Подошва ботинка из трёх материалов, способ изготовления подошвы и устройство для изготовления подошвы
Формула / Реферат
1. Подошва ботинка (1), содержащая нижнюю подошву (2) и верхнюю подошву (10), при этом верхняя подошва (10) является стелькой, а нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3), отличающаяся тем, что нижняя подошва (2) содержит
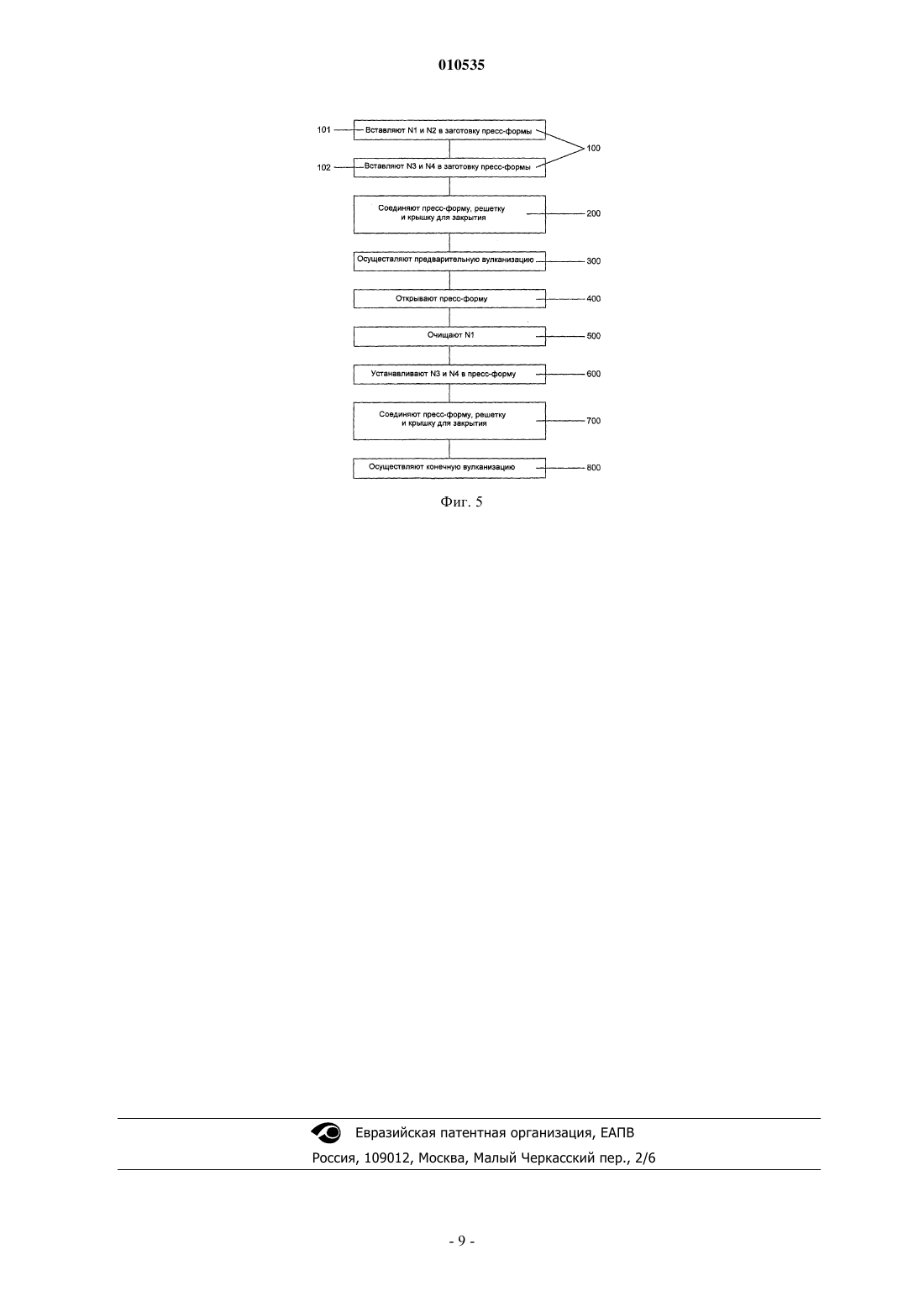
периферический элемент (N1) стабилизации и удержания ступни, выполненный на периферии геленка (4), передней части (3) и пятки (5);
элемент поглощения ударов (N4), выполненный в середине пятки (5) и окруженный периферическим элементом (N1);
элемент зацепления (N2) типа шипов, выполненный в середине геленка (4) подошвы и окруженный периферическим элементом, при этом элемент зацепления не доходит до уровня поверхности, образованной пяткой (5) и передней частью (3); и
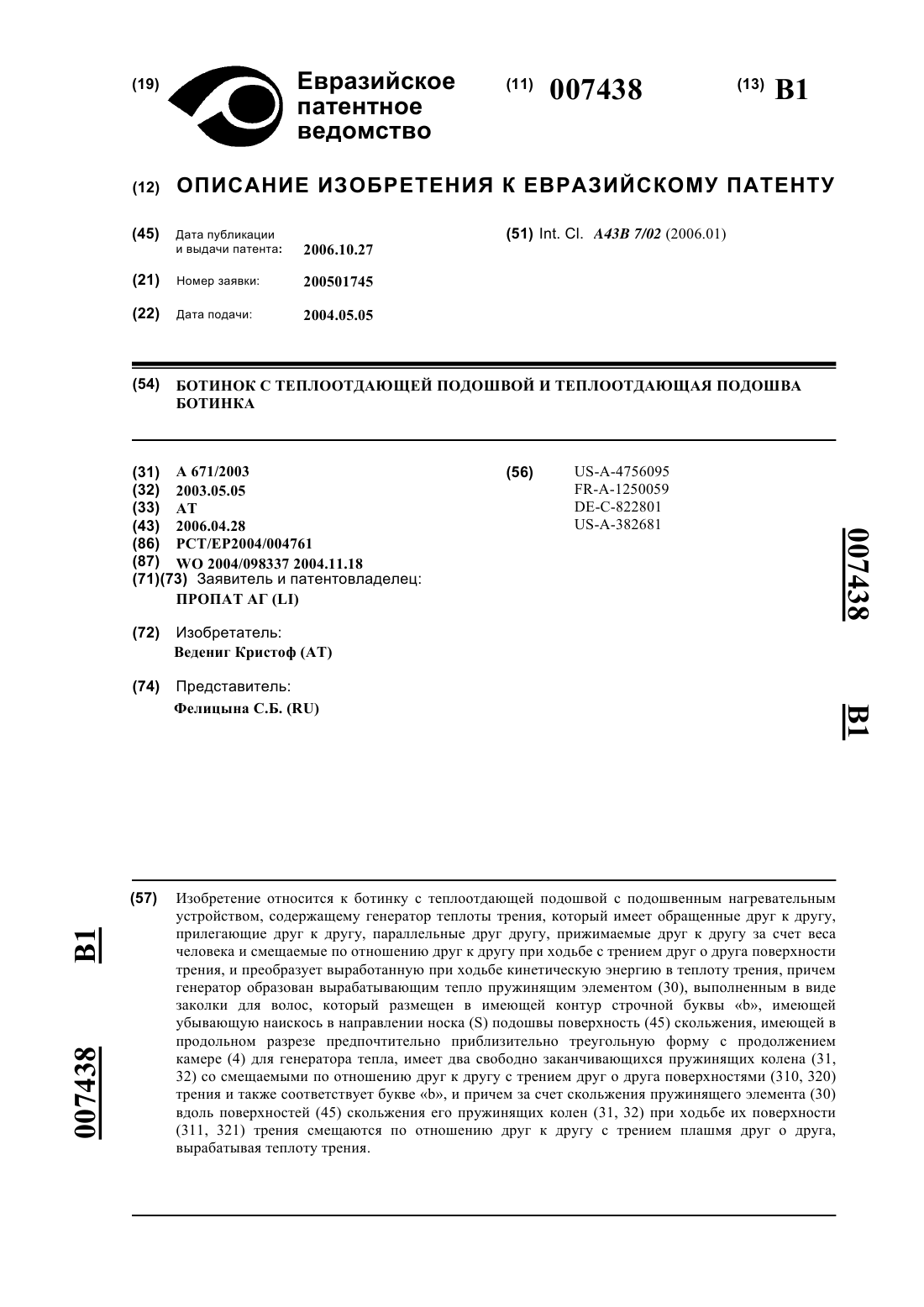
элемент сцепления (N3), обеспечивающий сцепление с поверхностью и выполненный в середине передней части (3) и между шипами геленка (4) нижней подошвы (2),
при этом эти четыре элемента неподвижно соединяют друг с другом при помощи процесса вулканизации.
2. Подошва ботинка по п.1, отличающаяся тем, что периферический элемент (N1), элемент сцепления (N3) и элемент поглощения ударов (N4) выполнены из эластичного материала типа бутадиен-нитрильного каучука, имеющего разную твердость для каждого элемента.
3. Подошва ботинка по одному из пп.1 или 2, отличающаяся тем, что периферический элемент (N1) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего более высокую твердость, близкую к 70 по Шору.
4. Подошва ботинка по одному из пп.1-3, отличающаяся тем, что элемент сцепления (N3) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 60 по Шору, и обеспечивающего хорошее сцепление подошвы с любым типом поверхности и покрытия.
5. Подошва ботинка (1) по одному из пп.1-4, отличающаяся тем, что элемент поглощения ударов (N4) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 65 по Шору.
6. Подошва ботинка (1) по одному из пп.1-5, отличающаяся тем, что элемент зацепления (N2) выполняют из эластичного материала типа каучука.
7. Подошва ботинка (1) по одному из пп.1-6, отличающаяся тем, что передняя часть (3) содержит рисунок из поперечных нервюр (30), отделенных друг от друга равными промежутками, и продольных нервюр (31), отделенных друг от друга равными промежутками, при этом каждый конец нервюр является открытым наружу нижней подошвы (2), и каждая нервюра образует острые углы с нижней подошвой (2), позволяющие избежать скопления жидкости, для повышения сцепления с поверхностью.
8. Подошва ботинка (1) по одному из пп.1-7, отличающаяся тем, что середина геленка (4) нижней подошвы (2) содержит элемент зацепления (N2), содержащий по меньшей мере два ряда шипов, выступающих наружу подошвы (1), не доходя до уровня пятки (5) и передней части (3) нижней подошвы (2).
9. Подошва ботинка по одному из пп.1-8, отличающаяся тем, что пятка (5) содержит элемент поглощения ударов (N4), окруженный периферическим элементом (N1) нижней подошвы (2) и содержащий поперечные валики (50), не доходящие до уровня периферического элемента (N1), который содержит прямоугольные площадки (51, 52), выполненные на равном расстоянии друг от друга по сторонам элемента поглощения ударов (N4).
10. Формовочное устройство для изготовления нижней подошвы (2) ботинка (1), отличающееся тем, что содержит три разных элемента одинаковой формы и с одинаковым размером поверхности:
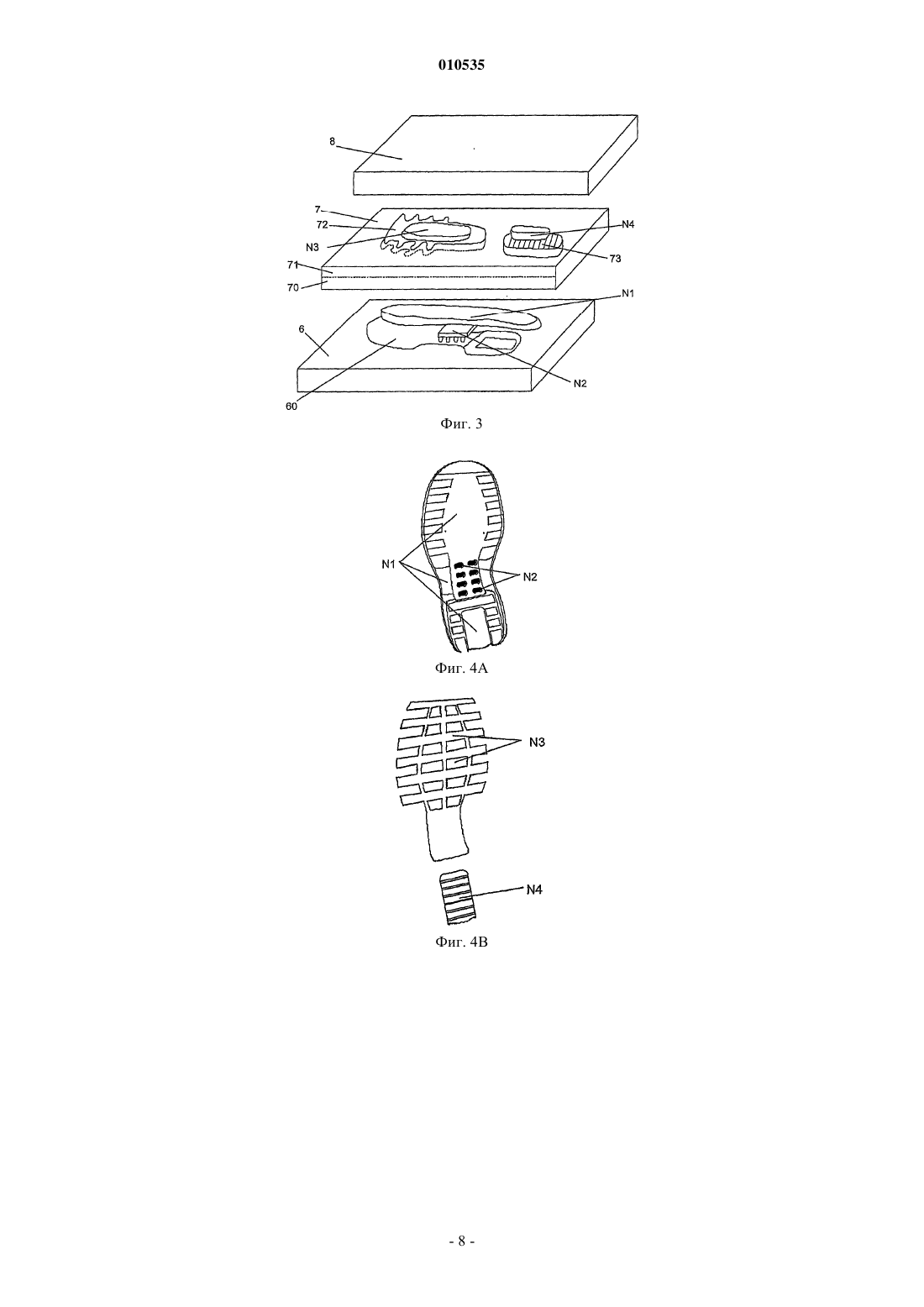
пресс-форму (6), содержащую полость (60) в виде матричной полости, которая соответствует отпечатку нижней подошвы, содержащей пятку, геленок и переднюю часть, и в которую вставляют элемент зацепления (N2) типа шипов, не доходящий до уровня поверхности, образованной пяткой и передней частью, на уровне голенка матричной полости;
решетку (7), содержащую на верхней стороне (71) первую полость (72) в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, и вторую полость (73) в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, и содержащую на нижней стороне (70) два выступа, имеющих форму, идентичную полостям верхней стороны, при этом нижнюю сторону (70) решетки (7) устанавливают в положении закрытия напротив матричной полости пресс-формы (6), оставляя в периферическом элементе (N1) нижней подошвы гнезда для элемента поглощения ударов (N4) пятки и элемента сцепления (N3) передней части; и
крышку (8), устанавливаемую в положении закрытия либо над верхней частью (71) решетки (7), соединенной с пресс-формой (6), либо непосредственнонад пресс-формой (6).
11. Способ изготовления нижней подошвы (2) ботинка (1) при помощи формовочного устройства, содержащего пресс-форму (6), решетку (7) и крышку (8), отличающийся тем, что содержит следующие этапы:
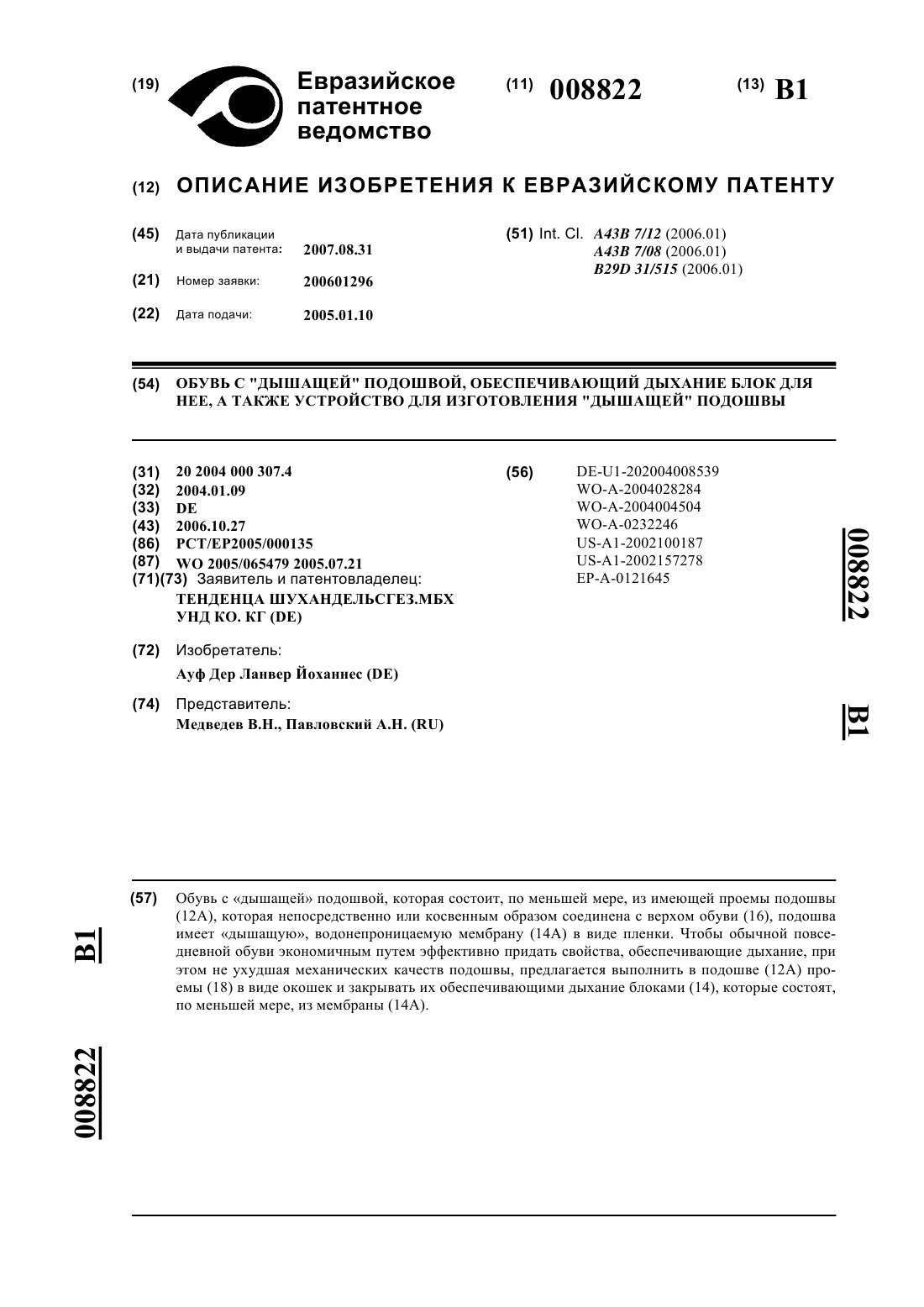
разные полости (72, 73, 60) заполняют (100) заготовкой из размягченного формовочного эластичного материала типа каучука, при этом заготовки выполнены из одинакового материала, но имеющего разный соответствующий состав, и вставляют элемент зацепления (N2) типа шипов, не доходящий до уровня поверхности, образованной пяткой и передней частью;
закрывают (200) формовочное устройство, содержащее пресс-форму (6), решетку (7) и крышку (8);
в формовочном устройстве осуществляют предварительную вулканизацию (300) для формирования основных элементов нижней подошвы (2);
открывают (400) формовочное устройство;
очищают (500) центральные полости, сформированные на периферическом элементе (N1) нижней подошвы (2), полученной после предварительной вулканизации в полости пресс-формы, и устанавливают (600) элемент сцепления (N3) и элемент поглощения ударов (N4) в очищенные полости периферического элемента (N1), вставленного в полость пресс-формы (6), при этом элемент сцепления (N3) и элемент поглощения ударов сформированы в полостях решетки во время предварительной вулканизации (300);
закрывают (700) формовочное устройство, содержащее крышку (8) и пресс-форму (6), полость которой содержит элемент зацепления (N2), периферический элемент (N1), элемент сцепления (N3) и элемент поглощения ударов (N4);
в формовочном устройстве осуществляют вулканизацию (800) для соединения периферического элемента (N1), элемента зацепления (N2), не доходящего до уровня поверхности, образованной пяткой и передней частью, элемента поглощения ударов (N4) и элемента сцепления (N3).
12. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап заполнения (100) различных полостей (72, 73, 60) формовочного устройства содержит следующие этапы:
в полость (60) пресс-формы (6) в виде матричной полости, соответствующей отпечатку нижней подошвы, вставляют (101) элемент зацепления, выполненный в виде предварительно вырезанной пластины, содержащей на своей нижней стороне шипы и расположенной на уровне геленка матричной полости, и в указанную полость (60) помещают заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента (N1) нижней подошвы (2), имеющего высокую твердость;
в первую полость (72) решетки (7) в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, помещают (102) заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента сцепления (N3) с поверхностью, имеющего низкую твердость,
во вторую полость (73) решетки (7) в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, помещают заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента поглощения ударов (N4), имеющего низкую твердость.
13. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап очистки (500) позволяет после этапа предварительной вулканизации (300) удалить сформованный эластичный материал периферическюую элемента (N1) нижней подошвы (2), расположенной в первой полости (60) пресс-формы (6), при этом эластичный материал удаляют в зоне, находящейся в середине передней части (3) и в середине геленка (4) между шипами элемента зацепления, для последующего размещения элемента сцепления (N3) нижней подошвы (2), и в зоне, находящейся в середине пятки (5), для последующего размещения элемента поглощения ударов (N4) нижней подошвы (2).
14. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап установки (600) элементов (N4, N3) решетки (7) в очищенные зоны пресс-формы (6) содержит следующие этапы:
элемент сцепления (N3) перемещают из первой полости (72) решетки (7) в первую полость, сформированную на периферическом элементе, вставленном в пресс-форму, при этом полость соответствует середине передней части (3) и продолжена к середине геленка (4) между шипами элемента зацепления (N2); и
элемент поглощения ударов (N4) перемещают из второй полости (73) решетки (7) во вторую полость, сформированную на периферическом элементе, вставленном в пресс-форму, при этом указанная вторая полость, сформированная на периферическом элементе, соответствует середине пятки (5).

Текст
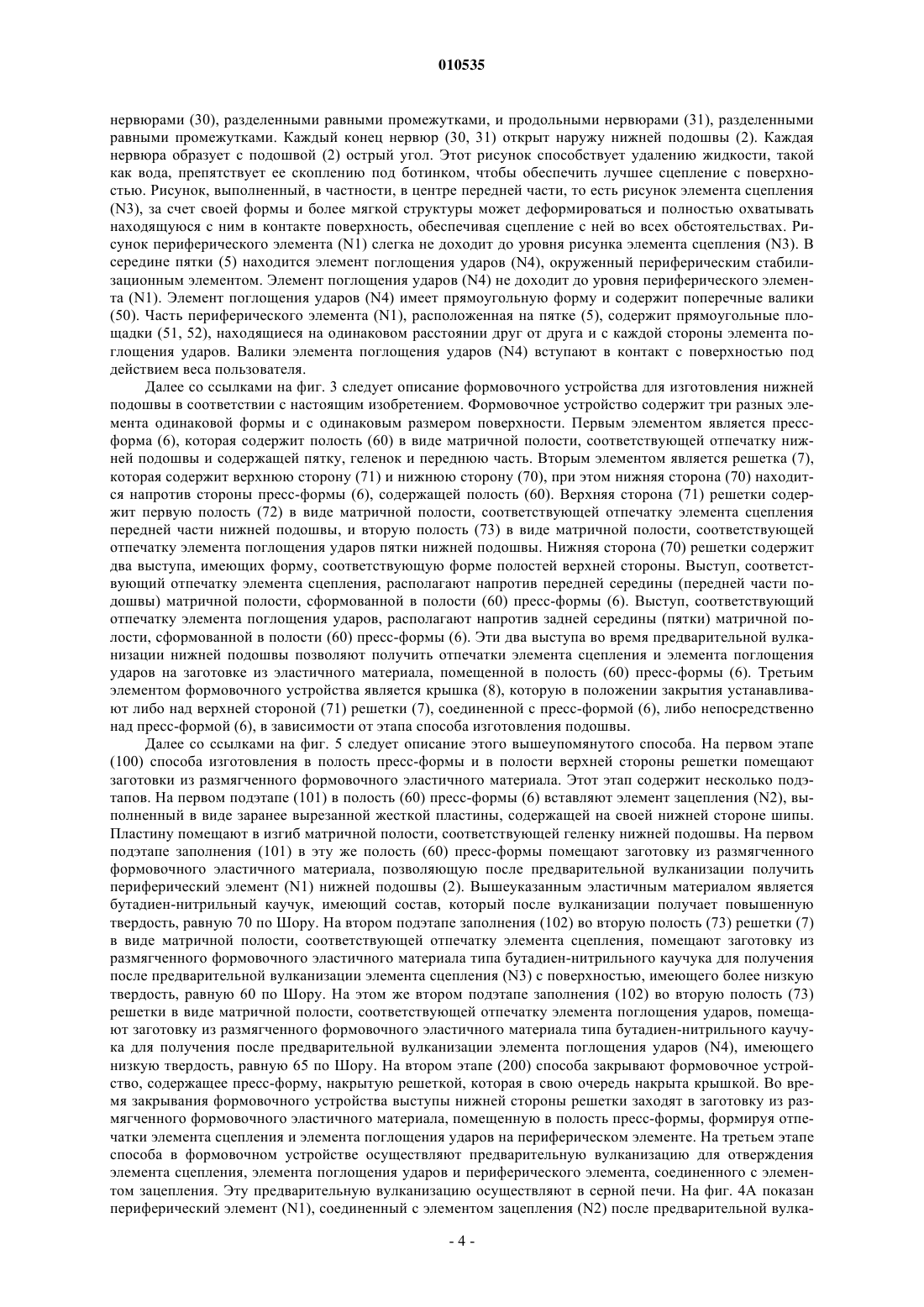
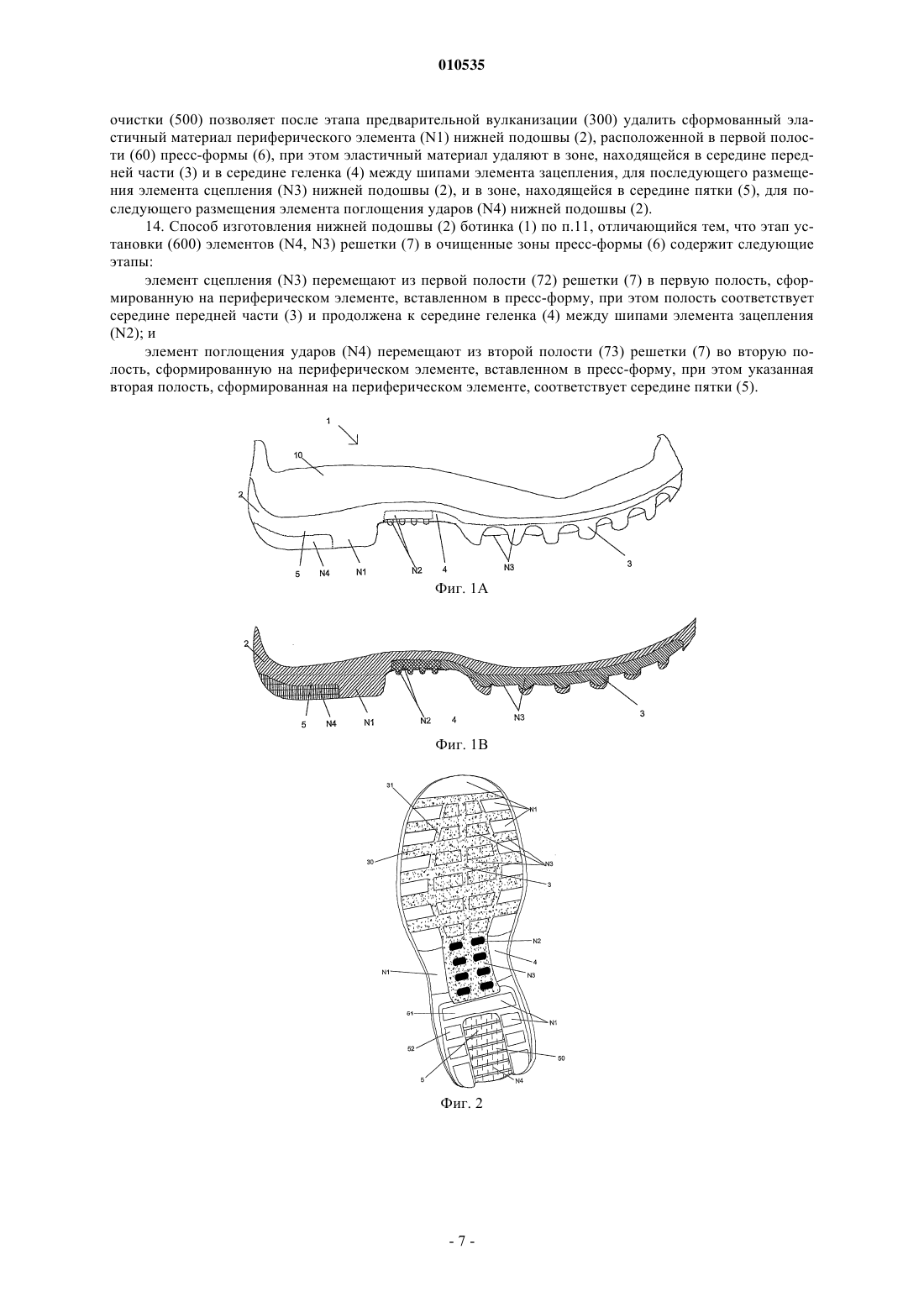
010535 Объектами настоящего изобретения являются подошва ботинка, выполненная из трех материалов,способ изготовления подошвы и устройство для изготовления. В частности, настоящее изобретение касается нижней подошвы из трех материалов, в частности, для безопасной обуви. Из предшествующего уровня техники известны обувные подошвы, содержащие либо систему стабилизации подошвы на поверхности, либо систему поглощения ударов ботинка, либо мягкую систему сцепления с поверхностью, либо систему, содержащую средства зацепления. Ни в одном из известных источников не предлагается сочетание всех этих систем в одной наружной контактной подошве. В европейском патенте EP 0548475 описана подошва для спортивной обуви, содержащая наружный слой, называемый контактным, который отличается мягкостью, сцеплением с поверхностью и сопротивлением истиранию. Контактный слой содержит по меньшей мере три зоны из одного материала и одной твердости, меньшей 45 по Шору. Первая главная зона обеспечивает механическое сцепление с поверхностью и расположена на периферии подошвы. Вторая зона обеспечивает удержание и сцепление ботинка с поверхностью и находится, в частности, на передней части и в середине ботинка. Третья зона, называемая нейтральной, находится на пятке ботинка. В этом патенте не раскрывается зона поглощения ударов на части контактного слоя, в частности на пятке, и не раскрывается средство зацепления, находящееся на наружной подошве под сводом стопы и препятствующее соскальзыванию с перекладин лестницы поднимающегося по ней человека. Чтобы восполнить первый недостаток, относящийся к элементу поглощения ударов, в нескольких патентах предлагается выполнять элементы поглощения ударов на пятке ботинка. Например, в корейском патенте KR 2002096148 предлагается амортизационный элемент ботинка, содержащий воздушную подушку, выполненную в пятке ботинка. В американском патенте US 2003/150133 описана система поглощения ударов, расположенная внутри пятки и содержащая две камеры - внутреннюю и, соответственно, внешнюю. Но в этих патентах не упоминается об элементах зацепления, выполненных на геленке ботинка. Для восполнения этого недостатка в некоторых патентах, в частности, относящихся к спортивной обуви, предлагаются шипы для зацепления с поверхностью, выполняемые на передней части подошвы ботинка. Как правило, такие шипы выполняют заостренными и/или жесткими. Если объединить все известные технические решения по изготовлению такой наружной подошвы,которая предлагается настоящим изобретением, процесс изготовления этой наружной подошвы потребует осуществления нескольких этапов изготовления для разных способов изготовления с разными материалами, используемыми для изготовления подошвы. Настоящее изобретение ставит перед собой задачу устранения определенных недостатков известных технических решений и предлагает наружную подошву, в частности, для безопасной обуви, содержащую материалы, позволяющие применять идентичный способ ее изготовления и при этом не ухудшающие своих качеств при контакте с веществами, содержащими углеводороды. В связи с этим объектом настоящего изобретения является подошва ботинка, содержащая нижнюю подошву и верхнюю подошву, при этом верхняя подошва является стелькой, а нижняя подошва содержит пятку, геленок и переднюю часть, отличающаяся тем, что нижняя подошва содержит периферический элемент стабилизации и удержания ступни, выполненный на периферии геленка,передней части и пятки; элемент поглощения ударов, выполненный в середине пятки и окруженный периферическим элементом; элемент зацепления типа шипов, выполненный в середине геленка подошвы и окруженный периферическим элементом; и элемент сцепления, обеспечивающий сцепление с поверхностью и выполненный в середине передней части и между шипами геленка подошвы,при этом эти четыре элемента неподвижно соединены друг с другом при помощи процесса вулканизации. Согласно отличительному признаку периферический элемент, элемент сцепления и элемент поглощения ударов выполнены, каждый, из эластичного материала типа бутадиен-нитрильного каучука,имеющего разную твердость для каждого элемента. Согласно другому отличительному признаку периферический элемент выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего более высокую твердость, близкую к 70 по Шору. Согласно другому отличительному признаку элемент сцепления выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 60 по Шору, обеспечивающего хорошее сцепление подошвы с любым типом поверхности и покрытия. Согласно другому отличительному признаку элемент поглощения ударов выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 65 по Шору. Согласно другому отличительному признаку элемент зацепления выполняют из эластичного материала. Согласно другому отличительному признаку передняя часть содержит рисунок из поперечных нер-1 010535 вюр, отделенных друг от друга равными промежутками, и продольных нервюр, отделенных друг от друга равными промежутками, при этом каждый конец нервюр является открытым наружу подошвы, и каждая нервюра образует острые углы с подошвой, позволяющие избежать скопления жидкости, чтобы повысить сцепление с поверхностью. Согласно другому отличительному признаку срединная часть геленка подошвы содержит элемент зацепления, содержащий по меньшей мере два ряда шипов, выступающих наружу подошвы, не доходя до уровня пятки и передней части нижней подошвы. Согласно другому отличительному признаку пятка содержит элемент поглощения ударов, окруженный периферическим элементом подошвы и содержащий поперечные валики, не доходящие до уровня периферического элемента, который содержит прямоугольные площадки, выполненные на равном расстоянии друг от друга по сторонам элемента поглощения ударов. Второй задачей настоящего изобретения является создание формовочного элемента, позволяющего устранить некоторые недостатки известных технических решений. В этой связи вторым объектом настоящего изобретения является формовочное устройство для изготовления нижней подошвы ботинка, при этом пресс-форма отличается тем, что содержит три разных элемента одинаковой формы и размера поверхности пресс-форму, содержащую полость в виде матричной полости, соответствующей отпечатку нижней подошвы, содержащей пятку, геленок и переднюю часть; решетку, содержащую на верхней стороне полость в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, и полость в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, и на нижней стороне два выступа, имеющих форму, идентичную полостям верхней стороны, при этом нижнюю сторону решетки устанавливают в положении закрытия напротив матричной полости пресс-формы, оставляя в периферическом элементе нижней подошвы гнезда для элемента поглощения ударов пятки и элемента сцепления передней части; и крышку, устанавливаемую в положении закрытия либо над верхней частью решетки, соединенной с пресс-формой, либо непосредственно над пресс-формой. Третьей задачей настоящего изобретения является разработка способа, позволяющего устранить некоторые недостатки известных технических решений. В связи с этим третьим объектом настоящего изобретения является способ изготовления нижней подошвы ботинка при помощи формовочного устройства, содержащего пресс-форму, решетку и крышку,отличающийся тем, что содержит следующие этапы: в полость пресс-формы вставляют элемент зацепления, и соответственно, в каждую полость прессформы и решетки помещают заготовку из размягченного формовочного эластичного материала типа каучука, при этом заготовки выполнены из одинакового материала, но имеют разный соответствующий состав; закрывают формовочное устройство, содержащее пресс-форму, решетку и крышку; в формовочном устройстве осуществляют предварительную вулканизацию для формирования основных элементов нижней подошвы; открывают формовочное устройство; очищают центральные полости, сформированные на периферическом элементе нижней подошвы,полученной после предварительной вулканизации в полости пресс-формы, и устанавливают элемент сцепления и элемент поглощения ударов в очищенные полости периферического элемента, вставленного в полость пресс-формы, при этом элемент сцепления и элемент поглощения ударов сформированы в полостях решетки во время предварительной вулканизации; закрывают формовочное устройство, содержащее крышку и пресс-форму, полость которой содержит элемент зацепления, периферический элемент, элемент сцепления и элемент поглощения ударов; в формовочном устройстве осуществляют вулканизацию для соединения между собой периферического элемента, элемента зацепления, элемента поглощения ударов и элемента сцепления. Согласно другому отличительному признаку, этап заполнения различных полостей формовочного устройства содержит следующие этапы: в полость пресс-формы в виде матричной полости, соответствующей отпечатку нижней подошвы,вставляют элемент зацепления, выполненный в виде заранее вырезанной пластины, содержащей на своей нижней стороне шипы и расположенной на уровне геленка отпечатка, и в указанную полость помещают заготовку из размягченного формовочного эластичного материала с возможностью формирования после предварительной вулканизации периферического элемента нижней подошвы, имеющего высокую твердость; в первую полость решетки в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, помещают заготовку из размягченного формовочного эластичного материала с возможностью формирования после предварительной вулканизации элемента сцепления с поверхностью, имеющего низкую твердость, и в полость в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, помещают заготовку из размяг-2 010535 ченного формовочного эластичного материала с возможностью формирования после предварительной вулканизации элемента поглощения ударов, имеющего низкую твердость. Согласно другому отличительному признаку этап очистки позволяет после этапа предварительной вулканизации удалить сформованный эластичный материал периферического элемента нижней части,расположенной в полости пресс-формы, при этом эластичный материал удаляют в зоне, находящейся в середине передней части и в середине геленка между шипами элемента зацепления, для последующего размещения элемента сцепления нижней подошвы, и в зоне, находящейся в середине пятки, для последующего размещения элемента поглощения ударов нижней подошвы. Согласно другому отличительному признаку этап установки элементов решетки в очищенные зоны пресс-формы содержит следующие этапы: элемент сцепления перемещают из первой полости решетки в первую полость, сформованную на периферическом элементе, вставленном в пресс-форму, при этом полость соответствует середине передней части, продолженной к середине геленка между шипами элемента зацепления; и элемент поглощения ударов перемещают из второй полости решетки во вторую полость, сформованную на периферическом элементе, вставленном в пресс-форму, при этом указанная вторая полость соответствует середине пятки. Другие отличительные признаки преимущества настоящего изобретения будут более очевидны из нижеследующего описания со ссылками на прилагаемые чертежи, на которых фиг. 1A изображает вид спереди подошвы согласно варианту выполнения настоящего изобретения; фиг. 1B - вид спереди в разрезе нижней части нижней подошвы согласно варианту выполнения настоящего изобретения; фиг. 2 - вид снизу нижней части нижней подошвы согласно варианту выполнения настоящего изобретения; фиг. 3 - схематичный вид формовочного устройства согласно варианту выполнения настоящего изобретения; фиг. 4 А - вид снизу периферического элемента и элемента зацепления нижней подошвы в соответствии с настоящим изобретением; фиг. 4 В - вид снизу элемента сцепления и элемента поглощения ударов нижней подошвы в соответствии с настоящим изобретением; фиг. 5 - блок-схему способа изготовления подошвы согласно варианту выполнения настоящего изобретения. Далее со ссылками на фиг. 1A, 1B, 2, 4 А и 4 В следует описание подошвы в соответствии с настоящим изобретением. Подошва (1) ботинка, показанная на фиг. 1, содержит верхнюю подошву (10), называемую стелькой, и нижнюю подошву (2), называемую контактной. Верхняя подошва (10) выполнена из материала типа полиуретана, обеспечивающего прилегание к ступне и являющегося максимально легким. Нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3). Нижняя подошва содержит периферический элемент (N1), расположенный на периферии геленка, передней части и пятки, элемент поглощения ударов (N4), расположенный в середине пятки, окруженной периферическим элементом, элемент зацепления (N2), расположенный в середине геленка подошвы, окруженного периферическим элементом (N1), и элемент сцепления (N3), расположенный в середине передней части (3) и на геленке (4) подошвы. Эти четыре элемента неподвижно соединены друг с другом при помощи способа вулканизации, который будет подробно описан ниже. Периферический элемент (N1), элемент сцепления(N3) и элемент поглощения ударов (N4) выполнены, каждый, из эластичного материала типа бутадиеннитрильного каучука. Эластичный материал каждого элемента имеет разную твердость. Периферический элемент (N1) обеспечивает большую устойчивость ботинка и хорошее удержание ступни на поверхности, поэтому эластичный материал периферического элемента имеет более высокую твердость, например, равную 70 по Шору. Этот эластичный материал высокой твердости обеспечивает также для всего периферического элемента (N1) стойкость по отношению к углеводородам, консистентным смазкам и маслам, а также теплостойкость ботинка. Элемент поглощения ударов (N4) выполнен из эластичного материала более низкой твердости, например, равной 65 по Шору. Этот элемент поглощения ударов (N4) позволяет амортизировать удары и обеспечивает оптимальное сцепление пятки (5) с поверхностью. Элемент сцепления (N3) выполнен из эластичного материала низкой твердости, например, равной 60 по Шору, и является более мягким, чтобы максимально обеспечивать хорошее сцепление нижней подошвы (2) с поверхностью и покрытием любого типа. Элемент зацепления (N2) тоже выполнен из эластичного материала типа каучука и содержит по меньшей мере два ряда не заостренных шипов. В варианте выполнения, показанном на фиг. 1A, 1B и 2, элемент зацепления, расположенный в середине геленка нижней подошвы, содержит 8 шипов, расположенных симметрично относительно друг друга. Эти шипы отделены друг от друга частью элемента сцепления. Эти шипы выступают наружу подошвы (2) и не доходят до уровня поверхности, образованной пяткой (5) и передней частью (3). Элемент зацепления (N2) позволяет пользователю обуви подниматься по перекладинам лестницы, не соскальзывая с них, так как шипы зацепляются за перекладины лестницы. Как показано на фиг. 2, передняя часть (3) подошвы содержит рисунок, образованный поперечными-3 010535 нервюрами (30), разделенными равными промежутками, и продольными нервюрами (31), разделенными равными промежутками. Каждый конец нервюр (30, 31) открыт наружу нижней подошвы (2). Каждая нервюра образует с подошвой (2) острый угол. Этот рисунок способствует удалению жидкости, такой как вода, препятствует ее скоплению под ботинком, чтобы обеспечить лучшее сцепление с поверхностью. Рисунок, выполненный, в частности, в центре передней части, то есть рисунок элемента сцепления(N3), за счет своей формы и более мягкой структуры может деформироваться и полностью охватывать находящуюся с ним в контакте поверхность, обеспечивая сцепление с ней во всех обстоятельствах. Рисунок периферического элемента (N1) слегка не доходит до уровня рисунка элемента сцепления (N3). В середине пятки (5) находится элемент поглощения ударов (N4), окруженный периферическим стабилизационным элементом. Элемент поглощения ударов (N4) не доходит до уровня периферического элемента (N1). Элемент поглощения ударов (N4) имеет прямоугольную форму и содержит поперечные валики(50). Часть периферического элемента (N1), расположенная на пятке (5), содержит прямоугольные площадки (51, 52), находящиеся на одинаковом расстоянии друг от друга и с каждой стороны элемента поглощения ударов. Валики элемента поглощения ударов (N4) вступают в контакт с поверхностью под действием веса пользователя. Далее со ссылками на фиг. 3 следует описание формовочного устройства для изготовления нижней подошвы в соответствии с настоящим изобретением. Формовочное устройство содержит три разных элемента одинаковой формы и с одинаковым размером поверхности. Первым элементом является прессформа (6), которая содержит полость (60) в виде матричной полости, соответствующей отпечатку нижней подошвы и содержащей пятку, геленок и переднюю часть. Вторым элементом является решетка (7),которая содержит верхнюю сторону (71) и нижнюю сторону (70), при этом нижняя сторона (70) находится напротив стороны пресс-формы (6), содержащей полость (60). Верхняя сторона (71) решетки содержит первую полость (72) в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, и вторую полость (73) в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы. Нижняя сторона (70) решетки содержит два выступа, имеющих форму, соответствующую форме полостей верхней стороны. Выступ, соответствующий отпечатку элемента сцепления, располагают напротив передней середины (передней части подошвы) матричной полости, сформованной в полости (60) пресс-формы (6). Выступ, соответствующий отпечатку элемента поглощения ударов, располагают напротив задней середины (пятки) матричной полости, сформованной в полости (60) пресс-формы (6). Эти два выступа во время предварительной вулканизации нижней подошвы позволяют получить отпечатки элемента сцепления и элемента поглощения ударов на заготовке из эластичного материала, помещенной в полость (60) пресс-формы (6). Третьим элементом формовочного устройства является крышка (8), которую в положении закрытия устанавливают либо над верхней стороной (71) решетки (7), соединенной с пресс-формой (6), либо непосредственно над пресс-формой (6), в зависимости от этапа способа изготовления подошвы. Далее со ссылками на фиг. 5 следует описание этого вышеупомянутого способа. На первом этапе(100) способа изготовления в полость пресс-формы и в полости верхней стороны решетки помещают заготовки из размягченного формовочного эластичного материала. Этот этап содержит несколько подэтапов. На первом подэтапе (101) в полость (60) пресс-формы (6) вставляют элемент зацепления (N2), выполненный в виде заранее вырезанной жесткой пластины, содержащей на своей нижней стороне шипы. Пластину помещают в изгиб матричной полости, соответствующей геленку нижней подошвы. На первом подэтапе заполнения (101) в эту же полость (60) пресс-формы помещают заготовку из размягченного формовочного эластичного материала, позволяющую после предварительной вулканизации получить периферический элемент (N1) нижней подошвы (2). Вышеуказанным эластичным материалом является бутадиен-нитрильный каучук, имеющий состав, который после вулканизации получает повышенную твердость, равную 70 по Шору. На втором подэтапе заполнения (102) во вторую полость (73) решетки (7) в виде матричной полости, соответствующей отпечатку элемента сцепления, помещают заготовку из размягченного формовочного эластичного материала типа бутадиен-нитрильного каучука для получения после предварительной вулканизации элемента сцепления (N3) с поверхностью, имеющего более низкую твердость, равную 60 по Шору. На этом же втором подэтапе заполнения (102) во вторую полость (73) решетки в виде матричной полости, соответствующей отпечатку элемента поглощения ударов, помещают заготовку из размягченного формовочного эластичного материала типа бутадиен-нитрильного каучука для получения после предварительной вулканизации элемента поглощения ударов (N4), имеющего низкую твердость, равную 65 по Шору. На втором этапе (200) способа закрывают формовочное устройство, содержащее пресс-форму, накрытую решеткой, которая в свою очередь накрыта крышкой. Во время закрывания формовочного устройства выступы нижней стороны решетки заходят в заготовку из размягченного формовочного эластичного материала, помещенную в полость пресс-формы, формируя отпечатки элемента сцепления и элемента поглощения ударов на периферическом элементе. На третьем этапе способа в формовочном устройстве осуществляют предварительную вулканизацию для отверждения элемента сцепления, элемента поглощения ударов и периферического элемента, соединенного с элементом зацепления. Эту предварительную вулканизацию осуществляют в серной печи. На фиг. 4 А показан периферический элемент (N1), соединенный с элементом зацепления (N2) после предварительной вулка-4 010535 низации. Точно так же, на фиг. 4 В показаны элемент сцепления (N3) и элемент поглощения ударов (N4) после предварительной вулканизации. На четвертом этапе (400) формовочное устройство открывают. Затем на пятом этапе (500) производят очистку полостей, сформированных выступами решетки в периферическом элементе отвержденной нижней подошвы после предварительной вулканизации. Этап очистки позволяет удалить отвержденный эластичный материал, полученный после предварительной вулканизации, периферического элемента нижней подошвы, находящейся в полости пресс-формы. Эластичный материал удаляют из полости, сформированной в середине передней части и продолженной к середине геленка между шипами элемента зацепления, для установки элемента сцепления. Эластичный материал удаляют также из полости, сформированной в середине пятки, для установки элемента поглощения ударов. Затем на шестом этапе (600) элемент сцепления, отвержденный во время предварительной вулканизации в первой полости решетки, помещают в полость, сформированную в середине периферического элемента, находящегося в полости пресс-формы. И элемент поглощения ударов, отвержденный во второй полости решетки во время предварительной вулканизации, помещают в очищенную полость,сформированную в задней середине периферического элемента. На седьмом этапе (700) способа прессформу формовочного устройства закрывают крышкой. Наконец, на восьмом и последнем этапе способа осуществляют вулканизацию формовочного устройства для соединения между собой периферического элемента, элемента зацепления, элемента поглощения ударов и элемента сцепления. Этот этап осуществляют в серной печи. Для специалистов в данной области должно быть очевидно, что настоящее изобретение позволяет осуществлять многочисленные другие варианты, не выходя при этом за рамки заявленной области применения изобретения. Следовательно, представленные варианты выполнения можно рассматривать в качестве примеров и их можно изменять в пределах объема правовой защиты, определенного прилагаемой формулой изобретения, и изобретение не ограничивается вышеописанными отличительными признаками. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Подошва ботинка (1), содержащая нижнюю подошву (2) и верхнюю подошву (10), при этом верхняя подошва (10) является стелькой, а нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3), отличающаяся тем, что нижняя подошва (2) содержит периферический элемент (N1) стабилизации и удержания ступни, выполненный на периферии геленка (4), передней части (3) и пятки (5); элемент поглощения ударов (N4), выполненный в середине пятки (5) и окруженный периферическим элементом (N1); элемент зацепления (N2) типа шипов, выполненный в середине геленка (4) подошвы и окруженный периферическим элементом, при этом элемент зацепления не доходит до уровня поверхности, образованной пяткой (5) и передней частью (3); и элемент сцепления (N3), обеспечивающий сцепление с поверхностью и выполненный в середине передней части (3) и между шипами геленка (4) нижней подошвы (2),при этом эти четыре элемента неподвижно соединяют друг с другом при помощи процесса вулканизации. 2. Подошва ботинка по п.1, отличающаяся тем, что периферический элемент (N1), элемент сцепления (N3) и элемент поглощения ударов (N4) выполнены из эластичного материала типа бутадиеннитрильного каучука, имеющего разную твердость для каждого элемента. 3. Подошва ботинка по одному из пп.1 или 2, отличающаяся тем, что периферический элемент (N1) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего более высокую твердость, близкую к 70 по Шору. 4. Подошва ботинка по одному из пп.1-3, отличающаяся тем, что элемент сцепления (N3) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 60 по Шору, и обеспечивающего хорошее сцепление подошвы с любым типом поверхности и покрытия. 5. Подошва ботинка (1) по одному из пп.1-4, отличающаяся тем, что элемент поглощения ударов(N4) выполняют из эластичного материала типа бутадиен-нитрильного каучука, имеющего низкую твердость, близкую к 65 по Шору. 6. Подошва ботинка (1) по одному из пп.1-5, отличающаяся тем, что элемент зацепления (N2) выполняют из эластичного материала типа каучука. 7. Подошва ботинка (1) по одному из пп.1-6, отличающаяся тем, что передняя часть (3) содержит рисунок из поперечных нервюр (30), отделенных друг от друга равными промежутками, и продольных нервюр (31), отделенных друг от друга равными промежутками, при этом каждый конец нервюр является открытым наружу нижней подошвы (2), и каждая нервюра образует острые углы с нижней подошвой (2),позволяющие избежать скопления жидкости, для повышения сцепления с поверхностью. 8. Подошва ботинка (1) по одному из пп.1-7, отличающаяся тем, что середина геленка (4) нижней-5 010535 подошвы (2) содержит элемент зацепления (N2), содержащий по меньшей мере два ряда шипов, выступающих наружу подошвы (1), не доходя до уровня пятки (5) и передней части (3) нижней подошвы (2). 9. Подошва ботинка по одному из пп.1-8, отличающаяся тем, что пятка (5) содержит элемент поглощения ударов (N4), окруженный периферическим элементом (N1) нижней подошвы (2) и содержащий поперечные валики (50), не доходящие до уровня периферического элемента (N1), который содержит прямоугольные площадки (51, 52), выполненные на равном расстоянии друг от друга по сторонам элемента поглощения ударов (N4). 10. Формовочное устройство для изготовления нижней подошвы (2) ботинка (1), отличающееся тем, что содержит три разных элемента одинаковой формы и с одинаковым размером поверхности: пресс-форму (6), содержащую полость (60) в виде матричной полости, которая соответствует отпечатку нижней подошвы, содержащей пятку, геленок и переднюю часть, и в которую вставляют элемент зацепления (N2) типа шипов, не доходящий до уровня поверхности, образованной пяткой и передней частью, на уровне голенка матричной полости; решетку (7), содержащую на верхней стороне (71) первую полость (72) в виде матричной полости,соответствующей отпечатку элемента сцепления передней части нижней подошвы, и вторую полость(73) в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, и содержащую на нижней стороне (70) два выступа, имеющих форму, идентичную полостям верхней стороны, при этом нижнюю сторону (70) решетки (7) устанавливают в положении закрытия напротив матричной полости пресс-формы (6), оставляя в периферическом элементе (N1) нижней подошвы гнезда для элемента поглощения ударов (N4) пятки и элемента сцепления (N3) передней части; и крышку (8), устанавливаемую в положении закрытия либо над верхней частью (71) решетки (7), соединенной с пресс-формой (6), либо непосредственно над пресс-формой (6). 11. Способ изготовления нижней подошвы (2) ботинка (1) при помощи формовочного устройства,содержащего пресс-форму (6), решетку (7) и крышку (8), отличающийся тем, что содержит следующие этапы: разные полости (72, 73, 60) заполняют (100) заготовкой из размягченного формовочного эластичного материала типа каучука, при этом заготовки выполнены из одинакового материала, но имеющего разный соответствующий состав, и вставляют элемент зацепления (N2) типа шипов, не доходящий до уровня поверхности, образованной пяткой и передней частью; закрывают (200) формовочное устройство, содержащее пресс-форму (6), решетку (7) и крышку (8); в формовочном устройстве осуществляют предварительную вулканизацию (300) для формирования основных элементов нижней подошвы (2); открывают (400) формовочное устройство; очищают (500) центральные полости, сформированные на периферическом элементе (N1) нижней подошвы (2), полученной после предварительной вулканизации в полости пресс-формы, и устанавливают (600) элемент сцепления (N3) и элемент поглощения ударов (N4) в очищенные полости периферического элемента (N1), вставленного в полость пресс-формы (6), при этом элемент сцепления (N3) и элемент поглощения ударов сформированы в полостях решетки во время предварительной вулканизации(300); закрывают (700) формовочное устройство, содержащее крышку (8) и пресс-форму (6), полость которой содержит элемент зацепления (N2), периферический элемент (N1), элемент сцепления (N3) и элемент поглощения ударов (N4); в формовочном устройстве осуществляют вулканизацию (800) для соединения периферического элемента (N1), элемента зацепления (N2), не доходящего до уровня поверхности, образованной пяткой и передней частью, элемента поглощения ударов (N4) и элемента сцепления (N3). 12. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап заполнения (100) различных полостей (72, 73, 60) формовочного устройства содержит следующие этапы: в полость (60) пресс-формы (6) в виде матричной полости, соответствующей отпечатку нижней подошвы, вставляют (101) элемент зацепления, выполненный в виде предварительно вырезанной пластины,содержащей на своей нижней стороне шипы и расположенной на уровне геленка матричной полости, и в указанную полость (60) помещают заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента (N1) нижней подошвы (2), имеющего высокую твердость; в первую полость (72) решетки (7) в виде матричной полости, соответствующей отпечатку элемента сцепления передней части нижней подошвы, помещают (102) заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента сцепления (N3) с поверхностью, имеющего низкую твердость,во вторую полость (73) решетки (7) в виде матричной полости, соответствующей отпечатку элемента поглощения ударов пятки нижней подошвы, помещают заготовку из размягченного формовочного эластичного материала для последующего формирования, производимого после предварительной вулканизации, элемента поглощения ударов (N4), имеющего низкую твердость. 13. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап-6 010535 очистки (500) позволяет после этапа предварительной вулканизации (300) удалить сформованный эластичный материал периферического элемента (N1) нижней подошвы (2), расположенной в первой полости (60) пресс-формы (6), при этом эластичный материал удаляют в зоне, находящейся в середине передней части (3) и в середине геленка (4) между шипами элемента зацепления, для последующего размещения элемента сцепления (N3) нижней подошвы (2), и в зоне, находящейся в середине пятки (5), для последующего размещения элемента поглощения ударов (N4) нижней подошвы (2). 14. Способ изготовления нижней подошвы (2) ботинка (1) по п.11, отличающийся тем, что этап установки (600) элементов (N4, N3) решетки (7) в очищенные зоны пресс-формы (6) содержит следующие этапы: элемент сцепления (N3) перемещают из первой полости (72) решетки (7) в первую полость, сформированную на периферическом элементе, вставленном в пресс-форму, при этом полость соответствует середине передней части (3) и продолжена к середине геленка (4) между шипами элемента зацепления(N2); и элемент поглощения ударов (N4) перемещают из второй полости (73) решетки (7) во вторую полость, сформированную на периферическом элементе, вставленном в пресс-форму, при этом указанная вторая полость, сформированная на периферическом элементе, соответствует середине пятки (5).
МПК / Метки
МПК: B29D 31/518, B29D 31/51, A43B 13/24, B29D 31/50
Метки: трёх, устройство, изготовления, подошвы, способ, ботинка, подошва, материалов
Код ссылки
<a href="https://eas.patents.su/10-10535-podoshva-botinka-iz-tryoh-materialov-sposob-izgotovleniya-podoshvy-i-ustrojjstvo-dlya-izgotovleniya-podoshvy.html" rel="bookmark" title="База патентов Евразийского Союза">Подошва ботинка из трёх материалов, способ изготовления подошвы и устройство для изготовления подошвы</a>
Ботинок с теплоотдающей подошвой и теплоотдающая подошва ботинка
Номер патента: 7438
Опубликовано: 27.10.2006
Автор: Ведениг Кристоф
МПК: A43B 7/02
Метки: теплоотдающая, подошва, ботинка, теплоотдающей, ботинок, подошвой
Формула / Реферат:
1. Ботинок с теплоотдающей подошвой и подобная подошва с каблуком, внутри которой расположено подошвенное нагревательное устройство, причем подошвенное нагревательное устройство выполнено в виде генератора (3) теплоты трения, который содержит две обращенные друг к другу, прилегающие, в основном, плашмя друг к другу или расположенные на небольшом расстоянии друг от друга, в основном, параллельно друг к другу поверхности (310, 320) трения или...
Обувь с “дышащей” подошвой, обеспечивающий дыхание блок для нее, а также устройство для изготовления “дышащей” подошвы
Номер патента: 8822
Опубликовано: 31.08.2007
Автор: Ауф Дер Ланвер Йоханнес
МПК: B29D 31/515, A43B 7/08, A43B 7/12...
Метки: дышащей, изготовления, обувь, блок, подошвы, обеспечивающий, дыхание, устройство, подошвой, также, нее
Формула / Реферат:
1. Обувь с "дышащей" подошвой (12), состоящая, по меньшей мере, из имеющей проемы "дышащей" подошвы (12А), водонепроницаемой, имеющей вид пленки мембраны (14А) и верха обуви (16), непосредственно или косвенно прочно соединенного с подошвой, отличающаяся тем, что подошва (12А) имеет по меньшей мере один проем в виде окошка (18), который закрыт обеспечивающим дыхание блоком (14), состоящим, по меньшей мере, из мембраны (14А). 2. Обувь по п.1,...
Водонепроницаемая и воздухопроницаемая подошва для обуви и способ ее изготовления
Номер патента: 6664
Опубликовано: 24.02.2006
Авторы: Полегато Моретти Марио, Феррарезе Антонио
МПК: A43B 7/12
Метки: водонепроницаемая, обуви, способ, изготовления, подошва, воздухопроницаемая
Формула / Реферат:
1. Водонепроницаемая воздухопроницаемая подошва (10) для обуви, отличающаяся тем, что она содержит подошву (11), изготовленную из кожи или аналогичного воздухопроницаемого и водопроницаемого материала, которая, по меньшей мере частично, покрыта на верхнем участке мембраной (12), изготовленной из воздухопроницаемого и водонепроницаемого материала и присоединяемой по периметру к подошве (11) уплотняющим кольцом (14), полученным способом...
Способ и устройство для изготовления комбинированных нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 3719
Опубликовано: 28.08.2003
Автор: Орланди Витторио
Метки: способ, гидродинамического, изготовления, иглопрокалывания, нетканых, посредством, комбинированных, материалов, устройство
Формула / Реферат:
1. Способ изготовления комбинированного холста из нетканого материала для поглощения и аккумулирования жидкостей и т.п., состоящего из прочеса чесальной машины, который для упрочнения обрабатывают, и уложенного на упрочненный прочес целлюлозного слоя, например, из волокон древесной пульпы, который приводят в прочный контакт с прочесом, отличающийся тем, что прочес перед покрытием сверхпоглощающим материалом предварительно упрочняют в сухом...
Способ и устройство для изготовления слоистых нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 4031
Опубликовано: 25.12.2003
Автор: Фляйсснер Герольд
МПК: A61L 15/16, A61F 13/15, B32B 5/26...
Метки: нетканых, посредством, устройство, слоистых, способ, гидродинамического, изготовления, материалов, иглопрокалывания
Формула / Реферат:
1. Способ изготовления слоистого нетканого материала по меньшей мере из одного несущего нетканого полотна, такого как фильерное нетканое полотно, и одного наложенного на это несущее нетканое полотно, например, слоя целлюлозной массы, для изготовления изделия гигиенического назначения, отличающийся тем, что фильерное нетканое полотно перед нанесением слоя уплотняют в сухом виде со сверхпоглощающим материалом для предварительного упрочнения, затем...
Предыдущий патент: Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов
Следующий патент: Центрифуга непрерывного действия с пористым слоем
Случайный патент: Автоматизированный способ диагностики (варианты)