Пластмассовый патрубок
Формула / Реферат
1. Способ запечатывания пластмассового патрубка (150, 170) между двумя стенками пакета из фольги, причем указанный патрубок имеет тело, образующее проход для извлечения среды из пакета и/или введения среды в пакет, при этом на противоположных сторонах тела в его нижней части сформированы области запечатывания для приваривания к примыкающей стенке из фольги, образованные тонкими, гибкими запечатываемыми стенками, отходящими вниз от тела патрубка и ограничивающими между собой по существу овальное пространство, включающий операцию прижима стенок из фольги к запечатываемым стенкам посредством прижимных средств, отличающийся тем, что каждая запечатываемая стенка (158, 159, 171, 172) тела патрубка выполнена с кривизной по всей длине для обеспечения выпуклой формы каждой запечатываемой стенки по всей длине относительно мнимой плоскости, проходящей через примыкающие друг к другу дальние концы запечатываемых стенок, причем стенки из фольги прижимают к запечатываемым стенкам посредством прижимных средств без использования поддерживающего элемента, обеспечивающего внутреннюю поддержку запечатываемых стенок.
2. Способ по п.1, отличающийся тем, что запечатываемые стенки имеют максимальную толщину 2 мм.
3. Способ по п.1 или 2, отличающийся тем, что запечатываемые стенки выполнены с возможностью изгиба в поперечном направлении относительно своей плоскости и поддерживаются с внутренних сторон.
4. Способ по любому из пп.1-3, отличающийся тем, что наружные стороны запечатываемых стенок выполнены ровными.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что тело содержит поперечную стенку, которая проходит в поперечном направлении относительно запечатываемых стенок, и в которой выполнен указанный проход.
6. Способ по п.5, отличающийся тем, что поперечная стенка выполнена с одним или более гофрами, ориентированными в поперечном направлении относительно плоскости этой стенки и придающими поперечной стенке гибкость, за счет чего поперечная стенка обеспечивает возможность упругого смещения запечатываемых стенок.
7. Способ по п.6, отличающийся тем, что поперечная стенка имеет V-образную или U-образную форму и соединяет верхние кромки запечатываемых стенок.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что патрубок снабжен выступающей наружу трубчатой частью, выходящей за пределы запечатываемых стенок и образующей по меньшей мере часть прохода для среды.
9. Способ по п.8, отличающийся тем, что выступающая наружу трубчатая часть снабжена одним или более окружными фланцами, предназначенными, в частности, для зацепления средств манипулирования патрубком.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что тело выполнено с возможностью посадки закрывающего элемента, например снабжено винтовой резьбой для колпачка.

Текст
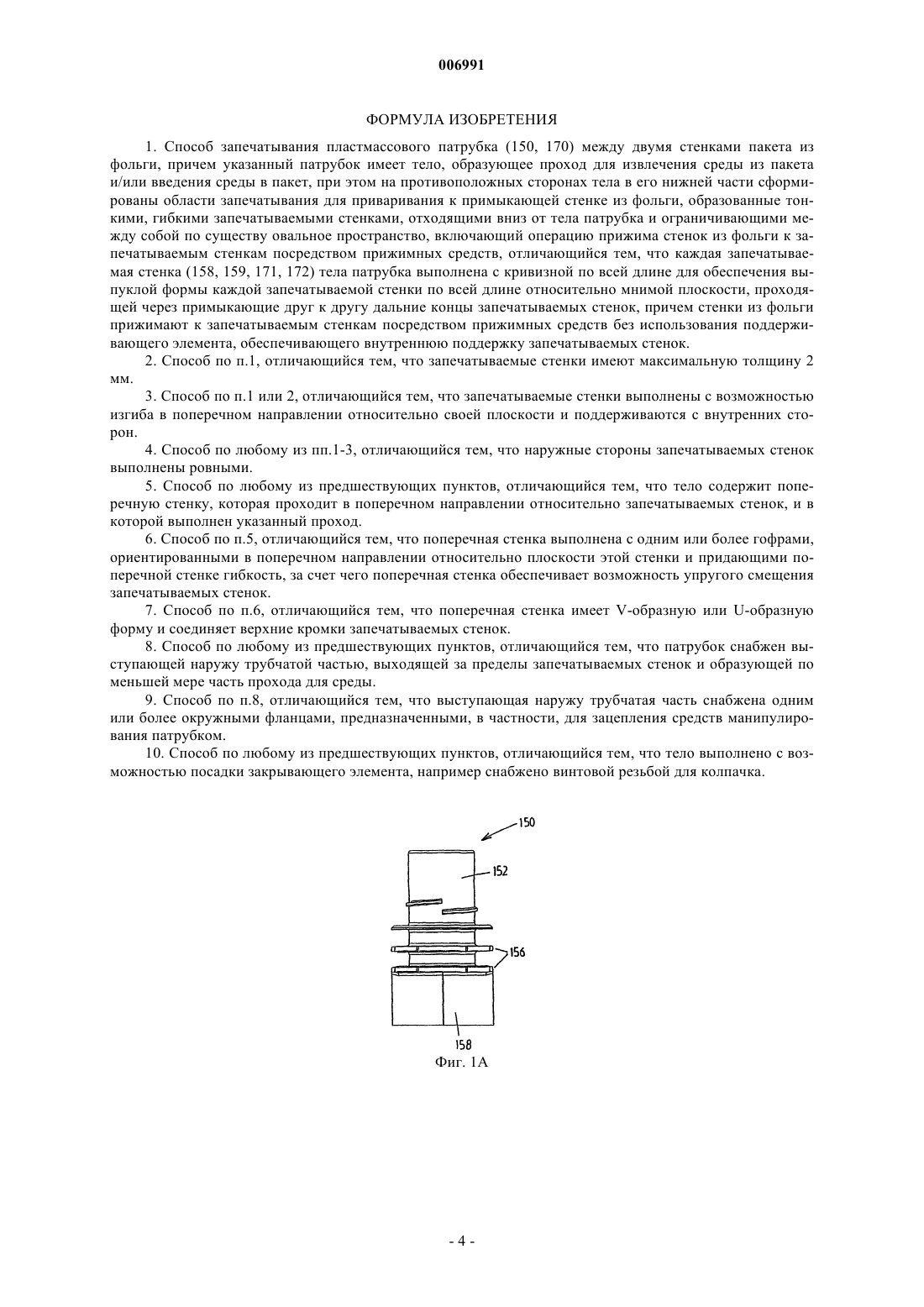
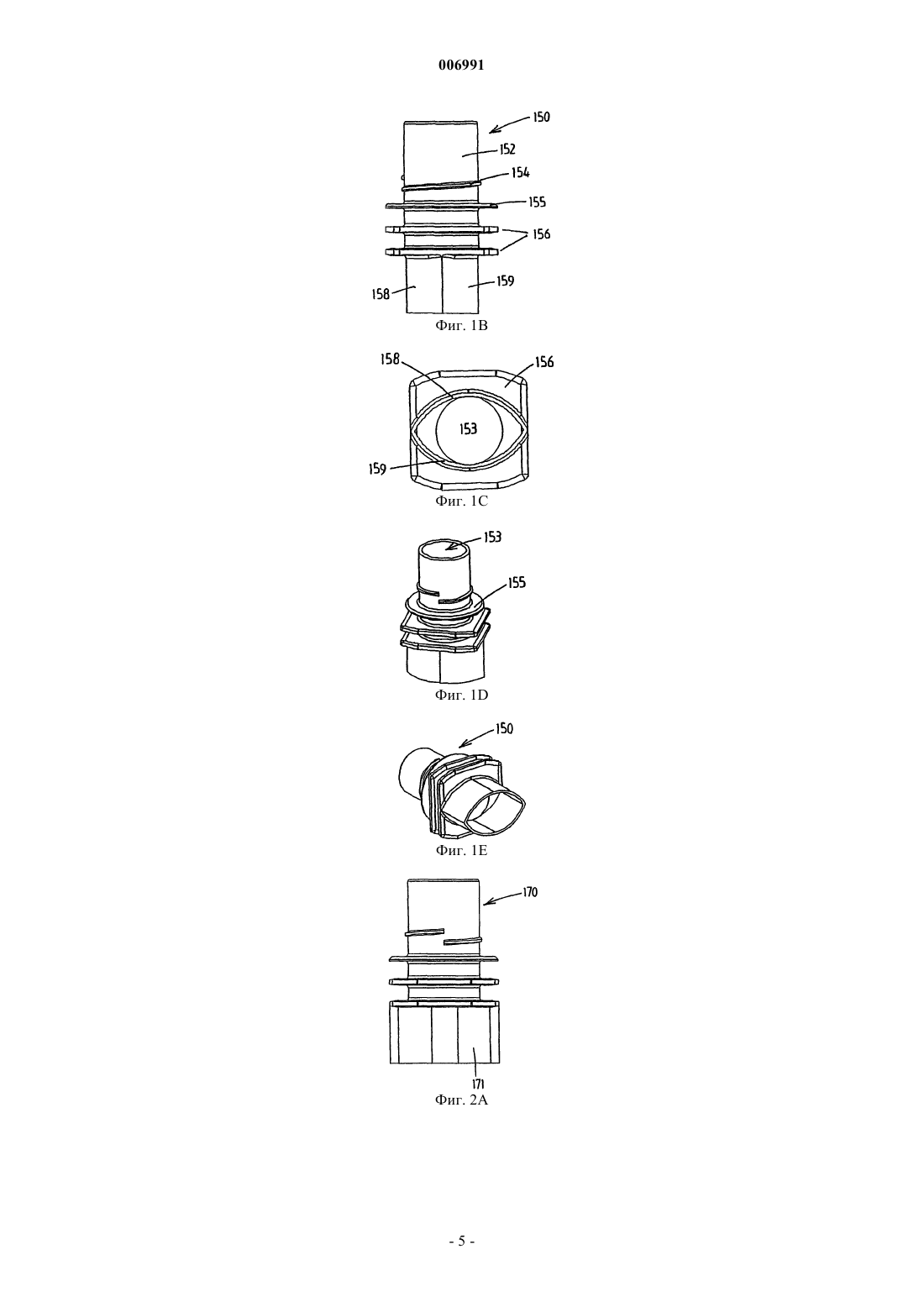
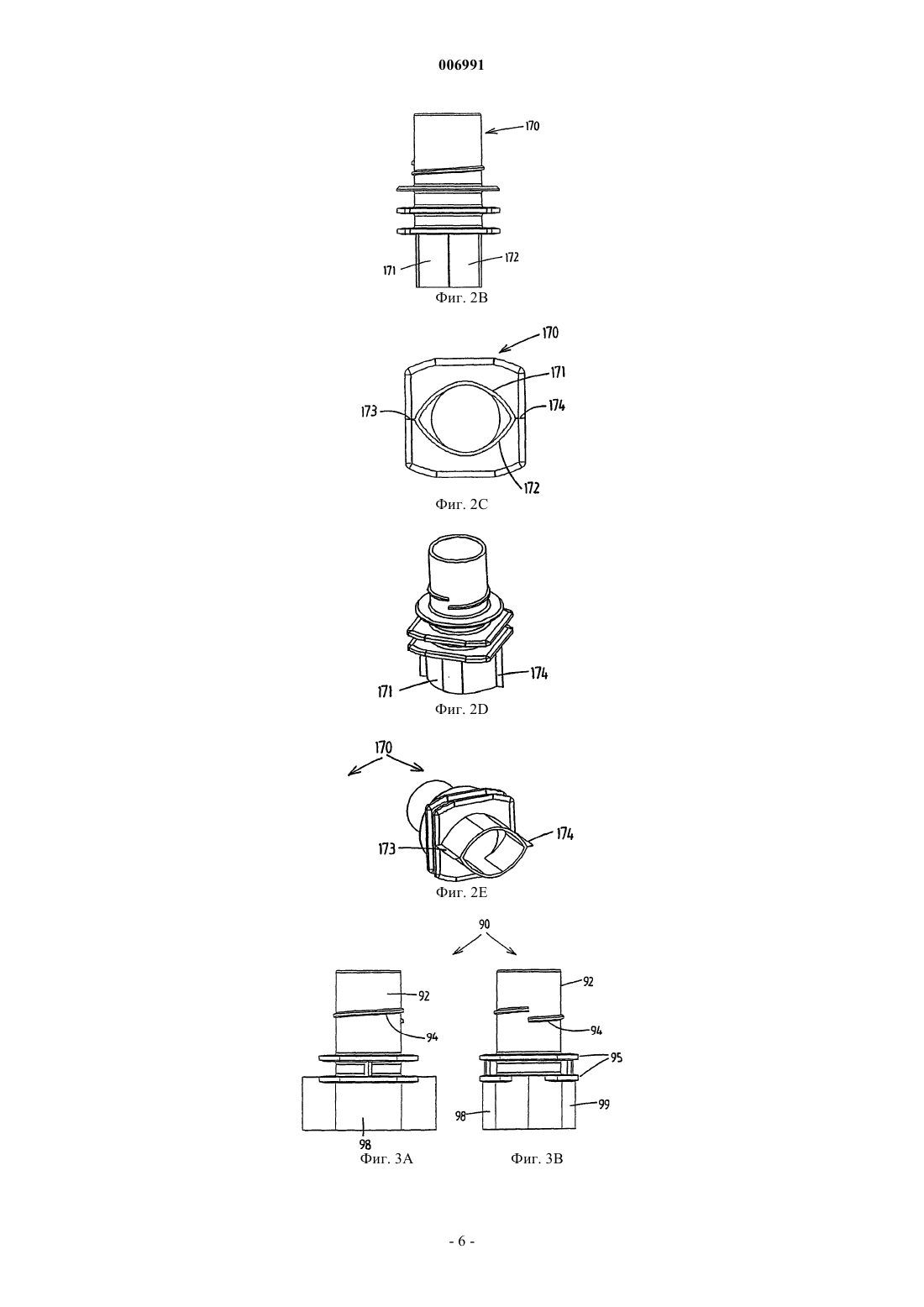
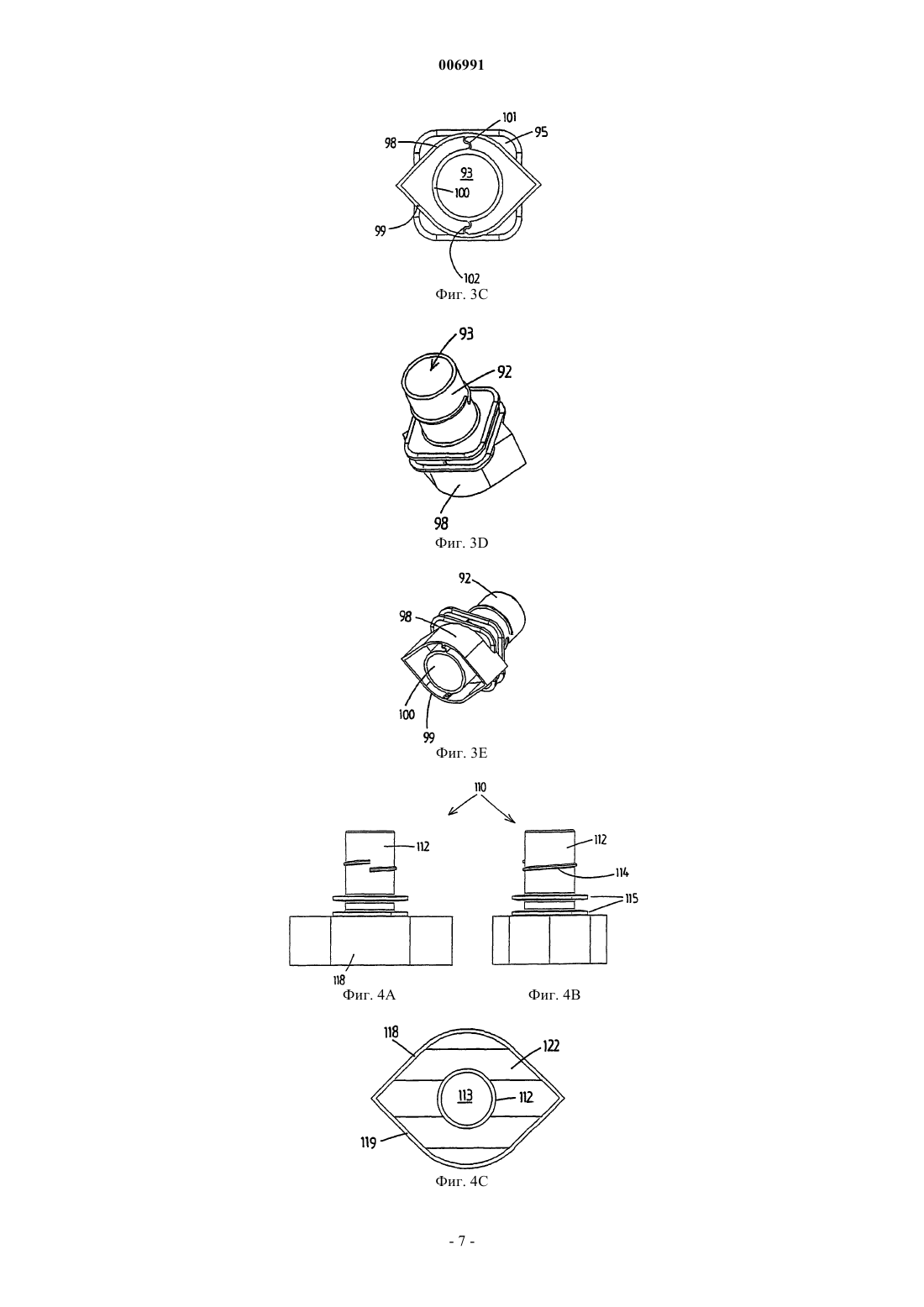
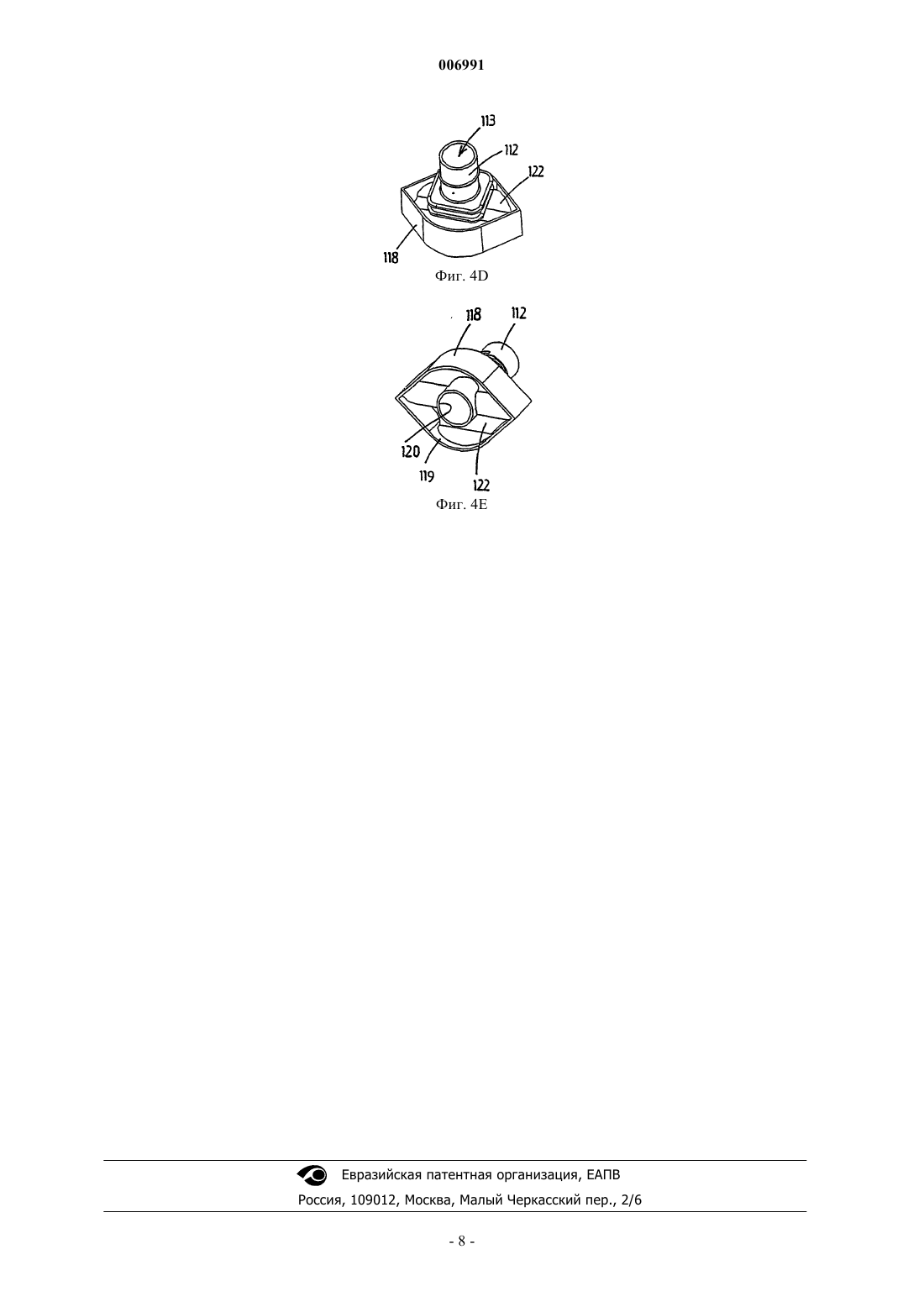
006991 Область техники, к которой относится изобретение Настоящее изобретение относится к пластмассовому патрубку, выполненному с возможностью запечатывания между двумя стенками пакета из фольги. Патрубок имеет тело, образующее проход для извлечения среды из пакета и/или введения среды в пакет. На противоположных сторонах тела патрубка сформирована область запечатывания для сварного соединения с примыкающей стенкой из фольги. Предшествующий уровень техники В документе WO 00/66448 на имя заявителя настоящего изобретения, в частности, применительно к фиг. 9a-d, описан пластмассовый патрубок, выполненный с возможностью запечатывания между двумя стенками пакета из фольги. Этот известный патрубок имеет тело с центральной трубчатой частью, образующее проход для извлечения среды из пакета и/или введения среды в пакет, при этом в качестве такой среды могут быть использованы, например, жидкость, порошок или газ. На каждой из противоположных сторон тела патрубка сформирована область запечатывания для прилегающей стенки из фольги. Эти области запечатывания образованы ребрами, выступающими наружу от центральной трубчатой части, которые отстоят друг друга на некотором расстоянии в осевом направлении и примыкают к перемычкам, расположенным диаметрально противоположно по отношению к трубчатой части. Торцы указанных перемычек заканчиваются тонкими губками. Если смотреть в плоскости, проходящей поперек трубчатой части тела патрубка, то ребра вместе с примыкающими к ним перемычками и губками образуют на своей наружной периферии профиль в форме "лодочки". В процессе запечатывания тело известного патрубка вставляют между стенками пакета из фольги и создают сварной шов между областями запечатывания патрубка, которые образованы, с одной стороны,крайними наружными поверхностями ребер, перемычками и губками и, с другой стороны, примыкающими частями стенок пакета из фольги. Такая конструкция патрубка не всегда демонстрирует удовлетворительные эксплуатационные качества, в частности, когда речь идет о сварном соединении стенок из фольги с телом патрубка. Так, например, один из недостатков состоит в том, что для получения сварного соединения требуются неоправданно большие затраты тепла и времени, что приводит к существенному снижению производительности. В практических условиях время, необходимое для запечатывания, уменьшают путем значительного повышения давления прижима стенок из фольги к областям запечатывания, однако это сопряжено с ухудшением качества получаемого сварного соединения. Еще один недостаток описанной выше конструкции состоит в том, что при использовании отдельных типов фольги, например, с алюминиевым слоем, существует опасность повреждения фольги ребрами областей запечатывания. В документе JP2001-240083 описан патрубок, характеризующийся признаками ограничительной части п.1 формулы изобретения, имеющий на нижней стороне отходящие вниз тонкие запечатываемые стенки, ограничивающие между собой по существу овальное пространство. В процессе запечатывания этого известного патрубка между стенками пакета, патрубок вначале помещают на поддерживающий элемент, который вставляют в указанное овальное пространство. Во время запечатывания к наружным сторонам стенок из фольги прикладывают нагретые запечатывающие захваты, в результате чего запечатываемые стенки и примыкающие к ним стенки из фольги, зажатые между поддерживающим элементом и запечатывающими захватами, расплавляются с образованием сварного шва. Поддерживающий элемент обеспечивает поддержание нужной формы запечатываемых стенок в рассматриваемой конструкции. Запечатываемые стенки выполняются тонкими, что дает возможность более быстрого получения сварного соединения. Одним из недостатков конструкции, описанной в JP2001-240083, является то, что для размещения поддерживающего элемента требуется раскрытие пакета на нижней стороне, чтобы этот элемент мог выходить наружу. Кроме того, операции установки патрубка на поддерживающем элементе и снятия с этого элемента после запечатывания занимают довольно много времени, что также приводит к снижению производительности. Сущность изобретения Таким образом, задачей изобретения, в соответствии с первым аспектом, является обеспечение патрубка, запечатывание которого может быть произведено без использования поддерживающего элемента. Для решения этой задачи, в соответствии с первым аспектом изобретения, предлагается патрубок согласно ограничительной части п.1, отличающийся тем, что каждая запечатываемая стенка выполнена с кривизной по всей длине для обеспечения выпуклой формы каждой запечатываемой стенки по всей длине относительно мнимой плоскости, проходящей через примыкающие друг к другу дальние концы запечатываемых стенок. Благодаря такому выполнению запечатываемых стенок они демонстрируют устойчивость в том случае, когда в процессе запечатывания к ним с помощью соответствующего средства типа нагретых запечатывающих захватов прикладывают внешнее давление. Даже при незначительной толщине запечатываемых стенок (менее 2 мм) устойчивость столь велика, что в процессе запечатывания нет необходимости применять какой-либо поддерживающий элемент и, в соответствии с предпочтительным вариантом осуществления, такой элемент не предусмотрен.-1 006991 В процессе запечатывания патрубка в заданном положении требуется лишь незначительное количество тепла для расплавления запечатываемых стенок со стороны прижатых к ним стенок из фольги. Это объясняется тем, что сообщаемое в процессе запечатывания тепло не может рассеиваться по тем частям патрубка, которые располагаются дальше, чем поверхность, подлежащая расплавлению. Тепло, требующееся для формирования соединения, можно получить любыми известными способами, например, нагретыми запечатывающими захватами и/или ультразвуком. Дополнительные преимущества патрубка с запечатываемыми стенками согласно первому аспекту изобретения связаны с изготовлением патрубка в специальной пресс-форме для литья под давлением. Такая пресс-форма может иметь относительно несложную конструкцию, а для получения самих запечатываемых стенок требуется лишь незначительное количество пластического материала. Также возможно сократить время охлаждения запечатываемых стенок в пресс-форме, что благотворно сказывается на производительности и себестоимости производства. Кроме того, благодаря таким запечатываемым стенкам можно предусмотреть для пресс-формы довольно простые и эффективные средства охлаждения. В частности, деталь пресс-формы, с помощью которой задается форма внутренней стороны запечатываемых стенок, и которая состоит из одного или более компонентов, можно сконструировать, используя относительно большое количество материала для обеспечения пространства, предназначенного для размещения в нем эффективных средств охлаждения. Запечатываемые стенки предпочтительно выполнены тонкими. На практике толщина стенок предпочтительно не превышает 2 мм. В соответствии с изобретением предусматривается возможность выполнения запечатываемых стенок минимальной толщины, соответствующей толщине стенок из фольги. Целесообразно конструировать патрубок таким образом, чтобы запечатываемые стенки могли упруго смещаться в поперечном направлении относительно своей плоскости, и чтобы эти стенки либо ничем не поддерживались на своих внутренних сторонах, либо поддерживались с помощью одного или более гибких поддерживающих элементов тела патрубка. В этом случае после закрепления патрубка в пакете эти запечатываемые стенки будут обладать амортизирующими свойствами, упруго пружиня вместе со стенками пакета из фольги. Вследствие этого уменьшается опасность повреждения пакета и утечки из него среды в месте перехода от стенки из фольги к запечатываемой стенке. Кроме того, гибкость запечатываемых стенок благотворно сказывается на получении сварного соединения, в частности по той причине, что становятся приемлемыми более широкие допуски для тела патрубка без ухудшения при этом рабочих параметров запечатываемого устройства. В соответствии с предпочтительным вариантом осуществления, наружные стороны запечатываемых стенок, к которым прилегают стенки из фольги, выполнены ровными, без каких бы то ни было ребер и т.п. Такая конструкция имеет преимущество, например, в тех случаях, когда стенка образована одним или несколькими слоями металлической фольги, в частности, алюминиевой фольгой. Предпочтительно, чтобы тело патрубка содержало поперечную стенку, которая проходит в поперечном направлении между запечатываемыми стенками, и в которой выполнен проход. Эта поперечная стенка предпочтительно проходит по верхнему краю запечатываемых стенок или в области этого края. Так, например, к поперечной стенке может примыкать выступающая наружу трубчатая часть тела патрубка, которая образует проход. Первый аспект изобретения охватывает также способ запечатывания пластмассового патрубка между стенками из фольги, в частности, стенками пакета. В соответствии с этим аспектом, используют прижимные средства для прижима стенок из фольги к запечатываемым стенкам патрубка без поддерживающего элемента, который обеспечивал бы внутреннюю поддержку запечатываемых стенок. В соответствии с одним из предпочтительных вариантов осуществления, в процессе запечатывания патрубка используют прижимные средства, которые упруго прижимают стенки из фольги к запечатываемым стенкам патрубка, например, прижимные захваты с эластичным слоем, выполненным, например, из теплостойкого пенопласта. В соответствии с одним из предпочтительных вариантов осуществления, патрубок или только запечатываемые стенки патрубка перед запечатыванием патрубка в пакет подвергают предварительному нагреву. Изобретение относится также к пакету, снабженному патрубком согласно изобретению. Перечень фигур чертежей Дальнейшие предпочтительные варианты осуществления патрубка согласно различным аспектам изобретения изложены в прилагаемой формуле и детально описаны ниже со ссылками на чертежи, на которых в масштабе, существенно увеличенном по сравнению с реальными размерами, показаны: фиг. 1 а - вид сбоку первого варианта выполнения пластмассового патрубка в соответствии с первым аспектом изобретения; фиг. 1b - вид спереди патрубка, показанного на фиг. 1 а; фиг. 1 с - вид снизу патрубка по фиг. 1 а; фиг. 1d - аксонометрическое изображение патрубка по фиг. 1 а на виде сверху; фиг. 1 е - аксонометрическое изображение патрубка по фиг. 1 а на виде снизу;-2 006991 фиг. 2 а - вид сбоку второго варианта выполнения пластмассового патрубка в соответствии с первым аспектом изобретения; фиг. 2b - вид спереди патрубка, показанного на фиг. 2 а; фиг. 2 с - вид снизу патрубка по фиг. 2 а; фиг. 2d - аксонометрическое изображение патрубка по фиг. 2 а на виде сверху; фиг. 2 е - аксонометрическое изображение патрубка по фиг. 2 а на виде снизу; Сведения, подтверждающие возможность осуществления изобретения На фиг. 1 а-е показан патрубок 150, изготавливаемый методом литья под давлением из пластического материала и предназначенный для запечатывания между двумя стенками пакета из фольги. Патрубок 150 имеет единое тело, на верхней стороне которого выполнена выступающая наружу трубчатая часть 152, образующая проход 153 для извлечения среды из пакета и/или введения среды в пакет. Трубчатая часть 152 снабжена винтовой резьбой 154 для навинчивающегося колпачка (не показан),который может быть использован для закрытия патрубка 150. Кроме того, выступающая наружу трубчатая часть 152 снабжена стопорным фланцем 155 для навинчивающегося колпачка и расположенными под ним двумя окружными фланцами 156, которые предназначены для зацепления средств манипулирования патрубком 150 и пакетом после запечатывания патрубка 150. На нижней стороне патрубка 150 имеются две запечатываемые стенки 158, 159, которые отходят свободно вниз, примыкают друг к другу своими диаметрально противоположными концами и имеют овальный профиль как на внутренней, так и на наружной сторонах. Запечатываемые стенки 158, 159 примыкают к остальной части тела патрубка 150 только своими верхними кромками, и поэтому между ними ограничено овальное пространство. Следует заметить, что запечатываемые стенки 158, 159 выполнены с кривизной по всей своей длине, вследствие чего каждая из них имеет выпуклую форму относительно мнимой плоскости, проходящей через примыкающие друг к другу дальние концы запечатываемых стенок. Такая конструкция обладает большей устойчивостью по сравнению с известными решениями, где запечатываемые стенки образованы прямолинейными участками, и, несомненно, более устойчива, нежели известная конструкция, в которой запечатываемые стенки имеют вогнутые участки. Указанные известные конструкции характеризуются слишком слабым сопротивлением запечатываемых стенок, которые претерпевают нежелательный изгиб внутрь, например, в процессе получения сварного соединения. С наружной стороны запечатываемые стенки 158, 159 выполнены ровными. При этом может быть получено сварное соединение со стенками из фольги фактически по всей поверхности тонких запечатываемых стенок 158, 159. В этой связи можно заметить, что благодаря малой толщине запечатываемых стенок 158, 159 существенно уменьшается время сварки, поскольку для получения вплавленного соединения требуется подача лишь незначительного количества тепла. Для запечатываемых стенок 158, 159 не предусмотрено никакого внутреннего поддерживающего элемента, и они могут свободно смещаться в поперечном направлении относительно своей плоскости. Благодаря гибкости запечатываемых стенок 158, 159 пакет приобретает амортизирующие свойства,как можно видеть из испытаний, в ходе которых наблюдали последствия падения заполненного пакета. Кроме того, эта гибкость позволяет избежать приложение излишней нагрузки на выполненные из фольги стенки пакета в области нижнего края запечатываемых стенок 158, 159. В процессе выполнения сварного соединения предпочтительно использовать захват, полностью охватывающий запечатываемые стенки, в результате чего обеспечивается достаточное давление между стенками из фольги и запечатываемыми стенками. В соответствии с одним из вариантов осуществления, для получения сварного соединения вместо запечатывающего захвата с ровными поверхностями губок можно использовать захват с ребрами или другим профилем, например, в виде вафли или бруска, благодаря чему начальное давление создается в области расположения приподнятых частей профиля. В патрубке 170, показанном на фиг. 2 а-е, запечатываемые стенки 171, 172 выполнены с еще большей кривизной, чем в варианте по фиг. 1. В месте схождения запечатываемых стенок 171, 172 сформированы выступающие наружу губки 173, 174, которые образуют переход к свариваемым вместе частям стенок пакета из фольги. Внутренняя сторона запечатываемых стенок может быть выполнена, как показано на чертежах, с ровной поверхностью, однако предусмотрена также возможность выполнения одного или нескольких образований типа утолщенной кромки или канавки, с тем, чтобы в пространстве между запечатываемыми стенками можно было закрепить еще одну деталь. Так, например, можно вставить какой-нибудь гибкий элемент, уменьшив тем самым эффективную площадь прохода. Совершенно очевидно, что телу патрубка может быть придана любая требуемая форма. Например,конструкция может предусматривать заглушку для закупоривания прохода или штифтовой элемент в случае использования патрубка в качестве соединителя и т.д.-3 006991 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ запечатывания пластмассового патрубка (150, 170) между двумя стенками пакета из фольги, причем указанный патрубок имеет тело, образующее проход для извлечения среды из пакета и/или введения среды в пакет, при этом на противоположных сторонах тела в его нижней части сформированы области запечатывания для приваривания к примыкающей стенке из фольги, образованные тонкими, гибкими запечатываемыми стенками, отходящими вниз от тела патрубка и ограничивающими между собой по существу овальное пространство, включающий операцию прижима стенок из фольги к запечатываемым стенкам посредством прижимных средств, отличающийся тем, что каждая запечатываемая стенка (158, 159, 171, 172) тела патрубка выполнена с кривизной по всей длине для обеспечения выпуклой формы каждой запечатываемой стенки по всей длине относительно мнимой плоскости, проходящей через примыкающие друг к другу дальние концы запечатываемых стенок, причем стенки из фольги прижимают к запечатываемым стенкам посредством прижимных средств без использования поддерживающего элемента, обеспечивающего внутреннюю поддержку запечатываемых стенок. 2. Способ по п.1, отличающийся тем, что запечатываемые стенки имеют максимальную толщину 2 мм. 3. Способ по п.1 или 2, отличающийся тем, что запечатываемые стенки выполнены с возможностью изгиба в поперечном направлении относительно своей плоскости и поддерживаются с внутренних сторон. 4. Способ по любому из пп.1-3, отличающийся тем, что наружные стороны запечатываемых стенок выполнены ровными. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что тело содержит поперечную стенку, которая проходит в поперечном направлении относительно запечатываемых стенок, и в которой выполнен указанный проход. 6. Способ по п.5, отличающийся тем, что поперечная стенка выполнена с одним или более гофрами,ориентированными в поперечном направлении относительно плоскости этой стенки и придающими поперечной стенке гибкость, за счет чего поперечная стенка обеспечивает возможность упругого смещения запечатываемых стенок. 7. Способ по п.6, отличающийся тем, что поперечная стенка имеет V-образную или U-образную форму и соединяет верхние кромки запечатываемых стенок. 8. Способ по любому из предшествующих пунктов, отличающийся тем, что патрубок снабжен выступающей наружу трубчатой частью, выходящей за пределы запечатываемых стенок и образующей по меньшей мере часть прохода для среды. 9. Способ по п.8, отличающийся тем, что выступающая наружу трубчатая часть снабжена одним или более окружными фланцами, предназначенными, в частности, для зацепления средств манипулирования патрубком. 10. Способ по любому из предшествующих пунктов, отличающийся тем, что тело выполнено с возможностью посадки закрывающего элемента, например снабжено винтовой резьбой для колпачка.
МПК / Метки
МПК: B65D 75/58, B65B 61/18
Метки: патрубок, пластмассовый
Код ссылки
<a href="https://eas.patents.su/9-6991-plastmassovyjj-patrubok.html" rel="bookmark" title="База патентов Евразийского Союза">Пластмассовый патрубок</a>
Предыдущий патент: Уличная решётка для поверхностного дренажа
Следующий патент: Потолочное отопление
Случайный патент: Устройство для обработки и очистки жидкого продукта