Способ складывания абсорбирующего изделия

Формула / Реферат
1. Способ складывания абсорбирующего изделия, включающего в себя переднюю поясную часть, предназначенную для пригонки к передней поясной области пользователя; заднюю поясную часть, предназначенную для пригонки к задней поясной области пользователя; область ластовицы, предназначенную для пригонки к промежности пользователя; и выступающую часть, ограниченную передней частью пояса и/или задней частью пояса и выступающую наружу относительно области ластовицы в поперечном направлении, перпендикулярном направлению передняя сторона - задняя сторона от передней поясной части к задней поясной части, в котором
транспортируют абсорбирующее изделие для складывания так, чтобы передняя поясная часть и задняя поясная часть располагались в направлении транспортирования MD при изготовлении абсорбирующего изделия;
изменяют направление транспортирования абсорбирующего изделия на 90°;
складывают выступающую часть к передней поясной части во время транспортирования абсорбирующего изделия после того, как было изменено направление транспортирования;
складывают абсорбирующее изделие вдоль средней части между передней поясной частью и областью ластовицы в направлении передняя сторона - задняя сторона абсорбирующего изделия так, чтобы передняя поясная часть и область ластовицы были обращены друг к другу.
2. Способ по п.1, в котором при упомянутом транспортировании, абсорбирующее изделие транспортируют с задней поясной частью, обращенной вверх.
3. Способ по любому из пп.1 или 2, в котором при упомянутом изменении направления транспортирования траекторию транспортирования абсорбирующего изделия перемещают вниз.
4. Способ по любому из пп.1 или 3, в котором при упомянутом складывании выступающей части абсорбирующее изделие транспортируют с передней поясной частью, обращенной вниз.
5. Способ по любому из пп.1-4, в котором при упомянутом складывании выступающей части в состоянии, в котором выступающая часть свисает вниз, выступающую часть складывают к передней поясной части.
6. Способ по любому из пп.1-5, в котором при упомянутом складывании абсорбирующего изделия траекторию транспортирования абсорбирующего изделия перемещают вверх.
7. Способ по любому из пп.1-6, дополнительно включающий этап упаковки множества сложенных абсорбирующих изделий.
Текст
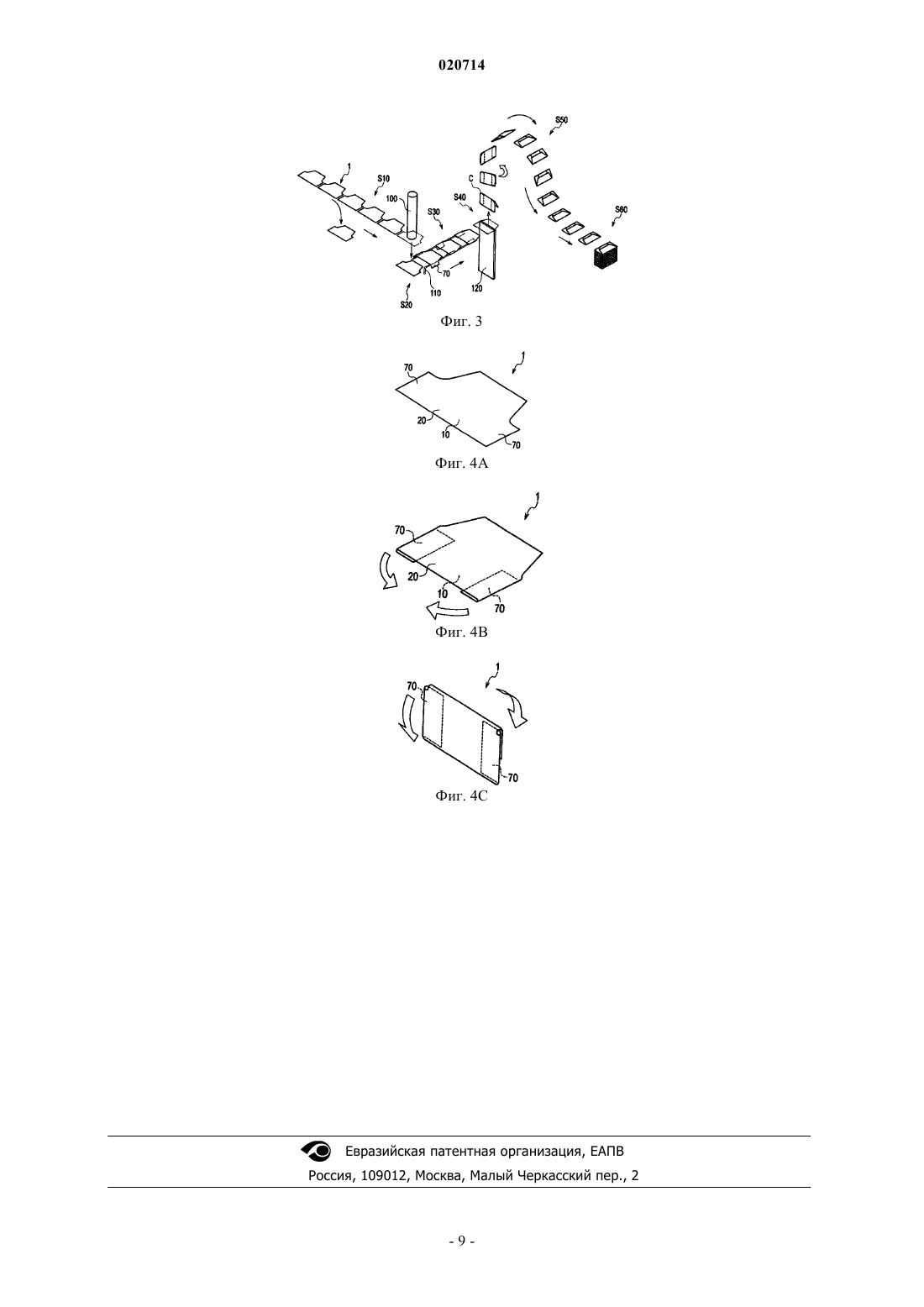
СПОСОБ СКЛАДЫВАНИЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ Способ складывания абсорбирующего изделия, включающего в себя переднюю часть пояса,предназначенную для пригонки к передней линии талии пользователя; заднюю часть пояса,предназначенную для пригонки к задней линии талии пользователя; область ластовицы,предназначенную для пригонки к промежности пользователя; и выступающую часть,ограниченную передней частью пояса и/или задней частью пояса и выступающую наружу относительно области ластовицы в поперечном направлении, перпендикулярном направлению передняя сторона - задняя сторона от передней части пояса к задней части пояса, при этом способ включает в себя транспортирование абсорбирующего изделия так, чтобы передняя часть пояса и задняя часть пояса располагались в направлении транспортирования абсорбирующего изделия; изменение направления транспортирования абсорбирующего изделия на 90; складывание выступающей части к передней части пояса во время транспортирования абсорбирующего изделия после того, как было изменено направление транспортирования; складывание абсорбирующего изделия вдоль средней части между передней частью пояса и областью ластовицы в направлении передняя сторона - задняя сторона абсорбирующего изделия так, чтобы передняя часть пояса и область ластовицы были обращены друг к другу. Область техники, к которой относится изобретение Настоящее изобретение относится к способу складывания абсорбирующего изделия. Предшествующий уровень техники Абсорбирующее изделие, например подгузник типа трусов, обычно включает в себя переднюю часть пояса, предназначенную для пригонки по фигуре по передней линии талии пользователя, заднюю часть пояса, предназначенную для пригонки по фигуре по задней линии тали пользователя и область ластовицы, предназначенную для подгонки к промежности пользователя. Отверстия, охватывающие ноги пользователя, образованы на обеих сторонах области ластовицы. Выступающие части (так называемые клапанные части) образованы в процессе образования отверстий, охватывающих ноги пользователя. В частности, выступающие части образованы в передней части пояса и задней части пояса и выступают в наружу относительно области ластовицы в направлении, перпендикулярном направлению передняя сторона - задняя сторона от передней части пояса к задней части пояса. Такое абсорбирующее изделие складывают более одного раза, и множество сложенных поглощающих изделий упаковываются вместе. Изобретателям известны типичные способом складывания абсорбирующего изделия, в котором клапанные части сначала сложены к передней части пояса или задней части пояса. Затем, абсорбирующее изделие складывают в середине в направлении передняя сторона - задняя сторона абсорбирующего изделия, между сложенным к передней части пояса или задней части пояса. После этого поглощающее изделие складывают в середине в направлении передняя сторона-задняя сторона абсорбирующего изделия между передней частью пояса и областью ластовицы или между задней частью пояса и областью ластовицы так, чтобы передняя часть пояса и область ластовицы были обращены друг к другу, или задняя часть пояса и область ластовицы были обращены друг к другу (например, см. патентную литературу 1). Между тем, способ продольного транспортирования и способ поперечного транспортирования в общем известны как способы для транспортирования абсорбирующего изделия в процессе изготовления. При способе продольного транспортирования переднюю часть пояса и заднюю часть пояса транспортируют так, чтобы они располагались в поперечном направлении, перпендикулярном направлению транспортирования абсорбирующего изделия. В противоположность этому в способе поперечного транспортирования переднюю часть пояса и заднюю часть пояса транспортируют так, чтобы они располагались в направлении транспортирования абсорбирующего изделия. Изобретатели обнаружили, что вышеупомянутый стандартный способ складывания абсорбирующего изделия имеет следующую проблему. В способе продольного транспортирования абсорбирующее изделие уложено в направлении транспортирования и имеет форму, симметричную относительно средней линии в направлении, поперечном абсорбирующему изделию. В противоположность этому в способе поперечного транспортирования абсорбирующее изделие имеет форму, асимметричную относительно средней линии в поперечном направлении абсорбирующего изделия. Соответственно для получения требуемого складывания способ поперечного транспортирования может потребовать необходимость вовлечения более сложных этапов, чем требует способ продольного транспортирования. Патентная литература Патентная литература 1. Публикация 2001 - 19070 (стр. 2-4, фиг. 1-3) японской патентной заявки. Сущность изобретения Желательно разработать способ складывания абсорбирующего изделия, который позволяет выполнить требуемое складывание без сложных этапов, при транспортировке абсорбирующего изделия способом поперечного транспортирования. Первый аспект настоящего изобретения представляется в целом как способ складывания абсорбирующего изделия, включающего в себя переднюю часть пояса, предназначенную для пригонки к передней линии талии пользователя; заднюю часть пояса, предназначенную для пригонки к задней линии тали пользователя; область ластовицы, предназначенную для пригонки к промежности пользователя; и выступающую часть, ограниченную передней частью пояса и/или задней частью пояса и выступающую наружу относительно области ластовицы в поперечном направлении, перпендикулярном направлению от переда к спине пояса от передней части пояса к задней части пояса, причем способ предусматривает транспортирование абсорбирующего изделия так, чтобы передняя часть пояса и задняя часть пояса проходили в направлении транспортирования абсорбирующего изделия; изменение направления транспортирования абсорбирующего изделия на 90; складывание выступающей части к передней части пояса во время транспортирования абсорбирующего изделия после того, как было изменено направление транспортирования; складывание абсорбирующего изделия вдоль средней части между передней частью пояса и областью ластовицы в направлении передняя сторона-задняя сторона абсорбирующего изделия так,-1 020714 чтобы передняя часть пояса и область ластовицы были обращены друг к другу. В соответствии с аспектом настоящего изобретения обеспечивается способ складывания абсорбирующего изделия, посредством которого получают требуемое складывания без сложных этапов при транспортировании абсорбирующего изделия способом поперечного транспортирования. Краткое описание чертежей Фиг. 1 - аксонометрический вид с частичным вырезом абсорбирующего изделия, согласно одному или более вариантам осуществления настоящего изобретения. Фиг. 2 - схема, поясняющая соответствующую часть способа складывания абсорбирующего изделия, согласно одному или более вариантам осуществления настоящего изобретения. Фиг. 3 - схема, поясняющая соответствующую части способа складывания абсорбирующего изделия, согласно одному или более вариантам осуществления настоящего изобретения. Фиг. 4(а) - фиг. 4(с) - аксонометрические виды абсорбирующего изделия, которое сложено способом, иллюстрируемым на фиг. 3. Подробное описание изобретения Ниже со ссылкой на сопроводительные чертежи будет описан способ складывания абсорбирующего изделия, согласно одному или более вариантам осуществления настоящего изобретения. Следует отметить, что в нижеследующем описании чертежей одинаковыми или аналогичными ссылочными позициями указаны одинаковые элементы и части. Кроме того, следует отметить, что чертежи являются схематическими и выполнены не в масштабе, если не указано специально. Поэтому конкретные размеры и т.п. должны определяться, принимая во внимание нижеследующее описание. Кроме того,чертежи не обязательно отражают фактические размерные взаимосвязи и отношения компонентов. Сначала со ссылкой на фиг. 1, на котором приведен аксонометрический вид абсорбирующего изделия 1 с частичным вырезом, будет описана структура абсорбирующего изделия 1 согласно одному или более вариантам осуществления. В конкретно иллюстрируемом варианте осуществления абсорбирующее изделие 1 является подгузником типа трусов одноразового использования для взрослых. Как показано на фиг. 1, абсорбирующее изделие 1 образовано, главным образом, из верхнего листа 2, нижнего листа 3, абсорбера 4 и водонепроницаемого листа 5. Верхний лист 2 конфигурирован для вхождения в контакт с кожей тела пользователя абсорбирующего изделия 1 (ниже называемого как "пользователь"). В качестве верхнего листа 2 использован проницаемый для жидкости лист, например нетканый материал или перфорированная полимерная пленка. Нижний лист 3 предусмотрен на внешней стороне верхнего листа 2, другими словами, нижний лист 3 предусмотрен на стороне, расположенной дальше от тела пользователя, чем верхний лист 2. В качестве нижнего листа 3 использован нетканый материал или подобный материал. Абсорбер 4 предусмотрен между верхним листом 2 и нижним листом 3 и конфигурирован для поглощения экскреции пользователя. В качестве абсорбера 4 использована смесь измельченной древесной волокнистой массы и сверхпоглощающих полимерных частиц или подобных материалов. Водонепроницаемый лист 5 предусмотрен между нижним листом 3 и абсорбером 4, и не позволяет экскреции пользователя проходить через него. Водонепроницаемый лист 5 получен из непроницаемого для жидкости листа. Абсорбирующее изделие 1, как описано выше, образовано путем соединения передней части 10 пояса, предназначенной для подгонки к передней линии талии пользователя; задней части 20 пояса, предназначенной для подгонки к задней линии тали пользователя; и области 30 ластовицы, предназначенной для подгонки к промежности пользователя. Следует отметить, что отверстия 40, охватывающие ноги, образованы, соответственно, на сторонах области 30 ластовицы, и ноги пользователя должны проходить через отверстия 40, охватывающие ноги. Передняя часть 10 пояса и задняя часть 20 пояса соединены (скреплены) посредством соединительных частей 50 и, таким образом, образуют отверстие 60 по линии талии, предназначенное для пригонки по фигуре вокруг тела пользователя. Каждая из клапанных частей 70 (выступающих частей) образована из передней части 10 пояса и задней части 20 пояса и выступают наружу относительно области 30 ластовицы в поперечном направлении, перпендикулярном направлению передняя сторона - задняя сторона (продольному направлению), от передней части 10 пояса к задней части 20 пояса. Следует отметить, что клапанные части 70 включают в себя, соответственно, соединительные части 50. Поясные сборки 6 А, полученные из резиновых нитей или подобного материала, обладающие растяжимостью, предусмотрены в периферийных краях передней части 10 пояса и задней части 20 линии талии. Например, передняя часть 10 пояса и задняя часть 20 пояса могут быть предусмотрены с поясными сборками 6 А, чтобы, таким образом, растягиваться в поперечном направлении, пересекающем направление передняя-задняя сторона, от передней части 10 пояса к задней части 20 пояса, или могут быть сами образованы из листов, обладающих растяжимостью в поперечном направлении. Область ластовицы 30 предусмотрена между передней частью 10 пользователя и задней частью 20 пояса. Ножные сборки 6 В, полученные из резиновых нитей или подобного материала, обладающего растяжимостью, предусмотрены, соответственно, на сторонах области 30 ластовицы. Например, область 30 ластовицы может быть снабжена ножными сборками 6 В, чтобы быть, таким образом, растяжимой в направлении передняя сторона - задняя сторона абсорбирующего изделия 1, или может сама быть образована из листа, обладающего растяжимостью, чтобы, таким образом, растягиваться в направлении от переда к спине поглощающего изделия 1. Затем, со ссылкой на фиг. 2, на которой приведена схема, поясняющая соответствующую части способа изготовления абсорбирующего изделия, будет описан способ изготовления абсорбирующего изделия 1 согласно первому варианту осуществления настоящего изобретения. Как показано на фиг. 2, способ изготовления абсорбирующего изделия 1 предусматривает, по меньшей мере, этап S1 образования пояса (поясной части), этап S2 передачи абсорбера, этап S3 образования отверстий, охватывающих ногу, этап S4 складывания, этап S5 соединения, и этап S6 резки. На этапе S1 образования пояса полотно 7 образуют путем размещения сборок (поясных сборок 6 А и/или ножных сборок 6 В) между полотном 7 А и полотном 7 В. Полотно 7 должно подвергается технологической операции обработки для получения передней части 10 пояса и задней части 20 пояса. Следует отметить, что транспортируемое полотно 7 (полотна 7 А и 7 В) является растяжимым в поперечном направлении CD (направлении ширины), перпендикулярном направлению MD (направлению обработке) транспортирования полотна 7. Кроме того, полотно 7 является асимметричным относительно средней линии CL, которая делит пополам ширину полотна 7 в поперечном направлении CD и проходит в направлении MD транспортирования полотна 7. На этапе S2 передачи абсорбирующего элемента элемент 30 А области ластовицы с последующей технологической переработкой область 30 ластовицы передают на полотно 7, в частности, между передней частью 10 пояса и задней частью 20 пояса после этапа S1 образования пояса (поясной части). Следует отметить, что элемент 30 А области ластовицы образован из нижнего листа 3 абсорбера 4. На этапе S3 образования отверстий, охватывающих ноги, отверстия 40, предназначенные для окружения ног (так называемые ножные отверстия), образуют путем обработки резанием полотна 7 (полотен 7 А и 7 В) после этапа S2 передачи абсорбера. Следует отметить, что отверстия 40, охватывающие ноги, не обязательно образуют путем обработки резанием только полотна 7 (полотен 7 А и 7 В), но могут быть альтернативно образованы путем обработки резанием нижнего листа 3, образуя элемент 30 А области ластовицы вместе с полотном 7 А и полотном 7 В. В этом случае этап S2 передачи абсорбера и этап S3 образования отверстий, охватывающих ноги,могут быть выполнены в обратном порядке. На этапе S4 складывания полотно 7 складывают пополам вдоль линии складывания, проходящей в направлении MD транспортирования полотна 7, посредством приведения бокового края 10 А передней части 10 пояса в полотне 7 к боковому краю 20 А задней части 20 пояса в полотне 7 после этапа S3 образования отверстий, охватывающих ноги. Следует отметить, что в конкретно иллюстрируемом варианте осуществления линия складывания аналогична средней линии CL. Кроме того, линия складывания не обязательно совпадает со средней линией CL и может быть смещена от средней линии CL к боковому краю 10 А или к боковому краю 20 А. На этапе S5 соединения сложенные части полотна 7 скрепляют (соединяют) в соединительных областях 50 А с последующей технологической переработкой в соединительные части 50 абсорбирующего изделия 1 посредством ультразвуковой обработки или термической обработки после этапа S4 складывания. Следует отметить, что соединительные области 50 А, соответственно, обозначают области на обеих сторонах воображаемой линии SL в направлении MD транспортирования. Воображаемая линия SL обозначает линию реза, проходящую в поперечном направлении CD. На этапе S6 резки полотно 7, в котором были скреплены (соединены) соединительные области 50 А,режут вдоль воображаемой линии SL после этапа S5 соединения. В результате получают абсорбирующее изделие 1. Затем со ссылкой на фиг. 3 и 4 будет описан способ складывания абсорбирующего изделия, соответствующий одному или более вариантам осуществления настоящего изобретения. На фиг. 3 приведена схема, поясняющая соответствующие части способа складывания абсорбирующего изделия. На фиг. 4(а) и 4(с) приведены аксонометрические изображения абсорбирующего изделия 1, которое было сложено с помощью способа, представленного на фиг. 3. Следует отметить, что абсорбирующее изделие 1, подлежащее складыванию, было определено как не имеющее дефекта изготовления после этапа S6 резки, описанного выше. Как показано на фиг. 3, способ складывания абсорбирующего изделия 1 предусматривает, по меньшей мере, этап S10 транспортирования изделий; этап S20 изменения направления транспортирования; этап S30 складывания клапанов; этап S40 складывания средней части; этап S50 переориентации изделий; и этап S60 упаковки. На этапе S10 транспортирования изделий транспортируют абсорбирующее изделие 1, в котором нет дефекта изготовления. В частности, абсорбирующее изделие 1 транспортируют посредством первой транспортной ленты (не показано) так, чтобы передняя часть 10 пояса и задняя часть 20 пояса проходили в направлении MD транспортирования абсорбирующего изделия 1. То есть, способом поперечного транспортирования. В этом случае абсорбирующее изделие 1 транспортируют в состоянии, где передняя часть пояса(первая/вторая часть) 10 обращена вниз, а задняя часть пояса (вторая/первая часть) 20 обращена вверх. На этапе S20 изменения направления транспортирования направление MD транспортирования абсорбирующего изделия 1 изменяется, например, на 90. Другими словами, способ транспортирования абсорбирующего изделия 1 изменяют с помощью этапа S20 изменения направления транспортирования от способа поперечного транспортирования (например, на этапе S10 транспортирования изделий) к способу продольного транспортирования (например, на этапе S30 складывания клапанов, описываемом ниже). Механизм 100 перемещения вниз включает в себя сервопривод, кулачок и прижимной элемент (не показаны), которое может двигаться вверх и вниз. Механизм 100 перемещения вниз передает сигнал к сервоприводу в соответствии с интервалом транспортирования абсорбирующего изделия 1. Вращение сервопривода передается к прижимному элементу посредством кулачка и, таким образом, прижимной элемент движется вверх и вниз. В частности, абсорбирующее изделие 1 перемещают вниз с исходной траектории транспортирования первой транспортной ленты посредством механизма 100 перемещения вниз. После этого абсорбирующее изделие 1 транспортируют посредством второй транспортной ленты (не показана) в положение,где направление MD транспортирования абсорбирующего изделия 1 было изменено на 90. На этапе S30 складывания клапанов, в то время как абсорбирующее изделие 1 транспортируется в направлении MD транспортирования, которое было изменено, клапанные части 70 складывают к передней части 10 пояса. В частности, абсорбирующее изделие 1 транспортируют посредством второй транспортной ленты(не показана), присасываемым и удерживаемым на ленте. Транспортная лента присасывает и удерживает заднюю часть 20 пояса и транспортирует абсорбирующее изделие 1 с передней частью 10 пояса обращенной вниз. Транспортная лента (не показана) является присасывающей лентой, имеющей всасывающий механизм, и присасывает, по меньшей мере, участок задней части 20 пояса. В то время как абсорбирующее изделие 1 транспортируется посредством второй транспортной ленты, клапанные часть 70, свисающие вниз, складывают к передней части 10 пояса посредством направляющего механизма 110 боковых частей. В итоге, абсорбирующее изделие 1 изменяется от вида, показанного на фиг. 4(а), до вида, показанного на фиг. 4(b). На этапе S40 складывания средней части абсорбирующее изделие 1 складывают вдоль средней части С так, чтобы передняя часть 10 пояса и область (третья часть) 30 ластовицы были обращены друг к другу. Направляющий механизм 110 боковых частей включает в себя стержневидный элемент, поддерживающий участок внутри клапанных частей 70 абсорбирующего изделия 1. Поскольку абсорбирующее изделие 1 транспортируется посредством всасывающего ленточного транспортера (не показан) в состоянии, в котором присасывается, по меньшей мере, участок задней части 20 пояса, внешняя сторона клапанных частей 70 не присасывается, и, таким образом, она свисает вниз. Свисающие клапанные части 70 складывают поверх передней части 10 пояса при использовании гибочной пластины. В этом случае,средняя часть С расположена между передней часть 10 пояса и областью 30 ластовицы в направлении передняя сторона - задняя сторона абсорбирующего изделия 1. Любая часть может быть выбрана в качестве средней части С, пока эта часть расположена приблизительно в середине между передней частью 10 пояса и областью 30 ластовицы в направлении передняя сторона - задняя сторона абсорбирующего изделия 1. В частности, абсорбирующее изделие 1 перемещают вверх с траектории транспортирования второго ленточного транспортера посредством механизма 120 перемещения вверх, действующего на изделие в его средней части С. Аналогично механизму 100 перемещения вниз, механизм 120 перемещения вверх включает в себя(не показанные) сервопривод, кулачок и узел перемещения вверх, который может двигаться вверх и вниз. Механизм 120 перемещения вверх передает сигнал к сервоприводу в соответствии с интервалом транспортирования абсорбирующего изделия 1. Вращение сервопривода передается к узлу перемещения вверх посредством кулачка и, таким образом, элемент перемещения вверх движется вверх и вниз. В этом случае механизм 120 перемещения вверх действует на абсорбирующее изделие 1 в средней части С на стороне передней части 10 пояса, к которой были сложены клапанные части 70 абсорбирующего изделия 1. При таком перемещении абсорбирующее изделие 1 со сложенными клапанными частями 70 дополнительно складывается пополам. Другими словами, абсорбирующее изделие 1 изменяет вид, показанный на фиг. 4(b), на вид, показанный на фиг. 4(с). На этапе S50 переориентации изделий абсорбирующее изделие 1, перемещенное вверх на этапе S40 складывания средней части, транспортируют вверх, будучи переориентированным, например, на 90 в поперечном направлении CD. На этапе S50 переориентации изделий абсорбирующее изделие 1, перемещенное вверх на этапе S40 складывания средней части и, таким образом сложенное транспортируют в положение, в котором оно зажато двумя лентами (ленточного транспортера), обе из которых переориентированы, и во время транспортирования абсорбирующее изделие 1 переориентируется (транспортируется по измененному технологическому маршруту). Абсорбирующее изделие 1 еще транспортируется, в то время как направление MD транспортирования абсорбирующего изделия 1 изменяется на направление вниз. В этом случае область 30 ластовицы абсорбирующего изделия 1 ориентируется вверх по технологической цепочке в направлении MD транспортирования абсорбирующего изделия 1. На этапе S60 упаковки множество абсорбирующих изделий 1 укладывают в стопу и вместе упаковываются в упаковку (не показана). В варианте осуществления (вариантах осуществления), описанном выше, направление MD транспортирования абсорбирующего изделия 1 изменяют на 90, а клапанные части 70 складывают к передней части 10 пояса, в то время как направление MD транспортирования абсорбирующего изделие 1 было изменено. В таком случае абсорбирующее изделие 1 сложено вдоль средней части С между передней частью 10 пояса и областью 30 ластовицы в направлении передняя-задняя сторона абсорбирующего изделия 1 так, чтобы передняя часть 10 пояса и область 30 ластовицы были обращены друг к другу. При таком способе складывания абсорбирующее изделие 1 может быть сложено дважды, будучи транспортируемым, причем абсорбирующее изделие 1 имеет форму, асимметричную относительно средней линии в поперечном направлении CD абсорбирующего изделия 1. Это дает возможность требуемого складывания без усложненных этапов, когда абсорбирующее изделие 1 транспортируют способом поперечного транспортирования. В варианте осуществления (вариантах осуществления), описанном выше, абсорбирующее изделие 1 транспортируют с задней частью 20 пояса, обращенной вверх на этапе S10 транспортирования изделий. Это дает возможность складывания абсорбирующего изделия 1 в состояние, в котором помощник,который помогает пользователю абсорбирующего изделия 1 видеть брюшную сторону в диапазоне от передней части 10 пояса до области 30 ластовицы при развертывании (раскрытии) сложенного абсорбирующего изделия 1. По этой причине помощник может оказать помощь пользователю абсорбирующего изделия 1, находясь напротив пользователя. В итоге этот способ складывания позволяет складывать абсорбирующее изделия 1 так, что помощнику просто оказывать помощь пользователю абсорбирующего изделия 1. В варианте осуществления (вариантах осуществления), описанном выше, абсорбирующее изделие 1 перемещают вниз с исходной траектории транспортирования абсорбирующего изделия 1 на этапе 20 изменения направления транспортирования. Например, в том случае, когда абсорбирующее изделие 1 перемещают вверх с исходной траектории транспортирования абсорбирующего изделия 1, то есть против действия силы тяжести, необходимо нажимать вверх на всю площадь абсорбирующего изделия 1. В противоположность этому абсорбирующее изделие 1 можно перемещать вниз и/или разрешать падать, не принимая во внимание силу тяжести. В итоге нет необходимости, хотя и не исключено, нажимать на всю площадь абсорбирующего изделия 1 вниз. Таким образом, направление MD транспортирования абсорбирующего изделия 1 может быть изменено без сложного устройства. В варианте осуществления (вариантах осуществления), описанном выше, абсорбирующее изделие 1 транспортируют с передней частью 10 пояса, обращенной вниз на этапе S30 складывания клапанов, и клапанными частями 70, свисающими вниз под действием силы тяжести на этапе 30 складывания клапанов. По сравнению с тем случаем, когда клапанные части 70 подняты вверх, клапанные части 70 могут просто складываться при использовании силы тяжести без сложного устройства, в то же время стабилизируя точность складывания. В варианте осуществления (вариантах осуществления), описанном выше, в состоянии, когда клапанные части 70 свешиваются вниз, клапанные части 70 складывают к передней части 10 пояса на этапе 30 складывания клапанов. То есть вторая транспортная лента присасывает и удерживает заднюю часть 20 пояса и транспортирует абсорбирующее изделие 1 с передней частью 10 пояса, обращенной вниз. Это обеспечивает возможность стабильного (устойчивого) транспортирования абсорбирующего изделия 1, поскольку площадь обычно больше на стороне задней части 20 пояса, чем на стороне передней части 10 пояса. Таким образом, клапанные части 70 могут просто складываться, благодаря использованию силы тяжести, в то же время стабилизируя точность складывания. В варианте осуществления (вариантах осуществления), описанном выше, абсорбирующее изделие 1 премещают вверх с траектории транспортирования абсорбирующего изделия на этапе S40 складывания средней части. Если абсорбирующее изделие 1 перемещают вниз с траектории транспортирования абсорбирующего изделия 1, то не представляется возможным складывание абсорбирующего изделия 1 в состояние, в котором помощник может видеть переднюю (брюшную) сторону абсорбирующего изделия 1 при развертывании сложенного абсорбирующего изделия 1. После этапа S40 складывания средней части и этапа S50 переориентации изделий, на этапе S60 упаковки вместе упаковывают множество абсорбирующих изделий 1. Это делает возможным сохранение абсорбирующего изделия 1 сложенным с клапанными частями 70, расположенными внутри, и препятствовать открыванию (развертыванию) клапанных частей 70 во время последующих этапов. Соответственно, множество абсорбирующих изделий 1 может быть уложено в стопу (одно на другое) и затем упаковано с абсорбирующими изделиями 1, упорядоченно размещенными в соответствующих упаковках (не показаны). Дополнительные варианты осуществления Как описано выше, детали нескольких вариантов осуществления настоящего изобретения были описаны в качестве примера. Не следует понимать, что описание и чертежи, которые составляют часть этого описания, ограничивают настоящее изобретение. На основе этого описания квалифицированные специалисты в этой области техники могут просто прийти к различным вариантам осуществления, примерам и технологическим приемам. Например, могут быть предусмотрены следующие дополнительные варианты осуществления. В частности, абсорбирующее изделие 1 было описано как включающее в себя в соединении переднюю часть 10 пояса, заднюю часть 20 пояса и область 30 ластовицы. Абсорбирующее изделие 1 не ограничено этой конфигурацией, но может быть образовано полностью как один элемент. В этом случае нет необходимости говорить о том, что используется другой способ изготовления абсорбирующего изделия. Способ складывания абсорбирующего изделия 1 был описан как предназначенный для складывания подгузника одноразового использования типа трусов. Этот способ не ограничен таким использованием, а может быть использован, например, для складывания подгузника одноразового использования отрытого типа или любого другого абсорбирующего изделия. В приведенном описании клапанные части ограничены как передней, так и задней частями 10, 20 пояса соответственно. Однако клапанные части могут быть ограничены только передней частью 10 пояса или только задней частью 20 пояса. Например, подгузник открытого типа в некоторых вариантах осуществления включает в себя только клапанные части в задней части 20 пояса для крепления застежек. В дополнительных вариантах осуществления клапанные части являются отдельными деталями, прикрепленными к передней части 10 пояса и/или задней части 20 пояса. Способ складывания абсорбирующего изделия 1 был описан как предусматривающий этапы (S10 S60). Способ не ограничен такой конфигурацией и не обязательно предусматривает, например, этап S50 переориентации изделий и/или этап S60 упаковки. В описании указывалось, что абсорбирующее изделие 1 транспортируют с задней частью 20 пояса,обращенной вверх на этапе S10 транспортирования изделий. Этап S10 транспортирования изделий не ограничен такой конфигурацией, и абсорбирующее изделие 1 может транспортироваться с задней частью 20 пояса, обращенной вниз. В описании указывалось, что абсорбирующее изделие 1 перемещают вниз с исходной траектории транспортирования абсорбирующего изделия 1 на этапе S20 изменения направления транспортирования. Этап S20 изменения транспортирования не ограничен такой схемой, и абсорбирующее изделие 1 может перемещать вверх с исходной траектории транспортирования абсорбирующего изделия 1. В некоторых вариантах осуществления абсорбирующее изделие 1 не перемещают. Вместо этого абсорбирующее изделию 1 может падать на второй ленточный транспортер или плавно передаваться от первой транспортной ленты ко второй транспортной ленте. В описании указывалось, что этап S20 изменения направления транспортирования не изменяет обращенную вверх сторону абсорбирующего изделия 1, то есть задняя часть 20 пояса (пли передняя часть 10 пояса) обращена вверх как перед (то есть на этапе S10 транспортирования изделий), так и после (на этапе S30 складывания клапанов) этапа S20 изменения направления транспортирования. Однако этап S20 изменения направления транспортирования не ограничен такой конфигурацией и может изменять обращенную вверх сторону абсорбирующего изделия 1, например, задняя часть 20 пояса обращена вверх перед этапом S20 изменения направления транспортирования (то есть на этапе S10 транспортирования изделий), но передняя часть 10 пояса обращена вверх после этапа S20 изменения транспортирования (то есть на этапе S30 складывания клапанов), и наоборот. В описании указывалось, что абсорбирующее изделие 1 транспортируют с передней частью 10 пояса, обращенной вниз на этапе S30 складывания клапанов. Этап S30 складывания клапанов не ограничен такой конфигурацией, и абсорбирующее изделие 1 может транспортироваться с передней частью 10 пояса, обращенной вверх. В описании указывалось, что клапанные части 70 складывают к передней части 10 пояса. Однако этап S30 складывания клапанов не ограничен такой конфигурацией и клапанные части 70 могут быть сложены к задней части 20 пояса. В описании указывалось, что клапанные части 70 сложены на обеих сторонах. Однако этап S30 складывания клапанов не ограничен такой конфигурацией, и клапанная часть 70 может быть сложена одна только на одной стороне. В описании указывалось, что абсорбирующее изделие 1 перемещают вверх на этапе S20 изменения направления транспортирования. Этап S20 изменения направления транспортирования не ограничен такой конфигурацией, и абсорбирующее изделие 1 может премещаться и/или падать вниз и/или плавно передаваться к последующей транспортной ленте. В соответствии с одним или более описанных аспектов настоящего изобретения может быть обеспечен способ складывания абсорбирующего изделия, который способен обеспечить требуемое складывание без сложных этапов, когда абсорбирующее изделие транспортируется способом поперечного транспортирования. Как описано выше, настоящее изобретение, естественно, включает в себя различные варианты осуществления, которые не были описаны в этой заявке. Соответственно, технический объем настоящего изобретения определяется только элементами изобретения в объеме формулы изобретения согласно описанию. В соответствии с аспектом настоящего изобретения может быть обеспечен способ складывания абсорбирующего изделия, который обеспечивает достижение требуемого складывания без сложных этапов,когда абсорбирующее изделие транспортируется способом поперечного транспортирования. Полное содержание японской патентной заявки 2009-048423 (поданной 2 марта 2009 года) включено в это описание в качестве ссылки. Промышленная применимость Таким образом, в соответствии с настоящим изобретением, поскольку можно обеспечить способ складывания поглощающего изделия, который способен к достижению требуемого складывания без усложненных этапов, когда поглощающее изделие транспортируется способом поперечного транспортирования. Изобретение является полезным в технологии получения поглощающих изделий. Список ссылочных позиций 1 - абсорбирующее изделие,2 - верхний поверхностный лист (верхний лист),3 - нижний поверхностный лист (тыльный лист),4 - абсорбер,5 - водонепроницаемый лист,6 А - поясные сборки,6 В - ножные сборки,7, 7 А, 7 В - полотно,10 - передняя часть пояса,10 А - боковой край,20 - задняя часть пояса,20 А - боковой край,30 - область ластовицы,30 А - элемент области ластовицы,40 - отверстия, охватывающие ноги,50 - соединительная часть,50 А - соединительная область,60 - отверстие по линии талии,70 - клапанная часть,100 - механизм перемещения вниз,110 - направляющий механизм боковых частей,120 - механизм перемещения вверх. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ складывания абсорбирующего изделия, включающего в себя переднюю поясную часть,предназначенную для пригонки к передней поясной области пользователя; заднюю поясную часть, предназначенную для пригонки к задней поясной области пользователя; область ластовицы, предназначенную для пригонки к промежности пользователя; и выступающую часть, ограниченную передней частью пояса и/или задней частью пояса и выступающую наружу относительно области ластовицы в поперечном направлении, перпендикулярном направлению передняя сторона - задняя сторона от передней поясной части к задней поясной части, в котором транспортируют абсорбирующее изделие для складывания так, чтобы передняя поясная часть и задняя поясная часть располагались в направлении транспортирования MD при изготовлении абсорбирующего изделия; изменяют направление транспортирования абсорбирующего изделия на 90; складывают выступающую часть к передней поясной части во время транспортирования абсорбирующего изделия после того, как было изменено направление транспортирования; складывают абсорбирующее изделие вдоль средней части между передней поясной частью и областью ластовицы в направлении передняя сторона - задняя сторона абсорбирующего изделия так, чтобы передняя поясная часть и область ластовицы были обращены друг к другу. 2. Способ по п.1, в котором при упомянутом транспортировании, абсорбирующее изделие транспортируют с задней поясной частью, обращенной вверх. 3. Способ по любому из пп.1 или 2, в котором при упомянутом изменении направления транспортирования траекторию транспортирования абсорбирующего изделия перемещают вниз. 4. Способ по любому из пп.1 или 3, в котором при упомянутом складывании выступающей части абсорбирующее изделие транспортируют с передней поясной частью, обращенной вниз. 5. Способ по любому из пп.1-4, в котором при упомянутом складывании выступающей части в состоянии, в котором выступающая часть свисает вниз, выступающую часть складывают к передней поясной части. 6. Способ по любому из пп.1-5, в котором при упомянутом складывании абсорбирующего изделия траекторию транспортирования абсорбирующего изделия перемещают вверх. 7. Способ по любому из пп.1-6, дополнительно включающий этап упаковки множества сложенных абсорбирующих изделий.
МПК / Метки
МПК: A61F 13/49, A61F 13/72, A61F 13/496, A61F 13/15, A61F 13/472
Метки: изделия, абсорбирующего, складывания, способ
Код ссылки
<a href="https://eas.patents.su/10-20714-sposob-skladyvaniya-absorbiruyushhego-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ складывания абсорбирующего изделия</a>
Производственное оборудование для изготовления композитного листа абсорбирующего изделия
Номер патента: 20516
Опубликовано: 28.11.2014
Авторы: Накамура Таиси, Исикава Синити, Окуда Дзюн
МПК: A61F 13/49, A61F 13/15
Метки: оборудование, изготовления, композитного, изделия, производственное, листа, абсорбирующего
Формула / Реферат:
1. Оборудование для изготовления композитного листа абсорбирующего изделия, где непрерывный эластичный элемент присоединяется по заданной меандровой схеме к непрерывному листу, непрерывно транспортируемому в направлении подачи, включающеетранспортирующий ролик, который выполнен с возможностью вращения в направлении, проходящем по направлению подачи для транспортирования непрерывного листа, который проходит вокруг внешней периферийной поверхности...
Аппарат для получения поглощающего элемента абсорбирующего изделия
Номер патента: 19415
Опубликовано: 31.03.2014
Автор: Ишикава Масахико
МПК: A61F 13/15, A61F 13/472, A61F 13/49...
Метки: аппарат, элемента, изделия, абсорбирующего, поглощающего, получения
Формула / Реферат:
1. Аппарат для получения поглощающего элемента абсорбирующего изделия, содержащийформовочный элемент, дно которого представляет собой воздухопроницаемый рабочий орган с отверстиями, на который осаждают материал, поглощающий жидкость;армирующий элемент для усиления воздухопроницаемого рабочего органа посредством его наложения на воздухопроницаемый рабочий орган в направлении толщины;армирующий элемент выполнен в виде сетки, образованной...
Предмет одежды и способ его складывания
Номер патента: 20115
Опубликовано: 29.08.2014
Авторы: Кенмочи Ясухико, Киношита Акийоши, Танака Кайоко, Аояги Нацуко
МПК: A61F 13/551, A61F 13/49, A61F 13/15...
Метки: одежды, предмет, складывания, способ
Формула / Реферат:
1. Предмет одежды (1), содержащий корпус (2), имеющий продольное направление (Y), поперечное направление (X), внутреннюю сторону (4), обращенную к коже пользователя, внешнюю сторону (5), обращенную к одежде пользователя, первую поясную область, образованную одной из поясных областей (8, 9), передней или задней, вторую поясную область, образованную другой поясной областью, передней или задней (9), промежностную область (10), проходящую между...
Способ получения поглощающего изделия и аппарат для получения поглощающего изделия
Номер патента: 20074
Опубликовано: 29.08.2014
Авторы: Матсумото Йошихико, Ямамото Хироки
МПК: A61F 13/49, A61F 13/15
Метки: поглощающего, изделия, аппарат, получения, способ
Формула / Реферат:
1. Способ получения поглощающего изделия, которое включает в себя переднюю поясную область (10), заднюю поясную область (20) и область (30) ластовицы, расположенную между передней поясной областью и задней поясной областью, и имеет упругий элемент (5'), расположенный, по меньшей мере, частично в передней поясной области, задней поясной области и в области ластовицы в поперечном направлении, пересекающем направление (MD) подачи, в...
Способ получения поглощающего изделия
Номер патента: 19988
Опубликовано: 30.07.2014
Автор: Ямамото Хироки
МПК: A61F 13/15, B65H 45/09, A61F 13/49...
Метки: получения, изделия, способ, поглощающего
Формула / Реферат:
1. Способ получения поглощающего изделия, в которомна этапе технологического процесса образования ножной периферийной области полотно (10) непрерывно подают в направлении подачи (MD) на транспортной ленте (122);на этапе технологического процесса складывания полотна (10) складывают полотно по средней линии (CL) пополам в поперечном направлении (CD), перпендикулярном направлению (MD) подачи полотна, чтобы область (12) второй половины полотна...
Предыдущий патент: Замковое соединение канцелярского изделия (варианты) и способ его формирования
Следующий патент: Производные 1h-имидазо[4,5-c]хинолинона
Случайный патент: Способ получения диарилкарбоната высокой чистоты