Литейный желоб и способ литья медных анодов
Формула / Реферат
1. Литейный желоб для литья металла в литейную форму, где указанный литейный желоб включает днище, носок, боковые стенки и расположенную напротив носка заднюю стенку, причем литейный желоб имеет разливочный механизм, снабженный по меньшей мере одним датчиком массы для точной подачи металла в литейную форму, отличающийся тем, что носок включает поверхность слива, которая расширяется к сливному краю носка и направлена вниз по отношению к направлению днища литейного желоба, и боковые стенки, которые, по существу, параллельны потоку металла.
2. Литейный желоб по п.1, отличающийся тем, что от днища и боковых стенок литейного желоба, между носком и задней стенкой, установлен ограничивающий элемент для замедления потока массы расплавленного металла из пространства между задней стенкой и ограничивающим элементом по направлению к носку.
3. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) расположен между носком (15, 25) и задней стенкой (13, 23) литейного желоба так, что в пространство (11, 21) литейного желоба, заключенное между ограничивающим элементом (12, 22) и носком (15, 25), можно подавать 40-90% металла, предназначенного для заливки в литейную форму.
4. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) установлен так, что при литье одно или несколько отверстий (19, 51, 52, 53), определяемых ограничивающим элементом (12, 22), расположено полностью под поверхностью расплавленного металла.
5. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) представляет собой подобную пластине конструкцию, расположенную под прямыми углами к направлению течения расплавленного металла и, по существу, вертикально по отношению к днищу литейного желоба (16, 26).
6. Литейный желоб по п.2, отличающийся тем, что нижний край ограничивающего элемента (12, 22) является зубчатым, так что отверстие определено выемками между зубцами ограничивающего элемента и днищем литейного желоба.
7. Литейный желоб по п.6, отличающийся тем, что высота выемок (19, 51, 52, 53) ограничивающего элемента составляет 10-100 мм.
8. Литейный желоб по п.6, отличающийся тем, что общая площадь выемок (19, 51, 52, 53) ограничивающего элемента находится в интервале 1500-17000 кв.мм.
9. Литейный желоб по п.6, отличающийся тем, что суммарная ширина выемок (19, 51, 52, 53) ограничивающего элемента составляет 0,05-0,9 ширины ограничивающего элемента.
10. Литейный желоб по п.2, отличающийся тем, что высота ограничивающего элемента выбрана так, что он простирается от днища литейного желоба, по меньшей мере, до уровня поверхности расплава в случае заполненного положения литейного желоба.
11. Литейный желоб по п.1 или 2, отличающийся тем, что на виде сверху край (18, 46) является изогнутым, параболическим или с переменным радиусом, преимущественно частью окружности круга.
12. Литейный желоб по п.1 или 2, отличающийся тем, что поверхность (9, 29, 49) слива носка определена, по существу, прямыми линиями, тянущимися от сливного края до днища литейного желоба, а угол поверхности слива по отношению к днищу литейного желоба находится в интервале 12-55ш.
13. Литейный желоб по п.1 или 2, отличающийся тем, что поверхность слива имеет коническое сечение.
14. Литейный желоб по п.1 или 2, отличающийся тем, что ширина (K) сливного края (45) преимущественно составляет 0,5-0,98 ширины (А) литейной полости, предпочтительно 0,6-0,7 ширины (А) литейной полости.
15. Литейный желоб по п.1 или 2, отличающийся тем, что носок образован блоком (40) носка, который может быть изготовлен отдельно и установлен в литейном желобе.
16. Литейный желоб по п.5, отличающийся тем, что блок (40) носка выполнен из жаростойкого материала, такого как кирпичная кладка или чугун, путем отливки в форме.
17. Литейный желоб по п.5, отличающийся тем, что блок (40) носка включает
элемент (41) днища, который должен быть расположен параллельно днищу литейного желоба,
поверхность (49) слива, которая изогнута вниз от элемента (41) днища и расширяется к сливному краю (45), и
боковые стенки (42, 43), которые, по существу, вертикальны по отношению к элементу (41) днища.
18. Блок носка по п.17, отличающийся тем, что сливной край (45) имеет радиус кривизны (r), который пропорционален ширине (А) литейной полости, так что радиус кривизны (r) составляет преимущественно 0,2-6 от ширины (А) литейной полости.
19. Блок носка по п.17, отличающийся тем, что угол наклона (e) поверхности (49) слива составляет 12-55ш по отношению к элементу (41) днища блока носка.
20. Блок носка по п.17, отличающийся тем, что наиболее узкая ширина (С) блока (40) носка составляет 0,3-0,8 от ширины (А) полости литейной формы.
21. Способ литья металлических анодов, где расплавленный металл заливают в плоский литейный желоб, из этого литейного желоба металл заливают в литейную форму, причем удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму, регулируют для достижения ровной литейной поверхности, и посредством одного или нескольких датчиков массы, расположенных в соединении с литейным желобом, регулируют массу отливки, отличающийся тем, что удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму, больше в начале стадии заливки, когда по меньшей мере 40%, предпочтительно 70-80% металла, предназначенного для отливки, заливают в литейную форму, и удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму в конце стадии заливки, регулируют посредством ограничивающего элемента, установленного в литейном желобе.
22. Способ по п.21, отличающийся тем, что в начале стадии заливки удельный массовый расход регулируют посредством траектории литейного желоба.
23. Способ по п.21, отличающийся тем, что в конце стадии заливки удельный массовый расход регулируют как посредством траектории литейного желоба, так и посредством ограничивающего элемента литейного желоба.
24. Блок (49) носка, предназначенный для установки в форму для литья металла, отличающийся тем, что он включает поверхность (49) слива, которая изогнута вниз от элемента днища литейной формы и расширяется к сливному краю (45), и боковые стенки (42, 43), которые, по существу, вертикальны по отношению к элементу (41) днища.
25. Блок носка по п.24, отличающийся тем, что сливной край (45) имеет радиус кривизны (r), который пропорционален ширине (А) литейной полости, так что радиус кривизны (r) составляет преимущественно 0,2-6 от ширины (А) литейной полости.
26. Блок носка по п.24, отличающийся тем, что угол наклона (e) поверхности (49) слива по отношению к элементу (41) днища блока носка составляет 12-55ш.
27. Блок носка по п.24, отличающийся тем, что наиболее узкая ширина (С) блока (40) носка составляет 0,3-0,95 от ширины (А) полости литейной формы.
28. Блок носка по п.24, отличающийся тем, что на виде сверху сливной край (18, 45) показан изогнутым, предпочтительно параболическим или с переменным радиусом.
29. Блок носка по п.28, отличающийся тем, что на виде сверху край (18, 45) носка образует часть окружности круга.
30. Литейный желоб по п.24, отличающийся тем, что поверхность (9, 29, 49) слива определена, по существу, прямыми линиями, тянущимися от сливного края до днища литейного желоба, а угол поверхности слива по отношению к днищу литейного желоба находится в интервале 12-55ш.
31. Блок носка по п.24, отличающийся тем, что поверхность (9, 29, 49) слива носка имеет коническое сечение.
32. Блок носка по п.24, отличающийся тем, что носок образован блоком (40) носка, который может быть изготовлен отдельно и установлен в литейном желобе.
33. Блок носка по п.24, отличающийся тем, что блок (40) носка выполнен из жаростойкого материала, такого как кирпичная кладка или чугун, путем литья в форме.
34. Блок носка по п.24, отличающийся тем, что ширина (K) сливного края (45) преимущественно составляет 0,5-0,98 ширины (А) литейной полости, предпочтительно 0,6-0,7 ширины (А) литейной полости.

Текст
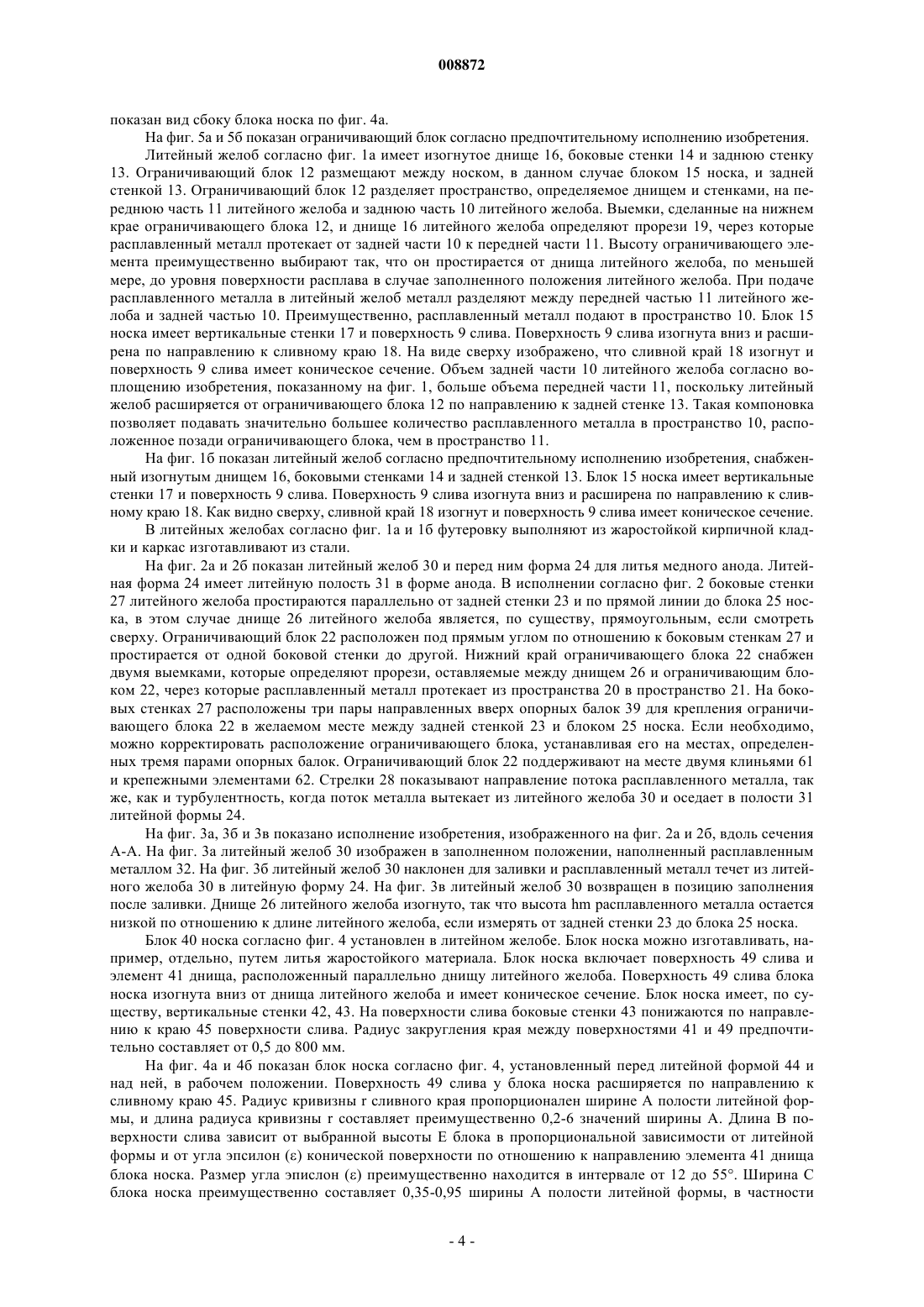
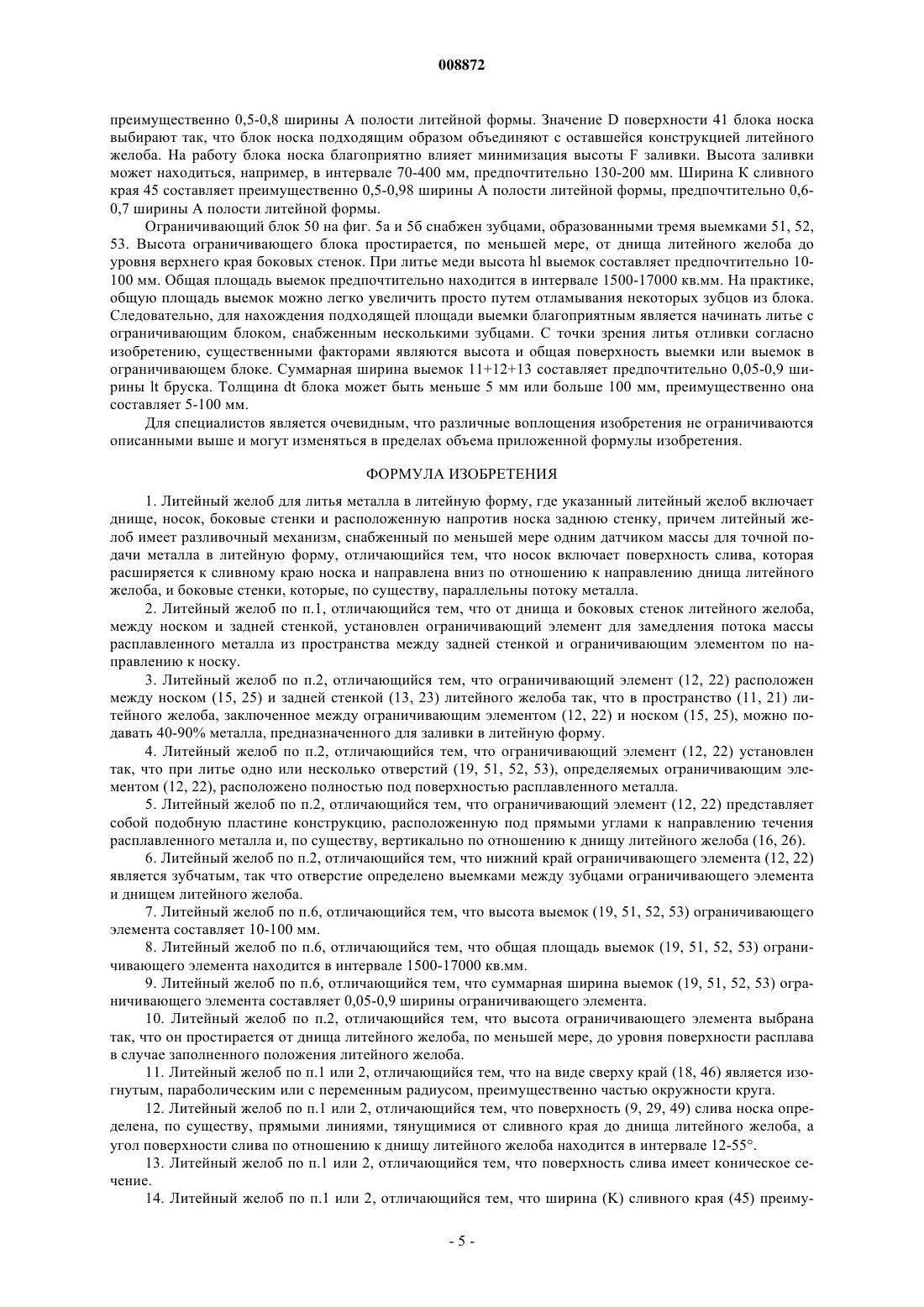
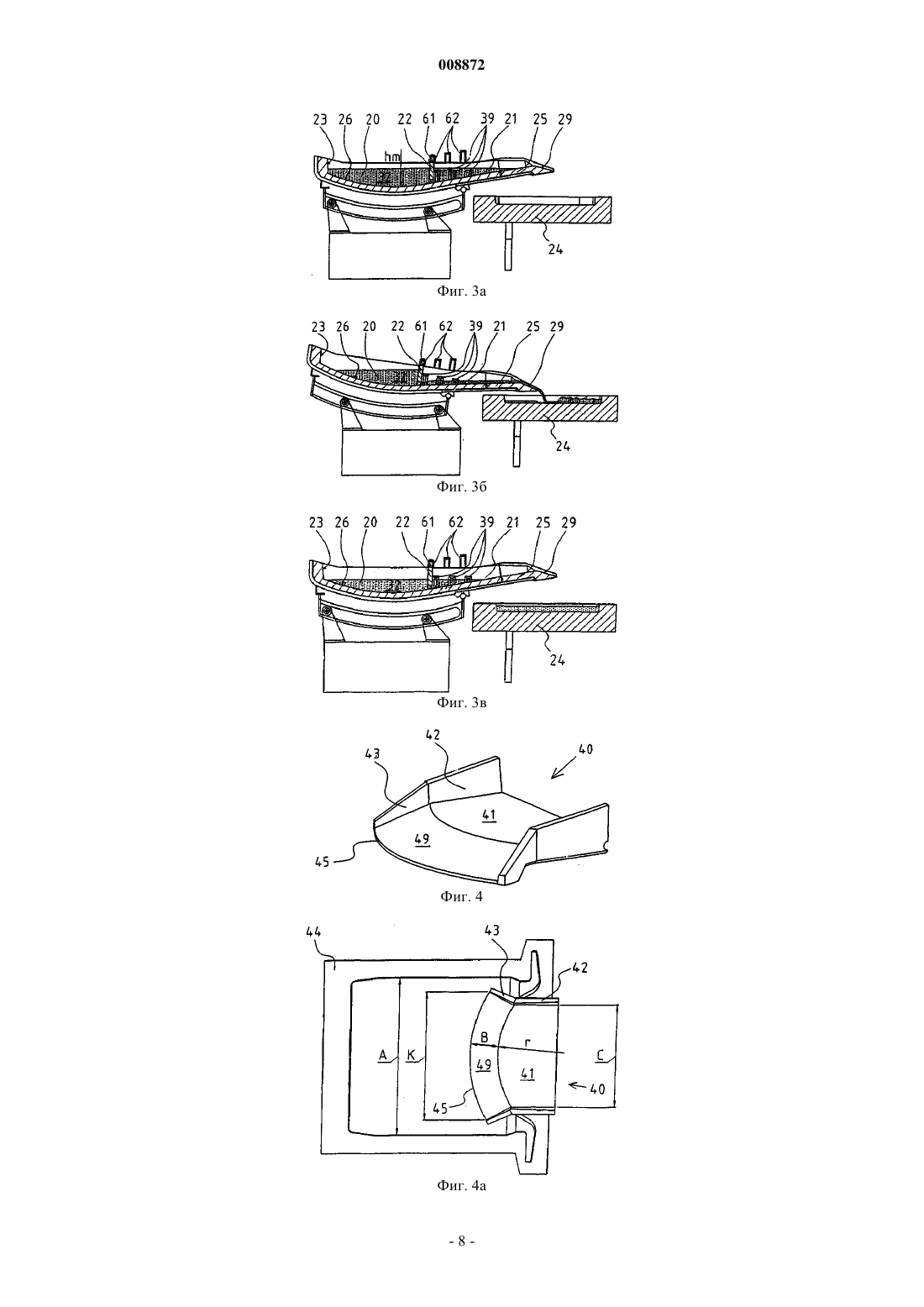
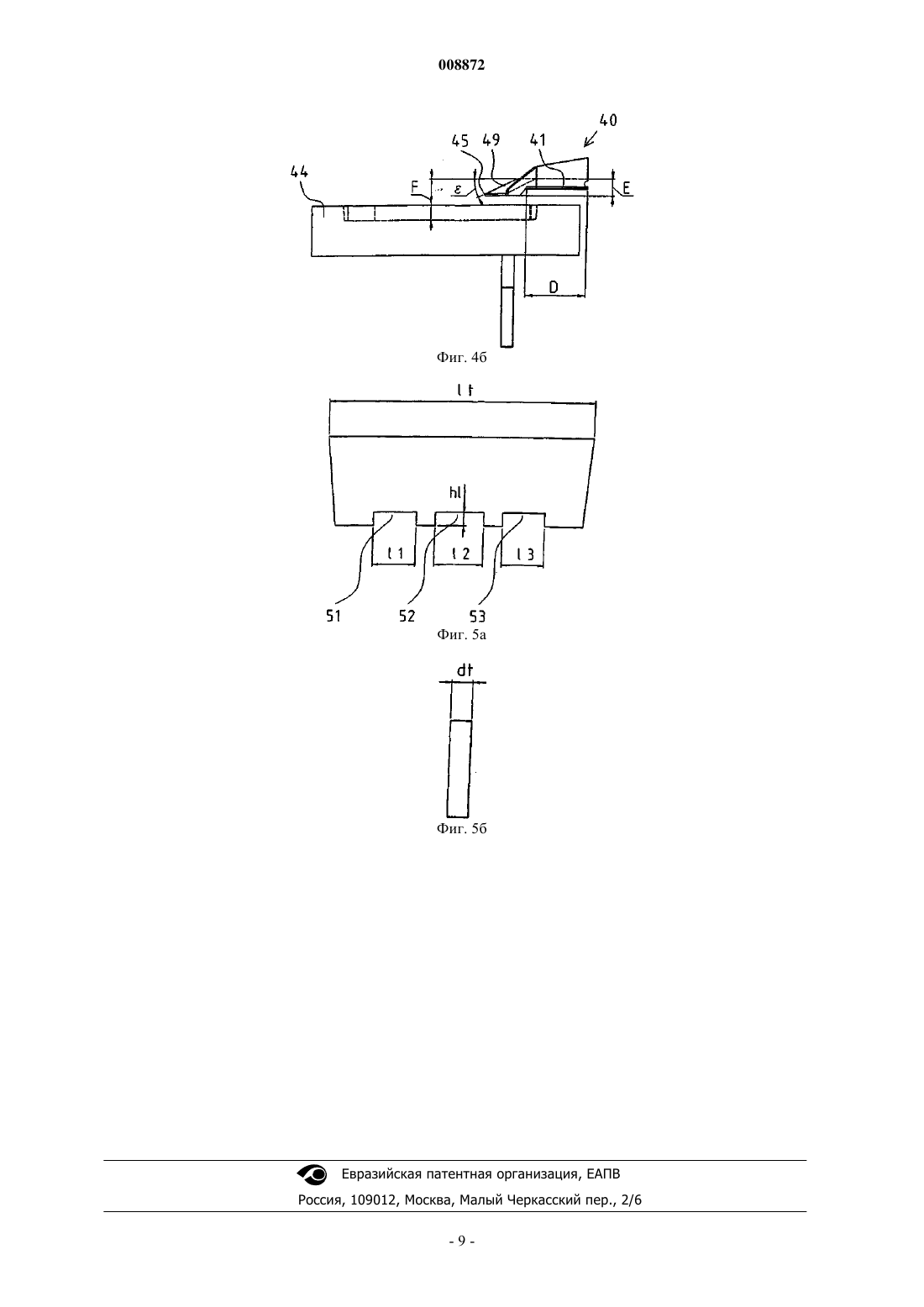
008872 Изобретение относится к способу и установке для заливки расплавленного материала, такого как расплавленный металл, в литейную форму. Более конкретно, изобретение относится к способу и приспособлению для литья анодов, используемых в электролитическом рафинировании. Регулируемая заливка и точная подача питания в литейную форму являются существенными, например, в связи с литьем металлических анодов. В производстве металлов следующей после литья металлических анодов производственной стадией является электролитическое рафинирование, где предварительным условием достижения высокого качества катода и высокой эффективности является, среди прочего, однородное качество анодов, как с точки зрения их формы, так и массы. В большинстве известных способов аноды отливают в открытых формах. При литье анодов, таких как медные аноды, расплав направляют из анодной печи, например, по течке к промежуточному желобу литейного приспособления, откуда расплавленный металл далее разливают в литейный желоб. Объем промежуточного желоба заметно больше, чем объем рабочего пространства литейного желоба, и он также служит в качестве компенсирующего промежуточного резервуара между анодной печью и литейным желобом. Количество металла, содержащегося в литейном желобе, в начале стадии заливки несколько больше, чем количество металла, которое предназначено для литейной формы в каждой партии. Обычно количество металла, предназначенного для заливки в литейный желоб,составляет примерно в 2 раза большее количество по отношению к металлу, предназначенному для заливки в литейную форму. Из литейного желоба расплавленный металл точно подают в литейную форму. Литейный желоб никогда полностью не опорожняют и так называемую медную основу всегда оставляют на днище. Современное литье анода реализуют как автоматизированный способ на так называемых столах для заливки, где литейные формы передвигают на круглом столе для заливки к передней части литейного желоба. При заливке через литейный желоб подачу регулируют посредством отслеживания траектории и динамической скорости литейного желоба, так же, как и его массы. Обычно количество расплава, предназначенного для заливки в форму для литья медного анода, регулируют с точностью 3%. Обычно масса анода находится в интервале от 300 до 600 кг. Для точного регулирования подачи количества заливаемого расплава литейный желоб снабжают датчиками массы. Заливку регулируют автоматически, и она начинается, когда литейный желоб наполняют расплавом, измеряют начальную массу желоба и литейную форму располагают перед литейным желобом. В процессе заливки литейный желоб наклоняют так, что расплавленный металл протекает через носок литейного желоба в литейную форму. Заливку организуют так, чтобы ее можно было остановить, когда масса литейного желоба понижается на величину целевой массы отливаемого анода. Затем литейный желоб возвращают на его исходную позицию, чтобы заполнить его повторно. Во время одного процесса литья анодов обычно отливают подряд несколько сотен анодов. В конце процесса литья литейный желоб обычно оставляют заполненным металлом и металлу позволяют застыть в литейном желобе. Литейный желоб подвергают необходимым процедурам технического обслуживания, которые часто включают замену всей футеровки желоба. Настоящее изобретение позволяет полностью опорожнять от металла литейный желоб, и в этом случае желоб требует меньше операций технического обслуживания. По своей форме аноды, используемые для электролитического рафинирования металлов, представляют собой толстые пластины толщиной приблизительно 30-100 мм. Высота анодов составляет приблизительно 900-1500 мм, и их ширина - приблизительно 700-1200 мм. В электролитической ванне электродные пластины подвешивают в вертикальном положении на выступающих вперед кронштейнах, так называемых ушках, образованных на верхней кромке пластины, поддерживаемых против краев ванны. Анодные ушки образуют из анодного металла зачастую в процессе литья. Следовательно, форма для литья анода включает плоское углубление, т.е. полость, которая имеет форму поперечного сечения анода и слегка глубже, чем толщина анода. Существует несколько требований и проблем, связанных с заливкой расплавленного металла в форму для литья анода. В процессе заливки расплавленный металл не должен ни разбрызгиваться из полости, ни расплескиваться, ни перемещаться так, чтобы металл поднимался вверх по полости и затвердевал в качестве задира. Следовательно, поверхность расплавленного металла, разливаемого в форму,должна оставаться спокойной, чтобы затвердевать в виде желаемой формы. С другой стороны, время,используемое для заливки, должно быть насколько возможно коротким для поддержания производственной мощности на экономически выгодном уровне. Поток расплавленного металла обладает большим количеством кинетической энергии, которая при заливке формы направлена на днище литейной формы и на металл, уже содержащийся в форме, что вызывает расплескивание и разбрызгивание. Следовательно, существенно важным является, чтобы высота заливаемого расплава была как можно меньше. С другой стороны, кинетическая энергия расплава также мешает взвешиванию литейного желоба. Для сведения к минимуму ошибок взвешивания, расплескивания и разбрызгивания делались попытки сделать стадию заливки насколько возможно равномерной. В опубликованном патенте США 5 967 219 описан способ заливки расплавленного металла в литейную форму, при котором уменьшены ошибки взвешивания и стадия заливки является спокойной. Изобретение, описываемое в указанной публикации, основано на конструкции днища литейного желоба-1 008872 и на регулируемой траектории движения при заливке, которая соответствует форме днища литейного желоба. Для достижения желаемого результата описываемое движение литейного желоба должно быть спокойным и медленным. Однако этот вид медленной заливки приводит к тому, что стадия литья становится критическим параметром всего способа. Целью настоящего изобретения является устранение проблем, связанных с известным уровнем техники, и реализация нового литейного желоба и нового способа заливки расплавленного металла в неглубокую и плоскую литейную форму. Другой целью изобретения является насколько это возможно быстрая реализация подачи расплавленного металла в форму, причем чтобы расплавленный металл не выливался через форму и чтобы поверхность расплавленного металла, заливаемого в форму, оставалась насколько это возможно спокойной. Настоящее изобретение основано на том фундаментальном принципе, что на направление и количество кинетической энергии расплава, заливаемого в литейный желоб, оказывает воздействие сама форма литейного желоба. Таким образом, заливку металла в форму осуществляют с насколько это возможно низкой высотой заливки, чтобы предотвратить получение металлом потенциальной энергии, приводящей к переливанию его через края литейной формы. Заливку также реализуют так, что течение расплавленного металла приобретает высокую горизонтальную скорость потока по отношению к вертикальной скорости потока. Быстрая заливка согласно изобретению основана на большом потоке массы в начале стадии заливки. Литейный процесс на основе точного отслеживания массы согласно изобретению реализуют путем замедления потока массы в конце стадии заливки. Согласно наиболее предпочтительному исполнению изобретения ограничение потока осуществляют посредством расположенного в литейном желобе ограничивающего элемента, такого как ограничивающий блок; расположение и конструкция ограничивающего элемента таковы, что в начале стадии заливки реализуют неограниченный поток расплавленного металла и ограниченный поток в конце стадии заливки гарантирует точную подачу в форму. Ограничивающий элемент обеспечивает быстрое наклонение литейного желоба, причем поток расплавленного металла при этом не становится нерегулируемым. В изобретении профиль потока расплавленного металла, выгружаемого из литейного желоба, по существу, распространяется по всей ширине анодной формы. Поток направляют, по существу, горизонтально в направлении той стенки литейной формы, которая является противоположной по отношению к литейному желобу, т.е. к задней стенке литейной формы. Горизонтальная кинетическая энергия потока теряется в первый момент, когда расплав ударяется о днище литейной формы, и затем, когда расплав сталкивается со стеной давления, создаваемой расплавленным металлом, уже присутствующим в литейном желобе. Распределение профиля потока реализуют посредством конструкции носка литейного желоба, например блока носка. С помощью изобретения достигают замечательных преимуществ. Изобретение обеспечивает операцию литья, которая является более быстрой, чем операции известного уровня техники, и, как следствие,производительность литейной машины и литейного стола увеличиваются. Установка согласно изобретению существенно снижает волнообразное движение расплавленного металла во время заполнения литейного желоба, и, таким образом, увеличивается реальный объем разливки. Благодаря изобретению также понижают волнообразное движение расплавленного металла в литейном желобе. Ускорение операции литья также основано на факте, что начало и конец взвешивания литейного желоба можно осуществлять быстрее, не ожидая окончания движений расплавленного металла, и на том факте, что литье можно начинать с максимальной скоростью заливки, не получая в результате пагубного расплескивания и разбрызгивания. С помощью изобретения понижают износ литейной формы и также понижают потребность в покровном агенте, распределяемом в форме. Литейный желоб согласно изобретению включает днище, носок, боковые стенки и заднюю стенку,противоположную носку; литейный желоб обеспечен механизмом наклона, соединенным по меньшей мере с одним датчиком массы для отслеживания массы литейного желоба. Край носка, по существу, имеет такую же ширину, как полость литейной формы, при этом носок включает боковые стенки, по существу, параллельные потоку расплава, и изогнутую, направленную вниз поверхность слива. Согласно предпочтительному исполнению изобретения от днища и боковых стенок литейного желоба, между носком и задней стенкой, устанавливают ограничивающий элемент для замедления расхода расплавленного металла, который направляют из пространства между задней стенкой и ограничивающим элементом в направлении носка. Каркас литейного желоба согласно изобретению можно выполнить, например, из стали и в этом случае футеровку желоба делают из жаростойкой кирпичной кладки или другого соответствующего агента. Ограничивающий элемент в литейном желобе согласно предпочтительному исполнению конструируют так, что при его установке между боковыми стенками желоба, между днищем литейного желоба и ограничивающим элементом остается отверстие желаемого размера независимо от опыта инженера. Ограничивающий элемент устроен так, что в ситуации литья отверстие располагается полностью под поверхностью расплавленного металла. Ограничивающий элемент может представлять собой ограничивающий блок, а предпочтительно представлять собой подобную пластине конструкцию, расположенную-2 008872 перпендикулярно по отношению к направлению течения расплавленного металла и, по существу, вертикально по отношению к днищу литейного желоба. Преимущественно, нижний край ограничивающего элемента является зубчатым, так что отверстие определяют выемки между зубцами ограничивающего элемента и днищем литейного желоба. Зубчатые выступы могут простираться до днища литейного желоба. Ограничивающий блок можно сформировать, отливая его постоянно в литейном желобе с использованием подходящей формы, путем кирпичной кладки или путем закрепления подходящего элемента в литейном желобе. Используемыми крепежными элементами могут быть, например, стальные клинья. В литейном желобе согласно одному из воплощений изобретения ограничивающий элемент преимущественно располагают между носком и задней стенкой, так что 40-90% количества металла отливаемого объекта можно подавать в пространство литейного желоба, определяемое ограничивающим элементом и носком. Массу литейного желоба согласно изобретению измеряют посредством одного или нескольких датчиков массы, расположенных в соединении с механизмом наклона желоба. Согласно одному из воплощений изобретения наклон литейного желоба можно реализовать с помощью механизма, предложенного в опубликованном патенте США 5 967 219. Согласно другому исполнению изобретения наклон литейного желоба можно реализовать с помощью механизма, при котором переднюю часть литейного желоба удерживают внизу стационарной опорой, так что литейный желоб, когда его наклоняют, может поворачиваться по отношению к указанной опоре, а задний конец литейного желоба поднимают путем подъемного механизма, такого как гидравлический цилиндр. В устройстве по изобретению поток расплавленного металла, вытекающий из литейного желоба в литейную форму, регулируют до получения желаемой формы с помощью носка литейного желоба. Носок включает изогнутую поверхность слива, направленную вниз от днища литейного желоба. Поверхность слива определена сливным краем носка и днищем литейного желоба или элементом носка, который параллелен днищу литейного желоба. Благоприятную конструкцию носка согласно изобретению реализуют благодаря всем контурам носка, которые выдаются из того элемента желоба, который параллелен дну литейного желоба, и разделяют поток расплавленного металла равномерно вдоль ширины литейной формы в месте заливки. Как видно сверху, сливной край желоба изогнут и является параболическим или имеет переменный радиус. На виде сверху сливной край в особенно преимущественном случае составляет часть окружности круга. Поверхность слива расширяется к сливному краю. Поверхность слива определена, по существу, прямыми линиями, проведенными от сливного края к днищу литейного желоба. Угол поверхности слива по отношению к днищу литейного желоба может составлять в интервале 12-55. Преимущественно поверхность слива имеет коническое сечение. Ширина сливного края соизмерима с шириной полости литейной формы, так что ширина сливного края приближается к ширине полости литейной формы. Согласно предпочтительному исполнению изобретения носок представляет собой блок носка, который можно изготовить отдельно. Блок носка согласно изобретению можно изготовить, например, путем заливки в форму. Материалом является какой-либо тугоплавкий материал, такой как кирпичная кладка или литейный чугун. Блок носка, сконструированный согласно изобретению, можно установить во многих литейных желобах различной конструкции для достижения желаемых целей, т.е. придания благоприятной формы потоку расплавленного металла, желаемой скорости потока и направления потока в литейную форму. В способе согласно изобретению расплавленный металл для металлических анодов заливают в плоский литейный желоб, из этого литейного желоба металл заливают в литейную форму, удельный массовый расход расплавленного металла из литейного желоба в литейную форму регулируют для достижения ровной литейной поверхности и посредством одного или нескольких датчиков массы, расположенных в механизме наклона литейного желоба, регулируют массу отливки. Удельный массовый расход расплавленного металла из литейного желоба в литейную форму выше в начале процесса заливки, когда по меньшей мере 40%, предпочтительно 70-80% металла заливают в литейную форму. Согласно исполнению изобретения на конечной стадии процесса заливки удельный массовый расход расплавленного металла из литейного желоба в литейную форму регулируют посредством ограничивающего элемента, установленного в литейном желобе. Согласно одному из воплощений изобретения в начале процесса заливки удельный массовый расход регулируют посредством траектории литейного желоба. Согласно другому исполнению изобретения на конечной стадии процесса заливки удельный массовый расход регулируют как посредством траектории литейного желоба, так и ограничивающим элементом литейного желоба. На фиг. 1 а и 1 б показаны литейные желоба согласно воплощениям изобретения. На фиг. 2 а представлен вид сбоку литейного желоба и литейной формы согласно исполнению изобретения; вид в направлении от литейной формы. На фиг. 2 б представлен вид сверху литейного желоба и литейной формы по фиг. 2 а. На фиг. 3 а и 3 б показаны литейный желоб и литейная форма согласно фиг. 2 а, вдоль сечения А-А. На фиг. 3 а и 3 б также показано, как расплавленный металл размещают в литейном желобе и заливают в литейную форму. На фиг. 4 а показан вид сверху блока носка согласно одному из воплощений изобретения. На фиг. 4 б-3 008872 показан вид сбоку блока носка по фиг. 4 а. На фиг. 5 а и 5 б показан ограничивающий блок согласно предпочтительному исполнению изобретения. Литейный желоб согласно фиг. 1 а имеет изогнутое днище 16, боковые стенки 14 и заднюю стенку 13. Ограничивающий блок 12 размещают между носком, в данном случае блоком 15 носка, и задней стенкой 13. Ограничивающий блок 12 разделяет пространство, определяемое днищем и стенками, на переднюю часть 11 литейного желоба и заднюю часть 10 литейного желоба. Выемки, сделанные на нижнем крае ограничивающего блока 12, и днище 16 литейного желоба определяют прорези 19, через которые расплавленный металл протекает от задней части 10 к передней части 11. Высоту ограничивающего элемента преимущественно выбирают так, что он простирается от днища литейного желоба, по меньшей мере, до уровня поверхности расплава в случае заполненного положения литейного желоба. При подаче расплавленного металла в литейный желоб металл разделяют между передней частью 11 литейного желоба и задней частью 10. Преимущественно, расплавленный металл подают в пространство 10. Блок 15 носка имеет вертикальные стенки 17 и поверхность 9 слива. Поверхность 9 слива изогнута вниз и расширена по направлению к сливному краю 18. На виде сверху изображено, что сливной край 18 изогнут и поверхность 9 слива имеет коническое сечение. Объем задней части 10 литейного желоба согласно воплощению изобретения, показанному на фиг. 1, больше объема передней части 11, поскольку литейный желоб расширяется от ограничивающего блока 12 по направлению к задней стенке 13. Такая компоновка позволяет подавать значительно большее количество расплавленного металла в пространство 10, расположенное позади ограничивающего блока, чем в пространство 11. На фиг. 1 б показан литейный желоб согласно предпочтительному исполнению изобретения, снабженный изогнутым днищем 16, боковыми стенками 14 и задней стенкой 13. Блок 15 носка имеет вертикальные стенки 17 и поверхность 9 слива. Поверхность 9 слива изогнута вниз и расширена по направлению к сливному краю 18. Как видно сверху, сливной край 18 изогнут и поверхность 9 слива имеет коническое сечение. В литейных желобах согласно фиг. 1 а и 1 б футеровку выполняют из жаростойкой кирпичной кладки и каркас изготавливают из стали. На фиг. 2 а и 2 б показан литейный желоб 30 и перед ним форма 24 для литья медного анода. Литейная форма 24 имеет литейную полость 31 в форме анода. В исполнении согласно фиг. 2 боковые стенки 27 литейного желоба простираются параллельно от задней стенки 23 и по прямой линии до блока 25 носка, в этом случае днище 26 литейного желоба является, по существу, прямоугольным, если смотреть сверху. Ограничивающий блок 22 расположен под прямым углом по отношению к боковым стенкам 27 и простирается от одной боковой стенки до другой. Нижний край ограничивающего блока 22 снабжен двумя выемками, которые определяют прорези, оставляемые между днищем 26 и ограничивающим блоком 22, через которые расплавленный металл протекает из пространства 20 в пространство 21. На боковых стенках 27 расположены три пары направленных вверх опорных балок 39 для крепления ограничивающего блока 22 в желаемом месте между задней стенкой 23 и блоком 25 носка. Если необходимо,можно корректировать расположение ограничивающего блока, устанавливая его на местах, определенных тремя парами опорных балок. Ограничивающий блок 22 поддерживают на месте двумя клиньями 61 и крепежными элементами 62. Стрелки 28 показывают направление потока расплавленного металла, так же, как и турбулентность, когда поток металла вытекает из литейного желоба 30 и оседает в полости 31 литейной формы 24. На фиг. 3 а, 3 б и 3 в показано исполнение изобретения, изображенного на фиг. 2 а и 2 б, вдоль сечения А-А. На фиг. 3 а литейный желоб 30 изображен в заполненном положении, наполненный расплавленным металлом 32. На фиг. 3 б литейный желоб 30 наклонен для заливки и расплавленный металл течет из литейного желоба 30 в литейную форму 24. На фиг. 3 в литейный желоб 30 возвращен в позицию заполнения после заливки. Днище 26 литейного желоба изогнуто, так что высота hm расплавленного металла остается низкой по отношению к длине литейного желоба, если измерять от задней стенки 23 до блока 25 носка. Блок 40 носка согласно фиг. 4 установлен в литейном желобе. Блок носка можно изготавливать, например, отдельно, путем литья жаростойкого материала. Блок носка включает поверхность 49 слива и элемент 41 днища, расположенный параллельно днищу литейного желоба. Поверхность 49 слива блока носка изогнута вниз от днища литейного желоба и имеет коническое сечение. Блок носка имеет, по существу, вертикальные стенки 42, 43. На поверхности слива боковые стенки 43 понижаются по направлению к краю 45 поверхности слива. Радиус закругления края между поверхностями 41 и 49 предпочтительно составляет от 0,5 до 800 мм. На фиг. 4 а и 4 б показан блок носка согласно фиг. 4, установленный перед литейной формой 44 и над ней, в рабочем положении. Поверхность 49 слива у блока носка расширяется по направлению к сливному краю 45. Радиус кривизны r сливного края пропорционален ширине А полости литейной формы, и длина радиуса кривизны r составляет преимущественно 0,2-6 значений ширины А. Длина В поверхности слива зависит от выбранной высоты Е блока в пропорциональной зависимости от литейной формы и от угла эпсилонконической поверхности по отношению к направлению элемента 41 днища блока носка. Размер угла эпислонпреимущественно находится в интервале от 12 до 55. Ширина С блока носка преимущественно составляет 0,35-0,95 ширины А полости литейной формы, в частности-4 008872 преимущественно 0,5-0,8 ширины А полости литейной формы. Значение D поверхности 41 блока носка выбирают так, что блок носка подходящим образом объединяют с оставшейся конструкцией литейного желоба. На работу блока носка благоприятно влияет минимизация высоты F заливки. Высота заливки может находиться, например, в интервале 70-400 мм, предпочтительно 130-200 мм. Ширина К сливного края 45 составляет преимущественно 0,5-0,98 ширины А полости литейной формы, предпочтительно 0,60,7 ширины А полости литейной формы. Ограничивающий блок 50 на фиг. 5 а и 5 б снабжен зубцами, образованными тремя выемками 51, 52,53. Высота ограничивающего блока простирается, по меньшей мере, от днища литейного желоба до уровня верхнего края боковых стенок. При литье меди высота hl выемок составляет предпочтительно 10100 мм. Общая площадь выемок предпочтительно находится в интервале 1500-17000 кв.мм. На практике,общую площадь выемок можно легко увеличить просто путем отламывания некоторых зубцов из блока. Следовательно, для нахождения подходящей площади выемки благоприятным является начинать литье с ограничивающим блоком, снабженным несколькими зубцами. С точки зрения литья отливки согласно изобретению, существенными факторами являются высота и общая поверхность выемки или выемок в ограничивающем блоке. Суммарная ширина выемок 11+12+13 составляет предпочтительно 0,05-0,9 ширины lt бруска. Толщина dt блока может быть меньше 5 мм или больше 100 мм, преимущественно она составляет 5-100 мм. Для специалистов является очевидным, что различные воплощения изобретения не ограничиваются описанными выше и могут изменяться в пределах объема приложенной формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Литейный желоб для литья металла в литейную форму, где указанный литейный желоб включает днище, носок, боковые стенки и расположенную напротив носка заднюю стенку, причем литейный желоб имеет разливочный механизм, снабженный по меньшей мере одним датчиком массы для точной подачи металла в литейную форму, отличающийся тем, что носок включает поверхность слива, которая расширяется к сливному краю носка и направлена вниз по отношению к направлению днища литейного желоба, и боковые стенки, которые, по существу, параллельны потоку металла. 2. Литейный желоб по п.1, отличающийся тем, что от днища и боковых стенок литейного желоба,между носком и задней стенкой, установлен ограничивающий элемент для замедления потока массы расплавленного металла из пространства между задней стенкой и ограничивающим элементом по направлению к носку. 3. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) расположен между носком (15, 25) и задней стенкой (13, 23) литейного желоба так, что в пространство (11, 21) литейного желоба, заключенное между ограничивающим элементом (12, 22) и носком (15, 25), можно подавать 40-90% металла, предназначенного для заливки в литейную форму. 4. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) установлен так, что при литье одно или несколько отверстий (19, 51, 52, 53), определяемых ограничивающим элементом (12, 22), расположено полностью под поверхностью расплавленного металла. 5. Литейный желоб по п.2, отличающийся тем, что ограничивающий элемент (12, 22) представляет собой подобную пластине конструкцию, расположенную под прямыми углами к направлению течения расплавленного металла и, по существу, вертикально по отношению к днищу литейного желоба (16, 26). 6. Литейный желоб по п.2, отличающийся тем, что нижний край ограничивающего элемента (12, 22) является зубчатым, так что отверстие определено выемками между зубцами ограничивающего элемента и днищем литейного желоба. 7. Литейный желоб по п.6, отличающийся тем, что высота выемок (19, 51, 52, 53) ограничивающего элемента составляет 10-100 мм. 8. Литейный желоб по п.6, отличающийся тем, что общая площадь выемок (19, 51, 52, 53) ограничивающего элемента находится в интервале 1500-17000 кв.мм. 9. Литейный желоб по п.6, отличающийся тем, что суммарная ширина выемок (19, 51, 52, 53) ограничивающего элемента составляет 0,05-0,9 ширины ограничивающего элемента. 10. Литейный желоб по п.2, отличающийся тем, что высота ограничивающего элемента выбрана так, что он простирается от днища литейного желоба, по меньшей мере, до уровня поверхности расплава в случае заполненного положения литейного желоба. 11. Литейный желоб по п.1 или 2, отличающийся тем, что на виде сверху край (18, 46) является изогнутым, параболическим или с переменным радиусом, преимущественно частью окружности круга. 12. Литейный желоб по п.1 или 2, отличающийся тем, что поверхность (9, 29, 49) слива носка определена, по существу, прямыми линиями, тянущимися от сливного края до днища литейного желоба, а угол поверхности слива по отношению к днищу литейного желоба находится в интервале 12-55. 13. Литейный желоб по п.1 или 2, отличающийся тем, что поверхность слива имеет коническое сечение. 14. Литейный желоб по п.1 или 2, отличающийся тем, что ширина (K) сливного края (45) преиму-5 008872 щественно составляет 0,5-0,98 ширины (А) литейной полости, предпочтительно 0,6-0,7 ширины (А) литейной полости. 15. Литейный желоб по п.1 или 2, отличающийся тем, что носок образован блоком (40) носка, который может быть изготовлен отдельно и установлен в литейном желобе. 16. Литейный желоб по п.5, отличающийся тем, что блок (40) носка выполнен из жаростойкого материала, такого как кирпичная кладка или чугун, путем отливки в форме. 17. Литейный желоб по п.5, отличающийся тем, что блок (40) носка включает элемент (41) днища, который должен быть расположен параллельно днищу литейного желоба,поверхность (49) слива, которая изогнута вниз от элемента (41) днища и расширяется к сливному краю (45), и боковые стенки (42, 43), которые, по существу, вертикальны по отношению к элементу (41) днища. 18. Блок носка по п.17, отличающийся тем, что сливной край (45) имеет радиус кривизны (r), который пропорционален ширине (А) литейной полости, так что радиус кривизны (r) составляет преимущественно 0,2-6 от ширины (А) литейной полости. 19. Блок носка по п.17, отличающийся тем, что угол наклонаповерхности (49) слива составляет 12-55 по отношению к элементу (41) днища блока носка. 20. Блок носка по п.17, отличающийся тем, что наиболее узкая ширина (С) блока (40) носка составляет 0,3-0,8 от ширины (А) полости литейной формы. 21. Способ литья металлических анодов, где расплавленный металл заливают в плоский литейный желоб, из этого литейного желоба металл заливают в литейную форму, причем удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму, регулируют для достижения ровной литейной поверхности, и посредством одного или нескольких датчиков массы, расположенных в соединении с литейным желобом, регулируют массу отливки, отличающийся тем, что удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму,больше в начале стадии заливки, когда по меньшей мере 40%, предпочтительно 70-80% металла, предназначенного для отливки, заливают в литейную форму, и удельный массовый расход расплавленного металла, вытекающего из литейного желоба в литейную форму в конце стадии заливки, регулируют посредством ограничивающего элемента, установленного в литейном желобе. 22. Способ по п.21, отличающийся тем, что в начале стадии заливки удельный массовый расход регулируют посредством траектории литейного желоба. 23. Способ по п.21, отличающийся тем, что в конце стадии заливки удельный массовый расход регулируют как посредством траектории литейного желоба, так и посредством ограничивающего элемента литейного желоба. 24. Блок (49) носка, предназначенный для установки в форму для литья металла, отличающийся тем, что он включает поверхность (49) слива, которая изогнута вниз от элемента днища литейной формы и расширяется к сливному краю (45), и боковые стенки (42, 43), которые, по существу, вертикальны по отношению к элементу (41) днища. 25. Блок носка по п.24, отличающийся тем, что сливной край (45) имеет радиус кривизны (r), который пропорционален ширине (А) литейной полости, так что радиус кривизны (r) составляет преимущественно 0,2-6 от ширины (А) литейной полости. 26. Блок носка по п.24, отличающийся тем, что угол наклонаповерхности (49) слива по отношению к элементу (41) днища блока носка составляет 12-55. 27. Блок носка по п.24, отличающийся тем, что наиболее узкая ширина (С) блока (40) носка составляет 0,3-0,95 от ширины (А) полости литейной формы. 28. Блок носка по п.24, отличающийся тем, что на виде сверху сливной край (18, 45) показан изогнутым, предпочтительно параболическим или с переменным радиусом. 29. Блок носка по п.28, отличающийся тем, что на виде сверху край (18, 45) носка образует часть окружности круга. 30. Литейный желоб по п.24, отличающийся тем, что поверхность (9, 29, 49) слива определена, по существу, прямыми линиями, тянущимися от сливного края до днища литейного желоба, а угол поверхности слива по отношению к днищу литейного желоба находится в интервале 12-55. 31. Блок носка по п.24, отличающийся тем, что поверхность (9, 29, 49) слива носка имеет коническое сечение. 32. Блок носка по п.24, отличающийся тем, что носок образован блоком (40) носка, который может быть изготовлен отдельно и установлен в литейном желобе. 33. Блок носка по п.24, отличающийся тем, что блок (40) носка выполнен из жаростойкого материала, такого как кирпичная кладка или чугун, путем литья в форме. 34. Блок носка по п.24, отличающийся тем, что ширина (K) сливного края (45) преимущественно составляет 0,5-0,98 ширины (А) литейной полости, предпочтительно 0,6-0,7 ширины (А) литейной полости.
МПК / Метки
МПК: B22D 39/04, B22D 41/04, B22D 35/04, B22D 37/00
Метки: литья, анодов, способ, медных, желоб, литейный
Код ссылки
<a href="https://eas.patents.su/10-8872-litejjnyjj-zhelob-i-sposob-litya-mednyh-anodov.html" rel="bookmark" title="База патентов Евразийского Союза">Литейный желоб и способ литья медных анодов</a>
Желоб для расплава
Номер патента: 5333
Опубликовано: 24.02.2005
Авторы: Койо Илкка, Йокилааксо Ари
Формула / Реферат:
1. Желоб для расплава, предназначенный в частности для выпуска из плавильной печи расплавленной фазы, например шлака, имеющий дно, края и каналы (8) охлаждения и выполненный из меди или медного сплава, отличающийся тем, что на дне (2) желоба (1, 9, 10) имеется по меньшей мере одна канавка (3), а каналы (8) охлаждения проходят в продольном направлении желоба таким образом, что остаются над поверхностью расплава (5). 2. Желоб для расплава по п.1,...
Способ и устройство для литья металла
Номер патента: 4445
Опубликовано: 29.04.2004
Авторы: Гамильтон Эрнест, Бил Дейвид
МПК: B22D 9/00
Метки: металла, устройство, литья, способ
Формула / Реферат:
1. Способ литья металлов, включающий этапы, на которых осуществляют шаговое перемещение изложницы (3) последовательно по вращающемуся круговому конвейеру (2) на станцию (2.1) заливки, станцию (2.2) снятия дросса и станцию (2.3) транспортировки изложниц, льют расплавленный металл в изложницу на станции (2.1) заливки, снимают дросс с расплавленного металла на станции (2.2) снятия дросса, транспортируют изложницу (3), содержащую расплавленный...
Спускной желоб для перемещения людей, животных и предметов.
Номер патента: 119
Опубликовано: 27.08.1998
Автор: Хельгедагсруд Пер Арне
Метки: перемещения, предметов, желоб, спускной, животных, людей
Формула / Реферат:
1. Спускной желоб (1) для перемещения людей, животных и предметов, содержащий днище (6) и два боковых борта (5, 19, 20), расположенных с каждой стороны днища (6) под углом к днищу (6), и приспособленный для прикрепления расположенным наиболее высоко верхним концом (9) к месту (21) выхода, а расположенным наиболее низко нижним концом (10) для прикрепления с возможностью отсоединения к приемнику (22), причем спускной желоб (1) состоит из...
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Хентош Дэниэл Патрик, Тайер Ронда Рени Бейер, Бенедикт Роберт Леон, Йовичин Альберт Джеймс, Лаурих Томас Эндрю, Макезих Вальтер Джордж, Члебина Лоренс Эдвард, Зобхани Мохаммад Эгбал, Рекс Вилльям Аллен, Вольфе Дэвид Лоуэлл, Джэкобс Бернард Байрон, Руни Тимоти Майкл, Рамбахер Джон Сильвестер, Мэджерус Норберт
МПК: B29C 45/27
Метки: шины, способ, давлением, варианты, устройство, литья, детали, кольцевой
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ непрерывного литья стали на машине непрерывного литья заготовок
Номер патента: 6887
Опубликовано: 28.04.2006
Авторы: Андрианов Николай Викторович, Бондаренко Александр Николаевич, Трусова Ирина Александровна, Гуляев Михаил Павлович, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Кабишов Сергей Михайлович, Мандель Николай Львович
МПК: B22D 11/12
Метки: заготовок, способ, машине, стали, непрерывного, литья
Формула / Реферат:
1. Способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, отличающийся тем, что в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в...
Предыдущий патент: Устройство в бумагоделательной машине
Следующий патент: Арктическая платформа
Случайный патент: Фунгицидные смеси