Сэндвич-элемент
Формула / Реферат
1. Продольный сэндвич-элемент (1), содержащий сердечник (10) из скрепленных связующим веществом минераловатных ламелей (2), соединенных боковыми сторонами и вытянутых в продольном направлении сэндвич-элемента (1), при этом
сердечник (10) имеет две фронтальные поверхности (3), по существу, параллельные друг другу, две торцевые поверхности (4), по существу, перпендикулярные фронтальным поверхностям (3) и параллельные друг другу, и две боковые поверхности (5), соединяющие фронтальные поверхности (3) и торцевые поверхности (4), где волокна минеральной ваты преимущественно перпендикулярны фронтальным поверхностям (3), по меньшей мере один лист (7) прикреплен по меньшей мере к одной из фронтальных поверхностей (3) сердечника (10), а каждая из боковых поверхностей (5) снабжена одной или более боковыми ламелями (6) из минеральной ваты, скрепленными с крайними ламелями (2) сердечника (10) связующим веществом,
по меньшей мере одна из боковых поверхностей (5) по меньшей мере в одной боковой ламели (6) сформирована в профилированную секцию (8), выполненную с возможностью сопряжения с профилированной секцией (8) по меньшей мере одной боковой ламели (6) смежного сэндвич-элемента (1),
каждая боковая ламель (6) имеет переменную плотность, а профилированная секция (8) образована тем участком (9) боковой ламели (6), который имеет более высокую плотность, для предупреждения трещинообразования и изменения формы профилированных секций (8) при их изготовлении и образования тепловых мостов в области сопрягаемых профилей смежных сэндвич-элементов (1) при эксплуатации конструкций из сэндвич-элементов (1), и
ламели (2) в сердечнике (10) имеют практически однородную плотность.
2. Сэндвич-элемент по п.1, в котором каждая боковая ламель (6) содержит по меньшей мере два слоя ваты с различной плотностью, где слой более высокой плотности обращен в направлении боковой поверхности (5).
3. Сэндвич-элемент по п.2, в котором плотность одного слоя составляет от 80 до 140 кг/м3, а плотность одного другого слоя составляет от 160 до 250 кг/м3.
4. Сэндвич-элемент по п.1, в котором каждая боковая ламель (6) имеет плотность, плавно меняющуюся от более высокой к более низкой плотности в направлении от боковой поверхности (5) к сердечнику.
5. Сэндвич-элемент по любому из пп.1-4, в котором количество ламелей, составляет от 4 до 8, предпочтительно от 5 до 7.
6. Сэндвич-элемент по любому из пп.1-5, в котором профильная часть профилированной секции (8) в каждой боковой ламели (6) представляет собой паз и/или шпунт.
7. Сэндвич-элемент по п.6, в котором по меньшей мере один лист (7), прикрепленный по меньшей мере к одной из фронтальных поверхностей (3) сердечника частично закрывает паз и/или шпунт.
8. Боковая ламель продольного сэндвич-элемента (1) по любому из пп.1-7, имеющая две параллельные поверхности, служащие для образования части каждой из фронтальных поверхностей сэндвич-элемента (1), и одну поверхность, перпендикулярную указанным параллельным поверхностям, служащую для образования части боковой поверхности сэндвич-элемента (1), при этом волокна минеральной ваты практически перпендикулярны двум указанным параллельным поверхностям, а упомянутая ламель (6) имеет переменную плотность, изменяющуюся от более высокой к более низкой плотности в направлении вдоль этих параллельных поверхностей.
9. Боковая ламель по п.8, имеющая по меньшей мере два слоя с различной плотностью ваты и поверхность, разграничивающую слой ламели, имеющий более высокую плотность от ее слоя, имеющего меньшую плотность.
10. Боковая ламель по п.9, в которой плотность одного слоя составляет от 80 до 140 кг/м3, а плотность другого слоя составляет от 160 до 250 кг/м3.
11. Боковая ламель по п.8, плотность которой плавно меняется от более высокой к более низкой плотности в направлении вдоль двух указанных параллельных поверхностей.
12. Способ изготовления продольного сэндвич-элемента (1) по любому из пп.1-7, включающий следующие стадии:
нарезание ламелей (2), имеющих практически однородную плотность, из первой минераловатной плиты,
нарезание ламелей, имеющих переменную плотность, из второй минераловатной плиты,
соединение ламелей (2) их боковыми сторонами в продольном направлении сэндвич-элемента (1) посредством связующего вещества для образования сердечника (10),
прикрепление ламелей переменной плотности к крайним ламелям (2) сердечника (10) посредством связующего вещества с образованием боковых ламелей (6) сэндвич-элемента (1),
формирование профилированной секции (8) по меньшей мере в одной боковой ламели (6) в той части (9) этой боковой ламели (6), которая имеет более высокую плотность, причем упомянутую профилированную секцию (8) выполняют с возможностью сопряжения с профилированной секцией (8) боковой ламели (6) смежного сэндвич-элемента (1), и
прикрепление по меньшей мере одного листа (7) по меньшей мере к одной из фронтальных поверхностей (3) сердечника (10).

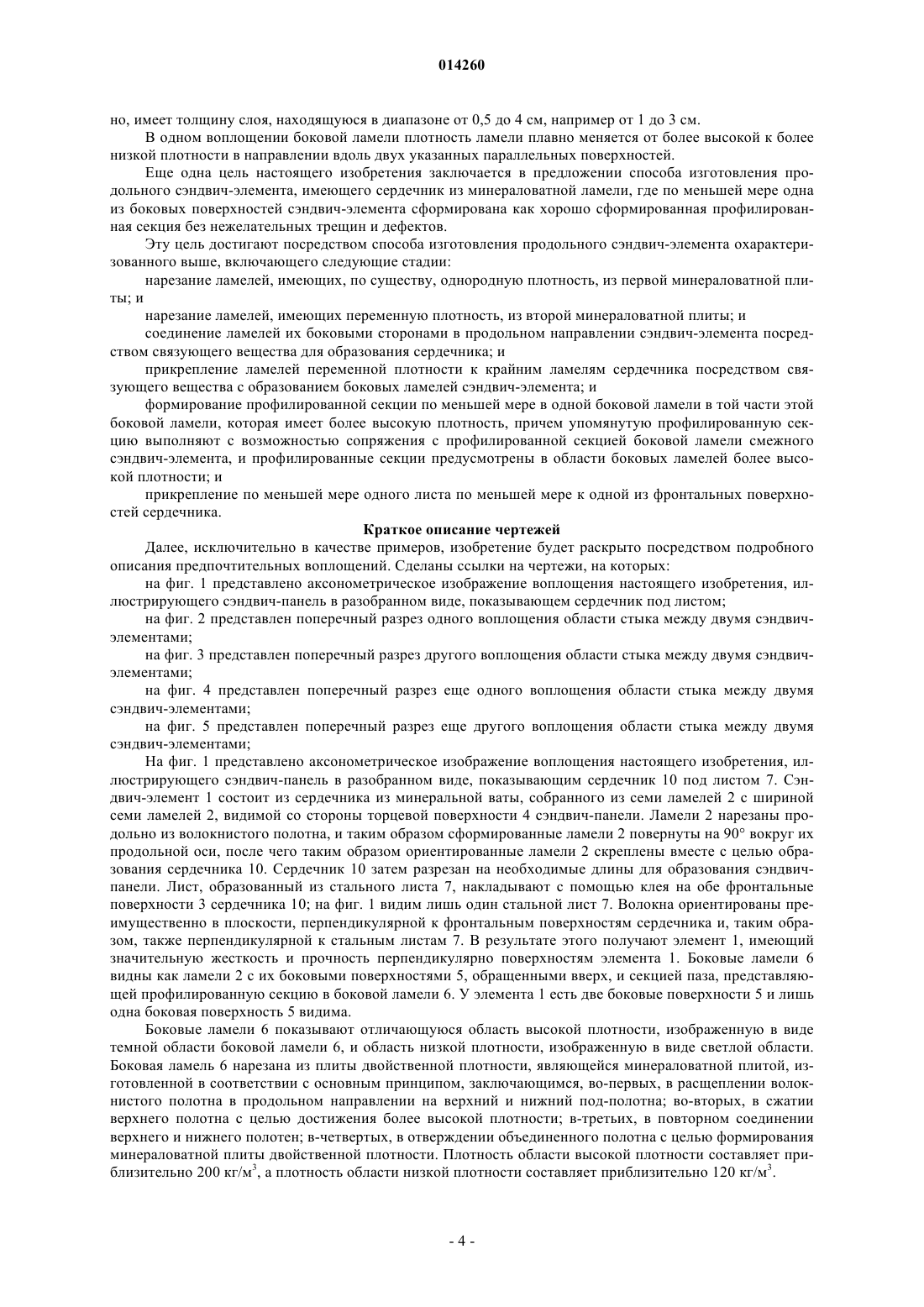
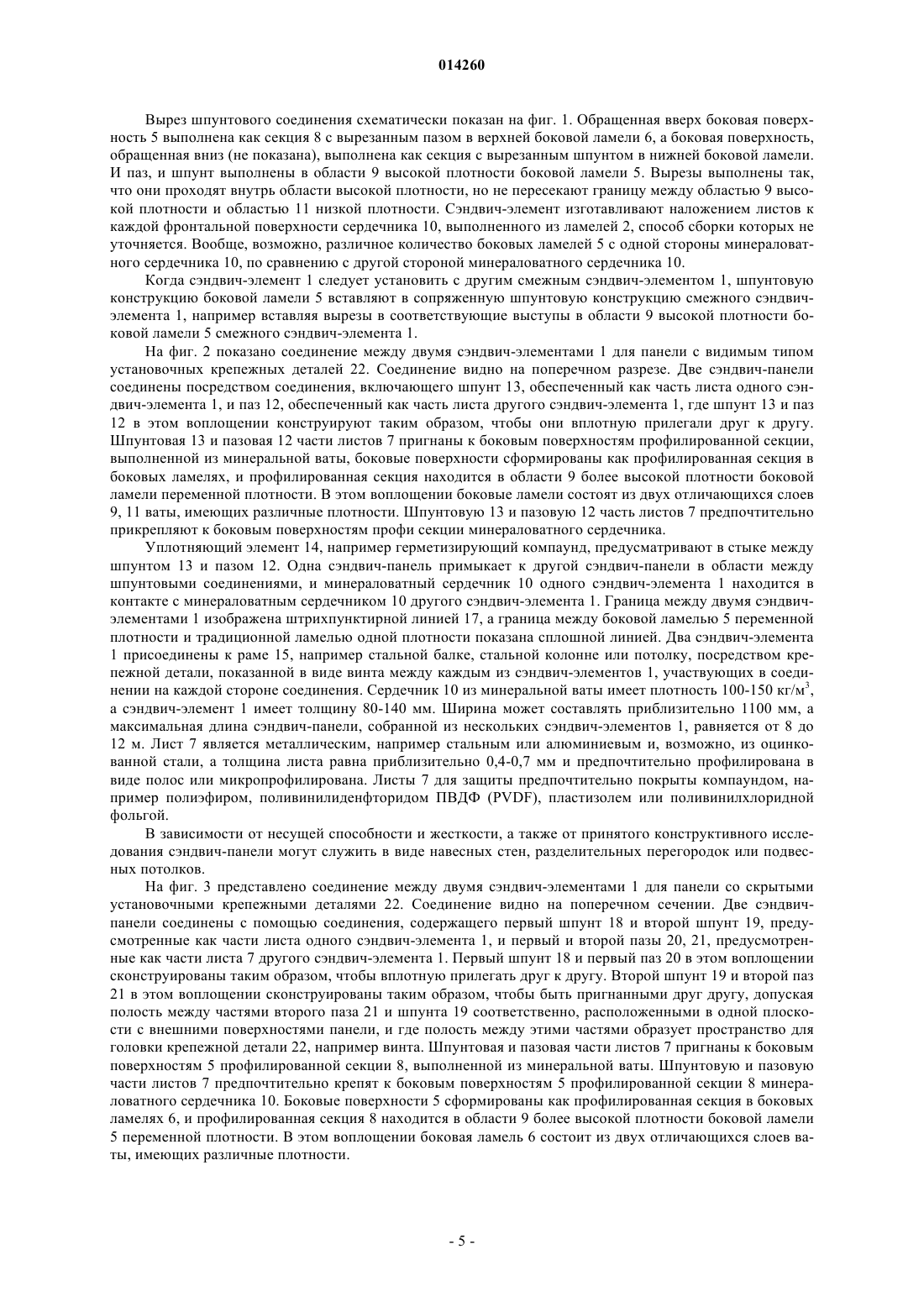
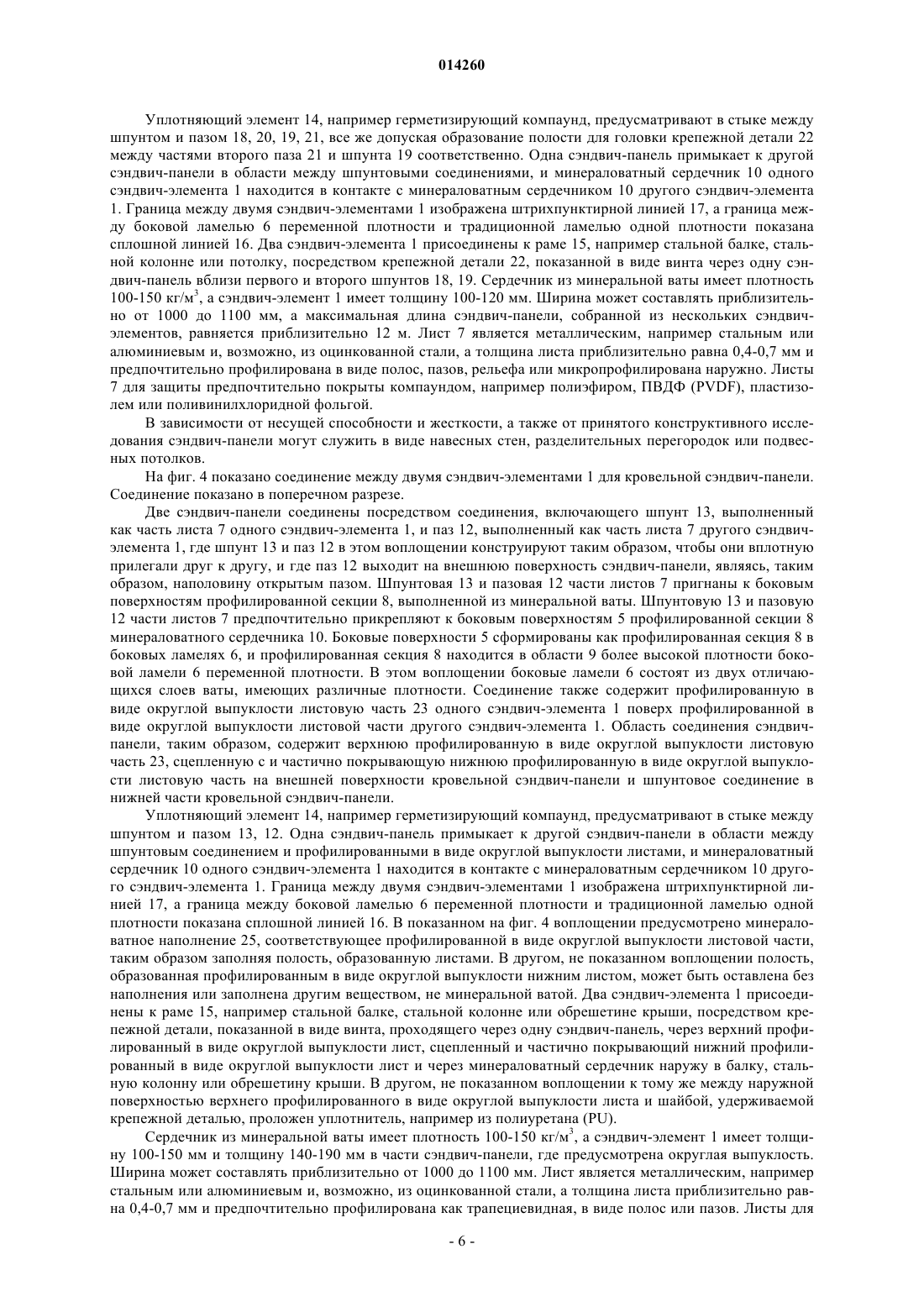
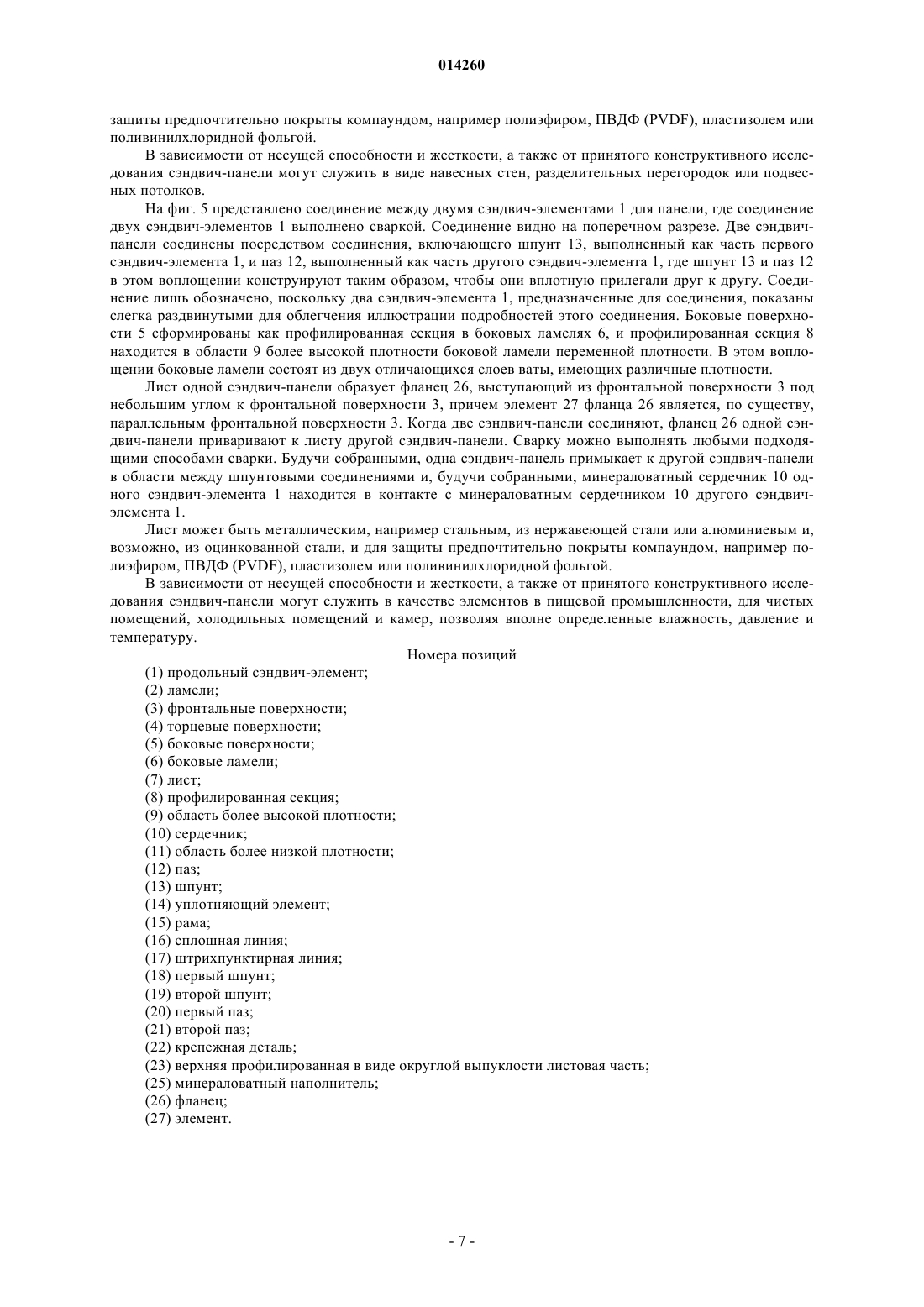
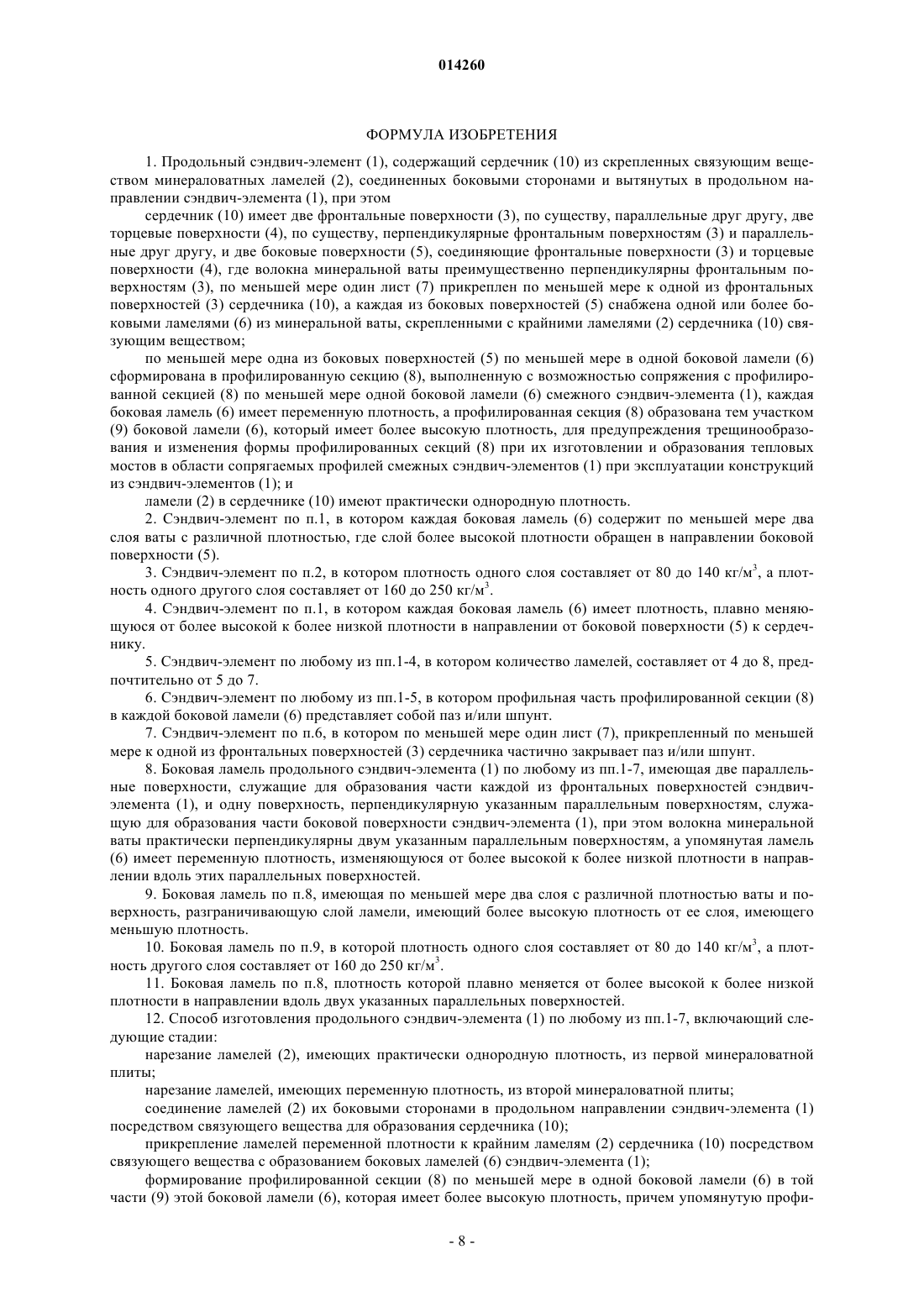
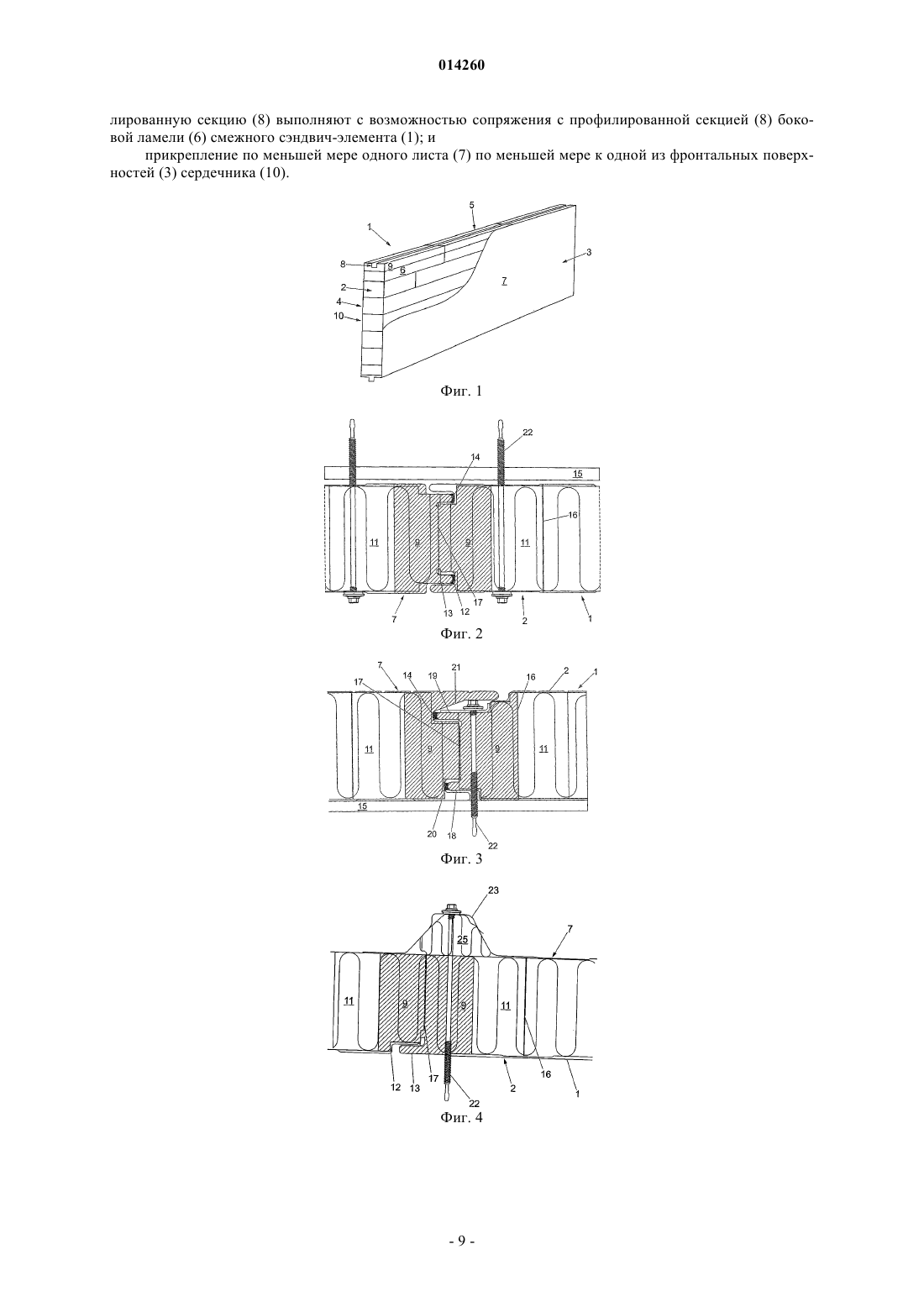
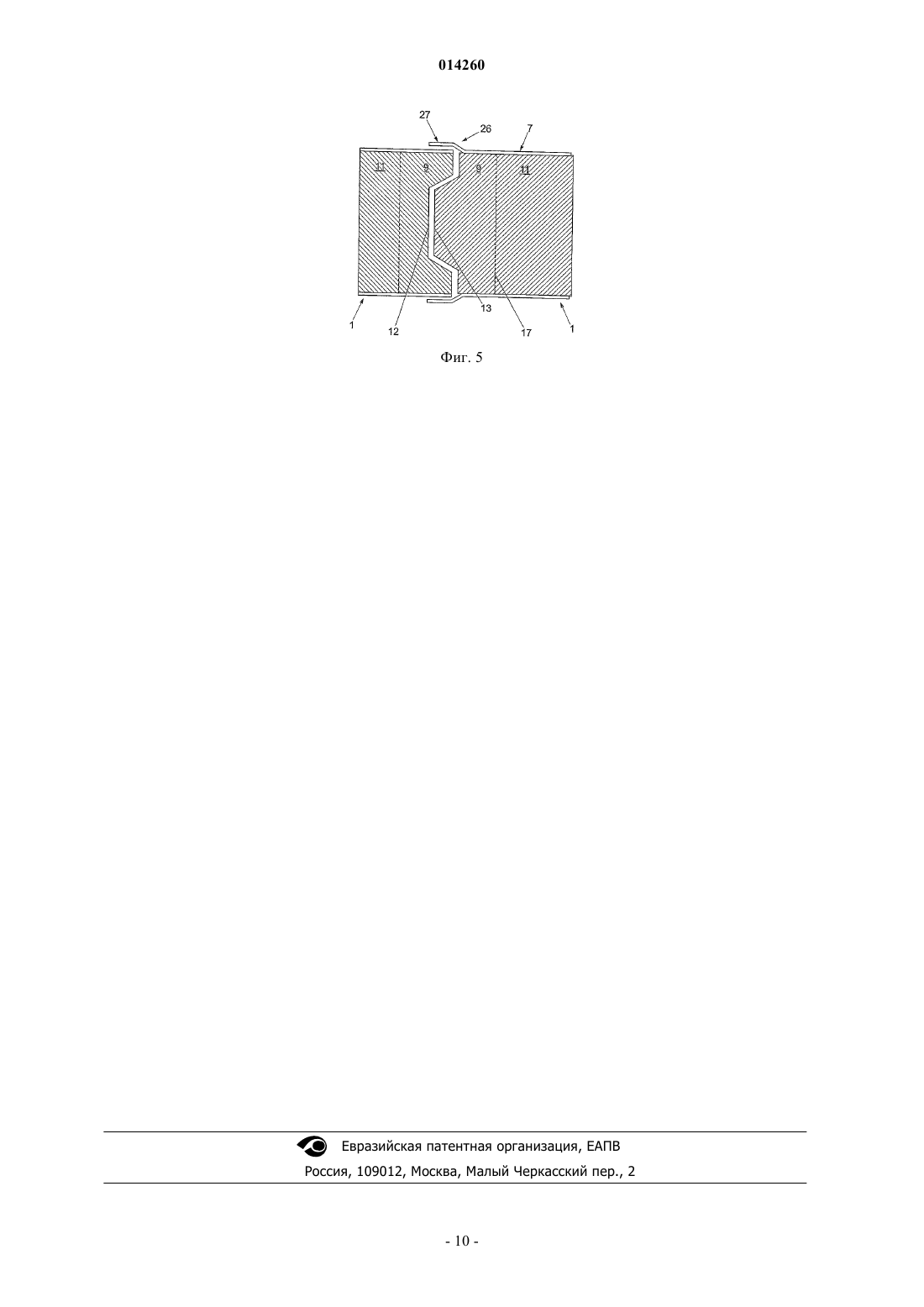
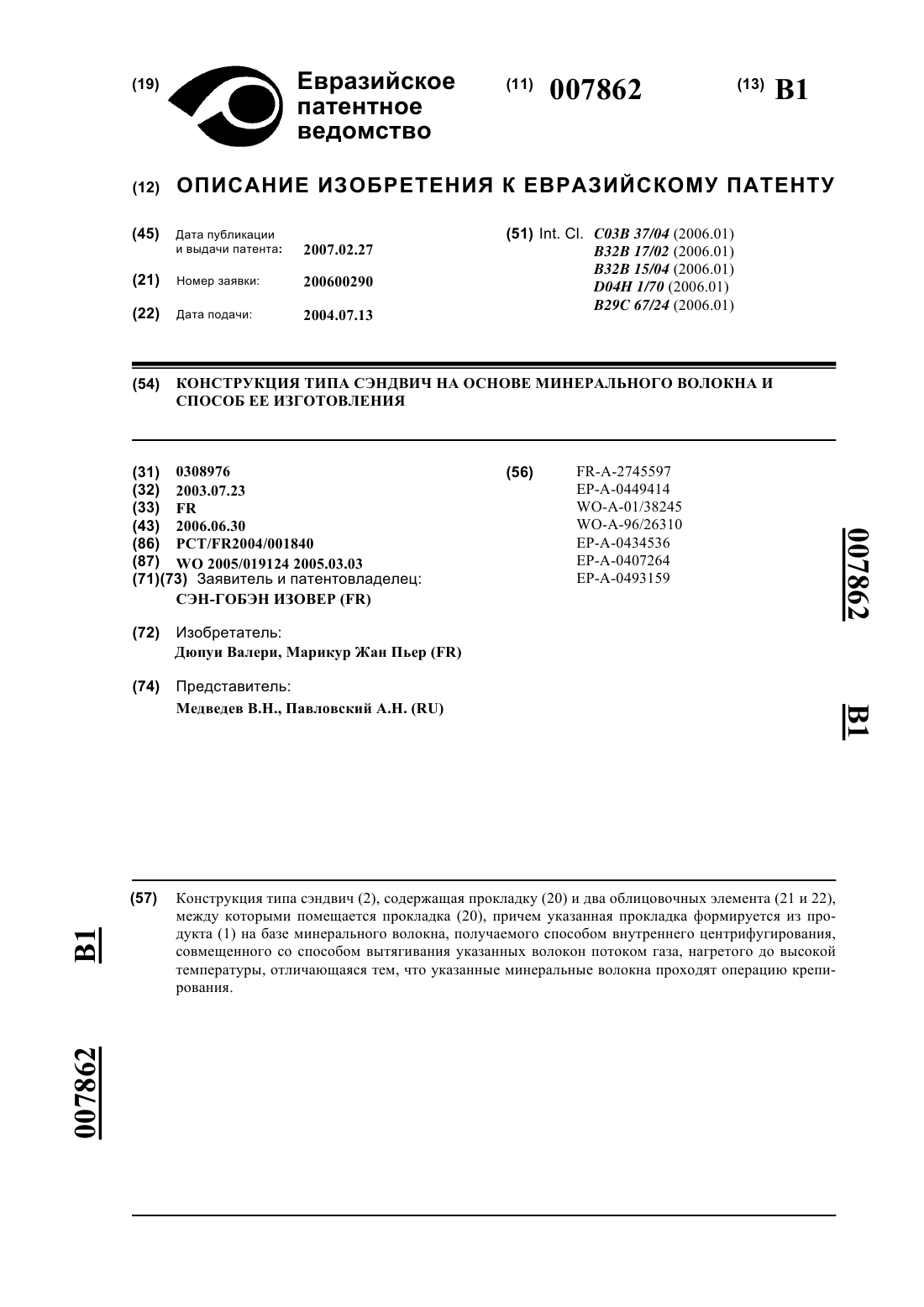
Текст
Настоящее изобретение относится к продольному сэндвич-элементу, содержащему сердечник из скрепленных связующим веществом минераловатных ламелей, соединенных боковыми сторонами и вытянутых в продольном направлении сэндвич-элемента, при этом сердечник имеет две фронтальные поверхности, по существу, параллельные друг другу, и две торцевые поверхности,по существу, перпендикулярные фронтальным поверхностям и параллельные друг другу, и две боковые поверхности, соединяющие фронтальные поверхности и торцевые поверхности, где волокна минеральной ваты преимущественно перпендикулярны фронтальным поверхностям, по меньшей мере один лист прикреплен по меньшей мере к одной из фронтальных поверхностей сердечника, а каждая из боковых поверхностей снабжена одной или более боковыми ламелями из минеральной ваты, скрепленными с крайними ламелями сердечника связующим веществом,причем по меньшей мере одна из боковых поверхностей по меньшей мере в одной боковой ламели сформирована в профилированную секцию, выполненную с возможностью сопряжения с профилированной секцией по меньшей мере одной боковой ламели смежного сэндвич-элемента,причем каждая боковая ламель имеет переменную плотность, а профилированная секция образована тем участком боковой ламели, который имеет более высокую плотность, для предупреждения трещинообразования и изменения формы профилированных секций при их изготовлении и образования тепловых мостов в области сопрягаемых профилей смежных сэндвич-элементов при эксплуатации конструкций их сэндвич-элементов, и ламели в сердечнике имеют практически однородную плотность. 014260 Предпосылки изобретения Настоящее изобретение относится к сэндвич-элементу с сердечником из минеральной ваты и поверхностным листовым слоем, например из металла, на каждой стороне. Сэндвич-элемент содержит расположенные рядом ламели, в которых волокна, по существу, ориентированы перпендикулярно поверхности листового слоя, также обозначающего фронтальную поверхность. Сэндвич-элементы настоящего изобретения устанавливают в соединение друг с другом вдоль одной или более боковых поверхностей сендвич-элементов, а для облегчения подобного соединения в боковых поверхностях делают вырезы,формируя, например, в боковых поверхностях элементов шпунтовые конструкции. Сэндвич-элементы из минеральной ваты с предпочтительной поперечной ориентацией волокон относительно фронтальных поверхностей элементов можно использовать в качестве изолирующих элементов и в качестве огнезащитных элементов. Предпочтительная ориентация волокон подразумевает улучшенную допустимую несущую способность и поэтому элементы также можно использовать для внешней изоляции крыш и/или фасадов зданий, изоляции этажей и опоры стен, поскольку элементы обладают достаточной жесткостью или прочностью и/или изолирующей способностью. Такие элементы используют для строительства домов, больших зданий, например промышленных помещений, производственных сооружений, спортивных сооружений, оптовых/розничных магазинов,выставочных залов, офисов, рабочих помещений, предприятий по оказанию услуг, ангаров, гаражей,мастерских, административных зданий, предприятий коммунального хозяйства, оффшорных сооружений, холодильных сооружений, складских помещений и контейнеров. Уровень техники Документ ЕР 0699256 раскрывает сэндвич-элемент, содержащий минераловатный сердечник с листами, прикрепленными к каждой из фронтальных сторон сердечника. Боковые поверхности элементов образуют шпунтовую конструкцию, сформированную из листов. Минераловатный сердечник оставляют открытым по меньшей мере на части боковых поверхностей, чтобы гарантировать должную теплоизоляцию через соединение на боковых поверхностях между двумя установленными элементами. Когда элементы устанавливают, используя шпунтовое соединение, незакрытые края минераловатного сердечника остаются опирающимися друг на друга. Этот контакт между ватой в соединении важен для теплоизоляции и препятствует распространению огня. Минераловатный сердечник элемента является огнестойким,однако в соединительной конструкции могут появиться трещины, ухудшающие огнеупорные свойства. Чтобы секции сердечников элементов плотно соединялись друг с другом, необходимо строго соблюдать выполнение производственных допусков. Минераловатный сердечник выполняют сжимающимся в зоне соединения. Согласно определенному воплощению данного принципа в зоне стыковки в соединении обеспечивают отдельную уплотняющую полосу из более эластичной (более мягкой) минеральной ваты, чем таковая, используемая в сердечнике элемента. Согласно другому воплощению стыковочный край сердечника элемента разделен, чтобы включить прорези, тянущиеся внутрь сердечника элемента и идущие параллельно боковой поверхности элемента. Назначение таких прорезей опять-таки заключается в снижении предела прочности при сжатии и придании сердечнику элемента большей упругости при сжатии на его стыковочных боковых поверхностях. Как известно, выполнение прорезей в боковых поверхностях, например шпунтовых конструкций в минеральной вате, которые могли бы удовлетворить требуемым допускам, является проблемой, поскольку режущие инструменты в металлических частях подвергаются износу. Применение подверженных износу режущих механизмов при выполнении прорезей в абразивной минеральной вате приводит к неточностям в конструкции частей шпунтового соединения на боковых поверхностях элементов и к появлению трещин и отклонений в боковых поверхностях. Это опять же приводит к нарастанию тепловых мостов, поскольку нет прямого контакта ваты с ватой через шпунтовое соединение при соединении двух смежных сэндвич-элементов друг с другом. Поэтому, чтобы обеспечить точное соблюдение допусков на поверхность разреза в минеральной вате, режущие механизмы требуют частого обслуживания. Раскрытие изобретения и изложение сущности изобретения Целью настоящего изобретения является создание сэндвич-элемента с минераловатным сердечником из скрепленных связующим веществом минераловатных ламелей и с разрезанными боковыми поверхностями, где поверхность разреза обеспечивает гладкую и/или механически прочную поверхность для соединения одного сэндвич-элемента со смежным сэндвич-элементом. Эту цель достигают посредством продольного сэндвич-элемента, содержащего сердечник из скрепленных связующим веществом минераловатных ламелей, соединенных боковыми сторонами и вытянутых в продольном направлении сэндвич-элемента, причем сердечник имеет две фронтальные поверхности, по существу, параллельные друг другу, и две торцевые поверхности, по существу, перпендикулярные фронтальным поверхностям и параллельные друг другу, и две боковые поверхности, соединяющие фронтальные поверхности и торцевые поверхности, где волокна минеральной ваты преимущественно перпендикулярны фронтальным поверхностям, по меньшей мере один лист прикреплен по меньшей мере к одной из фронтальных сторон сердечника и по меньшей мере одна из двух боковых поверхностей-1 014260 снабжена одной или более боковыми ламелями из минеральной ваты, скрепленными с крайними ламелями (2) сердечника (10) связующим веществом, причем по меньшей мере одна из боковых поверхностей по меньше мере в одной боковой ламели сформирована в профилированную секцию, выполненную с возможностью сопряжения с профилированной секцией по меньшей мере одной боковой ламели смежного сэндвич-элемента и причем каждая боковая ламель имеет переменную плотность, и профилированая секция образована тем участком (9) боковой ламели (6), который имеет более высокую плотность,для предупреждения трещинообразования и изменения формы профилированных секций (8) при их изготовлении и образования тепловых мостов в области сопрягаемых профилей смежных сэндвич-элементов(1) при эксплуатации конструкций их сэндвич-элементов (1), и ламели (2) в сердечнике (10) имеют практически однородную плотность. Сэндвич-элемент часто называют сэндвич-панелью. Большое значение для получения гладкой поверхности при вырезании в ламели, например секции шпунтового соединения, имеет применение ламелей с областью высокой плотности. Ламели, имеющие переменную плотность, собирают на краях продольно вытянутого сэндвич-элемента и соответственно называют боковыми ламелями. Другие ламели продольно вытянутого сэндвич-элемента являются традиционными ламелями одной плотности. Вырез выполняют в области высокой плотности боковой ламели. В обычных условиях использовать ламель высокой плотности нежелательно, поскольку минеральная вата высокой плотности оказывает негативное воздействие на тепловые свойства по сравнению с минеральной ватой более низкой плотности, и плотность минераловатного сердечника следует минимизировать до степени, соответствующей допустимой несущей способности. Когда вырез формируют в области высокой плотности, тщательно вырезанный профиль демонстрирует высокое сопротивление механическим воздействиям, случающимся при транспортировке и обработке боковых ламелей и сэндвич-элементов, содержащих боковые ламели. Область высокой плотности боковых ламелей показывает лучшие характеристики по сравнению с традиционными ламелями, более восприимчивыми к повреждениям краев и боковых поверхностей при обработке. Долю области высокой плотности минимизируют, используя боковую ламель переменной плотности, где область высокой плотности с усиленной механической прочностью интегрирована в область низкой плотности, имеющей традиционные показатели высокой теплоизоляции и низкий вес. Вырез можно выполнить как прорези в минеральной вате боковой ламели, чтобы обеспечить различные конструкции шпунтового соединения. Прорези выполняют в области высокой плотности, и прорези могут простираться вглубь области высокой плотности лишь частично. Также прорези могут простираться от боковой поверхности боковой ламели в область высокой плотности и через границу между областью высокой плотности и частично в область низкой плотности. Минеральную вату производят из минерального расплава традиционным способом. Обычно волокна изготавливают центробежным способом волокнообразования. Например, волокна, возможно, формируют способом вращающейся чаши, в котором расплав выбрасывают наружу через отверстия во вращающейся чаше, или расплав могут выбрасывать с вращающегося диска и формированию волокон может способствовать продувание струй газа через расплав, или формирование волокон могут сопровождать литьем расплава на первый ротор в каскадной центрифуге. Возможно, к облаку волокон добавляют связующее вещество или другие добавки известными способами. Предпочтительно расплав выливают на первый из набора из двух, трех или четырех роторов, каждый из которых вращается, по существу, вокруг горизонтальной оси, в результате чего расплав на первом роторе по большей части выбрасывается на второй (ниже расположенный) ротор, хотя некоторое количество, возможно, выбрасывается с первого ротора в виде волокон и расплав на втором роторе выбрасывается наружу в виде волокон, хотя некоторое количество, возможно, выбрасывается в направлении третьего (ниже расположенного) ротора и далее четвертого. Минеральная вата может быть каменной ватой, стекловатой или шлаковой ватой. Волокнистое полотно, сформированное в процессе образования волокон, по выбору распределенных в параллельных плоскостях с помощью маятника, разрезают продольно на ламели и таким способом сформированные ламели поворачивают на 90 вокруг их продольной оси, после чего таким образом ориентированные ламели скрепляют вместе с целью образования полотна конечного продукта, который затем разрезают на необходимые длины с целью формирования элементов плиты. Благодаря повороту ламелей волокна готовых плит преимущественно будут ориентированы в плоскости, перпендикулярной поверхностям плит, в результате чего получают плиты, имеющие значительную жесткость и прочность перпендикулярно поверхностям плит. Далее на одну или обе стороны плит накладывают лист, причем лист является стальным листом, или пластиковым, или деревянным листом. В одном воплощении боковая ламель(и) содержит по меньшей мере два отличающихся слоя ваты,имеющих различную плотность, где слой более высокой плотности обращен в направлении боковой поверхности.-2 014260 Боковые ламели, возможно, нарезают из плиты двойственной плотности, которая является минераловатной плитой, изготовленной в соответствии с основным принципом, заключающемся, во-первых, в расщеплении волокнистого полотна в продольном направлении на верхний и нижний подполотна; вовторых, в сжатии верхнего полотна с целью достижения более высокой плотности; в-третьих, в повторном соединении верхнего и нижнего полотен; в-четвертых, в отверждении объединенного полотна с целью формирования минераловатной плиты двойственной плотности. Исходное волокнистое полотно не отверждено, и соединение и склеивание двух подполотен друг с другом гарантируют посредством отверждения, что позволяет интегрировать два подполотна друг с другом. Боковые ламели можно изготавливать иными способами, чем в соответствии с основным принципом производства плиты двойственной плотности. Минераловатную часть низкой плотности и минераловатную часть высокой плотности, возможно, собирают каким-либо другим способом, например посредством сборки отвержденной минераловатной части низкой плотности с отвержденной минераловатной частью высокой плотности с целью формирования плиты. Эту сборку, возможно, также выполняют автономно. Впоследствии ламели вырезают из плиты, полученной в результате сборки минераловатных частей различных плотностей. Когда слой более высокой плотности отличается от слоя более низкой плотности, легче гарантировать, до какой степени выполняется разрез в области минеральной ваты высокой плотности. Это обеспечивает более быстрый контроль качества изготовленного сэндвич-элемента. В одном воплощении плотность одного слоя составляет от 80 до 140 кг/м 3, а плотность по меньшей мере одного другого слоя составляет от 160 до 250 кг/м 3. В одном воплощении плотность одного слоя составляет от 100 до 130 кг/м 3, а плотность по меньшей мере одного другого слоя составляет от 180 до 220 кг/м 3. Один слой, возможно, имеет толщину в диапазоне от 6 до 9 см, например от 7 до 9 см, и по меньшей мере один другой слой имеет толщину в диапазоне от 0,5 до 4 см, например от 1 до 3 см. В одном воплощении боковая ламель имеет плотность, плавно меняющуюся от более высокой к более низкой плотности в направлении от боковой поверхности внутрь сердечника. Это, возможно, полезно, когда особо важно минимизировать вес сэндвич-элемента, но все же сохраняя возможность сделать посредством разреза вполне определенный профиль боковой поверхности. В одном воплощении количество ламелей составляет от 4 до 8, предпочтительно от 5 до 7. В одном воплощении профилированная секция в боковой ламели(ях) содержит паз и/или шпунт. В одном воплощении по меньшей мере один лист, прикрепленный по меньшей мере к одной из фронтальных поверхностей сердечника, выполнен так, что он частично закрывает паз и/или шпунт. Другая цель настоящего изобретения заключается в обеспечении скрепленной связующим веществом минераловатной ламели, имеющей вполне определенную профилированную секцию без нежелательных трещин и дефектов. Ламель предназначена для сборки с другими ламелями с целью формирования сэндвич-элемента, и ламель собирают как боковую ламель, проходящую в продольном направлении сэндвич-элемента по краям сэндвич-элемента. Эту цель достигают посредством боковой ламели продольного сэндвич-элемента, охарактеризованного выше, имеющей две параллельные поверхности, служащие для образования части каждой из фронтальных поверхностей сэндвич-элемента, и одну поверхность, перпендикулярную указанным параллельным поверхностям, служащую для образования части боковой поверхности сэндвич-элемента, при этом волокна минеральной ваты волокна, по существу, перпендикулярны двум указанным параллельным поверхностям, а упомянутая ламель (6) имеет переменную плотность, изменяющуюся от более высокой к более низкой плотности в направлении, вдоль этих параллельных поверхностей. В одном воплощении боковая ламель имеет по меньшей мере два слоя с различной плотностью ваты и поверхность, разграничивающую слой ламели, имеющий более высокую плотность, от ее слоя,имеющего меньшую плотность. Прочность стыка между слоем высокой плотности и слоем низкой плотности ламели выше, когда слои ваты спрессованы вместе в процессе отверждения минераловатного связующего вещества. Этот процесс отверждения происходит, например, при производстве плиты двойственной плотности, где два неотвержденных слоя ваты с различными плотностями спрессовывают вместе и затем минераловатное связующее вещество отверждают. Когда стык между двумя слоями различной плотности схватывается в результате отверждения минераловатного связующего вещества, это объединяет в единое целое слой высокой плотности со слоем низкой плотности. Высокая прочность стыка гарантирует, что ламель не будет стремиться к расслоению,особенно будучи подверженной обработке режущими механизмами с целью выполнения профилированной секции, например секции шпунтового соединения, в слое высокой плотности. В одном воплощении боковой ламели плотность одного слоя составляет от 80 до 140 кг/м 3, а плотность другого слоя составляет от 160 до 250 кг/м 3. В одном воплощении плотность одного слоя составляет от 100 до 130 кг/м 3, а плотность по меньшей мере одного другого слоя составляет от 180 до 220 кг/м 3. Один слой, возможно, имеет толщину слоя,лежащую в диапазоне от 6 до 9 см, например от 7 до 9 см, и по меньшей мере один другой слой, возмож-3 014260 но, имеет толщину слоя, находящуюся в диапазоне от 0,5 до 4 см, например от 1 до 3 см. В одном воплощении боковой ламели плотность ламели плавно меняется от более высокой к более низкой плотности в направлении вдоль двух указанных параллельных поверхностей. Еще одна цель настоящего изобретения заключается в предложении способа изготовления продольного сэндвич-элемента, имеющего сердечник из минераловатной ламели, где по меньшей мере одна из боковых поверхностей сэндвич-элемента сформирована как хорошо сформированная профилированная секция без нежелательных трещин и дефектов. Эту цель достигают посредством способа изготовления продольного сэндвич-элемента охарактеризованного выше, включающего следующие стадии: нарезание ламелей, имеющих, по существу, однородную плотность, из первой минераловатной плиты; и нарезание ламелей, имеющих переменную плотность, из второй минераловатной плиты; и соединение ламелей их боковыми сторонами в продольном направлении сэндвич-элемента посредством связующего вещества для образования сердечника; и прикрепление ламелей переменной плотности к крайним ламелям сердечника посредством связующего вещества с образованием боковых ламелей сэндвич-элемента; и формирование профилированной секции по меньшей мере в одной боковой ламели в той части этой боковой ламели, которая имеет более высокую плотность, причем упомянутую профилированную секцию выполняют с возможностью сопряжения с профилированной секцией боковой ламели смежного сэндвич-элемента, и профилированные секции предусмотрены в области боковых ламелей более высокой плотности; и прикрепление по меньшей мере одного листа по меньшей мере к одной из фронтальных поверхностей сердечника. Краткое описание чертежей Далее, исключительно в качестве примеров, изобретение будет раскрыто посредством подробного описания предпочтительных воплощений. Сделаны ссылки на чертежи, на которых: на фиг. 1 представлено аксонометрическое изображение воплощения настоящего изобретения, иллюстрирующего сэндвич-панель в разобранном виде, показывающем сердечник под листом; на фиг. 2 представлен поперечный разрез одного воплощения области стыка между двумя сэндвичэлементами; на фиг. 3 представлен поперечный разрез другого воплощения области стыка между двумя сэндвичэлементами; на фиг. 4 представлен поперечный разрез еще одного воплощения области стыка между двумя сэндвич-элементами; на фиг. 5 представлен поперечный разрез еще другого воплощения области стыка между двумя сэндвич-элементами; На фиг. 1 представлено аксонометрическое изображение воплощения настоящего изобретения, иллюстрирующего сэндвич-панель в разобранном виде, показывающим сердечник 10 под листом 7. Сэндвич-элемент 1 состоит из сердечника из минеральной ваты, собранного из семи ламелей 2 с шириной семи ламелей 2, видимой со стороны торцевой поверхности 4 сэндвич-панели. Ламели 2 нарезаны продольно из волокнистого полотна, и таким образом сформированные ламели 2 повернуты на 90 вокруг их продольной оси, после чего таким образом ориентированные ламели 2 скреплены вместе с целью образования сердечника 10. Сердечник 10 затем разрезан на необходимые длины для образования сэндвичпанели. Лист, образованный из стального листа 7, накладывают с помощью клея на обе фронтальные поверхности 3 сердечника 10; на фиг. 1 видим лишь один стальной лист 7. Волокна ориентированы преимущественно в плоскости, перпендикулярной к фронтальным поверхностям сердечника и, таким образом, также перпендикулярной к стальным листам 7. В результате этого получают элемент 1, имеющий значительную жесткость и прочность перпендикулярно поверхностям элемента 1. Боковые ламели 6 видны как ламели 2 с их боковыми поверхностями 5, обращенными вверх, и секцией паза, представляющей профилированную секцию в боковой ламели 6. У элемента 1 есть две боковые поверхности 5 и лишь одна боковая поверхность 5 видима. Боковые ламели 6 показывают отличающуюся область высокой плотности, изображенную в виде темной области боковой ламели 6, и область низкой плотности, изображенную в виде светлой области. Боковая ламель 6 нарезана из плиты двойственной плотности, являющейся минераловатной плитой, изготовленной в соответствии с основным принципом, заключающимся, во-первых, в расщеплении волокнистого полотна в продольном направлении на верхний и нижний под-полотна; во-вторых, в сжатии верхнего полотна с целью достижения более высокой плотности; в-третьих, в повторном соединении верхнего и нижнего полотен; в-четвертых, в отверждении объединенного полотна с целью формирования минераловатной плиты двойственной плотности. Плотность области высокой плотности составляет приблизительно 200 кг/м 3, а плотность области низкой плотности составляет приблизительно 120 кг/м 3.-4 014260 Вырез шпунтового соединения схематически показан на фиг. 1. Обращенная вверх боковая поверхность 5 выполнена как секция 8 с вырезанным пазом в верхней боковой ламели 6, а боковая поверхность,обращенная вниз (не показана), выполнена как секция с вырезанным шпунтом в нижней боковой ламели. И паз, и шпунт выполнены в области 9 высокой плотности боковой ламели 5. Вырезы выполнены так,что они проходят внутрь области высокой плотности, но не пересекают границу между областью 9 высокой плотности и областью 11 низкой плотности. Сэндвич-элемент изготавливают наложением листов к каждой фронтальной поверхности сердечника 10, выполненного из ламелей 2, способ сборки которых не уточняется. Вообще, возможно, различное количество боковых ламелей 5 с одной стороны минераловатного сердечника 10, по сравнению с другой стороной минераловатного сердечника 10. Когда сэндвич-элемент 1 следует установить с другим смежным сэндвич-элементом 1, шпунтовую конструкцию боковой ламели 5 вставляют в сопряженную шпунтовую конструкцию смежного сэндвичэлемента 1, например вставляя вырезы в соответствующие выступы в области 9 высокой плотности боковой ламели 5 смежного сэндвич-элемента 1. На фиг. 2 показано соединение между двумя сэндвич-элементами 1 для панели с видимым типом установочных крепежных деталей 22. Соединение видно на поперечном разрезе. Две сэндвич-панели соединены посредством соединения, включающего шпунт 13, обеспеченный как часть листа одного сэндвич-элемента 1, и паз 12, обеспеченный как часть листа другого сэндвич-элемента 1, где шпунт 13 и паз 12 в этом воплощении конструируют таким образом, чтобы они вплотную прилегали друг к другу. Шпунтовая 13 и пазовая 12 части листов 7 пригнаны к боковым поверхностям профилированной секции,выполненной из минеральной ваты, боковые поверхности сформированы как профилированная секция в боковых ламелях, и профилированная секция находится в области 9 более высокой плотности боковой ламели переменной плотности. В этом воплощении боковые ламели состоят из двух отличающихся слоев 9, 11 ваты, имеющих различные плотности. Шпунтовую 13 и пазовую 12 часть листов 7 предпочтительно прикрепляют к боковым поверхностям профи секции минераловатного сердечника. Уплотняющий элемент 14, например герметизирующий компаунд, предусматривают в стыке между шпунтом 13 и пазом 12. Одна сэндвич-панель примыкает к другой сэндвич-панели в области между шпунтовыми соединениями, и минераловатный сердечник 10 одного сэндвич-элемента 1 находится в контакте с минераловатным сердечником 10 другого сэндвич-элемента 1. Граница между двумя сэндвичэлементами 1 изображена штрихпунктирной линией 17, а граница между боковой ламелью 5 переменной плотности и традиционной ламелью одной плотности показана сплошной линией. Два сэндвич-элемента 1 присоединены к раме 15, например стальной балке, стальной колонне или потолку, посредством крепежной детали, показанной в виде винта между каждым из сэндвич-элементов 1, участвующих в соединении на каждой стороне соединения. Сердечник 10 из минеральной ваты имеет плотность 100-150 кг/м 3,а сэндвич-элемент 1 имеет толщину 80-140 мм. Ширина может составлять приблизительно 1100 мм, а максимальная длина сэндвич-панели, собранной из нескольких сэндвич-элементов 1, равняется от 8 до 12 м. Лист 7 является металлическим, например стальным или алюминиевым и, возможно, из оцинкованной стали, а толщина листа равна приблизительно 0,4-0,7 мм и предпочтительно профилирована в виде полос или микропрофилирована. Листы 7 для защиты предпочтительно покрыты компаундом, например полиэфиром, поливинилиденфторидом ПВДФ (PVDF), пластизолем или поливинилхлоридной фольгой. В зависимости от несущей способности и жесткости, а также от принятого конструктивного исследования сэндвич-панели могут служить в виде навесных стен, разделительных перегородок или подвесных потолков. На фиг. 3 представлено соединение между двумя сэндвич-элементами 1 для панели со скрытыми установочными крепежными деталями 22. Соединение видно на поперечном сечении. Две сэндвичпанели соединены с помощью соединения, содержащего первый шпунт 18 и второй шпунт 19, предусмотренные как части листа одного сэндвич-элемента 1, и первый и второй пазы 20, 21, предусмотренные как части листа 7 другого сэндвич-элемента 1. Первый шпунт 18 и первый паз 20 в этом воплощении сконструированы таким образом, чтобы вплотную прилегать друг к другу. Второй шпунт 19 и второй паз 21 в этом воплощении сконструированы таким образом, чтобы быть пригнанными друг другу, допуская полость между частями второго паза 21 и шпунта 19 соответственно, расположенными в одной плоскости с внешними поверхностями панели, и где полость между этими частями образует пространство для головки крепежной детали 22, например винта. Шпунтовая и пазовая части листов 7 пригнаны к боковым поверхностям 5 профилированной секции 8, выполненной из минеральной ваты. Шпунтовую и пазовую части листов 7 предпочтительно крепят к боковым поверхностям 5 профилированной секции 8 минераловатного сердечника 10. Боковые поверхности 5 сформированы как профилированная секция в боковых ламелях 6, и профилированная секция 8 находится в области 9 более высокой плотности боковой ламели 5 переменной плотности. В этом воплощении боковая ламель 6 состоит из двух отличающихся слоев ваты, имеющих различные плотности.-5 014260 Уплотняющий элемент 14, например герметизирующий компаунд, предусматривают в стыке между шпунтом и пазом 18, 20, 19, 21, все же допуская образование полости для головки крепежной детали 22 между частями второго паза 21 и шпунта 19 соответственно. Одна сэндвич-панель примыкает к другой сэндвич-панели в области между шпунтовыми соединениями, и минераловатный сердечник 10 одного сэндвич-элемента 1 находится в контакте с минераловатным сердечником 10 другого сэндвич-элемента 1. Граница между двумя сэндвич-элементами 1 изображена штрихпунктирной линией 17, а граница между боковой ламелью 6 переменной плотности и традиционной ламелью одной плотности показана сплошной линией 16. Два сэндвич-элемента 1 присоединены к раме 15, например стальной балке, стальной колонне или потолку, посредством крепежной детали 22, показанной в виде винта через одну сэндвич-панель вблизи первого и второго шпунтов 18, 19. Сердечник из минеральной ваты имеет плотность 100-150 кг/м 3, а сэндвич-элемент 1 имеет толщину 100-120 мм. Ширина может составлять приблизительно от 1000 до 1100 мм, а максимальная длина сэндвич-панели, собранной из нескольких сэндвичэлементов, равняется приблизительно 12 м. Лист 7 является металлическим, например стальным или алюминиевым и, возможно, из оцинкованной стали, а толщина листа приблизительно равна 0,4-0,7 мм и предпочтительно профилирована в виде полос, пазов, рельефа или микропрофилирована наружно. Листы 7 для защиты предпочтительно покрыты компаундом, например полиэфиром, ПВДФ (PVDF), пластизолем или поливинилхлоридной фольгой. В зависимости от несущей способности и жесткости, а также от принятого конструктивного исследования сэндвич-панели могут служить в виде навесных стен, разделительных перегородок или подвесных потолков. На фиг. 4 показано соединение между двумя сэндвич-элементами 1 для кровельной сэндвич-панели. Соединение показано в поперечном разрезе. Две сэндвич-панели соединены посредством соединения, включающего шпунт 13, выполненный как часть листа 7 одного сэндвич-элемента 1, и паз 12, выполненный как часть листа 7 другого сэндвичэлемента 1, где шпунт 13 и паз 12 в этом воплощении конструируют таким образом, чтобы они вплотную прилегали друг к другу, и где паз 12 выходит на внешнюю поверхность сэндвич-панели, являясь, таким образом, наполовину открытым пазом. Шпунтовая 13 и пазовая 12 части листов 7 пригнаны к боковым поверхностям профилированной секции 8, выполненной из минеральной ваты. Шпунтовую 13 и пазовую 12 части листов 7 предпочтительно прикрепляют к боковым поверхностям 5 профилированной секции 8 минераловатного сердечника 10. Боковые поверхности 5 сформированы как профилированная секция 8 в боковых ламелях 6, и профилированная секция 8 находится в области 9 более высокой плотности боковой ламели 6 переменной плотности. В этом воплощении боковые ламели 6 состоят из двух отличающихся слоев ваты, имеющих различные плотности. Соединение также содержит профилированную в виде округлой выпуклости листовую часть 23 одного сэндвич-элемента 1 поверх профилированной в виде округлой выпуклости листовой части другого сэндвич-элемента 1. Область соединения сэндвичпанели, таким образом, содержит верхнюю профилированную в виде округлой выпуклости листовую часть 23, сцепленную с и частично покрывающую нижнюю профилированную в виде округлой выпуклости листовую часть на внешней поверхности кровельной сэндвич-панели и шпунтовое соединение в нижней части кровельной сэндвич-панели. Уплотняющий элемент 14, например герметизирующий компаунд, предусматривают в стыке между шпунтом и пазом 13, 12. Одна сэндвич-панель примыкает к другой сэндвич-панели в области между шпунтовым соединением и профилированными в виде округлой выпуклости листами, и минераловатный сердечник 10 одного сэндвич-элемента 1 находится в контакте с минераловатным сердечником 10 другого сэндвич-элемента 1. Граница между двумя сэндвич-элементами 1 изображена штрихпунктирной линией 17, а граница между боковой ламелью 6 переменной плотности и традиционной ламелью одной плотности показана сплошной линией 16. В показанном на фиг. 4 воплощении предусмотрено минераловатное наполнение 25, соответствующее профилированной в виде округлой выпуклости листовой части,таким образом заполняя полость, образованную листами. В другом, не показанном воплощении полость,образованная профилированным в виде округлой выпуклости нижним листом, может быть оставлена без наполнения или заполнена другим веществом, не минеральной ватой. Два сэндвич-элемента 1 присоединены к раме 15, например стальной балке, стальной колонне или обрешетине крыши, посредством крепежной детали, показанной в виде винта, проходящего через одну сэндвич-панель, через верхний профилированный в виде округлой выпуклости лист, сцепленный и частично покрывающий нижний профилированный в виде округлой выпуклости лист и через минераловатный сердечник наружу в балку, стальную колонну или обрешетину крыши. В другом, не показанном воплощении к тому же между наружной поверхностью верхнего профилированного в виде округлой выпуклости листа и шайбой, удерживаемой крепежной деталью, проложен уплотнитель, например из полиуретана (PU). Сердечник из минеральной ваты имеет плотность 100-150 кг/м 3, а сэндвич-элемент 1 имеет толщину 100-150 мм и толщину 140-190 мм в части сэндвич-панели, где предусмотрена округлая выпуклость. Ширина может составлять приблизительно от 1000 до 1100 мм. Лист является металлическим, например стальным или алюминиевым и, возможно, из оцинкованной стали, а толщина листа приблизительно равна 0,4-0,7 мм и предпочтительно профилирована как трапециевидная, в виде полос или пазов. Листы для-6 014260 защиты предпочтительно покрыты компаундом, например полиэфиром, ПВДФ (PVDF), пластизолем или поливинилхлоридной фольгой. В зависимости от несущей способности и жесткости, а также от принятого конструктивного исследования сэндвич-панели могут служить в виде навесных стен, разделительных перегородок или подвесных потолков. На фиг. 5 представлено соединение между двумя сэндвич-элементами 1 для панели, где соединение двух сэндвич-элементов 1 выполнено сваркой. Соединение видно на поперечном разрезе. Две сэндвичпанели соединены посредством соединения, включающего шпунт 13, выполненный как часть первого сэндвич-элемента 1, и паз 12, выполненный как часть другого сэндвич-элемента 1, где шпунт 13 и паз 12 в этом воплощении конструируют таким образом, чтобы они вплотную прилегали друг к другу. Соединение лишь обозначено, поскольку два сэндвич-элемента 1, предназначенные для соединения, показаны слегка раздвинутыми для облегчения иллюстрации подробностей этого соединения. Боковые поверхности 5 сформированы как профилированная секция в боковых ламелях 6, и профилированная секция 8 находится в области 9 более высокой плотности боковой ламели переменной плотности. В этом воплощении боковые ламели состоят из двух отличающихся слоев ваты, имеющих различные плотности. Лист одной сэндвич-панели образует фланец 26, выступающий из фронтальной поверхности 3 под небольшим углом к фронтальной поверхности 3, причем элемент 27 фланца 26 является, по существу,параллельным фронтальной поверхности 3. Когда две сэндвич-панели соединяют, фланец 26 одной сэндвич-панели приваривают к листу другой сэндвич-панели. Сварку можно выполнять любыми подходящими способами сварки. Будучи собранными, одна сэндвич-панель примыкает к другой сэндвич-панели в области между шпунтовыми соединениями и, будучи собранными, минераловатный сердечник 10 одного сэндвич-элемента 1 находится в контакте с минераловатным сердечником 10 другого сэндвичэлемента 1. Лист может быть металлическим, например стальным, из нержавеющей стали или алюминиевым и,возможно, из оцинкованной стали, и для защиты предпочтительно покрыты компаундом, например полиэфиром, ПВДФ (PVDF), пластизолем или поливинилхлоридной фольгой. В зависимости от несущей способности и жесткости, а также от принятого конструктивного исследования сэндвич-панели могут служить в качестве элементов в пищевой промышленности, для чистых помещений, холодильных помещений и камер, позволяя вполне определенные влажность, давление и температуру. Номера позиций(9) область более высокой плотности;(11) область более низкой плотности;(23) верхняя профилированная в виде округлой выпуклости листовая часть; ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Продольный сэндвич-элемент (1), содержащий сердечник (10) из скрепленных связующим веществом минераловатных ламелей (2), соединенных боковыми сторонами и вытянутых в продольном направлении сэндвич-элемента (1), при этом сердечник (10) имеет две фронтальные поверхности (3), по существу, параллельные друг другу, две торцевые поверхности (4), по существу, перпендикулярные фронтальным поверхностям (3) и параллельные друг другу, и две боковые поверхности (5), соединяющие фронтальные поверхности (3) и торцевые поверхности (4), где волокна минеральной ваты преимущественно перпендикулярны фронтальным поверхностям (3), по меньшей мере один лист (7) прикреплен по меньшей мере к одной из фронтальных поверхностей (3) сердечника (10), а каждая из боковых поверхностей (5) снабжена одной или более боковыми ламелями (6) из минеральной ваты, скрепленными с крайними ламелями (2) сердечника (10) связующим веществом; по меньшей мере одна из боковых поверхностей (5) по меньшей мере в одной боковой ламели (6) сформирована в профилированную секцию (8), выполненную с возможностью сопряжения с профилированной секцией (8) по меньшей мере одной боковой ламели (6) смежного сэндвич-элемента (1), каждая боковая ламель (6) имеет переменную плотность, а профилированная секция (8) образована тем участком(9) боковой ламели (6), который имеет более высокую плотность, для предупреждения трещинообразования и изменения формы профилированных секций (8) при их изготовлении и образования тепловых мостов в области сопрягаемых профилей смежных сэндвич-элементов (1) при эксплуатации конструкций из сэндвич-элементов (1); и ламели (2) в сердечнике (10) имеют практически однородную плотность. 2. Сэндвич-элемент по п.1, в котором каждая боковая ламель (6) содержит по меньшей мере два слоя ваты с различной плотностью, где слой более высокой плотности обращен в направлении боковой поверхности (5). 3. Сэндвич-элемент по п.2, в котором плотность одного слоя составляет от 80 до 140 кг/м 3, а плотность одного другого слоя составляет от 160 до 250 кг/м 3. 4. Сэндвич-элемент по п.1, в котором каждая боковая ламель (6) имеет плотность, плавно меняющуюся от более высокой к более низкой плотности в направлении от боковой поверхности (5) к сердечнику. 5. Сэндвич-элемент по любому из пп.1-4, в котором количество ламелей, составляет от 4 до 8, предпочтительно от 5 до 7. 6. Сэндвич-элемент по любому из пп.1-5, в котором профильная часть профилированной секции (8) в каждой боковой ламели (6) представляет собой паз и/или шпунт. 7. Сэндвич-элемент по п.6, в котором по меньшей мере один лист (7), прикрепленный по меньшей мере к одной из фронтальных поверхностей (3) сердечника частично закрывает паз и/или шпунт. 8. Боковая ламель продольного сэндвич-элемента (1) по любому из пп.1-7, имеющая две параллельные поверхности, служащие для образования части каждой из фронтальных поверхностей сэндвичэлемента (1), и одну поверхность, перпендикулярную указанным параллельным поверхностям, служащую для образования части боковой поверхности сэндвич-элемента (1), при этом волокна минеральной ваты практически перпендикулярны двум указанным параллельным поверхностям, а упомянутая ламель(6) имеет переменную плотность, изменяющуюся от более высокой к более низкой плотности в направлении вдоль этих параллельных поверхностей. 9. Боковая ламель по п.8, имеющая по меньшей мере два слоя с различной плотностью ваты и поверхность, разграничивающую слой ламели, имеющий более высокую плотность от ее слоя, имеющего меньшую плотность. 10. Боковая ламель по п.9, в которой плотность одного слоя составляет от 80 до 140 кг/м 3, а плотность другого слоя составляет от 160 до 250 кг/м 3. 11. Боковая ламель по п.8, плотность которой плавно меняется от более высокой к более низкой плотности в направлении вдоль двух указанных параллельных поверхностей. 12. Способ изготовления продольного сэндвич-элемента (1) по любому из пп.1-7, включающий следующие стадии: нарезание ламелей (2), имеющих практически однородную плотность, из первой минераловатной плиты; нарезание ламелей, имеющих переменную плотность, из второй минераловатной плиты; соединение ламелей (2) их боковыми сторонами в продольном направлении сэндвич-элемента (1) посредством связующего вещества для образования сердечника (10); прикрепление ламелей переменной плотности к крайним ламелям (2) сердечника (10) посредством связующего вещества с образованием боковых ламелей (6) сэндвич-элемента (1); формирование профилированной секции (8) по меньшей мере в одной боковой ламели (6) в той части (9) этой боковой ламели (6), которая имеет более высокую плотность, причем упомянутую профи-8 014260 лированную секцию (8) выполняют с возможностью сопряжения с профилированной секцией (8) боковой ламели (6) смежного сэндвич-элемента (1); и прикрепление по меньшей мере одного листа (7) по меньшей мере к одной из фронтальных поверхностей (3) сердечника (10).
МПК / Метки
МПК: E04F 15/02, E04D 3/35, E04F 13/08, B32B 3/18, E04B 1/80, E04C 2/292
Метки: сэндвич-элемент
Код ссылки
<a href="https://eas.patents.su/11-14260-sendvich-element.html" rel="bookmark" title="База патентов Евразийского Союза">Сэндвич-элемент</a>
Конструкция типа сэндвич на основе минерального волокна и способ ее изготовления
Номер патента: 7862
Опубликовано: 27.02.2007
Авторы: Дюпуи Валери, Марикур Жан-Пьер
МПК: B32B 17/02, B29C 67/24, B32B 15/04...
Метки: волокна, основе, сэндвич, конструкция, способ, типа, минерального, изготовления
Формула / Реферат:
1. Конструкция типа сэндвич, содержащая прокладку и два облицовочных элемента, между которыми помещается прокладка, причем указанная прокладка формируется из продукта на базе минерального волокна, получаемого способом внутреннего центрифугирования, совмещенного со способом вытягивания указанных волокон потоком газа, нагретого до высокой температуры, отличающаяся тем, что указанные минеральные волокна проходят операцию крепирования. 2....
Элемент из шлаковой ваты, обладающий повышенной стойкостью к действию огня, и воздуховод, включающий указанный элемент
Номер патента: 4349
Опубликовано: 29.04.2004
Автор: Родеро Антунес Карлос
МПК: B01D 39/20, C03C 25/26
Метки: ваты, действию, элемент, указанный, обладающий, стойкостью, шлаковой, огня, включающий, повышенной, воздуховод
Формула / Реферат:
1. Элемент, образованный в основном из шлаковой ваты, предназначенный для производства плит для строительства воздуховодов, который состоит из основы из шлаковой ваты, в которую добавлен адгезив, отличающийся тем, что волокна шлаковой ваты являются стекловолокнами, которые имеют коэффициент дисперсности 5,8+0,5 на 6 г, при этом к ним добавлен адгезив в количестве от 5 до 6%. 2. Элемент по п.1, отличающийся тем, что волокна шлаковой ваты являются...
Электрод, способ его изготовления, металловоздушный топливный элемент и металлогидридный элемент
Номер патента: 11752
Опубликовано: 30.06.2009
Автор: Буршардт Трюгве
МПК: C01B 3/00, H01M 12/08, H01M 10/34...
Метки: электрод, топливный, металловоздушный, изготовления, способ, элемент, металлогидридный
Формула / Реферат:
1. Электрод для использования в электрохимическом элементе, содержащий материал-аккумулятор водорода и металл с высокой удельной энергией, выбранный по меньшей мере из одного из Al, Zn, Mg и Fe или сплава любого из них, причем материал-аккумулятор водорода и металл с высокой удельной энергией размещены в электроде таким образом, что металл с высокой удельной энергией способен действовать в качестве анодного материала для элемента, при этом...
Несущий панельный элемент из дерева для потолочных конструкций или для строительства мостов и винт для соединения досок в панельный элемент
Номер патента: 546
Опубликовано: 28.10.1999
Автор: Майерхофер Ульрих А.
МПК: E01D 19/12, E04C 2/12
Метки: строительства, панельный, соединения, элемент, мостов, несущий, потолочных, конструкций, досок, дерева, винт
Формула / Реферат:
1. Несущий панельный элемент из дерева для потолочных конструкций или для строительства мостов, состоящий из множества стоящих на ребре поперек плоскости панельного элемента и предпочтительно проходящих по всей длине панельного элемента отдельных слоев досок, которые соединены друг с другом винтовыми креплениями, отличающийся тем, что отдельные доски (25), по меньшей мере, частично соединены друг с другом ввинченными под острым углом к их...
Композитный конструкционный элемент
Номер патента: 11657
Опубликовано: 28.04.2009
Автор: Агаев Новруз Эмильевич
МПК: B27M 3/00
Метки: композитный, элемент, конструкционный
Формула / Реферат:
1. Композитный конструкционный элемент, выполненный в виде бруса с прямоугольным поперечным сечением, содержащий наружные ламели, являющиеся армирующими элементами бруса, и внутренний слой в виде наполнителя, к которому прикреплены наружные ламели, отличающийся тем, что ламели выполнены из листового материала и прикреплены к внутреннему слою с образованием замкнутого в поперечном направлении внешнего контура бруса, а наполнитель выполнен из...
Предыдущий патент: Способ и транспортирующая система для транспортировки грузовых контейнеров
Следующий патент: Способ отделения газов от твердых частиц в реакционной системе газа/твердых частиц с использованием потока газа/твердых частиц
Случайный патент: Стойкая к истиранию и легкоочищаемая композитная подошва утюга с низким коэффициентом трения, способ ее получения и содержащий ее утюг