Идентификационная карта и способ изготовления такой карты
Формула / Реферат
1. Защищенный документ (11) по меньшей мере с одной бумажной прослойкой (4), покрытой с обеих сторон прозрачным слоем пластика (2, 3, 6, 7, 13), отличающийся тем, что бумажная прослойка (4) представляет собой защищенную бумагу по меньшей мере с одним признаком защиты (5, 8, 10, 15, 16) и что слои пластика (2, 3, 6, 7, 13) представляют собой термопластичный материал, который только за счет применения повышенного давления и/или повышенной температуры сплавлен в прозрачную оболочку (13), причем, по меньшей мере, на отдельных участках имеется краевая область (14), в которой слои пластика (2, 3, 6, 7, 9, 13) непосредственно соприкасаются между собой и в которой слои пластика (2, 3, 6, 7, 13) состоят исключительно из термопластичного материала с точкой перехода в стеклообразное состояние выше 100шC.
2. Защищенный документ (11) по п.1, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) сплавлены в оболочку (13) без применения связующих материалов, например адгезивов.
3. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят из одного и того же термопластичного материала.
4. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят исключительно из термопластичного материала с точкой перехода в стеклообразное состояние выше 100шC, предпочтительно выше 120шC, особенно предпочтительно в диапазоне от 140 до 200шC.
5. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что он является картой, предназначенной для идентификации и/или опознания ее владельца с последующим предоставлением ему права на доступ или на получение, в частности кредитной картой, идентификационной картой, пропуском или членским билетом.
6. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что признаком защиты является водяной знак (10) в бумажной прослойке (4) или элемент защиты (5), внедренный в бумажную прослойку (4), по меньшей мере, частично или на отдельных участках, такой как защитная полоска (15) или меланжевые волокна, или нанесенная на бумажную прослойку (4) магнитная полоска (8), или оптически изменяемое устройство, или радиочастотное идентификационное устройство, или микросхема, или нанесенный на бумажную прослойку (4) защитный текст, в частности в форме флюоресцирующей печати (8) или глубокой печати (8), или комбинация этих признаков защиты.
7. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что термопластичный материал предпочтительно представляет собой прозрачный термопластичный поликарбонат (PC), или также термопластичные прозрачные полиамиды, полифталамиды, полиэстер, полиэтилентерефталат (PET), полибутилентерефталат (PBT), поливинилхлорид (PVC), полиметилметакрилат (PMMA), акрилнитрил-бутадиен-стирол-кополимеры (ABS), или их смеси, или комбинации.
8. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) с каждой стороны бумажной прослойки (4) и бумажная прослойка (4) совместно имеют толщину по меньшей мере от 0,5 мм до предпочтительно по меньшей мере 0,7 мм.
9. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что размер бумажной прослойки (4) немного меньше размера покрывающих ее с обеих сторон слоев пластика (2, 3, 6, 7, 13), так что по краям, по меньшей мере, на отдельных участках остается прозрачная бесцветная, или окрашенная непрозрачная, или бесцветная непрозрачная краевая область (14) и что в этой краевой области (14) расположены одна или несколько дополнительных рамочных прослоек (9) из пластика, имеющих внутреннюю выштамповку, в которой заключена бумажная прослойка (4).
10. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что бумажная прослойка (4) выполнена таким образом, что защищенный документ, по меньшей мере, на просвет против источника света полупрозрачен.
11. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что на бумажной прослойке (4) по меньшей мере с одной стороны, предпочтительно с помощью струйного принтера, нанесена надпечатка (16), представляющая собой в основном фотографию и/или персональные сведения.
12. Способ изготовления защищенного документа (11), заявленного в любом из пп.1-11, отличающийся тем, что по меньшей мере одну бумажную прослойку (4) после внесения персональных данных (16), в особенности с применением струйного принтера, покрывают с каждой стороны по меньшей мере одним, а предпочтительно несколькими слоями пластиковой пленки, предпочтительно из поликарбоната, иэту слоистую структуру без применения связующих материалов, например адгезивов, с помощью давления и/или повышенной температуры сплавляют в прозрачную оболочку (13), по существу, со всех сторон охватывающую бумажную прослойку (4).
13. Способ по п.12, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят из одного и того же термопластичного материала.
14. Способ по одному из пп.12 или 13, отличающийся тем, что для сплавления используют комбинацию повышенной температуры в области, лежащей ниже температуры перехода применяемого пластика в стеклообразное состояние, и давления более 106-1,6x106 Па, причем особенно предпочтительно применяют специальную последовательность изменения давления и температуры во времени.
15. Способ по одному из пп.12-14, отличающийся тем, что дополнительно к пластиковым пленкам (2, 3, 6, 7) вокруг бумажной прослойки (4) располагают одну или несколько прозрачных бесцветных, или окрашенных непрозрачных, или бесцветных непрозрачных рамочных прослоек (9) или их комбинаций.
16. Способ по одному из пп.12-15, отличающийся тем, что после сплавления в оболочку (13) защищенный документ (11) подвергают штамповке для приобретения окончательной формы.
17. Применение защищенного документа (11), заявленного в одном из пп.1-11, в качестве карты, предназначенной для идентификации и/или опознания ее владельца с последующим предоставлением ему права на доступ или на получение, в частности в качестве удостоверения личности, кредитной карты, идентификационной карты, пропуска или членского билета.

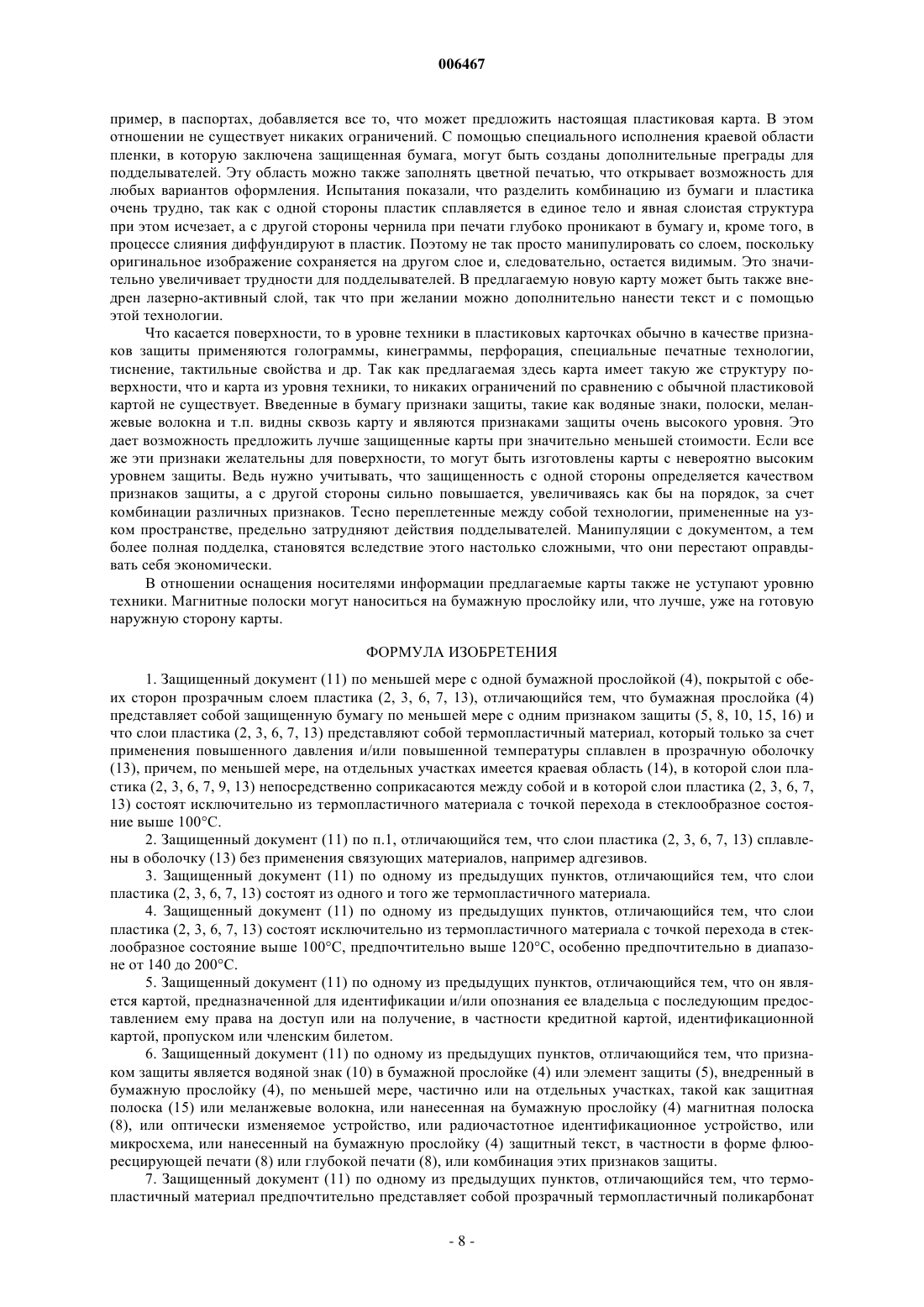
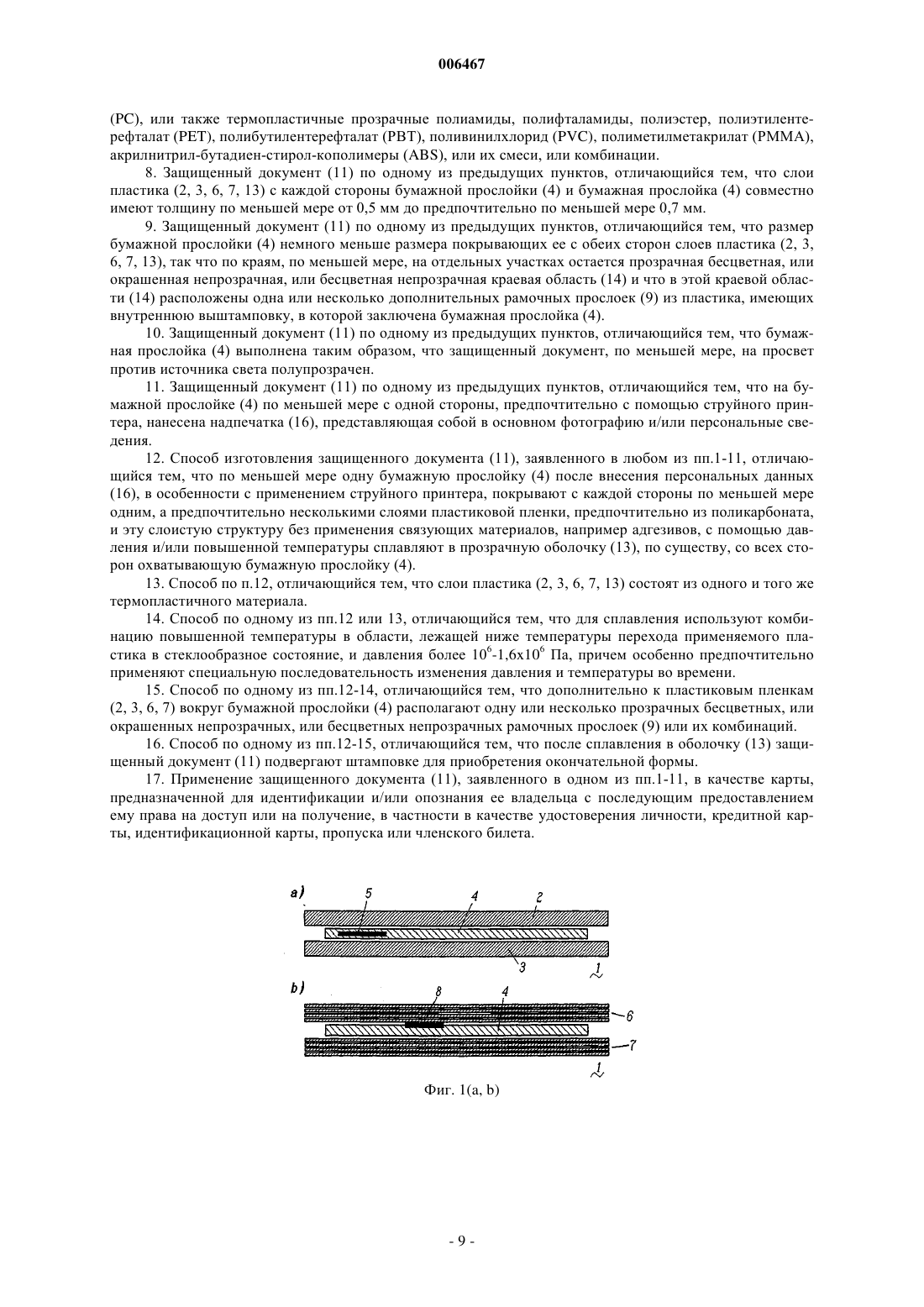
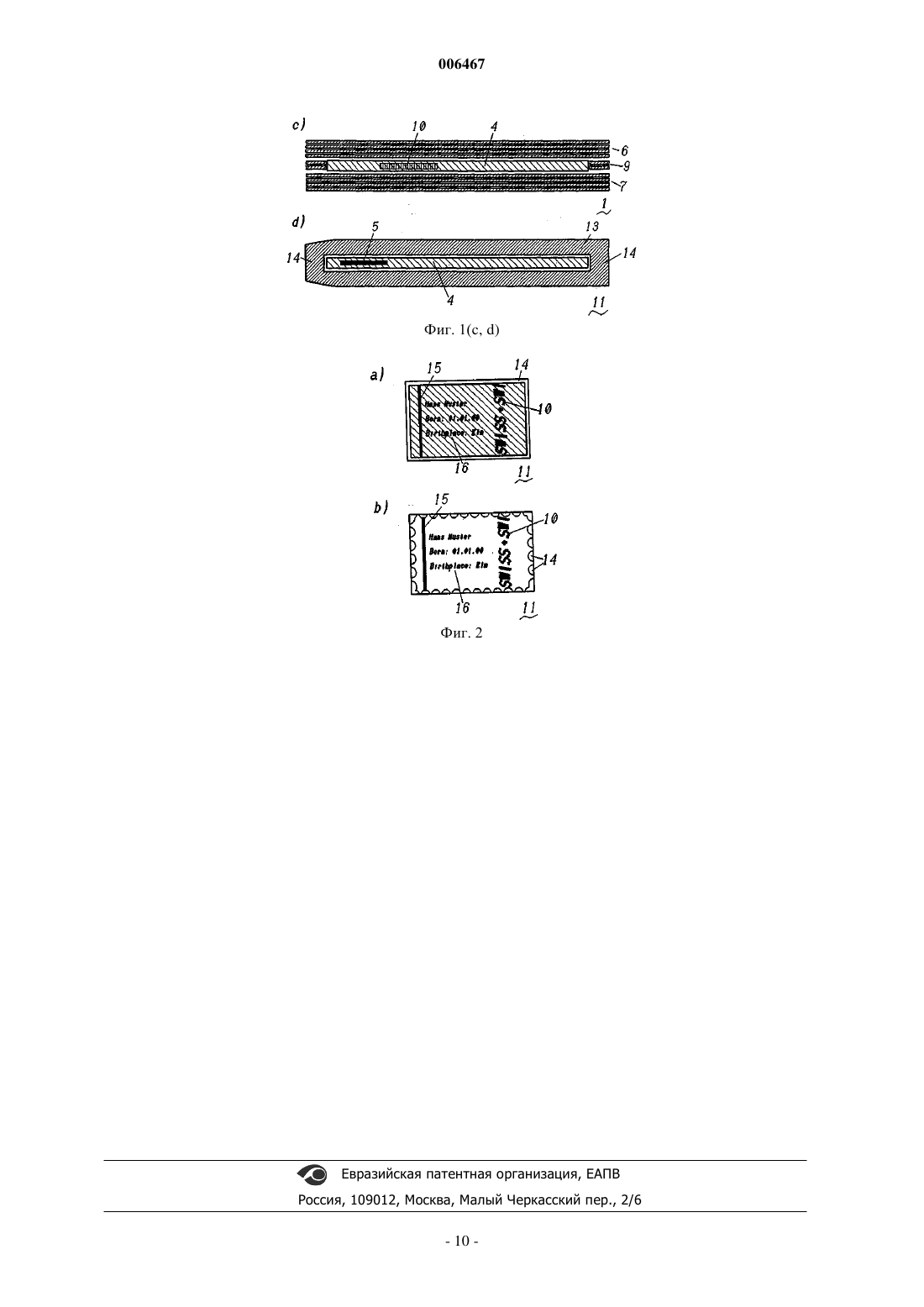
Текст
006467 Область техники Предлагаемое изобретение относится к защищенному документу, имеющему по меньшей мере один слой бумаги, покрытый с обеих сторон слоем прозрачного пластика, а также к способу изготовления подобного удостоверяющего документа и к применению подобного удостоверяющего документа. Уровень техники Пластиковые карточки для использования в качестве удостоверений личности, членских билетов,водительских удостоверений, полицейских и военных удостоверений и кредитных карточек бывают обычно однослойными или многослойными и изготовляются, например, из поликарбоната. В типичном варианте на такой карточке способом термопечати или лазерной печати (например, лазерного гравирования) напечатан текст. В случае многослойных пластиковых карточек, они имеют обычно центральную компоненту, покрытую с обеих сторон слоями пластика. В особенности в сфере удостоверений личности в настоящее время наблюдается тенденция в направлении пластиковых карточек, таких, какие уже давно применяются в качестве кредитных карточек. Удостоверения личности, которые до сих пор изготовлялись на бумаге, и в которые персональные данные вносились с помощью пишущей машинки, матричного принтера и т.п., а фотография наклеивалась,все больше переводятся на пластиковые карты. Пластиковые карточки в качестве документов, удостоверяющих личность, уже существуют в некоторых странах, например, в виде водительских прав, индивидуальных проездных документов, удостоверений личности и т.д. В качестве признаков защиты (защитных признаков) на таких пластиковых карточках используются в частности защитные рисунки, голограммы или кинеграммы (вид которых изменяется в зависимости от угла зрения). Могут иметься также кодировки для машинного чтения, такие как магнитные полоски (обычно применяемые на кредитных карточках), микросхемы, транспондеры или штрих-коды. В качестве дополнительных компонентов защиты от подделки персональные данные в такие карточки заносятся довольно дорогими способами, например посредством лазерного гравирования, при котором данные записываются в средний слой карточки с помощью лазера. Для этого такой слой необходимо соответствующим образом активировать, т.е. к пластику должны быть примешаны специальные, активируемые лазером компоненты. Хотя вообще против применения бумаги в пластиковых карточках существует предубеждение, в особенности по причине чувствительности бумаги к влаге, однако уже применялись многослойные пластиковые карточки, в которых на подложку из пластика наносился по меньшей мере один бумажный слой, а преимущественно бумажные слои с двух сторон, заклеенные сердцевинной компонентой из пластика. Эти бумажные слои тоньше подложки из пластика, придающей карточке жесткость, и служат для нанесения на них печати. Поэтому печатание на таких карточках осуществляется просто, в особенности с помощью струйного принтера. После печатания бумажная прослойка с напечатанным на ней текстом часто покрывается защитным слоем, обычно из припрессованной посредством горячего или холодного ламинирования пленки для защиты текста от износа или удаления, причем на это пленочное покрытие в качестве защитного признака может также наноситься голограмма и т.п. Такие карточки уже использовались в качестве простых удостоверений личности, не требующих особенно высоких степеней защиты,например, в качестве клубных карточек и т.п. Для документов с высокими требованиями в отношении защиты, в особенности для государственных удостоверений, такие карточки вследствие возможности подделки до сих пор считались непригодными. Раскрытие изобретения В основу изобретения положена задача предложить защищенный документ нового типа, в особенности для использования в качестве удостоверений личности, кредитных карточек, водительских прав,полицейских и военных удостоверений или членских билетов, простой и недорогой в изготовлении и в то же время обеспечивающий высокую степень защиты. Это относится к защищенным документам,имеющим по меньшей мере один бумажный слой или бумажную прослойку, покрытую с обеих сторон прозрачным пластиком. В настоящей заявке термины бумажный слой и бумажная прослойка понимаются как полностью идентичные по содержанию термины. Решение этой задачи достигается тем, что бумажная прослойка выполняется из защищенной бумаги, имеющей по меньшей мере один признак защиты (защитный признак), а слои пластика изготовляются из термопластичного материала, который сплавляется в прозрачную оболочку только за счет применения повышенного давления и/или повышенной температуры, причем, по меньшей мере, на отдельных участках имеется краевая область, в которой слои пластика обеих сторон соприкасаются непосредственно. Идея изобретения состоит, таким образом, в том, чтобы технологию признаков защиты для бумаги,хорошо известную из области защищенных бумаг (банкноты, чеки, акции и т.п.), перенести непосредственно в область защищенных документов на пластиковых карточках. Традиционно эти две области (защищенные бумаги с одной стороны и пластиковые карточки с другой) считаются различными областями, в которых почти в каждом случае существует собственная технология признаков защиты. Простое и дешевое изготовление защищенного документа в соответствии с изобретением достигается тем, что защищенная бумага с соответствующими признаками защиты преобразуется в определенной степени в пластиковую карточку посредством вплавления в термопластичную матрицу. Эта термопластичная мат-1 006467 рица, с одной стороны, выполняет функцию защиты запрессованной бумажной прослойки (бумажных прослоек), а, с другой стороны, эта матрица обеспечивает обычно требуемую жесткость. От еще одного центрального пластикового носителя можно поэтому отказаться. Эта матрица, или прозрачная оболочка,имеет, кроме того, в краевой области зону, в которой, по меньшей мере, на отдельных участках отсутствует бумажная прослойка. Иначе говоря, в этой области эта прозрачная оболочка, или слой пластика,занимает всю толщину карточки. Если не оставлять такую краевую область, то такой покрытый слоями пластика защищенный документ можно было бы в какой то мере разделить надвое, вспоров бумажную прослойку посередине параллельно плоскости бумаги, нарушив внутреннее сцепление бумажной прослойки. Без закрытой кромочной области это было бы особенно легко потому, что наложенные слои пластика действовали бы как рычаги, и при малейшей нагрузке было бы возможно расслоение бумажного слоя. Такое расслоение особенно легко произвести в слоеных тонкомолотых бумагах с мелкими волокнами (такой обычно является бумага для струйных принтеров). Расслоение бумаги при таких, предлагаемых изобретением, сплавленных краевых областях и сплавлении субстрата (защищенной бумаги) с пластиком вряд ли возможно. Это значительно повышает защищенность. Защищенным документом может быть, например, кредитная карточка, идентификационная карта или членский билет. Существенен в предлагаемом здесь решении, кроме того, принципиальный отказ от применения связующих материалов, или клеев для создания сцепления между слоем пластика и бумажным слоем и между слоями пластика (в краевой области). Выяснилось, что несмотря на очень различное химическое поведение бумажных слоев и термопластичных полимеров (технического термопласта и целлюлозы),они частично могут сплавляться друг с другом, в результате чего бумажная прослойка оказывается, так сказать, залитой в пластик. Другими словами речь идет не о процессе ламинирования, а скорее о процессе слияния, или вплавлении, так как структуру слоев в этой матрице, в особенности, если с обеих сторон защищенной бумаги используются одинаковые полимеры, уже нельзя различить. В этой связи особого упоминания заслуживает тот факт, что даже полимеры, не имеющие определенной точки плавления, такие как поликарбонат или высокоаморфные полиамиды, при нагревании выше точки перехода в стеклообразное состояние с применением давления образуют такую слоистую структуру. В предпочтительном варианте исполнения применяется поэтому также поликарбонат (Makrofol ID 6-2 фирмы Bayer, Германия), а в другом предпочтительном варианте исполнения высокоаморфный полиамид (например Grilamid TR90 фирмы Ems Grivory, Швейцария). Применение связующих материалов, будь то в форме термоклеев или в других формах, известных из уровня техники, создает множество проблем. Так, например, обычно при применении слоев пластика,смазанных клеем на стороне, обращенной к бумаге, после процесса ламинирования в прозрачном слое возникают помутнения, вызываемые, по-видимому, изменением граничной поверхности между слоем клея и слоем пластика (пленки). В данном случае это невозможно, так как при предпочтительном использовании идентичных пластиков в процессе ламинирования образуется однородный блок пластика, в котором подобные эффекты граничной поверхности вообще не могут возникнуть. Однако прежде всего отказ от связующих материалов приводит к положительным результатам в отношении техники защиты. Так, если применяются пластиковые слои со связующими материалами, в частности клеями, то естественно образуются слоистые структуры, различные слои которых (клей, пластик) обладают различными физическими и химическими свойствами. Эти различные свойства могут быть использованы для того, чтобы отделить эти слои друг от друга. Например, применяемый обычно термоклей имеет относительно низкую точку плавления, или перехода в стеклообразное состояние, типичное значение которой лежит в пределах от 90 до 120 С. А рядом с ним расположен слой пластика, точка плавления, или перехода в стеклообразное состояние, которого находится значительно выше, например, более 140 С. Это различие может быть использовано подделывателями, чтобы разделить слои структуры, не производя необратимых разрушений в слоях пластика. Соответственно, заделка бумаги между двумя слоями пластика, из которых хотя бы один покрыт слоем клея, может быть легко разъединена, и воспрепятствовать подделке можно лишь ограниченно. В противоположность этому в данном случае используются предпочтительно слои пластиков с температурой текучести, или плавления, или перехода в стеклообразное состояние выше 120 С, предпочтительно выше 140 С, и особенно предпочтительно в пределах от 150 до 180 С. В процессе ламинирования или слияния образуется в основном химически и физически однородный блок пластика, который уже не имеет слоистой структуры, которую могли бы затем использовать подделыватели для разделения. К этому добавляется то преимущество, что при применении только таких пластиков с высокой температурой текучести при требуемых условиях изготовления, бумага запрессовывается в слои пластика значительно глубже. При этом происходит проникновение термопластичной пластмассы в бумагу, благодаря чему образуется чрезвычайно прочное и глубокое соединение между бумагой и полимером, которое делает последующее разделение бумаги и пластика или разрушение бумажной структуры практически невозможным. К тому же получается карта, жесткость которой удовлетворяет требованиям, предъявляемым к картам современными стандартами, и которая недостижима при применении адгезивов.-2 006467 Часто возникающие в случае использования адгезивов проблемы деламинирования при интенсивном применении могут быть полностью исключены отчасти благодаря более прочному соединению между пластиком и бумагой, а отчасти благодаря тому, что слой пластика не состоит из различных материалов. При применении адгезивов, или слоев клея бумага бывает заделана обычно в очень тонкий слой клея, что также снижает уровень защиты от подделки. Предпочтительно, в качестве слоев пластика применяются практически идентичные пленки, т.е. пленки с приблизительно одинаковыми физическими свойствами. Лучше всего применять исключительно пленки из одного и того же материала, так чтобы образовывался фактически однородный блок из термопластичного пластика. При этом точка плавления или перехода в стеклообразное состояние самого внутреннего, т.е. непосредственно обращенного к бумаге слоя из слоев пластика, расположенных по одну сторону бумажной прослойки, не отличается поэтому от соответствующей точки плавления или перехода в стеклообразное состояние наружных слоев, если на одной стороне бумажной прослойки используются при изготовлении несколько слоев пластика. Особенно важно то, что температура плавления, или перехода в стеклообразное состояние самого внутреннего слоя не ниже, чем у расположенных снаружи слоев пластика. При применении частично или высокоаморфных полиамидов, какие, например, предлагает фирмаEms Grivory (Швейцария), возможна и даже желательна в смысле изобретения комбинация различных типов. Например, две прослойки из полиамида одного типа (например, типа Grilamid TR 90 фирмы EmsGrivory, Швейцария) могут быть прочно ламинированы или сплавлены с рамочным слоем или прослойкой из полиамида другого типа (например, типа Grivory G21 фирмы Ems Grivory, Швейцария). При этом оба типа относятся к высокоаморфным полиамидам, не имеющим настоящей точки плавления, а только точку перехода в стеклообразное состояние, и образуют в соответствии с изобретением практически неразделимое соединение, какого нельзя достичь с помощью обычных адгезивов, например термоклеев. В данном конкретном случае может быть полезно, чтобы температуры перехода в стеклообразное состояние различались между собой, в особенности, если для ламинирования идентичных слоев требуется большое время вследствие высокой вязкости полимера. Такой полимер, продолжающий сохранять высокую вязкость, и после температуры перехода в стеклообразное состояние, может с помощью, по меньшей мере, одной внутренней, или рамочной, прослойки из полимера, обладающего малой вязкостью при температуре обработки, быть соединен в короткое время и при меньшей температурной нагрузке на нижележащий защищаемый документ. И в этом случае, когда соединяются между собой полимеры двух различных типов, образуется плотное сцепление, недостижимое при соединении с помощью адгезива. Великолепное соединение полиамидов различного типа, часто с очень различными термическими, оптическими и механическими свойствами, типично для этого класса полимеров. Особенно пригодный для использования в тяжелых условиях в смысле изобретения продукт получается при соединении особо прозрачных верхних слоев из высокоаморфного полиамида с внутренними слоями особо вязкого полиамида, например, типа Grilamid 55 LY фирмы Ems Grivory, Швейцария. Подобный эластомеру внутренний слой позволяет создать продукт гораздо менее чувствительный к изгибам и ударам, чем продукт, все слои которого обладают в основном сходными механическими свойствами. Применяемые признаки защиты в принципе относятся к признакам защиты из области ценных бумаг. Иначе говоря, могут, например, применяться: водяные знаки в бумажном слое, защитные элементы,впечатанные в бумажную прослойку, по меньшей мере, частично или на отдельных участках, в особенности защитные полосы или волокна, пластинки и т.п., нанесенные на бумажную прослойку магнитные полосы или микросхемы, радиочастотные идентификаторы, выполненные на бумажном слое защитные рисунки, особенно флюоресцирующие рисунки (возможно с поляризующими свойствами), штрих-коды или рисунки, выполненные методом глубокой печати. Возможны, вообще говоря, так называемые OVD(оптически изменяемые устройства), такие, как например, голограммы или кинеграммы, которые могут наноситься на пленке в виде полос или наклеек. Кроме того, защитные полосы с дополнительными признаками, такими как защитные надписи, флуоресцирующие рисунки или наклейки и т.п. Разумеется, могут применяться и комбинации перечисленных признаков защиты. Возможны также тагганты (например,в виде преобразователей с повышением частоты, могут приниматься в соображение среди прочего антистоксы, например, с применением LUMILUX зеленой UC2 фирмы Honeywell), радужные слои или рисунки, регистры просмотра, микро- и нанорисунки. Согласно первой предпочтительной форме реализации защищенного документа согласно изобретению под термопластичным материалом имеется в виду предпочтительно прозрачный термопластичный поликарбонат (PC), но также и прозрачный термопластичный полиамид, полиэстер, полиэтилентерефталат (PET), полибутилентерефталат (РВТ), поливинилхлорид (PVC), полиметилметакрилат (РММА), акрилнитрил-бутадиен-стирол-кополимер (ABC), полиэтилен (РЕ) или полипропилен (РР), или сочетания различных прослоек из них. В типичных исполнениях слои пластика с каждой стороны бумажной прослойки вместе с этой бумажной прослойкой имеют толщину (полная толщина карточки), составляющую не менее 0,5 мм, а предпочтительно не менее 0,7 мм. Таким образом слой пластика с каждой стороны может составлять около 100-200 и даже 300 мкм при толщине бумажной прослойки около 200-500 мкм.-3 006467 В таком защищенном документе в краевой области, по меньшей мере, на отдельных участках остается прозрачная зона. Чтобы компенсировать толщину бумаги, согласно другой предпочтительной форме реализации изобретения, можно изготовлять документ так, чтобы бумажная прослойка имела несколько меньший размер, чем охватывающие ее с обеих сторон слои пластика, так чтобы с краев, по меньшей мере, местами оставалась прозрачная краевая область, и чтобы в этой краевой области была расположена одна или несколько дополнительных рамочных прослоек из пластика с внутренней вырубкой для бумажной прослойки. Так как такая частично прозрачная краевая область может при определенных обстоятельствах не удовлетворять оптическим требованиям к пластиковой карточке, эту краевую область можно особо окрашивать. Это может быть сделано и в том случае, если рамочный слой не предусматривается, посредством соответствующей модификации по меньшей мере одного из двух слоев пластика в области кромки, в противном случае прозрачной. Это особенно просто реализуется, если один или несколько слоев пластика использовать для рамочной прослойки и выполнить эту рамочную прослойку из соответствующим образом окрашенного или модифицированного пластика, так чтобы карточка затем приобрела единообразный вид, совпадающий с внешним видом известных кредитных или идентификационных карточек. Другой предпочтительный вариант исполнения предлагаемого изобретения, который особенно интересен в связи с защитными полосами или водяными знаками, и, кроме того, может быть оснащен специальной формой защиты, не так известной в области обычных кредитных карточек и идентификационных карт, изготовляемых исключительно из пластика, достигается тем, что бумажная прослойка выполнена таким образом, что защищенный документ частично просвечивает насквозь, по меньшей мере, против источника света. Пластиковые карточки, например кредитные карточки, известные из уровня техники, как правило, не просвечивают, а следовательно в таких карточках не может быть специальных признаков защиты, связанных с прозрачностью карточки. Другая предпочтительная форма исполнения предлагаемого изобретения характеризуется тем, что на бумажную прослойку по меньшей мере с одной стороны в особенности с помощью струйного принтера наносится рисунок или текст, в особенности в виде фотографии или персональных данных. Эта простая возможность внесения персональных данных в подобный защищенный документ делает его изготовление особенно простым и дешевым. Как правило, в качестве бумажной прослойки используется защитная бумага, на которой уже нанесено покрытие, делающее эту защитную бумагу пригодной для печатания на ней струйным принтером. При этом нужно следить за тем, чтобы были выбраны такие чернила и такое покрытие, чтобы изготовление карточки (наплавление пластиковых слоев) не сопровождалось отрицательными эффектами, например расплыванием, смазыванием и т.п. При печати чернила глубоко проникают в бумагу или в покрытие, и так как обычно бумага для струйной печати, как уже упоминалось, легко ломается (расслоение бумаги), применение струйной технологии при печати обеспечивает дальнейшее повышение уровня защиты. Другие предпочтительные формы реализации защищенного документа согласно изобретению описаны в зависимых пунктах формулы изобретения. Далее предлагаемое изобретение относится к способу изготовления защищенного документа, описанного выше. Способ этот отличается тем, что по меньшей мере один слой (прослойка) бумаги (обычно имеется в виду защитная бумага) после внесения персональных данных, в частности с применением струйного принтера, покрывается по меньшей мере одной, но предпочтительно несколькими пластиковыми пленками, предпочтительно из поликарбоната или из предпочтительно высокоаморфных полиамидов, и эта слоистая структура без применения адгезивов, исключительно за счет применения давления и/или повышенной температуры сплавляется в прозрачную оболочку, охватывающую бумажную прослойку по существу со всех сторон. При этом в краевой области возникают зоны, в которых слои пластика сплавляются между собой по всей толщине карты. При этом оказалось выгодным использовать для сплавления сочетание повышенной температуры в области ниже температуры перехода в стеклообразное состояние используемого пластика и давления,превышающего 106 Па (например в области 1,5x106 Па), причем предпочтительно применение определенной последовательности изменения температуры и давления во времени. Так например, в одном ламинаторе в случае поликарбоната сначала поднимается температура до значения порядка 160 С, вслед за этим повышается давление до значения порядка 1,4x106 Па, затем температура понижается приблизительно до 120 С, и затем давление снова повышается приблизительно до 1,5x106 Па или даже до 1,57x106 Па. Как уже упоминалось выше, может оказаться полезным в дополнение к пластиковой пленке, закрывающей бумажную прослойку, применить одну или несколько прозрачных или окрашенных рамочных прослоек. Чтобы придать карте как можно более четкий контур, рекомендуется, кроме того, после сплавления в оболочку в ламинаторе выштамповать защищенный документ для придания ему окончательной формы. Другие предпочтительные варианты реализации предлагаемого изобретением способа изготовления защищенного документа описаны в зависимых пунктах формулы изобретения. Кроме того, предлагаемое изобретение относится к применению защищенного документа, как опи-4 006467 сано выше, в качестве кредитной карты, идентификационной карты или членского билета. Краткое описание фигур чертежей Ниже изобретение описывается более подробно на примерах реализации с использованием чертежей, на которых фиг. 1 показывает предлагаемые изобретением защищенные документы в разрезе, причем а) представляет документ в разрезе до его сплавления с единственным в данном случае слоем пластика с запрессованным элементом защиты, b) соответствующий разрез с применением нескольких слоев пластика с каждой стороны, а также с наклеенным или напечатанным признаком защиты, с) соответствующий разрез с применением двух рамочных прослоек с водяным знаком в бумажном слое, а также d) готовый, т.е. сплавленный защищенный документ; и фиг. 2 - виды предлагаемых изобретением защищенных документов в плане, причем на а) показана карточка со сплошной окантовкой, а на b) карточка с зубчатой окантовкой. Осуществление изобретения На фиг. 1 показаны различные примеры реализации, причем на фиг. 1 а) -1 с) изображены в разрезе неготовые идентификационные карты, в которых расположенные с обеих сторон слои пластика еще не сплавлены. На фиг. 1 а) показан простейший пример реализации. Бумажная прослойка 4 проложена между двумя прозрачными слоями 2 и 3. Прозрачный верхний слой 2 и прозрачный нижний слой 3 в данном случае представляют собой цельные слои пластика. Оба слоя пластика 2 и 3 больше, чем слой бумаги 4, так что на краях оба слоя пластика выступают за бумажную прослойку 4. В этой краевой области слои пластика 2 и 3 будут при сплавлении сплавлены непосредственно между собой. В примерах реализации по фиг. 1 а) - 1 с) слои пластика 2 и 3 представлены практически в окончательном размере. Разумеется, можно также оба слоя подводить в форме бесконечной ленты или полосы,и только после ламинатора вырубать готовые карты. Это же относится к бумажному слою 4, который также может подводиться в виде полосы или ленты, но это будет описано ниже. Слои пластика состоят предпочтительно из поликарбоната. Однако мыслимы и возможны и другие термопластичные пластмассы, например полиэтилен, полипропилен, ABS и другие. В принципе слои пластика 2 и 3 должны состоять из термопластичного материала, допускающего сплавление при таких температурах и давлениях, которые при ламинировании или слиянии не повреждают имеющиеся на бумажном слое 4 или в нем элементы защиты. Иными словами, температура перехода слоев термопластичного пластика в стеклообразное состояние должна быть ниже 150-180 С или 200 С, что еще позволяет использовать поликарбонат. Кроме того, разумеется по меньшей мере один из двух слоев пластика должен быть прозрачным, чтобы нанесенная на бумажную прослойку 4 информация и расположенные на бумажном слое 4 или в нем элементы защиты были видны после сплавления. Другими словами, подведенный слой пластика не обязательно должен быть прозрачным до сплавления, но должен быть прозрачным после сплавления в оболочку, окружающую бумажную прослойку. В рамках рассматриваемых здесь примеров реализации в качестве пластиковой пленки применена поликарбонатная пленка, выпускаемая фирмой Bayer, Германия, под названием Makrofol ID 6-2. При этом применялась пленка толщиной 50, 100, 150 и 300 мкм. Чтобы можно было обеспечить необходимую толщину в примере реализации, изображенном на фиг. 1 а), с каждой стороны использовалась такая поликарбонатная пленка толщиной 300 мкм. Дело в том, что если такая карта должна использоваться в качестве карты идентификации, то она должна удовлетворять требованиям международных стандартов, в частности стандарта ISO/IEC 7810, в котором среди прочего указано, что толщина такой идентификационной карты должна составлять 0,76 мм с допуском в пределах 0,008 мм. Поликарбонат удовлетворяет вышеназванному стандарту и в том отношении, что должна быть соблюдена и требуемая жесткость (ср. главу 8.1.1 стандарта ISO/IEC 7810). Пластиковые пленки могут, если требуется, обладать и поляризующими свойствами. Эти свойства должны в основном сохраняться и после процесса ламинирования, если в сочетании с ниже расположенными флюоресцирующими защитными чернилами должен наблюдаться соответствующий защитный эффект ("триггерный" эффект при вращательной поляризации при облучении ультрафиолетовым или инфракрасным светом). Вообще, в рамках предлагаемого изобретения можно также вместо сплавления предусмотренных с двух сторон пластиковых пленок изготовлять карту, вкладывая защищенную бумагу в более или менее свободную оболочку из пластикового (например поликарбонатного) гранулята, и затем сплавляя ее под действием температуры и давления в твердую матрицу. Для этой цели карта вкладывается в форму, которая перед этим или после этого заполняется гранулятом, а затем сплавляется в ламинаторе или в аппарате для сплавления под действием температуры и давления. Бумажная прослойка 4 представляет собой защищенную бумагу по меньшей мере с одним, а предпочтительно с комбинацией нескольких признаков защиты. Бумажная прослойка 4 должна быть рассчитана на печатание на ней с помощью струйного принтера, т.е. она должна иметь покрытия, допускающие восприятие и фиксацию на субстрате соответствующих чернил. Конкретно в данном случае применяется бумага с покровным слоем, выпускаемым фирмой Landqart, Швейцария, под названием Digisafe. Плотность бумаги составляла 90 г/м 2. Вообще, отмечено, что бумага для высокого уровня защиты по возмож-5 006467 ности должна быть настолько тонкой, чтобы чернила проникали на значительную часть толщины, чем затруднялось бы расщепление бумаги. Но с другой стороны само собой разумеется, что бумага должна быть достаточно толстой, чтобы обеспечивать требуемую непрозрачность и требуемые типографские свойства. Например, бумажная прослойка 4, изображенная на фиг. 1 а), имеет признак защиты в виде впрессованного в бумажную прослойку защитного элемента 5. Это может быть, например, защитная полоска(например, полоска пластика с напыленным металлическим слоем, причем в соответствующих случаях дополнительно могут быть использованы флюоресцирующие краски), которая либо так впущена в бумажную массу, что она нигде не выступает на поверхность бумажной прослойки 4, либо в форме так называемой "window-полоски, которая в отдельных местах (окнах) выходит на ту и/или другую поверхность. Подобные защитные полосы и способы их внедрения в бумагу хорошо известны из области банкнот. Могут применяться и так называемые меланжевые волокна. На фиг. 1b) показан в разрезе соответствующий пример реализации, в котором, однако, слои пластика 2 и 3 не сплошные, а многослойные. В этом конкретном случае с каждой стороны бумажной прослойки 4 расположены одна на другой по 4 пленки, образующие пластиковые слои 6 и 7. Отдельные слои могут при этом иметь толщину по 100 мкм. В примере, изображенном на фиг. 1b), бумажная прослойка 4 имеет один признак защиты в форме напечатанного или наклеенного элемента защиты 8. Этим элементом защиты может быть, например, защитная надпечатка, как это известно из области банкнот. Могут приниматься в соображение также глубокая печать, печать флюоресцирующими или фосфоресцирующими чернилами или пигментами, микропечать, штрих-коды и др. В качестве альтернативных или дополняющих признаков защиты могут применяться тагганты, радужная печать, пластинки, микропечать и др. В качестве элементов защиты 8, как показано на фиг. 1b), могут использоваться, например, наклеенные или нанесенные иным способом на бумажную прослойку 4 такие элементы, как кинеграммы, голограммы, микросхемы, магнитные полосы (они могут наноситься и дополнительно снаружи), RFID (радиочастотные идентификационные устройства). При этом нужно при определенных условиях обращать внимание на то, чтобы эти элементы защиты не повреждались в процессе сплавления или ламинирования, т.е. должны применяться такие пластики, температура перехода которых в стеклообразное состояние достаточно низка, или такие, которые сплавляются при достаточно низком давлении, но температура перехода в стеклообразное состояние которых все же выше (типичное значение 120oС), чем у распространенных термоклеев, так как иначе не может произойти истинное сплавление матрицы. В дополнение к этим нанесенным на бумажную прослойку 4 элементам защиты изобретение допускает применение дополнительных элементов защиты, которые для проверки или для безотказного функционирования нуждаются в прозрачном субстрате. Такими элементами защиты являются, например, поляризованные поглощающие и/или излучающие пленки, дихроичные зеркала, цветные фильтры, поглощающие УФ-фильтры, фасонные решетки и т.д. Они могут размещаться, например, в рамочном слое или в вырезе бумажной прослойки. На фиг. 1 с) показан еще один пример реализации, в котором в дополнение к двум покрывающим всю поверхность слоям пластика 6 и 7 предусмотрена специальная рамочная прослойка 9 (в данном конкретном примере их две). Эта рамочная прослойка 9 имеет центральный вырез, которому по возможности точно соответствует бумажная прослойка 4. Назначение этой рамочной прослойки 9 с одной стороны состоит в том, чтобы избежать утончения в области кромок в процессе ламинирования вследствие того факта, что в этой области кромок отсутствует бумажная прослойка. С другой стороны эту рамочную прослойку 9 можно окрасить или использовать для нее окрашенный или непрозрачный пластик, чтобы в тех местах, где бумажная прослойка 4 не доходит до наружного края готовой карты, вся карта не выглядела прозрачной. На фиг. 1 с) в качестве элемента защиты схематически изображен водяной знак 10. Это особенно предпочтительный элемент защиты в связи с предлагаемым изобретением, так как он еще не нашел применения в обычных пластиковых карточках, его очень трудно подделать, и он представляет собой так называемый "human-feature", т.е. признак защиты, который может быть обнаружен простым глазом, глядя против света, без всяких специальных приборов. Особенно предпочтительным водяным знаком 10 является так называемый серый градационный водяной знак, который может быть изготовлен только в специальных условиях с применением специальных бумажных машин, и известен из области защищенных бумаг (в особенности банкнот). Слоистые структуры по фиг. 1 а) - 1 с) посредством ламинирования сплавляются в окончательную идентификационную карту, такую, как изображена на фиг. 1d). Приведенный здесь пример относится к карте толщиной 0,760,08 мм в соответствии со стандартом ISO. Для этого слоистые структуры подвергаются в ламинаторе воздействию повышенного давления и повышенной температуры, причем устанавливаются такое давление и такая температура, чтобы была достигнута область перехода используемых пластиковых пленок в стеклообразное состояние. Предпочтительно применение определенного профиля,т.е. последовательности изменения температуры и давления во времени. Так например, в данном примере с применением поликарбоната сначала поднимается температура до 157,7 С, затем производится вы-6 006467 держка при этой температуре продолжительностью около 50 с, затем в течение около 50 с производится охлаждение с помощью вентилятора, вслед за этим прикладывается повышенное давление около 1,42x106 Па, затем при постоянном давлении температура понижается приблизительно до 120 С, после чего давление снова повышается приблизительно до 1,5x106 Па или даже до 1,57x106 Па. В конце производится охлаждение до 30 С, и ламинатор открывается. В конкретном случае использовался ламинатор фирмы Oakwood, США. В заключение карты выштамповываются для получения четко выраженной кромки. При взгляде на фиг. 1d) с левой стороны, в области кромки 14 заметно небольшое уменьшение толщины карточки. Это утончение может возникнуть, если не применять рамочную прослойку 9, которая компенсирует отсутствие у кромки бумажной прослойки 4. С правой стороны показана идеально выполненная область кромки. На фиг. 1d) по причинам, связанным с техникой изображения, между бумажным слоем 4 и сплавленной оболочкой 13 показан зазор, хотя в действительности в процессе ламинирования между бумажным слоем и пластиковой пленкой образуется тесная связь. Пластик в процессе ламинирования проникает в волокна бумаги или в покрытия бумажной прослойки 4 и как бы скрепляет оболочку 13 с бумажным слоем 4. Поэтому после ламинирования уже невозможно отделить слой пластика от бумажной прослойки, не отрывая вместе со слоем пластика, по меньшей мере, частично верхний слой бумажной прослойки. Этим обеспечивается органически более высокий уровень защиты такой идентификационной карты. Еще один возможный при такой технологии признак защиты состоит в том, чтобы выполнять в бумажном слое специальную перфорацию (например последовательность отверстий, образующую цифры или текст), в которую затем при сплавлении проникают слои пластика. На фиг. 2 примеры реализации изображены в плане. На фиг. 2 а) изображена идентификационная карта, по всему периметру которой проходит прозрачная кромка 14. В области этой кромки 14 оболочка 13 полностью сплавлена, и поэтому практически невозможно, в отличие от обычных склеенных карточек, отделить верхний и нижний пластиковые слои друг от друга в целях подделки такой идентификационной карточки. Идентификационная карта 11 имеет заделанную в бумагу защитную полоску 15 и водяной знак 10, который в точности, как и защитную полоску 15, можно различить, в особенности на просвет. Кроме того, на идентификационной карте имеется текст 16, содержащий персональные данные. Этот текст может наноситься, например струйным принтером, перед ламинированием. Дополнительно или на другой стороне можно, разумеется, напечатать цветное фото и другую информацию в соответствии с назначением карточки. На фиг. 2b) изображен пример реализации, в котором прозрачная кромка 14 проходит не по всему периметру. Край бумажной прослойки здесь зубчатый, наподобие почтовой марки. Соответственно образуются участки с прозрачными кромками 14. Разумеется, эти кромки можно окрасить, так чтобы при взгляде на карточку никакой прозрачной области не обнаруживалось. Зубчатый край имеет то преимущество, что такую бумажную прослойку при соответствующем предварительном перфорировании (подобно листу почтовых марок) можно подводить целиком в виде ленты. Печатание можно производить сразу на всей такой бумажной ленте, затем покрывать ее с обеих сторон однослойным или многослойным пластиком, после чего направлять в ламинатор. После этого остается только предписанным образом вырубить из полученного листа индивидуальные карты 11. В основном из предложенного способа вытекают следующие преимущества по сравнению с уровнем техники: Обычно в уровне техники применяется пластиковая карта, в которую персональные данные заносятся посредством лазерного гравирования. Для этого требуется активный поликарбонатный слой, на который с помощью лазерного луча наносится текст. В противоположность этому в предлагаемой карте простым способом используется защищенная бумага, на которую наносится защитный текст и др. Персональные данные вводятся с помощью струйной печати. Текст, выполненный способом лазерного гравирования, сам по себе добавочной защиты не предоставляет, так как его легко имитировать с помощью лазерного копировального устройства или лазерного принтера. Защита карты с лазерной гравировкой должна обеспечиваться дополнительными элементами, например, OVD. При струйной печати согласно предлагаемому изобретению можно, например, дополнительно изменить чернила, так чтобы их было трудно имитировать. Это возможно с помощью УФ или ИК активных компонентов цветных оттенков: Эти признаки защиты можно легко обнаружить простыми инструментами, например УФ-лампой или считывателем шрифта OCR-B, или простым глазом. Введением реактивных красителей, которые вызывают изменение цвета после применения отбеливателей (средств для удаления чернил), кислот, растворителей или щелочей можно защитить бумагу от манипуляций, что невозможно при чисто пластиковой карте. Большое преимущество струйного принтера состоит в его способности печатать цветные изображения с отличным фотографическим качеством. Лазерное гравирование позволяет создавать только черно-белые изображения с относительно глубоким разрешением. Что касается оболочки, то в уровне техники поликарбонат сплавляется с активным слоем. В противоположность этому в данном случае бумага сплавляется в виде вставки (inlay) в поликарбонатный слой с другими поликарбонатными слоями. При предлагаемой карте с сердцевиной из защищенной бумаги,которая уже сама по себе соответствует документу высокого уровня защиты, который применяется, на-7 006467 пример, в паспортах, добавляется все то, что может предложить настоящая пластиковая карта. В этом отношении не существует никаких ограничений. С помощью специального исполнения краевой области пленки, в которую заключена защищенная бумага, могут быть созданы дополнительные преграды для подделывателей. Эту область можно также заполнять цветной печатью, что открывает возможность для любых вариантов оформления. Испытания показали, что разделить комбинацию из бумаги и пластика очень трудно, так как с одной стороны пластик сплавляется в единое тело и явная слоистая структура при этом исчезает, а с другой стороны чернила при печати глубоко проникают в бумагу и, кроме того, в процессе слияния диффундируют в пластик. Поэтому не так просто манипулировать со слоем, поскольку оригинальное изображение сохраняется на другом слое и, следовательно, остается видимым. Это значительно увеличивает трудности для подделывателей. В предлагаемую новую карту может быть также внедрен лазерно-активный слой, так что при желании можно дополнительно нанести текст и с помощью этой технологии. Что касается поверхности, то в уровне техники в пластиковых карточках обычно в качестве признаков защиты применяются голограммы, кинеграммы, перфорация, специальные печатные технологии,тиснение, тактильные свойства и др. Так как предлагаемая здесь карта имеет такую же структуру поверхности, что и карта из уровня техники, то никаких ограничений по сравнению с обычной пластиковой картой не существует. Введенные в бумагу признаки защиты, такие как водяные знаки, полоски, меланжевые волокна и т.п. видны сквозь карту и являются признаками защиты очень высокого уровня. Это дает возможность предложить лучше защищенные карты при значительно меньшей стоимости. Если все же эти признаки желательны для поверхности, то могут быть изготовлены карты с невероятно высоким уровнем защиты. Ведь нужно учитывать, что защищенность с одной стороны определяется качеством признаков защиты, а с другой стороны сильно повышается, увеличиваясь как бы на порядок, за счет комбинации различных признаков. Тесно переплетенные между собой технологии, примененные на узком пространстве, предельно затрудняют действия подделывателей. Манипуляции с документом, а тем более полная подделка, становятся вследствие этого настолько сложными, что они перестают оправдывать себя экономически. В отношении оснащения носителями информации предлагаемые карты также не уступают уровню техники. Магнитные полоски могут наноситься на бумажную прослойку или, что лучше, уже на готовую наружную сторону карты. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Защищенный документ (11) по меньшей мере с одной бумажной прослойкой (4), покрытой с обеих сторон прозрачным слоем пластика (2, 3, 6, 7, 13), отличающийся тем, что бумажная прослойка (4) представляет собой защищенную бумагу по меньшей мере с одним признаком защиты (5, 8, 10, 15, 16) и что слои пластика (2, 3, 6, 7, 13) представляют собой термопластичный материал, который только за счет применения повышенного давления и/или повышенной температуры сплавлен в прозрачную оболочку(13), причем, по меньшей мере, на отдельных участках имеется краевая область (14), в которой слои пластика (2, 3, 6, 7, 9, 13) непосредственно соприкасаются между собой и в которой слои пластика (2, 3, 6, 7,13) состоят исключительно из термопластичного материала с точкой перехода в стеклообразное состояние выше 100 С. 2. Защищенный документ (11) по п.1, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) сплавлены в оболочку (13) без применения связующих материалов, например адгезивов. 3. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят из одного и того же термопластичного материала. 4. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят исключительно из термопластичного материала с точкой перехода в стеклообразное состояние выше 100 С, предпочтительно выше 120 С, особенно предпочтительно в диапазоне от 140 до 200 С. 5. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что он является картой, предназначенной для идентификации и/или опознания ее владельца с последующим предоставлением ему права на доступ или на получение, в частности кредитной картой, идентификационной картой, пропуском или членским билетом. 6. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что признаком защиты является водяной знак (10) в бумажной прослойке (4) или элемент защиты (5), внедренный в бумажную прослойку (4), по меньшей мере, частично или на отдельных участках, такой как защитная полоска (15) или меланжевые волокна, или нанесенная на бумажную прослойку (4) магнитная полоска(8), или оптически изменяемое устройство, или радиочастотное идентификационное устройство, или микросхема, или нанесенный на бумажную прослойку (4) защитный текст, в частности в форме флюоресцирующей печати (8) или глубокой печати (8), или комбинация этих признаков защиты. 7. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что термопластичный материал предпочтительно представляет собой прозрачный термопластичный поликарбонат(PC), или также термопластичные прозрачные полиамиды, полифталамиды, полиэстер, полиэтилентерефталат (PET), полибутилентерефталат (РВТ), поливинилхлорид (PVC), полиметилметакрилат (РММА),акрилнитрил-бутадиен-стирол-кополимеры (ABS), или их смеси, или комбинации. 8. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) с каждой стороны бумажной прослойки (4) и бумажная прослойка (4) совместно имеют толщину по меньшей мере от 0,5 мм до предпочтительно по меньшей мере 0,7 мм. 9. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что размер бумажной прослойки (4) немного меньше размера покрывающих ее с обеих сторон слоев пластика (2, 3,6, 7, 13), так что по краям, по меньшей мере, на отдельных участках остается прозрачная бесцветная, или окрашенная непрозрачная, или бесцветная непрозрачная краевая область (14) и что в этой краевой области (14) расположены одна или несколько дополнительных рамочных прослоек (9) из пластика, имеющих внутреннюю выштамповку, в которой заключена бумажная прослойка (4). 10. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что бумажная прослойка (4) выполнена таким образом, что защищенный документ, по меньшей мере, на просвет против источника света полупрозрачен. 11. Защищенный документ (11) по одному из предыдущих пунктов, отличающийся тем, что на бумажной прослойке (4) по меньшей мере с одной стороны, предпочтительно с помощью струйного принтера, нанесена надпечатка (16), представляющая собой в основном фотографию и/или персональные сведения. 12. Способ изготовления защищенного документа (11), заявленного в любом из пп.1-11, отличающийся тем, что по меньшей мере одну бумажную прослойку (4) после внесения персональных данных(16), в особенности с применением струйного принтера, покрывают с каждой стороны по меньшей мере одним, а предпочтительно несколькими слоями пластиковой пленки, предпочтительно из поликарбоната,и эту слоистую структуру без применения связующих материалов, например адгезивов, с помощью давления и/или повышенной температуры сплавляют в прозрачную оболочку (13), по существу, со всех сторон охватывающую бумажную прослойку (4). 13. Способ по п.12, отличающийся тем, что слои пластика (2, 3, 6, 7, 13) состоят из одного и того же термопластичного материала. 14. Способ по одному из пп.12 или 13, отличающийся тем, что для сплавления используют комбинацию повышенной температуры в области, лежащей ниже температуры перехода применяемого пластика в стеклообразное состояние, и давления более 106-1,6x106 Па, причем особенно предпочтительно применяют специальную последовательность изменения давления и температуры во времени. 15. Способ по одному из пп.12-14, отличающийся тем, что дополнительно к пластиковым пленкам(2, 3, 6, 7) вокруг бумажной прослойки (4) располагают одну или несколько прозрачных бесцветных, или окрашенных непрозрачных, или бесцветных непрозрачных рамочных прослоек (9) или их комбинаций. 16. Способ по одному из пп.12-15, отличающийся тем, что после сплавления в оболочку (13) защищенный документ (11) подвергают штамповке для приобретения окончательной формы. 17. Применение защищенного документа (11), заявленного в одном из пп.1-11, в качестве карты,предназначенной для идентификации и/или опознания ее владельца с последующим предоставлением ему права на доступ или на получение, в частности в качестве удостоверения личности, кредитной карты, идентификационной карты, пропуска или членского билета.
МПК / Метки
МПК: B42D 15/10
Метки: идентификационная, способ, изготовления, карта, карты
Код ссылки
<a href="https://eas.patents.su/11-6467-identifikacionnaya-karta-i-sposob-izgotovleniya-takojj-karty.html" rel="bookmark" title="База патентов Евразийского Союза">Идентификационная карта и способ изготовления такой карты</a>
Идентификационная карта и способ расчетов с помощью идентификационной карты
Номер патента: 2356
Опубликовано: 25.04.2002
Автор: Риттер Рудольф
МПК: H04M 15/00
Метки: идентификационной, идентификационная, карты, расчетов, способ, помощью, карта
Формула / Реферат:
1. Способ расчетов, предназначенный для взимания платы за телефонное соединение абонента телекоммуникационной сети (2), идентифицируемого посредством идентификационной карты (10), заключающийся в том, что определяют продолжительность соединения, причем продолжительность соединения измеряется устройством (100) для хронометража, встроенным в идентификационную карту (10), рассчитывают подлежащую оплате сумму в зависимости от определенной...
Идентификационная карта и проездной документ
Номер патента: 6422
Опубликовано: 29.12.2005
Авторы: Ван Дер Берг Ян, Бюрсма Корнелис, Весселинк Вильхельмус Йоханнес
МПК: B42D 15/10
Метки: идентификационная, проездной, документ, карта
Формула / Реферат:
1. Идентификационная карта (1), имеющая слоистую структуру из пластика с первым (6) и вторым (7) центральными слоями из пластика, сплавленными вместе, причем указанный первый центральный слой имеет зону, на которой простирается полупроводниковая микросхема (14), отличающаяся тем, что антенна (15), соединенная с указанной микросхемой, расположена между указанными сплавленными центральными слоями и простирается вокруг их периферии, каждый...
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4965
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 9/12
Метки: изготовления, способ, пластмассы, труба, упрочненная, трубы
Формула / Реферат:
1. Многослойная упрочненная пластмассовая труба, состоящая из трубчатого стержня на основе полимерного состава, на который намотаны упрочняющие полосы, содержащие ориентированный полимерный состав, отличающаяся тем, что полосы выбирают из тех, которые удовлетворяют следующему соотношению: где IR - коэффициент сопротивления упрочняющей полосы, рассчитываемый следующим образом: где s представляет максимальное значение напряжения, полученного...
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4977
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 11/08, B32B 27/08
Метки: упрочненная, способ, пластмассы, трубы, труба, изготовления
Формула / Реферат:
1. Многослойная пластмассовая труба, состоящая из трубчатого стержня на основе полимерной композиции, отличающаяся тем, что она защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый слой совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем. 2. Труба по п.1, отличающаяся тем, что стержень включает полимерный состав ориентированной в...
Фармацевтическая лекарственная форма, включающая 2-[[(2-пиридинил) метил] сульфинил] бензимидазол, обладающий противоязвенной активностью, и способ изготовления такой лекарственной формы
Номер патента: 2502
Опубликовано: 27.06.2002
Авторы: Педерсен Серен Болс, Серенсен Карен Айхстетт, Хенриксен Кристиан Лунд, Канн Хелле
МПК: A61P 1/04, A61K 31/44
Метки: лекарственной, метил, бензимидазол, изготовления, фармацевтическая, активностью, 2-[[(2-пиридинил, обладающий, противоязвенной, лекарственная, способ, форма, формы, включающая, сульфинил
Формула / Реферат:
1. Пероральная фармацевтическая лекарственная форма, включающая 2-[[(2-пиридинил)метил]сульфинил]бензимидазол, обладающий противоязвенной активностью, в качестве активного ингредиента, причем указанная лекарственная форма состоит из гранул, имеющих, по существу, инертное ядро, покрытое i) внутренним покрывающим слоем, состоящим из бензимидазола, дезинтегранта и поверхностно-активного вещества в матрице из расплавляемого покрывающего вещества, по...
Предыдущий патент: Контейнер в виде стакана и крышка к нему
Следующий патент: Бурение скважины
Случайный патент: 8-[3-аминопиперидин-1-ил]ксантины, их получение и их применение в качестве ингибиторов dpp - iv