Раствор для промывки фосфатированных металлических поверхностей
Формула / Реферат
1. Раствор для промывки фосфатированных металлических поверхностей, включающий водный раствор ионов металла IVA группы, выбранного из группы, включающей цирконий, титан, гафний или их смеси, и фенолоальдегидную смолу, отличающийся тем, что смола является резольной фенолоальдегидной смолой и содержится в концентрации от 0,01 до 0,40 маc.%, ионы металла IVA группы содержатся в концентрации от 0,00035 до 0,0050 маc.% и рН равен от 3,5 до 5,1.
2. Раствор по п.1, отличающийся тем, что концентрация ионов металла IVA группы находится в интервале от 0,00035 до 0,0016 маc.%, предпочтительно в интервале от 0,00065 до 0,0050 маc.%.
3. Раствор по п.1 или 2, отличающийся тем, что концентрация ионов металла находится в интервале от 0,00035 до 0,0010 маc.%, концентрация фенолоальдегидной смолы находится в интервале от 0,01 до 0,077 маc.% и рН равен от 4,0 до 5,1.
4. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы титана.
5. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы циркония.
6. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы гафния.
7. Раствор по п.6, отличающийся тем, что концентрация ионов гафния находится в интервале от 0,0008 до 0,0010 маc.%, концентрация фенолоальдегидной смолы находится в интервале от 0,01 до 0,077 маc.% и рН равен от 4,0 до 5,1.
8. Раствор по любому из пп.1-3, отличающийся тем, что содержит ионы, по меньшей мере, двух металлов IVA группы, первый из которых содержится в концентрации в интервале от 0,00035 до 0,0016 маc.%, а второй содержится в концентрации в интервале от 0,00065 до 0,0011 маc.%.
9. Раствор по п.8, отличающийся тем, что смола содержится в концентрации в интервале от 0,01 до 0,077 маc.%.
10. Раствор по пп.8, 9, отличающийся тем, что рН равен от 4,0 до 5,1.
11. Раствор по любому из предыдущих пунктов, отличающийся тем, что источником иона металла IVA группы является соединение, выбранное из группы, включающей гексафторциркониевую кислоту, гексафтортитановую кислоту, оксид гафния, оксисульфат титана, тетрафторид титана, сульфат циркония и их смеси.
12. Способ обработки металлической фосфатированной поверхности посредством контактирования поверхности с раствором для промывки по пп.1-11.
13. Способ по п.12, отличающийся тем, что раствор контактирует с поверхностью при опрыскивании.
14. Способ по п.12, отличающийся тем, что раствор контактирует с поверхностью при погружении поверхности в ванну с раствором.
15. Способ по любому из пп.12-14, отличающийся тем, что раствор находится при температуре от 20 до 70шС.
16. Способ по любому из пп.12-15, отличающийся тем, что покрытую поверхность сушат при повышенной температуре.
17. Способ по любому из пп.12-16, отличающийся тем, что он включает стадию предварительной обработки, в которой металлическую поверхность покрывают конверсионным покрытием, предпочтительно фосфатным конверсионным покрытием, и поверхность с конверсионным покрытием контактирует с промывным раствором.
18. Способ по любому из пп.12-17, отличающийся тем, что обработанную поверхность затем покрывают сиккативным покрытием.
Текст
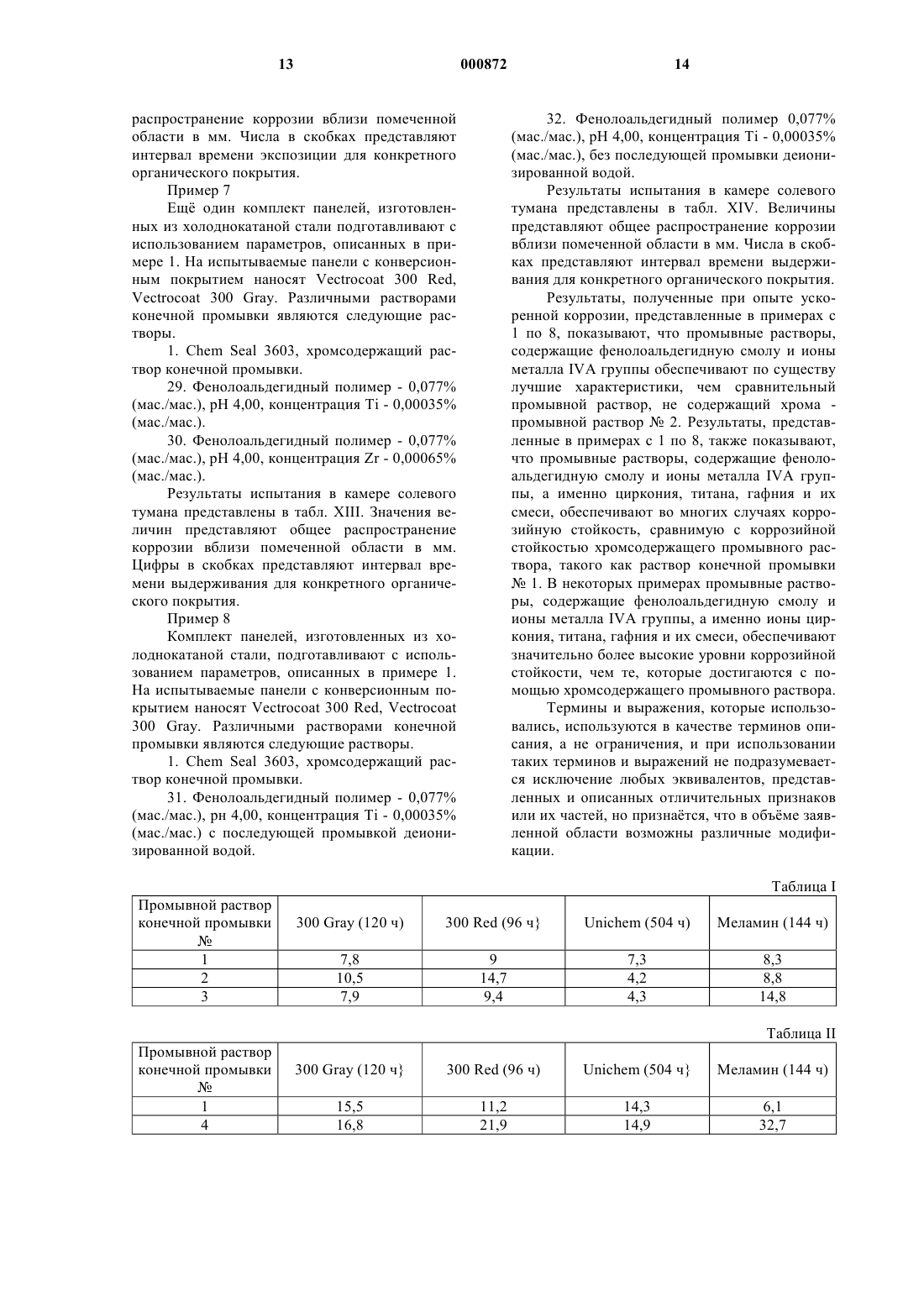
1 Данное изобретение относится к обработке металлических поверхностей перед операцией отделки, такой как нанесение сиккативного органического покрытия (известного так же как органическое покрытие, органическая отделка или просто краска). Более точно, данное изобретение относится к обработке металла,покрытого конверсионным покрытием, водным раствором, включающим фенолоальдегидную смолу и ионы металла IVA группы, а именно циркония, титана, гафния и смеси ионов этих металлов. Обработка таким раствором металла,покрытого конверсионным покрытием, улучшает адгезию краски и коррозионную стойкость. Главными целями нанесения сиккативных покрытий на металлические субстраты (например, сталь, алюминий, цинк и их сплавы) являются защита металлической поверхности от коррозии и эстетические требования. Однако хорошо известно, что многие органические покрытия плохо адгезируются на металлы в обычном состоянии. В результате, характеристики коррозионной стойкости сиккативных покрытий являются в значительной степени сниженными. Поэтому обычной методикой в области отделки металлических поверхностей является предварительная обработка металлов, посредством которой на металлической поверхности образуется конверсионное покрытие. Такое конверсионное покрытие действует как защитный слой,замедляющий начало разрушения основного металла вследствие того, что конверсионное покрытие является менее растворимым в агрессивной среде, чем основной металл. Конверсионное покрытие является также эффективным,выступая в качестве покрытия, воспринимающего на себя последующее сиккативное покрытие. Конверсионное покрытие имеет большую площадь поверхности, чем основной металл, и таким образом обеспечивает большое количество сайтов адгезии для взаимодействия между конверсионным покрытием и органическим покрытием. Типичные примеры таких конверсионных покрытий включают, но не ограничиваются только этим перечнем, покрытия фосфата железа, покрытия фосфата цинка и конверсионные покрытия на основе соединений хрома. Эти и другие конверсионные покрытия хорошо известны в данной области и не будут описываться подробно. Обычно нанесения органической отделки на металлическую поверхность с конверсионным покрытием не достаточно для обеспечения самых высоких уровней адгезии краски и коррозийной стойкости. Окрашенные металлические поверхности способны достигать максимальных уровней эксплуатационных характеристик, когда металлическую поверхность с конверсионным покрытием перед операцией нанесения краски обрабатывают "раствором конечной промывки", который также называют "постпромывкой" или "промывным раствором для 2 уплотнения". Растворы конечной промывки обычно представляют собой водные растворы,содержащие органические или неорганические частицы, предназначенные для улучшения адгезии краски и коррозийной стойкости. Задача любого раствора конечной промывки, независимо от его композиции, состоит в образовании системы с конверсионным покрытием для максимальной адгезии краски и коррозийной стойкости. Это может осуществляться изменением электрохимического состояния субстрата с конверсионным покрытием посредством придания ему большей пассивности или созданием барьерной пленки, которая препятствует коррозийной среде достигать поверхности металла. Наиболее эффективными растворами конечной промывки, традиционно используемыми в настоящее время, являются водные растворы, содержащие хромовую кислоту, частично восстановленную для того, чтобы обеспечить наличие в растворе сочетания шестивалентного и трехвалентного хрома. Растворы конечной промывки этого типа, как известно, обеспечивают самые высокие уровни адгезии краски и коррозийной стойкости. Однако хромсодержащие растворы конечной промывки обладают рядом недостатков вследствие присущей им токсичности и их опасной природы. Эти недостатки делают хромсодержащие растворы конечной промывки менее желательными с практической точки зрения, когда рассматриваются такие аспекты, как безопасная работа с химическими веществами и проблемы окружающей среды,связанные со сливом таких растворов в муниципальные воды. Таким образом, задачей, стоящей перед промышленностью, является поиск альтернативных растворов, не содержащих хрома,которые являются менее токсичными и более благоприятными для окружающей среды, чем хромсодержащие растворы конечной промывки. Необходимо также разработать не содержащие хрома растворы конечной промывки, которыетак же эффективны, как и хромсодержащие растворы конечной промывки, с точки зрения адгезии краски и свойств коррозийной стойкости. В области разработки не содержащих хрома растворов конечной промывки уже проделана большая работа. В некоторых из таких растворов используются либо химические соединения IVA группы, либо фенолоальдегидные полимеры. В патенте СШАА-3695942 описывается способ обработки раствором, содержащим растворимые соединения циркония, металла с конверсионным покрытием. В патенте СШАА-4650526 описывается способ обработки фосфатированных металлических поверхностей водной смесью алюминийциркониевого комплекса, органического лиганда и оксигалогенида циркония. Обработанный металл может необязательно промываться деионизированной водой перед нанесением краски, в патенте СШАА 3 4457790 описывается композиция для обработки, в которой используется титан, цирконий и гафний в водных растворах, содержащих полимеры с длиной цепи от 1 до 5 атомов углерода. В патенте СШАА-4656097 описывается способ обработки фосфатированных металлических поверхностей органическими хелатами титана. Обработанная металлическая поверхность может необязательно промываться водой перед нанесением сиккативного органического покрытия. В патенте СШАА-4497666 подробно описывается способ обработки фосфатированных металлических поверхностей растворами,содержащими трехвалентный титан и имеющими рН в интервале от 2 до 7. В патенте СШАА-4457790 и 4517028 описывается композиция раствора конечной промывки, включающая полиалкилфенол (полученный полимеризацией винилфенолпроизводных) и ионы металла IVA группы. В патенте СШАА-3912548 фосфатированные или фосфат-хромированные металлические поверхности обрабатывают водным раствором, содержащим соединение циркония и полимер, который предпочтительно представляет собой полиакриловую кислоту. РН раствора предпочтительно 6-8. В патенте СШАА 5246507 металлические поверхности обрабатывают водным раствором соединения металла и полимера. Соединение металла может представлять собой соединение титана, циркония или гафния, а полимер может представлять собой дериватизированную новолачную смолу. В указанных выше примерах заявляется,что описанный способ обработки улучшает адгезию краски и коррозийную стойкость. В патенте СШАА-3697331 фосфатированные металлические поверхности обрабатываются водным раствором соли щелочного металла и новолачной фенолформальдегидной смолы. В патенте США 3749611 фосфатированную металлическую поверхность обрабатывают неводным раствором новолачной фенолформальдегидной смолы, которая может содержать гидроксид кальция для способствования стабилизации раствора. В патенте СШАА 3684587 сульфурированные новолачные смолы в неводных растворах используются для обработки фосфатированных поверхностей. В патенте СШАА-3961992 полимер формальдегида и фенола, полученный с помощью щелочного катализатора, используется в водном растворе для обработки фосфатированных металлических поверхностей. Степени адгезии краски и коррозийной стойкости, обеспечиваемые посредством обработки растворами в указанных выше примерах,не достигают уровней, необходимых для промышленности отделки металлов, а именно эксплуатационных характеристик хромсодержащих растворов конечной промывки. Теперь установлено, что водные растворы, содержащие фенолоальдегидную смолу и ионы металла IVA 4 группы, а именно, циркония, титана, гафния, и их смеси, обеспечивают характеристики адгезии краски и коррозийной стойкости, сравнимые с характеристиками хромсодержащих растворов конечной промывки. Во многих случаях эксплуатационные характеристики металлических поверхностей с конверсионным покрытием, обработанных растворами фенолоальдегидной смолы и ионов металлов IVA группы, в опытах ускоренной коррозии превосходят эксплуатационные характеристики металлов с конверсионным покрытием, обработанных хромсодержащими растворами. Задачей данного изобретения является создание способа и композиции водного промывного раствора, которая будет придавать улучшенную степень адгезии краски и коррозийной стойкости окрашенному металлу с конверсионным покрытием. Данное изобретение обеспечивает получение нового промывного раствора для обработки металлических субстратов с конверсионным покрытием для улучшения адгезии и коррозийной стойкости сиккативных покрытий, который включает водный раствор ионов металлов IVA группы, а именно, циркония, титана, гафния и их смеси, и резольной фенолоальдегидной смолы, причем рН раствора находится в интервале примерно от 3,5 до 5,1. Изобретение также включает способ обработки таких материалов путем нанесения промывного раствора на субстрат. Композиция включает водный раствор, содержащий фенолоальдегидную смолу и ионы металла IVA группы, а именно, циркония, титана, гафния и их смеси, и обеспечивает адгезию краски и коррозийную стойкость, сравнимые с хромсодержащими промывными растворами или превосходящие их. Промывной раствор данного изобретения представляет собой водный раствор, содержащий фенолоальдегидную смолу и ионы металлаIVA группы, а именно, циркония, титана, гафния и их смеси. Подразумевается, что промывной раствор наносится на металл с конверсионным покрытием. Образование конверсионных покрытий на металлических субстратах хорошо известно в области отделки металлов. В общем случае этот процесс обычно описывается как процесс, требующий нескольких стадий предварительной обработки. Действительное количество стадий обычно зависит от конечного применения окрашенного металлического изделия. Количество стадий предварительной обработки обычно изменяется примерно от двух до девяти. Типичный пример процесса предварительной обработки включает пятистадийную операцию,где металл, который в конечном счете подлежит окрашиванию, проходит через стадию очистки,промывки водой, стадию конверсионного покрытия, водную промывку и стадию конечной промывки. В процесс предварительной обработ 5 ки могут вноситься изменения в соответствии с конкретными требованиями. Например, в некоторые растворы для конверсионного покрытия могут быть введены поверхностно-активные вещества, чтобы очистка и образование конверсионного покрытия могли осуществляться одновременно. В других случаях может быть необходимо увеличить количество стадий предварительной обработки, чтобы иметь больше стадий предварительной обработки. Примерами типов конверсионных покрытий, которые могут быть получены на металлических субстратах,являются фосфаты железа и фосфаты цинка. Нанесение фосфата железа обычно проводят в более чем пять стадий предварительной обработки, в то время как нанесение фосфата цинка обычно требует, как минимум, шести стадий предварительной обработки. Количество стадий промывки между действительными стадиями предварительной обработки может регулироваться для обеспечения полной и эффективной промывки и чтобы гарантировать, что химическая обработка с одной стадии не перейдет на металлическую поверхность в последующие стадии, посредством чего возможно их загрязнение. Обычно повышают количество стадий промывки, когда металлические части, предназначенные для обработки, имеют необычные геометрические формы или площади, которые труднодоступны для промывной воды. Операция предварительной обработки может выполняться способом погружения или способом опрыскивания (струйной промывки). В операциях погружения металлические изделия погружают(окунают) в различные растворы предварительной обработки на определенные интервалы времени перед переходом на следующую стадию предварительной обработки. Опрыскивание представляет собой операцию, где растворы предварительной обработки и промывные растворы циркулируют при помощи насоса через стояки, снабженные соплами для подачи раствора. Металлические изделия, предназначенные для обработки, обычно проходят через операцию предварительной обработки при помощи непрерывного конвейера. Фактически все процессы предварительной обработки могут модифицироваться для проведения их способом опрыскивания или методом погружения, и выбор обычно делают на основании конечных требований, предъявляемых к изделиям из окрашенного металла. Следует представлять, что изобретение, описанное здесь, может применяться к любым металлическим поверхностям с конверсионным покрытием и может осуществляться способом струйной промывки или погружения. Промывной раствор изобретения включает водный раствор фенолоальдегидной смолы и ионы металла IVA группы. А именно, промывной раствор представляет собой водный раствор, содержащий ионы циркония, титана или 6 гафния или их смеси, источником которых может быть гексафторциркониевая кислота, гексафтортитановая кислота, оксид гафния, оксисульфат титана, тетрафторид титана, сульфат циркония и их смеси; и резольную фенолоальдегидную смолу, которая представляет собой полимер фенольного соединения и альдегида,обычно формальдегида. Фенолоальдегидная смола представляет собой продукт катализируемой конденсации водорастворимой основы,предпочтительно взаимодействия между фенолом и стехиометрическим избытком формальдегида. Источником такой смолы являютсяSchenectady International, Inc. SP-6877. Смола обычно включает смесь замещнных производных фенола, а именно: 2-гидро-ксибензилового спирта, 4-гидроксибензилового спирта, 2,6 диметилолфенола, 2,4-диметилолфенола и 2,4,6 триметилолфенола. Молекулярная масса подходящих смол обычно находится в интервале от 100 до 1000, например, среднемолекулярная масса может находиться в интервале значений от 125 до 500, предпочтительно приблизительно 160-175, и среднечисленная молекулярная масса может находиться в интервале значений от 100 до 300, предпочтительно приблизительно 120130. Промывной раствор получают посредством получения водного раствора с использованием деионизированной воды. Раствор содержит ионы металла IVA группы, а именно циркония, титана, гафния и их смеси, так что концентрация иона металла составляет от приблизительно 0,00035% (мас./мас.) до приблизительно 0,005% (мас./мас.), и концентрация фенолоальдегидного полимера составляет от приблизительно 0,01% (мас./мас.) до приблизительно 0,4% (мас./мас.). Водный раствор содержит также растворимый в воде растворитель, такой как трипропиленгликоль монометиловый эфир, для получения гомогенного раствора. РН полученного раствора доводят до приблизительно 3,55,1, используя гидроксид натрия. Предпочтительное воплощение изобретения представляет собой водный раствор, содержащий от 0,00035 до 0,0016% (мас./мас.) иона титана и от 0,01 до 0,40% (мас./мас.) фенолоальдегидного полимера. Полученный раствор может эффективно использоваться при рН от 3,5 до 5,1. Другое предпочтительное воплощение изобретения представляет собой водный раствор, содержащий от 0,00065 до 0,0050%(мас./мас.) фенолоальдегидного полимера, полученный раствор может эффективно использоваться при рН от 3,5 до 5,1. Ещ одно предпочтительное воплощение изобретения представляет собой водный раствор, содержащий от 0,00035 до 0,0050%(мас./мас.) фенолоальдегидного полимера. По 7 лученный раствор может эффективно использоваться при рН от 3,5 до 5,1. Особенно предпочтительное воплощение изобретения представляет собой водный раствор, содержащий от 0,00035 до 0,0010%(мас./мас.) фенолоальдегидного полимера. Полученный раствор может эффективно использоваться при рН от 4,0 до 5,1. Другим особенно предпочтительным воплощением изобретения является водный раствор, содержащий от 0,00065 до 0,001%(мас./мас.) фенолоальдегидного полимера. Полученный раствор может эффективно использоваться при рН от 4,0 до 5,1. Еще одним особенно предпочтительным воплощением изобретения является водный раствор, содержащий от 0,0008 до 0,0010%(мас./мас.) фенолоальдегидного полимера. Полученный раствор может эффективно использоваться при рН от 4,0 до 5,1. Промывной раствор данного изобретения может наноситься при помощи различных средств на период такой продолжительности,насколько эффективно контактирование между промывным раствором и субстратом с конверсионным покрытием. Предпочтительными способами применения промывного раствора данного изобретения являются погружение или опрыскивание (струйная промывка). В методе погружения металлическое изделие с конверсионным покрытием погружают в промывной раствор изобретения в течение интервала времени приблизительно от 5 с до 5 мин, предпочтительно от 45 с до 1 мин. В операции струйной промывки изделие из металла с конверсионным покрытием контактирует с промывным раствором изобретения посредством подачи промывного раствора при помощи насоса через стояки,снабженные соплами для формирования струи. Время соприкосновения в операции струйной промывки составляет приблизительно от 5 с до 5 мин, предпочтительно от 45 с до 1 мин. Промывной раствор данного изобретения может наноситься при температурах от приблизительно 20 до 65 С (от 70 до 150F), предпочтительно от 20 до 30 С (от 70 до 90F). После обработки промывным раствором обработанное металлическое изделие может необязательно подвергаться пост-промывке деионизированной водой. Применение такой пост-промывки является традиционным во многих промышленных операциях электропокрытия. Металлическое изделие с конверсионным покрытием, обработанное промывным раствором данного изобретения может быть высушено различными средствами, предпочтительно при повышенной температуре, например, сушкой в печи при температуре приблизительно 175 С (350F) в течении 5 мин. Металлическое изделие с конверсионным по 000872 8 крытием, обработанное промывным раствором данного изобретения, готово к нанесению сиккативного покрытия. Примеры В приведенных далее примерах показывается применение промывного раствора данного изобретения. Сравнительные примеры включают металлические субстраты с конверсионным покрытием, обработанные хромсодержащим промывным раствором, и металлические субстраты с конверсионным покрытием, обработанные промывным раствором конечной промывки, описанным в патенте США 4517028,в состав которого включаются полиалкилфенол и ионы металла IVA группы. Другой сравнительный пример предназначается для обработки металлических субстратов с конверсионным покрытием деионизированной водой конечной промывки. Во всех примерах описываются конкретные параметры процесса предварительной обработки, промывного раствора изобретения,сравнительных промывных растворов, природа субстрата и тип сиккативного покрытия. Некоторые из панелей, описанных в различных примерах, окрашивают тремя различными электропокрытиями, которые наносят анодным способом. Это: Vectrocoat Grey 300Red, оба акрилового типа и оба призводятсяUniversal ChemicalsCoatings, Elgin Illinois. Два других органических покрытия, нанесенные на некоторые из панелей, представляют собой меламинмодифицированный сложный полиэфир и водо-основное покрытие, оба производимыеSheboygan Paint Company, Sheboygan, Wisconsin. Все обработанные и окрашенные металлические образцы подвергаются испытанию методом ускоренной коррозии. Обычно испытание выполняют в соответствии с руководствами,описанными в ASTM В-117-90. То есть подготавливают три идентичных образца для каждой системы предварительной обработки. На окрашенные металлические образцы наносят одну диагональную метку, которая разрушает органическое покрытие и проникает до обнаженного металла. Все непокрытые грани покрывают электрической лентой. Образцы оставляют в камере солевого тумана в течение отрезка времени, соразмерного с типом сиккативного покрытия, которое испытывают. После удаления из камеры солевого тумана металлические образцы промывают водопроводной водой, сушат бумажными полотенцами и проводят оценку образцов. Оценку выполняют путм соскабливания неплотно прилегающей краски и продуктов коррозии с отмеченной площади плоским концом шпателя. Разметку выполняют таким образом, чтобы удалять только не плотно прилегающую краску и оставляют неповрежднной крепко прикреплнную краску. В случае нескольких органических покрытий разметку вы 9 полняют посредством наложения ленты, как описано в ASTM В-117-90. После удаления неплотно прилегающей краски измеряют размеченные площади на образцах для определения количества краски, потерянной вследствие распространения коррозии. Каждую линию разметки измеряют на восьми интервалах, приблизительно на расстоянии 1 мм, измеряя поперк всей ширины отмеченной площади. Восемь величин усредняют для каждого образца и усредннные значения трх идентичных образцов усредняют для получения конечного результата. Значения величины распространения коррозии,представленные в приведнных далее таблицах,отражают эти конечные результаты. Пример 1 Панели для испытаний из холоднокатаной стали от Advanced Coating Technologies,Hillsdale, Michigan пропускают через пятистадийную операцию предварительной обработки. Панели очищают с помощью Brent America, Inc.Chem. Clean 1303, коммерчески доступного щелочного очищающего соединения. Испытываемые панели промывают водопроводной водой и фосфатируют Brent America, Inc. Chem Cote 3011, коммерчески доступным фосфатом железа. Фосфатирующий раствор работает при приблизительно 6,2 точках (points), 60 С (140F),время контакта 3 мин, рН 4,8. После фосфатирования панели промывают в водопроводной воде и обрабатывают различными растворами конечной промывки в течение 1 мин. Панели подвергают пост-промывке деионизированной водой перед сушкой. Сравнительный хромсодержащий промывной раствор представляет собой Brent America, Inc. Chem Seal 3603, коммерчески доступный продукт. Этот раствор используется при 0,25% (мас./мас.). В соответствии с обычной практикой в промышленности обработки металлов, панели, обработанные хромсодержащим раствором конечной промывки (1), перед сушкой промывают деионизированной водой. Панели, обработанные сравнительным хромсодержащим раствором конечной промывки (2), получают от Advanced CoatingGray, Vetrocoat 300 Red, Unichem E-2000, водоосновным покрытием и меламинмодифицированным сложным полиэфиром. Изученными промывными растворами являются следующие растворы. 1. Chem Seal 3603, хромсодержащий раствор конечной промывки. 2. Сравнительный раствор конечной промывки, не содержащий хрома. 3. Фенолоальдегидный полимер - 0,01%(мас./мас.). Результаты испытания в камере солевого тумана представлены в табл. I, II и III. Значения представляют собой величину общего распространения коррозии вблизи помеченной области в миллиметрах. Цифры в скобках представляют интервал времени экспозиции для конкретного органического покрытия. Пример 2 Другой комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным покрытием наносят Vectrocoat 300 Gray, Vectrocoat 300 Red и водо-основное покрытие. Различными растворами конечной промывки являются следующие растворы. 1. Chem Seal 3603, хромсодержащий раствор конечной промывки. 2. Сравнительный раствор конечной промывки, не содержащий хрома. 7. Фенолоальдегидный полимер - 0,077%(мас./мас.). Результаты испытания в камере солевого тумана представлены в табл. IV. Значения величин представляют собой общее распространение коррозии вблизи помеченной области в мм. Числа в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Пример 3 Другой комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным 11 покрытием наносят Vectrocoat 300 Grey, Vetrocoat 300 Red, Unichem E 2000 и меланинмодифицированный сложный полиэфир. Различными растворами конечной промывки являются следующие растворы.l. Chem Seal 3603, хромсодержащий раствор конечной промывки. 2. Сравнительный раствор конечной промывки, не содержащий хрома. 14. Фенолоальдегидный полимер - 0,077%(мас,/мас.). Результаты испытания в камере солевого тумана представлены в табл. V и IV. Значение величин представляют общее распространение коррозии вблизи помеченной области в мм. Цифры в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Пример 4 Другой комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. Раствор конечной промывки наносят на одни панели с конверсионным покрытием методом погружения, а на другие - посредством рециркулирующего опрыскивания. На испытываемые панели с конверсионным покрытием наносятVectrocoat 300 Gray, Vectrocoat 300 Red, Unichem E-2000 и меланин-модифицированный сложный полиэфир. Различными растворами конечной промывки являются следующие растворы. 7. Фенолоальдегидный полимер - 0,077%(мас./мас.), нанесение погружением. Результаты испытания в камере солевого тумана представлены в табл. V и IV. Значение величин представляют собой общее распространение коррозии вблизи помеченной области в мм. Цифры в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Пример 5 Ещ один комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным покрытием наносят Vectrocoat 300 Red и водо-основное покрытие. Различными раство 000872 12 рами конечной промывки являются следующие растворы. 1. Chem Seal 3603, хромсодержащий раствор конечной промывки. 19. Фенолоальдегидный полимер - 0,077%(мас./мас.). Результаты испытания в камере солевого тумана представлены в табл. VIII. Значения величин представляют собой общее распространение коррозии вблизи помеченной области в мм. Цифры в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Пример 6 Ещ один комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным покрытием наносят Vectrocoat 300 Red,Vectrocoat 300 Gray, Unichem E-2000, меланинмодифицированный сложный полиэфир и водоосновное покрытие. Различными растворами конечной промывки являются следующие растворы. 1. Chem Seal 3603, хромсодержащий раствор конечной промывки. 23. Фенолоальдегидный полимер - 0,077%(мас./мас.). Результаты испытания в камере солевого тумана представлены в табл. IX, X, XI и XII. Значения величин представляют собой общее(мас./мас.), без последующей промывки деионизированной водой. Результаты испытания в камере солевого тумана представлены в табл. XIV. Величины представляют общее распространение коррозии вблизи помеченной области в мм. Числа в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Результаты, полученные при опыте ускоренной коррозии, представленные в примерах с 1 по 8, показывают, что промывные растворы,содержащие фенолоальдегидную смолу и ионы металла IVA группы обеспечивают по существу лучшие характеристики, чем сравнительный промывной раствор, не содержащий хрома промывной раствор 2. Результаты, представленные в примерах с 1 по 8, также показывают,что промывные растворы, содержащие фенолоальдегидную смолу и ионы металла IVA группы, а именно циркония, титана, гафния и их смеси, обеспечивают во многих случаях коррозийную стойкость, сравнимую с коррозийной стойкостью хромсодержащего промывного раствора, такого как раствор конечной промывки 1. В некоторых примерах промывные растворы, содержащие фенолоальдегидную смолу и ионы металла IVA группы, а именно ионы циркония, титана, гафния и их смеси, обеспечивают значительно более высокие уровни коррозийной стойкости, чем те, которые достигаются с помощью хромсодержащего промывного раствора. Термины и выражения, которые использовались, используются в качестве терминов описания, а не ограничения, и при использовании таких терминов и выражений не подразумевается исключение любых эквивалентов, представленных и описанных отличительных признаков или их частей, но признатся, что в объме заявленной области возможны различные модификации. распространение коррозии вблизи помеченной области в мм. Числа в скобках представляют интервал времени экспозиции для конкретного органического покрытия. Пример 7 Ещ один комплект панелей, изготовленных из холоднокатаной стали подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным покрытием наносят Vectrocoat 300 Red,Vectrocoat 300 Gray. Различными растворами конечной промывки являются следующие растворы. 1. Сhem Seal 3603, хромсодержащий раствор конечной промывки. 29. Фенолоальдегидный полимер - 0,077%(маc./маc.). Результаты испытания в камере солевого тумана представлены в табл. XIII. Значения величин представляют общее распространение коррозии вблизи помеченной области в мм. Цифры в скобках представляют интервал времени выдерживания для конкретного органического покрытия. Пример 8 Комплект панелей, изготовленных из холоднокатаной стали, подготавливают с использованием параметров, описанных в примере 1. На испытываемые панели с конверсионным покрытием наносят Vectrocoat 300 Red, Vectrocoat 300 Gray. Различными растворами конечной промывки являются следующие растворы. 1. Chem Seal 3603, хромсодержащий раствор конечной промывки. 31. Фенолоальдегидный полимер - 0,077%(мас./мас.) с последующей промывкой деионизированной водой. Таблица I Промывной раствор конечной промывки Промывной раствор конечной промывки Промывной раствор конечной промывки 1 5 6 Промывной раствор конечной промывки 1 7 8 9 10 11 12 13 Промывной раствор конечной промывки Промывной раствор конечной промывки Промывной раствор конечной промывки 1 19 20 21 22 Промывной раствор конечной промывки Промывной раствор конечной промывки Промывной раствор конечной промывки 1 27 Промывной раствор конечной промывки 1 24 28 Промывной раствор конечной промывки 1 29 30 Промывной раствор конечной промывки 1 31 32 Промывные растворы номеров с 3 по 32 обеспечивают результаты, по меньшей мере,такие же хорошие, как и обычный хромсодержащий раствор 1, и считаются приемлемыми примерами данного изобретения. Промывные растворы с композициями, отличающимися от композиций промывных растворов 3-32, также испытывались, но они обеспечивают неприемлемые результаты. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Раствор для промывки фосфатированных металлических поверхностей, включающий водный раствор ионов металла IVA группы,выбранного из группы, включающей цирконий,титан, гафний или их смеси, и фенолоальдегидную смолу, отличающийся тем, что смола является резольной фенолоальдегидной смолой и содержится в концентрации от 0,01 до 0,40 маc.%, ионы металла IVA группы содержатся в Меламин (168 ч) 8,8 6,1 2,4 концентрации от 0,00035 до 0,0050 маc.% и рН равен от 3,5 до 5,1. 2. Раствор по п.1, отличающийся тем, что концентрация ионов металла IVA группы находится в интервале от 0,00035 до 0,0016 маc.%,предпочтительно в интервале от 0,00065 до 0,0050 маc.%. 3. Раствор по п.1 или 2, отличающийся тем, что концентрация ионов металла находится в интервале от 0,00035 до 0,0010 маc.%, концентрация фенолоальдегидной смолы находится в интервале от 0,01 до 0,077 маc.% и рН равен от 4,0 до 5,1. 4. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы титана. 5. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы циркония. 6. Раствор по любому из предыдущих пунктов, отличающийся тем, что он содержит ионы гафния. 7. Раствор по п.6, отличающийся тем, что концентрация ионов гафния находится в интервале от 0,0008 до 0,0010 маc.%, концентрация фенолоальдегидной смолы находится в интервале от 0,01 до 0,077 маc.% и рН равен от 4,0 до 5,1. 8. Раствор по любому из пп.1-3, отличающийся тем, что содержит ионы, по меньшей мере, двух металлов IVA группы, первый из которых содержится в концентрации в интервале от 0,00035 до 0,0016 маc.%, а второй содержится в концентрации в интервале от 0,00065 до 0,0011 маc.%. 9. Раствор по п.8, отличающийся тем, что смола содержится в концентрации в интервале от 0,01 до 0,077 маc.%. 10. Раствор по пп.8, 9, отличающийся тем,что рН равен от 4,0 до 5,1. 11. Раствор по любому из предыдущих пунктов, отличающийся тем, что источником иона металла IVA группы является соединение,выбранное из группы, включающей гексафторциркониевую кислоту, гексафтортитановую кислоту, оксид гафния, оксисульфат титана, тетрафторид титана, сульфат циркония и их смеси. 20 12. Способ обработки металлической фосфатированной поверхности посредством контактирования поверхности с раствором для промывки по пп.1-11. 13. Способ по п.12, отличающийся тем, что раствор контактирует с поверхностью при опрыскивании. 14. Способ по п.12, отличающийся тем, что раствор контактирует с поверхностью при погружении поверхности в ванну с раствором. 15. Способ по любому из пп.12-14, отличающийся тем, что раствор находится при температуре от 20 до 70 С. 16. Способ по любому из пп.12-15, отличающийся тем, что покрытую поверхность сушат при повышенной температуре. 17. Способ по любому из пп.12-16, отличающийся тем, что он включает стадию предварительной обработки, в которой металлическую поверхность покрывают конверсионным покрытием, предпочтительно фосфатным конверсионным покрытием, и поверхность с конверсионным покрытием контактирует с промывным раствором. 18. Способ по любому из пп.12-17, отличающийся тем, что обработанную поверхность затем покрывают сиккативным покрытием.
МПК / Метки
МПК: C23C 22/83
Метки: раствор, промывки, металлических, поверхностей, фосфатированных
Код ссылки
<a href="https://eas.patents.su/11-872-rastvor-dlya-promyvki-fosfatirovannyh-metallicheskih-poverhnostejj.html" rel="bookmark" title="База патентов Евразийского Союза">Раствор для промывки фосфатированных металлических поверхностей</a>
Полуфабрикатный строительный элемент для облицовки поверхностей
Номер патента: 103
Опубликовано: 27.08.1998
Автор: Бёе Ханс Петер
МПК: E04F 13/14
Метки: поверхностей, строительный, элемент, облицовки, полуфабрикатный
Формула / Реферат:
1. Полуфабрикатный строительный элемент, подготовленный для облицовки поверхностей, состоящий из стеклянного листа и слоя вяжущего раствора, нанесенного на одну сторону стеклянного листа и состоящего из мелкозернистого нейтрального заполнителя и цемента с затворением водной дисперсией производного полиакриловой кислоты, при этом производное полиакриловой кислоты имеет логарифмический декремент затухания крутильных колебаний с максимумом при...
Буровой раствор
Номер патента: 408
Опубликовано: 24.06.1999
Авторы: Рейд Пол Ян, Крастер Бернадетт Тереза, Крошо Джон Питер, Бэлсон Теренс Джордж
МПК: C09K 7/02, C07H 15/04
Формула / Реферат:
1. Буровой раствор на водной основе, включающий в качестве добавки продукт взаимодействия линейного полигидроксиалкана на основе моносахарида и окиси алкилена. 2. Буровой раствор по п.1, в котором полигидроксиалкан включает эритрит, треит, рибит, сорбит, маннит или галактит. 3. Буровой раствор по п.1 или 2, в котором окись алкилена включает окись этилена, окись пропилена и/или окись бутилена. 4. Буровой раствор по любому из предшествующих...
Винт для закрепления металлических или пластмассовых профилей или плит на основании
Номер патента: 336
Опубликовано: 29.04.1999
Авторы: Пальм Эрих, Кеппель Норберт
МПК: F16B 25/10
Метки: плит, пластмассовых, металлических, закрепления, основании, винт, профилей
Формула / Реферат:
1. Винт для закрепления металлических и/или пластмассовых профилей или плит на основании, состоящий из хвостовика с просверливающим участком и резьбовым участком, а также с участком для приложения силы завинчивающего инструмента, отличающийся тем, что участок (6) хвостовика (2), примыкающий к участку для приложения силы, выполнен конусно расширяющимся в направлении участка для приложения силы и что диаметр (DK) конца конусного участка (6)...
Предыдущий патент: Композиция на основе неорганического связующего.
Следующий патент: Способ повышения плотности кальциевых каналов
Случайный патент: Производные 7-азаиндола в качестве селективных ингибиторов 11-бета-гидроксистероида дегидрогеназы 1 типа