Ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом
Формула / Реферат
1. Ботинок (10, 100) с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, содержащий воздухопроницаемую и водонепроницаемую подошву (11, 111) и сборку (12, 112), соединенную с подошвой (11, 111) в верхней зоне, состоящий из
внешнего воздухопроницаемого верха (13, 113), внутренней подкладки (14, 114) и расположенной между ними воздухопроницаемой и водонепроницаемой мембраны (15, 115),
по меньшей мере, частично перфорированной или воздухопроницаемой стельки (16, 116), которая соединена, по меньшей мере, с верхом (13, 113) и воздухопроницаемой и водонепроницаемой мембраной (15, 115),
причем воздухопроницаемая и водонепроницаемая подошва (11, 111) является, по меньшей мере, частично напрессованной на упомянутую сборку (12, 112),
отличающийся тем, что верх (13, 113) имеет каналы (26, 126) к воздухопроницаемой и водонепроницаемой мембране (15, 115) для полимерного материала во время напрессовывания подошвы (11, 111), причем каналы (26, 126) расположены, по существу, в соединительной зоне (17, 117) между верхом (13, 113) и воздухопроницаемой и водонепроницаемой мембраной (15, 115), при этом подошва (11, 111) герметически присоединена по периметру к сборке (12, 112) в соединительной зоне (17, 117).
2. Ботинок (10) по п.1, отличающийся тем, что подошва (11, 111) состоит по меньшей мере из одного перфорированного нижнего слоя (18, 118) и по меньшей мере из одного верхнего слоя (19, 119), состоящего из внешней периферической юбки (20, 120) и имеющего в центре воздухопроницаемый элемент (21, 121), который расположен, по существу, у части стельки (16, 116), предназначенной для проникновения испарений, причем воздухопроницаемый и водонепроницаемый мембранный элемент (22, 122) расположен между нижним слоем (18, 118) и верхним слоем (19) и присоединен герметически в своей периферической зоне (24) к сборке подошвы (11, 111), при этом юбка (20, 120) полностью перекрывает соединительную зону (17, 117) между верхом (13, 113) и воздухопроницаемой и водонепроницаемой мембраной (15, 115), причем сцепление юбки (20, 120) с воздухопроницаемой и водонепроницаемой мембраной (15, 115) создает уплотнение между сборкой (12, 112) и подошвой (11, 111).
3. Ботинок (10) по одному из предшествующих пунктов, отличающийся тем, что стелька (16) соединена, по меньшей мере, с верхом (13) и мембраной (15) в соединительной зоне (17) посредством петлевого шва (17а) типа "strobel", причем каналы (26) образованы "сильной волнистостью" (27) на нижней кромке (28) верха (13) так, что петлевой шов (17а) соединяет только гребни (28а) "сильной волнистости" (27) с мембраной (15) и подошвой (16).
4. Ботинок (100) по п.1 или 2, отличающийся тем, что стелька (116) соединена, по меньшей мере, с верхом (113) и мембраной (115) в соединительной зоне (117) посредством приклеивания нижних кромок (128), по меньшей мере, водонепроницаемой и воздухопроницаемой мембраны (115) и верха (113), которые подгибаются под стельку (116), причем каналы (126) образованы сквозными отверстиями (127), расположенными в верхней части верха (113а), который согнут над стелькой (116).
5. Ботинок (100) по п.4, отличающийся тем, что нижние кромки (128) расположены рядом с воздухопроницаемым элементом (121) подошвы (111), причем нижние кромки (128) на практике расположены в виде слоев между перфорированной стелькой (116) и юбкой (120).
6. Ботинок (10, 100) по одному из предшествующих пунктов, отличающийся тем, что периферическая зона (24) воздухопроницаемого и водонепроницаемого мембранного элемента (22, 122) расположена между юбкой (20, 120) и нижним слоем (18, 118).
7. Ботинок (200) с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, содержащий воздухопроницаемую и водонепроницаемую подошву (211) и сборку (212), которая соединена с упомянутой подошвой (211) в верхней зоне и состоит из
внешнего воздухопроницаемого верха (213), внутренней подкладки (214) и расположенной между ними воздухопроницаемой и водонепроницаемой мембраны (215),
по меньшей мере, частично перфорированной или воздухопроницаемой стельки (216), которая соединена, по меньшей мере, с верхом и водонепроницаемой мембраной (215),
отличающийся тем, что он содержит водонепроницаемый вставной ботинок (227), который является, по меньшей мере, частично перфорированным или воздухопроницаемым в зоне подошвы (211), которая предназначена для проникновения испарений, причем вставной ботинок (227) соединен в нижней зоне со стелькой (216), при этом его периферическая кромка (230) полностью перекрывает соединительную зону (217) между стелькой (216) и воздухопроницаемой и водонепроницаемой мембраной (215) так, что создается периферическое уплотнение, причем верх (213) приклеивается к внутреннему ботинку (227), а воздухопроницаемая и водонепроницаемая подошва (211) герметически соединена по периферии со сборкой (212) только у верха (213) и, если это имеет место, у открытой части вставного ботинка (212) без воздействия на оставшуюся центральную часть, которая соответствует зоне, предназначенной для проникновения пара.
8. Ботинок (200) по п.7, отличающийся тем, что стелька (216) присоединена, по меньшей мере, к воздухопроницаемой и водонепроницаемой мембране (215) в соединительной зоне (217) посредством петлевого шва (217а) типа "strobel", причем упомянутая периметрическая кромка (230) образует боковые стороны (230а) вставного ботинка (227), которые поднимаются над петлевым швом (217а), полностью приклеиваясь к воздухопроницаемой и водонепроницаемой мембране (215) и образуя периферическое уплотнение, при этом верх (213) приклеивается к вставному ботинку (227) и имеет нижнюю кромку (228), которая сгибается и приклеивается так, чтобы сцепляться под вставным ботинком (227).
9. Ботинок (200) по п.8, отличающийся тем, что вставной ботинок (227) установлен посредством прямого напрессовывания на сборку (212), в частности на воздухопроницаемую и водонепроницаемую мембрану (215).
10. Ботинок (200) по п.9, отличающийся тем, что вставной ботинок (227) выполнен отдельно и присоединен герметически к сборке (212) приклеиванием.
11. Способ изготовления воздухопроницаемой и водонепроницаемой подошвы, при котором осуществляют
литье под давлением методом впрыска по меньшей мере одного перфорированного нижнего слоя (318) подошвы,
размещение внутри пресс-формы воздухопроницаемого и водонепроницаемого мембранного элемента (322) по меньшей мере на одном перфорированном нижнем слое (318),
размещение по меньшей мере одного воздухопроницаемого элемента (321) сверху воздухопроницаемого и водонепроницаемого мембранного элемента (322),
нанесение клеевой пленки (321b) на поверхность (321а) упомянутого по меньшей мере одного воздухопроницаемого элемента (321), расположенного напротив воздухопроницаемого и водонепроницаемого мембранного элемента (322),
напрессовывание периферической юбки (320) по меньшей мере на один перфорированный нижний слой (318) и сбоку по меньшей мере к одному воздухопроницаемому элементу (321),
удаление клеевой пленки (321b).
12. Способ изготовления перфорированной части воздухопроницаемой и водонепроницаемой подошвы, при котором впрыскивают расплавленный полимерный материал в пресс-форму (340), состоящую из детали (341) матрицы пресс-формы и верхней закрывающей детали (342) пресс-формы, причем деталь матрицы пресс-формы имеет штифтообразные вставки (343), которые простираются в направлении, в котором пресс-форма (340) открывается, и располагаются в зоне упомянутой части подошвы, предназначенной для проникновения испарений, причем пластиноподобные герметизирующие средства (345) устанавливают с натягом между верхней поверхностью (344) штифтообразных вставок (343) и верхней закрывающей деталью (342) пресс-формы.
13. Способ по п.12, отличающийся тем, что используют пластиноподобные герметизирующие средства (345), состоящие из пластин (346), выполненных из полимерного материала, расположенных у каждой из штифтообразных вставок (343), причем пластины (346) шире, чем соответствующие штифтообразные вставки (343).

Текст
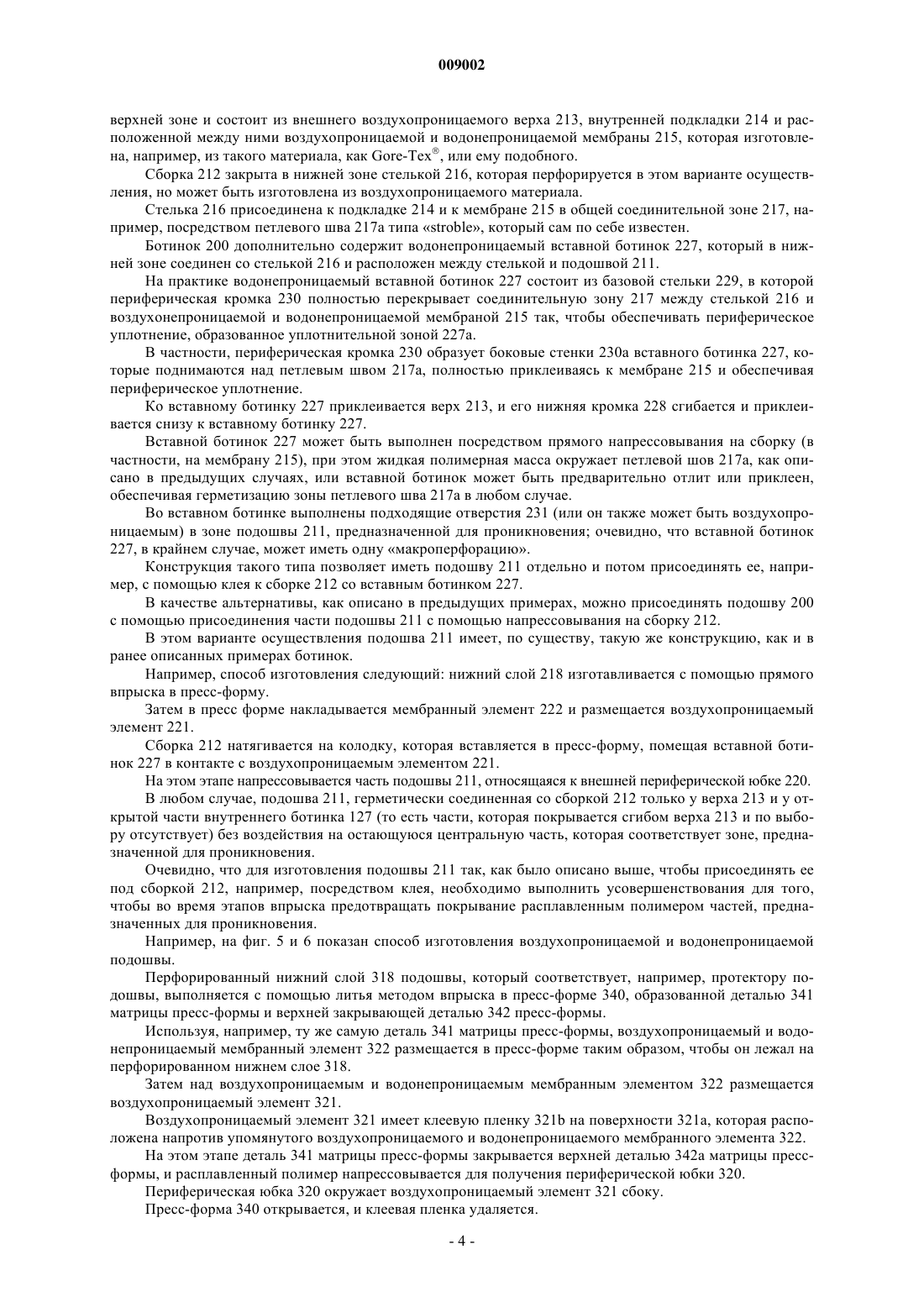
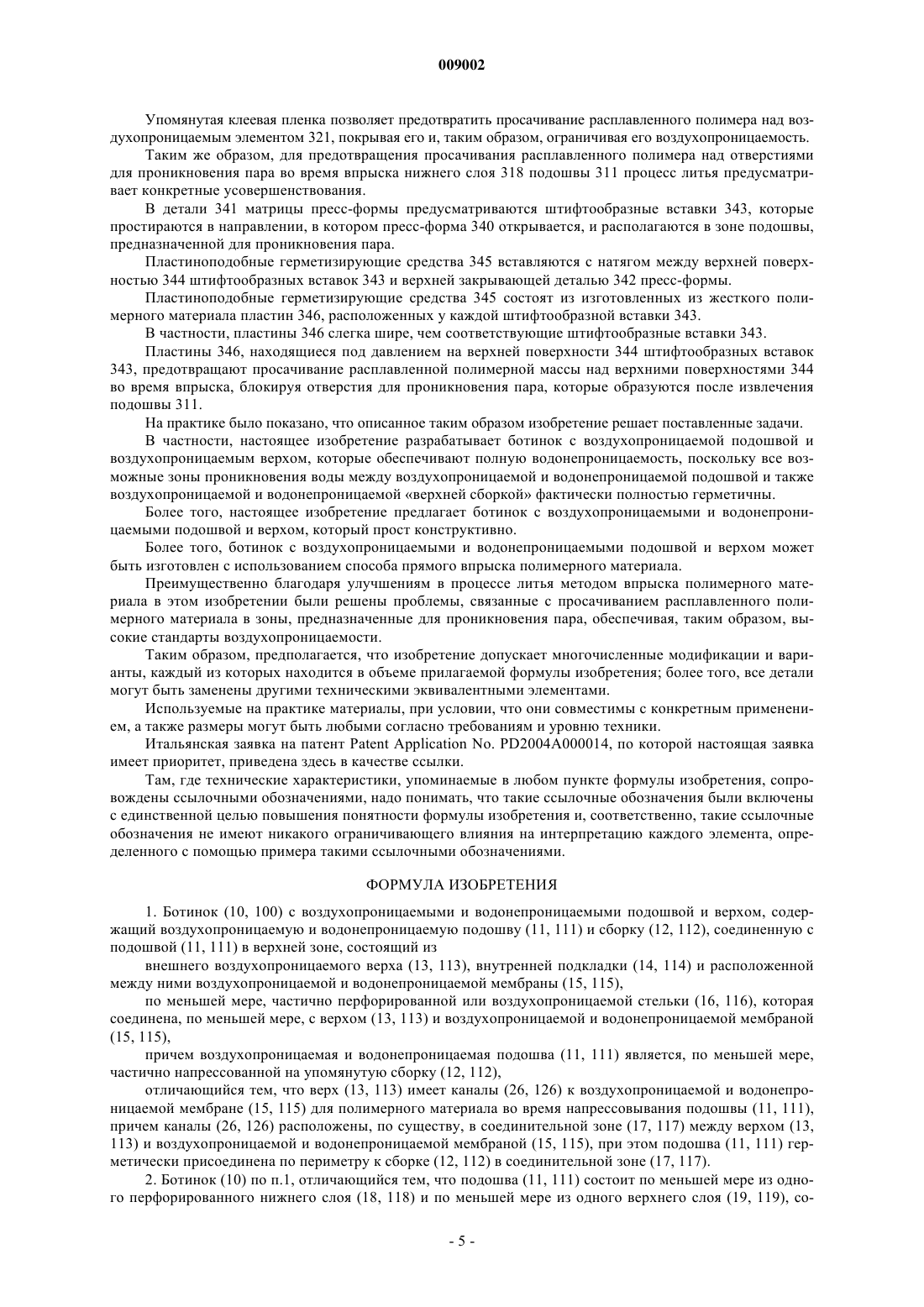
009002 Настоящее изобретение относится к ботинку с воздухопроницаемыми и водонепроницаемыми подошвой и верхом. Хорошо известно, что комфорт ботинка зависит не только от его правильной анатомической подгонки, но также от правильного проникновения наружу водяного пара, который образовался внутри ботинка из-за потения. Однако это проникновение водяного пара не должно ухудшать водонепроницаемость ботинка. Традиционно воздухопроницаемые ботинки являются ботинками, которые используют натуральные материалы, такие как кожа или эквивалентные материалы, которые, однако, при дожде или плохой погоде из-за их проникающих свойств не обеспечивают хорошую водонепроницаемость и действительно очень легко впитывают воду. По этой причине ботинки с верхом, выполненным из кожи (или ей подобного), соединенной с подкладкой, имеющей воздухопроницаемую и водонепроницаемую мембрану (например, выполненной из такого материала, как Gore-Tex или подобного), пришитой или приклеенной к стельке, используются уже в течение нескольких лет. При изготовлении таких ботинок важно уделять внимание герметизации зон, в которых стелька и подкладка присоединена к мембране и подошве для предотвращения даже очень небольшого просачивания воды снаружи. Наибольшее количество пота ступни образуется в месте интерфейса между подошвой ступни и подошвой ботинка, которая обычно изготавливается из полимерного материала; очевидно, что пот, который образуется на этом интерфейсе, не может испариться, конденсируясь соответственно на подошвенной вставке, на которой располагается ступня. Только небольшой процент пота испаряется через верх. Так, ботинки, которые имеют воздухопроницаемые и водонепроницаемые подошвы, не изучались в течение многих лет. Одна из таких подошв раскрыта в US-5044096 и в ЕР-0382904 и заключается в разделении подошвы, выполненной из пластика, на два слоя со сквозными отверстиями, и во вставлении мембраны, которая непроницаема для воды и воздухопроницаема (выполнена, например, из такого материала, как GoreTex или ему подобного), и герметичном присоединении по периметру к двум слоям так, чтобы препятствовать любому проникновению воды. Эта подошва обеспечивает правильное проникновение пара, а также эффективный обмен тепла и водяного пара между средой внутри ботинка и внешней средой относительно внешней влажности и воды. Для создания полностью водонепроницаемого ботинка можно соединить водонепроницаемую и воздухопроницаемую подошву с водонепроницаемым и воздухопроницаемым верхом так, как это описано. Этап гидроизоляции зон соединения стельки и подкладки с мембраной также является критическим при изготовлении ботинок такого типа. Задачей настоящего изобретения является разработка ботинка с подошвой и верхом, которые являются воздухопроницаемыми и обеспечивают полную водонепроницаемость. В рамках этой задачи настоящего изобретения предложен ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, который конструктивно легко изготовить. Другой задачей настоящего изобретения является разработка ботинка с воздухопроницаемой и водонепроницаемой подошвой и воздухопроницаемым и водонепроницаемым верхом, который может быть изготовлен с помощью прямого впрыска полимерного материала. Еще одной задачей настоящего изобретения является разработка ботинка с воздухопроницаемой и водонепроницаемой подошвой и воздухопроницаемым и водонепроницаемым верхом, который является крепким и долговечным. Дополнительной задачей настоящего изобретения является разработка ботинка с воздухопроницаемой и водонепроницаемой подошвой и воздухопроницаемым и водонепроницаемым верхом, который может быть изготовлен с помощью обычных систем и технологий. Эта и другие задачи, которые далее будут понятны лучше, достигаются с помощью создания ботинка с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, содержащим воздухопроницаемую и водонепроницаемую подошву и сборку, которая соединена с подошвой в верхней зоне, и состоящего из внешнего воздухопроницаемого верха, внутренней подкладки и, между ними, воздухопроницаемой и водонепроницаемой мембраны,по меньшей мере, частично перфорированной или воздухопроницаемой стельки, которая соединена, по меньшей мере, с верхом и мембраной,причем воздухопроницаемая и водонепроницаемая подошва является, по меньшей мере, частично напрессованной на сборку, при этом ботинок отличается тем, что верх имеет каналы к мембране для полимерного материала во время напрессовывания подошвы, причем каналы расположены, по существу, в соединительной зоне между верхом и мембраной, при этом подошва присоединена герметически по периметру к сборке в соединительной зоне. Преимущественно изобретение включает в себя ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, который содержит воздухопроницаемую и водонепроницаемую подошву и-1 009002 сборку, которая соединена с подошвой в верхней зоне, и состоит из внешнего воздухопроницаемого верха, внутренней подкладки и, между ними, воздухопроницаемой и водонепроницаемой мембраны,по меньшей мере, частично перфорированной или воздухопроницаемой стельки, которая соединена, по меньшей мере, с верхом и мембраной,причем ботинок отличается тем, что он содержит водонепроницаемый вставной ботинок, который является, по меньшей мере, частично перфорированным или воздухопроницаемым в зоне подошвы, которая предназначена для проникновения пара, при этом упомянутый вставной ботинок соединен в нижней зоне со стелькой и имеет периметрическую кромку, которая полностью перекрывает соединительную зону между стелькой и воздухопроницаемой и водонепроницаемой мембраной так, что создается периметрическое уплотнение, причем верх приклеивается к вставному ботинку, при этом воздухопроницаемая и водонепроницаемая подошва герметически соединена со сборкой только у верха и, если это имеет место, у открытой части внутреннего ботинка без воздействия на оставшуюся центральную часть,которая соответствует зоне, предназначенной для проникновения пара. Изобретение также включает в себя способ изготовления воздухопроницаемой и водонепроницаемой подошвы, который состоит из литья под давлением методом впрыска по меньшей мере одного перфорированного нижнего слоя подошвы,размещения внутри пресс-формы воздухопроницаемого и водонепроницаемого мембранного элемента на по меньшей мере одном перфорированном нижнем слое,размещения по меньшей мере одного воздухопроницаемого элемента сверху воздухопроницаемого и водонепроницаемого мембранного элемента,нанесения клеевой пленки на поверхность по меньшей мере одного воздухопроницаемого элемента,который расположен напротив воздухопроницаемого и водонепроницаемого мембранного элемента,напрессовывания периферической юбки на по меньшей мере один перфорированный нижний слой и сбоку к по меньшей мере одному воздухопроницаемому элементу,снятия клеевой пленки. Изобретение дополнительно включает в себя способ изготовления перфорированной части воздухопроницаемой и водонепроницаемой подошвы, который состоит из впрыска расплавленного полимерного материала в пресс-форму, состоящую из детали матрицы пресс-формы и верхней закрывающей детали пресс-формы, причем упомянутая деталь матрицы пресс-форсы имеет штифтообразные вставки,которые простираются в направлении, в котором упомянутая пресс-форма открывается, и располагаются в зоне упомянутой части подошвы, предназначенной для проникновения пара, причем пластинообразные герметизирующие средства уставновлены с натягом между верхней поверхностью упомянутых штифтообразных вставок и упомянутой верхней закрывающей деталью пресс-формы. Дополнительные характеристики и преимущества изобретения будут лучше понятны из описания предпочтительных, но не исключительных вариантов его осуществления, показанных с помощью неограничивающего примера на сопроводительных чертежах, на которых фиг. 1 - вид поперечного сечения части ботинка согласно изобретению в первом варианте осуществления; фиг. 2 - перспективное изображение части ботинка из фиг. 1; фиг. 3 - вид поперечного сечения части ботинка разновидности первого варианта осуществления ботинка согласно изобретению; фиг. 4 - вид поперечного сечения части ботинка согласно изобретению во втором варианте осуществления; фиг. 5 - схематический вид поперечного сечения первой пресс-формы для изготовления подошв,используемых в ботинках согласно фиг. 4; фиг. 6 - схематический вид поперечного сечения второй пресс-формы для изготовления подошв,используемых в ботинках согласно фиг. 4. На фиг. 1 и 2 цифрой 10 обозначен первый вариант осуществления воздухопроницаемого и водоотталкивающего ботинка согласно изобретению. Ботинок 10 содержит воздухопроницаемую и водоотталкивающую подошву 11, описываемую далее, и сборку 12, которая соединена с верхней зоной и состоит из внешнего воздухопроницаемого верха 13, внутренней подкладки 14 и расположенной между ними воздухопроницаемой и водоотталкивающей мембраны 15, которая изготовлена из такого материала, как Gore-Tex, или ему подобного. Сборка 12 закрыта в нижней зоне стелькой 16, которая в этом варианте осуществления перфорируется, но может быть выполнена из воздухопроницаемого материала. Стелька 16 соединена с верхом 13, подкладкой 14 и мембраной 15 в общей соединительной зоне 17,например, посредством петлевого шва 17 а типа strobel, который сам по себе известен. В этом варианте осуществления воздухопроницаемая и водоотталкивающая подошва 11, как описано ниже, герметически присоединена по периферии или по периметру к сборке 12 посредством напрессовывания ее части.-2 009002 Подошва 11 состоит из перфорированного нижнего слоя 18, который образует протектор, и из верхнего слоя 19. Верхний слой 19 состоит из внешней периферической или периметрической юбки 20 и расположенного центрально воздухопроницаемого элемента 21. Видно, что воздухопроницаемый элемент 21 расположен, по существу, у части стельки 16, которая предназначена для проникновения пара у перфорированной области протектора. Воздухопроницаемый и водоотталкивающий мембранный элемент 22, выполненный, например, из материала Gore-Tex или ему подобного, расположен между нижним слоем 18 и верхним слоем 19. Слой воздухопроницаемой и водоотталкивающей мембраны 22 также содержит воздухопроницаемый нижний защитный слой 23, который сам по себе известен. Воздухопроницаемый и водоотталкивающий мембранный элемент 22 в своей периферической зоне 24 герметически присоединен к сборке подошвы 11. Воздухопроницаемый и водоотталкивающий элемент 22 расположен в плоском кармане 25, который образован на верхней поверхности нижнего слоя 18. В частности, периферическая зона 24 упомянутого воздухопроницаемого и водоотталкивающего мембранного элемента 22 располагается между юбкой 20 и нижним слоем 18. Способ изготовления ботинка 10 предусматривает, например, изготовление нижнего слоя 18 посредством прямого впрыска в пресс-форму, последующего наложения мембранного элемента в прессформе и размещения воздухопроницаемого элемента 21. Сборка 12 натягивается на колодку и вставляется в пресс-форму, стелька 16 размещается в контакте с воздухопроницаемым элементом 21. На этом этапе часть подошвы 11, относящаяся к внешней периферической юбке 20, напрессовывается. Верх 13 имеет каналы 26 к воздухопроницаемой или водоотталкивающей мембране 15 для прохождения полимерного материала во время напрессовывания части 11 подошвы, относящейся к юбке 20. Каналы 26 расположены, по существу, в соединительной зоне 17 между верхом 13, подкладкой 14 и мембраной 15. В соединительной зоне 17 подошва 11 герметически присоединена к сборке 12. Во время напрессовывания внешней периферической юбки 20 каналы 26 верха 13 фактически позволяют жидким массам полимера (например, полиуретана) достигать поверхности мембраны 15, приклеиваясь и прикрепляясь к ней и образуя водонепроницаемое уплотнение. В этом описанном варианте осуществления эти каналы выполняются, например, посредством образования сильной волнообразности 27 на нижней кромке 28 верха 13 таким образом, чтобы петлевой шов 17 а соединял только гребни 28 а сильной волнистости 27 с мембраной 15 и со стелькой 16. Таким образом, расплавленная масса полимера проникает через сильную волнистость 27, полностью окружая петлевой шов 17 а, проникая в отверстия петлевого шва 17 а и соединяясь с мембраной 15. Надо отметить, что юбка 20 полностью перекрывает петлевой шов 17 а. Разновидность этого первого варианта осуществления ботинка, обозначенного теперь цифрой 100,показана на фиг. 3. Эта разновидность имеет отличие от ранее описанного варианта осуществления только в обозначенной теперь цифрой 117 зоне для соединения верха 113, подкладки 114 и воздухопроницаемой и водонепроницаемой мембраны 115 с перфорированной стелькой 116. В этом случае нижние кромки подкладки 114, мембраны 115 и верха 113, вместе обозначенные цифрой 128, сгибаются и приклеиваются под перфорированной стелькой 116 и располагаются рядом с воздухопроницаемым элементом 121 подошвы 111. На практике нижние кромки 128 располагаются в виде многослойной структуры между перфорированной стелькой 116 и юбкой 120. В этой разновидности верх 113 также имеет каналы 126 к воздухопроницаемой и водонепроницаемой мембране 115 для проникновения полимерного материала во время напрессовывания части 111 подошвы, относящейся к юбке 120. Эти каналы 126 также расположены, по существу, в зоне 117 для соединения между верхом 113,подкладкой 114 и мембраной 115. В соединительной зоне 117 подошва 111 герметически присоединена к сборке 112. Каналы 126 образованы сквозными отверстиями 127, которые расположены на верхней части 113 а,которая сгибается под стельку 116. Подобно тому, что было описано ранее, каналы 126 верха 113 позволяют жидкой массе полимера(например, полиуретана) во время напрессовывания внешней периметрической юбки 120 достигать поверхности мембраны 115, приклеиваясь и прикрепляясь к ней и образуя зону водонепроницаемого уплотнения. На фиг. 4 показан второй вариант осуществления ботинка согласно изобретению, обозначенного цифрой 200. Ботинок 200 содержит воздухопроницаемую и водонепроницаемую подошву 211, которая, по существу, подобна подошве, описанной ранее, и сборку 212, которая соединена с упомянутой подошвой в-3 009002 верхней зоне и состоит из внешнего воздухопроницаемого верха 213, внутренней подкладки 214 и расположенной между ними воздухопроницаемой и водонепроницаемой мембраны 215, которая изготовлена, например, из такого материала, как Gore-Tex, или ему подобного. Сборка 212 закрыта в нижней зоне стелькой 216, которая перфорируется в этом варианте осуществления, но может быть изготовлена из воздухопроницаемого материала. Стелька 216 присоединена к подкладке 214 и к мембране 215 в общей соединительной зоне 217, например, посредством петлевого шва 217 а типа stroble, который сам по себе известен. Ботинок 200 дополнительно содержит водонепроницаемый вставной ботинок 227, который в нижней зоне соединен со стелькой 216 и расположен между стелькой и подошвой 211. На практике водонепроницаемый вставной ботинок 227 состоит из базовой стельки 229, в которой периферическая кромка 230 полностью перекрывает соединительную зону 217 между стелькой 216 и воздухонепроницаемой и водонепроницаемой мембраной 215 так, чтобы обеспечивать периферическое уплотнение, образованное уплотнительной зоной 227 а. В частности, периферическая кромка 230 образует боковые стенки 230 а вставного ботинка 227, которые поднимаются над петлевым швом 217 а, полностью приклеиваясь к мембране 215 и обеспечивая периферическое уплотнение. Ко вставному ботинку 227 приклеивается верх 213, и его нижняя кромка 228 сгибается и приклеивается снизу к вставному ботинку 227. Вставной ботинок 227 может быть выполнен посредством прямого напрессовывания на сборку (в частности, на мембрану 215), при этом жидкая полимерная масса окружает петлевой шов 217 а, как описано в предыдущих случаях, или вставной ботинок может быть предварительно отлит или приклеен,обеспечивая герметизацию зоны петлевого шва 217 а в любом случае. Во вставном ботинке выполнены подходящие отверстия 231 (или он также может быть воздухопроницаемым) в зоне подошвы 211, предназначенной для проникновения; очевидно, что вставной ботинок 227, в крайнем случае, может иметь одну макроперфорацию. Конструкция такого типа позволяет иметь подошву 211 отдельно и потом присоединять ее, например, с помощью клея к сборке 212 со вставным ботинком 227. В качестве альтернативы, как описано в предыдущих примерах, можно присоединять подошву 200 с помощью присоединения части подошвы 211 с помощью напрессовывания на сборку 212. В этом варианте осуществления подошва 211 имеет, по существу, такую же конструкцию, как и в ранее описанных примерах ботинок. Например, способ изготовления следующий: нижний слой 218 изготавливается с помощью прямого впрыска в пресс-форму. Затем в пресс форме накладывается мембранный элемент 222 и размещается воздухопроницаемый элемент 221. Сборка 212 натягивается на колодку, которая вставляется в пресс-форму, помещая вставной ботинок 227 в контакте с воздухопроницаемым элементом 221. На этом этапе напрессовывается часть подошвы 211, относящаяся к внешней периферической юбке 220. В любом случае, подошва 211, герметически соединенная со сборкой 212 только у верха 213 и у открытой части внутреннего ботинка 127 (то есть части, которая покрывается сгибом верха 213 и по выбору отсутствует) без воздействия на остающуюся центральную часть, которая соответствует зоне, предназначенной для проникновения. Очевидно, что для изготовления подошвы 211 так, как было описано выше, чтобы присоединять ее под сборкой 212, например, посредством клея, необходимо выполнить усовершенствования для того,чтобы во время этапов впрыска предотвращать покрывание расплавленным полимером частей, предназначенных для проникновения. Например, на фиг. 5 и 6 показан способ изготовления воздухопроницаемой и водонепроницаемой подошвы. Перфорированный нижний слой 318 подошвы, который соответствует, например, протектору подошвы, выполняется с помощью литья методом впрыска в пресс-форме 340, образованной деталью 341 матрицы пресс-формы и верхней закрывающей деталью 342 пресс-формы. Используя, например, ту же самую деталь 341 матрицы пресс-формы, воздухопроницаемый и водонепроницаемый мембранный элемент 322 размещается в пресс-форме таким образом, чтобы он лежал на перфорированном нижнем слое 318. Затем над воздухопроницаемым и водонепроницаемым мембранным элементом 322 размещается воздухопроницаемый элемент 321. Воздухопроницаемый элемент 321 имеет клеевую пленку 321b на поверхности 321 а, которая расположена напротив упомянутого воздухопроницаемого и водонепроницаемого мембранного элемента 322. На этом этапе деталь 341 матрицы пресс-формы закрывается верхней деталью 342 а матрицы прессформы, и расплавленный полимер напрессовывается для получения периферической юбки 320. Периферическая юбка 320 окружает воздухопроницаемый элемент 321 сбоку. Пресс-форма 340 открывается, и клеевая пленка удаляется.-4 009002 Упомянутая клеевая пленка позволяет предотвратить просачивание расплавленного полимера над воздухопроницаемым элементом 321, покрывая его и, таким образом, ограничивая его воздухопроницаемость. Таким же образом, для предотвращения просачивания расплавленного полимера над отверстиями для проникновения пара во время впрыска нижнего слоя 318 подошвы 311 процесс литья предусматривает конкретные усовершенствования. В детали 341 матрицы пресс-формы предусматриваются штифтообразные вставки 343, которые простираются в направлении, в котором пресс-форма 340 открывается, и располагаются в зоне подошвы,предназначенной для проникновения пара. Пластиноподобные герметизирующие средства 345 вставляются с натягом между верхней поверхностью 344 штифтообразных вставок 343 и верхней закрывающей деталью 342 пресс-формы. Пластиноподобные герметизирующие средства 345 состоят из изготовленных из жесткого полимерного материала пластин 346, расположенных у каждой штифтообразной вставки 343. В частности, пластины 346 слегка шире, чем соответствующие штифтообразные вставки 343. Пластины 346, находящиеся под давлением на верхней поверхности 344 штифтообразных вставок 343, предотвращают просачивание расплавленной полимерной массы над верхними поверхностями 344 во время впрыска, блокируя отверстия для проникновения пара, которые образуются после извлечения подошвы 311. На практике было показано, что описанное таким образом изобретение решает поставленные задачи. В частности, настоящее изобретение разрабатывает ботинок с воздухопроницаемой подошвой и воздухопроницаемым верхом, которые обеспечивают полную водонепроницаемость, поскольку все возможные зоны проникновения воды между воздухопроницаемой и водонепроницаемой подошвой и также воздухопроницаемой и водонепроницаемой верхней сборкой фактически полностью герметичны. Более того, настоящее изобретение предлагает ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, который прост конструктивно. Более того, ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом может быть изготовлен с использованием способа прямого впрыска полимерного материала. Преимущественно благодаря улучшениям в процессе литья методом впрыска полимерного материала в этом изобретении были решены проблемы, связанные с просачиванием расплавленного полимерного материала в зоны, предназначенные для проникновения пара, обеспечивая, таким образом, высокие стандарты воздухопроницаемости. Таким образом, предполагается, что изобретение допускает многочисленные модификации и варианты, каждый из которых находится в объеме прилагаемой формулы изобретения; более того, все детали могут быть заменены другими техническими эквивалентными элементами. Используемые на практике материалы, при условии, что они совместимы с конкретным применением, а также размеры могут быть любыми согласно требованиям и уровню техники. Итальянская заявка на патент Patent Application No. PD2004A000014, по которой настоящая заявка имеет приоритет, приведена здесь в качестве ссылки. Там, где технические характеристики, упоминаемые в любом пункте формулы изобретения, сопровождены ссылочными обозначениями, надо понимать, что такие ссылочные обозначения были включены с единственной целью повышения понятности формулы изобретения и, соответственно, такие ссылочные обозначения не имеют никакого ограничивающего влияния на интерпретацию каждого элемента, определенного с помощью примера такими ссылочными обозначениями. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ботинок (10, 100) с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, содержащий воздухопроницаемую и водонепроницаемую подошву (11, 111) и сборку (12, 112), соединенную с подошвой (11, 111) в верхней зоне, состоящий из внешнего воздухопроницаемого верха (13, 113), внутренней подкладки (14, 114) и расположенной между ними воздухопроницаемой и водонепроницаемой мембраны (15, 115),по меньшей мере, частично перфорированной или воздухопроницаемой стельки (16, 116), которая соединена, по меньшей мере, с верхом (13, 113) и воздухопроницаемой и водонепроницаемой мембраной(15, 115),причем воздухопроницаемая и водонепроницаемая подошва (11, 111) является, по меньшей мере,частично напрессованной на упомянутую сборку (12, 112),отличающийся тем, что верх (13, 113) имеет каналы (26, 126) к воздухопроницаемой и водонепроницаемой мембране (15, 115) для полимерного материала во время напрессовывания подошвы (11, 111),причем каналы (26, 126) расположены, по существу, в соединительной зоне (17, 117) между верхом (13,113) и воздухопроницаемой и водонепроницаемой мембраной (15, 115), при этом подошва (11, 111) герметически присоединена по периметру к сборке (12, 112) в соединительной зоне (17, 117). 2. Ботинок (10) по п.1, отличающийся тем, что подошва (11, 111) состоит по меньшей мере из одного перфорированного нижнего слоя (18, 118) и по меньшей мере из одного верхнего слоя (19, 119), со-5 009002 стоящего из внешней периферической юбки (20, 120) и имеющего в центре воздухопроницаемый элемент (21, 121), который расположен, по существу, у части стельки (16, 116), предназначенной для проникновения испарений, причем воздухопроницаемый и водонепроницаемый мембранный элемент (22,122) расположен между нижним слоем (18, 118) и верхним слоем (19) и присоединен герметически в своей периферической зоне (24) к сборке подошвы (11, 111), при этом юбка (20, 120) полностью перекрывает соединительную зону (17, 117) между верхом (13, 113) и воздухопроницаемой и водонепроницаемой мембраной (15, 115), причем сцепление юбки (20, 120) с воздухопроницаемой и водонепроницаемой мембраной (15, 115) создает уплотнение между сборкой (12, 112) и подошвой (11, 111). 3. Ботинок (10) по одному из предшествующих пунктов, отличающийся тем, что стелька (16) соединена, по меньшей мере, с верхом (13) и мембраной (15) в соединительной зоне (17) посредством петлевого шва (17 а) типа strobel, причем каналы (26) образованы сильной волнистостью (27) на нижней кромке (28) верха (13) так, что петлевой шов (17 а) соединяет только гребни (28 а) сильной волнистости(27) с мембраной (15) и подошвой (16). 4. Ботинок (100) по п.1 или 2, отличающийся тем, что стелька (116) соединена, по меньшей мере, с верхом (113) и мембраной (115) в соединительной зоне (117) посредством приклеивания нижних кромок(128), по меньшей мере, водонепроницаемой и воздухопроницаемой мембраны (115) и верха (113), которые подгибаются под стельку (116), причем каналы (126) образованы сквозными отверстиями (127), расположенными в верхней части верха (113 а), который согнут над стелькой (116). 5. Ботинок (100) по п.4, отличающийся тем, что нижние кромки (128) расположены рядом с воздухопроницаемым элементом (121) подошвы (111), причем нижние кромки (128) на практике расположены в виде слоев между перфорированной стелькой (116) и юбкой (120). 6. Ботинок (10, 100) по одному из предшествующих пунктов, отличающийся тем, что периферическая зона (24) воздухопроницаемого и водонепроницаемого мембранного элемента (22, 122) расположена между юбкой (20, 120) и нижним слоем (18, 118). 7. Ботинок (200) с воздухопроницаемыми и водонепроницаемыми подошвой и верхом, содержащий воздухопроницаемую и водонепроницаемую подошву (211) и сборку (212), которая соединена с упомянутой подошвой (211) в верхней зоне и состоит из внешнего воздухопроницаемого верха (213), внутренней подкладки (214) и расположенной между ними воздухопроницаемой и водонепроницаемой мембраны (215),по меньшей мере, частично перфорированной или воздухопроницаемой стельки (216), которая соединена, по меньшей мере, с верхом и водонепроницаемой мембраной (215),отличающийся тем, что он содержит водонепроницаемый вставной ботинок (227), который является, по меньшей мере, частично перфорированным или воздухопроницаемым в зоне подошвы (211), которая предназначена для проникновения испарений, причем вставной ботинок (227) соединен в нижней зоне со стелькой (216), при этом его периферическая кромка (230) полностью перекрывает соединительную зону (217) между стелькой (216) и воздухопроницаемой и водонепроницаемой мембраной (215) так,что создается периферическое уплотнение, причем верх (213) приклеивается к внутреннему ботинку(227), а воздухопроницаемая и водонепроницаемая подошва (211) герметически соединена по периферии со сборкой (212) только у верха (213) и, если это имеет место, у открытой части вставного ботинка (212) без воздействия на оставшуюся центральную часть, которая соответствует зоне, предназначенной для проникновения пара. 8. Ботинок (200) по п.7, отличающийся тем, что стелька (216) присоединена, по меньшей мере, к воздухопроницаемой и водонепроницаемой мембране (215) в соединительной зоне (217) посредством петлевого шва (217 а) типа strobel, причем упомянутая периметрическая кромка (230) образует боковые стороны (230 а) вставного ботинка (227), которые поднимаются над петлевым швом (217 а), полностью приклеиваясь к воздухопроницаемой и водонепроницаемой мембране (215) и образуя периферическое уплотнение, при этом верх (213) приклеивается к вставному ботинку (227) и имеет нижнюю кромку(228), которая сгибается и приклеивается так, чтобы сцепляться под вставным ботинком (227). 9. Ботинок (200) по п.8, отличающийся тем, что вставной ботинок (227) установлен посредством прямого напрессовывания на сборку (212), в частности на воздухопроницаемую и водонепроницаемую мембрану (215). 10. Ботинок (200) по п.9, отличающийся тем, что вставной ботинок (227) выполнен отдельно и присоединен герметически к сборке (212) приклеиванием. 11. Способ изготовления воздухопроницаемой и водонепроницаемой подошвы, при котором осуществляют литье под давлением методом впрыска по меньшей мере одного перфорированного нижнего слоя(318) подошвы,размещение внутри пресс-формы воздухопроницаемого и водонепроницаемого мембранного элемента (322) по меньшей мере на одном перфорированном нижнем слое (318),размещение по меньшей мере одного воздухопроницаемого элемента (321) сверху воздухопроницаемого и водонепроницаемого мембранного элемента (322),нанесение клеевой пленки (321b) на поверхность (321 а) упомянутого по меньшей мере одного воз-6 009002 духопроницаемого элемента (321), расположенного напротив воздухопроницаемого и водонепроницаемого мембранного элемента (322),напрессовывание периферической юбки (320) по меньшей мере на один перфорированный нижний слой (318) и сбоку по меньшей мере к одному воздухопроницаемому элементу (321),удаление клеевой пленки (321b). 12. Способ изготовления перфорированной части воздухопроницаемой и водонепроницаемой подошвы, при котором впрыскивают расплавленный полимерный материал в пресс-форму (340), состоящую из детали (341) матрицы пресс-формы и верхней закрывающей детали (342) пресс-формы, причем деталь матрицы пресс-формы имеет штифтообразные вставки (343), которые простираются в направлении, в котором пресс-форма (340) открывается, и располагаются в зоне упомянутой части подошвы,предназначенной для проникновения испарений, причем пластиноподобные герметизирующие средства(345) устанавливают с натягом между верхней поверхностью (344) штифтообразных вставок (343) и верхней закрывающей деталью (342) пресс-формы. 13. Способ по п.12, отличающийся тем, что используют пластиноподобные герметизирующие средства (345), состоящие из пластин (346), выполненных из полимерного материала, расположенных у каждой из штифтообразных вставок (343), причем пластины (346) шире, чем соответствующие штифтообразные вставки (343).
МПК / Метки
МПК: B29D 31/508, B29D 31/50, A43B 9/02, B29C 45/26, A43B 7/12, B29D 31/515
Метки: подошвой, верхом, ботинок, воздухопроницаемыми, водонепроницаемыми
Код ссылки
<a href="https://eas.patents.su/10-9002-botinok-s-vozduhopronicaemymi-i-vodonepronicaemymi-podoshvojj-i-verhom.html" rel="bookmark" title="База патентов Евразийского Союза">Ботинок с воздухопроницаемыми и водонепроницаемыми подошвой и верхом</a>
Ботинок с теплоотдающей подошвой и теплоотдающая подошва ботинка
Номер патента: 7438
Опубликовано: 27.10.2006
Автор: Ведениг Кристоф
МПК: A43B 7/02
Метки: ботинка, теплоотдающей, ботинок, подошва, подошвой, теплоотдающая
Формула / Реферат:
1. Ботинок с теплоотдающей подошвой и подобная подошва с каблуком, внутри которой расположено подошвенное нагревательное устройство, причем подошвенное нагревательное устройство выполнено в виде генератора (3) теплоты трения, который содержит две обращенные друг к другу, прилегающие, в основном, плашмя друг к другу или расположенные на небольшом расстоянии друг от друга, в основном, параллельно друг к другу поверхности (310, 320) трения или...
Водонепроницаемая и воздухопроницаемая подошва для обуви и обувь с такой подошвой
Номер патента: 6610
Опубликовано: 24.02.2006
Автор: Полегато Моретти Марио
МПК: A43B 7/12, A43B 13/16
Метки: воздухопроницаемая, подошва, подошвой, водонепроницаемая, обувь, обуви
Формула / Реферат:
1. Водонепроницаемая и воздухопроницаемая подошва для обуви, имеющая конструкцию, которая отличается тем, что она содержит опорный слой (10, 110), который, по меньшей мере, на заданном макроучастке (11, 111) изготовлен из сетки, войлока или другого диффузно перфорированного материала; мембрану (13, 113), изготовленную из водонепроницаемого и паропроницаемого материала и присоединенную сверху к указанному опорному слою (10, 110), по меньшей мере,...
Паропроницаемый ботинок
Номер патента: 273
Опубликовано: 25.02.1999
Автор: Полегато Марио
МПК: A43B 7/12
Метки: паропроницаемый, ботинок
Формула / Реферат:
1. Паропроницаемый ботинок, отличающийся тем, что состоит из следующей комбинации элементов:паропроницаемого верха (11, 101, 201, 311, 401, 511, 611, 711), соединенного с паропроницаемой или перфорированной подкладкой (12, 102, 202, 312, 402, 512, 612, 712);протектора (13, 103, 203, 313, 403, 503, 603, 702), выполненного из перфорированного эластомера;срединной подошвы (14, 104, 204, 314, 404), состоящей, по меньшей мере, из одной мембраны (15,...
Обувь с “дышащей” подошвой, обеспечивающий дыхание блок для нее, а также устройство для изготовления “дышащей” подошвы
Номер патента: 8822
Опубликовано: 31.08.2007
Автор: Ауф Дер Ланвер Йоханнес
МПК: B29D 31/515, A43B 7/08, A43B 7/12...
Метки: подошвой, блок, дышащей, обеспечивающий, дыхание, обувь, устройство, изготовления, подошвы, также, нее
Формула / Реферат:
1. Обувь с "дышащей" подошвой (12), состоящая, по меньшей мере, из имеющей проемы "дышащей" подошвы (12А), водонепроницаемой, имеющей вид пленки мембраны (14А) и верха обуви (16), непосредственно или косвенно прочно соединенного с подошвой, отличающаяся тем, что подошва (12А) имеет по меньшей мере один проем в виде окошка (18), который закрыт обеспечивающим дыхание блоком (14), состоящим, по меньшей мере, из мембраны (14А). 2. Обувь по п.1,...
Паропроницаемая и водонепроницаемая подошва для обуви, особенно, но не исключительно для открытой обуви, такой как сандалии, сабо и тому подобное, и обувь, снабжённая этой подошвой
Номер патента: 8382
Опубликовано: 27.04.2007
Автор: Полегато Моретти Марио
Метки: тому, открытой, подошвой, снабжённая, обувь, подобное, особенно, обуви, сандалии, паропроницаемая, этой, водонепроницаемая, подошва, сабо, исключительно
Формула / Реферат:
1. Паропроницаемая и водонепроницаемая подошва для обуви, особенно, но не исключительно для открытой обуви, такой как сандалии, сабо и тому подобное, отличающаяся тем, что она содержит следующее сочетание элементов: нижнего элемента (11, 111, 211, 311), на котором в направленной вниз области выполнен за одно целое протектор (12, 112), при этом нижний элемент (11, 111, 211, 311) выбран между элементом, который является паропроницаемым, по меньшей...
Предыдущий патент: Насадка для формирования заряда из гранулированного взрывчатого вещества
Следующий патент: Способ и устройство для отливки металлических изделий
Случайный патент: Способ очистки углеводородной газовой смеси