Способ получения поглощающего изделия
Формула / Реферат
1. Способ получения поглощающего изделия, в котором
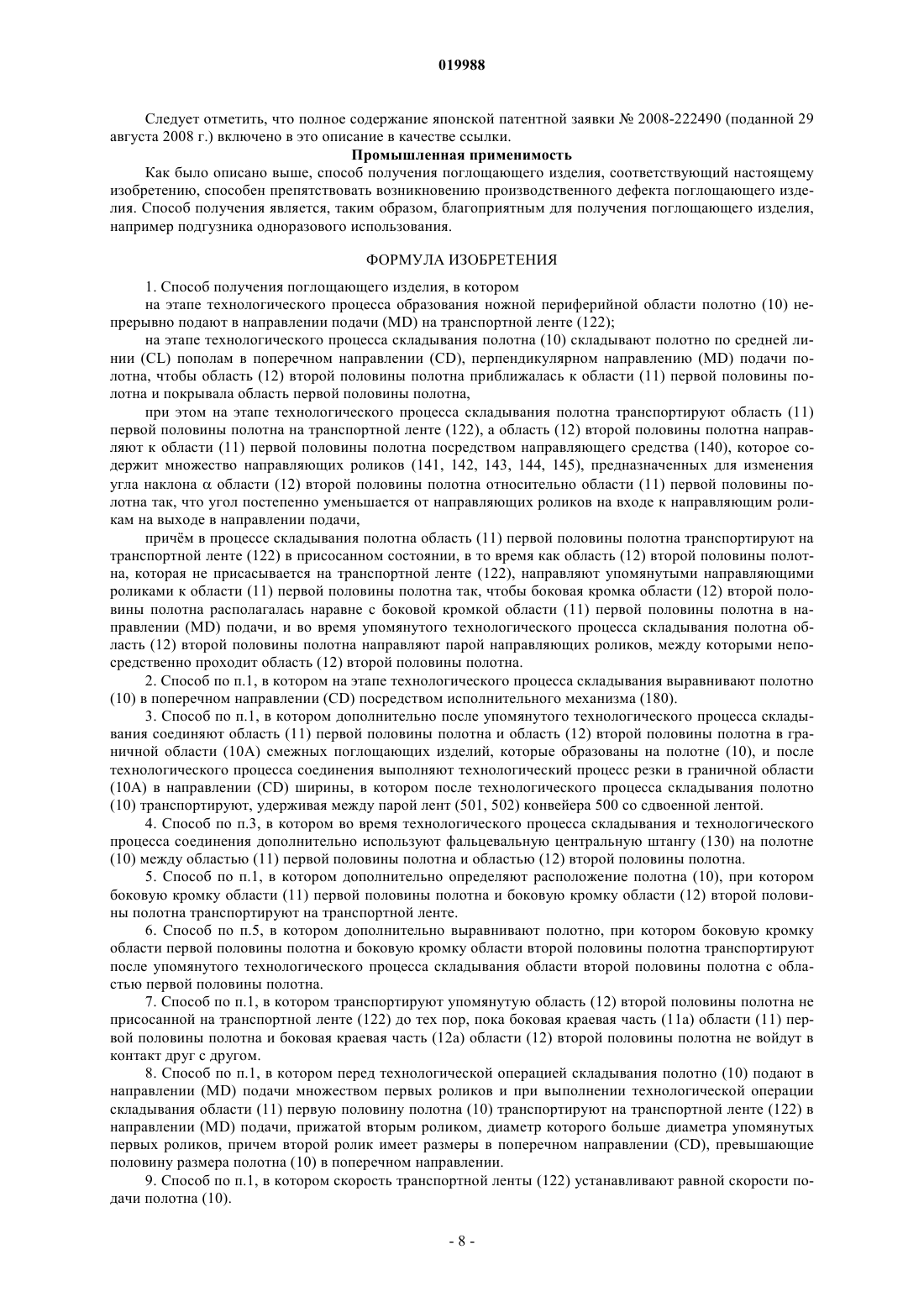
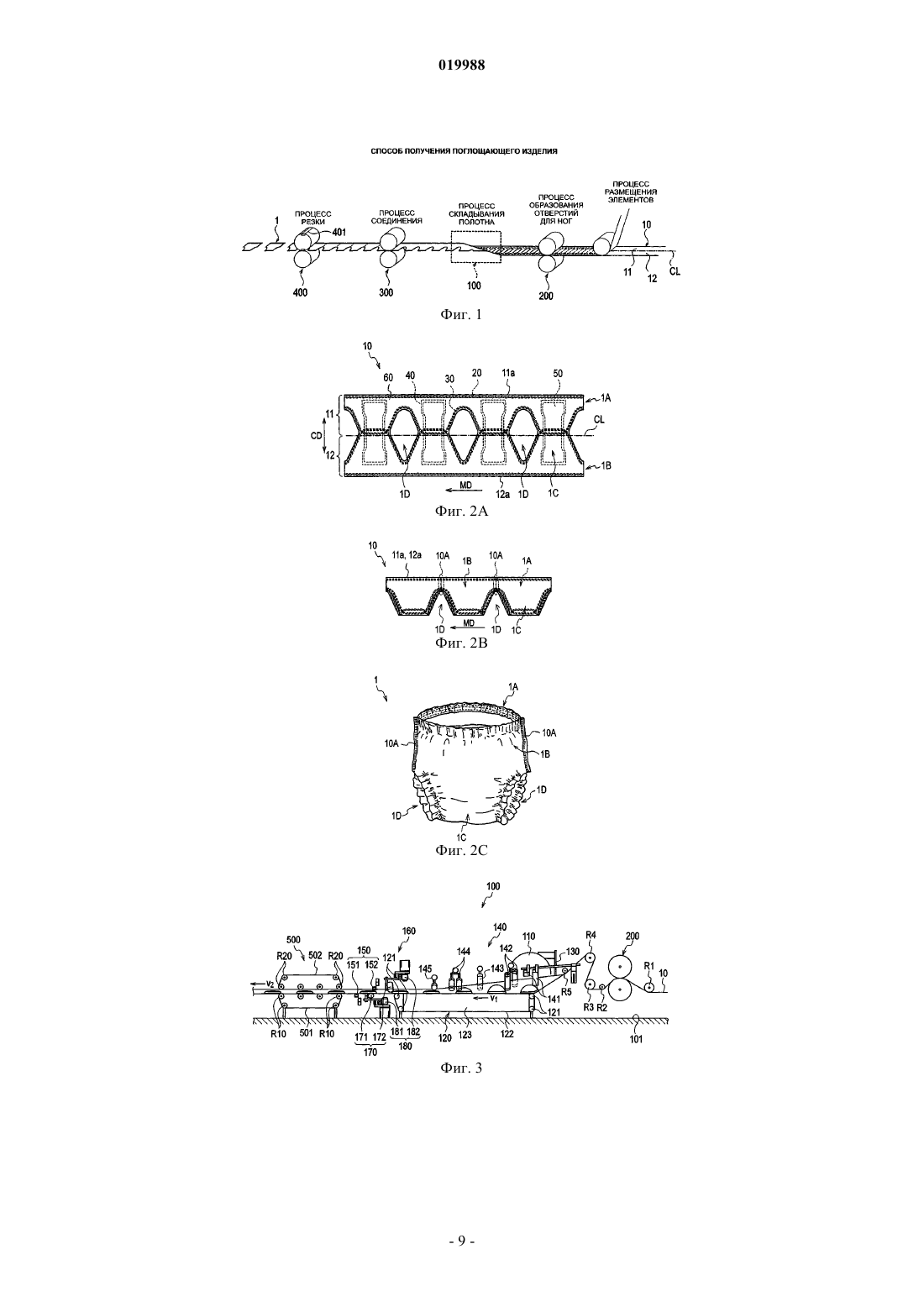
на этапе технологического процесса образования ножной периферийной области полотно (10) непрерывно подают в направлении подачи (MD) на транспортной ленте (122);
на этапе технологического процесса складывания полотна (10) складывают полотно по средней линии (CL) пополам в поперечном направлении (CD), перпендикулярном направлению (MD) подачи полотна, чтобы область (12) второй половины полотна приближалась к области (11) первой половины полотна и покрывала область первой половины полотна,
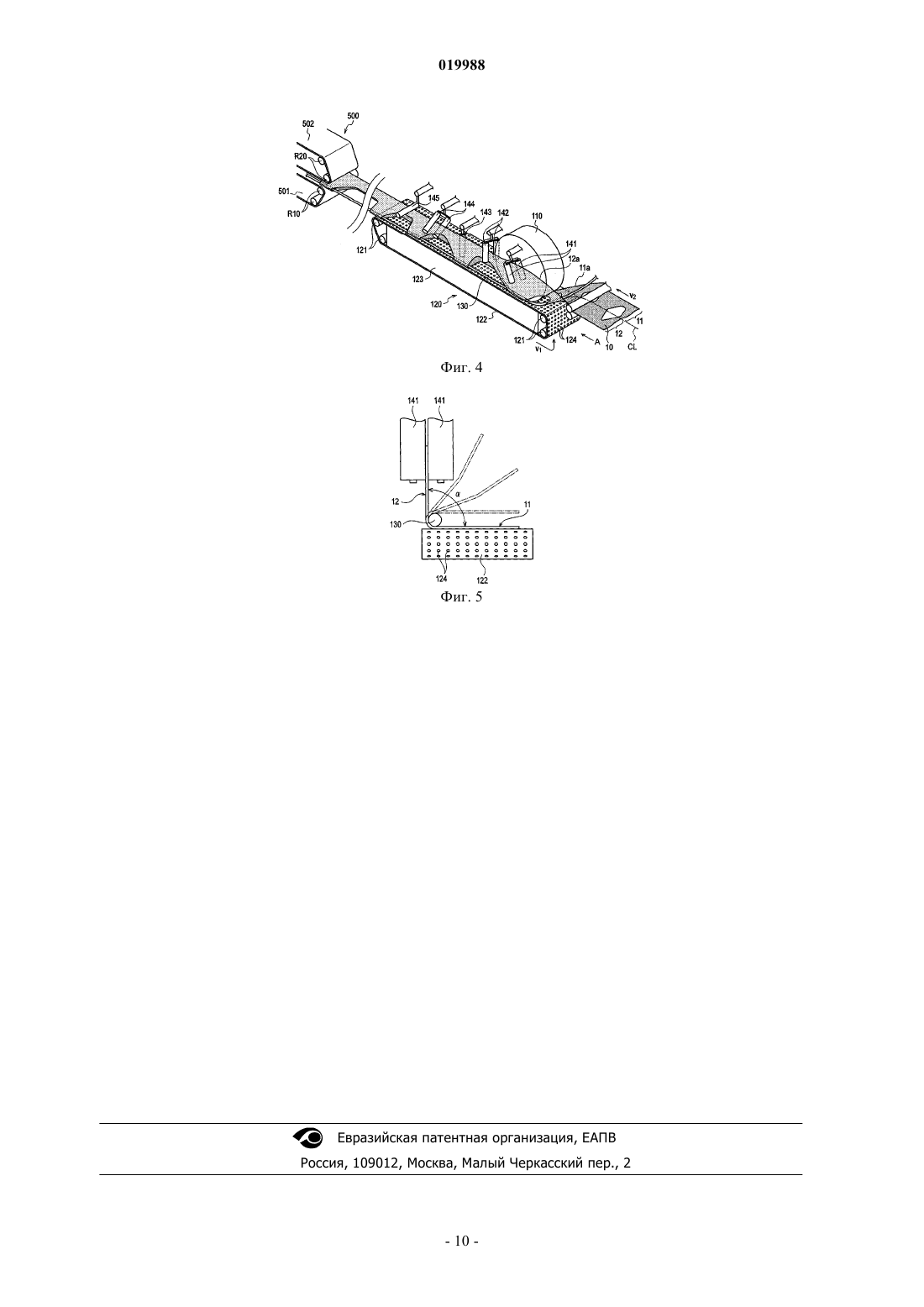
при этом на этапе технологического процесса складывания полотна транспортируют область (11) первой половины полотна на транспортной ленте (122), а область (12) второй половины полотна направляют к области (11) первой половины полотна посредством направляющего средства (140), которое содержит множество направляющих роликов (141, 142, 143, 144, 145), предназначенных для изменения угла наклона α области (12) второй половины полотна относительно области (11) первой половины полотна так, что угол постепенно уменьшается от направляющих роликов на входе к направляющим роликам на выходе в направлении подачи,
причём в процессе складывания полотна область (11) первой половины полотна транспортируют на транспортной ленте (122) в присосанном состоянии, в то время как область (12) второй половины полотна, которая не присасывается на транспортной ленте (122), направляют упомянутыми направляющими роликами к области (11) первой половины полотна так, чтобы боковая кромка области (12) второй половины полотна располагалась наравне с боковой кромкой области (11) первой половины полотна в направлении (MD) подачи, и во время упомянутого технологического процесса складывания полотна область (12) второй половины полотна направляют парой направляющих роликов, между которыми непосредственно проходит область (12) второй половины полотна.
2. Способ по п.1, в котором на этапе технологического процесса складывания выравнивают полотно (10) в поперечном направлении (CD) посредством исполнительного механизма (180).
3. Способ по п.1, в котором дополнительно после упомянутого технологического процесса складывания соединяют область (11) первой половины полотна и область (12) второй половины полотна в граничной области (10А) смежных поглощающих изделий, которые образованы на полотне (10), и после технологического процесса соединения выполняют технологический процесс резки в граничной области (10А) в направлении (CD) ширины, в котором после технологического процесса складывания полотно (10) транспортируют, удерживая между парой лент (501, 502) конвейера 500 со сдвоенной лентой.
4. Способ по п.3, в котором во время технологического процесса складывания и технологического процесса соединения дополнительно используют фальцевальную центральную штангу (130) на полотне (10) между областью (11) первой половины полотна и областью (12) второй половины полотна.
5. Способ по п.1, в котором дополнительно определяют расположение полотна (10), при котором боковую кромку области (11) первой половины полотна и боковую кромку области (12) второй половины полотна транспортируют на транспортной ленте.
6. Способ по п.5, в котором дополнительно выравнивают полотно, при котором боковую кромку области первой половины полотна и боковую кромку области второй половины полотна транспортируют после упомянутого технологического процесса складывания области второй половины полотна с областью первой половины полотна.
7. Способ по п.1, в котором транспортируют упомянутую область (12) второй половины полотна не присосанной на транспортной ленте (122) до тех пор, пока боковая краевая часть (11а) области (11) первой половины полотна и боковая краевая часть (12а) области (12) второй половины полотна не войдут в контакт друг с другом.
8. Способ по п.1, в котором перед технологической операцией складывания полотно (10) подают в направлении (MD) подачи множеством первых роликов и при выполнении технологической операции складывания области (11) первую половину полотна (10) транспортируют на транспортной ленте (122) в направлении (MD) подачи, прижатой вторым роликом, диаметр которого больше диаметра упомянутых первых роликов, причем второй ролик имеет размеры в поперечном направлении (CD), превышающие половину размера полотна (10) в поперечном направлении.
9. Способ по п.1, в котором скорость транспортной ленты (122) устанавливают равной скорости подачи полотна (10).

Текст
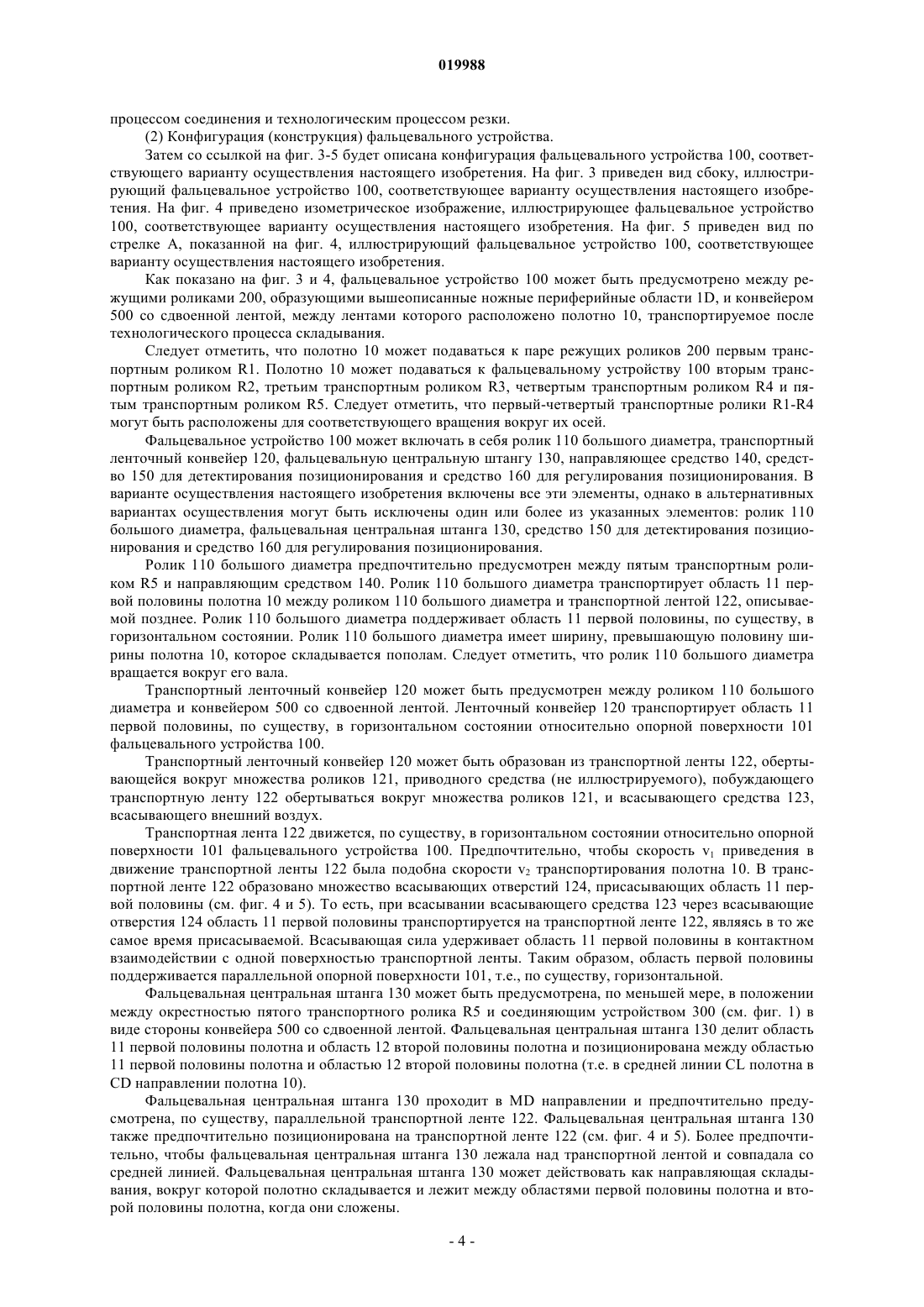
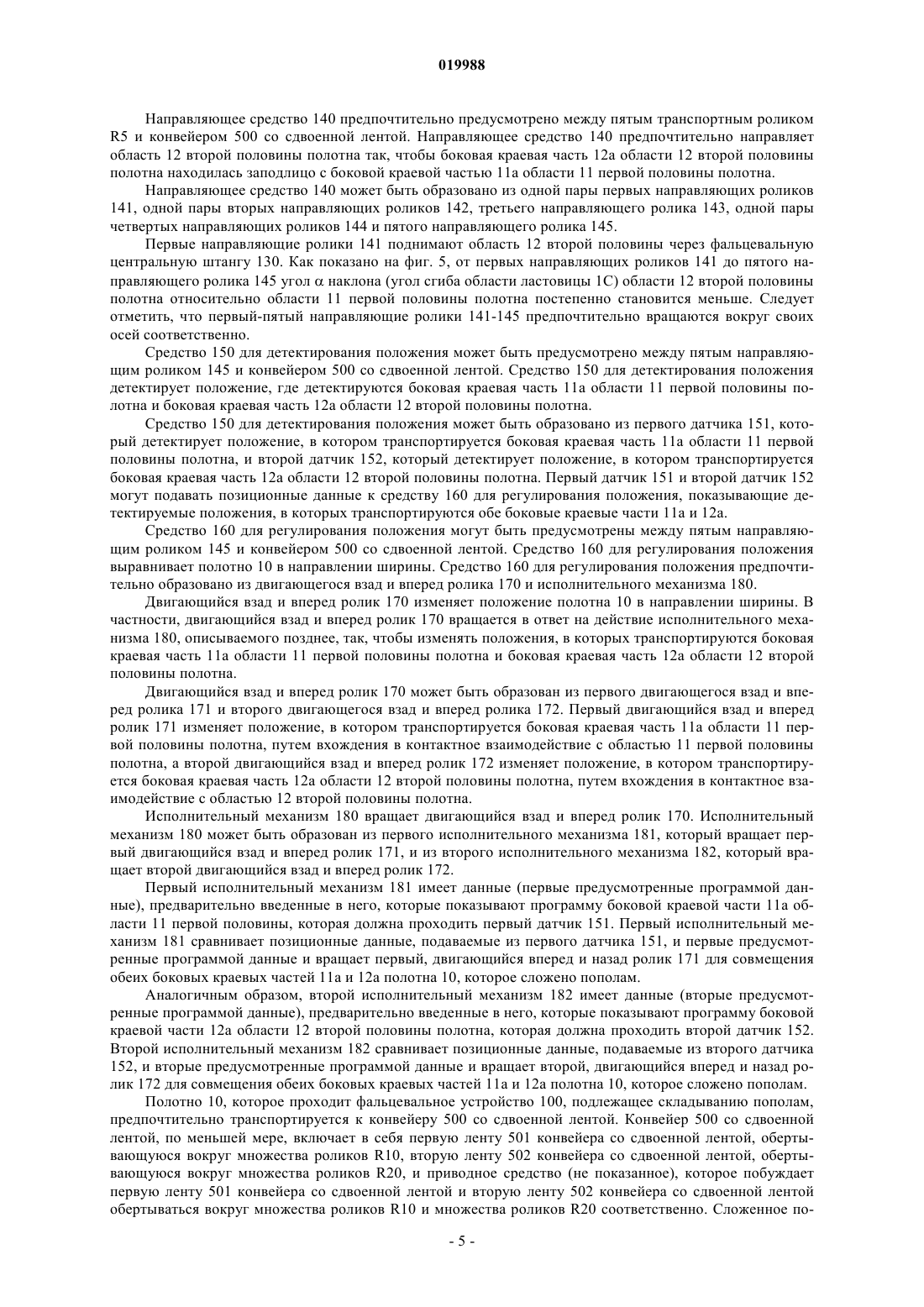
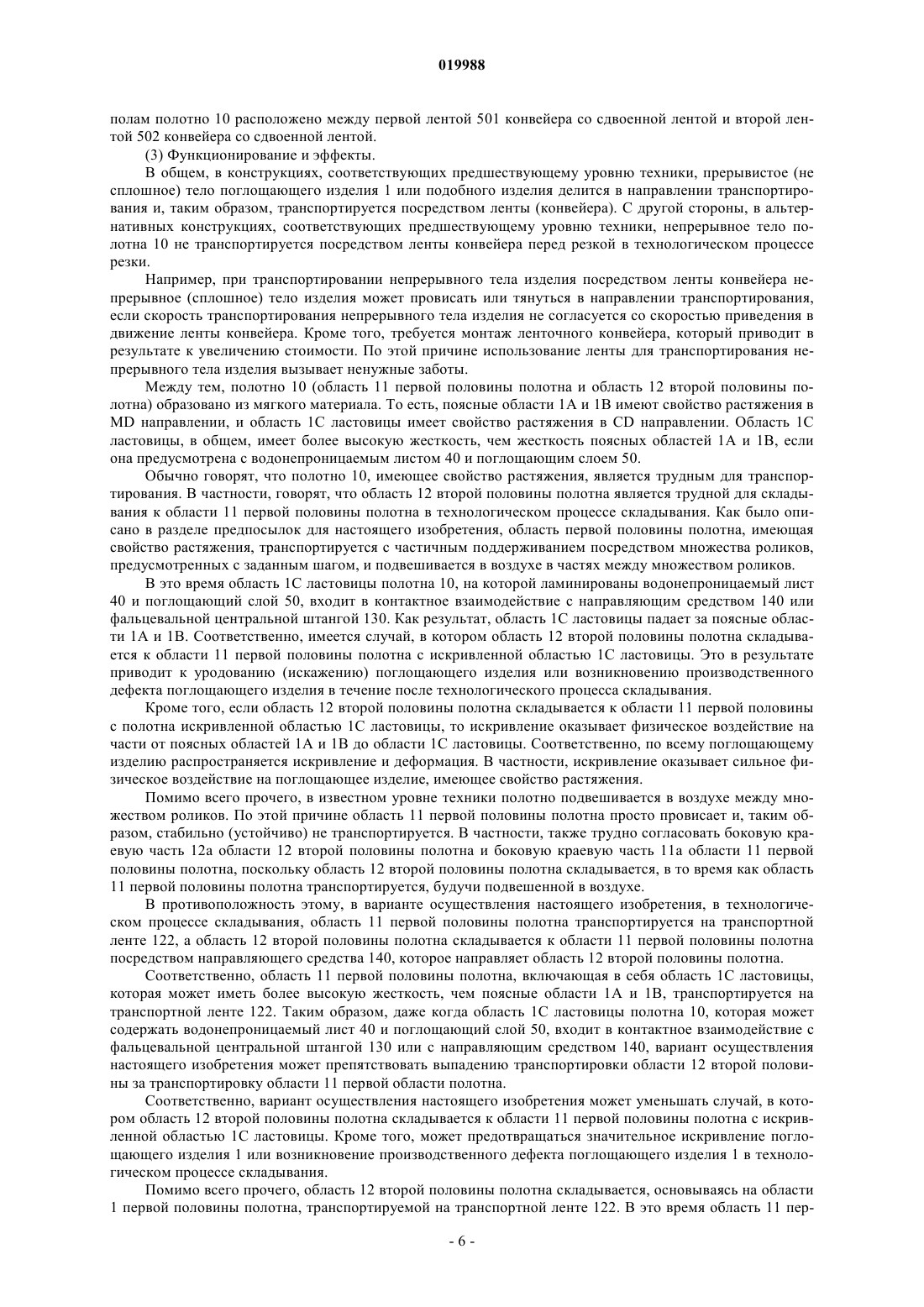
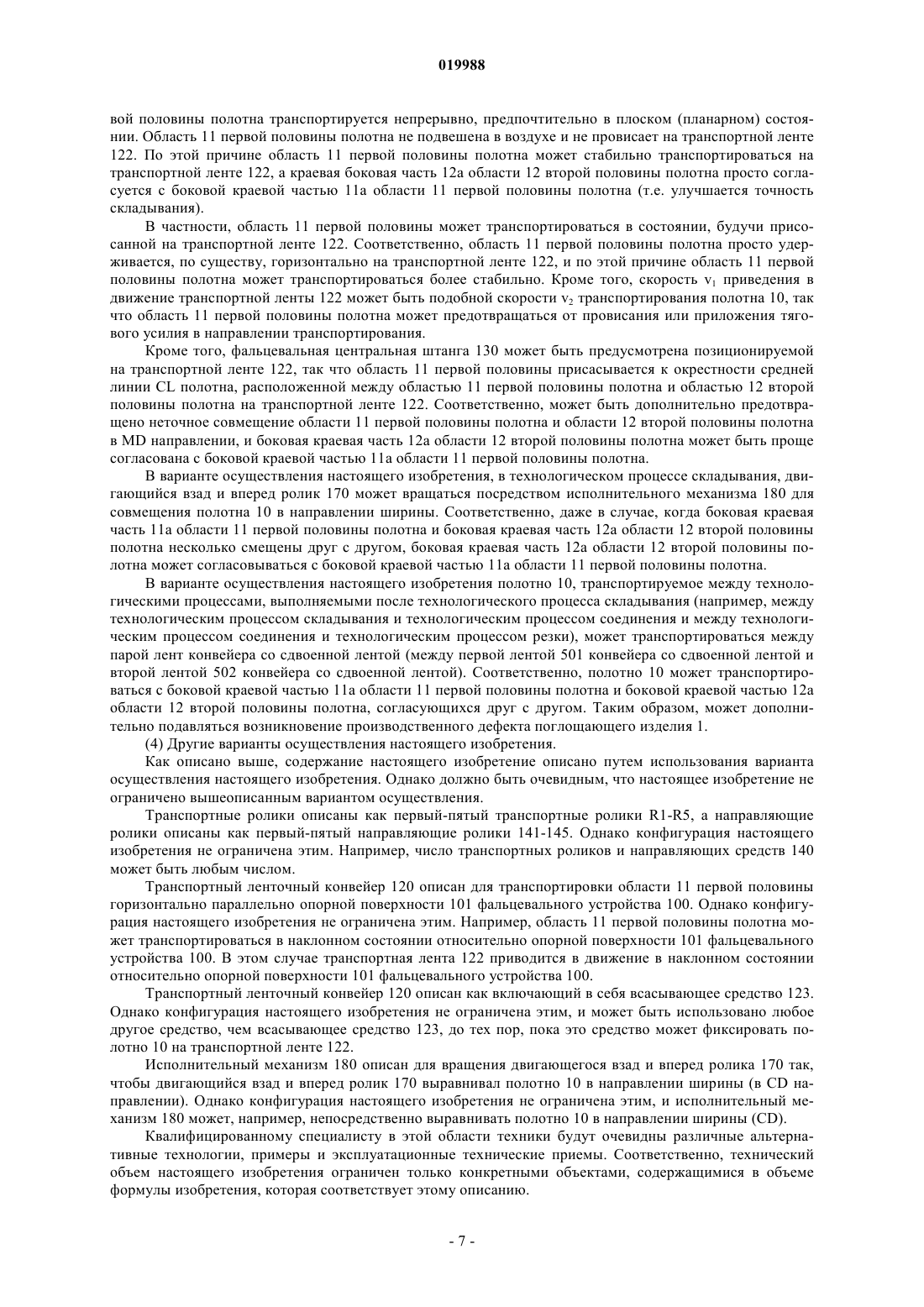
СПОСОБ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ Способ получения поглощающего изделия, соответствующий настоящему изобретению,предусматривает технологический процесс образования ножной периферии для образования ножной периферийной области на полотне, которое непрерывно подают в направлении MD транспортирования на транспортном устройстве, и технологический процесс складывания полотна пополам после технологического процесса образования ножной периферии так, чтобы область второй половины на одной стороне, разделенной средней линией в направлении CD,перпендикулярном направлению транспортирования полотна, приближалась к области первой половины или перекрывала область первой половины на другой стороне. В технологическом процессе складывания область первой половины транспортируют на транспортной ленте,которая приводится в движение горизонтально параллельно поверхности монтажа транспортного устройства (например, фальцевального устройства), а область второй половины складывают к области первой половины посредством направляющего устройства, которое направляет область второй половины. Область техники, к которой относится настоящее изобретение Настоящее изобретение относится к способу получения поглощающего изделия, в котором полотно складывают пополам в направлении, перпендикулярном направлению движения полотна. Предшествующий уровень техники Обычно в способе получения поглощающего изделия, например подгузника одноразового использования, ножные периферийные окружные области (например, ножные отверстия) образуют на полотне,на котором ламинированы отдельные элементы (например, сборки, водонепроницаемый лист, поглощающий слой, верхний лист). Полотно, на котором образованы ножные периферийные окружные области, складывают пополам по средней линии в поперечном направлении (CD направлении), перпендикулярном направлению транспортирования (MD направлению) полотна. Например, в технологическом процессе складывания полотна пополам область первой половины полотна на одной стороне, отделенной средней линией в CD направлении, транспортируют между множеством роликов, которые расположены с заданным шагом в направления транспортирования полотна. В это время область второй половины полотна на другой стороне, отделенной средней линией в поперечном направлении, складывают посредством направляющего средства к области первой половины полотна при использовании фальцевальной центральной штанги в качестве репера (например, см. публикацию японской патентной заявки 2005-46246 (с. 6 и 7, фиг. 3 и 4. Однако вышеописанный способ получения поглощающего изделия имеет следующую проблему. То есть, область первой половины полотна транспортируют частично поддерживаемой посредством множества роликов, которые расположены с заданным шагом. Таким образом, область первой половины полотна является подвешенной в воздухе в частях между множеством роликов. В это время, область ластовицы полотна, на которой ламинированы водонепроницаемый лист и поглощающий слой, входит в контактное взаимодействие с направляющим средством или фальцевальной центральной штангой, и, таким образом, транспортирование области ластовицы отстает от транспортирования поясной области. Соответственно, область второй половины полотна иногда складывают к области первой половины полотна с искривленной областью ластовицы. Это нарушает внешний вид поглощающего изделия или вызывает возникновение производственного дефекта поглощающего изделия в течение технологических процессов после технологического процесса складывания. Кроме того, если область второй половины полотна сложена к области первой половины полотна с искривленной областью ластовицы, то это искривление оказывает физическое воздействие на часть,включающую в себя поясные области и область ластовицы, как в области первой половины полотна, так и в области второй половины полотна. Соответственно, искажение и деформация полностью распространяются по поглощающему изделию. В частности, искривление оказывает сильное физическое воздействие на поглощающее изделие, обладающее свойством растяжения. Таким образом, есть место для усовершенствований. Таким образом, настоящее изобретение было разработано в свете вышеописанной ситуации. Соответственно, объектом настоящего изобретения является обеспечение способа получения поглощающего изделия, которое способно предотвращать возникновение производственного дефекта поглощающего изделия. Краткое изложение сущности настоящего изобретения Для решения вышеописанной проблемы настоящее изобретение имеет следующие аспекты. Вопервых, первый аспект настоящего изобретения обеспечивает способ получения поглощающего изделия на транспортном устройстве (например, на первом-четвертом транспортных роликах R1-R4), предусматривающий технологический процесс образования ножной периферии для образования ножной периферийной области (ножной периферийной области 1D) на полотне (полотне 10), которое непрерывно подают в направлении (MD) транспортирования, и технологический процесс складывания полотна пополам после технологического процесса образования ножной периферии так, чтобы область второй половины полотна (область 12 второй половины полотна) на одной стороне, отделенная средней линией (средней линией CL полотна) в CD направлении, перпендикулярном направлению транспортирования полотна,приближалась к области первой половины полотна или перекрывала область первой половины полотна(область 11 первой половины полотна) на другой стороне, в котором в процессе складывания область первой половины полотна транспортируют на транспортной ленте (транспортной ленте 122), а область второй половины полотна складывают к области первой половины полотна посредством направляющего устройства (направляющего средства 140), которое направляет область второй половины полотна. В технологическом процессе складывания область первой половины полотна предпочтительно удерживается в контактном взаимодействии с транспортной лентой. По существу, вся ширина области первой половины полотна более предпочтительно удерживается в контактном взаимодействии с транспортной лентой, со средней линией, лежащей над транспортной лентой. По существу, вся ширина означает область между окрестностью средней линии и противоположным краем области первой половины. Область первой половины полотна может транспортироваться в присосанном состоянии на транспортной ленте. Может быть предусмотрена фальцевальная центральная штанга, которая совпадает со средней линией так, чтобы полотно могло складываться вокруг фальцевальной центральной штанги. Поверхность транспортной ленты, на которой транспортируют область первой половины полотна,предпочтительно является планарной, так что область первой половины полотна транспортируют в планарном состоянии. Планарное состояние означает, что область первой половины полотна, транспортируемая на транспортной ленте, является плоской, т.е. она лежит в одной плоскости. Скорость приведения транспортной ленты в движение предпочтительно аналогична скорости транспортирования полотна. В технологическом процессе складывания исполнительный механизм предпочтительно выравнивает полотно в направлении ширины. Способ получения предпочтительно дополнительно предусматривает технологический процесс соединения, обеспечивающий соединение области первой половины полотна и области второй половины полотна в граничной области между двумя смежными поглощающими изделиями на полотне, после технологического процесса складывания и технологического процесса резки, обеспечивающего резку граничной области после технологического процесса соединения, в котором полотно, транспортируемое после технологического процесса складывания, транспортируют удерживаемым между парой лент. Между технологическим процессом складывания и технологическим процессом соединения фальцевальную центральную штангу, которая разделяет область первой половины полотна и область второй половины полотна, предпочтительно позиционируют между областью первой половины полотна и областью второй половины полотна. Поглощающее изделие может быть подгузником одноразового использования с поясным элементом, полотно может включать в себя поясную область, соответствующую поясному элементу, и область ластовицы, позиционируемую между одной стороной поясной области и другой стороной поясной области, область ножной периферии может быть предусмотрена на обеих сторонах области ластовицы, поясная область может обладать свойством растяжения в направлении транспортирования полотна, и область ластовицы может обладать свойством растяжения в направлении, пересекающем направление транспортирования полотна. Настоящее изобретение может обеспечивать способ получения поглощающего изделия, который может препятствовать возникновению производственного дефекта поглощающего изделия. Благоприятные эффекты, обеспечиваемые элементами, описанными выше, обсуждаются, в общем, в разделе " Функционирование и эффекты". Краткое описание чертежей Фиг. 1 - схематическое изображение, иллюстрирующее способ получения поглощающего изделия 1,соответствующий варианту осуществления настоящего изобретения. Фиг. 2 - вид, иллюстрирующий полотно 10 (поглощающее изделие 1), соответствующее варианту осуществления настоящего изобретения. Фиг. 3 - вид сбоку, иллюстрирующий фальцевальное устройство 100, соответствующее варианту осуществления настоящего изобретения. Фиг. 4 - изометрическое изображение, иллюстрирующее фальцевальное устройство 100, соответствующее варианту осуществления настоящего изобретения. Фиг. 5 - вид по стрелке А, показанной на фиг. 4, иллюстрирующий фальцевальное устройство 100,соответствующее варианту осуществления настоящего изобретения. Описание предпочтительных вариантов осуществления настоящего изобретения Описание будет приведено ниже со ссылкой на чертежи, иллюстрирующие варианты осуществления настоящего изобретения. В частности, описание будет дано в отношении (1) способа получения поглощающего изделия, (2) конфигурации фальцевального устройства, (3) функционирования и эффектов и(4) других вариантов осуществления. В следующем описании чертежей одинаковыми или аналогичными символами указаны одинаковые или аналогичные части. Однако необходимо отметить, что чертежи являются схематическими и размерные и другие соотношения отличаются от фактических значений. По этой причине характерные размеры и подобные параметры должны быть ограничены, принимая во внимание следующее описание. Кроме того, безусловно, также очевидно, что на сопроводительных чертежах показаны части, в которых размерные взаимосвязи и отношения отличаются друг от друга.(1) Способ получения поглощающего изделия. Во-первых, описание способа получения поглощающего изделия 1, соответствующего варианту осуществления настоящего изобретения, будет сделано со ссылкой на фиг. 1 и 2. На фиг. 1 приведено схематическое изображение, иллюстрирующее способ получения поглощающего изделия 1, соответствующий варианту осуществления настоящего изобретения. На фиг. 2 приведены виды, иллюстрирующие полотно 10 (поглощающего изделия 1), соответствующее варианту осуществления настоящего изобрете-2 019988 ния. Следует отметить, что поглощающее изделие 1, соответствующее варианту осуществления настоящего изобретения, представляет собой подгузник одноразового использования, однако с поясными элементами, применимыми для получения других поглощающих изделий, как будет очевидно квалифицированным специалистам в этой области техники. Как показано на фиг. 1, способ получения поглощающего изделия 1 может предусматривать технологический процесс образования ножных отверстий, технологический процесс соединения и технологический процесс резки. Однако в альтернативных вариантах осуществления могут быть исключены один или более технологических процессов, например соединения и резки.(1-1) Технологически процесс монтажа элементов. Для образования полотна, используемого в способе получения, соответствующем настоящему изобретению, может быть использован технологический процесс монтажа элементов. В таком технологическом процессе монтажа элементов отдельные элементы монтируют на полотно 10 (например, на непрерывную среду внешнего листа). Отдельные элементы могут включать в себя, например, как показано на фиг. 2A, сборки (упругий элемент 20 и упругий ножной элемент 30), водонепроницаемый лист 40, поглощающий слой 50 и верхний лист 60. Квалифицированному специалисту будет вполне очевидно, что выбор отдельных элементов и комбинация таких элементов будут зависеть от получаемого поглощающего изделия. Например, если водонепроницаемый лист 40 и верхний лист 60 имеют свойство растяжения, то сборки могут быть исключены. Альтернативно, полотно может быть предусмотрено с дополнительными элементами для соответствия конструкциям альтернативных поглощающих изделий. В этом случае, как показано на фиг. 2A-2C, полотно 10 включает в себя поясные области 1 А и 1 В,соответствующие поясным элементам (поясным областям) поглощающего изделия 1, область 1 С ластовицы, позиционируемую между поясными областями 1 А и 1 В, и ножные периферийные области 1D, позиционируемые на обеих сторонах области 1 С ластовицы. Поясные области 1 А и 1 В имеют свойство растяжения в направлении (MD) транспортирования полотна 10. Например, поясные области 1 А и 1 В могут иметь свойство растяжения в MD направлении, будучи предусмотренными с прилегающей сборкой 20, или могут иметь свойство растяжения в MD направлении, благодаря образованию самого полотна 10 при использовании листа, обладающего свойством растяжения. Область 1 С ластовицы имеет свойство растяжения в CD направлении, перпендикулярном MD направлению. Например, область 1 С ластовицы может иметь свойство растяжения в CD направлении, будучи предусмотренной с ножной сборкой 30, или может иметь свойство растяжения в CD направлении,благодаря образованию самого полотна 10 при использовании листа, обладающего свойством растяжения.(1-2) Технологический процесс образования ножной периферии. В технологическом процессе образования ножной периферии ножные периферийные области 1D(например, ножные отверстия) образуют в полотне 10, на котором монтируют отдельные элементы, посредством режущих роликов 200.(1-3) Технологический процесс складывания. В технологическом процессе складывания полотно 10, на котором образованы ножные периферийные области 1D, складывают пополам посредством фальцевального устройства (см. фиг. 3 и 4), описываемого позднее, по средней линии CL полотна в CD направлении полотна 10. То есть, полотно складывают пополам так, чтобы область 12 второй половины на одной стороне, разделенной средней линией CL полотна, приближалась бы или перекрывалась бы областью 11 первой половины на другой стороне. В таком случае боковая краевая часть 12 а области 12 второй половины полотна может соответствовать боковой краевой части 11 а (совпадать с боковой краевой частью 11 а) области 11 первой половины(1-4) Технологический процесс соединения. В технологическом процессе соединения посредством соединяющего устройства 300 соединяют граничные области 10 А (см. фиг. 2B) отдельных поглощающих изделий 1 на полотне 10, сложенном пополам. Например, граничные области 10 А соединяют посредством ультразвуковой сварки, термотиснения или подобными способами. Следует отметить, что фальцевальная центральная штанга 130, описываемая позднее, может быть использована между технологическим процессом складывания и технологическим процессом соединения.(1-5) Технологический процесс резки. В технологическом процессе резки, используя устройство 400 для резки с режущей пластиной 401,одну часть граничных областей 10 А на полотне 10 режут в CD направлении для образования поглощающего изделия 1 (см. фиг. 2C). В этом случае полотно 10, которое предпочтительно транспортируют после технологического процесса складывания между первой лентой 501 и второй лентой 502 конвейера со сдвоенной лентой (см. фиг. 3 и 4), описываемого позднее. Например, полотно 10 может транспортироваться, будучи размещенным между первой лентой 501 и второй лентой 502 конвейера со сдвоенной лентой, между технологическим процессом складывания и технологическим процессом соединения и/или между технологическим(2) Конфигурация (конструкция) фальцевального устройства. Затем со ссылкой на фиг. 3-5 будет описана конфигурация фальцевального устройства 100, соответствующего варианту осуществления настоящего изобретения. На фиг. 3 приведен вид сбоку, иллюстрирующий фальцевальное устройство 100, соответствующее варианту осуществления настоящего изобретения. На фиг. 4 приведено изометрическое изображение, иллюстрирующее фальцевальное устройство 100, соответствующее варианту осуществления настоящего изобретения. На фиг. 5 приведен вид по стрелке А, показанной на фиг. 4, иллюстрирующий фальцевальное устройство 100, соответствующее варианту осуществления настоящего изобретения. Как показано на фиг. 3 и 4, фальцевальное устройство 100 может быть предусмотрено между режущими роликами 200, образующими вышеописанные ножные периферийные области 1D, и конвейером 500 со сдвоенной лентой, между лентами которого расположено полотно 10, транспортируемое после технологического процесса складывания. Следует отметить, что полотно 10 может подаваться к паре режущих роликов 200 первым транспортным роликом R1. Полотно 10 может подаваться к фальцевальному устройству 100 вторым транспортным роликом R2, третьим транспортным роликом R3, четвертым транспортным роликом R4 и пятым транспортным роликом R5. Следует отметить, что первый-четвертый транспортные ролики R1-R4 могут быть расположены для соответствующего вращения вокруг их осей. Фальцевальное устройство 100 может включать в себя ролик 110 большого диаметра, транспортный ленточный конвейер 120, фальцевальную центральную штангу 130, направляющее средство 140, средство 150 для детектирования позиционирования и средство 160 для регулирования позиционирования. В варианте осуществления настоящего изобретения включены все эти элементы, однако в альтернативных вариантах осуществления могут быть исключены один или более из указанных элементов: ролик 110 большого диаметра, фальцевальная центральная штанга 130, средство 150 для детектирования позиционирования и средство 160 для регулирования позиционирования. Ролик 110 большого диаметра предпочтительно предусмотрен между пятым транспортным роликом R5 и направляющим средством 140. Ролик 110 большого диаметра транспортирует область 11 первой половины полотна 10 между роликом 110 большого диаметра и транспортной лентой 122, описываемой позднее. Ролик 110 большого диаметра поддерживает область 11 первой половины, по существу, в горизонтальном состоянии. Ролик 110 большого диаметра имеет ширину, превышающую половину ширины полотна 10, которое складывается пополам. Следует отметить, что ролик 110 большого диаметра вращается вокруг его вала. Транспортный ленточный конвейер 120 может быть предусмотрен между роликом 110 большого диаметра и конвейером 500 со сдвоенной лентой. Ленточный конвейер 120 транспортирует область 11 первой половины, по существу, в горизонтальном состоянии относительно опорной поверхности 101 фальцевального устройства 100. Транспортный ленточный конвейер 120 может быть образован из транспортной ленты 122, обертывающейся вокруг множества роликов 121, приводного средства (не иллюстрируемого), побуждающего транспортную ленту 122 обертываться вокруг множества роликов 121, и всасывающего средства 123,всасывающего внешний воздух. Транспортная лента 122 движется, по существу, в горизонтальном состоянии относительно опорной поверхности 101 фальцевального устройства 100. Предпочтительно, чтобы скорость v1 приведения в движение транспортной ленты 122 была подобна скорости v2 транспортирования полотна 10. В транспортной ленте 122 образовано множество всасывающих отверстий 124, присасывающих область 11 первой половины (см. фиг. 4 и 5). То есть, при всасывании всасывающего средства 123 через всасывающие отверстия 124 область 11 первой половины транспортируется на транспортной ленте 122, являясь в то же самое время присасываемой. Всасывающая сила удерживает область 11 первой половины в контактном взаимодействии с одной поверхностью транспортной ленты. Таким образом, область первой половины поддерживается параллельной опорной поверхности 101, т.е., по существу, горизонтальной. Фальцевальная центральная штанга 130 может быть предусмотрена, по меньшей мере, в положении между окрестностью пятого транспортного ролика R5 и соединяющим устройством 300 (см. фиг. 1) в виде стороны конвейера 500 со сдвоенной лентой. Фальцевальная центральная штанга 130 делит область 11 первой половины полотна и область 12 второй половины полотна и позиционирована между областью 11 первой половины полотна и областью 12 второй половины полотна (т.е. в средней линии CL полотна вCD направлении полотна 10). Фальцевальная центральная штанга 130 проходит в MD направлении и предпочтительно предусмотрена, по существу, параллельной транспортной ленте 122. Фальцевальная центральная штанга 130 также предпочтительно позиционирована на транспортной ленте 122 (см. фиг. 4 и 5). Более предпочтительно, чтобы фальцевальная центральная штанга 130 лежала над транспортной лентой и совпадала со средней линией. Фальцевальная центральная штанга 130 может действовать как направляющая складывания, вокруг которой полотно складывается и лежит между областями первой половины полотна и второй половины полотна, когда они сложены. Направляющее средство 140 предпочтительно предусмотрено между пятым транспортным роликомR5 и конвейером 500 со сдвоенной лентой. Направляющее средство 140 предпочтительно направляет область 12 второй половины полотна так, чтобы боковая краевая часть 12 а области 12 второй половины полотна находилась заподлицо с боковой краевой частью 11 а области 11 первой половины полотна. Направляющее средство 140 может быть образовано из одной пары первых направляющих роликов 141, одной пары вторых направляющих роликов 142, третьего направляющего ролика 143, одной пары четвертых направляющих роликов 144 и пятого направляющего ролика 145. Первые направляющие ролики 141 поднимают область 12 второй половины через фальцевальную центральную штангу 130. Как показано на фиг. 5, от первых направляющих роликов 141 до пятого направляющего ролика 145 уголнаклона (угол сгиба области ластовицы 1 С) области 12 второй половины полотна относительно области 11 первой половины полотна постепенно становится меньше. Следует отметить, что первый-пятый направляющие ролики 141-145 предпочтительно вращаются вокруг своих осей соответственно. Средство 150 для детектирования положения может быть предусмотрено между пятым направляющим роликом 145 и конвейером 500 со сдвоенной лентой. Средство 150 для детектирования положения детектирует положение, где детектируются боковая краевая часть 11 а области 11 первой половины полотна и боковая краевая часть 12 а области 12 второй половины полотна. Средство 150 для детектирования положения может быть образовано из первого датчика 151, который детектирует положение, в котором транспортируется боковая краевая часть 11 а области 11 первой половины полотна, и второй датчик 152, который детектирует положение, в котором транспортируется боковая краевая часть 12 а области 12 второй половины полотна. Первый датчик 151 и второй датчик 152 могут подавать позиционные данные к средству 160 для регулирования положения, показывающие детектируемые положения, в которых транспортируются обе боковые краевые части 11 а и 12 а. Средство 160 для регулирования положения могут быть предусмотрены между пятым направляющим роликом 145 и конвейером 500 со сдвоенной лентой. Средство 160 для регулирования положения выравнивает полотно 10 в направлении ширины. Средство 160 для регулирования положения предпочтительно образовано из двигающегося взад и вперед ролика 170 и исполнительного механизма 180. Двигающийся взад и вперед ролик 170 изменяет положение полотна 10 в направлении ширины. В частности, двигающийся взад и вперед ролик 170 вращается в ответ на действие исполнительного механизма 180, описываемого позднее, так, чтобы изменять положения, в которых транспортируются боковая краевая часть 11 а области 11 первой половины полотна и боковая краевая часть 12 а области 12 второй половины полотна. Двигающийся взад и вперед ролик 170 может быть образован из первого двигающегося взад и вперед ролика 171 и второго двигающегося взад и вперед ролика 172. Первый двигающийся взад и вперед ролик 171 изменяет положение, в котором транспортируется боковая краевая часть 11 а области 11 первой половины полотна, путем вхождения в контактное взаимодействие с областью 11 первой половины полотна, а второй двигающийся взад и вперед ролик 172 изменяет положение, в котором транспортируется боковая краевая часть 12 а области 12 второй половины полотна, путем вхождения в контактное взаимодействие с областью 12 второй половины полотна. Исполнительный механизм 180 вращает двигающийся взад и вперед ролик 170. Исполнительный механизм 180 может быть образован из первого исполнительного механизма 181, который вращает первый двигающийся взад и вперед ролик 171, и из второго исполнительного механизма 182, который вращает второй двигающийся взад и вперед ролик 172. Первый исполнительный механизм 181 имеет данные (первые предусмотренные программой данные), предварительно введенные в него, которые показывают программу боковой краевой части 11 а области 11 первой половины, которая должна проходить первый датчик 151. Первый исполнительный механизм 181 сравнивает позиционные данные, подаваемые из первого датчика 151, и первые предусмотренные программой данные и вращает первый, двигающийся вперед и назад ролик 171 для совмещения обеих боковых краевых частей 11 а и 12 а полотна 10, которое сложено пополам. Аналогичным образом, второй исполнительный механизм 182 имеет данные (вторые предусмотренные программой данные), предварительно введенные в него, которые показывают программу боковой краевой части 12 а области 12 второй половины полотна, которая должна проходить второй датчик 152. Второй исполнительный механизм 182 сравнивает позиционные данные, подаваемые из второго датчика 152, и вторые предусмотренные программой данные и вращает второй, двигающийся вперед и назад ролик 172 для совмещения обеих боковых краевых частей 11 а и 12 а полотна 10, которое сложено пополам. Полотно 10, которое проходит фальцевальное устройство 100, подлежащее складыванию пополам,предпочтительно транспортируется к конвейеру 500 со сдвоенной лентой. Конвейер 500 со сдвоенной лентой, по меньшей мере, включает в себя первую ленту 501 конвейера со сдвоенной лентой, обертывающуюся вокруг множества роликов R10, вторую ленту 502 конвейера со сдвоенной лентой, обертывающуюся вокруг множества роликов R20, и приводное средство (не показанное), которое побуждает первую ленту 501 конвейера со сдвоенной лентой и вторую ленту 502 конвейера со сдвоенной лентой обертываться вокруг множества роликов R10 и множества роликов R20 соответственно. Сложенное по-5 019988 полам полотно 10 расположено между первой лентой 501 конвейера со сдвоенной лентой и второй лентой 502 конвейера со сдвоенной лентой.(3) Функционирование и эффекты. В общем, в конструкциях, соответствующих предшествующему уровню техники, прерывистое (не сплошное) тело поглощающего изделия 1 или подобного изделия делится в направлении транспортирования и, таким образом, транспортируется посредством ленты (конвейера). С другой стороны, в альтернативных конструкциях, соответствующих предшествующему уровню техники, непрерывное тело полотна 10 не транспортируется посредством ленты конвейера перед резкой в технологическом процессе резки. Например, при транспортировании непрерывного тела изделия посредством ленты конвейера непрерывное (сплошное) тело изделия может провисать или тянуться в направлении транспортирования,если скорость транспортирования непрерывного тела изделия не согласуется со скоростью приведения в движение ленты конвейера. Кроме того, требуется монтаж ленточного конвейера, который приводит в результате к увеличению стоимости. По этой причине использование ленты для транспортирования непрерывного тела изделия вызывает ненужные заботы. Между тем, полотно 10 (область 11 первой половины полотна и область 12 второй половины полотна) образовано из мягкого материала. То есть, поясные области 1 А и 1 В имеют свойство растяжения вMD направлении, и область 1 С ластовицы имеет свойство растяжения в CD направлении. Область 1 С ластовицы, в общем, имеет более высокую жесткость, чем жесткость поясных областей 1 А и 1 В, если она предусмотрена с водонепроницаемым листом 40 и поглощающим слоем 50. Обычно говорят, что полотно 10, имеющее свойство растяжения, является трудным для транспортирования. В частности, говорят, что область 12 второй половины полотна является трудной для складывания к области 11 первой половины полотна в технологическом процессе складывания. Как было описано в разделе предпосылок для настоящего изобретения, область первой половины полотна, имеющая свойство растяжения, транспортируется с частичным поддерживанием посредством множества роликов,предусмотренных с заданным шагом, и подвешивается в воздухе в частях между множеством роликов. В это время область 1 С ластовицы полотна 10, на которой ламинированы водонепроницаемый лист 40 и поглощающий слой 50, входит в контактное взаимодействие с направляющим средством 140 или фальцевальной центральной штангой 130. Как результат, область 1 С ластовицы падает за поясные области 1 А и 1 В. Соответственно, имеется случай, в котором область 12 второй половины полотна складывается к области 11 первой половины полотна с искривленной областью 1 С ластовицы. Это в результате приводит к уродованию (искажению) поглощающего изделия или возникновению производственного дефекта поглощающего изделия в течение после технологического процесса складывания. Кроме того, если область 12 второй половины полотна складывается к области 11 первой половины с полотна искривленной областью 1 С ластовицы, то искривление оказывает физическое воздействие на части от поясных областей 1 А и 1 В до области 1 С ластовицы. Соответственно, по всему поглощающему изделию распространяется искривление и деформация. В частности, искривление оказывает сильное физическое воздействие на поглощающее изделие, имеющее свойство растяжения. Помимо всего прочего, в известном уровне техники полотно подвешивается в воздухе между множеством роликов. По этой причине область 11 первой половины полотна просто провисает и, таким образом, стабильно (устойчиво) не транспортируется. В частности, также трудно согласовать боковую краевую часть 12 а области 12 второй половины полотна и боковую краевую часть 11 а области 11 первой половины полотна, поскольку область 12 второй половины полотна складывается, в то время как область 11 первой половины полотна транспортируется, будучи подвешенной в воздухе. В противоположность этому, в варианте осуществления настоящего изобретения, в технологическом процессе складывания, область 11 первой половины полотна транспортируется на транспортной ленте 122, а область 12 второй половины полотна складывается к области 11 первой половины полотна посредством направляющего средства 140, которое направляет область 12 второй половины полотна. Соответственно, область 11 первой половины полотна, включающая в себя область 1 С ластовицы,которая может иметь более высокую жесткость, чем поясные области 1 А и 1 В, транспортируется на транспортной ленте 122. Таким образом, даже когда область 1 С ластовицы полотна 10, которая может содержать водонепроницаемый лист 40 и поглощающий слой 50, входит в контактное взаимодействие с фальцевальной центральной штангой 130 или с направляющим средством 140, вариант осуществления настоящего изобретения может препятствовать выпадению транспортировки области 12 второй половины за транспортировку области 11 первой области полотна. Соответственно, вариант осуществления настоящего изобретения может уменьшать случай, в котором область 12 второй половины полотна складывается к области 11 первой половины полотна с искривленной областью 1 С ластовицы. Кроме того, может предотвращаться значительное искривление поглощающего изделия 1 или возникновение производственного дефекта поглощающего изделия 1 в технологическом процессе складывания. Помимо всего прочего, область 12 второй половины полотна складывается, основываясь на области 1 первой половины полотна, транспортируемой на транспортной ленте 122. В это время область 11 пер-6 019988 вой половины полотна транспортируется непрерывно, предпочтительно в плоском (планарном) состоянии. Область 11 первой половины полотна не подвешена в воздухе и не провисает на транспортной ленте 122. По этой причине область 11 первой половины полотна может стабильно транспортироваться на транспортной ленте 122, а краевая боковая часть 12 а области 12 второй половины полотна просто согласуется с боковой краевой частью 11 а области 11 первой половины полотна (т.е. улучшается точность складывания). В частности, область 11 первой половины может транспортироваться в состоянии, будучи присосанной на транспортной ленте 122. Соответственно, область 11 первой половины полотна просто удерживается, по существу, горизонтально на транспортной ленте 122, и по этой причине область 11 первой половины полотна может транспортироваться более стабильно. Кроме того, скорость v1 приведения в движение транспортной ленты 122 может быть подобной скорости v2 транспортирования полотна 10, так что область 11 первой половины полотна может предотвращаться от провисания или приложения тягового усилия в направлении транспортирования. Кроме того, фальцевальная центральная штанга 130 может быть предусмотрена позиционируемой на транспортной ленте 122, так что область 11 первой половины присасывается к окрестности средней линии CL полотна, расположенной между областью 11 первой половины полотна и областью 12 второй половины полотна на транспортной ленте 122. Соответственно, может быть дополнительно предотвращено неточное совмещение области 11 первой половины полотна и области 12 второй половины полотна в MD направлении, и боковая краевая часть 12 а области 12 второй половины полотна может быть проще согласована с боковой краевой частью 11 а области 11 первой половины полотна. В варианте осуществления настоящего изобретения, в технологическом процессе складывания, двигающийся взад и вперед ролик 170 может вращаться посредством исполнительного механизма 180 для совмещения полотна 10 в направлении ширины. Соответственно, даже в случае, когда боковая краевая часть 11 а области 11 первой половины полотна и боковая краевая часть 12 а области 12 второй половины полотна несколько смещены друг с другом, боковая краевая часть 12 а области 12 второй половины полотна может согласовываться с боковой краевой частью 11 а области 11 первой половины полотна. В варианте осуществления настоящего изобретения полотно 10, транспортируемое между технологическими процессами, выполняемыми после технологического процесса складывания (например, между технологическим процессом складывания и технологическим процессом соединения и между технологическим процессом соединения и технологическим процессом резки), может транспортироваться между парой лент конвейера со сдвоенной лентой (между первой лентой 501 конвейера со сдвоенной лентой и второй лентой 502 конвейера со сдвоенной лентой). Соответственно, полотно 10 может транспортироваться с боковой краевой частью 11 а области 11 первой половины полотна и боковой краевой частью 12 а области 12 второй половины полотна, согласующихся друг с другом. Таким образом, может дополнительно подавляться возникновение производственного дефекта поглощающего изделия 1.(4) Другие варианты осуществления настоящего изобретения. Как описано выше, содержание настоящего изобретение описано путем использования варианта осуществления настоящего изобретения. Однако должно быть очевидным, что настоящее изобретение не ограничено вышеописанным вариантом осуществления. Транспортные ролики описаны как первый-пятый транспортные ролики R1-R5, а направляющие ролики описаны как первый-пятый направляющие ролики 141-145. Однако конфигурация настоящего изобретения не ограничена этим. Например, число транспортных роликов и направляющих средств 140 может быть любым числом. Транспортный ленточный конвейер 120 описан для транспортировки области 11 первой половины горизонтально параллельно опорной поверхности 101 фальцевального устройства 100. Однако конфигурация настоящего изобретения не ограничена этим. Например, область 11 первой половины полотна может транспортироваться в наклонном состоянии относительно опорной поверхности 101 фальцевального устройства 100. В этом случае транспортная лента 122 приводится в движение в наклонном состоянии относительно опорной поверхности 101 фальцевального устройства 100. Транспортный ленточный конвейер 120 описан как включающий в себя всасывающее средство 123. Однако конфигурация настоящего изобретения не ограничена этим, и может быть использовано любое другое средство, чем всасывающее средство 123, до тех пор, пока это средство может фиксировать полотно 10 на транспортной ленте 122. Исполнительный механизм 180 описан для вращения двигающегося взад и вперед ролика 170 так,чтобы двигающийся взад и вперед ролик 170 выравнивал полотно 10 в направлении ширины (в CD направлении). Однако конфигурация настоящего изобретения не ограничена этим, и исполнительный механизм 180 может, например, непосредственно выравнивать полотно 10 в направлении ширины (CD). Квалифицированному специалисту в этой области техники будут очевидны различные альтернативные технологии, примеры и эксплуатационные технические приемы. Соответственно, технический объем настоящего изобретения ограничен только конкретными объектами, содержащимися в объеме формулы изобретения, которая соответствует этому описанию. Следует отметить, что полное содержание японской патентной заявки 2008-222490 (поданной 29 августа 2008 г.) включено в это описание в качестве ссылки. Промышленная применимость Как было описано выше, способ получения поглощающего изделия, соответствующий настоящему изобретению, способен препятствовать возникновению производственного дефекта поглощающего изделия. Способ получения является, таким образом, благоприятным для получения поглощающего изделия,например подгузника одноразового использования. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения поглощающего изделия, в котором на этапе технологического процесса образования ножной периферийной области полотно (10) непрерывно подают в направлении подачи (MD) на транспортной ленте (122); на этапе технологического процесса складывания полотна (10) складывают полотно по средней линии (CL) пополам в поперечном направлении (CD), перпендикулярном направлению (MD) подачи полотна, чтобы область (12) второй половины полотна приближалась к области (11) первой половины полотна и покрывала область первой половины полотна,при этом на этапе технологического процесса складывания полотна транспортируют область (11) первой половины полотна на транспортной ленте (122), а область (12) второй половины полотна направляют к области (11) первой половины полотна посредством направляющего средства (140), которое содержит множество направляющих роликов (141, 142, 143, 144, 145), предназначенных для изменения угла наклонаобласти (12) второй половины полотна относительно области (11) первой половины полотна так, что угол постепенно уменьшается от направляющих роликов на входе к направляющим роликам на выходе в направлении подачи,причм в процессе складывания полотна область (11) первой половины полотна транспортируют на транспортной ленте (122) в присосанном состоянии, в то время как область (12) второй половины полотна, которая не присасывается на транспортной ленте (122), направляют упомянутыми направляющими роликами к области (11) первой половины полотна так, чтобы боковая кромка области (12) второй половины полотна располагалась наравне с боковой кромкой области (11) первой половины полотна в направлении (MD) подачи, и во время упомянутого технологического процесса складывания полотна область (12) второй половины полотна направляют парой направляющих роликов, между которыми непосредственно проходитобласть (12) второй половины полотна. 2. Способ по п.1, в котором на этапе технологического процесса складывания выравнивают полотно(10) в поперечном направлении (CD) посредством исполнительного механизма (180). 3. Способ по п.1, в котором дополнительно после упомянутого технологического процесса складывания соединяют область (11) первой половины полотна и область (12) второй половины полотна в граничной области (10 А) смежных поглощающих изделий, которые образованы на полотне (10), и после технологического процесса соединения выполняют технологический процесс резки в граничной области(10 А) в направлении (CD) ширины, в котором после технологического процесса складывания полотно(10) транспортируют, удерживая между парой лент (501, 502) конвейера 500 со сдвоенной лентой. 4. Способ по п.3, в котором во время технологического процесса складывания и технологического процесса соединения дополнительно используют фальцевальную центральную штангу (130) на полотне(10) между областью (11) первой половины полотна и областью (12) второй половины полотна. 5. Способ по п.1, в котором дополнительно определяют расположение полотна (10), при котором боковую кромку области (11) первой половины полотна и боковую кромку области (12) второй половины полотна транспортируют на транспортной ленте. 6. Способ по п.5, в котором дополнительно выравнивают полотно, при котором боковую кромку области первой половины полотна и боковую кромку области второй половины полотна транспортируют после упомянутого технологического процесса складывания области второй половины полотна с областью первой половины полотна. 7. Способ по п.1, в котором транспортируют упомянутую область (12) второй половины полотна не присосанной на транспортной ленте (122) до тех пор, пока боковая краевая часть (11 а) области (11) первой половины полотна и боковая краевая часть (12 а) области (12) второй половины полотна не войдут в контакт друг с другом. 8. Способ по п.1, в котором перед технологической операцией складывания полотно (10) подают в направлении (MD) подачи множеством первых роликов и при выполнении технологической операции складывания области (11) первую половину полотна (10) транспортируют на транспортной ленте (122) в направлении (MD) подачи, прижатой вторым роликом, диаметр которого больше диаметра упомянутых первых роликов, причем второй ролик имеет размеры в поперечном направлении (CD), превышающие половину размера полотна (10) в поперечном направлении. 9. Способ по п.1, в котором скорость транспортной ленты (122) устанавливают равной скорости подачи полотна (10).
МПК / Метки
МПК: B65H 45/09, A61F 13/49, A61F 13/15
Метки: способ, изделия, поглощающего, получения
Код ссылки
<a href="https://eas.patents.su/11-19988-sposob-polucheniya-pogloshhayushhego-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения поглощающего изделия</a>
Способ получения поглощающего изделия
Номер патента: 18819
Опубликовано: 30.10.2013
Автор: Ямамото Хироки
МПК: A61F 13/49, A61F 13/15
Метки: способ, изделия, поглощающего, получения
Формула / Реферат:
1. Способ получения поглощающего изделия, содержащего область ножных отверстий, область (3) ластовицы и эластичный элемент, проходящий от области (2) ножных отверстий к области ластовицы, в которомразмещают непрерывный эластичный элемент (4А, 5А) в заданной форме, по меньшей мере, на поверхности первого полотна (7А), транспортируемого непрерывно, и располагая одновременно непрерывный эластичный элемент в направлении, пересекающем направление...
Поддающийся растяжению нетканый материал, поглощающее изделие и способ получения поглощающего изделия
Номер патента: 15784
Опубликовано: 30.12.2011
Авторы: Нома Шинджи, Тсуджи Томоко, Томиока Масахару, Года Хайдефуми, Киношита Акиоши, Хашимото Татсуя, Мукаи Хиротомо
МПК: D04H 1/42, D04H 3/00, D04H 1/54...
Метки: материал, получения, поглощающего, поглощающее, растяжению, изделия, изделие, способ, нетканый, поддающийся
Формула / Реферат:
1. Поддающийся растяжению нетканый материал, содержащийподдающиеся растяжению термопластичные волокна;термоадгезивные волокна, имеющие более низкую температуру плавления, чем поддающиеся растяжению термопластичные волокна; изоны низкой способности к растяжению в средней области материала, образованные посредством сплавления между собой, по меньшей мере, термоадгезивных волокон, в которых способность к растяжению ниже, чем способность к...
Аппарат для получения поглощающего элемента абсорбирующего изделия
Номер патента: 19415
Опубликовано: 31.03.2014
Автор: Ишикава Масахико
МПК: A61F 13/15, A61F 13/49, A61F 13/472...
Метки: получения, элемента, поглощающего, аппарат, изделия, абсорбирующего
Формула / Реферат:
1. Аппарат для получения поглощающего элемента абсорбирующего изделия, содержащийформовочный элемент, дно которого представляет собой воздухопроницаемый рабочий орган с отверстиями, на который осаждают материал, поглощающий жидкость;армирующий элемент для усиления воздухопроницаемого рабочего органа посредством его наложения на воздухопроницаемый рабочий орган в направлении толщины;армирующий элемент выполнен в виде сетки, образованной...
Изделие, включающее подложку с нанесенным экструзионным способом покрытием, способ получения изделия и применение изделия
Номер патента: 18273
Опубликовано: 28.06.2013
Авторы: Эрнст Эберхард, Штадльбауэр Манфред, Кирхбергер Манфред
МПК: B29C 47/00, C09D 123/10, C08L 23/10...
Метки: изделие, нанесенным, способом, включающее, получения, покрытием, подложку, изделия, экструзионным, применение, способ
Формула / Реферат:
1. Изделие, включающее подложку, на которую нанесен в виде покрытия экструзионным способом пропиленовый полимер, который имеет индекс деформационного упрочнения (SHI@1 c-1) по меньшей мере 0,30, измеренный по скорости деформации de/dt, равной 1,00 с-1, при температуре 180°С, где индекс деформационного упрочнения (SHI) определен как наклон логарифма с основанием 10 функции роста растягивающего напряжения (lg(ηЕ+)) как функции логарифма с...
Способ получения поглощающего покрытия на основе золь-гель технологии для гелиотермических систем
Номер патента: 14263
Опубликовано: 29.10.2010
Автор: Эс-Зоуни Мохаммед
МПК: F24J 2/48, C23C 18/02
Метки: покрытия, технологии, основе, способ, гелиотермических, золь-гель, поглощающего, систем, получения
Формула / Реферат:
1. Способ получения поглощающего солнечное излучение покрытия, при осуществлении которого на подложку по золь-гель технологии наносят покрытие из раствора титансодержащего предшественника с получением слоя из диоксида титана и покрытую подложку подвергают термической обработке для пиролиза и кристаллизации нанесенного на нее слоя, отличающийся тем, что к раствору титансодержащего предшественника перед нанесением покрытия добавляют ионы серебра в...