Соединение труб для нефтепромыслов с повышенной способностью к сжатию
Номер патента: 17340
Опубликовано: 30.11.2012
Авторы: Хеглер Мэтью, Бейли Андил Грегори, Брейхан Джеймз
Формула / Реферат
1. Резьбовое соединение труб для нефтепромыслов, которое включает в себя
ниппель, содержащий первую наружную коническую резьбу и вторую наружную коническую резьбу, расположенную на определенном расстоянии по оси от первой наружной конической резьбы;
замковую муфту, содержащую первую внутреннюю коническую резьбу для контакта с первой наружной конической резьбой и вторую внутреннюю коническую резьбу для контакта со второй наружной конической резьбой;
спиральный упорный торец как на ниппеле, так и на замковой муфте, расположенный на определенном расстоянии по оси между соответствующими первыми и вторыми резьбами, где каждая спираль спирального упорного торца включает в себя множество витков с гранями сжатия спирального упорного торца как на ниппеле, так и на замковой муфте, которые входят в контакт, когда соединение смонтировано.
2. Резьбовое соединение по п.1, отличающееся тем, что каждая из первых и вторых резьб содержит опорные грани, находящиеся в контакте, когда соединение смонтировано.
3. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец содержит канавки резьбы, проходящие в значительной степени вдоль конической плоскости и расположенные на определенном расстоянии от плоскости наружных резьб ниппеля в наружном направлении, которые расположены на определенном расстоянии по оси между упорным торцом и наконечником ниппеля.
4. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте представляет собой непрерывный упор для множества витков.
5. Резьбовое соединение по п.1, отличающееся тем, что резьбы на ниппеле, замковой муфте и спиральном упорном торце или на ниппеле и замковой муфте имеют практически одинаковую форму резьбы, конусность и шаг резьбы.
6. Резьбовое соединение по п.1, отличающееся тем, что резьбы на ниппеле и замковой муфте имеют шаг, отличающийся от спиральных резьб на упорном торце.
7. Резьбовое соединение по п.1, отличающееся тем, что каждая коническая резьба содержит отрицательную упорную грань.
8. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте расположен вдоль конуса.
9. Резьбовое соединение труб для нефтепромыслов, которое включает в себя
ниппель, содержащий наружную резьбу;
замковую муфту, содержащую внутреннюю резьбу для осуществления контакта с наружной резьбой, где каждая из резьб, наружная и внутренняя, содержит опорные грани, находящиеся в контакте, когда соединение смонтировано;
спиральный упорный торец как на ниппеле, так и на замковой муфте, который включает в себя множество витков, причем каждая спираль спирального упорного торца включает в себя грань сжатия спирального упорного торца как на ниппеле, так и на замковой муфте, когда соединение смонтировано.
10. Резьбовое соединение по п.9, отличающееся тем, что спиральный упорный торец содержит канавки резьбы, которые проходят, в значительной степени, вдоль плоскости, расположенной на определенном расстоянии в наружном направлении относительно плоскости наружных резьб.
11. Резьбовое соединение по п.9, отличающееся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте представляет собой непрерывный упор для множества витков.
12. Резьбовое соединение по п.9, отличающееся тем, что резьбы на ниппеле, замковой муфте и спиральном торце или на ниппеле и замковой муфте имеют практически одинаковый шаг резьбы и конусность.
13. Резьбовое соединение по п.9, отличающееся тем, что резьбы на ниппеле и замковой муфте имеют шаг, отличающийся от спиральных резьб на упорном торце.
14. Резьбовое соединение по п.9, отличающееся тем, что каждая наружная и внутренняя резьба содержит отрицательную упорную грань.
15. Резьбовое соединение по п.9, отличающееся тем, что дополнительно включает в себя
дополнительную наружную резьбу на ниппеле;
дополнительную внутреннюю резьбу на замковой муфте для контакта с дополнительной наружной резьбой.
16. Способ формирования резьбового соединения труб для нефтепромыслов, который включает этапы, на которых
обеспечивают ниппель, содержащий наружную коническую резьбу;
обеспечивают замковую муфту, содержащую внутреннюю коническую резьбу для контакта с наружной конической резьбой;
обеспечивают спиральный упорный торец как на ниппеле, так и на замковой муфте, причем каждая спираль спирального упорного торца включает в себя множество витков с гранями сжатия спирального упорного торца как на ниппеле, так и на замковой муфте, которые входят в контакт, когда соединение смонтировано.
17. Способ по п.16, отличающийся тем, что каждая из наружных и внутренних конических резьб, когда соединение смонтировано, содержит контакт опорных граней.
18. Способ по п.16, отличающийся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте образует непрерывный упор для множества витков.
19. Способ по п.16, отличающийся тем, что резьбы на ниппеле, замковой муфте и спиральном торце или на ниппеле и замковой муфте имеют практически одинаковые форму резьбы, конусность и шаг резьбы.
20. Способ по п.16, отличающийся тем, что каждая из конических резьб содержит отрицательную упорную грань.
21. Способ по п.16, отличающийся тем, что резьбы спирального упорного торца ниппеля вступают в контакт с резьбами спирального упорного торца замковой муфты после того, как наружные конические резьбы вступят в контакт с внутренними коническими резьбами.
22. Резьбовое соединение труб для нефтепромыслов, которое включает в себя
ниппель, содержащий первую радиальную внутреннюю резьбу и вторую радиальную внешнюю резьбу, которая находится на определенном расстоянии по оси от первой радиальной внутренней резьбы;
замковую муфту, содержащую третью радиальную внутреннюю резьбу и четвертую радиальную внешнюю резьбу, которая расположена на определенном расстоянии по оси от третьей радиальной внутренней резьбы, где, когда соединение смонтировано, первая внутренняя резьба сопрягается с третьей внутренней резьбой, вторая внешняя резьба сопрягается с четвертой внешней резьбой;
спиральный упорный торец ниппеля, расположенный на определенном расстоянии между первой и второй резьбами и образованный на множестве спиральных витков резьбы;
спиральный упорный торец замковой муфты, расположенный на определенном расстоянии по оси между третьей и четвертой резьбами и образованный на множестве спиральных витков резьбы, где, когда соединение смонтировано, спиральные резьбы ниппеля сопрягаются со спиральными резьбами замковой муфты с образованием спирального упорного торца.
23. Резьбовое соединение по п.22, отличающееся тем, что радиальная наружная поверхность замковой муфты выполнена, в значительной степени, вровень с радиальной внешней поверхностью трубы, выходящей по оси из замковой муфты.
24. Резьбовое соединение по п.22, отличающееся тем, что опорные грани спирального упорного торца ниппеля и спирального упорного торца замковой муфты входят в контакт в ходе окончательного монтажа соединения, а упорные грани первой, второй, третьей и четвертой резьб входят в контакт в ходе окончательного свинчивания соединения.
25. Резьбовое соединение по п.22, отличающееся тем, что как спиральный упорный торец ниппеля, так и спиральный упорный торец замковой муфты содержат отрицательную упорную грань.
26. Резьбовое соединение по п.22, отличающееся тем, что шаги резьб, образующих первую, вторую, третью и четвертую резьбы, и шаги резьб, образующих спиральный упорный торец ниппеля и спиральный упорный торец замковой муфты, практически одинаковы.
27. Резьбовое соединение по п.22, отличающееся тем, что каждая резьба из первой, второй, третьей и четвертой резьб, когда соединение смонтировано, обеспечивает контакт впадин с вершинами профиля резьбы.

Текст
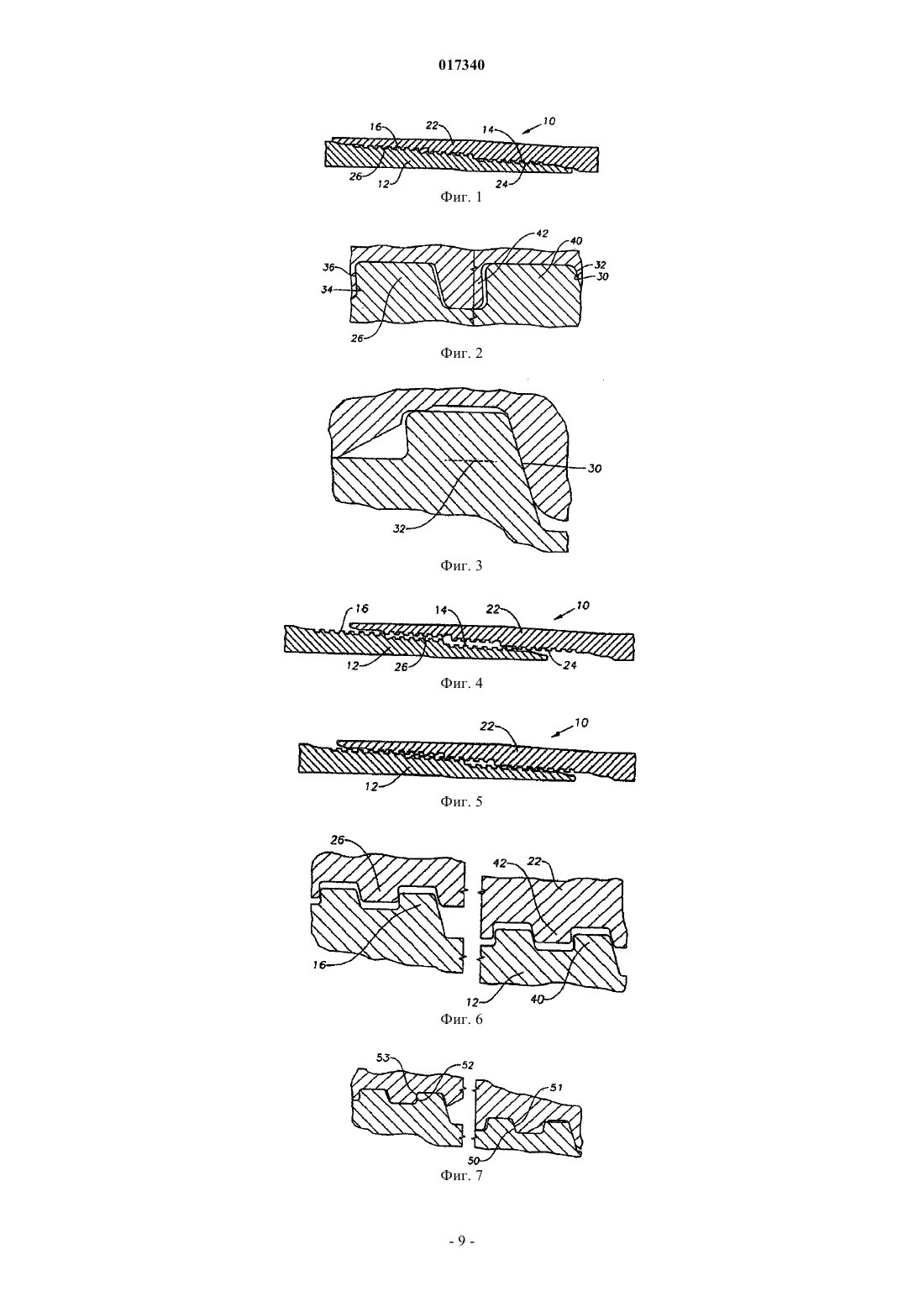
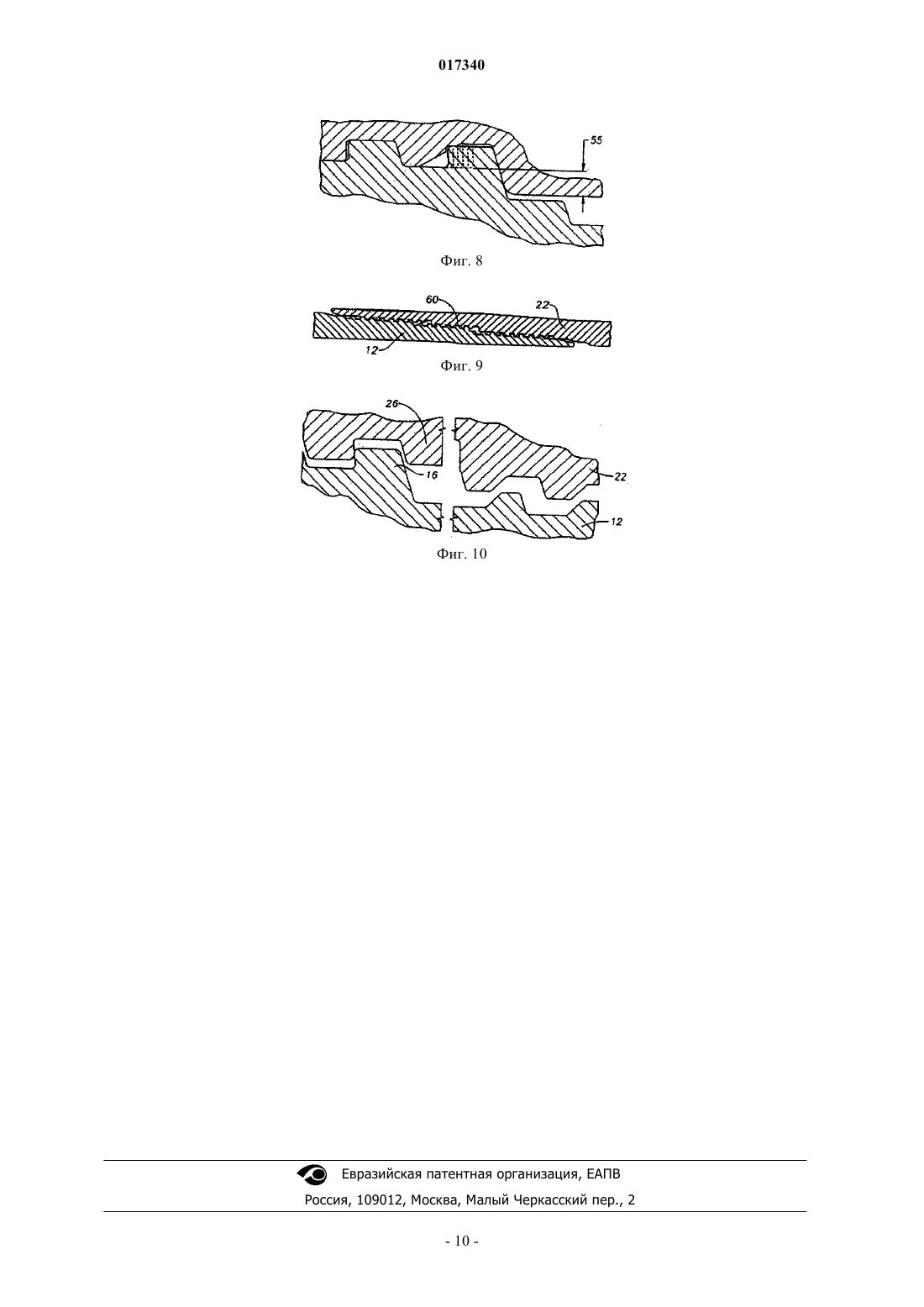
СОЕДИНЕНИЕ ТРУБ ДЛЯ НЕФТЕПРОМЫСЛОВ С ПОВЫШЕННОЙ СПОСОБНОСТЬЮ К СЖАТИЮ Резьбовое соединение труб для нефтепромыслов 10 включает в себя ниппель 12, который содержит первую наружную коническую резьбу 24 и вторую наружную коническую резьбу 26. Замковая муфта включает в себя первую внутреннюю коническую резьбу 14 и вторую внутреннюю коническую резьбу 16. Спиральные упорные торцы 40, 42, предусмотренные на ниппеле и замковой муфте, расположены на определенном расстоянии по оси между соответствующими первыми и вторыми резьбами. Спираль каждого спирального упорного торца включает в себя множество витков с гранями сжатия как ниппеля, так и замковой муфты. 017340 Предпосылки изобретения 1. Область технического применения. Настоящее изобретение относится к резьбовым соединениям труб для нефтепромыслов и, в частности, к высоконаджному соединению с коническими резьбами и упорным торцом. Резьбовое соединение труб для нефтепромыслов оснащено деталями, которые обеспечивают увеличенную способность к сжатию и допускаемую нагрузку по крутящему моменту, и, в частности, соединение труб, которое ограничивает потерю предварительного натяга. 2. Описание предпосылок изобретения. Общей трудностью, связанной с соединениями труб для нефтепромыслов, является влияние сжатия на соединение и возникающая в результате этого влияния потеря предварительного натяга. Несмотря на то что многие соединения способны выдерживать нагрузку при высоком сжатии, значительная часть предварительного натяга при снижении сжимающего усилия может теряться, что приводит к утечке в соединении. Традиционное соединение для нефтепромыслов включает в себя двухступенчатые резьбы,расположенные на определнном расстоянии друг от друга по оси на разных диаметрах, и промежуточный упорный торец между однозаходными резьбами. Выполненным заодно соединениям с невысаженными концами, таким как обтекаемые и полуобтекаемые соединения наружных диаметров, присуще ограничение толщины стенок трубы, на которую они нарезаются. Обтекаемые соединительные муфты имеют тот же наружный диаметр, что и труба. Полуобтекаемые соединительные муфты также называются расширенными муфтами соединительных замков,поскольку труба расширяется на конце, где нарезана соединительная муфта (муфта замка) с внутренней резьбой. Гидравлическое обжатие и холодная штамповка в отличие от высадки могут перемещать стенку в другое положение, но не оказывают существенного влияния на толщину. Конструктор соединений часто сталкивается с необходимостью согласования различных деталей, которые включают в себя одно или несколько уплотнений, наджную форму резьбы и место для сохранения момента натяга, чаще всего - в форме упорного торца. Размещение этих деталей в ограниченном объме одновременно с поддержанием способности к соединению представляет собой сложную задачу. На рынке представлено несколько выполненных заодно конических двухступенчатых соединительных муфт с двойным уплотнением и отрицательной упорной гранью. GP ANJO содержит резьбу с отрицательной упорной гранью профиля резьбы, двухступенчатую, с коническим шагом резьбы, углом упорного торца 15, внутренним уплотнением и наружным уплотнением на торце замковой муфты. HydrilSLX содержит резьбу с отрицательной упорной гранью профиля резьбы, двухступенчатую, с коническим шагом резьбы, углом упорного торца 15, внутренним уплотнением и внешней уплотнительной промежуточной соединительной муфтой на малом шаге. Соединение VAM SLIJII содержит резьбу с отрицательной упорной гранью профиля резьбы, двухступенчатую, с коническим шагом резьбы, вертикальным упорным торцом, внутренним уплотнением и наружным уплотнением на торце замковой муфты. Также на рынке присутствуют выполненная заодно одноступенчатая коническая соединительная муфта с отрицательной упорной гранью и одним уплотнением. Соединение Hydril 523 содержит резьбу в форме "ласточкин" хвост с отрицательной упорной гранью, резьбу в форме "ласточкин" хвост с отрицательной опорной гранью, одноступенчатую, с коническим шагом резьбы, упорным торцом, который достигается посредством одновременного контакта упорной и опорной граней, внутреннего уплотнения и наружного уплотнения, которое обеспечивается составом для смазки резьбовых соединений и профилем резьбы. Эти соединительные муфты известны как клиновидные резьбы из-за использования в них упорной грани в качестве упора. Также существуют резьбы, в конечном свинченном положении которых присутствует контакт упорной и опорной граней. К их числу относятся соединительные муфты API, включая соединения с длинной резьбой и соединения с короткой резьбой, обычно называемой "восемь витков резьбы на дюйм". Они известны как резьбы с контактом граней. Линейка соединительных муфт ТС-II производства GrantPrideco содержит контакт упорной и опорной граней. Такие резьбы почти не использовались в соединительных муфтах, выполненных заодно с трубой, по причине выскакивания. Выскакивание представляет собой явление, характерное для более гибких соединительных муфт, таких как соединительные замки,представляющие одно целое с трубой. Когда такие соединительные муфты испытывают высокие растягивающие нагрузки, резьбы расцепляются под действием радиальной силы реакции на упорную грань и расходятся. Данная трудность преодолевается при помощи отрицательной упорной грани. Традиционная форма резьбы включает в себя контакт впадин с вершинами профиля резьбы, который характерен для большинства резьб с отрицательной упорной гранью. Кроме того, некоторые соединительные муфты API включают в себя резьбу трапецеидальной формы. Отсутствие отрицательной упорной грани делает данную форму менее приемлемой для замков, представляющих одно целое с трубой. Форма резьбы с отрицательной упорной гранью и контактом впадины с вершиной профиля резьбы при отсутствии клина является наиболее общей для высокоэффективных замков, представляющих одно целое с трубой. Слабым местом данной формы резьбы является зазор опорной грани, который необходим для предотвращения пластической деформации резьбы, но ограничивает е способность к сжатию, изгибу и кручению.-1 017340 Наконец, в клиновидных резьбах для образования контакта между гранями и/или контакта впадин с вершинами профиля резьбы при свинчивании, во избежание пластической деформации резьбы как с положительными, так и с отрицательными углами граней, используют разные упорные и опорные грани. Слабой стороной данной формы резьбы является недостаточная повторяемость свинчивания как по его положению, так и по влиянию на уплотнения металл-металл. Данный недостаток можно компенсировать длинными, с небольшой конусностью уплотнениями, которые обладают меньшей изменчивостью при контакте и большей изменчивостью в осевом положении. Высокая прочность при сжатии, изгибе и кручении достигается при помощи спиральной грани сжатия, образующей контакт совместно с упорной гранью, наряду с отрицательным углом упорной грани, позволяющей избежать выскакивания, и дополнительной деталью, обеспечивающей дополнительную радиальную опору отрицательной опорной грани. Недостатки прототипов преодолеваются в настоящем изобретении, где раскрыто улучшенное соединение труб для нефтепромыслов, в котором используется улучшенный упорный торец, ограничивающий влияние сжатия на потерю предварительного натяга. Краткое описание изобретения Соединение включает в себя спиральный упорный торец, ограничивающий влияние сжатия на потерю предварительного натяга. Соединение может использоваться для конических двухступенчатых соединительных муфт, где упорный торец является промежуточным и может включать в себя контакт впадин с вершинами профиля резьбы и отрицательную упорную грань профиля резьбы. Благодаря этим особенностям соединительные муфты с ограниченным количеством материала, доступного для упорного торца, такие как обтекаемые и полуобтекаемые соединительные муфты, представляющие одно целое с трубой, могут иметь значительные преимущества. Спиральный упорный торец и находящаяся в контакте с резьбами упорного торца грань сжатия увеличивает площадь осевой опоры с ограниченным радиальным зазором. Для достижения этих целей можно использовать длину по оси и опорные поверхности спирального упорного торца. В одном из вариантов осуществления изобретения резьбовое соединение труб для нефтепромыслов включает в себя ниппель, который содержит первую радиальную наружную резьбу и вторую радиальную наружную резьбу, расположенную на определнном расстоянии по оси от первой радиальной наружной резьбы. Соединение включает в себя замковую муфту, которая содержит третью радиальную внутреннюю резьбу и четвртую радиальную внутреннюю резьбу, расположенную на определнном расстоянии по оси от третьей радиальной внутренней резьбы. В смонтированном соединении первая резьба сопрягается с третьей резьбой, а вторая резьба сопрягается с четвртой резьбой. Спиральный упорный торец ниппеля находится на определнном расстоянии между первой и второй резьбами и образован множеством спиральных промежуточных витков резьбы. Спиральный упорный торец замковой муфты сходным образом находится на определнном расстоянии между третьей и четвртой резьбами и образован множеством спиральных витков резьбы. В смонтированном соединении витки резьбы спирального упорного торца ниппеля сопрягаются с витками резьбы спирального упорного торца замковой муфты. Эти и другие особенности и преимущества настоящего изобретения становятся очевидны из нижеследующего подробного описания с отсылкой к иллюстрациям в прилагаемых графических материалах. Краткое описание графических материалов Фиг. 1 - поперечное сечение ниппеля и замковой муфты соединения труб для нефтепромыслов. Фиг. 2 - поперечное сечение зазоров на спиральном упорном торце (справа) и витках резьбы (слева). Следует обратить внимание на зазор опорной грани на резьбе и зазор упорной грани на спиральном упорном торце. Фиг. 3 - дополнительная деталь - упор ниже плоскости впадины профиля резьбы в центральной части спирального упорного торца. Фиг. 4 - начальный контакт ниппеля и замковой муфты. Фиг. 5 - дальнейший контакт ниппеля и замковой муфты. Фиг. 6 - более подробная иллюстрация зазоров в спиральном упорном торце (справа) и витках резьбы (слева). Фиг. 7 - более подробная иллюстрация зазоров для резьбы другой формы, которая содержит спиральный упорный торец (справа) и витки резьбы (слева), при полном свинчивании. Фиг. 8 - радиальное расстояние для упора. Фиг. 9 - альтернативный вариант соединения с другой конусностью и формой резьбы для центральной части, способствующего посадке трубы в муфту с зазором. Фиг. 10 - альтернативные конструкции спирального упорного торца (справа) и витков резьбы (слева) перед полным свинчиванием соединения.-2 017340 Подробное описание изобретения и предпочтительного варианта его осуществления На фиг. 1 показано соединение труб для нефтепромыслов со спиральным упорным торцом между коническими резьбами двухступенчатого резьбового соединения. Третий набор витков резьбы в центре,таким образом, играет роль спирального упорного торца. Резьбовое соединение труб 10 для нефтепромыслов включает в себя ниппель 12, который содержит первую наружную коническую резьбу 14 и вторую наружную коническую резьбу 16, которая расположена на определнном расстоянии по оси от первой конической резьбы. Соединение также включает в себя замковую муфту 22, которая содержит первую внутреннюю коническую резьбу 24 для сопряжения с первой наружной конической резьбой 14 и вторую внутреннюю коническую резьбу 26 для сопряжения со второй наружной конической резьбой 16. Соединение включает в себя спиральный упорный торец как на ниппеле, так и на замковой муфте, который находится на определнном расстоянии по оси от соответствующих первых и вторых резьб. Каждая спираль спирального упорного торца включает в себя множество витков с гранями сжатия как на ниппеле, так и на замковой муфте, которые находятся в контакте в смонтированном соединении. Как более детально показано на фиг. 2, опорные грани или грани сжатия 30, 32 на промежуточном наборе витков резьбы вступают в контакт тогда, когда в свинченном соединении вступают в контакт грани натяжения 34, 36 на первом и втором наборах витков резьбы. Так, на фиг. 2 показан один из витков резьбы 40 спирального упорного торца на ниппеле и один из витков резьбы 42 спирального упорного торца на замковой муфте. Спиральный упорный торец на ниппеле представляет собой непрерывный упор вдоль множества витков, предназначенных для контакта с аналогичным непрерывным упором на замковой муфте. Фиг. 2 иллюстрирует симметрию и профиль трх наборов витков резьбы, а также неравнозначность их функций. Центральная часть, находящаяся на фиг. 2 справа, образует спиральный упорный торец и находится в контакте с опорной гранью или гранью сжатия. Спиральный упорный торец 40, 42 содержит канавки резьбы, которые проходят вдоль конической плоскости, расположенной на определнном радиальном расстоянии в наружном направлении от плоскости внешних резьб ниппеля, находящихся на определнном расстоянии по оси между упорным торцом и наконечником ниппеля. Каждая из двух других ступеней находится в контакте с упорной гранью или гранью натяжения, как показано на фиг. 2 слева. На фиг. 3 раскрыта дополнительная деталь, где ниже плоскости впадины профиля резьбы 32 предусматривается область упора 30. Также в качестве упора могут быть использованы опорные грани. Данная альтернативная деталь может использоваться для увеличения площади спиральной поверхности опорной грани посредством асимметричного характера упора. Соединение можно свинтить до того же положения, многократно увеличивая наджность уплотнений металл-металл. Настоящее изобретение использует спиральный упор, или третью резьбу, для независимого увеличения способности соединения к сжатию и передаче крутящего момента иначе, чем стандартный радиальный упорный торец. Для двухступенчатого резьбового соединения спиральный упорный торец преимущественно является промежуточной ступенью и предусматривает третью резьбу. Промышленные стандарты формы резьбы - отрицательной упорной грани и контакта впадин с вершинами профиля резьбы - могут поддерживаться для восходящих и нисходящих ступеней натяжения. Гибкость формы резьбы допускает достижение центральной ступенью способности к сжатию. В одном из вариантов осуществления изобретения на всех трх ступенях используются резьбы с одинаковой формой, конусностью и шагом резьбы с добавлением альтернативного упора. Контакт резьб можно установить на нуль посредством контакта впадин с вершинами профиля резьбы, но не радиальным предварительным натягом по причине перекрытия шагов. Фиг. 4 иллюстрирует соединение 10 при начальном контакте или свинчивании. Как видно, на этой стадии резьбы 14, 16 на ниппеле входят в контакт с резьбами 24, 26 на замковой муфте,хотя спиральные уступы ещ не контактируют друг с другом. На фиг. 5 замковая муфта 22 поврнута относительно ниппеля 12 таким образом, чтобы в контакт вступили три или более витков двухступенчатых резьб и один или несколько витков резьбы спиральных упорных торцов. На фиг. 6 более подробно показан резьбовой контакт на стадии по фиг. 5, а также показано, что спиральный упорный торец 42 на замковой муфте 22 может находиться вне контакта с соответствующим спиральным упорным торцом 40 на ниппеле 12, в то время как грани сжатия на резьбах 16, 26 находятся в контакте, хотя при этом существует значительное разделение впадин профиля резьбы с вершинами. Результатом последовательности свинчивания является то, что центральная часть резьбы имеет холостой ход до конечного положения машинного крепления соединения, в котором опорная грань и дополнительный упор вступают в контакт на центральной ступени, а упорные грани вступают в контакт на остающихся двух ступенях натяжения. В варианте, показанном на фиг. 7, для спирального упорного торца используется отличающаяся форма резьбы. Данная форма резьбы использует положительную упорную грань, которая способствует посадке трубы в муфту с зазором. Центральная часть содержит холостой ход витков резьбы вплоть до конечного положения свинчивания, в котором опорная грань и дополнительный упор входят в контакт на центральной ступени, а упорные грани входят в контакт на остающихся двух ступенях. Таким образом, на фиг. 7 опорные грани 50, 51 находятся в контакте, в то время как грани натяжения 52, 53 находятся в контакте с каждой из двухступенчатых резьб. Для общности инструментальной обработки и достижения повторяемости с использованием обычных инструментов,-3 017340 форма резьбы может быть одинаковой для всех трх ступеней. В отсутствие контакта нет необходимости в отрицательной упорной грани на центральной ступени. Конфигурация без отрицательной упорной грани может являться предпочтительной для посадки трубы в муфту с зазором. В других усовершенствованиях радиальное расстояние упора может использоваться для других целей, например увеличения качества механизированной зачистки, увеличения площадей зон натяжения или уменьшения внешнего диаметра для дополнительного зазора. В такой конфигурации зазор, или размер 55, показанный на фиг. 8 внизу, может не потребоваться. Также фиг. 8 иллюстрирует, что опорные грани на центральной ступени могут использоваться в качестве упора как отдельно, так и в сочетании с традиционным кольцевым упором. Поскольку опорные грани центральной ступени могут быть единственными упорами, они предпочтительно предусматривают снижение стоимости формовки и производства в сочетании с пониженной повторяемостью положения свинчивания. В предпочтительном варианте осуществления изобретения область упора под плоскостью впадины профиля резьбы центральной части увеличивает опорные грани,играя роль упора сжатия и упора для увеличения повторяемости положения свинчивания. Аналогично область, показанная на фиг. 8 ниже плоскости впадины профиля резьбы, может использоваться в альтернативном варианте для увеличения конусности, делая е различной для центральной части для снижения отклонения и задержки контакта упорного торца для замедления пластической деформации резьбы. Фиг. 9 иллюстрирует различную конусность на центральной части 60 для снижения отклонения и задержки контакта. Перед машинным креплением соединения с модифицированной упорной гранью и конусностью зазор в резьбах увеличен, что является явным преимуществом для предотвращения пластической деформации резьбы. Увеличенная конусность центральной части может пожертвовать большей частью вышеупомянутого зазора 55, что может являться альтернативным использованием радиального материала соединения. При исследовании различий в шагах резьбы между двумя ступенями следует оценить последовательность свинчивания для предотвращения условия для возникновения контакта между ступенью натяжения и ступенью сжатия. Поскольку расклинивающее действие основано на различиях в углах спирали,существенное преимущество заключается в возможности использования при свинчивании двух резьб с различающимися шагами. На практике специалист в данной области может извлечь выгоду из клиновидных резьб, разделяя эту особенность между двумя отдельными ступенями. Преодоление препятствий при установке может потребовать комбинирования особенностей конструкции, используемых в сочетании,где угол упорной грани и конусность комбинируются с неравенством шагов спирали, обеспечивая гладкий монтаж. На фиг. 10 показано соединение, в котором угол упорной грани и конусность используются в сочетании с неравенством шагов спирали, обеспечивая гладкий монтаж резьб 16, 26 с высокоэффективным упорным торцом, оснащнным спиральными витками резьбы центральной секции. В варианте осуществления изобретения, показанном на иллюстрациях, спиральный упорный торец размещн на оси между двухступенчатыми резьбами на ниппеле и замковой муфте. В другом варианте осуществления изобретения как ниппель, так и замковая муфта для осуществления контакта между ними оснащены коническими резьбами с расположенным на ниппеле и замковой муфте на определнном расстоянии по оси спиральным упорным торцом для обеспечения способности соединения труб для нефтепромыслов к увеличенному сжатию и подтягиванию соединения. В смонтированном соединении каждая спираль спирального упорного торца может включать в себя множество витков с гранями сжатия на ниппеле и на замковой муфте. Спиральный упорный торец может образовывать канавки резьбы, проходящие практически вдоль конической плоскости внешних и внутренних конических резьб. Направление радиальной силы реакции можно изменить на обратное. Отрицательные формы граней могут быть несовместимы с контактами между гранями по причине трудностей, связанных с пластической деформацией резьбы при определнном несоответствии допусков. Кроме того, между резьбами может находиться зазор между впадиной и вершиной профиля резьбы. В ходе сжатия соединения труб центральная сила проходит через упорный торец, который в данном раскрытии предпочтительно представляет собой спиральный упорный торец, ограничивающий вторичные изгибающие нагрузки путм выравнивания пути нагрузки через соединение труб с путем нагрузки через упорный торец и соединительную муфту. Данная особенность допускает большую площадь упорного торца, а ограниченное вращение между контактом резьб и конечным свинчиванием минимизирует пластическую деформацию резьбы. Резьбовое соединение труб для нефтепромыслов, являющееся предметом данного изобретения, может относиться к типу резьбовых и сопряжнных с одноступенчатой резьбой и спиральным упорным торцом, находящимся на определнном расстоянии по оси от резьбы, или с двумя находящимся на определнном расстоянии по оси друг от друга резьбами свинчивания и промежуточным спиральным упорным торцом. В альтернативном варианте соединительная муфта может представлять собой выполненные заодно ниппель/расширенную муфту, где для в целом трхступенчатой резьбы спиральный упорный торец предусмотрен между первой и второй резьбами, как раскрыто в настоящем описании. В других вариантах осуществления изобретения соединительная муфта может представлять собой выполненное заодно обтекаемое соединение внешних диаметров или соединение с высаженными концами, представляющее-4 017340 одно целое с трубой, где в соединении предусматривается три ступени или более (две или более ступени свинчивания и спиральный упорный торец). Соединительная муфта, относящаяся к типу выполненного заодно соединения с высаженными концами, может включать в себя приваренную соединительную муфту для больших размеров. Раскрытое в данном описании соединение труб для нефтепромыслов может служить в качестве наджного соединения для трубопроводов, обсадных колонн, стояков и кондукторов (направляющих колонн). Две резьбы свинчивания, находящиеся на определнном расстоянии по оси друг от друга, и промежуточный спиральный упорный торец предпочтительны для замков с невысаженными концами, представляющих одно целой с трубой, поскольку для уплотнения металл-металл в положениях, близких к внешнему и внутреннему диаметрам соединения, доступно ограниченное количество материала, так что изначально давление герметизируется соответствующим уплотнением металл-металл. Таким образом, данный вариант осуществления изобретения оставляет толщину стенок, достаточную для содержания материала и уплотнений. Вариант осуществления изобретения с одной резьбой свинчивания и одним спиральным упорным торцом особенно хорошо подходит для резьбовых и сопряжнных соединительных муфт, выполненных заодно соединений ниппель/расширенная муфта или обтекаемых соединений внешних диаметров, приваренных к концам труб. В случае доступности большего количества материала сложность соединения со второй резьбой свинчивания может оказаться излишней. Однако, поскольку упорный торец является спиральным, ковка или высаживание, в основном требуемые для наварки или высаживания замков, представляющих одно целой с трубой, оправдывают наличие второй, дополнительной ступени свинчивания. С точки зрения требований по снижению потребности в материале, на трубах можно предусмотреть высадку по стандарту API или высадку повышенного качества. Спиральный упорный торец, раскрытый в настоящем описании, предусмотрен на конусе, однако в других вариантах осуществления изобретения спиральный упорный торец может в себя не включать конус. Спиральный упорный торец, тем не менее,может быть предусмотрен между коническими двухступенчатыми резьбами на ниппеле и замковой муфте. Угол упорной грани свинчивания в резьбовом и сопряжнном соединениях, или в выполненном заодно соединении ниппель/расширенная муфта, может быть отрицательным или положительным, а угол опорной грани также может быть отрицательным или положительным. Когда угол упорной грани на резьбах свинчивания положителен, резьбы свинчивания сопротивляются выскакиванию, обычно связываемому с обтекаемыми соединениями внешних диаметров и расширенными муфтами соединительных замков, представляющими одно целое с трубой, которые, как правило, имеют высокую гибкость. В отсутствие клиновидных резьб положительные упорные грани на резьбах свинчивания позволяют осуществлять контакт между опорными гранями и содействовать требуемой способности к сжатию и изгибу. Для контактов между гранями резьбы в стояках положительная упорная грань может оказаться полезной по причине уменьшения фактора усиления нагрузки, поскольку эти контакты не испытывают быстрого воздействия условий нагрузки-разгрузки, связанных с открытием и закрытием зазора опорной грани. Получение малого зазора опорной грани на резьбе свинчивания с отрицательной формой опорной грани резьбы может оказаться затруднительным для контакта между гранями, с положительной формой упорной грани резьбы, когда соединение находится в сжатом состоянии. Что касается угла опорной грани для натяжения или свинчивания резьб, угол опорной грани может влиять на вращательный момент, необходимый для получения упора, поскольку направление сил реакции контролируется углом контакта шагов. Резьбы с контактом между гранями в отсутствие клина, как правило, имеют большее непостоянство вращательного момента, необходимого для получения упора. На вращательный момент также оказывают влияние углы как опорной, так и упорной граней. В большинстве случаев, угол опорной грани для резьб свинчивания является положительным. Отрицательный угол опорной грани для резьб свинчивания может играть роль угла захвата, хотя сборка соединения становится затруднительной иначе, чем путм комбинации с резьбой клиновидного типа или резьбой с положительной упорной гранью. Для условия "ласточкина" хвоста отрицательные упорная и опорные грани резьбы могут придать соединению чувствительность к перекомпенсации. Угол упорной грани резьбы определяет направление сил реакции при сжатии. Углы, близкие к вертикали, будут минимизировать радиальную силу реакции, а углы, более близкие к тому, чтобы быть параллельными средней линии соединения, будут подвергаться воздействию более высокой радиальной силе реакции. Кроме того, отрицательный угол упорной грани для резьб свинчивания может приводить к сталкиванию деталей соединения, а положительный угол может приводить к их расхождению. Влияние резьб в непосредственной близости от уплотнения может передаваться эффективности, выражаясь в увеличении или уменьшении эффективности уплотнения. Предпочтительный угол упорной грани для упорного торца может влиять на то, находится ли контакт в данной области единственно на опорной грани. Если находится, то угол упорной грани резьбы может влиять на посадку трубы в муфту с зазором. Зеркальное отображение, которое возникает в ступенях натяжения или свинчивания, допускает общность инструментальной обработки и более точный контроль над взаимосвязями между ступенями. Контакт с упорной гранью может предоставлять преимущество в том случае, когда коэффициенты запаса сдвиговой прочности и прочности опоры ступеней свинчивания являются предельными. Если допускается передача натяжения через спиральные витки резьбы-5 017340 свинчивания, преимущества и недостатки положительных и отрицательных углов будут для резьб свинчивания близки к таковым для обсужднных выше резьб натяжения. В сочетании с различиями в шаге резьбы и конусности между ступенью упорного торца и ступенями натяжения, чем более положительное значение имеет угол, тем менее вероятно его преждевременное вхождение в контакт со ступенью упорного торца. Предпочтительность угла опорной грани для ступени упорного торца отражена в приведенном выше обсуждении относительно ступени натяжения. Важным является контакт угла опорной грани для витков резьбы упорного торца. Отрицательные углы реагируют на сжатие, и скручивающие нагрузки перемещаются радиально внутрь. Отрицательный угол может оказаться предпочтительным в случае использования шага резьбы и/или конусности, которые отличаются от таковых для резьб свинчивания,обеспечивая, таким образом, посадку трубы в муфту с зазором. Отрицательные углы также могут увеличивать чувствительность к перекомпенсации при сопряжении с отрицательными гранями на ступени натяжения. Положительный угол имеет тенденцию к разделению ниппеля и замковой муфты при нагрузке. Угол натяжения упорной грани может составлять 90 для выполненного заодно обтекаемого соединения внешних диаметров, а угол опорной грани может сходным образом иметь значение 90 для этого типа выполненного заодно обтекаемого соединения внешних диаметров. Подобным образом, углы упорной и опорной граней в пределах упорного торца для выполненного заодно обтекаемого соединения внешних диаметров могут составлять 90. Резьбы соединительных муфт могут предусматривать контакт между гранями или контакт впадин с вершинами профиля резьбы. Контакт витков резьбы на спиральном упорном торце также может представлять собой контакт между гранями или контакт между впадинами и вершинами профиля резьбы. Контакт между гранями для резьб свинчивания предпочтителен в соединениях с высокой усталостью материала, высоким сжатием и изгибом. Резьбы свинчивания с контактом впадин с вершинами профиля резьбы могут быть более воспроизводимыми и доступными для осмотра. Резьбы свинчивания с контактом между гранями допускают улучшенное резьбовое уплотнение, а контакт впадин с вершинами профиля резьбы для таких резьб совместим с отрицательной упорной гранью без использования двухзаходных резьб, обычно называемых клиновидными резьбами. Соответственно контакт впадин с вершинами профиля резьбы в резьбах свинчивания предпочтителен во многих практических применениях, включая обтекаемые соединения внешних диаметров или расширенные муфты соединительных замков, представляющих одно целое с трубой. Контакт между гранями для таких резьб может оказаться предпочтительным в случаях соединительных муфт для стояков, резьбовых и сопряжнных соединительных муфт, соединительных замков с высаженными концами или приваренных, а также соединительных муфт, в которых подразумевается наружное уплотнение. Если форма резьбы одинакова для резьбы (резьб) свинчивания и спирального упорного торца, для нарезки и формовки резьб можно использовать обычные инструменты. Таким образом, расстояние между упорной гранью ступени свинчивания и опорной гранью ступени спирального упорного торца можно контролировать при помощи одного инструмента, одного отступа и одного положения револьверной головки, что делает благоприятным механический контроль данного размера. В случае, когда формы данных резьб различаются, для их независимого функционирования зазор можно максимально увеличить, изменяя конусность и шаг резьбы, а также оптимизируя их форму. Разность шагов резьбы между упором натяжения и упорным торцом может быть постоянной или варьируемой, а резьба, образованная на двухступенчатой резьбе, может быть как такой же, так и отличающейся. Конусность между резьбами свинчивания, служащими в качестве ступеней натяжения и упорного торца, может содействовать задержке контакта с упорным торцом, минимизируя, таким образом, пластическую деформацию упорного торца. Более высокие конусности в последовательности свинчивания имеют склонность к более глубокой посадке и большей задержке контакта, в то время как более низкие конусности скорее склонны к "натягу". Резьбы свинчивания и/или упорный торец могут быть прямыми, а не коническими. Соединение, составляющее предмет настоящего изобретения, может получить значительное преимущество из отрицательной опорной грани, но при этом потерять осевую устойчивость, иначе получаемую посредством контакта с опорной гранью. Способность труб к сжатию, изгибу и кручению поддерживается. Несмотря на то что некоторые варианты осуществления изобретения описаны здесь достаточно подробно, это сделано единственно с целью разъяснения различных особенностей изобретения и не подразумевает ограничение объма изобретения, определяемого приводимой ниже формулой изобретения. Специалисты в данной области техники поймут, что приведенный и разъясненный вариант осуществления изобретения носит иллюстративный характер, и в практическое использование изобретения возможно внесение различных замен, переделок и видоизменений, включающих в себя, но не ограничивающихся специально обсуждаемыми здесь альтернативными решениями, без отступления от объма изобретения. Несмотря на то что настоящее изобретение описано со ссылкой на приложенные иллюстрации, следует понимать, что внесение других и дальнейших видоизменений помимо приводимых и обсуждаемых здесь находится в пределах объма и сути настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резьбовое соединение труб для нефтепромыслов, которое включает в себя ниппель, содержащий первую наружную коническую резьбу и вторую наружную коническую резьбу, расположенную на определнном расстоянии по оси от первой наружной конической резьбы; замковую муфту, содержащую первую внутреннюю коническую резьбу для контакта с первой наружной конической резьбой и вторую внутреннюю коническую резьбу для контакта со второй наружной конической резьбой; спиральный упорный торец как на ниппеле, так и на замковой муфте, расположенный на определнном расстоянии по оси между соответствующими первыми и вторыми резьбами, где каждая спираль спирального упорного торца включает в себя множество витков с гранями сжатия спирального упорного торца как на ниппеле, так и на замковой муфте, которые входят в контакт, когда соединение смонтировано. 2. Резьбовое соединение по п.1, отличающееся тем, что каждая из первых и вторых резьб содержит опорные грани, находящиеся в контакте, когда соединение смонтировано. 3. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец содержит канавки резьбы, проходящие в значительной степени вдоль конической плоскости и расположенные на определнном расстоянии от плоскости наружных резьб ниппеля в наружном направлении, которые расположены на определнном расстоянии по оси между упорным торцом и наконечником ниппеля. 4. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец как на ниппеле,так и на замковой муфте представляет собой непрерывный упор для множества витков. 5. Резьбовое соединение по п.1, отличающееся тем, что резьбы на ниппеле, замковой муфте и спиральном упорном торце или на ниппеле и замковой муфте имеют практически одинаковую форму резьбы, конусность и шаг резьбы. 6. Резьбовое соединение по п.1, отличающееся тем, что резьбы на ниппеле и замковой муфте имеют шаг, отличающийся от спиральных резьб на упорном торце. 7. Резьбовое соединение по п.1, отличающееся тем, что каждая коническая резьба содержит отрицательную упорную грань. 8. Резьбовое соединение по п.1, отличающееся тем, что спиральный упорный торец как на ниппеле,так и на замковой муфте расположен вдоль конуса. 9. Резьбовое соединение труб для нефтепромыслов, которое включает в себя ниппель, содержащий наружную резьбу; замковую муфту, содержащую внутреннюю резьбу для осуществления контакта с наружной резьбой, где каждая из резьб, наружная и внутренняя, содержит опорные грани, находящиеся в контакте, когда соединение смонтировано; спиральный упорный торец как на ниппеле, так и на замковой муфте, который включает в себя множество витков, причем каждая спираль спирального упорного торца включает в себя грань сжатия спирального упорного торца как на ниппеле, так и на замковой муфте, когда соединение смонтировано. 10. Резьбовое соединение по п.9, отличающееся тем, что спиральный упорный торец содержит канавки резьбы, которые проходят, в значительной степени, вдоль плоскости, расположенной на определнном расстоянии в наружном направлении относительно плоскости наружных резьб. 11. Резьбовое соединение по п.9, отличающееся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте представляет собой непрерывный упор для множества витков. 12. Резьбовое соединение по п.9, отличающееся тем, что резьбы на ниппеле, замковой муфте и спиральном торце или на ниппеле и замковой муфте имеют практически одинаковый шаг резьбы и конусность. 13. Резьбовое соединение по п.9, отличающееся тем, что резьбы на ниппеле и замковой муфте имеют шаг, отличающийся от спиральных резьб на упорном торце. 14. Резьбовое соединение по п.9, отличающееся тем, что каждая наружная и внутренняя резьба содержит отрицательную упорную грань. 15. Резьбовое соединение по п.9, отличающееся тем, что дополнительно включает в себя дополнительную наружную резьбу на ниппеле; дополнительную внутреннюю резьбу на замковой муфте для контакта с дополнительной наружной резьбой. 16. Способ формирования резьбового соединения труб для нефтепромыслов, который включает этапы, на которых обеспечивают ниппель, содержащий наружную коническую резьбу; обеспечивают замковую муфту, содержащую внутреннюю коническую резьбу для контакта с наружной конической резьбой; обеспечивают спиральный упорный торец как на ниппеле, так и на замковой муфте, причем каждая спираль спирального упорного торца включает в себя множество витков с гранями сжатия спирального-7 017340 упорного торца как на ниппеле, так и на замковой муфте, которые входят в контакт, когда соединение смонтировано. 17. Способ по п.16, отличающийся тем, что каждая из наружных и внутренних конических резьб,когда соединение смонтировано, содержит контакт опорных граней. 18. Способ по п.16, отличающийся тем, что спиральный упорный торец как на ниппеле, так и на замковой муфте образует непрерывный упор для множества витков. 19. Способ по п.16, отличающийся тем, что резьбы на ниппеле, замковой муфте и спиральном торце или на ниппеле и замковой муфте имеют практически одинаковые форму резьбы, конусность и шаг резьбы. 20. Способ по п.16, отличающийся тем, что каждая из конических резьб содержит отрицательную упорную грань. 21. Способ по п.16, отличающийся тем, что резьбы спирального упорного торца ниппеля вступают в контакт с резьбами спирального упорного торца замковой муфты после того, как наружные конические резьбы вступят в контакт с внутренними коническими резьбами. 22. Резьбовое соединение труб для нефтепромыслов, которое включает в себя ниппель, содержащий первую радиальную внутреннюю резьбу и вторую радиальную внешнюю резьбу, которая находится на определнном расстоянии по оси от первой радиальной внутренней резьбы; замковую муфту, содержащую третью радиальную внутреннюю резьбу и четвртую радиальную внешнюю резьбу, которая расположена на определнном расстоянии по оси от третьей радиальной внутренней резьбы, где, когда соединение смонтировано, первая внутренняя резьба сопрягается с третьей внутренней резьбой, вторая внешняя резьба сопрягается с четвртой внешней резьбой; спиральный упорный торец ниппеля, расположенный на определнном расстоянии между первой и второй резьбами и образованный на множестве спиральных витков резьбы; спиральный упорный торец замковой муфты, расположенный на определнном расстоянии по оси между третьей и четвртой резьбами и образованный на множестве спиральных витков резьбы, где, когда соединение смонтировано, спиральные резьбы ниппеля сопрягаются со спиральными резьбами замковой муфты с образованием спирального упорного торца. 23. Резьбовое соединение по п.22, отличающееся тем, что радиальная наружная поверхность замковой муфты выполнена, в значительной степени, вровень с радиальной внешней поверхностью трубы,выходящей по оси из замковой муфты. 24. Резьбовое соединение по п.22, отличающееся тем, что опорные грани спирального упорного торца ниппеля и спирального упорного торца замковой муфты входят в контакт в ходе окончательного монтажа соединения, а упорные грани первой, второй, третьей и четвртой резьб входят в контакт в ходе окончательного свинчивания соединения. 25. Резьбовое соединение по п.22, отличающееся тем, что как спиральный упорный торец ниппеля,так и спиральный упорный торец замковой муфты содержат отрицательную упорную грань. 26. Резьбовое соединение по п.22, отличающееся тем, что шаги резьб, образующих первую, вторую,третью и четвртую резьбы, и шаги резьб, образующих спиральный упорный торец ниппеля и спиральный упорный торец замковой муфты, практически одинаковы. 27. Резьбовое соединение по п.22, отличающееся тем, что каждая резьба из первой, второй, третьей и четвртой резьб, когда соединение смонтировано, обеспечивает контакт впадин с вершинами профиля резьбы.
МПК / Метки
МПК: F16L 35/00
Метки: нефтепромыслов, способностью, труб, повышенной, соединение, сжатию
Код ссылки
<a href="https://eas.patents.su/11-17340-soedinenie-trub-dlya-neftepromyslov-s-povyshennojj-sposobnostyu-k-szhatiyu.html" rel="bookmark" title="База патентов Евразийского Союза">Соединение труб для нефтепромыслов с повышенной способностью к сжатию</a>
Герметичное резьбовое соединение нефтепромысловых труб
Номер патента: 12780
Опубликовано: 30.12.2009
Авторы: Уразов Николай Васильевич, Сидоренко Павел Николаевич, Фартушный Николай Иванович, Емельянов Юрий Фёдорович, Щербаков Борис Юрьевич, Поярков Владимир Георгиевич, Мульчин Василий Васильевич, Емельянов Алексей Викторович, Семериков Константин Анатольевич
МПК: E21B 17/042
Метки: резьбовое, соединение, герметичное, труб, нефтепромысловых
Формула / Реферат:
Герметичное резьбовое соединение нефтепромысловых труб, включающее охватываемую и охватывающие трубы с конической резьбой, уплотнительными и упорными поверхностями, первые из которых, контактирующие между собой в радиальном направлении, выполнены соответственно на внешней поверхности торцевого участка охватываемой и на внутренней конической поверхности охватывающей трубы на участке между конической резьбой и телом трубы, а вторые контактирующие...
Высокогерметичное резьбовое соединение нефтепромысловых труб (варианты) и способы изготовления резьбового соединения этих труб (варианты)
Номер патента: 8318
Опубликовано: 27.04.2007
Авторы: Марченко Леонид Григорьевич, Фартушный Николай Иванович, Емельянов Алексей Викторович, Семериков Константин Анатольевич, Семин Владимир Иванович, Уразов Николай Васильевич, Жаров Владимир Николаевич, Поярков Владимир Георгиевич, Пумпянский Дмитрий Александрович
МПК: E21B 17/042
Метки: резьбового, резьбовое, соединения, соединение, изготовления, этих, труб, нефтепромысловых, варианты, способы, высокогерметичное
Формула / Реферат:
1. Высокогерметичное резьбовое соединение труб, включающее охватываемую и охватывающую трубчатые детали с коническими или цилиндрическими резьбами и упорными торцами, наружную и внутреннюю уплотнительные поверхности, отличающееся тем, что на внутренней поверхности охватывающей детали со стороны ее свободного торца выполнен участок конусной формы, являющийся фаской, и на котором выполнен сход резьбы, при этом поверхность указанного торца...
Резьбовое соединение для соединения стальных труб
Номер патента: 15427
Опубликовано: 31.08.2011
Авторы: Ямагути Сугуру, Накамура Кейити, Сугино Масааки, Хамамото Такахиро
МПК: F16L 15/04
Метки: стальных, резьбовое, труб, соединения, соединение
Формула / Реферат:
1. Резьбовое соединение для соединения стальных труб, имеющее ниппель, имеющий наружную резьбу, и муфту, содержащую внутреннюю резьбу, причем наружная резьба и внутренняя резьба являются коническими резьбами, содержащими, по меньшей мере, участок полной резьбы, при этом резьба на участке полной резьбы, имеющая приблизительно трапецеидальную форму резьбы, содержит вершину, нагружаемую боковую сторону и стыковочные боковые стороны профиля резьбы,...
Резьбовое соединение двух металлических труб с большим моментом завинчивания
Номер патента: 2268
Опубликовано: 28.02.2002
Авторы: Варенн Эмманюэль, Ноэль Тьерри
МПК: F16L 15/06
Метки: большим, соединение, металлических, труб, двух, завинчивания, резьбовое, моментом
Формула / Реферат:
1. Резьбовое соединение (100) двух металлических труб, включающее внешний элемент (1) на торце первой металлической трубы, ввинченный во внутренний элемент (2) на торце второй металлической трубы, причем внешний элемент (1) имеет снаружи внешнюю коническую резьбу (3) с трапецеидальными выступами (11, 71, 31), имеющими две поверхности, а именно несущую поверхность (13, 73, 33) и поверхность сцепления (15, 75, 35), ширина (L3) вершины внешнего...
Резьбовое соединение для труб
Номер патента: 7133
Опубликовано: 30.06.2006
Авторы: Делль`эрба Диего, Делла Пина Джузеппе, Моротти Маттео
МПК: F16L 15/06
Метки: резьбовое, труб, соединение
Формула / Реферат:
1. Резьбовое соединение для труб, содержащее концевой участок трубы с наружной резьбой (1, 1', 1") и концевой участок трубы с внутренней резьбой (2, 2', 2"), каждый из которых имеет по меньшей мере у одной концевой части соответствующий резьбовой участок и на котором указанные соответствующие резьбовые участки покрыты слоем сухого смазочного вещества, имеющего толщину, находящуюся в пределах между 5 и 30 мкм, а также в котором номинальный...