; на фиг. 7 представлен вид литейной формы в разрезе по вертикали, иллюстрирующий состояние подачи вниз узла верхней литейной полуформы на первой скорости после операции заливки, проиллюстрированной на фиг. 6; на фиг. 8 представлен вид литейной формы в разрезе по вертикали, иллюстрирующий дополнительное состояние подачи вниз узла верхней литейной полуформы на второй скорости после состояния, показанного на фиг. 7; на фиг. 9 представлен вид литейной формы в разрезе по вертикали, иллюстрирующий состояние,при котором подача вниз узла верхней литейной полуформы прекращена после наложения верхней литейной полуформы на нижнюю литейную полуформу и прижатия к ней под давлением после состояния,показанного на фиг. 8; на фиг. 10 представлен вид литейной формы в разрезе по вертикали в соответствии с одним из при-3 012717 меров осуществления настоящего изобретения, на котором показано состояние, при котором стержень,помещенный на держатель стержня устройства крепления стержня, расположен в положении, где он обращен лицевой стороной к верхней литейной полуформе, находящейся над стержнем; на фиг. 11 представлен вид, иллюстрирующий состояние, при котором стержень приведен в плотное соприкосновение с верхней литейной полуформой после подъема держателя линейного стержня; на фиг. 12 представлен вид литейной формы в разрезе по вертикали, показывающий в соответствии с одним из примеров осуществления настоящего изобретения соединение узла верхней литейной полуформы с нижней литейной полуформой способом запрессовки; на фиг. 13 представлен вид, иллюстрирующий стержень и верхнюю литейную полуформу в соответствии с одним из примеров осуществления настоящего изобретения; на фиг. 14 представлен вид, иллюстрирующий операцию с использованием модели стержня для предварительного определения расстояния перемещения стержня для прикрепления стержня к верхней литейной полуформе; на фиг. 15 представлен вид, иллюстрирующий модель стержня, расположенную в нижнем положении относительно верхней литейной полуформы; на фиг. 16 представлен вид, иллюстрирующий модель стержня, приведенную в плотное соприкосновение с верхней литейной полуформой; и на фиг. 17 представлен график, показывающий связь между ходом поршня (ось абсцисс) и давлением (ордината), приложенным к поршню со стороны верхней литейной полуформы в связи с фиг. 14-16. Подробное описание изобретения Ниже приводится описание примеров осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Пример 1. На фиг. 1 представлен вид литейной формы в разрезе по вертикали, на котором показана литейная машина, содержащая нижнюю литейную полуформу 10 и узел верхней литейной полуформы 20 в соответствии с одним из примеров настоящего изобретения. Нижняя литейная полуформа 10 имеет полость 12, соответствующую частичному профилю отливки. Полость 12 определяет полость литейной формы в сочетании с верхней литейной полуформой 22,наложенной на нижнюю литейную полуформу 10. Верхняя литейная полуформа 20 содержит стержень 24, прикрепленный к верхней литейной полуформе 22. Стержень 24 служит в качестве выступа 26 для формирования в сочетании с полостью 12 профиля отливки. Для сопряжения верхней литейной полуформы 22 и стержня 24 с целью формирования узла верхней литейной полуформы 20 выполняется прикрепление стержня 24 к верхней литейной полуформе 22 посредством механического соединения, клеевого соединения, соединения с использованием силы трения или прессованной формовочной смеси. На фиг. 1 и 2 в качестве средств механического соединения используются болт 28 а и гайка 28b. Болт 28 а предварительно закладывается в стержень 24. Верхняя литейная полуформа 22 сконструирована так, чтобы болт 28 а проходил через верхнюю литейную полуформу 22 в вертикальном направлении, а стержень 24 находился в соприкосновении с дном верхней литейной полуформы 22. Болт 28 а ввинчивается в гайку 28b, чтобы предотвратить выпадение стержня 24 из верхней литейной полуформы 22. В альтернативном примере болт 28 а может быть вставлен так, чтобы он проходил насквозь через заранее сформированную верхнюю литейную полуформу 22 и закреплял стержень 24 в позиции, где он направлен в сторону верхней литейной полуформы 22. Вместо болта и гайки в качестве механических средств крепления могут использоваться проволока или клинья. На фиг. 3 представлен стержень 24 А, прикрепленный к верхней литейной полуформе 22 с помощью клея. Несколько выступов 24 а, сформированных на поверхности стержня 24 А, входят в соответствующие глухие отверстия 22 а, сформированные в донной части верхней литейной полуформы 22, и приклеиваются к внутренним поверхностям глухих отверстий 22 а клеем В. Клей В может быть органическим или неорганическим без ограничений на его вид. В данном примере осуществления настоящего изобретения используется быстросохнущий сильный клей В на основе винилацетатной смолы. Если стержень 24 А имеет большой вес, силу сцепления можно увеличить посредством надлежащего увеличения поверхности приклеивания или придания ей специальной формы. На фиг. 4 представлен стержень 24 В, прикрепленный к верхней литейной полуформе 22 с использованием силы трения. Выступы 24b, сформированные на поверхности стержня 24 В, впрессовываются в соответствующие глухие отверстия 22b, сформированные в дне верхней литейной полуформы 22. Выступы 24b и глухие отверстия 22b имеют, по существу, одинаковые форму и размеры. Когда выступы 24b входят в глухие отверстия 22b, они царапают внутренние поверхности глухих отверстий 22b и возникает сила трения, создаваемая шероховатыми зернами формовочной смеси, проникающими в зазоры между внутренними поверхностями и выступами 24b, благодаря чему выступы 24b прочно удерживаются в глухих отверстиях 22b так, что стержень 24 В закрепляется в верхней литейной полуформе 22. На фиг. 5 представлен стержень 24 С, прикрепленный к верхней литейной полуформе 22 с помощью формовочной смеси, Каждый стержень 24 С, содержащий выступы 24 с, диаметр которого увеличивается-4 012717 в направлении к его дальнему концу, формируется как одно целое с верхней литейной полуформой 22 при формовке литейной формы, поэтому стержень 24 С прочно скреплен с верхней литейной полуформой 22 выступами 24 с, внедренными в спрессованную формовочную смесь. Средства крепления стержней 24, 24 А, 24 В и 24 С к верхней литейной полуформе 22, как показано на фиг. 2-5, не ограничены использованием только одного из средств, но могут применяться в сочетаниях для любой отдельной литейной формы. На фиг. 2-5 показан один стержень 24, 24 А, 24 В или 24 С, прикрепленный к одной верхней литейной полуформе 22, но к ней может быть прикреплено несколько стержней. Узел верхней литейной полуформы 22, показанный на фиг. 1, загружается на подъемник 32 и перемещается вертикально по направлению к нижней литейной полуформе 10 вдоль направляющих стержней 30. Хотя подъемник 32 может быть разного типа, например электрическим, гидравлическим или пневматическим, предпочтительнее для регулирования уровня высоты и скорости подачи вниз верхней литейной полуформы 20 с высокой точностью использовать сервоцилиндр. Электрический сервоцилиндр включает червячные валы, приводной электродвигатель и преобразователь угол-код в качестве датчика положения. Вместо электрического сервоцилиндра, предназначенного для регулирования уровня высоты и скорости подачи вниз узла верхней литейной полуформы 20, могут использоваться электрический сервоцилиндр, предназначенный для регулирования скорости подачи вниз узла верхней литейной полуформы 20, и линейная шакала, предназначенная для определения положения узла верхней литейной полуформы 20 и регулирования уровня высоты узла и скорости подачи вниз верхней литейной полуформы 20 в зависимости от полученного значения. Если обратиться к фиг. 6-9, то процесс литья под давлением в песчаные формы в соответствии с одним из примеров настоящего изобретением можно будет лучше понять из последующего пояснения. Сначала расплавленный металл в минимальном количестве, необходимом для получения отливки нужной формы, заливается в полость 12 нижней литейной полуформы 10, как показано на фиг. 6. В соответствии с потребностью определяется количество расплавленного металла, которое следует залить в полость 12 нижней литейной полуформы 10. Температуру расплавленного металла, подлежащего заливке, предпочтительно следует поддерживать около 100 С или выше температуры его плавления. В соответствии с настоящим изобретением узел верхней литейной полуформы 20 немедленно помещается на нижнюю литейную полуформу 10 до того, как расплавленный металл застынет в нижней литейной полуформе 10. Чтобы оказать давление на расплавленный металл в полости 12 с целью придания ему очертаний продукта, верхняя литейная полуформа 20 быстро подается вниз с заданной первой скоростью до определенного уровня высоты, пока она не придет в соприкосновение с поверхностью расплавленного металла. Например, скорость подачи вниз составляет 375 мм/с, но эта величина не является ограничительной. Скорость подачи вниз соответственно определяется в диапазоне, в котором перемещение верхней литейной полуформы 20 не вызывает вибрации литейной машины в целом. Диапазон допустимых скоростей подачи вниз верхней литейной полуформы составляет от 300 до 1000 мм/с. Уровень высоты непосредственно перед тем, как верхняя литейная полуформа 20 придет в соприкосновение с поверхностью расплавленного металла в полости 12, который составляет от 1 до 100 мм, рассматривается как минимальное расстояние от поверхности расплавленного металла до верхней литейной полуформы 22 или стержня 24. После того как верхняя литейная полуформа 20 переместится на заданный уровень высоты, при котором она входит в соприкосновение с расплавленным металлом в полости 12, скорость подачи вниз узла верхней литейной полуформы 20, включая верхнюю литейную полуформу 22 и стержень 24, изменяется до заданной второй скорости, при которой узел верхней литейной полуформы 20 медленно перемещается вниз, как показано на фиг. 8. Если вторая скорость слишком высока, движение расплавленного металла становится турбулентным, при этом часто получается, что отливка содержит газовые включения. Напротив, если вторая скорость слишком низка, застывание расплавленного металла завершается прежде, чем узел верхней литейной полуформы 20 придет в окончательное положение. Следовательно, допустимая вторая скорость подачи вниз определяется в диапазоне от 1 до 100 мм/с. Так или иначе, стержень 24 прочно крепится к верхней литейной полуформе 22 на шаге заливки без риска флотации стержня 24 в расплавленном металле. При этом узел верхней литейной полуформы 20 подается вниз с заданной второй скоростью, устанавливается на нижнюю литейную полуформу 10, как показано на фиг. 9, и определяется информация о статусе воздействий, оказываемых на нижнюю литейную полуформу 10 узлом верхней литейной полуформы 20. Информация о состоянии может представлять собой данные о давлении, приложенном к нижней литейной полуформе 10 со стороны узла верхней литейной полуформы 20, или об общем расстоянии, на которое подается вниз узел верхней литейной полуформы 20. В данном примере осуществления настоящего изобретения, в котором в качестве подъемника 32 используется электрический сервоцилиндр, давление может детектироваться датчиком нагрузки, прикрепленным к дальнему концу штока поршня. Если обнаруживается, что информация о состоянии соответствует заданному информационному-5 012717 значению, это вызывает прекращение подачи вниз узла верхней литейной полуформы 20. В данном примере осуществления настоящего изобретения подача вниз узла верхней литейной полуформы 20 прекращается, когда обнаруживается, что давление достигло величины 1 кПа, и это положение сохраняется в течение времени, необходимого для полного застывания металла и завершения процесса литья. Как описано выше, согласно настоящему изобретению узел верхней литейной полуформы 20 со стержнем 24, прикрепленным к верхней литейной полуформе 22, подается вниз по направлению к нижней литейной полуформе 10, благодаря чему осуществляется такое воздействие на операцию заливки,что предотвращается флотация стержня 24. Кроме того, величину времени перемещения стержня 24 в расплавленном металле можно регулировать таким образом, чтобы можно было предотвратить деформацию стержня 24 из-за нагрева или давления расплавленного металла и появление дефектов отливки, таких как недолив, из-за изменений температуры расплавленного металла. Таким образом, в соответствии с настоящим изобретением при воздействии на операцию литья в процессе литья под давлением в песчаные литейные формы с использованием стержня имеется возможность выполнения операции литья без дефектов профилей продуктов. В этом способе можно заранее складировать множество узлов верхней литейной полуформы и затем использовать их для каждого шага литья. Информация о состоянии узла верхней литейной полуформы может быть предоставлена в период снижения, отличающийся от ситуации, при которой узел верхней литейной полуформы помещен на нижнюю литейную полуформу. Подготовка узла верхней литейной полуформы может осуществляться в течение или после шага заливки расплавленного металла. Пример 2. Ниже приводится описание примера осуществления операции прикрепления стержня к верхней литейной полуформе с использованием силы трения. На фиг. 10 представлен стержень 40, загруженный на держатель 58 стержня устройства 50 крепления стержня в позиции, где он обращен к верхней литейной полуформе 60, находящейся выше стержня 40. Стержень 40 содержит стержнеобразный выступ 42, находящийся в центре его верхней поверхности. Стержнеобразный выступ 42 входит в глухое отверстие 62, сформированное в центре дна верхней литейной полуформы 60, таким образом, чтобы стержень 40 закрепился в верхней литейной полуформе 60 благодаря силам трения между стержнеобразным выступом 42 и глухим отверстием 62. Устройство 50 крепления стержня включает в себя раму 90, опирающуюся на основание (не показано), направляющие стержни 52, прикрепленные к раме 90, пневматический, гидравлический или электрический приводной цилиндр 54, верхняя часть которого соединена с рамой 100, опирающейся на верхние концы направляющих стержней 52, и держатель 58 стержня, прикрепленный к верху штока 56 поршня приводного цилиндра 54. Ось приводного цилиндра 54 (т.е. ось штока 56 поршня) совмещена с осью стержнеобразного выступа 42 стержня 40. Эти оси также совмещены с осью верхней литейной полуформы 60. Когда приводной цилиндр 54, находящийся в состоянии, показанном на фиг. 10, приводят в движение для спуска стержня 40, стержнеобразный выступ 42 стержня 40 входит в глухое отверстие 62 верхней литейной полуформы 60. На фиг. 11 показано состояние, в котором стержень 40 поднимается в положение плотного контакта с верхней литейной полуформой 60 посредством введения под давлением стержнеобразного выступа 42 в глухое отверстие 62. Размерные соотношения между стержнеобразным выступом 42 и глухим отверстием 62 будут ясны из следующего пояснения со ссылкой на фиг. 12. Стержнеобразный выступ 42 и глухое отверстие 62 сформированы, соответственно, в форме усеченного корпуса. В альтернативном примере стержнеобразный выступ может быть сформирован цилиндрической формы с постоянным диаметром. Длина стержнеобразного выступа 42 меньше глубины отверстия 62, так что когда стержнеобразный выступ 42 полностью вставлен в глухое отверстие 62, то остается некоторое пространство между стержнеобразным выступом 42 и дном (т.е. самой глубокой частью) глухого отверстия 62. Между стержнеобразным выступом 42 и глухим отверстием 62 в предпочтительном случае поддерживается соотношение ВаbА, где "а" - внешний диаметр верхней части стержнеобразного выступа 42, "b" - внешний диаметр основания стержнеобразного выступа 42, "А" - внутренний диаметр входной части глухого отверстия 62,а "В" - внутренний диаметр глухого отверстия 62 в положении около самой глубокой части глухого отверстия, до которой доходит верх стержнеобразного выступа 42. Указанное размерное соотношение обеспечивает свободное перемещение при вводе стержнеобразного выступа 42 в глухое отверстие 62. При перемещении стержнеобразного выступа 42 в глухом отверстии 62 верхняя часть стержнеобразного выступа 42 вдавливается во внутреннюю стенку глухого отверстия 62, так что шероховатости дальнего конца стержнеобразного выступа 42 врезаются во внутреннюю стенку глухого отверстия 62. Когда верхняя литейная полуформа 60 царапается, опилки попадают в свободное пространство между верхом стержнеобразного выступа 42 и дном (т.е. самой глубокой частью) глухого отверстия 62. С другой стороны, когда царапается стержнеобразный выступ 42, опилки попадают в зазор, образующийся из-за разницы между внешним диаметром "b" основания стержнеобразного-6 012717 выступа 42 и внутренним диаметром "А" глухого отверстия 62. В результате, стержнеобразный выступ 40 прочно закрепляется в верхней литейной полуформе 60 с помощью силы трения, возникающей при врезании шероховатостей стержнеобразного выступа 42 выступа во внутреннюю стенку глухого отверстия 62 при сопряжении с внутренней стенкой глухого отверстия 62. Стержень 40 содержит один стержнеобразный выступ 42, как это уже упоминалось выше, но в литейном стержне 40 может быть сформировано и несколько стержнеобразных выступов, как показано в другом примере на чертеже фиг. 13. В примере фиг. 13 стержнеобразный выступ 40 А содержит два стержнеобразных выступа 42 а и 42b, а верхняя литейная полуформа 60 А содержит два глухих отверстия 62 а и 62b, соответствующих стержнеобразным выступам 42 а и 42b. Размерное соотношение между стержнеобразными выступами 42 а и 42b и глухими отверстиями 62 а и 62b определяется таким же способом, как и размерное соотношение между стержнеобразным выступом 42 и глухим отверстием 62. Когда стержнеобразный выступ 42 входит в глухое отверстие 62 так, что стержень 40 входит в плотный контакт с верхней литейной полуформой 60, действие приводного цилиндра 54 прекращается. Для этого необходимо предварительно установить ход поршня 56, т.е. расстояние от начального положения стержня 40 на держателе 58 стержня, показанном на фиг. 10, до положения стержня 40 при полном сопряжении с верхней литейной полуформой 60, показанном на фиг. 11 на контроллере приводного цилиндра 54. Предварительная установка объясняется ниже со ссылкой на чертежи фиг. с 14 по 17. Фиг. 14 иллюстрирует модель 70 стержня, имеющую такой же профиль и размеры, что и у стержня 40, за исключением того, что отсутствует стержнеобразный выступ, помещенную на держатель 58 стержня устройства 50 крепления стержня. Устройство 50 крепления стержня на фиг. 14 показано в положении загрузки, смещенном относительно оси верхней литейной полуформы 60, в фиксированном положении,когда оно удерживается держателем 80 верхней литейной полуформы. Устройство 50 крепления стержня перемещается из позиции фиг. 14 в позицию фиг. 15, где ось модели 70 стержня совпадает с осью верхней литейной полуформы 60, находящейся в заданной позиции. В состоянии, в котором модель 70 стержня расположена соосно с верхней литейной полуформой 60, приводной цилиндр 54 начинает продвигать шток 56 поршня, чтобы привести модель 70 стержня на держателе 58 стержня в плотный контакт с верхней литейной полуформой 60. Когда модель 70 стержня вступает в контакт с верхней литейной полуформой 60, давление, прикладываемое к штоку 56 поршня со стороны верхней литейной полуформы 60, возрастает. При дополнительном перемещении штока 56 поршня давление резко возрастает. Перемещение модели 70 стержня вверх после вступления в контакт с верхней литейной полуформой 60 ведет к увеличению контактного давления на верхнюю литейную полуформу 60. Если сила давления в месте контакта увеличится, то верхняя литейная полуформа 60 и/или модель 70 стержня будет повреждена. В этой связи работа приводного цилиндра 54 должна прекратиться в момент слипания модели 70 стержня с верхней литейной полуформой 60, когда обеспечено надлежащее зацепление. На фиг. 17 представлен график, отражающий взаимосвязь хода (абсцисса) штока 56 поршня и давления (ордината), приложенного к штоку 56 поршня со стороны верхней литейной полуформы 60, при приведении модели 70 стержня в плотный контакт с верхней литейной полуформой 60. Нужное контактное давление оценивается величиной, близкой к точке X (т.е. величиной в диапазоне от 0,008 до 0,009 МПа). На графике фиг. 17 можно определить ход штока 56 поршня, необходимый для того, чтобы привести модель 70 стержня в плотный контакт с верхней литейной полуформой 60. Определенный таким образом ход штока 56 поршня устанавливается в качестве расстояния перемещения стержня 40 на контроллере приводного цилиндра 54, когда стержень 40 загружается на верхнюю литейную полуформу 60 и крепится к ней в ходе реальных подготовительных работ к литью таким образом, чтобы он постоянно находился в правильном положении для массового производства литейных форм, позволяющих получать высококачественные отливки. Список элементов 10 - нижняя литейная полуформа 12 - полость 20 - узел верхней литейной полуформы 22 - верхняя литейная полуформа 22 а - глухие отверстия 24 - стержень 26 - выступ 28 а - болт 28b - гайка 30 - направляющий стержень 32 - подъемник 40 - стержень 42 - стержнеобразный выступ 50 - устройство крепления стержня-7 012717 52 - направляющий стержень 54 - приводной цилиндр 56 - шток поршня 58 - держатель стержня 60 - верхняя литейная полуформа 62 - глухое отверстие 70 - модель стержня 80 - держатель верхней литейной полуформы 90 - рама 100 - рама В - клей ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ литья с использованием нижней литейной полуформы, имеющей полость, соответствующую части профиля отливки, и верхней литейной полуформы с прикрепленным к ней стержнем, которая при взаимодействии с нижней литейной полуформой определяет полость литейной формы, содержащий следующие шаги: подготовку узла верхней литейной полуформы посредством прикрепления стержня к верхней литейной полуформе; заливку необходимого минимума расплавленного металла в полость нижней литейной полуформы для получения отливки; перемещение вниз узла верхней литейной полуформы с заданной первой скоростью до заданного уровня высоты, пока узел верхней литейной полуформы не придет в соприкосновение с поверхностью расплавленного металла в полости нижней литейной полуформы; дополнительное перемещение вниз узла верхней литейной полуформы с заданного уровня высоты с заданной второй скоростью посредством изменения скорости подачи вниз узла верхней литейной полуформы от первой скорости до второй скорости; выявление информации о статусе узла верхней литейной полуформы в состоянии, когда узел верхней литейной полуформы наложен на нижнюю литейную полуформу или переместился на нижнюю литейную полуформу; и прекращение подачи вниз узла верхней литейной полуформы после получения информации о состоянии, свидетельствующей о переходе в заданное положение. 2. Способ литья по п.1, в котором информация о состоянии узла верхней литейной полуформы представляет собой сведения о давлении, оказываемом узлом верхней литейной полуформы на расплавленный металл в полости и/или нижней литейной полуформе, или об общем расстоянии, которое проходит при подаче вниз узел верхней литейной полуформы. 3. Узел верхней литейной полуформы, содержащий верхнюю литейную полуформу и стержень,прикрепленный к верхней литейной полуформе, и вместе с нижней литейной полуформой определяющий полость литейной формы. 4. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с помощью механических средств. 5. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с помощью клея. 6. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с использованием силы трения, возникающей при запрессовке выступа, сформированного на стержне, в глухом отверстии, сформированном в верхней литейной полуформе. 7. Узел верхней литейной полуформы по п.3, в котором стержень прикреплен к верхней литейной полуформе с использованием зацепления, возникающего между зацепляющим выступом, сформированным на стержне, и спрессованной формовочной смесью верхней литейной полуформы. 8. Узел верхней литейной полуформы по любому из пп.3-7, в котором к верхней литейной полуформе прикреплено несколько стержней. 9. Способ прикрепления стержня к верхней литейной полуформе с помощью силы трения,в котором используется литейная форма, состоящая из верхней литейной полуформы и сопрягаемой с ней нижней литейной полуформы, указанные верхняя и нижняя литейные полуформы изготавливаются, соответственно, посредством формования и накладываются друг на друга, при этом определяется полость литейной формы, имеющая профиль продукта, необходимая для получения отливки,стержень имеет частичный профиль отливки,при этом способ содержит следующие шаги: подготовку верхней литейной полуформы, содержащей глухое отверстие для крепления в нем стержня, имеющего выступ, предназначенный для вхождения в указанное глухое отверстие; и запрессовку указанного выступа в глухом отверстии верхней литейной полуформы посредством от-8 012717 носительного перемещения держателя стержня, предназначенного для удержания стержня, в направлении к верхней литейной полуформе таким образом, что операция запрессовки выполняется при использовании информационного значения, содержащего данные о креплении стержня к верхней литейной полуформе, до тех пор, пока указанное информационное значение не станет соответствовать заданному информационному значению данных крепления стержня к верхней литейной полуформе. 10. Способ по п.9, в котором стержень содержит один или более выступов, а верхняя литейная полуформа, в свою очередь, содержит одно или более глухих отверстий, предназначенных для приема в них одного или более выступов, где выступы и глухие отверстия сформированы таким образом, чтобы,по меньшей мере, глубокая область каждого глухого отверстия имела внутренний диаметр меньше, чем внешний диаметр сопрягающейся контактной части каждого выступа. 11. Способ по п.10, в котором при использовании модели стержня без выступа держатель стержня,удерживающий модель стержня, перемещается относительно верхней литейной полуформы так, чтобы привести модель стержня в соприкосновение с верхней литейной полуформой, при этом информационное значение данных крепления стержня к верхней литейной полуформе становится равным расстоянию,которое проходит держатель стержня от исходной позиции, когда давление, оказываемое на модель стержня со стороны верхней литейной полуформы, будет соответствовать заданному информационному значению.
МПК / Метки
МПК: B22D 18/02, B22C 9/00
Метки: стержня, полуформе, крепления, литья, узел, способ, полуформы, верхней, литейной
Код ссылки
<a href="https://eas.patents.su/14-12717-sposob-litya-uzel-verhnejj-litejjnojj-poluformy-i-sposob-krepleniya-sterzhnya-k-verhnejj-litejjnojj-poluforme.html" rel="bookmark" title="База патентов Евразийского Союза">Способ литья, узел верхней литейной полуформы и способ крепления стержня к верхней литейной полуформе</a>
Способ отливки объектов с использованием усовершенствованного узла литейного стержня ступицы
Номер патента: 6696
Опубликовано: 24.02.2006
Автор: Блэнд Майкл А.
МПК: B22C 9/10, B22D 18/04
Метки: использованием, отливки, узла, объектов, усовершенствованного, литейного, стержня, способ, ступицы
Формула / Реферат:
1. Узел литейного стержня ступицы для использования в операции литья с приложением давления снизу, содержащий удлиненную секцию трубного штока, литейный стержень ступицы, прикрепленный к одному концу секции трубного штока, причем литейный стержень ступицы имеет главным образом цилиндрическую конфигурацию и диаметр больше, чем диаметр секции трубного штока, при этом литейный стержень ступицы выполнен с возможностью установки в расположенном по...
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 21/02, B22C 11/00, B22C 15/28...
Метки: изготовления, частей, линия, опока, литейной, машина, двух, формовочная, формы
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Способ и устройство для формовки верхней и нижней полуформ, не имеющих опок
Номер патента: 8842
Опубликовано: 31.08.2007
Авторы: Комияма Такаюки, Хирата Минору
МПК: B22C 11/00
Метки: опок, способ, верхней, формовки, устройство, полуформ, нижней, имеющих
Формула / Реферат:
1. Способ для формовки верхней и нижней полуформ, не имеющих опок, которые совмещены между собой, содержащий: (1) операцию установки и удерживания, предназначенную для установки модельной плиты между верхней и нижней опоками, имеющими входные отверстия для формовочной смеси и расположенными горизонтально, и удерживания модельной плиты; (2) ограничивающую операцию для ограничения верхнего и нижнего формовочных пространств путем вставки верхнего и...
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Рекс Вилльям Аллен, Зобхани Мохаммад Эгбал, Макезих Вальтер Джордж, Рамбахер Джон Сильвестер, Йовичин Альберт Джеймс, Мэджерус Норберт, Хентош Дэниэл Патрик, Члебина Лоренс Эдвард, Вольфе Дэвид Лоуэлл, Джэкобс Бернард Байрон, Лаурих Томас Эндрю, Тайер Ронда Рени Бейер, Руни Тимоти Майкл, Бенедикт Роберт Леон
МПК: B29C 45/27
Метки: литья, варианты, детали, кольцевой, давлением, способ, шины, устройство
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Узел регенерации для жидкости, содержащий фильтровальный узел и нагревательный узел
Номер патента: 12394
Опубликовано: 30.10.2009
Авторы: Брейнбьерг Ларс, Эгелинн Бьярне
МПК: B01D 35/18
Метки: содержащий, нагревательный, жидкости, фильтровальный, узел, регенерации
Формула / Реферат:
1. Узел (1) регенерации жидкости, предназначенный для удаления преимущественно твердых загрязнений и воды из регенерируемой жидкости, такой как смазка, охладитель или горючее, путем ее фильтрации и испарения содержащейся в ней воды, содержащий корпус (4) с верхней (2) и нижней (3) частями, выполненными с возможностью съема, причем нижняя часть (3) соединена с основанием (13), которое содержит по меньшей мере один нагревательный узел (17) и имеет...
Предыдущий патент: Устройство для ингаляции сухого порошка для одновременного введения нескольких лекарственных средств
Следующий патент: Многоуровневое жилое здание со встроенной автомобильной стоянкой
Случайный патент: Бескорпусная групповая упаковка