Способ изготовления стальных волокон
Формула / Реферат
1. Способ изготовления стальных волокон, при котором рулонную полосу (1) для формирования стальных волокон (2) с одной или обеих сторон надсекают для получения лент жил (4) стальных волокон, сначала соединенных между собой перемычками (5), затем ленты жил стальных волокон подвергают циклическому гибочному процессу, при котором каждую перемычку (5) подвергают многократной изгибной деформации вокруг ее продольной оси таким образом, что в зоне перемычек (5) образуются надрывы в результате усталостного разрушения и возникают тонкие разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев, причем жилы (4) стальных волокон при надсекании снабжают анкеровочными лепестками, которые образуются за счет перерывов при надсекании.
2. Способ по п.1, отличающийся тем, что жилы (4) стальных волокон формируют поперек продольного направления рулонной полосы (1).
3. Способ по п.1 или 2, отличающийся тем, что проходящую после надсекания по всей ширине рулонной полосы (1) ленту жил (4) стальных волокон разделяют разделительными ножами (8) с образованием двух или более лент стальных волокон.
4. Способ по одному из пп.1-3, отличающийся тем, что ленту жил (4) стальных волокон разделяют перед циклическим гибочным процессом (6).
5. Способ по одному из пп.1-4, отличающийся тем, что после циклического гибочного процесса ленты стальных волокон пропускают через формирующий валик (9) для придания жилам (4) стальных волокон формы в соответствии с их назначением.
6. Способ по одному из пп.1-5, отличающийся тем, что после полного конфекционирования ленты стальных волокон наматывают слой за слоем.
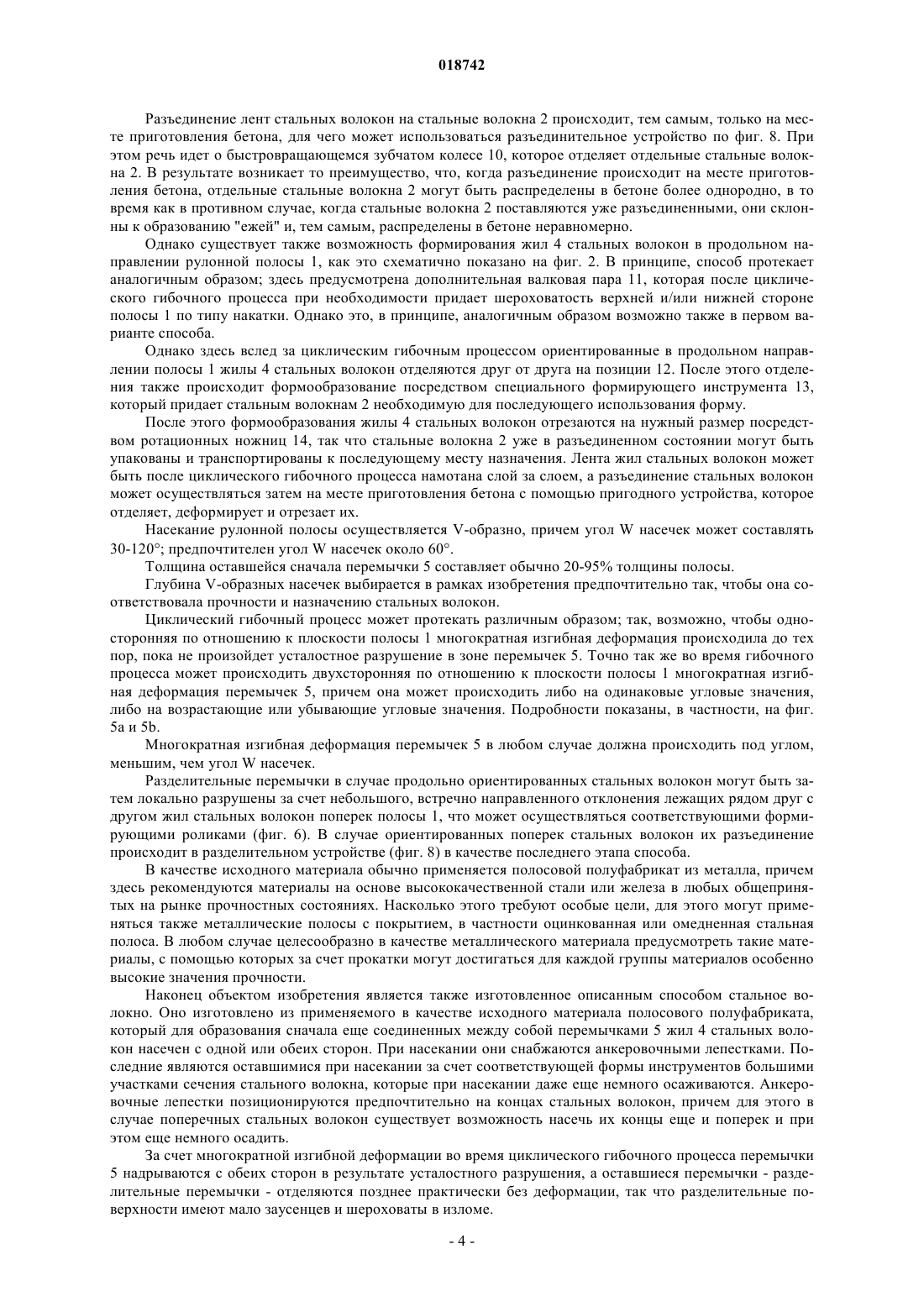
7. Способ по одному из пп.1-6, отличающийся тем, что разъединение лент стальных волокон на стальные волокна (2) осуществляют на месте приготовления бетона.
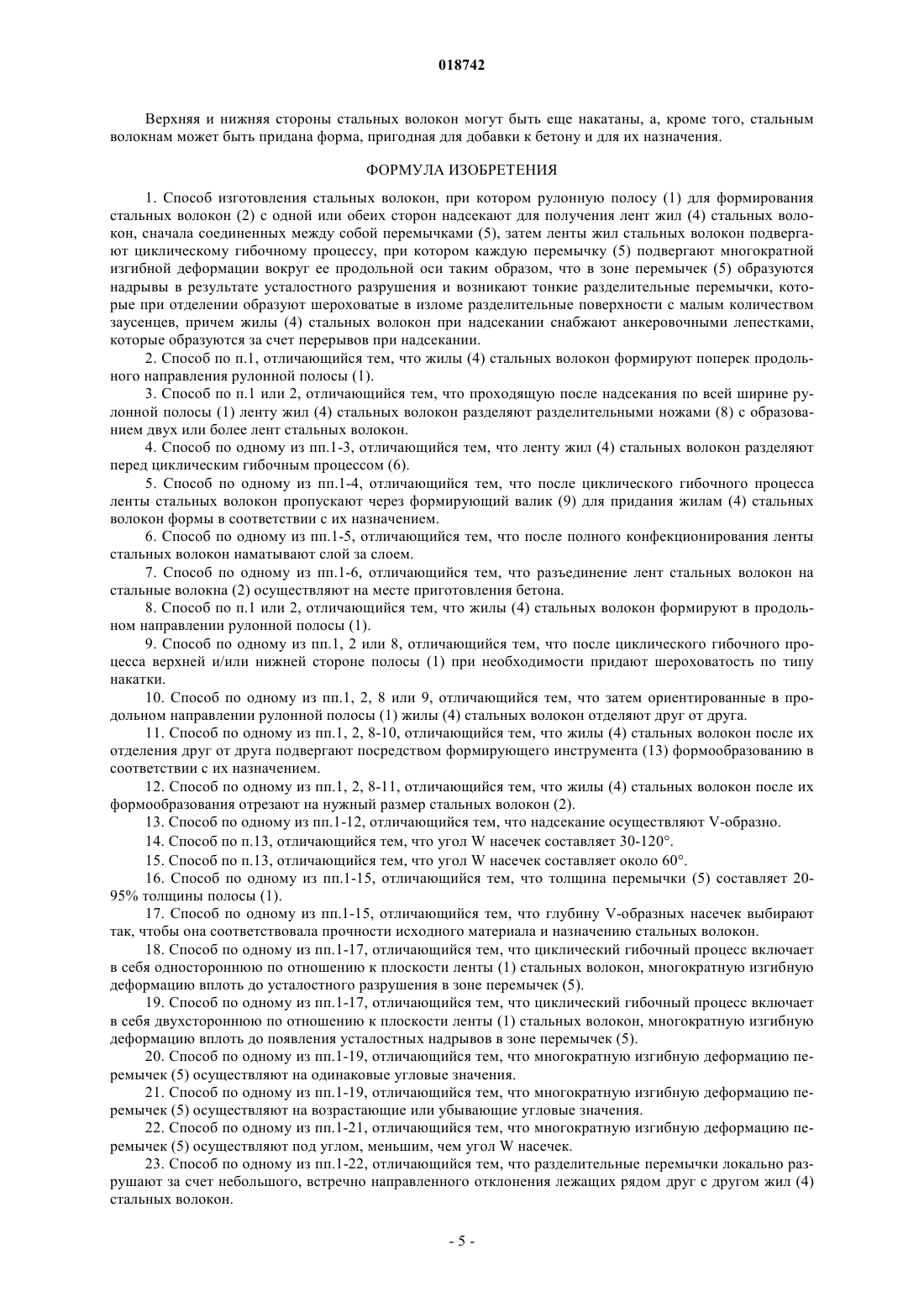
8. Способ по п.1 или 2, отличающийся тем, что жилы (4) стальных волокон формируют в продольном направлении рулонной полосы (1).
9. Способ по одному из пп.1, 2 или 8, отличающийся тем, что после циклического гибочного процесса верхней и/или нижней стороне полосы (1) при необходимости придают шероховатость по типу накатки.
10. Способ по одному из пп.1, 2, 8 или 9, отличающийся тем, что затем ориентированные в продольном направлении рулонной полосы (1) жилы (4) стальных волокон отделяют друг от друга.
11. Способ по одному из пп.1, 2, 8-10, отличающийся тем, что жилы (4) стальных волокон после их отделения друг от друга подвергают посредством формирующего инструмента (13) формообразованию в соответствии с их назначением.
12. Способ по одному из пп.1, 2, 8-11, отличающийся тем, что жилы (4) стальных волокон после их формообразования отрезают на нужный размер стальных волокон (2).
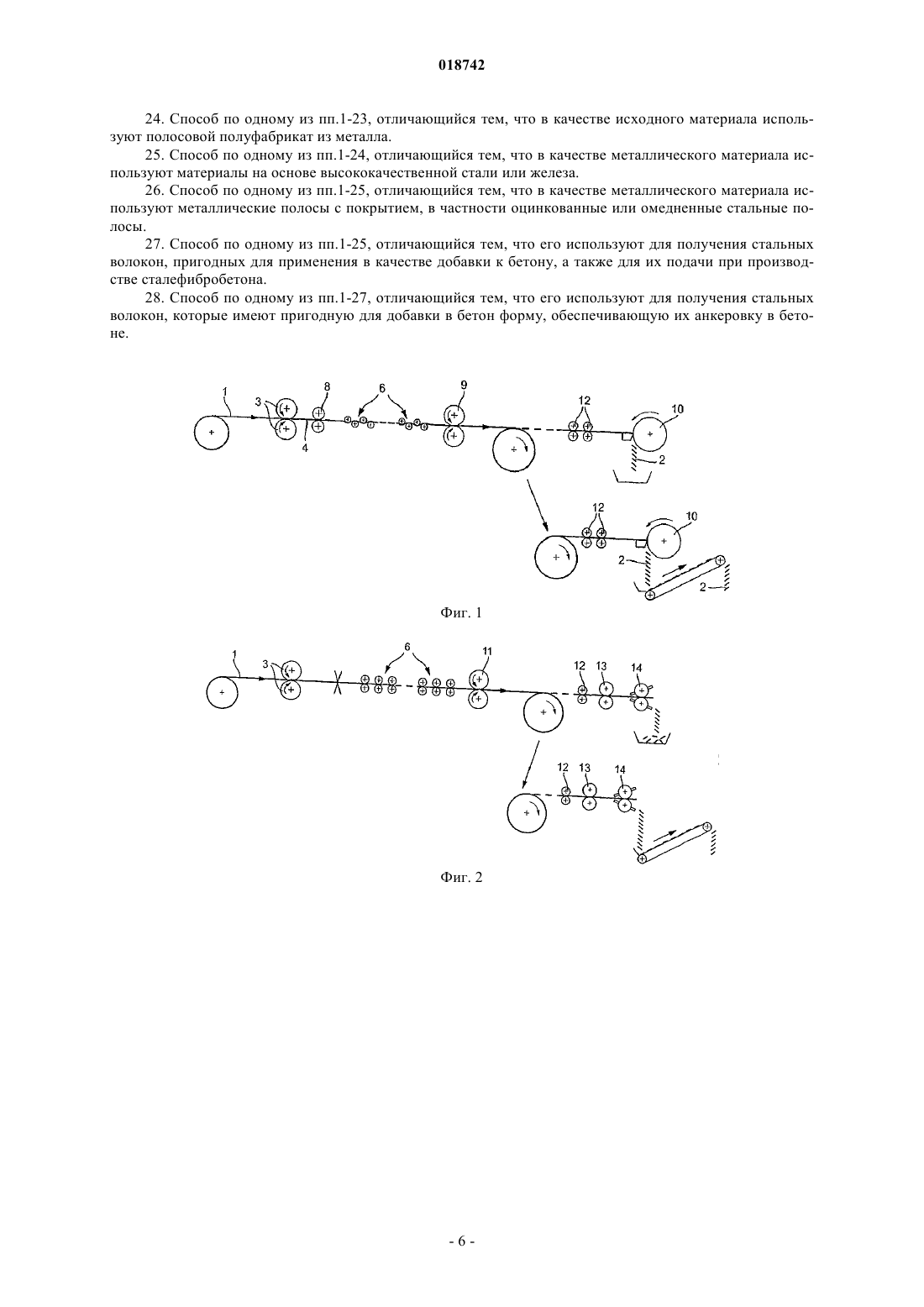
13. Способ по одному из пп.1-12, отличающийся тем, что надсекание осуществляют V-образно.
14. Способ по п.13, отличающийся тем, что угол W насечек составляет 30-120°.
15. Способ по п.13, отличающийся тем, что угол W насечек составляет около 60°.
16. Способ по одному из пп.1-15, отличающийся тем, что толщина перемычки (5) составляет 20-95% толщины полосы (1).
17. Способ по одному из пп.1-15, отличающийся тем, что глубину V-образных насечек выбирают так, чтобы она соответствовала прочности исходного материала и назначению стальных волокон.
18. Способ по одному из пп.1-17, отличающийся тем, что циклический гибочный процесс включает в себя одностороннюю по отношению к плоскости ленты (1) стальных волокон, многократную изгибную деформацию вплоть до усталостного разрушения в зоне перемычек (5).
19. Способ по одному из пп.1-17, отличающийся тем, что циклический гибочный процесс включает в себя двухстороннюю по отношению к плоскости ленты (1) стальных волокон, многократную изгибную деформацию вплоть до появления усталостных надрывов в зоне перемычек (5).
20. Способ по одному из пп.1-19, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют на одинаковые угловые значения.
21. Способ по одному из пп.1-19, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют на возрастающие или убывающие угловые значения.
22. Способ по одному из пп.1-21, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют под углом, меньшим, чем угол W насечек.
23. Способ по одному из пп.1-22, отличающийся тем, что разделительные перемычки локально разрушают за счет небольшого, встречно направленного отклонения лежащих рядом друг с другом жил (4) стальных волокон.
24. Способ по одному из пп.1-23, отличающийся тем, что в качестве исходного материала используют полосовой полуфабрикат из металла.
25. Способ по одному из пп.1-24, отличающийся тем, что в качестве металлического материала используют материалы на основе высококачественной стали или железа.
26. Способ по одному из пп.1-25, отличающийся тем, что в качестве металлического материала используют металлические полосы с покрытием, в частности оцинкованные или омедненные стальные полосы.
27. Способ по одному из пп.1-25, отличающийся тем, что его используют для получения стальных волокон, пригодных для применения в качестве добавки к бетону, а также для их подачи при производстве сталефибробетона.
28. Способ по одному из пп.1-27, отличающийся тем, что его используют для получения стальных волокон, которые имеют пригодную для добавки в бетон форму, обеспечивающую их анкеровку в бетоне.

Текст
СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ВОЛОКОН Предложен способ изготовления стальных волокон, предпочтительно для применения в качестве добавки к бетону, а также их подачи при производстве сталефибробетона, отличающийся тем,что сначала рулонная полоса (1) для формирования стальных волокон (2) насекается с одной или обеих сторон, в результате чего образуются жилы (4) стальных волокон, которые сначала соединены между собой перемычками (5), при этом для последующего преобразования перемычек(5) в тонкие, легко отделяемые друг от друга разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев,лента стальных волокон подвергается циклическому гибочному процессу, при котором каждая перемычка (5) подвергается многократной изгибной деформации вокруг своей продольной оси таким образом, что в зоне перемычек образуются надрывы в результате усталостного разрушения и, тем самым, возникает разделительная перемычка.(71)(73) Заявитель и патентовладелец: ЦЕНТ УНД ЦЕНТ ГМБХ УНД КО. КГ (DE) Изобретение относится к способу изготовления стальных волокон, предпочтительно для применения в качестве добавки для бетона, а также их подачи при производстве сталефибробетона. Во многих областях оказалось предпочтительным добавлять к бетону стальные волокна вместо обычных арматурных сеток или дополнительно к ним, благодаря чему можно предотвратить, в частности, образование микротрещин в свежем бетоне. Кроме того, за счет простоты использования возникает огромная экономия труда и повышается срок службы бетона. В зависимости от случаев применения могут достигаться также более высокие прочность на растяжение и изгиб, а также несущая способность. Тем не менее, изготовление стальных волокон является трудоемким делом, поскольку их приходится фрезеровать, вырезать из листов или полос, вырубать и деформировать или в виде проволочных волокон по отдельности или в пакете деформировать, сгибать и отрезать на нужную длину. В основе изобретения лежит задача создания способа описанного выше рода, который обеспечивал бы простое и рентабельное изготовление стальных волокон. Эта задача решается согласно изобретению за счет того, что сначала рулонная полоса для формирования стальных волокон с одной или обеих сторон насекается, в результате чего образуются жилы стальных волокон, которые сначала еще соединены между собой перемычками, затем для последующего преобразования перемычек в тонкие, легко отделяемые друг от друга разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев, полоса подвергается циклическому гибочному процессу, при котором каждая перемычка подвергается многократной изгибной деформации вокруг своей продольной оси таким образом, что в зоне перемычек образуются надрывы в результате усталостного разрушения и, тем самым, возникает разделительная перемычка. Достигаемое за счет изобретения преимущество заключается в основном в том, что в качестве исходного материала для стальных волокон применяется рулонная полоса, благодаря чему в распоряжении имеется не только оптимальный исходный материал, но и, кроме того, может осуществляться формирование большого числа жил стальных волокон. При этом в рамках изобретения в качестве другого преимущества возникает возможность снабжения жил стальных волокон при насекании анкеровочными лепестками, образующимися за счет прерываний при насекании. Эти анкеровочные лепестки представляют собой, тем самым, локальные увеличения сечения в результате осадки при насекании, а также по сравнению с насеченным сечением стальных волокон. Эти прерывания могут быть предусмотрены у насечных носиков в прокатном инструменте, благодаря чему образование жил стальных волокон с анкеровочными лепестками возможно за одну операцию, причем позиционирование анкеровочных лепестков на концах стальных волокон является особенно эффективным. Согласно первому варианту осуществления изобретения способ осуществляется таким образом, что жилы стальных волокон формируются поперек продольного направления рулонной полосы. При этом согласно другому предпочтительному варианту осуществления изобретения существует возможность того, что снабженная анкеровочными лепестками после насекания, проходящая по всей ширине рулонной полосы лента жил стальных волокон разделяется отрезными ножами с образованием двух или более лент стальных волокон. При этом далее предпочтительно, если разделение на несколько лент стальных волокон происходит перед циклическим гибочным процессом. В дальнейшем течении способа рекомендуется, чтобы ленты стальных волокон после циклического гибочного процесса пропускались через формирующий валик для формообразования стальных волокон(согнутые концы, осаженные концы, волнообразная форма и т.д.) в соответствии с назначением. При таком течении способа существует далее возможность намотки лент стальных волокон после полного конфекционирования. Если лента стальных волокон имеет форму пластины, то в распоряжении имеется большое число упорядоченных, легко и быстро отделяемых стальных волокон, пригодных для компактной и хорошей транспортировки к месту назначения. Поэтому согласно изобретению далее предусмотрено, что разъединение лент на стальные волокна происходит на месте приготовления бетона. За счет этого могут не понадобиться устройства и меры, с помощью которых сегодня должно предотвращаться образование "ежей" (комков стальных волокон) в бетоне. Разумеется, возможно также разделение уже на производственной линии, если это желательно или необходимо. Согласно одному альтернативному варианту осуществления изобретения, жилы стальных волокон могут быть формированы также в продольном направлении рулонной полосы. При этом после гибочного процесса при необходимости верхней и/или нижней стороне полосы простым образом придается шероховатость по типу накатки, причем это сопоставимым образом возможно также в описанной выше альтернативе с расположенными поперек продольного направления рулонной полосы жилами стальных волокон. Этим достигается лучшее сцепление с бетоном. После этих этапов способа лента стальных волокон может быть намотана слой за слоем, а последующие этапы способа могут осуществляться тогда на месте приготовления бетона с помощью пригодного устройства. Далее в способе предусмотрено, что затем ориентированные в продольном направлении полосы жилы стальных волокон отделяются друг от друга. В дальнейшем ходе способа предусмотрено, что жилы стальных волокон после их отделения подвергаются посредством формирующего инструмента приданию формы в соответствии с назначением. При этом речь может идти об изгибе концов стальных волокон, проходящей в продольном направлении волнообразной форме и т.п. Наконец, при таком ходе способа жилы стальных волокон после придания им формы отрезаются на нужную длину, в результате чего отдельные стальные волокна готовы к дальнейшему применению. Насекание рулонной полосы осуществляется предпочтительно V-образно, причем угол W при вершине насечек должен составлять 30-120. Особенно оптимальным оказался при этом угол W при вершине насечек около 60 . Толщина перемычки должна составлять предпочтительно 20-95% толщины полосы. Глубина V-образных насечек выбирается в рамках изобретения предпочтительно так, чтобы она соответствовала прочности рулонной полосы и назначению стальных волокон. Далее в рамках изобретения оказалось предпочтительным, если циклический гибочный процесс включает в себя одностороннюю по отношению к плоскости ленты стальных волокон, многократную изгибную деформацию вплоть до появления усталостных надрывов в зоне перемычек у основания насечек. В качестве альтернативы гибочный процесс может включать в себя также двухстороннюю по отношению к плоскости ленты стальных волокон, многократную изгибную деформацию вплоть до появления усталостных надрывов в зоне перемычек у основания насечек. Циклический гибочный процесс может протекать таким образом, что происходит многократная изгибная деформация перемычек на одинаковые угловые значения. В зависимости от случая применения и характера материала вместо этого может быть также предпочтительным, если многократная изгибная деформация перемычек происходит с одной или обеих сторон на возрастающие или же убывающие угловые значения. Целесообразно многократная изгибная деформация перемычек должна происходить под углом,меньшим, чем угол насечки. Чтобы полностью отделить друг от друга жилы стальных волокон, разделительная перемычка может быть разрушена за счет небольшого, встречно направленного отклонения лежащих рядом друг с другом жил стальных волокон. В случае лежащих поперек направления полосы жил стальных волокон разделительная перемычка может быть разделена в разделительном устройстве по принципу застежкимолнии, в результате чего стальные волокна разъединяются, тогда как в случае лежащих вдоль направления полосы жил стальных волокон разделение происходит посредством формирующих роликов за счет небольшого, встречно направленного отклонения лежащих рядом друг с другом жил стальных волокон,после чего стальные волокна формируются и отрезаются по длине. В качестве исходного материала применяется предпочтительно полосовой полуфабрикат из металла. В конструктивном отношении лежащая в основе изобретения задача решается посредством металлической ленты, состоящей из нескольких расположенных параллельно друг другу, соединенных перемычками между собой жил стальных волокон, изготовленной способом по одному из пунктов формулы и отличающейся тем, что она изготовлена из полосового, применяемого в качестве исходного материала полуфабриката, который для образования жил стальных волокон насечен с одной или с обеих сторон и при насекании снабжается анкеровочными лепестками, причем перемычки за счет многократной изгибной деформации с помощью циклического гибочного процесса деформированы в тонкие, легко отделяемые друг от друга разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев и имеют усталостное разрушение или усталостные надрывы, причем ленты из стальных волокон или ленты из жил стальных волокон подвергнуты формообразованию, причем при разъединении лент из стальных волокон или лент из жил стальных волокон возникают пригодные в качестве добавки к бетону стальные волокна. За счет циклического гибочного процесса в основаниях насечек возникают усталостные надрывы, в результате чего перемычки ослабляются. Оставшиеся перемычки, называемые разделительными перемычками, выполняются очень тонкими, поскольку они лежат в зоне нейтрального волокна во время гибочного процесса; жилы стальных волокон могут, тем самым, позднее легко отделиться друг от друга и надежно разъединиться. В качестве металлического материала здесь предусмотрены материалы на основе высококачественной стали или железа в любых общепринятых на рынке прочностных состояниях. Насколько этого требует назначение, в качестве металлического материала могут быть предусмотрены также металлические полосы с покрытием, в частности оцинкованная или омедненная стальная полоса. При этом, в частности,рекомендуется предусмотреть в качестве металлического материала такие материалы, с помощью которых за счет прокатки достигались бы, при необходимости, для соответствующей группы материалов особенно высокие значения прочности. Наконец, изобретение относится к изготовленному описанным способом стальному волокну. Оно отличается тем, что изготовлено из применяемого в качестве исходного материала полосового полуфабриката, который для образования сначала еще соединенных между собой перемычками жил стальных волокон насечен с одной или обеих сторон и при насекании снабжается анкеровочными лепестками,причем перемычки за счет многократной изгибной деформации с помощью циклического гибочного процесса деформированы в тонкие, легко отделяемые друг от друга разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев и имеют усталостное разрушение. В результате это стальное волокно образует совершено новый тип стальных волокон. При этом рекомендуется, чтобы стальное волокно имело пригодную для добавки к бетону форму. Ниже изобретение более подробно поясняется на примерах его осуществления, изображенных на чертежах, на которых представлено: фиг. 1: схематично ход способа в первом варианте с лежащей поперек направления полосы жилой стальных волокон; фиг. 2: соответствующий фиг. 1 ход способа в альтернативном варианте с лежащей вдоль направления полосы жилой стальных волокон; фиг. 3: подробный вид насечного валика в развертке; фиг. 4: часть предназначенной для изготовления ленты стальных волокон или ленты жил стальных волокон насеченной полосы в сечении с уже выполненными насечками; фиг. 5: подвергнутая циклическому гибочному процессу, предназначенная для изготовления ленты стальных волокон или ленты жил стальных волокон насеченная полоса в состоянии изгибной деформации, причем на фиг. 5 а жилы стальных волокон лежат вдоль направления полосы, а на фиг. 5b - поперек направления полосы; фиг. 6: устройство для разделения разделительных перемычек ленты стальных волокон или ленты жил стальных волокон; фиг. 7: часть разреза проволочной ленты в зоне насечек; фиг. 8: разделительное устройство для разъединения стальных волокон; фиг. 9: различные виды отдельного стального волокна; фиг. 10: по-разному деформированные отдельные стальные волокна; фиг. 11: стальное волокно с концевым увеличением сечения в сравнении с сечением остального стального волокна. Схематично изображенный на фиг. 1 и 2 способ служит для изготовления стальных волокон 2, которые находят применение предпочтительно в качестве добавки к бетону. Для этого сначала рулонная полоса 1 для формирования стальных волокон 2 насекается между валиками 3 с одной или обеих сторон,в результате чего образуются жилы 4 стальных волокон с анкеровочными лепестками 7. При этом жилы 4 стальных волокон сначала соединены между собой перемычками 5, как это показано на фиг. 4. Для последующего преобразования перемычек 5 в тонкие, легко отделяемые друг от друга разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев, образованная жилами 4 стальных волокон лента подвергается циклическому гибочному процессу, при котором каждая перемычка 5 подвергается многократной изгибной деформации вокруг своей продольной оси, как это обозначено позицией 6. За счет этого в зоне перемычек 5 образуются надрывы вследствие усталостного разрушения, в результате чего возникает разделительная перемычка. Между насечками осуществляется царапание поверхности с тем, чтобы для удлинения основания насечек вызвать также и там усталостное разрушение. При своем насекании жилы 4 стальных волокон могут быть дополнительно снабжены анкеровочными лепестками 7 в виде увеличений сечения по сравнению с сечением стальных волокон, как это показано на фиг. 3 и 9. Они служат для лучшего сцепления стальных волокон 2 с бетоном и могут позиционироваться в пригодном месте в соответствии с целью применения. На фиг. 9 также позицией 15 обозначена поверхность излома в результате гибки. В варианте на фиг. 1 жилы 4 стальных волокон формируются поперек продольного направления рулонной полосы 1. В зависимости от нужного положения стальных волокон 2 они могут проходить по всей ширине рулонной полосы 1; однако могут быть предусмотрены также разделительные ножи 8, посредством которых лента жил стальных волокон разделяется на две или более лент стальных волокон. Это разделение ленты жил стальных волокон целесообразно осуществлять перед гибочным процессом. После циклического гибочного процесса лента жил стальных волокон или ленты стальных волокон проходит/проходят через формирующий валик 9, посредством которого стальные волокна 2 приобретают соответствующую последующему назначению форму. Согласно фиг. 10 концы стальных волокон 2 могут быть выполнены, например, изогнутыми; точно так же стальные волокна 2 могут быть деформированы в волнообразную форму или другим пригодным образом. В частности, концы стальных волокон могут быть видоизменены, а именно расширены, как это показано на фиг. 11. Это расширение или утолщение приводит к особенно эффективному сцеплению с бетоном. После полного конфекционирования ленты стальных волокон наматываются слой за слоем, в результате чего они просто и компактно могут быть транспортированы в дальнейшем к месту назначения. Разъединение лент стальных волокон на стальные волокна 2 происходит, тем самым, только на месте приготовления бетона, для чего может использоваться разъединительное устройство по фиг. 8. При этом речь идет о быстровращающемся зубчатом колесе 10, которое отделяет отдельные стальные волокна 2. В результате возникает то преимущество, что, когда разъединение происходит на месте приготовления бетона, отдельные стальные волокна 2 могут быть распределены в бетоне более однородно, в то время как в противном случае, когда стальные волокна 2 поставляются уже разъединенными, они склонны к образованию "ежей" и, тем самым, распределены в бетоне неравномерно. Однако существует также возможность формирования жил 4 стальных волокон в продольном направлении рулонной полосы 1, как это схематично показано на фиг. 2. В принципе, способ протекает аналогичным образом; здесь предусмотрена дополнительная валковая пара 11, которая после циклического гибочного процесса при необходимости придает шероховатость верхней и/или нижней стороне полосы 1 по типу накатки. Однако это, в принципе, аналогичным образом возможно также в первом варианте способа. Однако здесь вслед за циклическим гибочным процессом ориентированные в продольном направлении полосы 1 жилы 4 стальных волокон отделяются друг от друга на позиции 12. После этого отделения также происходит формообразование посредством специального формирующего инструмента 13,который придает стальным волокнам 2 необходимую для последующего использования форму. После этого формообразования жилы 4 стальных волокон отрезаются на нужный размер посредством ротационных ножниц 14, так что стальные волокна 2 уже в разъединенном состоянии могут быть упакованы и транспортированы к последующему месту назначения. Лента жил стальных волокон может быть после циклического гибочного процесса намотана слой за слоем, а разъединение стальных волокон может осуществляться затем на месте приготовления бетона с помощью пригодного устройства, которое отделяет, деформирует и отрезает их. Насекание рулонной полосы осуществляется V-образно, причем угол W насечек может составлять 30-120; предпочтителен угол W насечек около 60. Толщина оставшейся сначала перемычки 5 составляет обычно 20-95% толщины полосы. Глубина V-образных насечек выбирается в рамках изобретения предпочтительно так, чтобы она соответствовала прочности и назначению стальных волокон. Циклический гибочный процесс может протекать различным образом; так, возможно, чтобы односторонняя по отношению к плоскости полосы 1 многократная изгибная деформация происходила до тех пор, пока не произойдет усталостное разрушение в зоне перемычек 5. Точно так же во время гибочного процесса может происходить двухсторонняя по отношению к плоскости полосы 1 многократная изгибная деформация перемычек 5, причем она может происходить либо на одинаковые угловые значения,либо на возрастающие или убывающие угловые значения. Подробности показаны, в частности, на фиг. 5 а и 5b. Многократная изгибная деформация перемычек 5 в любом случае должна происходить под углом,меньшим, чем угол W насечек. Разделительные перемычки в случае продольно ориентированных стальных волокон могут быть затем локально разрушены за счет небольшого, встречно направленного отклонения лежащих рядом друг с другом жил стальных волокон поперек полосы 1, что может осуществляться соответствующими формирующими роликами (фиг. 6). В случае ориентированных поперек стальных волокон их разъединение происходит в разделительном устройстве (фиг. 8) в качестве последнего этапа способа. В качестве исходного материала обычно применяется полосовой полуфабрикат из металла, причем здесь рекомендуются материалы на основе высококачественной стали или железа в любых общепринятых на рынке прочностных состояниях. Насколько этого требуют особые цели, для этого могут применяться также металлические полосы с покрытием, в частности оцинкованная или омедненная стальная полоса. В любом случае целесообразно в качестве металлического материала предусмотреть такие материалы, с помощью которых за счет прокатки могут достигаться для каждой группы материалов особенно высокие значения прочности. Наконец объектом изобретения является также изготовленное описанным способом стальное волокно. Оно изготовлено из применяемого в качестве исходного материала полосового полуфабриката,который для образования сначала еще соединенных между собой перемычками 5 жил 4 стальных волокон насечен с одной или обеих сторон. При насекании они снабжаются анкеровочными лепестками. Последние являются оставшимися при насекании за счет соответствующей формы инструментов большими участками сечения стального волокна, которые при насекании даже еще немного осаживаются. Анкеровочные лепестки позиционируются предпочтительно на концах стальных волокон, причем для этого в случае поперечных стальных волокон существует возможность насечь их концы еще и поперек и при этом еще немного осадить. За счет многократной изгибной деформации во время циклического гибочного процесса перемычки 5 надрываются с обеих сторон в результате усталостного разрушения, а оставшиеся перемычки - разделительные перемычки - отделяются позднее практически без деформации, так что разделительные поверхности имеют мало заусенцев и шероховаты в изломе. Верхняя и нижняя стороны стальных волокон могут быть еще накатаны, а, кроме того, стальным волокнам может быть придана форма, пригодная для добавки к бетону и для их назначения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления стальных волокон, при котором рулонную полосу (1) для формирования стальных волокон (2) с одной или обеих сторон надсекают для получения лент жил (4) стальных волокон, сначала соединенных между собой перемычками (5), затем ленты жил стальных волокон подвергают циклическому гибочному процессу, при котором каждую перемычку (5) подвергают многократной изгибной деформации вокруг ее продольной оси таким образом, что в зоне перемычек (5) образуются надрывы в результате усталостного разрушения и возникают тонкие разделительные перемычки, которые при отделении образуют шероховатые в изломе разделительные поверхности с малым количеством заусенцев, причем жилы (4) стальных волокон при надсекании снабжают анкеровочными лепестками,которые образуются за счет перерывов при надсекании. 2. Способ по п.1, отличающийся тем, что жилы (4) стальных волокон формируют поперек продольного направления рулонной полосы (1). 3. Способ по п.1 или 2, отличающийся тем, что проходящую после надсекания по всей ширине рулонной полосы (1) ленту жил (4) стальных волокон разделяют разделительными ножами (8) с образованием двух или более лент стальных волокон. 4. Способ по одному из пп.1-3, отличающийся тем, что ленту жил (4) стальных волокон разделяют перед циклическим гибочным процессом (6). 5. Способ по одному из пп.1-4, отличающийся тем, что после циклического гибочного процесса ленты стальных волокон пропускают через формирующий валик (9) для придания жилам (4) стальных волокон формы в соответствии с их назначением. 6. Способ по одному из пп.1-5, отличающийся тем, что после полного конфекционирования ленты стальных волокон наматывают слой за слоем. 7. Способ по одному из пп.1-6, отличающийся тем, что разъединение лент стальных волокон на стальные волокна (2) осуществляют на месте приготовления бетона. 8. Способ по п.1 или 2, отличающийся тем, что жилы (4) стальных волокон формируют в продольном направлении рулонной полосы (1). 9. Способ по одному из пп.1, 2 или 8, отличающийся тем, что после циклического гибочного процесса верхней и/или нижней стороне полосы (1) при необходимости придают шероховатость по типу накатки. 10. Способ по одному из пп.1, 2, 8 или 9, отличающийся тем, что затем ориентированные в продольном направлении рулонной полосы (1) жилы (4) стальных волокон отделяют друг от друга. 11. Способ по одному из пп.1, 2, 8-10, отличающийся тем, что жилы (4) стальных волокон после их отделения друг от друга подвергают посредством формирующего инструмента (13) формообразованию в соответствии с их назначением. 12. Способ по одному из пп.1, 2, 8-11, отличающийся тем, что жилы (4) стальных волокон после их формообразования отрезают на нужный размер стальных волокон (2). 13. Способ по одному из пп.1-12, отличающийся тем, что надсекание осуществляют V-образно. 14. Способ по п.13, отличающийся тем, что угол W насечек составляет 30-120. 15. Способ по п.13, отличающийся тем, что угол W насечек составляет около 60. 16. Способ по одному из пп.1-15, отличающийся тем, что толщина перемычки (5) составляет 2095% толщины полосы (1). 17. Способ по одному из пп.1-15, отличающийся тем, что глубину V-образных насечек выбирают так, чтобы она соответствовала прочности исходного материала и назначению стальных волокон. 18. Способ по одному из пп.1-17, отличающийся тем, что циклический гибочный процесс включает в себя одностороннюю по отношению к плоскости ленты (1) стальных волокон, многократную изгибную деформацию вплоть до усталостного разрушения в зоне перемычек (5). 19. Способ по одному из пп.1-17, отличающийся тем, что циклический гибочный процесс включает в себя двухстороннюю по отношению к плоскости ленты (1) стальных волокон, многократную изгибную деформацию вплоть до появления усталостных надрывов в зоне перемычек (5). 20. Способ по одному из пп.1-19, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют на одинаковые угловые значения. 21. Способ по одному из пп.1-19, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют на возрастающие или убывающие угловые значения. 22. Способ по одному из пп.1-21, отличающийся тем, что многократную изгибную деформацию перемычек (5) осуществляют под углом, меньшим, чем угол W насечек. 23. Способ по одному из пп.1-22, отличающийся тем, что разделительные перемычки локально разрушают за счет небольшого, встречно направленного отклонения лежащих рядом друг с другом жил (4) стальных волокон. 24. Способ по одному из пп.1-23, отличающийся тем, что в качестве исходного материала используют полосовой полуфабрикат из металла. 25. Способ по одному из пп.1-24, отличающийся тем, что в качестве металлического материала используют материалы на основе высококачественной стали или железа. 26. Способ по одному из пп.1-25, отличающийся тем, что в качестве металлического материала используют металлические полосы с покрытием, в частности оцинкованные или омедненные стальные полосы. 27. Способ по одному из пп.1-25, отличающийся тем, что его используют для получения стальных волокон, пригодных для применения в качестве добавки к бетону, а также для их подачи при производстве сталефибробетона. 28. Способ по одному из пп.1-27, отличающийся тем, что его используют для получения стальных волокон, которые имеют пригодную для добавки в бетон форму, обеспечивающую их анкеровку в бетоне.
МПК / Метки
МПК: B23P 17/06, E04C 5/01, B23D 31/00
Метки: способ, волокон, стальных, изготовления
Код ссылки
<a href="https://eas.patents.su/10-18742-sposob-izgotovleniya-stalnyh-volokon.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления стальных волокон</a>
Канат и комбинированный канат из синтетических волокон и стальных проволочных прядей (варианты)
Номер патента: 17642
Опубликовано: 28.02.2013
Авторы: Ридж Изабел, О’хеар Николас, Грабандт Отто, Дас Корнелис Адрианус
МПК: D07B 1/06, D07B 1/16, D07B 1/02...
Метки: проволочных, варианты, волокон, канат, стальных, синтетических, комбинированный, прядей
Формула / Реферат:
1. Канат, содержащий один преимущественно скрученный пучок (1, 6) мононитей из высокопрочных синтетических волокон, заключенный в оболочку (2, 7), при этом пучок (1, 6) мононитей растянут с уменьшением диаметра таким образом, что мононити достигают своего окончательного пространственного соотношения с образованием стабильного сечения пучка, а образующееся в растянутом состоянии поперечное сечение пучка (1, 6) мононитей удерживается посредством...
Пучок армирующих волокон и способ изготовления такого пучка армирующих волокон
Номер патента: 4847
Опубликовано: 26.08.2004
Автор: Ванкраейнест Ив Мориц Рене
МПК: E04C 5/07
Метки: пучок, армирующих, изготовления, способ, такого, пучка, волокон
Формула / Реферат:
1. Пучок (1) армирующих волокон, содержащий множество, по существу, параллельных армирующих волокон (2), предназначенных для армирования отверждаемого материала (11), соединенных, по меньшей мере, на концах (3) с помощью связующего вещества (5), которое теряет свои соединительные свойства под действием механических сил, возникающих при перемешивании пучков (1) армирующих волокон, по меньшей мере, с отверждаемым материалом (11), причем связующее...
Способ изготовления арамидных волокон высокой прочности на разрыв
Номер патента: 1176
Опубликовано: 30.10.2000
Авторы: Имаеда Коузоу, Мур Стефен Д., Фурумай Такедзи, Охно Микио
Метки: изготовления, прочности, высокой, арамидных, способ, разрыв, волокон
Формула / Реферат:
1. Способ изготовления нити из поли(р-фенилентерефталамида), имеющей прочность на разрыв, по меньшей мере, 28 граммов на денье (31 грамм на дтекс), заключающийся в том, что: (а) осуществляют экструзию элементарных нитей из кислотного раствора, содержащего, по меньшей мере, 30 граммов поли(р-фенилентерефталамида), имеющего характеристическую вязкость, по меньшей мере, 4, на 100 миллилитров кислоты, из многоканального мундштука (10) и через слои...
Композитный материал на основе полимерных волокон и способ его изготовления
Номер патента: 10247
Опубликовано: 30.06.2008
Автор: Бейкер Роланд
Метки: волокон, материал, способ, изготовления, полимерных, композитный, основе
Формула / Реферат:
1. Способ изготовления композитного материала на основе полимерных волокон путем компаундирования органического волокнистого компонента в виде частиц с прессуемым полимерным компонентом с образованием текучей нагретой пасты, которую формуют в изделие, которому дают затвердеть с образованием твердой матрицы, в которой диспергированы частицы волокнистого компонента, причем способ включает окрашивание полимерного компонента до затвердевания пасты и...
Способ и устройство для изготовления изоляционных элементов из минеральных волокон
Номер патента: 12151
Опубликовано: 28.08.2009
Автор: Клозе Герд-Рюдигер
МПК: E04B 1/80
Метки: изоляционных, устройство, способ, изготовления, волокон, элементов, минеральных
Формула / Реферат:
1. Способ изготовления изоляционных плит из минеральных волокон по крайней мере с одной эластифицированной боковой поверхностью и/или по крайней мере одним эластифицированным участком боковой поверхности, отличающийся тем, что эластифицирование производится с помощью локального отрезания по крайней мере одной боковой поверхности и/или по крайней мере одного участка боковой поверхности изоляционной плиты. 2. Способ по п.1, отличающийся тем, что...
Предыдущий патент: Двигатель-генератор
Следующий патент: Способ установки и удерживания подводной системы генерации мощности с использованием водных потоков
Случайный патент: Способ и промежуточные соединения для получения оланзапина