Автоматизированный способ введения каталитических вставок в каналы реактора
Номер патента: 18980
Опубликовано: 30.12.2013
Авторы: Ридинг Энтони Генри, Бакстер Айэн Кеннет, Морган Росс Александр
Формула / Реферат
1. Устройство для введения по меньшей мере одной каталитической вставки в каждый из множества каналов реактора, причем устройство включает
приемник, выполненный с возможностью размещения множества каталитических вставок,
направляющий элемент для направления перемещения каталитической вставки по мере того, как ее вставляют в канал реактора, и
толкающий элемент, чтобы выталкивать каталитическую вставку из приемника через направляющий элемент в канал реактора.
2. Устройство по п.1, дополнительно включающее средство выравнивания направляющего элемента с каналом реактора.
3. Устройство по п.2, дополнительно включающее средство контроля выравнивания направляющего элемента с каналом реактора.
4. Устройство по одному из пп.1-3, в котором направляющий элемент выполнен в виде отверстия, через которое вводят каталитическую вставку.
5. Устройство по п.4, в котором отверстие сужается вдоль его длины и/или содержит ролики.
6. Устройство по любому из предыдущих пунктов, в котором приемник образует множество канавок, причем каждая канавка имеет размер и выполнена с возможностью размещения каталитической вставки.
7. Устройство по любому из предыдущих пунктов, дополнительно включающее по меньшей мере один ролик, выполненный с возможностью плотно прилегать по меньшей мере к одной поверхности каталитической вставки, в то время как она выталкивается из приемника.
8. Устройство по любому из предыдущих пунктов, в котором толкающий элемент содержит толкающий стержень с концевой поверхностью.
9. Система управления для управления устройством для введения по любому одному из предыдущих пунктов, содержащая
контроллер, выполненный с возможностью приема данных от одного или больше датчиков,
привод, выполненный с возможностью управления толкающим элементом, и
привод, выполненный с возможностью перемещения по меньшей мере части устройства, чтобы обеспечивать выравнивание между направляющим элементом и каналом реактора.
10. Система управления по п.9, в которой одним из датчиков является датчик давления, расположенный на толкающем элементе.
11. Система управления по п.9 или 10, в которой одним из датчиков является оптический датчик, выполненный с возможностью подтверждать выравнивание вставки с каналом.
12. Система управления по любому одному из пп.9-11, в которой один из датчиков выполнен с возможностью подтверждения, что канал имеет заданный размер и не заблокирован.
13. Система управления по п.12, дополнительно включающая средство для хранения информации о компоновке реактора, которое выполнено с возможностью записывания данных от датчика, опознающего блокированные каналы.
14. Автоматизированный способ введения каталитических вставок в каналы реактора с использованием устройства по пп.1-8 и системы по пп.9-13, причем способ включает стадии, на которых выравнивают вставки с каналом реактора и толкают вставку через направляющий элемент в указанный канал.
15. Способ введения по п.14, в котором выравнивание контролируют, используя камеру, обеспечивающую обратную связь со средством выравнивания.
16. Способ введения по п.14 или 15, в котором каталитическая вставка включает множество вставных элементов, уложенных стопкой вместе.
17. Способ введения по п.14, дополнительно включающий стадию проверки того, что канал реактора имеет заданный размер и не заблокирован перед стадией толкания вставки через направляющий элемент в канал.
18. Способ введения по п.16, дополнительно включающий стадию соединения вставных элементов вместе перед выравниваем вставки с каналом реактора.
19. Способ введения по п.18, в котором вставные элементы соединяют вместе, используя термоусадочный лист.
20. Способ введения по п.19, в котором способ включает разрезание и удаление термоусадочного листа по мере того, как вставка толкается в канал.
21. Способ введения по любому из пп.14-20, дополнительно включающий стадию толкания второй вставки через направляющий элемент в тот же самый канал.
22. Способ введения по любому из пп.14-21, дополнительно включающий стадию перемещения направляющего элемента и толкающего стержня для выравнивания со вторым каналом реактора и повторение способа, как заявлено в любом из пп.14-21.
23. Способ введения по п.22, дополнительно включающий стадию перемещения приемника для выравнивания со вторым реактором.

Текст
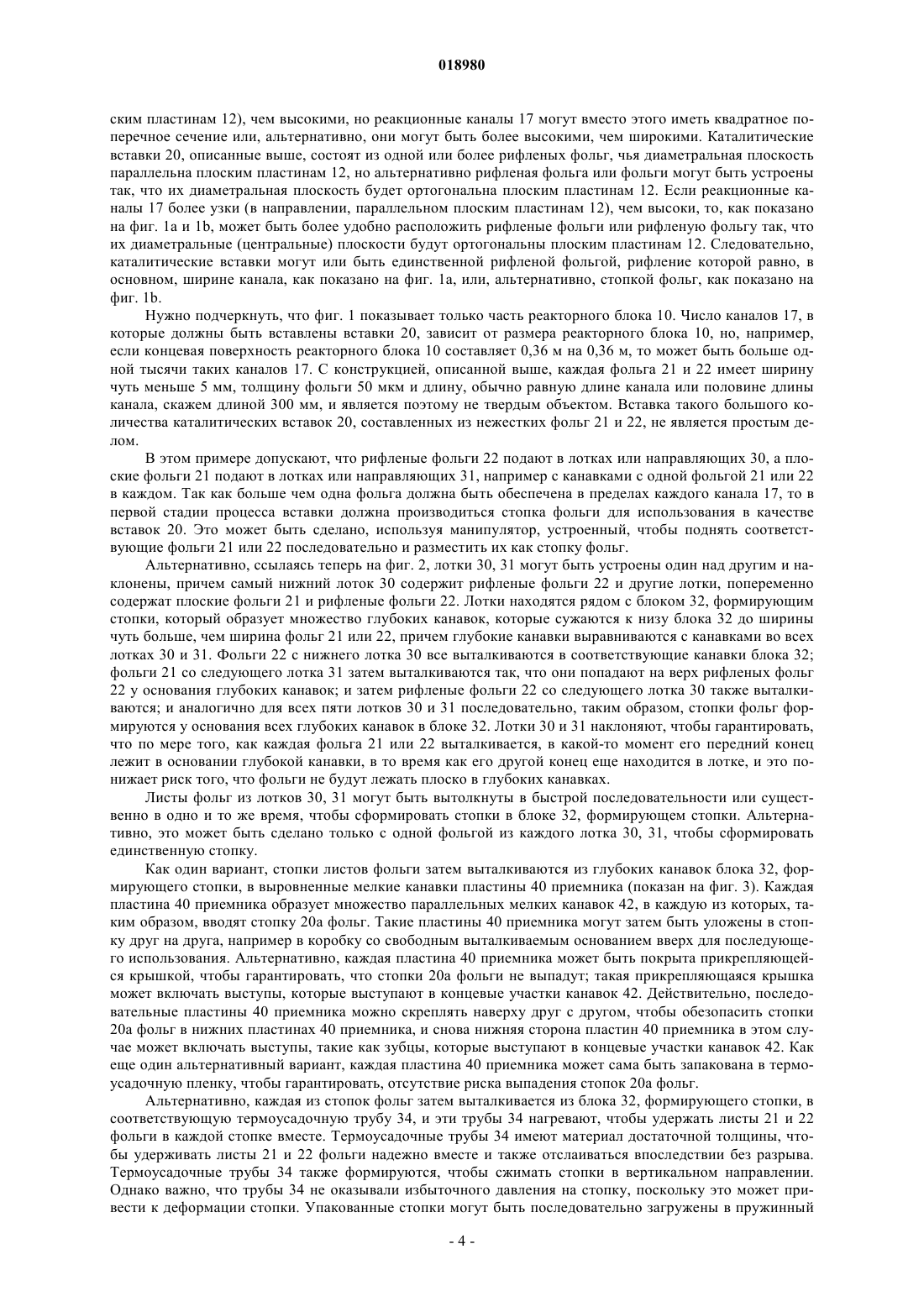
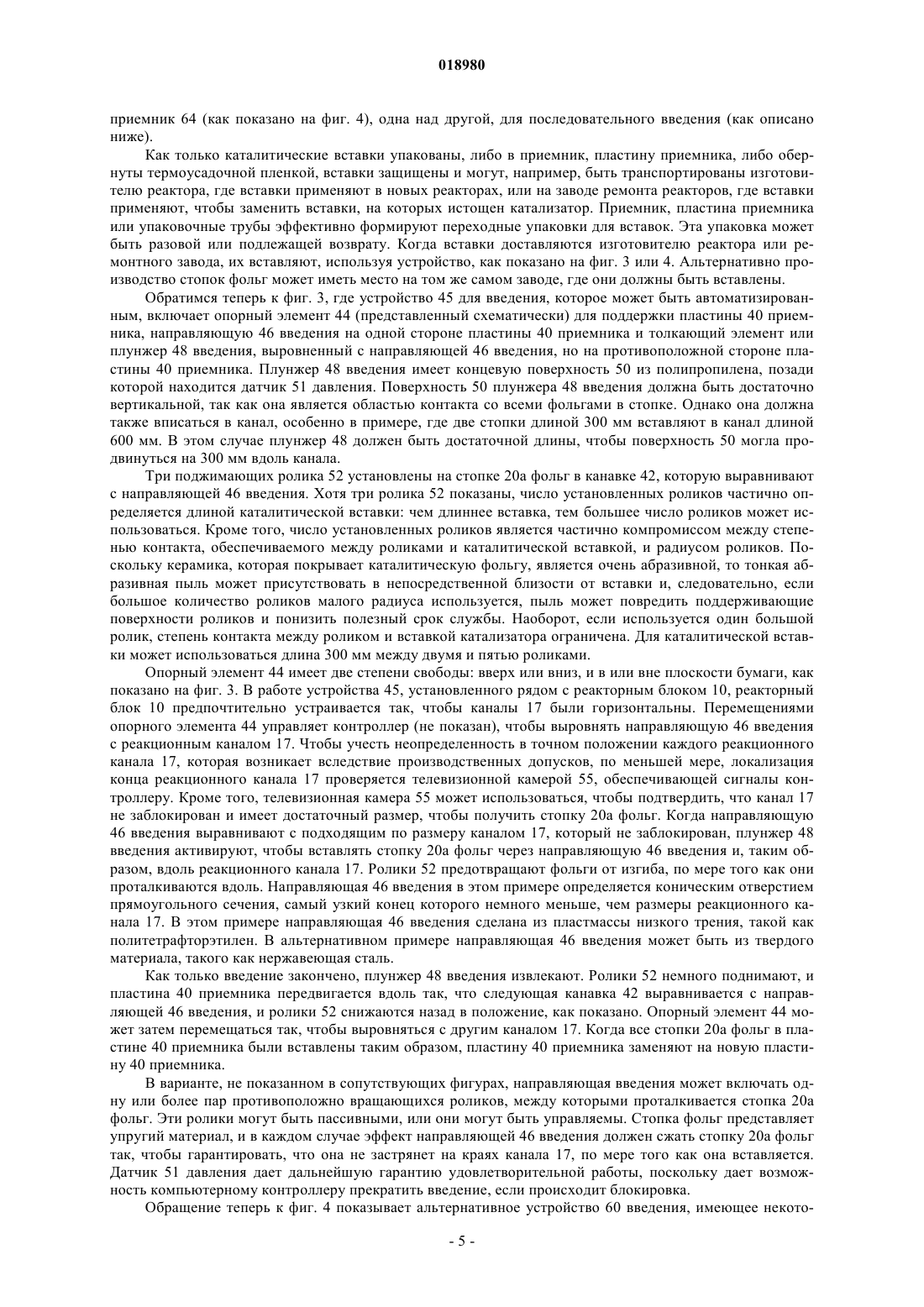
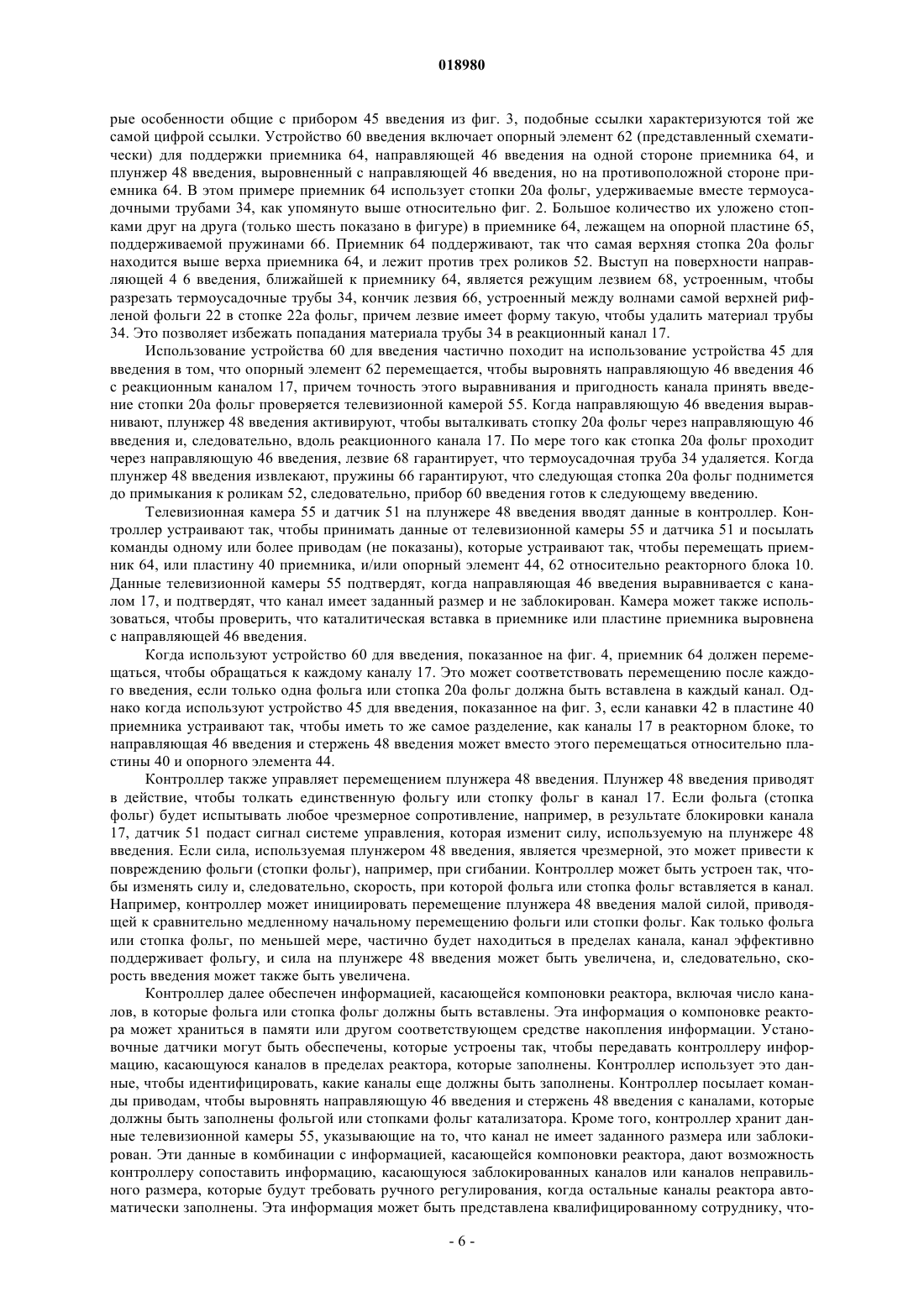
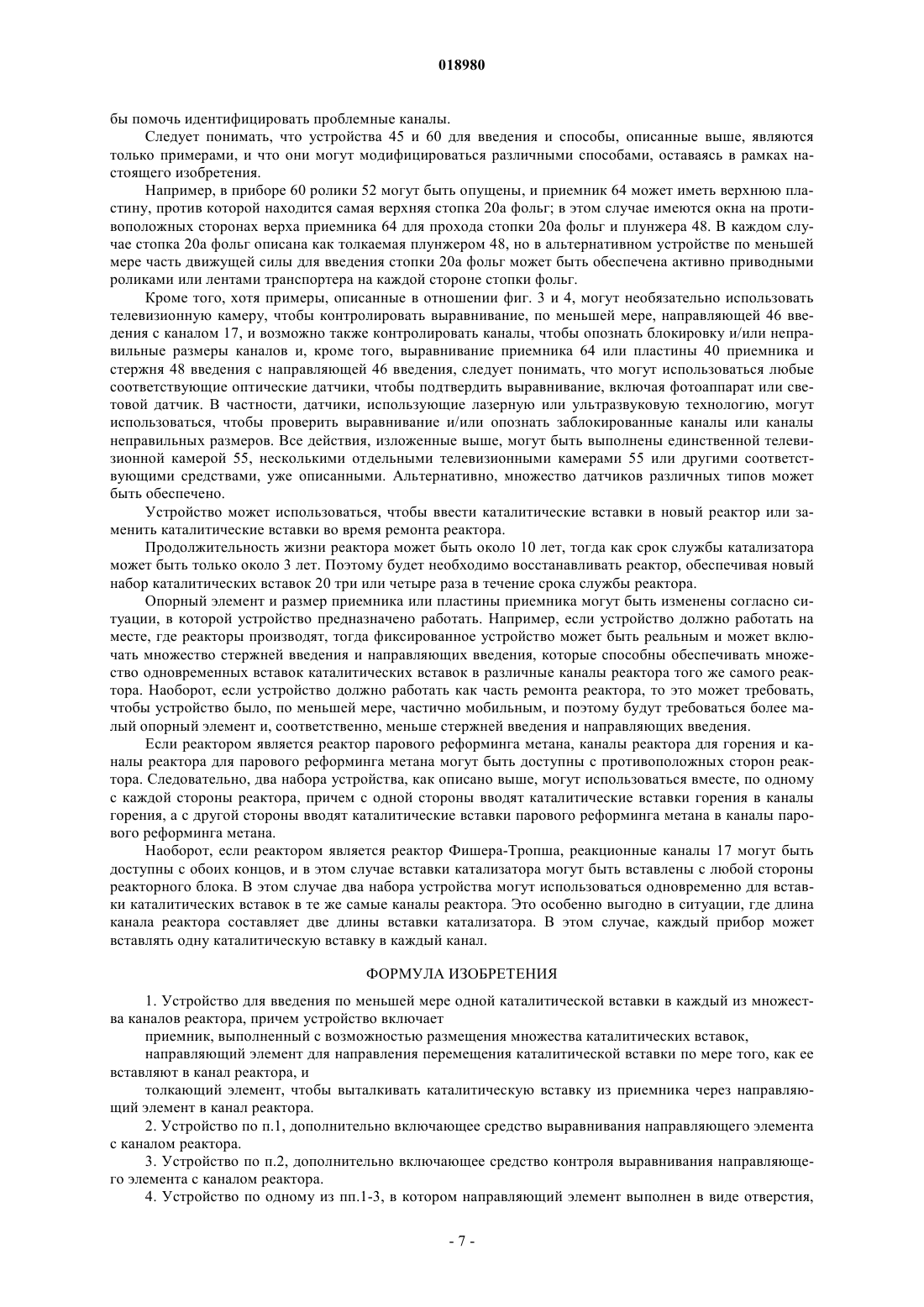
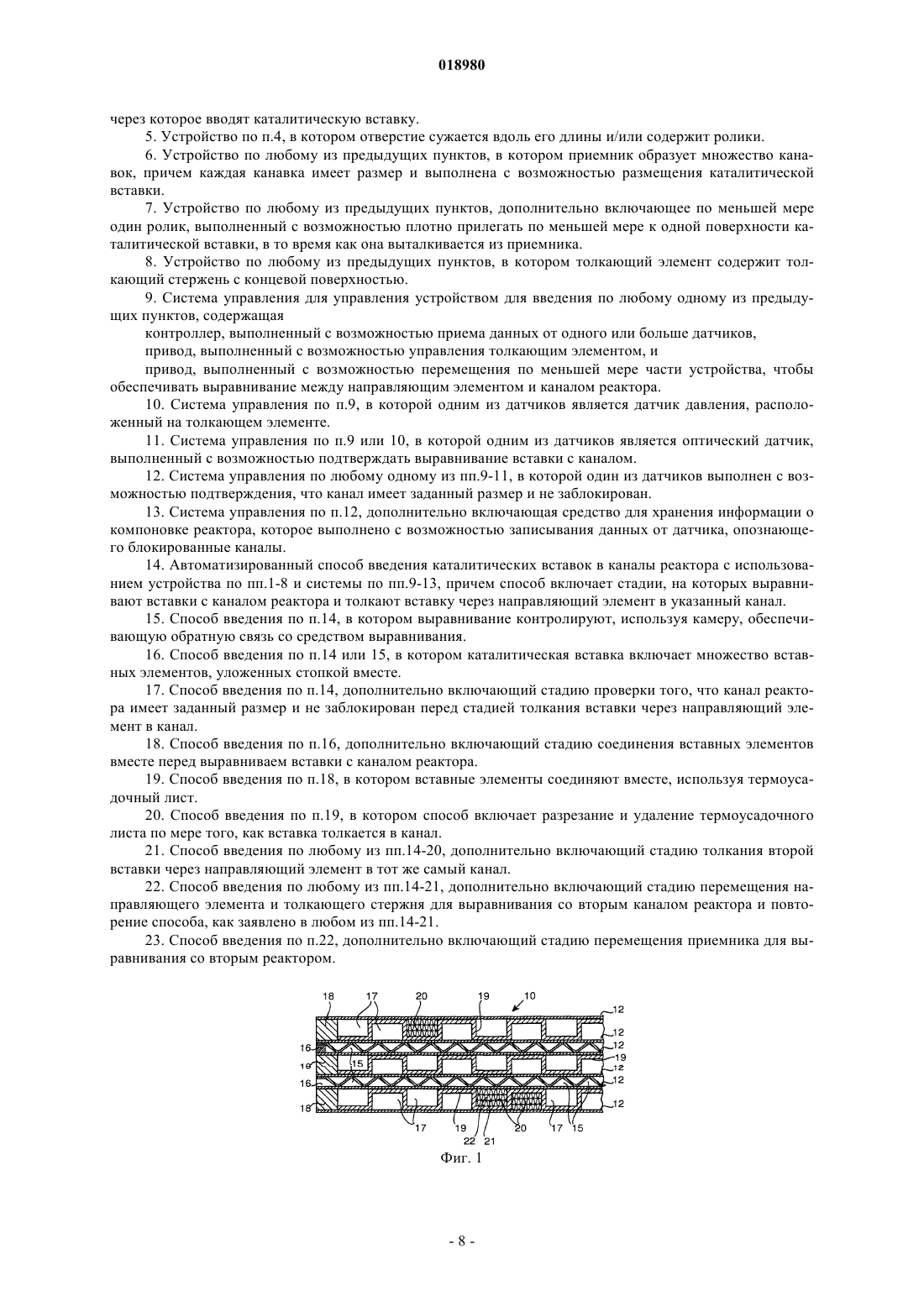
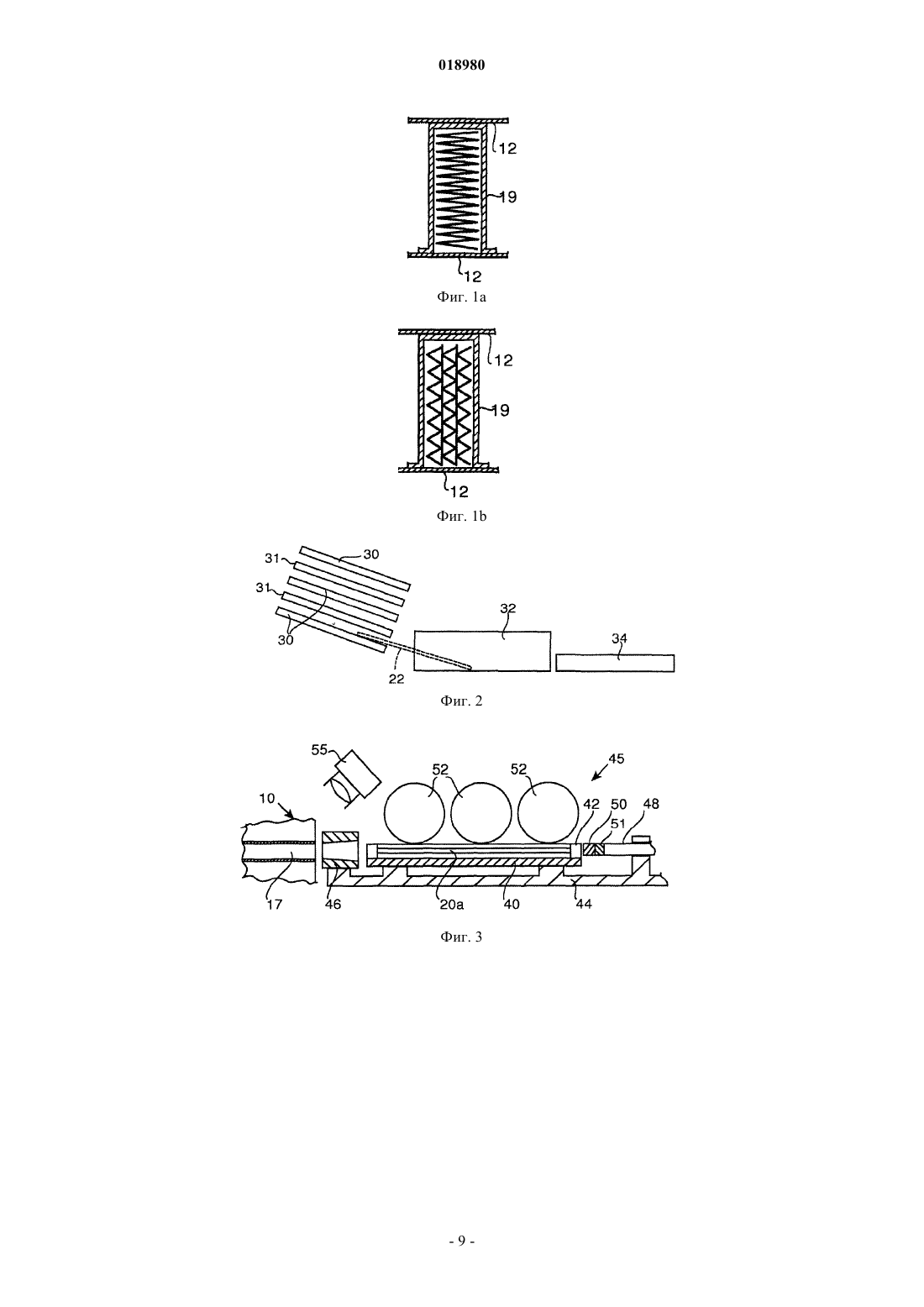
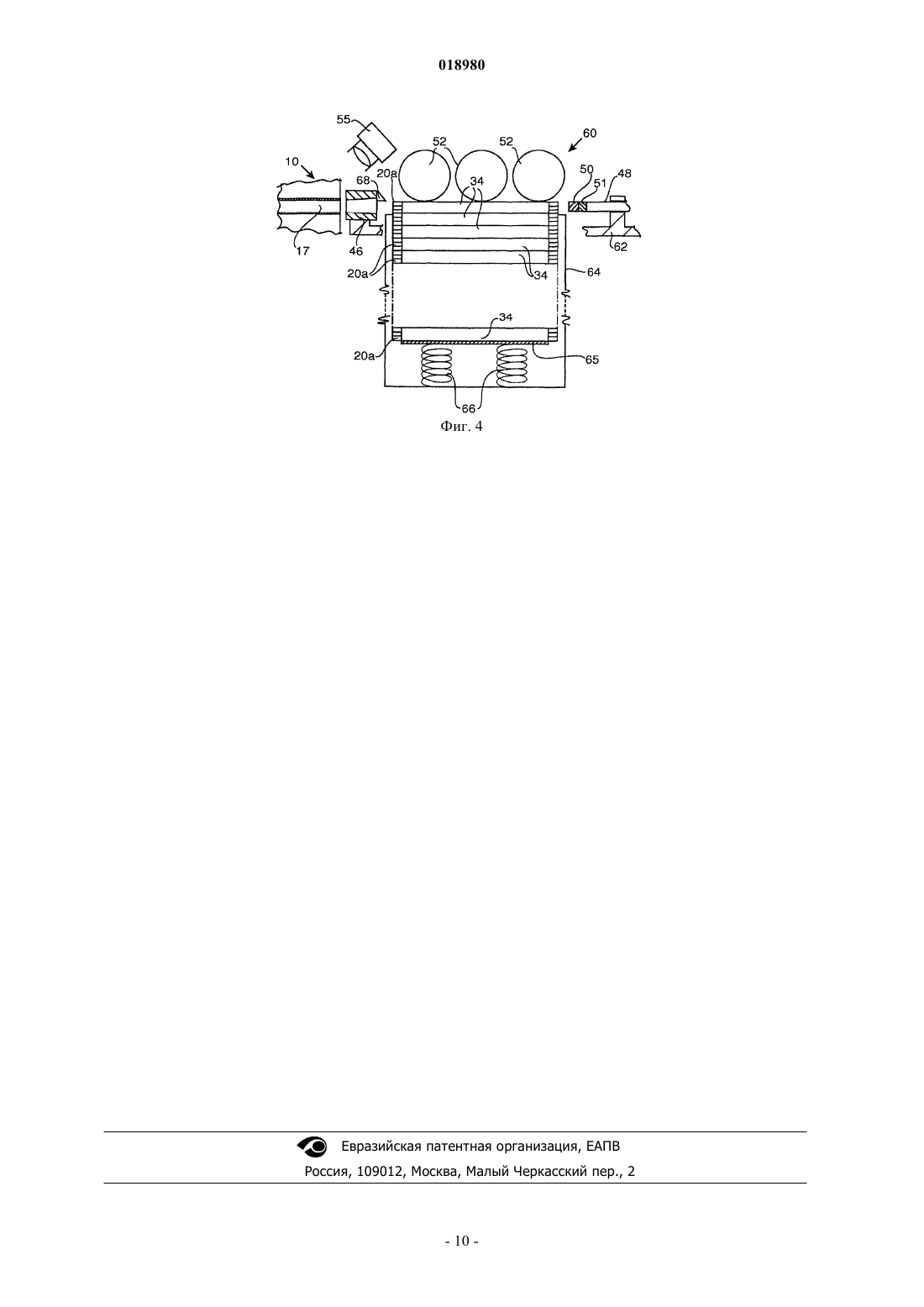
АВТОМАТИЗИРОВАННЫЙ СПОСОБ ВВЕДЕНИЯ КАТАЛИТИЧЕСКИХ ВСТАВОК В КАНАЛЫ РЕАКТОРА Предложено устройство для введения вставки, по меньшей мере одной каталитической вставки в каждый из множества каналов реактора. Устройство включает приемник, устроенный так,чтобы размещать множество каталитических вставок, направляющий элемент для направления перемещения каталитической вставки по мере того, как ее вставляют в канал реактора,и толкающий элемент, чтобы выталкивать каталитическую вставку из приемника через направляющий элемент и в канал реактора. Также предложен автоматический способ вставки каталитических вставок в каналы реактора. Способ включает стадии выравнивания вставок с каналом реактора и толкание вставки через направляющий элемент в канал. Ридинг Энтони Генри, Морган Росс Александр, Бакстер Айэн Кеннет (GB) Медведев В.Н. (RU) Это изобретение относится к улучшенным конфигурациям катализаторной фольги и к процедуре, к устройству и к способу введения катализаторной фольги в каталитические реакторы. Каталитические реакторы обеспечивают окружающую среду, в которой скорость и эффективность химической реакции могут быть улучшены с помощью катализатора. Много различных типов реакций могут катализироваться, например горение, паровой реформинг метана и синтез Фишера-Тропша; они все могут использоваться в конверсионном способе газ-в-жидкость (ГВЖ). Различные типы каталитического реактора известны для конверсионного способа ГВЖ, например, такие как реакторы с взвешенным(псевдоожиженным) слоем катализатора, реакторы с неподвижным слоем катализатора и компактные реакторы. Компактные реакторы включают множество каналов, проходящих через реакторный блок. В компактном реакторе катализатор обеспечивают на поверхности, и реагенты контактируют с этой поверхностью. Было предложено покрывать стены каналов катализатором. Однако чтобы максимизировать объем реагентов, которые контактируют с катализатором, каналы должны быть очень малыми. Было поэтому предложено, чтобы катализатор мог быть нанесен на одну или более фольг, которую вводят в каждый канал реактора. Приготовление катализатора на фольгах имеет ряд преимуществ, включая значительное увеличение площади поверхности катализатора в пределах малого объема, и фольги могут иметь такую достаточно высокую пористость, которая не мешает чересчур потоку реагентов через канал. Кроме того, срок службы реактора в целом может быть ограничен сроком службы катализатора, тогда как, если катализатор приготовлен на фольгах, то фольги могут быть заменены, таким образом, увеличивая срок службы реактора в целом. Большой реактор может иметь несколько тысяч реакторных каналов, так что введение каталитических вставок может занимать много времени. Введение должно также быть выполнено тщательно, чтобы избежать разрушения вкладыша и риска закупорки канала потока. Это может быть проблематично, поскольку площадь поперечного сечения фольги или фольг, подлежащих вставке в канал, обычно подобна площади поперечного сечения самого канала, и поэтому процесс введения должен быть выполнен точно. Кроме того, фольга, покрытая керамикой, является высокоабразивной и трудной в обращении. Кроме того, когда канал должен содержать ряд отдельных фольг, которые образуют стопку фольг, возникают дальнейшие проблемы. Настоящее изобретение применимо к любому реакторному блоку, в котором есть множество каналов реактора, в которые должны быть вставлены каталитические вставки. Сам реакторный блок может включать стопку пластин. Например, первый и второй каналы потока могут быть определены канавками в соответствующих пластинах, причем пластины укладывают стопкой и затем соединяют вместе. Альтернативно, каналы потока могут быть определены тонкими металлическими листами, которые являются зубчатыми и уложены стопками попеременно с плоскими листами; края каналов потока могут определяться уплотнительными лентами. Природа первых и вторых каналов потока зависит от реакции или реакций, которые должны произойти в реакторном блоке. Например, каналы для экзотермической химической реакции могут быть устроены попеременно в стопке с каналами для эндотермической реакции; в этом случае соответствующие катализаторы должны быть вставлены в каждый канал. Например, экзотермическая реакция может быть реакцией горения, а эндотермическая реакция может быть паровым реформингом метана. В других случаях каналы для химической реакции (первые каналы) могут быть устроены попеременно в стопке с каналами для теплоносителя, такого как охлаждающее средство. В этом случае каталитические вставки нужны только в первых каналах. Например, первые каналы могут быть предназначены для выполнения реакции Фишера-Тропша, а теплоносителем в этом случае является охлаждающее средство. Настоящее изобретение было разработано, чтобы принять меры и решить некоторые или все вышеупомянутые задачи. Согласно настоящему изобретению предложено устройство для введения вставки, по меньшей мере одной каталитической вставки в каждый из множества каналов реактора, причем устройство включает приемник, устроенный удерживать по меньшей мере одну каталитическую вставку, направляющий элемент для направления перемещения каталитической вставки по мере того, как она вводится в реакционный канал, и выталкивающий элемент, чтобы выталкивать каталитическую вставку из приемника через направляющий элемент в канал реактора. Устройство может далее включать средство для выравнивания направляющего элемента с каналом реактора. Кроме того, устройство может далее включать средство для контроля выравнивания направляющего элемента с каналом реактора. Средством контроля может быть камера, такая как телевизионная камера. Альтернативно, контрольное средство может использовать лазер или технологию ультразвука,чтобы контролировать выравнивание направляющего элемента. Направляющий элемент может иметь отверстие, через которое каталитическая вставка проходит при использовании. Отверстие может постепенно сужаться вдоль его длины и/или включать ролики так,чтобы каталитическая вставка слегка сжималась во время прохождения через направляющий элемент. Приемник может определять множество канавок, в котором каждую канавку доводят до требуемого размера и формируют так, чтобы разместить каталитическую вставку. Альтернативно, приемник может определять единственную вытянутую канавку, в котором множество вставок может лежать вплотную друг к другу. Приемник с множеством канавок, каждая размером для единственной вставки, может быть предпочтителен, поскольку это минимизирует расстояние, которое каждая вставка должна иметь, чтобы быть вытолкнута по порядку для вставки в реактор. Поскольку вставки являются очень абразивными, то является предпочтительным как для целостности катализатора на вставке, так и для приемника, минимизировать расстояние, которое каждая вставка имеет, чтобы быть вытолкнутой. Как другой вариант, если каталитическая вставка находится в форме единственного предмета до введения, приемник может содержать стопку каталитических вставок друг на друге, и в каждой операции устройства для введения одна из каталитических вставок выталкивается из приемника. Устройство может далее включать по меньшей мере один ролик, устроенный так, чтобы плотно прилегать по меньшей мере к одной стороне каталитической вставки, в то время как она выталкивается из приемника. Ролик или ролики могут быть расположены выше приемника, чтобы катиться вдоль верхней поверхности вставки по мере того, как она выталкивается из приемника. Сила, направленная вниз,обеспечиваемая роликом или роликами, в некоторых случаях помогает предотвращать изгиб каталитической вставки во время процесса вставки. Толкающий элемент может включать толкающий стержень с концевой поверхностью, которая может формироваться так, чтобы упираться в каталитическую вставку при использовании. Концевая поверхность может быть сделана из упругой пластмассы. Кроме того, согласно настоящему изобретению обеспечивается система управления для управления устройством для введения согласно любому из предыдущих требований, причем система управления включает микропроцессор, устроенный так, чтобы получать данные от одного или более датчиков, привод, устроенный так, чтобы управлять толкающим элементом, и привод, устроенный так, чтобы перемещать по меньшей мере часть прибора, чтобы обеспечивать выравнивание направляющего элемента с каналом реактора. Один из датчиков может быть датчиком давления, расположенным на толкающем элементе. Один из датчиков может быть оптическим датчиком, устроенным так, чтобы подтвердить выравнивание вставки с каналом. Привод может далее быть устроен так, чтобы перемещать по меньшей мере часть устройства, чтобы обеспечивать выравнивание каталитической вставки с направляющим элементом. Один из датчиков может быть устроен так, чтобы подтвердить, что канал имеет заданный размер и не заблокирован. Если канал будет идентифицирован как заблокированный, то система управления не будет пытаться вставить вставку в такой канал. Это сократит количество моментов отказа прибора, следующих из того,что вставка частично вставляется в канал, который заблокирован или не имеет требуемого размера. Кроме того, система управления может далее включать средство хранения информации по компоновке реактора, которая устроена так, чтобы записывать данные от датчика, опознающего блокированные каналы. Средство хранения информации по компоновке реактора может быть памятью, которая может быть обновлена дальнейшими соответствующими данными о статусе каналов в реакторе. Кроме того, согласно настоящему изобретению обеспечивают автоматизированный способ вставки каталитических вставок в каналы реактора, причем способ включает стадии выравнивания вставки с каналом реактора и толкания вставки через направляющий элемент в канал. Выравнивание может контролироваться, используя камеру, обеспечивающую обратную связь со средством выравнивания. Каталитическая вставка может включать множество вставных элементов, уложенных стопкой вместе. Способ может далее включать стадию соединения вставных элементов вместе перед выравниванием вставки с каналом реактора. Вставки могут быть соединены вместе, используя термоусадочный лист. Метод может далее включать разрезание и удаление упаковочного листа по мере того, как вставки выталкивают в канал. Способ может дополнительно включать стадию проверки того, что реакционный канал имеет точный размер и не заблокирован до стадии толкания вставки через направляющий элемент в канал. Эта стадия может быть выполнена непосредственно перед стадией толкания вставки через направляющий элемент в канал. Альтернативно, эта стадия может иметь место перед стадией выравнивания вставки с реакционным каналом. Особенно важно проверить, что канал не слишком мал для вставки, поскольку попытка вставить вставку в маломерный канал могла бы привести к блокированию, которое может остановить устройство для введения. Способ может далее включать стадию толкания второй вставки через направляющий элемент в тот же самый канал. Способ может далее включать стадию перемещения направляющего элемента и толкающего стержня для выравнивания со вторым каналом реактора и повторение стадий, описанных выше. Способ может далее включать стадию перемещения приемника для выравнивания со вторым каналом реактора. Устройство для введения может включать множество толкающих элементов и множество направляющих элементов так, чтобы множество каталитических вставок могло быть вставлено одновременно из приемника. Это выполнимо только, если каналы реактора четко разделены, и обычно предпочтительно вставлять только одну каталитическую вставку за один раз, поскольку это упрощает стадию выравнивания вставки с каналом. Когда каталитическая вставка включает множество вставных элементов, уложенных стопкой вместе, например стопкой листов рифленой фольги и плоской фольги, причем они могут быть соединены вместе перед вставкой. Например, они могут быть соединены точечной сваркой. Альтернативно, они могут быть соединены вместе временным образом, причем, например, соединяются надежно упаковочной лентой, такой как термоусадочный лист, или соединяются надежно вместе пластмассовым зажимом или торцевым колпаком; или соединяются надежно вместе погружением в легкоплавкий материал, такой как воск. Обычно желательно удалять упаковочную ленту или зажим, по мере того как вставка толкается в канал, и это может быть выполнено, используя резак, связанный с направляющим элементом, чтобы удалить упаковку или срезать зажим. Следовательно, метод может далее включать разрезание и удаление упаковочной ленты или зажима по мере того, как вставка толкается в канал. С другой стороны, если вставные элементы погружают в воск, который может помочь смазывать прохождение каталитической вставки вдоль канала, а воск может быть впоследствии удален нагреванием реакторного блока так, чтобы воск расплавился. Альтернативно, вставные элементы, которые образуют каталитическую вставку, могут быть расположены в канавке или канале в пределах приемника, не будучи соединенными вместе. Если каталитическая вставка расположена в канавке, она может поддерживаться на нужном уровне при введении в канал реактора, чтобы гарантировать, что она не сгибается, по мере введения; при этом можно использовать ролики, смежные с канавкой. Толкающий элемент предпочтительно имеет упругую пластмассовую концевую поверхность, которая примыкает к каталитической вставке лучше, чем концевая поверхность из твердого металла, чтобы избежать повреждения торца вставки, например полипропиленовую концевую поверхность. Предпочтительно толкающий элемент включает силовой датчик, и толкающий элемент прекращает работать, если измеренная сила превышает порог. Изобретение будет теперь далее более подробно описано посредством примера и с отсылкой к сопутствующим чертежам, на которых Фиг. 1 показывает вид в разрезе части реакторного блока; фиг. 1 а и 1b - альтернативные выполнения реакционного канала; фиг. 2 - вид сбоку аппарата для формирования стопок фольг; фиг. 3 - вид в разрезе устройства для вставки стопок фольг; фиг. 4 - вид в разрезе альтернативного устройства для вставки стопок фольг. Что касается фиг. 1, то там показан реакторный блок 10, пригодный для выполнения синтеза Фишера-Тропша, причем реакторный блок 10 показан в разрезе и только частично. Реакторный блок 10 состоит из стопки плоских пластин 12 толщиной 1 мм, разделенных так, чтобы образовать каналы 15 для охлаждающей текучей среды, чередующиеся с каналами 17 для синтеза Фишера-Тропша. Каналы 15 для охлаждающей текучей среды образованы, кроме того, листами 14 толщиной 0,75 мм, сформированными как пилообразное рифление (гофры) с плоскими вершинами, и имеют твердые стыковые накладки 16. Каналы 17 для синтеза Фишера-Тропша уплотняют твердыми краевыми брусками 18 и образованы, кроме того, листами 19 толщиной 1,0 мм в форме зубцов высотой обычно от 4 до 12 мм, например 5 мм. В одном примере конечные каналы 17 имеют ширину 10 мм и высоту 5 мм и проходят прямо через стопку от одной лицевой поверхности до противоположной лицевой поверхности. В пределах каждого из каналов 17 для синтеза Фишера-Тропша устанавливают каталитическую вставку 20. Например, эта вставка 20 может включать стопку плоских фольг 21 и рифленых (гофрированных) фольг 22, каждую толщиной обычно 20-150 мкм, например 50 мкм, с керамическим покрытием, действующим как носитель для каталитического материала (показаны только три таких вставки 20). На чертеже каждая вставка 20 состоит из двух обычно плоских фольг 21 (которые могут практически образовывать рифление с амплитудой 0,1 мм для большей жесткости), разделяя три продольно рифленые фольги 22. Альтернативная вставка 20 может состоять из единственной рифленой фольги, рифление которой определяется, в основном, высотой канала 17, или альтернативно из двух рифленых фольг, разделенных плоской фольгой. Фольга может быть изготовлена из легированной стали, которая образует сцепленное с поверхностью покрытие оксида алюминия при нагревании, например алюминийсодержащую ферритную сталь,такую как железо с 15% хрома, 4% алюминия и 0,3% иттрия (например, Fecralloy (TM. Когда этот сплав нагревают на воздухе, образуется сцепленное оксидное покрытие оксида алюминия, которое защищает сплав от дальнейшего окисления и коррозии. Когда керамическим покрытием является оксид алюминия,оказывается, что это покрытие соединяется с оксидным покрытием на поверхности. В альтернативном примере (не показан) фольга, которая обеспечивает подложку для катализатора,может быть заменена проволочной сеткой или войлочным листом, который может быть гофрированным,с рябью или складчатым. Предположительно одна или больше каталитических вставок 20 обеспечивают по всей длине реакционного канала 17, где должна проходить каталитическая реакция. Реакционный канал 17 может, например, иметь длину 150 мм или больше, например, до 1 м, такую как 600 мм; и следовательно, вставка 20 будет иметь сопоставимую длину, например две вставки 20, каждая длиной 300 мм,могут быть вставлены вплотную в канал длиной 600 мм. На фиг. 1 реакционные каналы 17 являются более широкими (в направлении, параллельном пло-3 018980 ским пластинам 12), чем высокими, но реакционные каналы 17 могут вместо этого иметь квадратное поперечное сечение или, альтернативно, они могут быть более высокими, чем широкими. Каталитические вставки 20, описанные выше, состоят из одной или более рифленых фольг, чья диаметральная плоскость параллельна плоским пластинам 12, но альтернативно рифленая фольга или фольги могут быть устроены так, что их диаметральная плоскость будет ортогональна плоским пластинам 12. Если реакционные каналы 17 более узки (в направлении, параллельном плоским пластинам 12), чем высоки, то, как показано на фиг. 1 а и 1b, может быть более удобно расположить рифленые фольги или рифленую фольгу так, что их диаметральные (центральные) плоскости будут ортогональны плоским пластинам 12. Следовательно,каталитические вставки могут или быть единственной рифленой фольгой, рифление которой равно, в основном, ширине канала, как показано на фиг. 1 а, или, альтернативно, стопкой фольг, как показано на фиг. 1b. Нужно подчеркнуть, что фиг. 1 показывает только часть реакторного блока 10. Число каналов 17, в которые должны быть вставлены вставки 20, зависит от размера реакторного блока 10, но, например,если концевая поверхность реакторного блока 10 составляет 0,36 м на 0,36 м, то может быть больше одной тысячи таких каналов 17. С конструкцией, описанной выше, каждая фольга 21 и 22 имеет ширину чуть меньше 5 мм, толщину фольги 50 мкм и длину, обычно равную длине канала или половине длины канала, скажем длиной 300 мм, и является поэтому не твердым объектом. Вставка такого большого количества каталитических вставок 20, составленных из нежестких фольг 21 и 22, не является простым делом. В этом примере допускают, что рифленые фольги 22 подают в лотках или направляющих 30, а плоские фольги 21 подают в лотках или направляющих 31, например с канавками с одной фольгой 21 или 22 в каждом. Так как больше чем одна фольга должна быть обеспечена в пределах каждого канала 17, то в первой стадии процесса вставки должна производиться стопка фольги для использования в качестве вставок 20. Это может быть сделано, используя манипулятор, устроенный, чтобы поднять соответствующие фольги 21 или 22 последовательно и разместить их как стопку фольг. Альтернативно, ссылаясь теперь на фиг. 2, лотки 30, 31 могут быть устроены один над другим и наклонены, причем самый нижний лоток 30 содержит рифленые фольги 22 и другие лотки, попеременно содержат плоские фольги 21 и рифленые фольги 22. Лотки находятся рядом с блоком 32, формирующим стопки, который образует множество глубоких канавок, которые сужаются к низу блока 32 до ширины чуть больше, чем ширина фольг 21 или 22, причем глубокие канавки выравниваются с канавками во всех лотках 30 и 31. Фольги 22 с нижнего лотка 30 все выталкиваются в соответствующие канавки блока 32; фольги 21 со следующего лотка 31 затем выталкиваются так, что они попадают на верх рифленых фольг 22 у основания глубоких канавок; и затем рифленые фольги 22 со следующего лотка 30 также выталкиваются; и аналогично для всех пяти лотков 30 и 31 последовательно, таким образом, стопки фольг формируются у основания всех глубоких канавок в блоке 32. Лотки 30 и 31 наклоняют, чтобы гарантировать,что по мере того, как каждая фольга 21 или 22 выталкивается, в какой-то момент его передний конец лежит в основании глубокой канавки, в то время как его другой конец еще находится в лотке, и это понижает риск того, что фольги не будут лежать плоско в глубоких канавках. Листы фольг из лотков 30, 31 могут быть вытолкнуты в быстрой последовательности или существенно в одно и то же время, чтобы сформировать стопки в блоке 32, формирующем стопки. Альтернативно, это может быть сделано только с одной фольгой из каждого лотка 30, 31, чтобы сформировать единственную стопку. Как один вариант, стопки листов фольги затем выталкиваются из глубоких канавок блока 32, формирующего стопки, в выровненные мелкие канавки пластины 40 приемника (показан на фиг. 3). Каждая пластина 40 приемника образует множество параллельных мелких канавок 42, в каждую из которых, таким образом, вводят стопку 20 а фольг. Такие пластины 40 приемника могут затем быть уложены в стопку друг на друга, например в коробку со свободным выталкиваемым основанием вверх для последующего использования. Альтернативно, каждая пластина 40 приемника может быть покрыта прикрепляющейся крышкой, чтобы гарантировать, что стопки 20 а фольги не выпадут; такая прикрепляющаяся крышка может включать выступы, которые выступают в концевые участки канавок 42. Действительно, последовательные пластины 40 приемника можно скреплять наверху друг с другом, чтобы обезопасить стопки 20 а фольг в нижних пластинах 40 приемника, и снова нижняя сторона пластин 40 приемника в этом случае может включать выступы, такие как зубцы, которые выступают в концевые участки канавок 42. Как еще один альтернативный вариант, каждая пластина 40 приемника может сама быть запакована в термоусадочную пленку, чтобы гарантировать, отсутствие риска выпадения стопок 20 а фольг. Альтернативно, каждая из стопок фольг затем выталкивается из блока 32, формирующего стопки, в соответствующую термоусадочную трубу 34, и эти трубы 34 нагревают, чтобы удержать листы 21 и 22 фольги в каждой стопке вместе. Термоусадочные трубы 34 имеют материал достаточной толщины, чтобы удерживать листы 21 и 22 фольги надежно вместе и также отслаиваться впоследствии без разрыва. Термоусадочные трубы 34 также формируются, чтобы сжимать стопки в вертикальном направлении. Однако важно, что трубы 34 не оказывали избыточного давления на стопку, поскольку это может привести к деформации стопки. Упакованные стопки могут быть последовательно загружены в пружинный приемник 64 (как показано на фиг. 4), одна над другой, для последовательного введения (как описано ниже). Как только каталитические вставки упакованы, либо в приемник, пластину приемника, либо обернуты термоусадочной пленкой, вставки защищены и могут, например, быть транспортированы изготовителю реактора, где вставки применяют в новых реакторах, или на заводе ремонта реакторов, где вставки применяют, чтобы заменить вставки, на которых истощен катализатор. Приемник, пластина приемника или упаковочные трубы эффективно формируют переходные упаковки для вставок. Эта упаковка может быть разовой или подлежащей возврату. Когда вставки доставляются изготовителю реактора или ремонтного завода, их вставляют, используя устройство, как показано на фиг. 3 или 4. Альтернативно производство стопок фольг может иметь место на том же самом заводе, где они должны быть вставлены. Обратимся теперь к фиг. 3, где устройство 45 для введения, которое может быть автоматизированным, включает опорный элемент 44 (представленный схематически) для поддержки пластины 40 приемника, направляющую 46 введения на одной стороне пластины 40 приемника и толкающий элемент или плунжер 48 введения, выровненный с направляющей 46 введения, но на противоположнойстороне пластины 40 приемника. Плунжер 48 введения имеет концевую поверхность 50 из полипропилена, позади которой находится датчик 51 давления. Поверхность 50 плунжера 48 введения должна быть достаточно вертикальной, так как она является областью контакта со всеми фольгами в стопке. Однако она должна также вписаться в канал, особенно в примере, где две стопки длиной 300 мм вставляют в канал длиной 600 мм. В этом случае плунжер 48 должен быть достаточной длины, чтобы поверхность 50 могла продвинуться на 300 мм вдоль канала. Три поджимающих ролика 52 установлены на стопке 20 а фольг в канавке 42, которую выравнивают с направляющей 46 введения. Хотя три ролика 52 показаны, число установленных роликов частично определяется длиной каталитической вставки: чем длиннее вставка, тем большее число роликов может использоваться. Кроме того, число установленных роликов является частично компромиссом между степенью контакта, обеспечиваемого между роликами и каталитической вставкой, и радиусом роликов. Поскольку керамика, которая покрывает каталитическую фольгу, является очень абразивной, то тонкая абразивная пыль может присутствовать в непосредственной близости от вставки и, следовательно, если большое количество роликов малого радиуса используется, пыль может повредить поддерживающие поверхности роликов и понизить полезный срок службы. Наоборот, если используется один большой ролик, степень контакта между роликом и вставкой катализатора ограничена. Для каталитической вставки может использоваться длина 300 мм между двумя и пятью роликами. Опорный элемент 44 имеет две степени свободы: вверх или вниз, и в или вне плоскости бумаги, как показано на фиг. 3. В работе устройства 45, установленного рядом с реакторным блоком 10, реакторный блок 10 предпочтительно устраивается так, чтобы каналы 17 были горизонтальны. Перемещениями опорного элемента 44 управляет контроллер (не показан), чтобы выровнять направляющую 46 введения с реакционным каналом 17. Чтобы учесть неопределенность в точном положении каждого реакционного канала 17, которая возникает вследствие производственных допусков, по меньшей мере, локализация конца реакционного канала 17 проверяется телевизионной камерой 55, обеспечивающей сигналы контроллеру. Кроме того, телевизионная камера 55 может использоваться, чтобы подтвердить, что канал 17 не заблокирован и имеет достаточный размер, чтобы получить стопку 20 а фольг. Когда направляющую 46 введения выравнивают с подходящим по размеру каналом 17, который не заблокирован, плунжер 48 введения активируют, чтобы вставлять стопку 20 а фольг через направляющую 46 введения и, таким образом, вдоль реакционного канала 17. Ролики 52 предотвращают фольги от изгиба, по мере того как они проталкиваются вдоль. Направляющая 46 введения в этом примере определяется коническим отверстием прямоугольного сечения, самый узкий конец которого немного меньше, чем размеры реакционного канала 17. В этом примере направляющая 46 введения сделана из пластмассы низкого трения, такой как политетрафторэтилен. В альтернативном примере направляющая 46 введения может быть из твердого материала, такого как нержавеющая сталь. Как только введение закончено, плунжер 48 введения извлекают. Ролики 52 немного поднимают, и пластина 40 приемника передвигается вдоль так, что следующая канавка 42 выравнивается с направляющей 46 введения, и ролики 52 снижаются назад в положение, как показано. Опорный элемент 44 может затем перемещаться так, чтобы выровняться с другим каналом 17. Когда все стопки 20 а фольг в пластине 40 приемника были вставлены таким образом, пластину 40 приемника заменяют на новую пластину 40 приемника. В варианте, не показанном в сопутствующих фигурах, направляющая введения может включать одну или более пар противоположно вращающихся роликов, между которыми проталкивается стопка 20 а фольг. Эти ролики могут быть пассивными, или они могут быть управляемы. Стопка фольг представляет упругий материал, и в каждом случае эффект направляющей 46 введения должен сжать стопку 20 а фольг так, чтобы гарантировать, что она не застрянет на краях канала 17, по мере того как она вставляется. Датчик 51 давления дает дальнейшую гарантию удовлетворительной работы, поскольку дает возможность компьютерному контроллеру прекратить введение, если происходит блокировка. Обращение теперь к фиг. 4 показывает альтернативное устройство 60 введения, имеющее некото-5 018980 рые особенности общие с прибором 45 введения из фиг. 3, подобные ссылки характеризуются той же самой цифрой ссылки. Устройство 60 введения включает опорный элемент 62 (представленный схематически) для поддержки приемника 64, направляющей 46 введения на одной стороне приемника 64, и плунжер 48 введения, выровненный с направляющей 46 введения, но на противоположной стороне приемника 64. В этом примере приемник 64 использует стопки 20 а фольг, удерживаемые вместе термоусадочными трубами 34, как упомянуто выше относительно фиг. 2. Большое количество их уложено стопками друг на друга (только шесть показано в фигуре) в приемнике 64, лежащем на опорной пластине 65,поддерживаемой пружинами 66. Приемник 64 поддерживают, так что самая верхняя стопка 20 а фольг находится выше верха приемника 64, и лежит против трех роликов 52. Выступ на поверхности направляющей 4 6 введения, ближайшей к приемнику 64, является режущим лезвием 68, устроенным, чтобы разрезать термоусадочные трубы 34, кончик лезвия 66, устроенный между волнами самой верхней рифленой фольги 22 в стопке 22 а фольг, причем лезвие имеет форму такую, чтобы удалить материал трубы 34. Это позволяет избежать попадания материала трубы 34 в реакционный канал 17. Использование устройства 60 для введения частично походит на использование устройства 45 для введения в том, что опорный элемент 62 перемещается, чтобы выровнять направляющую 46 введения 46 с реакционным каналом 17, причем точность этого выравнивания и пригодность канала принять введение стопки 20 а фольг проверяется телевизионной камерой 55. Когда направляющую 46 введения выравнивают, плунжер 48 введения активируют, чтобы выталкивать стопку 20 а фольг через направляющую 46 введения и, следовательно, вдоль реакционного канала 17. По мере того как стопка 20 а фольг проходит через направляющую 46 введения, лезвие 68 гарантирует, что термоусадочная труба 34 удаляется. Когда плунжер 48 введения извлекают, пружины 66 гарантируют, что следующая стопка 20 а фольг поднимется до примыкания к роликам 52, следовательно, прибор 60 введения готов к следующему введению. Телевизионная камера 55 и датчик 51 на плунжере 48 введения вводят данные в контроллер. Контроллер устраивают так, чтобы принимать данные от телевизионной камеры 55 и датчика 51 и посылать команды одному или более приводам (не показаны), которые устраивают так, чтобы перемещать приемник 64, или пластину 40 приемника, и/или опорный элемент 44, 62 относительно реакторного блока 10. Данные телевизионной камеры 55 подтвердят, когда направляющая 46 введения выравнивается с каналом 17, и подтвердят, что канал имеет заданный размер и не заблокирован. Камера может также использоваться, чтобы проверить, что каталитическая вставка в приемнике или пластине приемника выровнена с направляющей 46 введения. Когда используют устройство 60 для введения, показанное на фиг. 4, приемник 64 должен перемещаться, чтобы обращаться к каждому каналу 17. Это может соответствовать перемещению после каждого введения, если только одна фольга или стопка 20 а фольг должна быть вставлена в каждый канал. Однако когда используют устройство 45 для введения, показанное на фиг. 3, если канавки 42 в пластине 40 приемника устраивают так, чтобы иметь то же самое разделение, как каналы 17 в реакторном блоке, то направляющая 46 введения и стержень 48 введения может вместо этого перемещаться относительно пластины 40 и опорного элемента 44. Контроллер также управляет перемещением плунжера 48 введения. Плунжер 48 введения приводят в действие, чтобы толкать единственную фольгу или стопку фольг в канал 17. Если фольга (стопка фольг) будет испытывать любое чрезмерное сопротивление, например, в результате блокировки канала 17, датчик 51 подаст сигнал системе управления, которая изменит силу, используемую на плунжере 48 введения. Если сила, используемая плунжером 48 введения, является чрезмерной, это может привести к повреждению фольги (стопки фольг), например, при сгибании. Контроллер может быть устроен так, чтобы изменять силу и, следовательно, скорость, при которой фольга или стопка фольг вставляется в канал. Например, контроллер может инициировать перемещение плунжера 48 введения малой силой, приводящей к сравнительно медленному начальному перемещению фольги или стопки фольг. Как только фольга или стопка фольг, по меньшей мере, частично будет находиться в пределах канала, канал эффективно поддерживает фольгу, и сила на плунжере 48 введения может быть увеличена, и, следовательно, скорость введения может также быть увеличена. Контроллер далее обеспечен информацией, касающейся компоновки реактора, включая число каналов, в которые фольга или стопка фольг должны быть вставлены. Эта информация о компоновке реактора может храниться в памяти или другом соответствующем средстве накопления информации. Установочные датчики могут быть обеспечены, которые устроены так, чтобы передавать контроллеру информацию, касающуюся каналов в пределах реактора, которые заполнены. Контроллер использует это данные, чтобы идентифицировать, какие каналы еще должны быть заполнены. Контроллер посылает команды приводам, чтобы выровнять направляющую 46 введения и стержень 48 введения с каналами, которые должны быть заполнены фольгой или стопками фольг катализатора. Кроме того, контроллер хранит данные телевизионной камеры 55, указывающие на то, что канал не имеет заданного размера или заблокирован. Эти данные в комбинации с информацией, касающейся компоновки реактора, дают возможность контроллеру сопоставить информацию, касающуюся заблокированных каналов или каналов неправильного размера, которые будут требовать ручного регулирования, когда остальные каналы реактора автоматически заполнены. Эта информация может быть представлена квалифицированному сотруднику, что-6 018980 бы помочь идентифицировать проблемные каналы. Следует понимать, что устройства 45 и 60 для введения и способы, описанные выше, являются только примерами, и что они могут модифицироваться различными способами, оставаясь в рамках настоящего изобретения. Например, в приборе 60 ролики 52 могут быть опущены, и приемник 64 может иметь верхнюю пластину, против которой находится самая верхняя стопка 20 а фольг; в этом случае имеются окна на противоположных сторонах верха приемника 64 для прохода стопки 20 а фольг и плунжера 48. В каждом случае стопка 20 а фольг описана как толкаемая плунжером 48, но в альтернативном устройстве по меньшей мере часть движущей силы для введения стопки 20 а фольг может быть обеспечена активно приводными роликами или лентами транспортера на каждой стороне стопки фольг. Кроме того, хотя примеры, описанные в отношении фиг. 3 и 4, могут необязательно использовать телевизионную камеру, чтобы контролировать выравнивание, по меньшей мере, направляющей 46 введения с каналом 17, и возможно также контролировать каналы, чтобы опознать блокировку и/или неправильные размеры каналов и, кроме того, выравнивание приемника 64 или пластины 40 приемника и стержня 48 введения с направляющей 46 введения, следует понимать, что могут использоваться любые соответствующие оптические датчики, чтобы подтвердить выравнивание, включая фотоаппарат или световой датчик. В частности, датчики, использующие лазерную или ультразвуковую технологию, могут использоваться, чтобы проверить выравнивание и/или опознать заблокированные каналы или каналы неправильных размеров. Все действия, изложенные выше, могут быть выполнены единственной телевизионной камерой 55, несколькими отдельными телевизионными камерами 55 или другими соответствующими средствами, уже описанными. Альтернативно, множество датчиков различных типов может быть обеспечено. Устройство может использоваться, чтобы ввести каталитические вставки в новый реактор или заменить каталитические вставки во время ремонта реактора. Продолжительность жизни реактора может быть около 10 лет, тогда как срок службы катализатора может быть только около 3 лет. Поэтому будет необходимо восстанавливать реактор, обеспечивая новый набор каталитических вставок 20 три или четыре раза в течение срока службы реактора. Опорный элемент и размер приемника или пластины приемника могут быть изменены согласно ситуации, в которой устройство предназначено работать. Например, если устройство должно работать на месте, где реакторы производят, тогда фиксированное устройство может быть реальным и может включать множество стержней введения и направляющих введения, которые способны обеспечивать множество одновременных вставок каталитических вставок в различные каналы реактора того же самого реактора. Наоборот, если устройство должно работать как часть ремонта реактора, то это может требовать,чтобы устройство было, по меньшей мере, частично мобильным, и поэтому будут требоваться более малый опорный элемент и, соответственно, меньше стержней введения и направляющих введения. Если реактором является реактор парового реформинга метана, каналы реактора для горения и каналы реактора для парового реформинга метана могут быть доступны с противоположных сторон реактора. Следовательно, два набора устройства, как описано выше, могут использоваться вместе, по одному с каждой стороны реактора, причем с одной стороны вводят каталитические вставки горения в каналы горения, а с другой стороны вводят каталитические вставки парового реформинга метана в каналы парового реформинга метана. Наоборот, если реактором является реактор Фишера-Тропша, реакционные каналы 17 могут быть доступны с обоих концов, и в этом случае вставки катализатора могут быть вставлены с любой стороны реакторного блока. В этом случае два набора устройства могут использоваться одновременно для вставки каталитических вставок в те же самые каналы реактора. Это особенно выгодно в ситуации, где длина канала реактора составляет две длины вставки катализатора. В этом случае, каждый прибор может вставлять одну каталитическую вставку в каждый канал. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для введения по меньшей мере одной каталитической вставки в каждый из множества каналов реактора, причем устройство включает приемник, выполненный с возможностью размещения множества каталитических вставок,направляющий элемент для направления перемещения каталитической вставки по мере того, как ее вставляют в канал реактора, и толкающий элемент, чтобы выталкивать каталитическую вставку из приемника через направляющий элемент в канал реактора. 2. Устройство по п.1, дополнительно включающее средство выравнивания направляющего элемента с каналом реактора. 3. Устройство по п.2, дополнительно включающее средство контроля выравнивания направляющего элемента с каналом реактора. 4. Устройство по одному из пп.1-3, в котором направляющий элемент выполнен в виде отверстия,-7 018980 через которое вводят каталитическую вставку. 5. Устройство по п.4, в котором отверстие сужается вдоль его длины и/или содержит ролики. 6. Устройство по любому из предыдущих пунктов, в котором приемник образует множество канавок, причем каждая канавка имеет размер и выполнена с возможностью размещения каталитической вставки. 7. Устройство по любому из предыдущих пунктов, дополнительно включающее по меньшей мере один ролик, выполненный с возможностью плотно прилегать по меньшей мере к одной поверхности каталитической вставки, в то время как она выталкивается из приемника. 8. Устройство по любому из предыдущих пунктов, в котором толкающий элемент содержит толкающий стержень с концевой поверхностью. 9. Система управления для управления устройством для введения по любому одному из предыдущих пунктов, содержащая контроллер, выполненный с возможностью приема данных от одного или больше датчиков,привод, выполненный с возможностью управления толкающим элементом, и привод, выполненный с возможностью перемещения по меньшей мере части устройства, чтобы обеспечивать выравнивание между направляющим элементом и каналом реактора. 10. Система управления по п.9, в которой одним из датчиков является датчик давления, расположенный на толкающем элементе. 11. Система управления по п.9 или 10, в которой одним из датчиков является оптический датчик,выполненный с возможностью подтверждать выравнивание вставки с каналом. 12. Система управления по любому одному из пп.9-11, в которой один из датчиков выполнен с возможностью подтверждения, что канал имеет заданный размер и не заблокирован. 13. Система управления по п.12, дополнительно включающая средство для хранения информации о компоновке реактора, которое выполнено с возможностью записывания данных от датчика, опознающего блокированные каналы. 14. Автоматизированный способ введения каталитических вставок в каналы реактора с использованием устройства по пп.1-8 и системы по пп.9-13, причем способ включает стадии, на которых выравнивают вставки с каналом реактора и толкают вставку через направляющий элемент в указанный канал. 15. Способ введения по п.14, в котором выравнивание контролируют, используя камеру, обеспечивающую обратную связь со средством выравнивания. 16. Способ введения по п.14 или 15, в котором каталитическая вставка включает множество вставных элементов, уложенных стопкой вместе. 17. Способ введения по п.14, дополнительно включающий стадию проверки того, что канал реактора имеет заданный размер и не заблокирован перед стадией толкания вставки через направляющий элемент в канал. 18. Способ введения по п.16, дополнительно включающий стадию соединения вставных элементов вместе перед выравниваем вставки с каналом реактора. 19. Способ введения по п.18, в котором вставные элементы соединяют вместе, используя термоусадочный лист. 20. Способ введения по п.19, в котором способ включает разрезание и удаление термоусадочного листа по мере того, как вставка толкается в канал. 21. Способ введения по любому из пп.14-20, дополнительно включающий стадию толкания второй вставки через направляющий элемент в тот же самый канал. 22. Способ введения по любому из пп.14-21, дополнительно включающий стадию перемещения направляющего элемента и толкающего стержня для выравнивания со вторым каналом реактора и повторение способа, как заявлено в любом из пп.14-21. 23. Способ введения по п.22, дополнительно включающий стадию перемещения приемника для выравнивания со вторым реактором.
МПК / Метки
МПК: B01J 19/24
Метки: каналы, вставок, каталитических, автоматизированный, способ, реактора, введения
Код ссылки
<a href="https://eas.patents.su/11-18980-avtomatizirovannyjj-sposob-vvedeniya-kataliticheskih-vstavok-v-kanaly-reaktora.html" rel="bookmark" title="База патентов Евразийского Союза">Автоматизированный способ введения каталитических вставок в каналы реактора</a>
Автоматизированный способ диагностики (варианты)
Номер патента: 1835
Опубликовано: 27.08.2001
Автор: Айлифф Эдвин С
МПК: G06F 19/00
Метки: автоматизированный, способ, диагностики, варианты
Формула / Реферат:
1. Автоматизированный способ диагностики, содержащий следующие шаги: ввод в компьютер списка заболеваний, каждое из которых связано со списком симптомов, а каждый упомянутый симптом связан со списком вопросов, причём упомянутые симптомы и вопросы могут быть различными для каждого заболевания; повторяющееся задание вопросов из числа выбранных из списков вопросов для получения ответов, при этом упомянутые ответы устанавливают симптомы, каждый из...
Автоматизированный способ и система обеспечения расчетов по сделкам
Номер патента: 6783
Опубликовано: 28.04.2006
Автор: Логан Томас Д.
МПК: E21B 21/08
Метки: сделкам, система, автоматизированный, расчетов, способ, обеспечения
Формула / Реферат:
1. Способ изменения условий платежа в сделке между покупателем и продавцом, включающий в автоматизированной системе финансовых взаиморасчетов получение данных о стоимости привлеченных денежных средств покупателя и одной или нескольких предпочтений ликвидности, о стоимости привлеченных денежных средств продавца и одной или нескольких предпочтений ликвидности и об одном или нескольких условиях платежа сделки, в котором стоимость привлеченных...
Каталитический реактор, содержащий первые и вторые проточные каналы, расположенные попеременно
Номер патента: 14205
Опубликовано: 29.10.2010
Авторы: Брабон Стивен, Вест Дэвид Джеймс, Гиллеспи Роберт Фрю, Боуэ Майкл Джозеф, Пит Роберт
МПК: B01J 19/24
Метки: каталитический, каналы, расположенные, первые, проточные, реактор, содержащий, попеременно, вторые
Формула / Реферат:
1. Компактный каталитический реактор, образующий множество первых и вторых проточных каналов, расположенных попеременно, причем первые проточные каналы имеют поперечный размер не более чем 10 мм и обеспечивают пути течения для горючих реагентов и содержат съемную, проницаемую для текучей среды катализаторную структуру, чтобы катализировать горение реагентов, причем первые проточные каналы имеют по меньшей мере один впуск по меньшей мере для...
Труба для быстрого охлаждения, устройство и способ проведения каталитических газофазных реакций

Номер патента: 13091
Опубликовано: 26.02.2010
Автор: Колман Дерек Алан
МПК: B01J 4/00, B01J 8/00, B01J 7/02...
Метки: реакций, способ, газофазных, проведения, труба, каталитических, охлаждения, устройство, быстрого
Формула / Реферат:
1. Труба для быстрого охлаждения, имеющая длину L, диаметр D и по меньшей мере одно впускное отверстие для охлаждающей среды, способное пропускать охлаждающую среду в трубу с ее боковой стороны под углом по меньшей мере 30° по отношению к продольной оси трубы, и в которой D составляет от 0,04 до 0,10 м, а отношение L/D - по меньшей мере 5.2. Труба для быстрого охлаждения по п.1, имеющая от 2 до 4 впускных отверстий для охлаждающей среды.3....
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Койо Илкка, Сааринен Ристо, Йокилааксо Ари
МПК: C21B 7/10
Метки: способ, изготовленный, указанного, помощью, элемент, расплавленной, производства, охлаждающего, составного, реактора, элемента, зоны, составной, способа, металлургического, охлаждающий
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Предыдущий патент: Вентилятор в сборе
Следующий патент: Оптически активные производные 3-[(фенилпиперазин-1-ил)алкил]-3-алкилоксиндола, обладающие активностью в отношении центральной нервной системы (цнс)
Случайный патент: Пиразиновые производные в качестве enac блокаторов