Способ и устройство для изготовления наполненной веществом упаковки
Формула / Реферат
1. Способ изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и которые подвергают термической сварке в их продольном и поперечном направлениях для образования упаковок, которые наполняют веществом и запечатывают, при этом указанные полотна пропускают между парой роликов, прижатых друг к другу, с обеспечением удержания между ними полотен пленки, термическое сваривание выполняют в месте, расположенном за роликами, на части ширины полотен пленки с образованием в их продольном направлении по меньшей мере одной сплошной продольной зоны, в которой не происходит термическое сваривание, и вещество загружают в упаковку перед ее запечатыванием с образованием наполненной веществом упаковки, которую затем отделяют от полотен пленки.
2. Способ по п.1, отличающийся тем, что каждая из указанных продольных зон представляет собой кромочную зону, расположенную вблизи каждой продольной кромки указанных полотен.
3. Способ по п.1 или 2, отличающийся тем, что термическое сваривание полотен пленки и наполнение веществом выполняют поочередно при последовательном введении вещества в упаковку в процессе ее формирования с образованием в упаковке одной или более наполненных веществом ячеек или отделений до окончательного запечатывания наполненной веществом упаковки.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что продольные линии сварки выполняют в виде последовательности L-образных линий сварки, в которых короткую сторону буквы L накладывают на ее длинную сторону при последующем сваривании.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что выполняют последующую обработку наполненных веществом упаковок, к которой относятся, например, фасовка и/или охлаждение/заморозка.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что отделенные наполненные веществом упаковки сразу после отделения отправляют в агрегат для последующей обработки, который одновременно используют для хранения и распределения указанных упаковок.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что указанным веществом является вода, при этом дальнейшую обработку выполняют путем замораживания с обеспечением образования льда.
8. Устройство для изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и подвергаются термической сварке в их продольном и поперечном направлениях для образования упаковок, которые наполняются веществом и запечатываются, содержащее
пару роликов, между которыми пропускаются полотна пленки,
средства прижатия роликов друг к другу для обеспечения удерживания между ними указанных полотен,
средства термической сварки, расположенные за роликами, если смотреть в направлении перемещения указанных полотен,
средства наполнения упаковки веществом перед ее запечатыванием с образованием наполненной веществом упаковки и
средства отделения наполненной веществом упаковки от полотен пленки,
причем ширина средств термической сварки обеспечивает выполнение сварки по части ширины полотен пленки с обеспечением образования в продольном направлении указанных полотен по меньшей мере одной сплошной продольной зоны, в которой не происходит термическое сваривание.
9. Устройство по п.8, отличающееся тем, что средства термического сваривания содержат зажимы для контактной сварки, выполненные с возможностью совершения возвратно-поступательного перемещения между рабочим положением, обеспечивающим контакт с указанными полотнами для их термического сваривания, и нерабочим положением, при котором полотна пленки могут свободно перемещаться между указанными зажимами.
10. Устройство по п.9, отличающееся тем, что средства наполнения содержат запорные средства, выполненные с возможностью последовательного наполнения упаковки веществом в процессе ее формирования с обеспечением поочередности выполнения термического сваривания указанных полотен, производимого путем возвратно-поступательного перемещения сварочных зажимов, и наполнения упаковок веществом с обеспечением образования в упаковке одной или более наполненных веществом ячеек или отделений перед окончательным запечатыванием наполненной веществом упаковки.

Текст
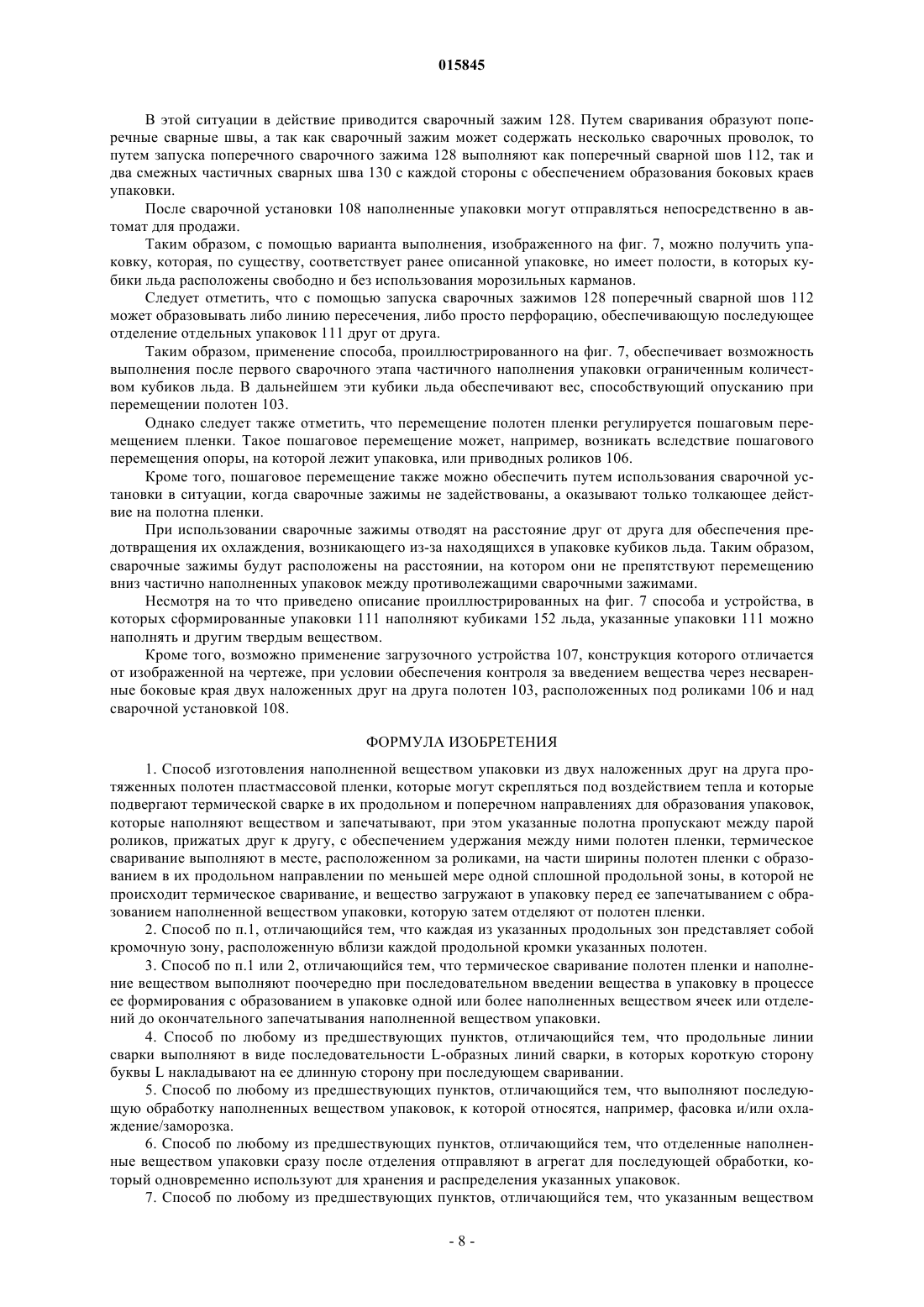
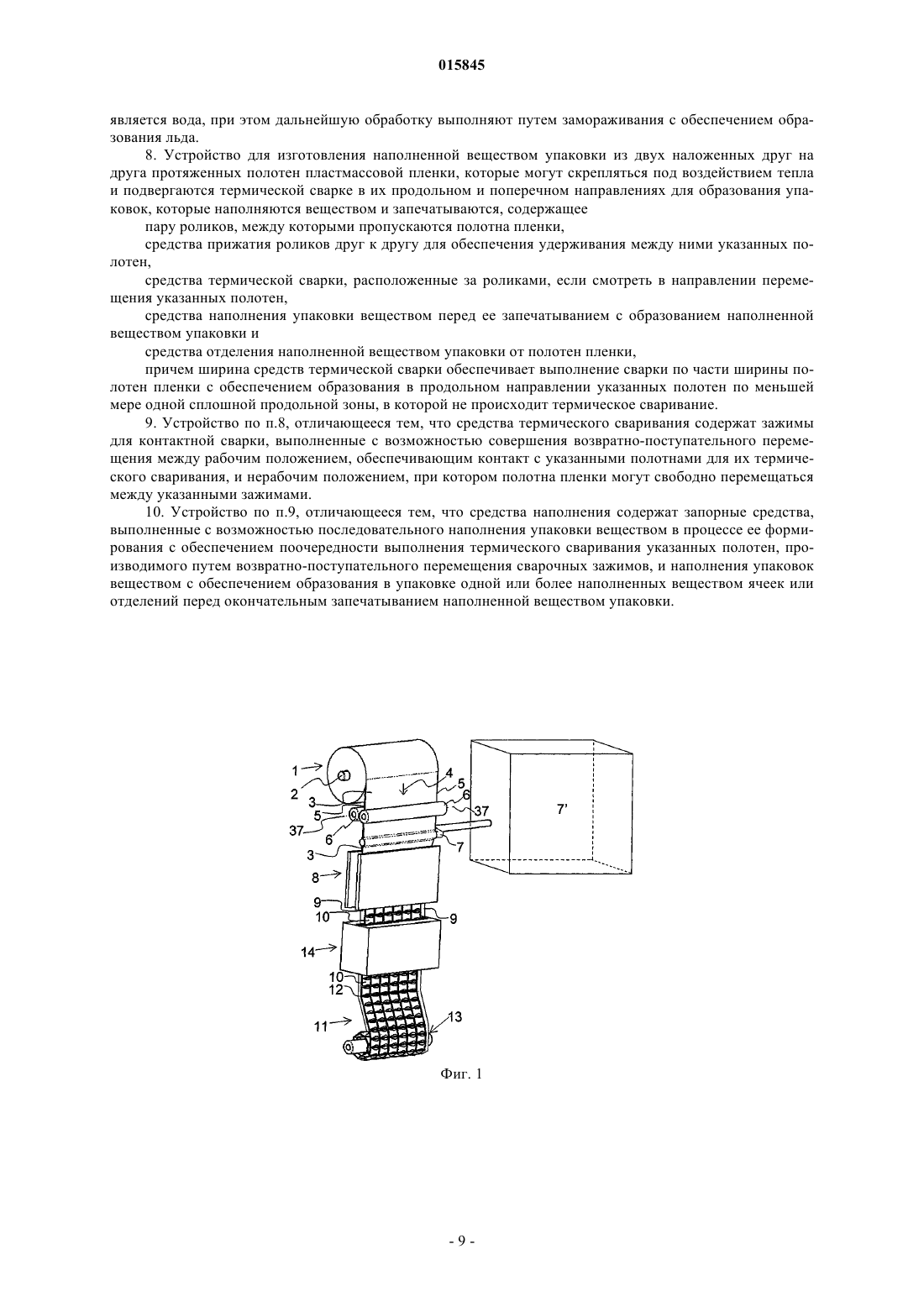
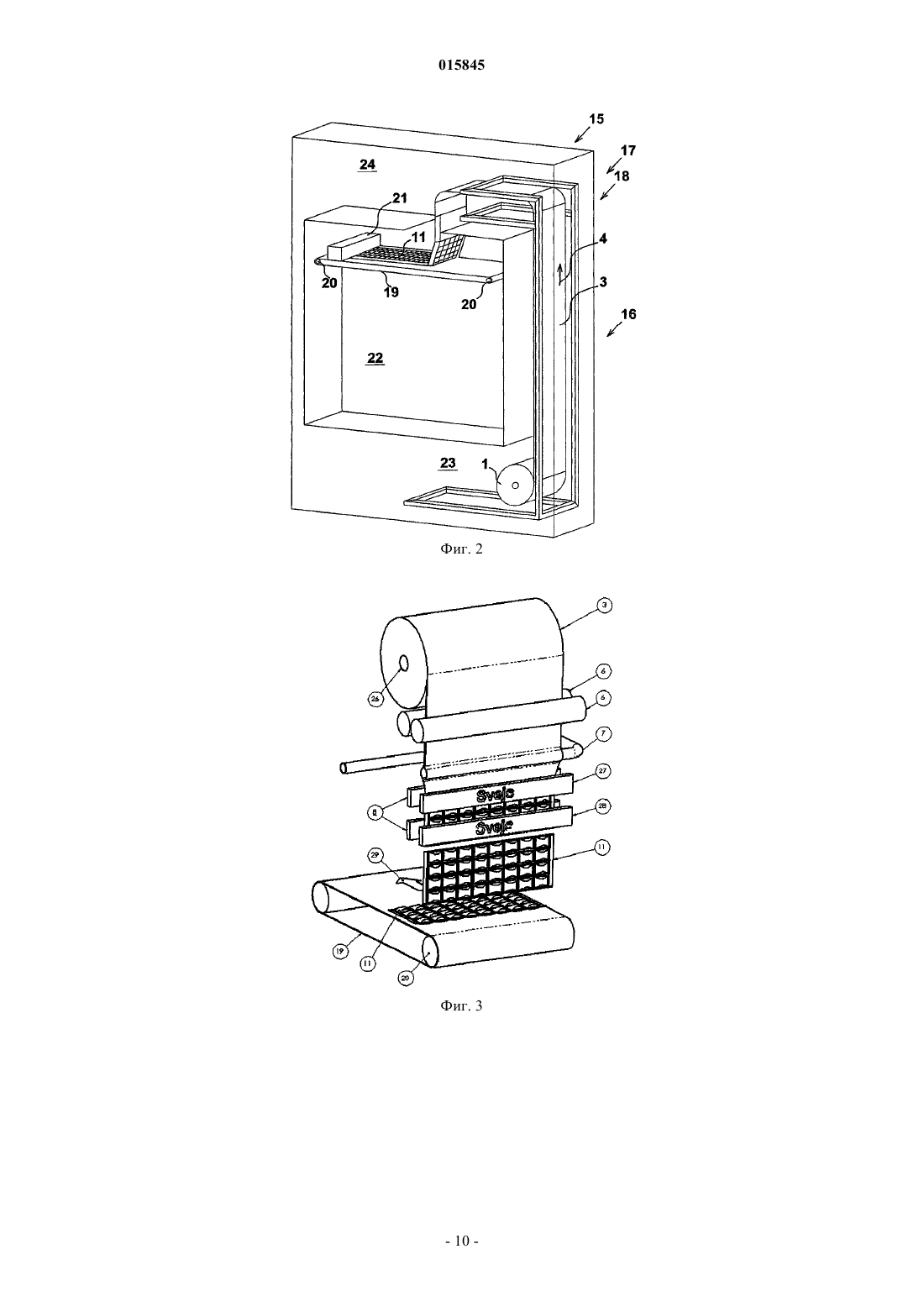
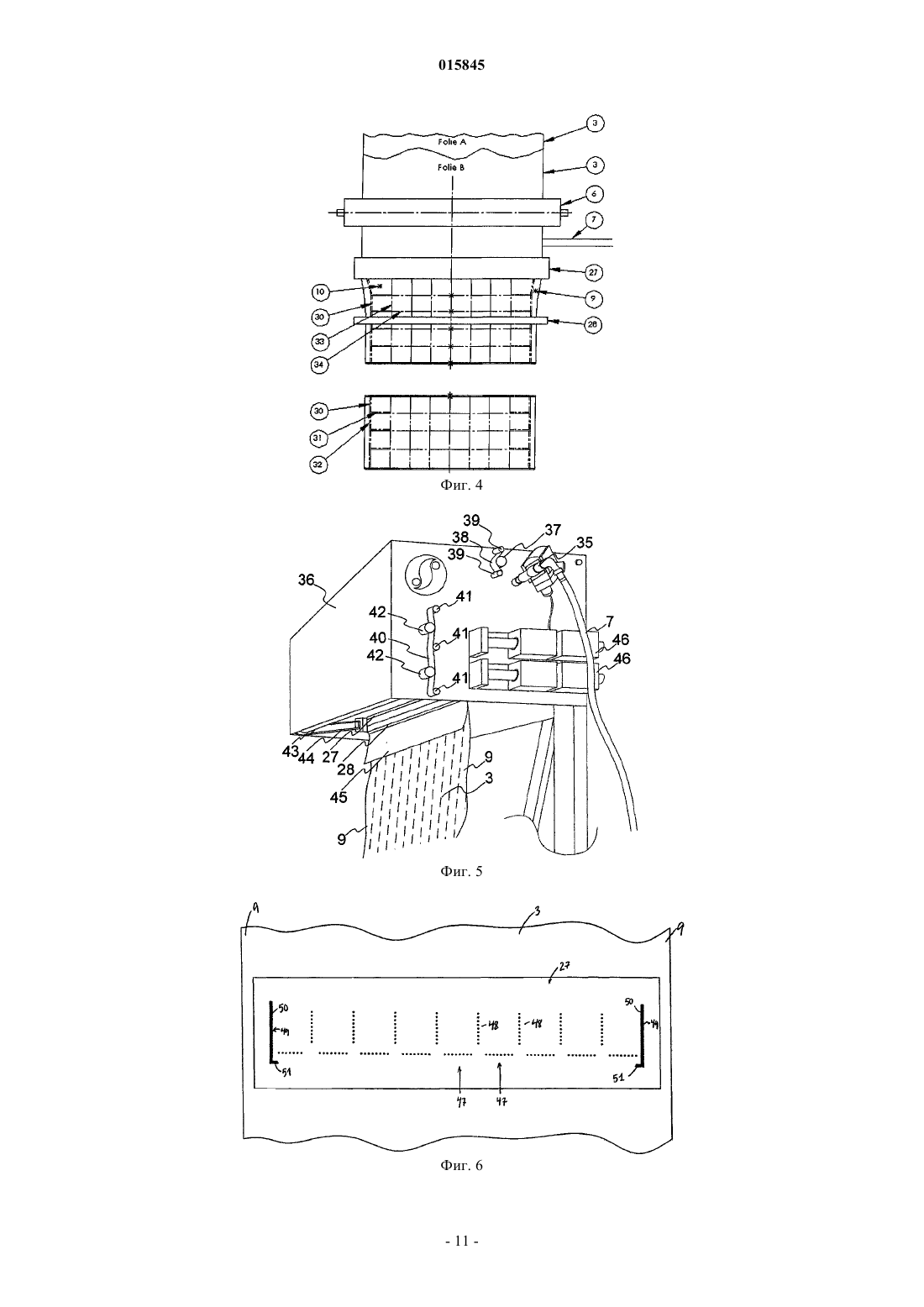
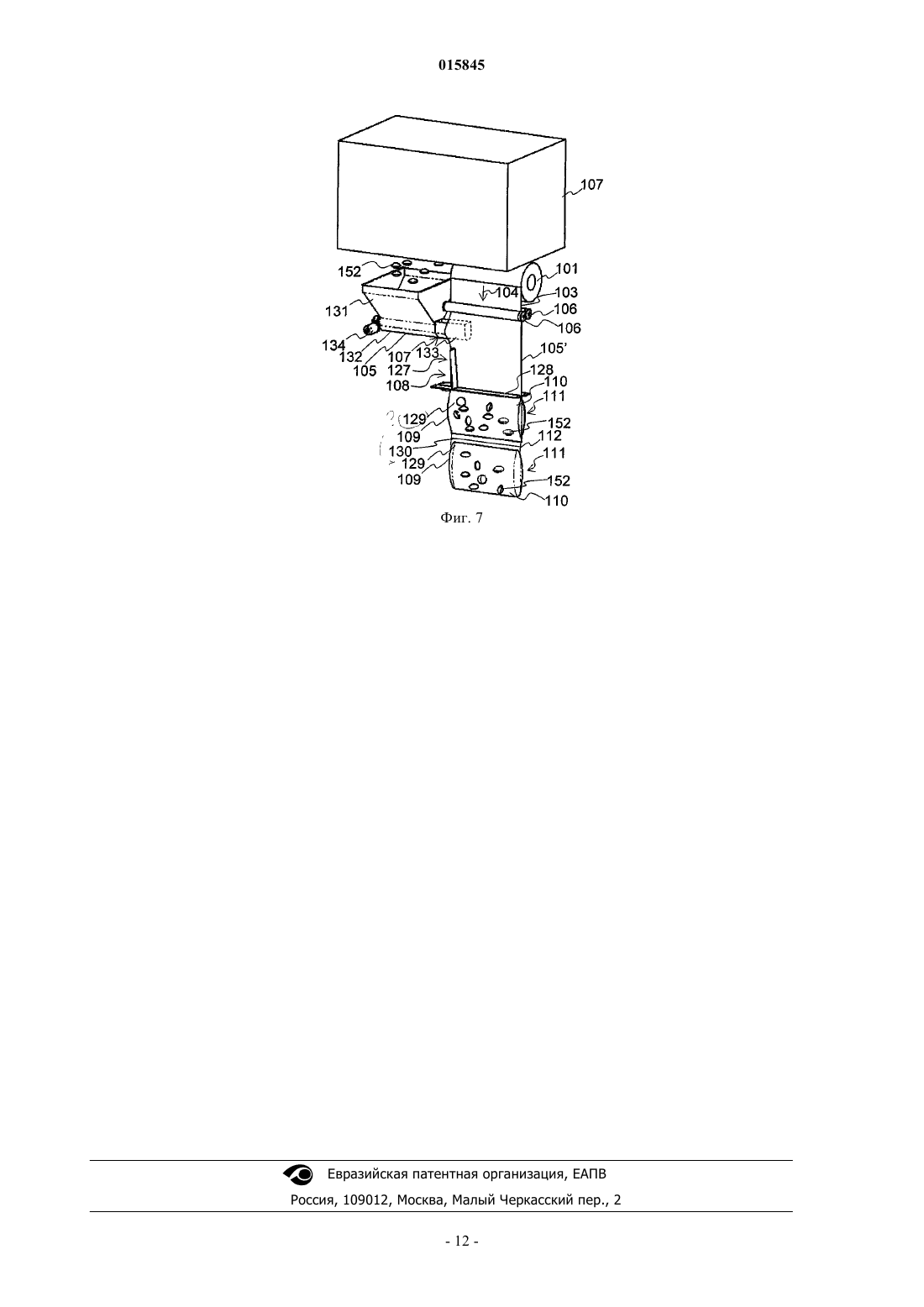
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НАПОЛНЕННОЙ ВЕЩЕСТВОМ УПАКОВКИ Описаны способ и устройство для изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен (3) пластмассовой пленки, которые способны скрепляться под воздействием тепла и которые подвергают термической сварке в продольном и поперечном направлениях для обеспечения образования упаковок (11), которые наполняют веществом и запечатывают. Указанные полотна (3) пропускают между парой роликов (6), прижатых друг к другу с обеспечением удержания между ними полотен пленки. Термическое сваривание выполняют частично по ширине полотен (3) пленки с обеспечением образования в их продольном направлении сплошных продольных зон, в которых не происходит термическое сваривание. Вещество вводят в упаковку до ее запечатывания с образованием наполненной веществом упаковки. 015845 Область техники Данное изобретение относится к способу изготовления наполненной веществом упаковки из двух наложенных друг на друга удлиненных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и которые подвергают термической сварке в продольном и поперечном направлениях для обеспечения образования упаковок, которые наполняют веществом и запечатывают. Кроме того,изобретение относится к устройству, предназначенному для изготовления наполненной веществом упаковки из двух наложенных друг на друга удлиненных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и подвергаются термической сварке в продольном и поперечном направлениях для обеспечения образования упаковок, которые наполняются веществом и запечатываются. Уровень техники Существует известный уровень техники для изготовления пакетов, которые впоследствии наполняют веществом. Например, известно об изготовлении пакетов с кубиками льда, когда пакеты наполняют веществом в виде воды. Кроме того, известны устройства, с помощью которых производится изготовление упаковок, которые могут наполняться веществом в жидкой форме, из двух полотен пластмассовой пленки, образованной с помощью согнутой/U-образной пленки или с использованием двух наложенных друг на друга отдельных пленок. В этих устройствах сначала формируется упаковка, которая затем наполняется жидкостью через наливное отверстие. Затем отверстие закрывается, и наполненная жидкостью упаковка становится готовой к использованию. Кроме того, существуют также так называемые автоматы для формования, наполнения и запечатывания, в которых пленка протягивается поверх формовочной трубы и, таким образом, сворачивается с образованием упаковочного рукава. Указанный рукав запечатывают сваркой, а наполнение упаковочного рукава выполняют через формовочную трубу, вокруг которой обернута пленка. Общим для автоматов известного уровня техники является применение прочных и толстых пленок для обеспечения достаточно прочной упаковки. Общеизвестно, что пакеты наполняют веществом в жидкой форме в то время, когда они лежат на опорной поверхности, так как пленка не выдерживает веса пакетов. В частности, в случае, когда пакеты термически запаивают или заваривают, возникает размягчение и ослабление материала, при этом нагретый и размягченный материал имеет меньшую несущую способность. В связи с этим к средствам, которые поддерживают упаковку во время и после ее наполнения веществом, предъявляются более высокие требования. Примеры способов уровня техники известны, например, из американских патентных документов 4598529, 4587810, 82/0427 и европейского патентного документа 0999131. Общим для технологий, описанных в указанных публикациях, является использование толстых пластмассовых пленок и/или использование сложного оборудования для изготовления наполненных веществом упаковок. Из американского патента 4598529 также известны способ и устройство, предназначенные для формирования эластичных пластмассовых пакетов с двумя боковыми поверхностями, образованными наложенными друг на друга пластмассовыми полотнами, а также для наполнения пакета жидкостью. Однако описанная система включает процесс формирования пакета. Впоследствии с одной стороны такого пакета выполняют прорезь для наполнения его жидкостью с помощью наливного патрубка. Затем прорезь закрывают с помощью средств термической сварки, которые сваривают края вместе. Таким образом, в соответствии с этой технологией процессы формирования и наполнения упаковки происходят не одновременно. Кроме того, в соответствии с указанным уровнем техники термическую сварку осуществляют по всей ширине пластмассовых полотен, в результате чего возникает ослабление материала, и полотно не может выдержать наполненную упаковку. Не имеется сведений о возможности размещения наполненной жидкостью упаковки непосредственно в торговых и/или распределительных агрегатах. В течение многих лет наблюдалось стремление к созданию упаковок, наполненных веществом,предпочтительно жидкостью в виде воды. Кроме того, требовалась возможность изготовления таких упаковок в виде пакетов с кубиками льда, образующимися после замораживания. Помимо этого, в течение многих лет наблюдалось стремление к созданию производства кубиков льда без риска размножения бактерий, имеющегося в случае традиционных устройств для изготовления кубиков льда, образующихся в морозильном отделении. Кроме того, наблюдалось стремление наладить производство контейнеров для воды, в которых риск размножения бактерий исключается путем распределения воды непосредственно из эластичного контейнера с жидкостью. В случае известных контейнеров проникновение воздуха в контейнер приводит к попаданию кислорода. Таким образом, существует опасность размножения бактерий. Цель изобретения Цель данного изобретения состоит в создании способа и устройства, которые являются технически простыми и позволяют изготавливать наполненные веществом упаковки с помощью использования тонких пленок. Таким образом, целью изобретения является создание способа и устройства, которые можно-1 015845 применять для изготовления наполненных веществом упаковок, наполнение которых может выполняться в процессе их изготовления независимо от того, является ли наполнитель твердой или жидкой средой и подлежит ли он обработке после помещения в упаковку или готов для распределения и/или использования, что обеспечивает возможность исключения использования готовых упаковок/пакетов и позволяет,таким образом, использовать более дешевые упаковки/пакеты, а также избежать замены накопителя с готовыми упаковками/пакетами. Кроме того, отдельной целью является создание способа и устройства, в которых такие наполненные веществом упаковки могут использоваться при изготовлении кубиков льда, производстве наполненных жидкостью упаковок/контейнеров, применяемых в автоматах для воды, а также при закладке кубиков льда непосредственно в упаковку в процессе ее формирования с исключением, таким образом, риска размножения бактерий. Описание изобретения В соответствии с данным изобретением вышеуказанное достигается с помощью способа, упомянутого в вводной части и отличающегося тем, что полотна пленки пропускают между парой роликов, прижатых друг к другу с обеспечением удержания между ними указанных полотен, причем термическое сваривание выполняют в месте, расположенном за роликами, на части ширины полотен с обеспечением образования в их продольном направлении по меньшей мере одной, а предпочтительно двух и более сплошных продольных зон, в которых не происходит термическое сваривание, при этом вещество загружают в упаковку перед ее запечатыванием с образованием наполненной веществом упаковки, которую затем отделяют от полотен пленки. Предложенное устройство отличается тем, что оно содержит пару роликов, между которыми проходят полотна пленки,средства прижатия роликов друг к другу для обеспечения удерживания между ними полотен пленки,средства термической сварки, расположенные за роликами, если смотреть в направлении перемещения полотен пленки,средства наполнения упаковки веществом до ее запечатывания с образованием наполненной веществом упаковки и средства отделения наполненной веществом упаковки от полотен пленки,причем ширина средств термической сварки обеспечивает выполнение сварки по части ширины полотен пленки с обеспечением образования в продольном направлении указанных полотен по меньшей мере одной, а предпочтительно двух или более сплошных продольных зон, в которых не происходит термическое сваривание. Таким образом, использование предложенной системы обеспечивает возможность хранения пленки либо в виде пленки, сложенной в U-образной форме с образованием двух наложенных друг на друга упаковочных полотен, либо, как вариант, в виде двух отдельных пленок, соединенных с образованием наложенных друг на друга протяженных полотен. Как вариант, пленка может быть выполнена в виде рукава,который сжат с образованием двух наложенных друг на друга слоев. Таким образом, два наложенных друг на друга термически свариваемых протяженных полотна пластмассовой пленки получают либо сгибанием пленки, либо наложением двух пленок друг на друга. Следовательно, использование предложенной системы обеспечивает возможность исключения использования готовых упаковок/пакетов. Это позволяет изготавливать и одновременно наполнять упаковку/пакет непосредственно в распределительном/торговом агрегате или в непосредственной связи с ними. Таким образом, могут использоваться более дешевые упаковки/пакеты, и пользователь может избежать замены накопителя с готовыми упаковками/пакетами. Полотна пленки проходят от накопителя пленки между одной или несколькими парами роликов,предназначенными для регулировки и разматывания пленки обычным способом. Однако там, где проходят указанные полотна, требуется только одна пара роликов, которая создает сжимающую силу вокруг полотна пленки. Сжимающая сила, действующая на пленку, должна быть подобрана таким образом, чтобы полотно не скользило между роликами при наполнении формируемой упаковки. Средства наполнения веществом и термического сваривания могут быть расположены сразу за роликами. Средства наполнения веществом могут представлять собой средства любого типа для наполнения жидкостями или твердыми веществами, которые содержат запорные средства, предназначенные для управления процедурой наполнения. Средства наполнения веществом могут, например, представлять собой трубку для подачи жидкости с запорными клапанами, предназначенными для управления процедурой наполнения. Средства наполнения веществом могут, например, представлять собой водопроводную трубу с запорными клапанами, предназначенными для управления процедурой наполнения. Средства наполнения веществом могут представлять собой воронку или шнековый конвейер, на выходе которого выполнены запорные средства, предназначенные для управления процедурой наполнения.-2 015845 Средства наполнения веществом могут представлять собой автомат для производства кубиков льда,на выходе которого выполнены запорные средства, предназначенные для управления процедурой наполнения. Средства термического сваривания могут представлять собой, например, сварочные зажимы, которые совершают возвратно-поступательное перемещение, входя в контакт и выходя из контакта с полотнами пленки. Как вариант, возможно применение нагретых роликов, которые выполняют продольный нагрев/термическое сваривание двух полотен друг с другом. Полотно пленки перемещается вперед благодаря вращению роликов, которые работают непрерывно или пошагово. Если способ применяют для формирования упаковок, разделенных на ячейки, как, например, в случае пакетов с кубиками льда, то приведение в действие сварочных зажимов для формирования ячеек выполняют поочередно с наполнением жидкостью с обеспечением непрерывного формирования ячеек, которые наполняют жидкостью до запечатывания с образованием наполненной веществом упаковки. Данный способ также можно применять при приведении в действие сварочных зажимов поочередно с наполнением веществом для образования одной ячейки увеличенного объема с обеспечением непрерывного формирования ячейки, которую наполняют веществом до запечатывания с образованием наполненной веществом упаковки. Независимо от того, применяют ли способ для формирования разделенных на ячейки упаковок или для упаковок с одной ячейкой, объем которых увеличивают путем чередования запуска сварки и процесса наполнения, например в случае пакета для кубиков льда, вес вещества, которым наполняют частично сформированную упаковку, сначала способствует опусканию упаковки и обеспечению ее перемещения в процессе наполнения до ее запечатывания с образованием наполненной веществом упаковки. Как вариант, можно производить наполнение упаковки жидкостью, а затем формирование ячейки путем сжатия полотен пленки друг с другом и их сварки через жидкость. При использовании данного способа при формировании упаковок, содержащих одну большую ячейку, сначала выполняют поперечное термическое сваривание, а затем выполняют продольное термическое сваривание одновременно с наполнением веществом до запечатывания с образованием наполненной веществом упаковки. Выполнение продольного сваривания может производиться в один или несколько этапов. После запечатывания упаковки обычно выполняют дополнительные поперечные термические сваривания, проходящие между продольным термическими свариваниями с обеспечением образования между указанными продольными и поперечными свариваниями одной или нескольких запечатанных ячеек. Длина поперечных термических свариваний всегда будет обеспечивать прохождение указанного термического сваривания по части ширины полотен с обеспечением образования в их продольном направлении вышеупомянутых непрерывных продольных зон, в которых сваривание не происходит. Приведение в действие средств термического сваривания и средств наполнения веществом синхронизировано с роликами и, следовательно, с перемещением полотна пленки. Следовательно, сформированная таким образом упаковка будет подвешена в полотне пленки, проходящем между двумя роликами. Поскольку термическое сваривание полотна проходит не по всей его ширине, то в продольном направлении полотен образуются продольные зоны, в которых не возникает ослабление, обусловленное термическим свариванием/нагревом. Таким образом, можно использовать пленку, в которой ширины указанных продольных зон соразмерны с толщиной пленки и шириной зон с обеспечением выдерживания веса упаковки при ее наполнении в состоянии, в котором она подвешена с помощью роликов. После наполнения упаковки веществом выполняют запечатывание с образованием наполненной веществом упаковки. После этого указанную упаковку отделяют от полотен. Непрерывные, проходящие в продольном направлении зоны, в которых не производят термическое сваривание, могут быть выполнены в любом месте по ширине полотен пленки. Однако в очень простом варианте выполнения указанные продольные зоны предпочтительно являются краевыми зонами, прилегающими к каждой продольной кромке полотен. Сваривание, выполненное в продольном направлении полотен с обеспечением образования боковых поверхностей сформированной упаковки, может быть,таким образом, произведено на расстоянии от боковых краев полотен в случае двух наложенных друг на друга полотен. Следовательно, по обоим боковым краям образуется зона, в которой нет сварных швов. Между двумя продольными сварными швами, образующими боковые края упаковки, выполняют поперечные сварные швы, которые образуют нижнюю и верхнюю части упаковки. Как вариант, между нижней и верхней частями может быть выполнен поперечный термический шов, проходящий по ширине пленки между двумя продольными швами. Тем самым можно обеспечить разделение на ячейки или отсеки сформированных упаковок, которые, таким образом, могут быть использованы при изготовлении кубиков льда, но также могут иметь отдельные резервуары, содержащие другое вещество. В таком случае предпочтительно поочередное выполнение термического сваривания полотен пленки и наполнения веществом при последовательном наполнении упаковки в процессе ее формирования с образованием наполненных веществом ячеек или отсеков до окончательного запечатывания наполненной веществом упаковки.-3 015845 Таким образом, можно изготавливать наполненные жидкостью пакеты для кубиков льда, которые впоследствии можно переместить непосредственно в морозильный агрегат, где выполняется полное или частичное замораживание кубиков льда. Затем кубики льда можно переместить непосредственно в отделение для хранения, которое предназначено для их непосредственной продажи/распределения или из которого они могут продаваться/ распределяться по прошествии того или иного периода хранения. Следовательно, предложенные способ и устройство могут применяться для изготовления замороженных пакетов с кубиками льда, поскольку компоненты устройства могут быть простым образом расположены над морозильником, используемым для хранения и раздачи кубиков льда. Тем самым достигается преимущество, заключающееся в том, что изготовление наполненной жидкостью упаковки и сам процесс заморозки с обеспечением образования кубиков льда может выполняться в магазине розничной торговли. Таким образом, достигается повышение качества хранения наполненного изделия и, кроме того,предъявляется гораздо меньше требований к прочности пленочного материала, так как наполненное изделие не проходит через обычные стадии поставки от изготовителя до предприятия розничной торговли. Таким образом, требование, предъявляемое к прочности пленки, будет существенно снижено. По существу, пленки могут быт выполнены настолько тонкими, насколько это технически возможно, при условии, что пластмасса может обеспечить защиту образованных кубиков льда. Прочность пластмассовой пленки не обязательно должна обеспечивать выдерживание нагрузок,возникающих во время транспортировки, когда наполненные жидкостью упаковки, перевозимые от изготовителя к точке розничной торговли, могут подвергаться значительным сдавливающим воздействиям. Если предложенная система применяется для изготовления упаковок с водой, предназначенных для автоматов с водой/раздаточных автоматов, то наполнение обычно происходит в отдельном цехе розлива,а затем упаковки, наполненные водой, доставляются в розничные магазины. В случае такого применения наполненные водой упаковки могут быть снабжены вытягиваемыми кранами, обеспечивающими размещение упаковок непосредственно в раздаточном автомате. Толщина пленки, используемой для таких наполненных жидкостью упаковок, должна соответствовать нагрузке, которая возникает во время наполнения контейнеров, наполненных жидкостью и подвешенных между роликами, а также нагрузке, которая может возникнуть при транспортировке. Практика показала, что решающим фактором, определяющим размеры, является вес, выдерживаемый в процессе изготовления, так как изделие из пленки имеет очень низкую несущую способность при ее нагреве и, следовательно, размягчении. Кроме того, в случае упаковок, наполненных жидкостью и предназначенных для контейнеров с водой объемом 5-10 л или даже более, предпочтительным является использование предложенной системы. При изготовлении наполненных веществом упаковок их можно отправлять на последующую обработку либо до, либо сразу после отделения от полотен пленки. Выше упомянута последующая обработка в виде замораживания жидкости. Следовательно, замораживание может быть выполнено до отделения отдельных упаковок от полотен. В некоторых ситуациях это может быть предпочтительно. Таким образом, возможные протечки, возникающие в сварных швах в поперечном направлении полотен, не приводят к утечке жидкости при условии выполнения замораживания до разделения на отдельные поперечные зоны, проходящие между поперечными сварными швами. К последующей обработке можно также отнести, например, упаковывание, радиационную обработку, нагревание или другие типы последующей обработки, выполняемой до распределения/продажи наполненных жидкостью упаковок. Конкретный вариант выполнения предложенного способа отличается тем, что продольные линии сварки выполняют в виде последовательности L-образных линий сварки, в которых короткая сторона буквы L накладывается на ее длинную сторону при последующей сварке. Таким образом, безопасным способом получают продольные линии сварки без каких-либо перфораций даже в случае вытягивания полотен пленки вниз под действием подвешенной массы и принятия ими профиля с боковыми краями,направленными наклонно вниз и внутрь. В особом варианте выполнения устройства, используемого для изготовления кубиков льда, средства термического сваривания содержат сварочные зажимы, которые могут совершать возвратнопоступательное перемещение между рабочим положением, обеспечивающим контакт с полотнами пленки и их термическое сваривание, и нерабочим положением, при котором полотна могут свободно перемещаться между указанными зажимами. Возвратно-поступательное перемещение сварочных зажимов может, таким образом, выполняться синхронно с транспортировкой и наполнением жидкостью. Если средства наполнения веществом содержат запорные средства, то имеется возможность последовательного наполнения упаковки веществом в процессе формирования. Следовательно, термическое сваривание полотен и наполнение веществом с образованием наполненных веществом ячеек или отсеков могут выполняться поочередно до выполнения окончательного запечатывания. Это обеспечивает возможность быстрого наполнения упаковок, предназначенных для использования в качестве пакетов с кубиками льда, тогда как в противном случае наполнение выполнялось бы медленно, поскольку жидкость протекала бы через всю упаковку, по длинному ряду резервуаров, соединенных небольшими проходами,-4 015845 для обеспечения образования готовой упаковки, наполненной жидкостью. Следовательно, данный вариант выполнения особенно подходит для изготовления наполненной жидкостью упаковки, которую перемещают непосредственно в морозильную камеру, а затем в отделение для хранения распределительного агрегата, который может находиться в магазине розничной торговли. В соответствии с изобретением любая наполненная веществом упаковка может пройти через обрабатывающее устройство в отделение для хранения распределительного агрегата, который может находиться в магазине розничной торговли, или непосредственно в отделение для хранения в указанном распределительном агрегате. В таком случае предложенное устройство может использоваться в сочетании со специальными контрольными средствами для обеспечения приведения устройства в действие только тогда, когда уровень наполненных веществом упаковок в распределительном агрегате, например пакетов с кубиками льда,опускается ниже определенного значения. С помощью предложенной системы можно обеспечить стерильность наполненной веществом упаковки, что будет иметь место при наполнении любой упаковки жидкостью или твердым веществом. Следовательно, это возможно как при изготовлении пакетов с кубиками льда, так и при изготовлении наполненных жидкостью контейнеров, предназначенных для использования в автоматах с водой. Описание чертежей Далее приведено более подробное описание изобретения со ссылкой на прилагаемые чертежи, на которых фиг. 1 изображает схему первого предложенного способа; фиг. 2 - принципиальную конструкцию вертикальной морозильной установки, предназначенной для использования в предложенном способе; фиг. 3 - схематический вид сбоку предложенного устройства; фиг. 4 - схематический вид спереди устройства, показанного на фиг. 3; фиг. 5 - частичный вид предложенного устройства; фиг. 6 - средства термического сваривания, предназначенные для применения в предложенном устройстве; фиг. 7 - схему дополнительного предложенного способа. Подробное описание изобретения На фиг. 1 изображен рулон 1, вращающийся вокруг вала 2 и предназначенный для разматывания двух наложенных друг на друга полотен 3 пленки, которые перемещаются в направлении, указанном стрелкой 4. Указанные полотна имеют проходящие в продольном направлении боковые края 5 и проходят между двумя роликами 6, которые прижимаются друг к другу для обеспечения сжатия и удерживания между ними полотен 3. Под роликами 6 расположена водопроводная труба 7, присоединенная к источнику 7' водоснабжения, в промежутке между наложенными друг на друга полотнами 3. За роликами 6, если смотреть в направлении 4 перемещения полотен пленки, расположена сварочная установка 8, с помощью которой может выполняться термическое сваривание наложенных друг на друга полотен пленки. Указанная сварочная установка 8 содержит сварочные зажимы (номера 27, 28 позиций на фиг. 3 и 4), проходящие частично поперек расстояния между боковыми краями 5 полотен пленки, так что в продольном направлении указанных полотен остаются две непрерывные продольные зоны 9. В представленном варианте выполнения две указанные продольные зоны 9, в которых не производится сваривание, выполнены смежно с боковыми краями 5 полотен. В образованном между ними пространстве выполняется сваривание с образованием упаковки 11 из карманов 10 для кубиков льда. В сварочной установке 8 также выполняют поперечные сварные швы 12, предназначенные для отделения вручную отдельных упаковок 11. Указанные упаковки 11 могут передаваться в накопитель 13,который в данном случае изображен в виде рулона. Как вариант, отдельные упаковки 11 в накопителе могут быть расположены вразброс или уложены в стопку. В изображенном варианте выполнения за сварочной установкой расположена морозильная установка 14. Это означает, что после выхода из морозильной установки в упаковках 11 будут находиться кубики замороженного льда, так как вода, введенная в упаковки через водопроводную трубу 7, в морозильной установке 14 превращается в лед. Как вариант, сварочная установка может выполнять только продольные и поперечные сварные швы с обеспечением образования упаковочных контейнеров, имеющих одну ячейку для жидкости. Аналогичным образом, можно обойтись без морозильной установки. Таким образом, при использовании указанного альтернативного способа получают контейнеры, наполненные водой. В изображенном варианте выполнения возможность поддерживания полотен пленки в положении зажима между роликами 6 обеспечивает непрерывная продольная зона 9, в которой не производится сварка. Следовательно, при наполнении упаковок 11 не нужны другие поддерживающие средства. На фиг. 2 изображена вертикальная морозильная камера 15, в нижней части которой выполнен подающий рулон 1 с полотном 3 двухслойной пленки. Указанное полотно проходит вверх вдоль бокового края 16 морозильной камеры к ее верхней части 17. Как показано на фиг. 1, ролики 6 и сварочная уста-5 015845 новка 8 выполнены в верхней части, в зоне 18. Полотно передается от сварочной установки 8 вниз на конвейерную ленту 19, которая проходит вокруг двух роликов 20. Упаковки 11 размещаются на верхней полосе ленты 19. В данном варианте выполнения разделение на отдельные упаковки может выполняться в сварочной установке. Как вариант, разделение может выполняться в отдельной разделительной установке 21, выполненной на конце ленты 19. Таким образом, наполненные жидкостью упаковки 11 сначала отделяются от полотна в указанной установке 21 с обеспечением их падения в морозильное отделение 22 в виде отдельных упаковок. Отделение 22 является отделением морозильной камеры. Снаружи морозильного отделения находится отделение 23, в котором размещено полотно, а также отделение 24, верхняя часть 17 которого является незамораживающей. Таким образом, отделение 22 вертикальной морозильной камеры является изолированным и с помощью общеизвестных технологий в нем поддерживается температура замерзания. Вертикальная морозильная камера 15 может представлять собой ящик, расположенный в магазине, из которого покупатели могут доставать упаковки с замороженными продуктами через дверь 25. Фиг. 3 и 4 иллюстрируют, как полотно 3 проходит вокруг рулона 26, прежде чем пройти между роликами 6, прижатыми друг к другу и удерживающими указанное полотно. При такой конструкции сварочная установка образована с помощью первого сварочного зажима 27, который обеспечивает сваривание, образующее одиночные резервуары, и не проходит по всей ширине полотна пленки. Кроме того,имеется второй сварочный зажим 28, предназначенный для поперечной заделки и отделения упаковок 11 от полотна 3. Вес, который должны удерживать ролики 6, таким образом, равен весу наполненных жидкостью упаковок 11, расположенных между водопроводной трубой 7 и нижним концом сварочного зажима 8, где выполняется разделение. Затем отдельные наполненные жидкостью упаковки 11 укладываются на конвейерную ленту 19 и передаются в направлении, указанном стрелкой 29, на последующую обработку и/или хранение. В качестве альтернативы сварочным зажимам для разделения можно использовать ножницы, ножи и аналогичные средства, выполненные в разделительной установке 21, которая расположена на конце ленты 19 (см. фиг. 2). Как видно, в частности, из фиг. 4, в сварочном зажиме 28 выполняется точечный сварной шов, образующий пакеты 10 для формирования кубиков льда. У внешних боковых краев линии сварки, выполненные в продольных направлениях, представляют собой L-образные линии сварки или сварные швы 30. Как хорошо видно в нижней части фиг. 4, Lобразные линии сварки имеют немного большую длину в продольном направлении полотен пленки, чем другие продольные сварные швы 33, обеспечивающие образование карманов. Короткая сторона 31 буквыL, таким образом, накладывается на длинную сторону 32 буквы L в следующей линии сварки. Это обеспечивает выполнение в продольном направлении плотной и непрерывной линии сварки независимо от натяжения, возникающего в пленке под действием наполненных жидкостью контейнеров. Такое натяжение вызывает несколько зауженную книзу ориентацию полотна, как показано на фиг. 4. Таким образом,L-образная конфигурация линий 30 сварки компенсирует сужающуюся форму полотен. Между L-образными линиями сварки выполнены точечные сварные швы 33, идущие в продольном направлении пленки, и точечные сварные швы 34, идущие в поперечном направлении пленки. Длина швов 33 соответствует длине полотна, смещаемого перед выполнением следующего термического сваривания с помощью сварочного зажима 27. Таким образом, образуется сварочный шаблон, показанный в нижней части фиг. 4, более длинные L-образные линии 30 сварки которого наложены друг на друга На фиг. 5 изображен частичный, но более подробный вид предложенного устройства. Видно, что водопроводная труба 7 содержит клапанный механизм 35, используемый для отсоединения и подсоединения источника воды параллельно с пошаговой подачей полотен 3. Видно, что устройство содержит корпус 36, в котором расположены водопроводные трубы, ролики и сварочные зажимы. На чертеже виден вал 37 одного из роликов 6. Ролик 6 прижат вплотную к другому ролику 6 (не показан) с помощью упругого кронштейна 38, который установлен между двумя точками 39 крепления на корпусе 36. Соответствующий упругий кронштейн 38 обеспечивает прижатие второго ролика вплотную к первому ролику 6. В альтернативном варианте достаточно одного упругого кронштейна при условии, что упругая сила подобрана с обеспечением прижимающей силы между роликами 6, достаточной для удержания двух наложенных друг на друга полотен пленки путем сжатия непрерывных продольных зон, в которых не выполняется термическое сваривание. Кроме того, показан упругий кронштейн 40, закрепленный в точках 41 крепления и предназначенный для обеспечения поддержки валами 42 приводных ведущих шкивов 43 тросов 44. Указанные тросы соединены со сварочными зажимами 27, 28 и приводятся в действие двигателем, служащим для создания возвратно-поступательного перемещения сварочных зажимов 27, 28 при термическом сваривании полотен пленки. Сварочные зажимы 27, 28 покрыты фторопластовой пленкой 45, выполненной с возможностью за-6 015845 мены и предотвращающей прилипание полотен 3 к указанным зажимам 27, 28. Кроме того, на фиг. 5 изображены две боковые направляющие 46, предназначенные для обеспечения возвратно-поступательного перемещения сварочных зажимов 27, 28. На фиг. 6 изображен шаблон на сварочном зажиме 27. Размер шаблона сварочного зажима 27 меньше ширины полотен 3, что также показано на данном чертеже. Шаблон сварочного зажима имеет выступы 47, предназначенные для расположения поперек полотна, и выступы 48, предназначенные для прохождения в продольном направлении полотна. На внешних концах выполнены два L-образных выступа 49, имеющих удлиненную часть 50, которая длиннее выступов 48 и предназначена для расположения в продольном направлении полотна, и короткую поперечную часть 51, предназначенную для расположения в поперечном направлении полотна. Вышеупомянутая L-образная форма линий сварки полотна достигается благодаря особой конструкции сварочного зажима 27. На фиг. 7 проиллюстрирован дополнительный вариант выполнения предложенного способа, в котором вместо жидкости в формируемые упаковки вводят кубики 152 льда. На фиг. 7 изображен рулон 101, вращающийся вокруг вала (не показан) для разматывания двух наложенных друг на друга полотен 103 пленки, которые перемещаются вперед в направлении, указанном стрелкой 104. В изображенном варианте выполнения полотна 103 создаются путем загибания края пленки вокруг одной краевой зоны, обозначенной номером 105 позиции. Таким образом, указанные полотна имеют два проходящих в продольном направлении боковых края 105 и 105' и при расположении в рулоне 101 не соединены по указанным боковым краям 105. Полотна 103 проходят между двумя роликами 106, прижатыми друг к другу для обеспечения сжатия между ними полотен 103. Под роликами 106 расположено загрузочное устройство 107, предназначенное для введения кубиков 152 льда в пространство, образованное между наложенными друг на друга полотнами 103. За роликами 106, если смотреть в направлении 104 подачи полотен пленки, выполнена сварочная установка 108,с помощью которой может выполняться термическое сваривание указанных полотен. Сварочная установка 108, которая описана далее более подробно, содержит два сварочных зажима 127, 128. Они проходят поперек части расстояния между боковыми краями 105, 105' полотен пленки, так что в продольном направлении полотна у бокового края 105 остается непрерывная краевая зона 109. С помощью сварочного зажима 127 выполняют сварной шов 129, который проходит в основном параллельно боковому краю 105. Поперечные сварные швы выполняют с помощью сварочного зажима 128. Выполняют поперечный сварной шов 112, проходящий от боковых краев 105 к краям 105'. Однако сварочный зажим также предназначен для выполнения поперечных сварных швов 130, которые не проходят по всей ширине, а оканчиваются у сварного шва 129. Таким образом, путем сваривания формируют упаковку 111, имеющую внутреннюю ячейку 110, в которой находятся кубики 152 льда. Как видно, такая ячейка 110 по всему периметру будет окружена зоной с несваренными краями, за исключением зоны у боковых краев 105'. В качестве альтернативы вышеописанному способу наложенные друг на друга полотна 103 могут быть образованы двумя отдельными листами, как в описанном ранее варианте выполнения. Кроме того, в альтернативном варианте выполнения возможно выполнение сварочной установки 108 с дополнительным сварочным зажимом, проходящим в продольном направлении полотна пленки относительно сварочного зажима 127. Такой дополнительный сварочный зажим может выполнять сваривание в продольном направлении полотна вблизи боковых краев 105' с обеспечением образования в продольном направлении полотен пленки непрерывных краевых зон. Загрузочное устройство 107 содержит воронкообразную часть 131, в которую кубики 152 льда падают из источника 107' сырья. Внизу воронкообразной части выполнен U-образный канал 132, в который устанавливают шнек 133, приводимый в действие приводом 134. Таким образом, кубики 152 льда вводят в пространство между полотнами 103 с помощью указанного шнека 133. Введение кубиков 152 льда чередуют с запуском сварочных зажимов 127, 128 сварочной установки 108. Сварочная установка 108 содержит два сварочных зажима 127 и 128, которые могут применяться/приводиться в действие независимо друг от друга. Таким образом, когда необходимо сформировать первую упаковку, в действие приводят зажим 128,выполняющий поперечный сварной шов 112 и частично выполняющий поперечный сварной шов 130. Одновременно приводят в действие вертикальный сварочный зажим 127, образующий первую часть продольного сварочного шва 129. При этом кубики 152 льда могут быть введены в (частично сформированную) упаковку. После наполнения полотна 103 перемещаются в направлении, указанном стрелкой 104. Затем снова приводят в действие сварочную установку 108. Однако при этом приводится в действие только сварочный зажим 127. Таким образом, сварной шов 129 удлиняется. Далее выполняют дополнительное наполнение. Такое удлинение сварного шва 129 может выполняться один или несколько раз в зависимости от того, какое количество содержимого должно находиться в сформированной упаковке. После наполнения упаковки заданным количеством содержимого, которое определяется по вращению шнека при каждом цикле наполнения сформированной упаковки кубиками льда, снова запускают сварочную установку 108.-7 015845 В этой ситуации в действие приводится сварочный зажим 128. Путем сваривания образуют поперечные сварные швы, а так как сварочный зажим может содержать несколько сварочных проволок, то путем запуска поперечного сварочного зажима 128 выполняют как поперечный сварной шов 112, так и два смежных частичных сварных шва 130 с каждой стороны с обеспечением образования боковых краев упаковки. После сварочной установки 108 наполненные упаковки могут отправляться непосредственно в автомат для продажи. Таким образом, с помощью варианта выполнения, изображенного на фиг. 7, можно получить упаковку, которая, по существу, соответствует ранее описанной упаковке, но имеет полости, в которых кубики льда расположены свободно и без использования морозильных карманов. Следует отметить, что с помощью запуска сварочных зажимов 128 поперечный сварной шов 112 может образовывать либо линию пересечения, либо просто перфорацию, обеспечивающую последующее отделение отдельных упаковок 111 друг от друга. Таким образом, применение способа, проиллюстрированного на фиг. 7, обеспечивает возможность выполнения после первого сварочного этапа частичного наполнения упаковки ограниченным количеством кубиков льда. В дальнейшем эти кубики льда обеспечивают вес, способствующий опусканию при перемещении полотен 103. Однако следует также отметить, что перемещение полотен пленки регулируется пошаговым перемещением пленки. Такое пошаговое перемещение может, например, возникать вследствие пошагового перемещения опоры, на которой лежит упаковка, или приводных роликов 106. Кроме того, пошаговое перемещение также можно обеспечить путем использования сварочной установки в ситуации, когда сварочные зажимы не задействованы, а оказывают только толкающее действие на полотна пленки. При использовании сварочные зажимы отводят на расстояние друг от друга для обеспечения предотвращения их охлаждения, возникающего из-за находящихся в упаковке кубиков льда. Таким образом,сварочные зажимы будут расположены на расстоянии, на котором они не препятствуют перемещению вниз частично наполненных упаковок между противолежащими сварочными зажимами. Несмотря на то что приведено описание проиллюстрированных на фиг. 7 способа и устройства, в которых сформированные упаковки 111 наполняют кубиками 152 льда, указанные упаковки 111 можно наполнять и другим твердым веществом. Кроме того, возможно применение загрузочного устройства 107, конструкция которого отличается от изображенной на чертеже, при условии обеспечения контроля за введением вещества через несваренные боковые края двух наложенных друг на друга полотен 103, расположенных под роликами 106 и над сварочной установкой 108. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и которые подвергают термической сварке в их продольном и поперечном направлениях для образования упаковок,которые наполняют веществом и запечатывают, при этом указанные полотна пропускают между парой роликов, прижатых друг к другу, с обеспечением удержания между ними полотен пленки, термическое сваривание выполняют в месте, расположенном за роликами, на части ширины полотен пленки с образованием в их продольном направлении по меньшей мере одной сплошной продольной зоны, в которой не происходит термическое сваривание, и вещество загружают в упаковку перед ее запечатыванием с образованием наполненной веществом упаковки, которую затем отделяют от полотен пленки. 2. Способ по п.1, отличающийся тем, что каждая из указанных продольных зон представляет собой кромочную зону, расположенную вблизи каждой продольной кромки указанных полотен. 3. Способ по п.1 или 2, отличающийся тем, что термическое сваривание полотен пленки и наполнение веществом выполняют поочередно при последовательном введении вещества в упаковку в процессе ее формирования с образованием в упаковке одной или более наполненных веществом ячеек или отделений до окончательного запечатывания наполненной веществом упаковки. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что продольные линии сварки выполняют в виде последовательности L-образных линий сварки, в которых короткую сторону буквы L накладывают на ее длинную сторону при последующем сваривании. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что выполняют последующую обработку наполненных веществом упаковок, к которой относятся, например, фасовка и/или охлаждение/заморозка. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что отделенные наполненные веществом упаковки сразу после отделения отправляют в агрегат для последующей обработки, который одновременно используют для хранения и распределения указанных упаковок. 7. Способ по любому из предшествующих пунктов, отличающийся тем, что указанным веществом-8 015845 является вода, при этом дальнейшую обработку выполняют путем замораживания с обеспечением образования льда. 8. Устройство для изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и подвергаются термической сварке в их продольном и поперечном направлениях для образования упаковок, которые наполняются веществом и запечатываются, содержащее пару роликов, между которыми пропускаются полотна пленки,средства прижатия роликов друг к другу для обеспечения удерживания между ними указанных полотен,средства термической сварки, расположенные за роликами, если смотреть в направлении перемещения указанных полотен,средства наполнения упаковки веществом перед ее запечатыванием с образованием наполненной веществом упаковки и средства отделения наполненной веществом упаковки от полотен пленки,причем ширина средств термической сварки обеспечивает выполнение сварки по части ширины полотен пленки с обеспечением образования в продольном направлении указанных полотен по меньшей мере одной сплошной продольной зоны, в которой не происходит термическое сваривание. 9. Устройство по п.8, отличающееся тем, что средства термического сваривания содержат зажимы для контактной сварки, выполненные с возможностью совершения возвратно-поступательного перемещения между рабочим положением, обеспечивающим контакт с указанными полотнами для их термического сваривания, и нерабочим положением, при котором полотна пленки могут свободно перемещаться между указанными зажимами. 10. Устройство по п.9, отличающееся тем, что средства наполнения содержат запорные средства,выполненные с возможностью последовательного наполнения упаковки веществом в процессе ее формирования с обеспечением поочередности выполнения термического сваривания указанных полотен, производимого путем возвратно-поступательного перемещения сварочных зажимов, и наполнения упаковок веществом с обеспечением образования в упаковке одной или более наполненных веществом ячеек или отделений перед окончательным запечатыванием наполненной веществом упаковки.
МПК / Метки
МПК: B65B 9/08
Метки: веществом, устройство, способ, изготовления, наполненной, упаковки
Код ссылки
<a href="https://eas.patents.su/13-15845-sposob-i-ustrojjstvo-dlya-izgotovleniya-napolnennojj-veshhestvom-upakovki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления наполненной веществом упаковки</a>
Устройство, установка и способ изготовления упаковки из листа гибкого материала и заполнения ее порошкообразным или непорошкообразным продуктом

Номер патента: 7256
Опубликовано: 25.08.2006
Авторы: Дэльдале Роже, Кестелот Бенуа, Шомей Давид, Ван Канэгем Жаки, Платр Давид
МПК: B31B 3/32, B31B 17/00
Метки: устройство, материала, заполнения, гибкого, изготовления, установка, порошкообразным, упаковки, продуктом, способ, листа, непорошкообразным
Формула / Реферат:
1. Устройство для формования упаковки из листа гибкого материала, уложенного в накопителе на одной из его сторон (1), содержащее формующий элемент (4), содержащий охватывающую часть, прикрепленную к средству поступательного перемещения вдоль первого направления, а также включающую в себя по меньшей мере один шарнирно присоединенный зажим (15), предназначенный для образования, по меньшей мере частично, заданной формы при приведении этого зажима в...
Способ изготовления горчичника, линия для его изготовления, горчичник, выполненный данным способом, и способ его упаковки

Номер патента: 1438
Опубликовано: 26.02.2001
Авторы: Агарков Александр Михайлович, Агаркова Наталья Александровна
МПК: A61J 3/00, A61J 1/00, A61K 9/14...
Метки: линия, горчичник, способом, горчичника, выполненный, данным, упаковки, изготовления, способ
Формула / Реферат:
1. Способ изготовления горчичников путем дозированного нанесения горчичного порошка на основу и формирования горчичников путем склеивания верхнего и нижнего слоев основы термопрессующим устройством, отличающийся тем, что горчичный порошок предварительно просеивают, а дозированная подача осуществляется через дозатор в виде оборотных сменных форм, представляющий собой шаблон с отверстиями. 2. Линия для изготовления горчичников из рулонного...
Способ упаковки хлопка и упакованный тюк хлопка
Номер патента: 6797
Опубликовано: 28.04.2006
Авторы: Ватцль Альфред, Шалер Квинтин, Уорлик Андерсон
МПК: B65B 27/12, B65D 65/38, B65D 85/16...
Метки: хлопка, способ, упакованный, упаковки, тюк
Формула / Реферат:
1. Способ круговой упаковки хлопка в виде тюков хлопка в мешках или посредством полотен из хлопковых волокон, отличающийся тем, что образуют товарное полотно из хлопкового ваточного холста от 80 до 150 г/м2, предпочтительно от 100 до 120 г/м2, упрочняют его по поверхности посредством гидродинамического иглопрокалывания с последующим высушиванием товарного полотна и подготавливают к упаковке в тюки. 2. Способ по п.1, отличающийся тем, что...
Пленки, упаковки и способы их изготовления
Номер патента: 5800
Опубликовано: 30.06.2005
Автор: Осгуд Дэв
МПК: B65B 61/18, B65D 75/58
Метки: изготовления, упаковки, способы, пленки
Формула / Реферат:
1. Упаковочная пленка с имеющимися на ней по меньшей мере одной линией разрыва и по меньшей мере одним язычком, имеющим свободный конец, прикрепленный к пленке конец и незакрепленные боковые кромки, соединяющие эти два конца, причем язычок расположен так, чтобы ось по меньшей мере одной линии разрыва проходила через оба его конца, отличающаяся тем, что по меньшей мере одна из незакрепленных боковых кромок язычка проходит от прикрепленного конца...
Способ и устройство для непрерывной расфасовки продукта в упаковки
Номер патента: 4906
Опубликовано: 26.08.2004
Автор: Дальманнс Курт
МПК: B65B 57/04
Метки: упаковки, способ, продукта, расфасовки, непрерывной, устройство
Формула / Реферат:
1. Способ непрерывной расфасовки заданного количества продукта, прежде всего напитка или пищевого продукта, в упаковки, изготовленные из подаваемого предпочтительно с рулона упаковочного материала, прежде всего из комбинированного материала на основе картона с полимерным покрытием, отличающийся тем, что в центральной системе управления до процесса, в процессе и после процесса расфасовки собирают передаваемые через множество интерфейсов данные о...
Предыдущий патент: Способ и устройство для заполнения заливочной массой фильтрующего устройства, и заливочный колпачок
Следующий патент: 2-[5-бром-4-(4-циклопропилнафталин-1-ил)-4н-[1,2,4]триазол-3-илсульфанил] уксусная кислота и ее метиловый эфир
Случайный патент: Способ оценки качества изображения дактилоскопического узора