Возвратная пластмассовая тара, способ нанесения выполненной только краской маркировки на полимерную поверхность
Номер патента: 1009
Опубликовано: 28.08.2000
Авторы: Блом Патрик Йоханнес, Брандт Томас Линн, Росенс Эрвин Антон, Уилкенз Даниел Натаниел
Формула / Реферат
1. Возвратная пластмассовая тара, по меньшей мере, с одной поверхностью с выполненной только краской маркировкой, содержащей, по меньшей мере, один слой красителя и слой активируемого адгезива, причем маркировка является удаляемой с поверхности без разрушительной обработки поверхности, и маркировка скреплена, по меньшей мере, с одной поверхностью путем активирования слоя активируемого адгезива.
2. Тара по п.1, отличающаяся тем, что поверх слоя красителя нанесено прозрачное защитное покрытие.
3. Тара по любому из пп.1, 2, отличающаяся тем, что слой адгезива является активируемым нагреванием адгезивом.
4. Тара по любому из пп.1-3, отличающаяся тем, что адгезив выбран с возможностью потери своей скрепляющей способности при обработке водным щелочным раствором.
5. Тара по любому из пп.1-4, отличающаяся тем, что, по меньшей мере, часть поверхности состоит из полиэтилена.
6. Тара по любому из пп.1-5, отличающаяся тем, что выполненная только краской маркировка содержит сросшийся адгезивный слой изображения, предпочтительно вместе с защитным слоем.
7. Тара по любому из пп.1-6, отличающаяся тем, что красителем является полимерный краситель, предпочтительно краситель на виниловой или акриловой основе.
8. Тара по любому из пп.1-7, отличающаяся тем, что адгезив является активируемым нагреванием адгезивом с температурой первоначального склеивания не более 90шС.
9. Тара по п.8, отличающаяся тем, что адгезив является уретаново-акриловым адгезивом.
10. Тара по любому из пп.1-9, отличающаяся тем, что защитный слой основан на акриловом парафине.
11. Способ нанесения выполненной только краской маркировки на полимерную поверхность, заключающийся в
- обеспечении поверхности, предпочтительно перемещающейся с постоянной скоростью;
- представлении полученной выворотной печатью и выполненной только краской маркировки, содержащей, по меньшей мере, слой красителя и слой активируемого адгезива на подложке, причем маркировка выполнена с возможностью отделения от своей подложки; и
- переносе выполненной только краской маркировки на полимерную поверхность.
12. Способ по п.11, отличающийся тем, что полимерную поверхность активируют перед представлением полученной выворотной печатью маркировки.
13. Способ по п.12, отличающийся тем, что активированием является огневая обработка.
14. Способ по любому из пп.11-13, отличающийся тем, что адгезив активируют нагреванием, а поверхность нагревают перед представлением полученной выворотной печатью маркировки.
15. Способ по любому из пп.11-14, отличающийся тем, что на перенесенную маркировку наносят прозрачное защитное покрытие.
16. Способ по любому из пп.11-15, отличающийся тем, что поверхность, предпочтительно вместе с защитным покрытием, подвергают одному или нескольким циклам обработки нагреванием, таким как огневая обработка, для сращивания нанесенных материалов.
17. Способ по любому из пп.11-16, отличающийся тем, что его применяют для получения ящиков по любому из пп.1-10.

Текст
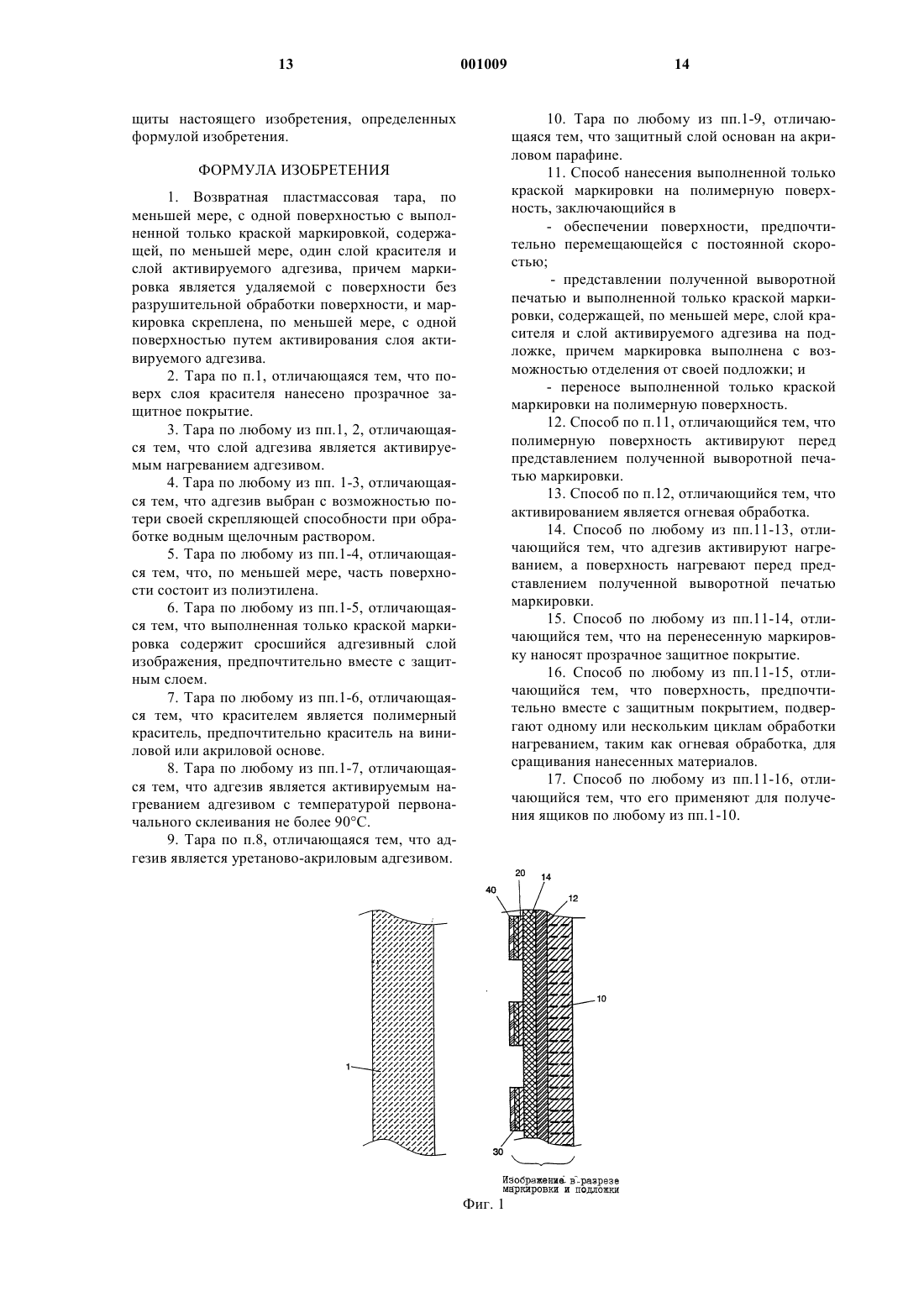
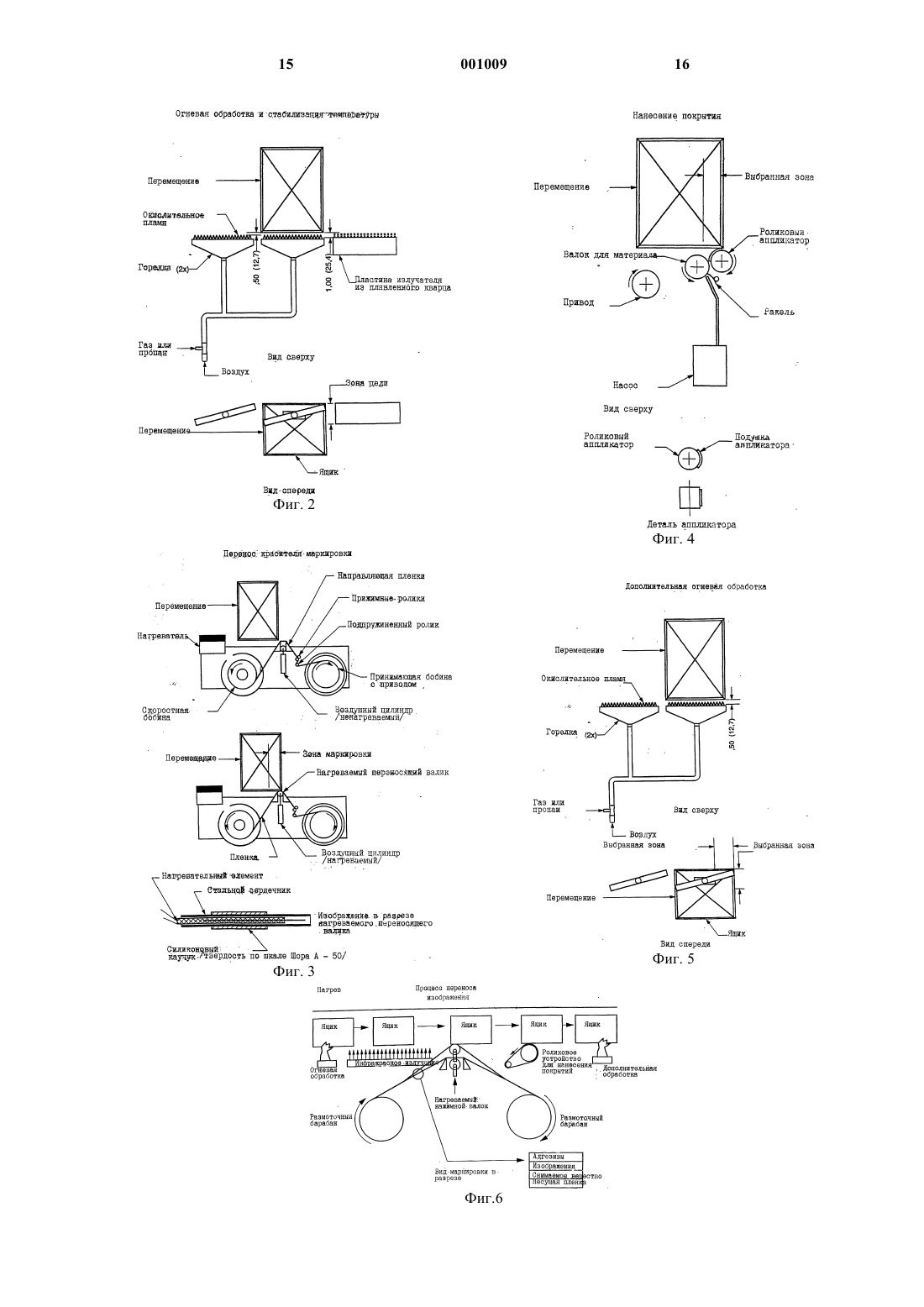
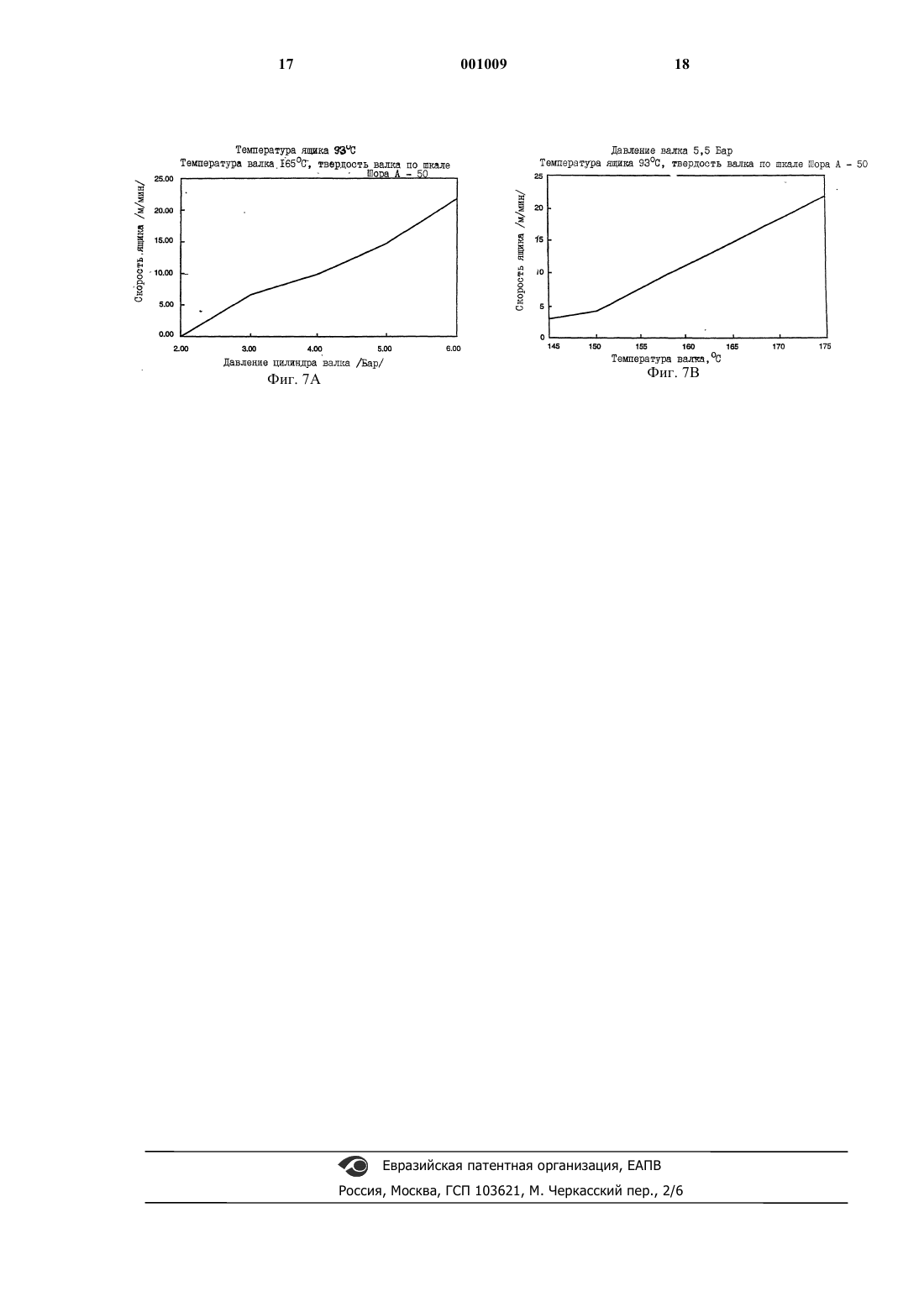
1 Предшествующий уровень техники Настоящее изобретение относится к возвратной пластмассовой таре, по меньшей мере,одной с выполненной только краской меткой, к способу нанесения выполненной только краской метки на полимерную поверхность и к системе применения возвращаемой тары. Конкретнее настоящее изобретение относится к приемам маркировки возвратной пластмассовой тары и более конкретно к нанесению на пластмассовую тару декоративных и/или информационных маркировок. Еще более конкретно изобретение относится к технике использования маркировочного состава, при которой на полимерную подложку наносят только графические красители, к способу нанесения на тару маркировочных красителей, к способу их упрочнения путем герметизации с помощью нанесения покрытия в сочетании с последующей обработкой, и, наконец, к возможности удаления маркировки из сложного красителя, не изменяя при этом тары, т.е. без разрушительной обработки поверхности подложки, так чтобы на нее можно было нанести маркировку повторно. В настоящее время маркировку на пластмассовые решетчатые ящики (тару) наносят одним из трех различных способов. Наиболее распространенный способ заключается в нанесении по сетчатому трафарету не удаляемого постоянного изображения перед применением у конечного пользователя. Такая маркировка обеспечивает получение долговечной отделки двух или трех цветов, способствующей продвижению упакованной продукции на потребительском уровне. Этот способ обладает ограниченными по сравнению с другими способами возможностями в отношении цвета, недостаточно совершенной графикой при отсутствии гибкости в отношении возможности внесения графических изменений с целью удовлетворения меняющимся требованиям рынка, что ведет к образованию больших запасов устаревших изделий, а также тенденцией к появлению признаков износа уже после четырех (4) оборотов (обычно тара в течение ожидаемого срока службы совершает 60 оборотов), и является относительно дорогостоящим по сравнению с другими способами маркировки. Второй способ предусматривает наклеивание на пластмассовую тару во время заполнения и закупоривания печатных бумажных ярлыков. Этот вид маркировки обладает почти неограниченными возможностями. Однако этот вид маркировки имеет низкую сопротивляемость возможности повреждения во время подъемнотранспортных операций и под воздействием влаги, не выдерживая требующейся для возвратной тары процедуры мойки, и поэтому требует повторного нанесения маркировки. Третий, недавно разработанный способ маркировки, предусматривает нанесение тонкого, приклеивающегося под давлением ярлыка. 2 Этот способ находит широкое применение, но обеспечивает ограниченный срок службы ярлыка, который трудно удалить в случае необходимости, и является сравнительно дорогостоящим. Потребность в возвратной таре является непосредственным результатом предпочтений со стороны промышленности, а также законодательства по отношению к возвратной (повторно заполняемой) таре в различных частях мира вместо одноразовой упаковки. В этом виде среды утилизации образовался новый рынок обработки упакованной тары для напитков. Это в настоящее время справедливо в отношении тары для повторно заполняемых пластмассовых и стеклянных бутылок. В некоторых странах, и в особенности в Европе, затрачивают крупные средства на создание распределительных систем, опирающихся главным образом на концепцию применения возвратной тары. Обычно единственным представлением продукции на таком рынке утилизации (повторного заполнения) является то, которое может быть отпечатано на наружной стороне тары. Исходя из соображений возможности выполнения подъемно-транспортных операций, наличия пространства и хранения на наружной поверхности отпечатывают только информацию, относящуюся к рынку, товарному знаку, продвижению продукции на рынок, а также ее шифр. Причина заключается в том, что обычно тару складируют в торговых предприятиях, таких как гастрономические магазины, таким образом, что видны только боковые и торцевые поверхности. При этом информация на указанных сторонах ящиков является единственным признаком, позволяющим отличить один продукт от другого. При использовании возвратной решетчатой тары было бы очень желательно иметь возможность использовать унифицированную тару для самых различных видов и марок продукции. Однако это возможно только при наличии легкого и недорогого способа нанесения на тару изображения или отпечатка, который так же легко удаляется после возвращения тары на разливочную линию для повторного заполнения. С другой стороны требуется, чтобы маркировка, изображение или отпечаток на ящике был долговечным, в особенности во время транспортировки и хранения, и более важно сохранение его долговечности во влажной среде. В соответствии с этим целью настоящего изобретения является создание возвратной пластмассовой тары с отпечатком, маркировкой или изображением, по меньшей мере, на одной из его поверхностей, обладающим долговечностью и способным противостоять в процессе использования царапанию, износу, воздействию атмосферных условий и влаги, но легко удаляемому при мытье тары после возвращения на фабрику. Другой целью настоящего изобретения является создание способа маркировки пластмас 3 совых контейнеров, таких как тары для бутылок с напитками. Еще одной целью настоящего изобретения является маркировка пластмассовых контейнеров во время их заполнения бутылками с напитками, так чтобы маркировка служила указателем конкретного содержания. Кроме того, целью настоящего изобретения является получение на пластмассовой таре маркировки, невосприимчивой ко всем контактам в процессе подъемно-транспортных операций, а также к воздействию среды во время складирования как в помещении, так и на открытом воздухе. Кроме того, целью настоящего изобретения является то, чтобы маркировка при желании легко и полностью удалялась при стандартной мойке ящиков, применяемой после возвращения пластмассового ящика на предприятие, выпускающее напитки, для повторного заполнения. Кроме того, целью настоящего изобретения является обеспечение возможности контролировать свойства маркировки в отношении ее удаления, так чтобы она не могла быть удалена или повреждена при стандартных условиях мойки ящика, но только при особых, более жестких условиях мойки. Целью настоящего изобретения является использование в маркировке полного диапазона графики, от простой одноцветной до полной фотографической репродукции. И, наконец, целью настоящего изобретения являются также простота и низкая стоимость. Сущность изобретения Эти и другие цели достигаются с помощью возвратной пластмассовой тары, являющейся предметом настоящего изобретения и имеющей,по меньшей мере, одну поверхность, снабженную выполненной только краской маркировкой,которая выполнена с возможностью ее удаления с помощью мытья едкой щелочью, причем маркировка закреплена на, по меньшей мере, одной поверхности тары с помощью активированного адгезивного слоя. В этом отношении термин "выполненная только краской маркировка" применяется для обозначения маркировки, не имеющей бумажной или пластмассовой основы, но включающей образующий изображение слой красителя, который нанесен непосредственно на поверхность. Довольно часто поверхность остается, по меньшей мере, частично видимой сквозь слой изображения. Выполненная только краской маркировка может быть с удобством нанесена на поверхность путем переноса изображения с использованием выполненной выворотной печатью маркировки. Маркировка, которая должна использоваться согласно настоящему изобретению, основывается по существу на выполненном краской изображении без материала основы. Выполненное краской изображение закреплено на по 001009 4 верхности адгезивом, а поверхность изображения может быть закреплена защитным слоем. Настоящее изобретение обладает заметными преимуществами по сравнению с существующими системами, основанными на применении бумажных или пластмассовых ярлыков. Для удаления таких ярлыков требуется дорогостоящее оборудование высокого давления, в особенности в том случае, когда ярлыки требуется разместить на прилегающих сторонах тары. Удаление ярлыков с помощью простого намачивания, как в настоящем изобретении, практически невозможно. Кроме того, остатки ярлыков могут засорять оборудование для мытья ящиков. Система, согласно настоящему изобретению, является менее дорогостоящей и в меньшей степени вредной для окружающей среды,поскольку остатки выполненной только краской маркировки легко извлекаются из сточных вод и поддаются утилизации. Настоящее изобретение дает также возможность использовать маркировку для сканирования, например, путем включения в нее универсального (штрихового) кода продуктов, который может быть использован для обозначения получателя, указания содержимого и иной информации, которая может потребоваться. Система позволяет также производителю уменьшить запас тары, поскольку отпадает необходимость в хранении запаса тары всех марок и типов. Система, согласно настоящему изобретению позволяет производителю содержать только один вид тары для каждого вида материалов,например, бутылок, вне зависимости от сорта материалов. Это позволяет в очень значительной степени уменьшить запас тары. Конечно,уменьшение может оказаться еще больше, если вся промышленность страны или континента примет решения пользоваться этой системой. В таком случае многие различные производители (занимающиеся разливом) емкостей с напитками будут пользоваться одинаковой тарой (ящиками), сохраняя индивидуальную рыночную идентификацию с помощью настоящего изобретения. В то же время будет усовершенствована улучшенная, удобная для пользователя и экономически эффективная система утилизации. Такая система может быть использована на национальном, и даже на многонациональном уровне. Согласно предпочтительному варианту осуществления изобретения поверх выполненной только краской маркировки нанесено прозрачное защитное покрытие. Это покрытие улучшает сопротивляемость маркировки воздействию окружающей среды. Обычно материал защитного покрытия совместим с материалом красителя. Более предпочтительно все материалы, адгезив, краситель и защитное покрытие,основываются на акрилатных полимерах. Для дальнейшего повышения долговечности марки 5 ровки может оказаться желательным после нанесения маркировки (и покрытия) выполнить одну или несколько операций обработки. Такая обработка обеспечивает сращивание материалов из различных слоев, что способствует увеличению срока службы без снижения при этом возможностей смывания. За счет тщательного выбора химического состава маркировки, использования защитного покрытия и характера последующей обработки можно регулировать характеристики маркировки, в особенности в отношении поведения во время мытья ящика. Конкретнее существует возможность создать такую систему, чтобы маркировка удалялась во время стандартного мытья. Это означает, что после каждого такого возвращения на завод по разливу напитков маркировка удаляется и наносится новая, возможно иная маркировка. С другой стороны, маркировка может быть выполнена настолько долговечной, что не будет удалена или повреждена во время обычного мытья тары, но только в случае применения особого, жесткого способа мытья. Таким образом, маркировка не является постоянной, однако обладает всеми преимуществами постоянной маркировки, например, по сетчатому трафарету, без присущих ей недостатков,таких как высокий уровень затрат на инвестиции и энергопотребление, отсутствие гибкости и малое количество цветов. Выбор адгезива, который должен использоваться для крепления изображения маркировки к поверхности тары, будет, по меньшей мере,частично определяться предполагаемым сроком службы маркировки, одноразового или многоразового использования. Конечно, адгезив должен оставаться пригодным к удалению во время мытья тары. Адгезив должен быть активирован перед или во время нанесения изображения на тару. Легкий и в общем предпочтительный способ нанесения изображения заключается в использовании активируемых теплом адгезивов,которые наносятся на изображение в форме выполненной выворотной печатью маркировки. Другие способы предусматривают использование адгезивов, которые могут активироваться под воздействием радиации, химических веществ, электронно-лучевого, микроволнового,ультрафиолетового излучения и т.п. Возможно такое использование адгезивов, которые могут активироваться путем фотоинициирования,влажности, воздействия ферментов, давления или ультразвуковой обработки. Предпочтительным является использование адгезивов, которые активируются или теплом, или давлением. Последний случай включает также адгезивы, требующие давления или сохранения сцепления, хотя они могут обладать определенной клейкостью без давления. Адгезив предпочтительно находится на обратной стороне изображения до его нанесения на поверхность тары (ящика). Однако существу 001009 6 ет также возможность нанести адгезив на тару до переноса изображения. Другой возможностью является использование в изображении красителей, в состав которых включен адгезив. Защитный слой в случае его применения,может быть нанесен после переноса на тару изображения, например, с помощью обычного валкового устройства для нанесения покрытий. В альтернативном варианте осуществления изображения защитный слой может быть частью материала изображения при его переносе. Настоящее изобретение включает также способ нанесения выполненной только краской маркировки на полимерную поверхность, в частности на поверхность тары. Способ, являющийся предметом настоящего изобретения, содержит в наиболее широком варианте:- обеспечение поверхности, которая предпочтительно перемещается с постоянной скоростью;- нанесение выполненной выворотной печатью маркировки на подложку, отделимой от этой подложки, причем маркировку предпочтительно надпечатывают активируемым адгезивом, и- перенос красителя маркировки на полимерную поверхность. Маркировку наносят на полимерную поверхность, предпочтительно подвергнутую поверхностной обработке и температурной стабилизации. Нанесение маркировки осуществляют путем переноса красителя с пленочной подложки с помощью валика, подушки, ракеля или воздушного шабера. Предпочтительным является применение нагретого валика под давлением. Как было указано выше,адгезив может находиться или на маркировке,или на полимерной поверхности. Адгезив необходимо активировать перед или во время переноса. В зависимости от типа адгезива способ активирования может различаться. Специалисту в данной области будет понятно, какой способ активирования требуется. В случае адгезива,склеивающего при нажатии, давление будет прикладываться во время переноса. В случае использования адгезива, активируемого теплом,желательно предварительно нагреть полимерную поверхность, при желании в сочетании с нагретой системой переноса, такой как валик. В предпочтительном варианте осуществления изобретения используют адгезив, активируемый теплом, в сочетании с предварительным нагреванием полимерной поверхности. Когда активируемый теплом адгезив, отпечатанный поверх красителя, становится клейким, краситель отделяется от пленочной подложки и скрепляется с пластмассовой поверхностью. Маркировки могут представляться в рулоне, с которого осуществляется перенос изображений на подложку, возможно в сочетании с операцией резания. Возможно также представить пакет отдельных маркировок при исполь 7 зовании подходящего устройства для их нанесения. В зависимости от требований к изображению может оказаться предпочтительным нанести поверх него защитное покрытие. Это покрытие может быть нанесено как часть выполненной выворотной печатью маркировки во время переноса изображения. В предпочтительном варианте осуществления изображения защитное покрытие наносят после переноса изображения,например, с помощью валкового устройства нанесения покрытия. В этой ситуации поверхность переноса покрывается тонким слоем защитного покрытия,такого как акриловый парафин. Затем производится дополнительная обработка, предпочтительно одна или несколько операций термообработки. При этой обработке материалы маркировки сращиваются без скрепления, и при этом предполагается, что долговечная связь, полученная таким образом, достигается посредством взаимной диффузии адгезивной и пластмассовой поверхностей. В случае, если изображение должно быть более долговечным, например, для многоразового использования, желательно использовать или более долговечное покрытие, такое как уретан, и/или более продолжительную, более жесткую дополнительную обработку. Хорошо известно, что полимерные материалы, и в особенности полиэтилен высокого давления, с трудом образуют связь с адгезивами. Изобретение описывает особый способ обработки поверхности с тем, чтобы гарантировать быстрое и экономичное получение адгезивного сцепления. Важным открытием, описанным в изобретении, является сращивание материалов маркировки и поверхностного покрытия путем воздействия на участок с маркировкой очень высокой температурой в течение нескольких секунд для повышения долговечности и стойкости к влаге. Этот процесс позволяет изменить состав маркировки, получив вместо ряда нанесенных друг на друга слоев, которые легко растворяются при погружении в воду на 2 и более часа,сросшиеся матрицы адгезива маркировки, красители маркировки и наружное покрытие. Во время нагревания происходит взаимная диффузия адгезивного материала и пластмассовой поверхности. Одновременное сращивание и взаимная диффузия в этом предпочтительном варианте осуществления изобретения ведут к получению очень долговечной матрицы маркировки. Устойчивость к погружению в воду может варьироваться от нескольких часов до нескольких недель за счет варьирования времени воздействия высокой температуры и самой температуры. Следует отметить, что устойчивость к погружению в воду необработанной маркировки,являющейся предметом настоящего изобрете 001009 8 ния, может быть достаточной, поскольку она никогда не теряет полностью своего сцепления с полимерной поверхностью. Сцепление только ослабевает, просушивание восстанавливает прочность сцепления до первоначальной величины. После достижения требующейся долговечности маркировки необходимо также удалить маркировку после того, как она выполнила свое назначение по идентификации содержания тары перед потреблением. Пустой пластмассовый контейнер и бутылки для напитков возвращаются на предприятие, выпускающее напитки, для повторного заполнения. Пластмассовые контейнеры моют. Во время этого мытья маркировка должна быть или полностью удалена, или остаться на поверхности неповрежденной, в зависимости от конкретных условий (одноразовое или многоразовое применение). В первом случае подвергнутый термообработке адгезив, применяемый для скрепления матрицы красителя, будучи долговечным в воде,разрушается в моющем растворе, предпочтительно в горячей едкой щелочи, что позволяет полностью удалить маркировку и адгезив. Остатки маркировки отфильтровывают из щелочного раствора. Во втором случае маркировку удаляют только тогда, когда условия мойки меняют на удаление маркировки, например, путем использования продолжительного намачивания и/или более крепкого щелочного раствора, при желании в сочетании с применением струй под высоким давлением (жидкости или газа). Альтернативные способы удаления изображений без разрушающей обработки поверхности подложки (полимерной) содержат удаление химическим способом (растворителями),обработку ультразвуком, охлаждением, нагреванием, щетками, ферментами, обработку в вакууме, отслаивание и облучение, например,ультрафиолетовым излучением. Возможно также, конечно, сочетание различных способов. Может оказаться желательным разместить технологическое оборудование таким образом,чтобы нанесение маркировки на пластмассовые контейнеры осуществлялось последовательно в процессе обычного продвижения по разливочному предприятию, так чтобы маркировка на таре (ящике) соответствовала содержимому бутылок. Описание чертежей Фиг. 1 - Маркировка после теплового переноса; фиг. 2 - обработка поверхности и температурная стабилизация; фиг. 3 - нанесение маркировки и перенос красителя; фиг. 4 - нанесение покрытия; фиг. 5 - дополнительная обработка; фиг. 6 - специфический пример осуществления процесса переноса изображения. 9 Подробное описание изобретения Предпочтительный вариант осуществления маркировки и ее нанесения согласно настоящему изобретению будет описан сначала со ссылкой на фиг. 1, на которой показан пластмассовый контейнер (1) и маркировка, приготовленная к нанесению. Этикетка отпечатана на пленочной подложке (10), которой может служить любая тонкая пленка, но которая в описанном случае является полипропиленом толщиной 2 миля (0,051 мм). (14) - это акриловое покрытие,которое может применяться или не применяться, в зависимости от типа и источника имеющейся пленки. (12) снимаемый материал, покрывающий пленку. В случае настоящего изобретения это силикон, который наносится во время изготовления пленки. (20) представляет весь отпечатанный материал красителя. В зависимости от графических особенностей маркировки и требований к непрозрачности материалы красителя могут иметь до пяти (5) различных цветов в одном или нескольких слоях, некоторые из которых перекрывают друг друга. (30) и(40) представляют два (2) слоя адгезива, указывающие на накопление адгезива в количестве от 0,5 до 1,5 фунтов (226-680 г) на стопу, в зависимости от однородности маркируемой поверхности и жесткости контейнера, на который наносят маркировку. После применения все печатные материалы переносятся с подложки в виде силиконовой пленки со снимаемым покрытием. Печатные материалы красителей выполнены на основе виниловых или акриловых смол, окрашены пигментами, устойчивыми к воздействию температуры и ультрафиолетового излучения. В случае белого красителя в качестве пигмента выбирают диоксид титана. Размеры частиц пигмента составляют от трех (3) до пяти (5) мкм. Печатный адгезив является модифицированным уретаном акрилом с температурой первоначального склеивания порядка 175F (80C). Эта температура первоначального склеивания очень важна для процесса маркировки пластмассы,поскольку определяет требующуюся температуру пластмассовой поверхности в момент переноса. В процессе маркировки конкретного пластмассового контейнера на внутренней поверхности не имеется опоры, и поэтому желательно поддерживать температуру пластмассы на уровне ниже 200F (93C), чтобы не допустить коробления поверхности после достижения ею температуры деформации в процессе переноса маркировки. Далее будет описан способ нанесения маркировки в порядке его выполнения. На фиг. 2 показана технология обработки поверхности и температурной стабилизации. Для осуществления адгезии двух полимерных материалов требуется наличие множества условий, таких как чистота, давление, температура, длительность контакта, шероховатость поверхности, переме 001009 10 щение во время скрепления и толщина адгезивной пленки. Важным дополнительным соображением является критическое поверхностное натяжение. Общепринятый способ измерения критического поверхностного натяжения с раствором Дюна хорошо известен. Для большинства случаев применения адгезива критическое поверхностное натяжение полиэтилена составляет 31 Дюн/см. Был проведен ряд испытаний,которые показали, что для наилучшего сцепления описанного ранее адгезива с поверхностью полиэтилена необходим уровень обработки до 60-70 Дюн/см. Дальнейшие испытания поставляемого промышленностью оборудования показывают, что огневая обработка позволяет оптимизировать и капитальные затраты, и эксплуатационные затраты, и время, требующиеся для выполнения ключевой обработки поверхности. Для того, чтобы адгезив быстро достиг и сохранял клейкость, необходимо нагреть полиэтиленовый контейнер перед тем, как адгезив маркировки коснется ее. Для того, чтобы избежать деформации тары, желательно не нагревать поверхность до температуры, превышающей 200F (93C). Поскольку температура поверхности после огневой обработки составляет приблизительно 125F (52C), необходимо нагреть поверхность приблизительно на 75F(24 С). И в этом случае для осуществления нагрева существует широкий выбор. Были испробованы горячий воздух, дополнительные огневые нагреватели, отапливаемые газом панели инфракрасного излучения и электрические керамические панели, но все они, как оказалось,или слишком медленно работают, или с трудом поддаются управлению. Было обнаружено, что наиболее свободную передачу по воздуху энергии инфракрасного излучения без отрицательного воздействия на окружающие условия обеспечивает электронагреваемая плоская излучающая пластина из плавленного кварца с зональным контролем при локализованном переносе маркировки. При эмиссионной способности 0,9 для полиэтилена нужная температура в пределах от 1650F (900C) до 1725F (940C) обеспечивает испускание наиболее эффективных для поглощения длин волн (от 2,5 до 3,2 мкм) инфракрасного излучения. Мощность испытанного блока составила 60 Вт/кв.дюйм (9,2 Вт/кв.см). Время, требующееся для нагревания полиэтиленовой поверхности на нужные 75F (24C) составило 4,5 с при расстоянии от излучающей пластины, равном 2,5 см. На фиг. 3 показан способ нанесения маркировки, при котором печатные красящие материалы переносятся с подложки из полипропиленовой пленки на полиэтиленовую поверхность с использованием показателей клейкости активированного нагреванием адгезива для преодоления сцепления слоя красителя 14 с коронированным силиконовым покрытием 12. Факторами, от которых зависит перенос, являются дли 11 тельность контакта, температура во время контакта и натяжение пленки во время контакта, в особенности натяжение пленки после отделения красителя. Влияние, хотя и не переменное, оказывает диаметр нажимного валка. В данном случае применения диаметр валка составляет 38 мм. Валки изготовлены из силиконовой резины на стальном сердечнике, причем твердость резины по шкале Шора А составляет от 50 до 80. Следует отметить, что деформация (сплющивание) резинового валка оказывается меньше при более высокой твердости, в результате чего площадь контакта меньше, а давление переноса больше. Это важно при более высоких скоростях работы технологической линии, когда длительность контакта сводится к минимуму. Так,длительность контакта ящика, перемещающегося со скоростью 18,3 м/мин (60 футов/мин) мимо валка диаметром 38 мм, составит 1 мс на 1 поворота валка при отсутствии деформации валка. Давление валка обеспечивается воздушным цилиндром, который приводится в действие обычным клапаном с электромагнитным управлением, управление которым в свою очередь осуществляется с двух (2) неконтактных переключателей, один из которых подводит, а другой отводит валок. Очевидны и не перечисляются другие средства, такие как механические соединения. Давление распределяется по длине цилиндра и, для определенного красителя, перенос осуществляется в диапазоне от 12 до 17 кг/см длины валка. См. фиг. 7 А. Таким образом, изобретение позволяет пленке продвигаться в точности с такой же скоростью, с какой ящик (тара) продвигается мимо валка из-за прилипания активированного нагреванием адгезива к сильно нагретой поверхности ящика. Нажимной валик, который вращается свободно, сохраняет тангенциальную скорость,равную линейной скорости пленки и ящика. Благодаря этому краситель переносится полностью и без искажений. Для целей быстрого и полного сцепления нажимной валок формуется на полом сердечнике. Внутри полого сердечника подвешен резистивный нагреватель, управление которым осуществляется через контроллер. Нагревательный элемент мощностью 500 Вт будет поддерживать любую заданную температуру поверхности валка. Для целей изобретения температура поверхности валка должна составлять от 250F до 370F (от 120 С до 190 С). См. фиг. 7 В. В качестве печатной подложки могут использоваться многие виды полимерных пленок с силиконовым покрытием. Жаропрочные пленки типа полиэфиров могут применяться в постоянном контакте с нагреваемым валком. Низкотемпературные пленки типа полипропилена должны быть защищены от контакта с нагреваемым валком во время пауз в операции маркировки. Для осуществления этого при отводе валка для 12 поддержки пленки используют направляющие пленки. Направляющие устанавливаются для сохранения между направляющими и поверхностью, на которую наносится маркировка, зазора,равного приблизительно 13 мм. В то же время валок отводится приблизительно на 13 мм за пленку. Поддержание таких зазоров позволяет избежать растягивания и деформации пленки. Жаропрочные пленки не нуждаются в направляющих. Также было обнаружено, что натяжение пленки, в особенности со стороны выхода пленки из-под валка, играет важную роль для полного переноса красителя. В ходе испытаний было обнаружено, что полезным является непрерывное натяжение, равное приблизительно 2,5 кг. Оно достигается с помощью плавающего рычага и валика. Для перемещения и точной установки пленки до следующей маркировки используются обычные прижимные ролики и шаговый электродвигатель, с использованием печатной метки для приведения в действие оптического сканирующего устройства. Защита красителя от случайного царапания при подъемно-транспортных работах, а также обеспечение его устойчивости к атмосферному воздействию при хранении на открытом воздухе достигаются за счет применения водной эмульсии парафина на акриловой основе, как показано на фиг. 4. Ее наносят роликовым аппликатором, на который с влажного валка поступает контролируемое количество покрытия. Контроль осуществляется ракелем. Покрытие распространяется за пределы краев нанесенного рисунка и обеспечивает защиту этих краев от попадания влаги. Конечной операцией обработки является сращивание слоев покрытия, красителя маркировки и адгезива, а также взаимная диффузия адгезивного слоя и полиэтиленовой подложки,как показано на фиг. 5. Это открытие было сделано в ходе широких испытаний многих нагревательных систем. Также, как было обнаружено,что огневая обработка является наилучшим способом придания поверхности нужной энергии для прикрепления маркировки. Было обнаружено, что огневая обработка маркировки и покрытия была наилучшим способом достижения требующейся долговечности при погружении в воду без потери механических характеристик или изменения внешнего вида нанесенной маркировки, или деформации полиэтиленового ящика (тары). На фиг. 6 показан разработанный в настоящее время наилучший способ выполнения изобретения. Можно предположить возможность внесения в описанный выше вариант осуществления изобретения дальнейших изменений, при сохранении при этом многих преимуществ и не выходя за пределы существа и объема патентной за 13 14 10. Тара по любому из пп.1-9, отличающаяся тем, что защитный слой основан на акриловом парафине. 11. Способ нанесения выполненной только краской маркировки на полимерную поверхность, заключающийся в- представлении полученной выворотной печатью и выполненной только краской маркировки, содержащей, по меньшей мере, слой красителя и слой активируемого адгезива на подложке, причем маркировка выполнена с возможностью отделения от своей подложки; и- переносе выполненной только краской маркировки на полимерную поверхность. 12. Способ по п.11, отличающийся тем, что полимерную поверхность активируют перед представлением полученной выворотной печатью маркировки. 13. Способ по п.12, отличающийся тем, что активированием является огневая обработка. 14. Способ по любому из пп.11-13, отличающийся тем, что адгезив активируют нагреванием, а поверхность нагревают перед представлением полученной выворотной печатью маркировки. 15. Способ по любому из пп.11-14, отличающийся тем, что на перенесенную маркировку наносят прозрачное защитное покрытие. 16. Способ по любому из пп.11-15, отличающийся тем, что поверхность, предпочтительно вместе с защитным покрытием, подвергают одному или нескольким циклам обработки нагреванием, таким как огневая обработка, для сращивания нанесенных материалов. 17. Способ по любому из пп.11-16, отличающийся тем, что его применяют для получения ящиков по любому из пп.1-10. щиты настоящего изобретения, определенных формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Возвратная пластмассовая тара, по меньшей мере, с одной поверхностью с выполненной только краской маркировкой, содержащей, по меньшей мере, один слой красителя и слой активируемого адгезива, причем маркировка является удаляемой с поверхности без разрушительной обработки поверхности, и маркировка скреплена, по меньшей мере, с одной поверхностью путем активирования слоя активируемого адгезива. 2. Тара по п.1, отличающаяся тем, что поверх слоя красителя нанесено прозрачное защитное покрытие. 3. Тара по любому из пп.1, 2, отличающаяся тем, что слой адгезива является активируемым нагреванием адгезивом. 4. Тара по любому из пп. 1-3, отличающаяся тем, что адгезив выбран с возможностью потери своей скрепляющей способности при обработке водным щелочным раствором. 5. Тара по любому из пп.1-4, отличающаяся тем, что, по меньшей мере, часть поверхности состоит из полиэтилена. 6. Тара по любому из пп.1-5, отличающаяся тем, что выполненная только краской маркировка содержит сросшийся адгезивный слой изображения, предпочтительно вместе с защитным слоем. 7. Тара по любому из пп.1-6, отличающаяся тем, что красителем является полимерный краситель, предпочтительно краситель на виниловой или акриловой основе. 8. Тара по любому из пп.1-7, отличающаяся тем, что адгезив является активируемым нагреванием адгезивом с температурой первоначального склеивания не более 90 С. 9. Тара по п.8, отличающаяся тем, что адгезив является уретаново-акриловым адгезивом.
МПК / Метки
МПК: B65D 25/20, B65C 9/18
Метки: краской, полимерную, возвратная, маркировки, выполненной, нанесения, тара, пластмассовая, поверхность, способ
Код ссылки
<a href="https://eas.patents.su/10-1009-vozvratnaya-plastmassovaya-tara-sposob-naneseniya-vypolnennojj-tolko-kraskojj-markirovki-na-polimernuyu-poverhnost.html" rel="bookmark" title="База патентов Евразийского Союза">Возвратная пластмассовая тара, способ нанесения выполненной только краской маркировки на полимерную поверхность</a>
Способ нанесения удаляемой печатной маркировки на контейнер
Номер патента: 455
Опубликовано: 26.08.1999
Автор: Стенберген Йоханнес Фемминус
Метки: маркировки, удаляемой, контейнер, способ, нанесения, печатной
Формула / Реферат:
1. Способ нанесения удаляемой печатной маркировки на контейнер, предусматривающий, что слой краски, который образует печатное изображение, переносят на контейнер с несущей пленки, на которую слой краски был нанесен посредством традиционной типографской технологии, при этом слой краски снабжают на стороне, контактирующей с контейнером, связующим для прикрепления слоя краски к контейнеру, которое обладает такими свойствами, что в нормальных...
Способ маркировки ценных объектов
Номер патента: 573
Опубликовано: 29.12.1999
Авторы: Тюнтяев Владимир Васильевич, Тихонов Андрей Алексеевич, Штокман Илья Олегович
МПК: B41M 5/24
Метки: ценных, маркировки, объектов, способ
Формула / Реферат:
1. Способ маркировки ценных объектов, включающий нанесение на поверхность маркируемого объекта комбинации условных элементов с помощью бесцветного красителя, видимого при УФ облучении, и введение нанесенной комбинации в базу данных, отличающийся тем, что нанесение комбинации условных элементов на поверхность маркируемого объекта осуществляют при УФ облучении, которому затем подвергают поверхность объекта с нанесенной на неё комбинацией условных...
Переводная этикетка, тара, содержащая переводной слой, способ мойки тары
Номер патента: 487
Опубликовано: 26.08.1999
Авторы: Блом Патрик Йоханнес, Брандт Томас Линн, Тернер Нил Доналд, Росенс Эрвин Антон
МПК: B65D 23/08, G09F 3/10
Метки: тары, содержащая, этикетка, переводной, переводная, слой, мойки, тара, способ
Формула / Реферат:
1. Переводная этикетка, содержащая опорный слой и переводной слой, прикреплённый с возможностью отделения к опорному слою и содержащий слой краски, отличающаяся тем, что переводной слой содержит на каждой стороне от слоя краски верхний и нижний слой защитной оболочки соответственно, причём верхний и нижний слои защитной оболочки соприкасаются друг с другом вне периметра слоя краски с образованием замкнутой оболочки вокруг слоя краски. 2....
Пластмассовая безопасная пробка
Номер патента: 390
Опубликовано: 24.06.1999
Авторы: Цамоургели Хелен, Цамоургелис Илиас
МПК: B65D 47/28
Метки: безопасная, пластмассовая, пробка
Формула / Реферат:
1. Пластмассовая безопасная пробка, отличающаяся тем, что: - головка (К) объекта, соответствующим образом снабженная выпускным отверстием (Н), снабжена также двумя ответвлениями (Е1) и (Е2), отходящими от нее и далее присоединенными к надавливателю (О). Ответвления (El), (E2) и надавливатель (О) вместе образуют рабочий механизм. Надавливатель (О) присоединен гибкой пластиной (М) к подвижной крышке (F) с обеспечением поворота подвижной крышки...
Пластмассовая распределительная коробка с блоками розеток
Номер патента: 289
Опубликовано: 25.02.1999
Автор: Шилхэм Ян Л.
МПК: H02G 3/18
Метки: блоками, пластмассовая, распределительная, розеток, коробка
Формула / Реферат:
1. Распределительная коробка (38) для использования с системой подвесного перекрытия, имеющей подпорки для поддержания панелей перекрытия, содержащая(a) корпус (40), имеющий множество боковых стенок (62), соединенных с образованием замкнутого периметра и дна;(b) по меньшей мере, один блок розеток (46) для размещения выводов, причем блок розеток (46) прикреплен, по меньшей мере, к одной боковой стенке; и(c) направляющие (58), выполненные на...
Предыдущий патент: Способ получения производных целлюлозы
Следующий патент: Съемные блоки для тубуса эндоскопа, эндоскоп
Случайный патент: Клопидогрель и его полиморфные формы