Способ получения очищенного газового потока
Номер патента: 14412
Опубликовано: 30.12.2010
Авторы: Ван Ден Бранд Корнелис Петрус Йоханнес Мария, CМИТС Йоханнес Теодорус Мария, Сингоредьо Лидия
Формула / Реферат
1. Способ получения очищенного газового потока из сырьевого газового потока, содержащего загрязнения, включающий следующие стадии:
(a) удаление загрязнений из сырьевого газового потока с целью получения очищенного газового потока и высокосернистого газового потока, содержащего H2S и RSH;
(b) разделение высокосернистого газового потока, содержащего H2S и RSH, на газовый поток, обогащенный H2S, и остаточный газовый поток, содержащий RSH;
(c) превращение H2S в газовом потоке, обогащенном H2S, в элементарную серу в установке Клауса, таким образом получая первый отходящий газовый поток, содержащий SO2;
(d) превращение SO2в первом отходящем газовом потоке, содержащем SO2, в H2S в реакторе для обработки отходящего газа процесса Клауса с целью получения второго отходящего газового потока, содержащего H2S;
(e) превращение RSH из остаточного газового потока, содержащего RSH, в H2S в реакторе для превращения RSH с целью получения остаточного газового потока, содержащего H2S, причем по меньшей мере один параметр условий эксплуатации реактора для превращения RSH отличается от соответствующего параметра условий эксплуатации реактора для обработки отходящего газа процесса Клауса.
2. Способ по п.1, дополнительно включающий стадию (f) охлаждения остаточного газового потока, содержащего H2S, и охлаждения второго отходящего газового потока, содержащего H2S, и контактирования обоих охлажденных газовых потоков с абсорбирующей жидкостью, в результате чего H2S из обоих газовых потоков переводится в абсорбирующую жидкость с получением абсорбирующей жидкости, насыщенной сероводородом, и выходящего газового потока.
3. Способ по любому из пп.1 или 2, дополнительно включающий стадию (g) направления выходящего газового потока в печь для сжигания с целью получения газа сгорания, который выпускают в атмосферу.
4. Способ по любому из пп.1-3, в котором параметром условий эксплуатации реактора является температура.
5. Способ по любому из пп.1-4, в котором отходящий газовый поток, содержащий SO2, дополнительно включает COS, причем COS превращают в H2S в реакторе для обработки отходящего газа процесса Клауса.
6. Способ по любому из пп.1-5, в котором рабочая температура реактора для превращения RSH выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса.
7. Способ по п.6, в котором рабочая температура реактора для превращения RSH находится в диапазоне на 10-150°С выше, предпочтительно на 20-150°С выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса.
8. Способ по любому из пп.1-7, в котором рабочая температура реактора для обработки отходящего газа процесса Клауса находится в диапазоне от 150 до 350°С, предпочтительно от 210 до 250°С.
9. Способ по любому из пп.1-8, в котором рабочая температура реактора для превращения RSH находится в диапазоне от 300 до 425°С, более предпочтительно от 320 до 400°С.
10. Способ по любому из пп.1-9, в котором концентрация RSH в остаточном газовом потоке находится в диапазоне от 10 ч./млн (по объему) до 1 об.%, предпочтительно от 100 ч./млн (по объему) до 1 об.% в расчете на весь остаточный газовый поток.
11. Способ по любому из пп.1-8, в котором реактор для превращения RSH содержит катализатор, способный превращать RSH.
12. Способ по п.11, в котором катализатор превращения RSH включает в себя по меньшей мере одно соединение, выбранное из группы кобальта, никеля и вольфрама в сочетании с молибденом.
13. Способ по любому из пп.1-12, в котором объемная скорость подачи газа в реактор превращения RSH находится в диапазоне от 1100 до 10000 ч-1, предпочтительно от 1500 до 9000 ч-1.
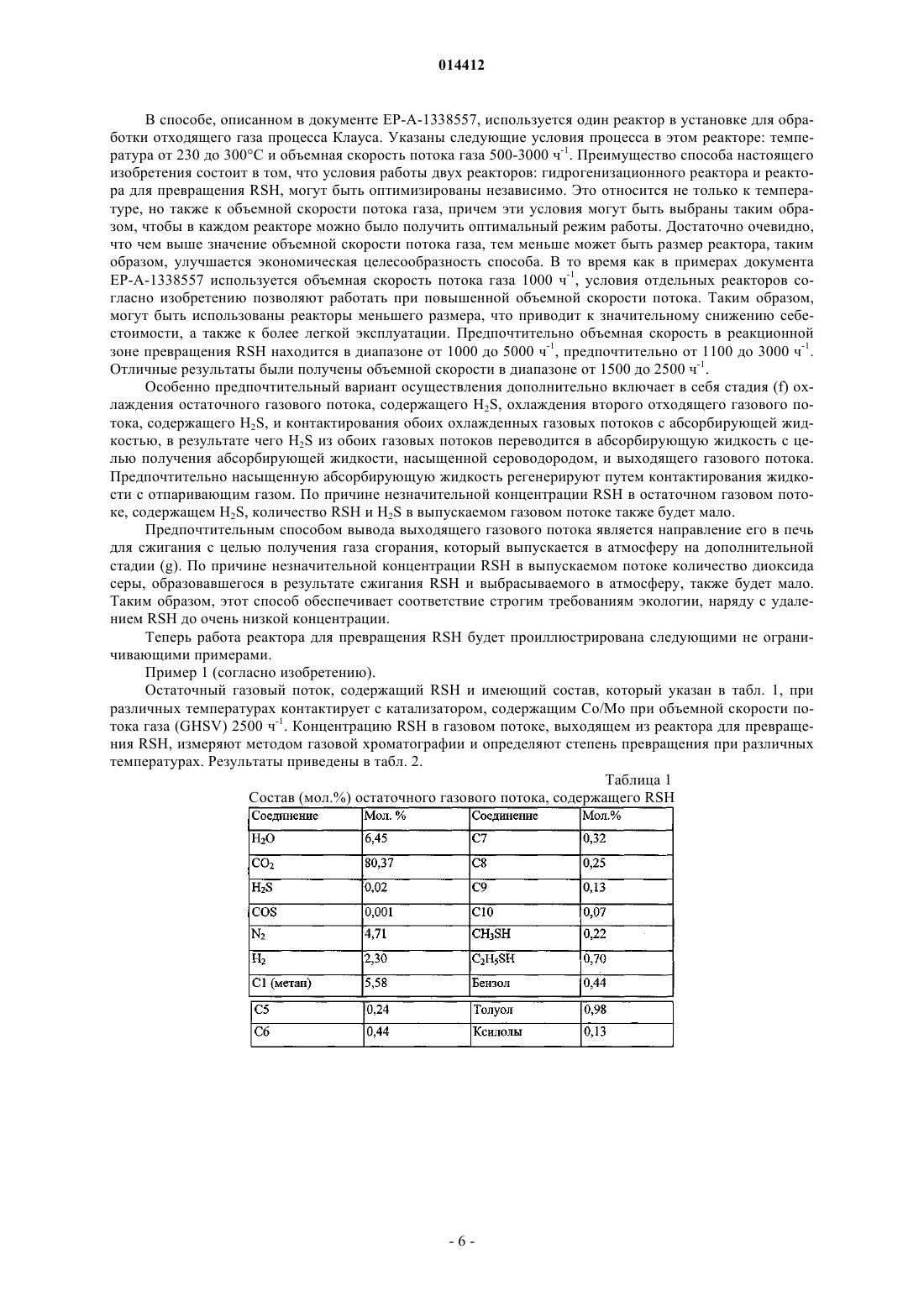
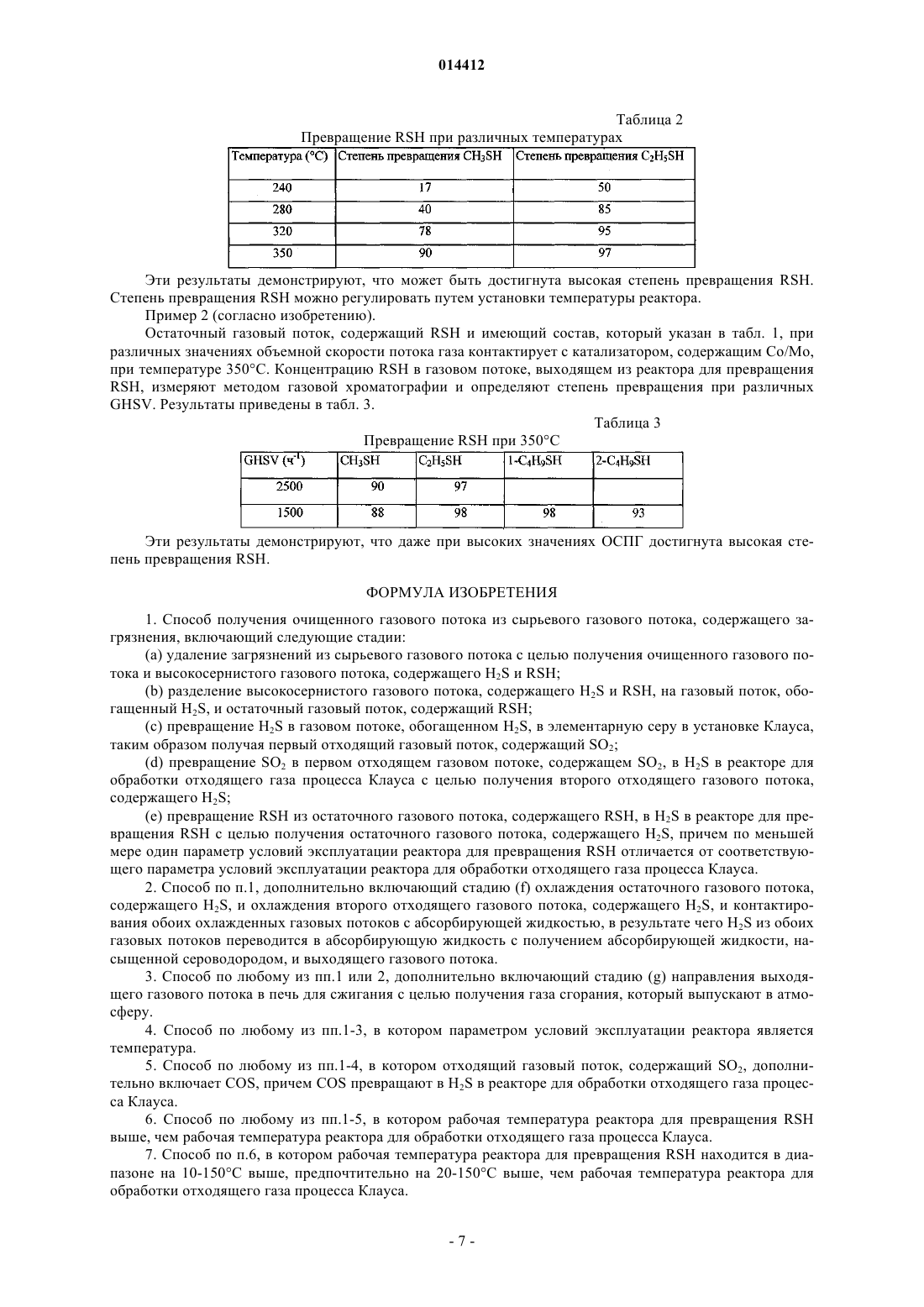
Текст
СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОГО ГАЗОВОГО ПОТОКА Способ получения очищенного газового потока из сырьевого газового потока, содержащего загрязнения, включающий следующие стадии: (a) удаление загрязнений из сырьевого газового потока с целью получения очищенного газового потока и высокосернистого газового потока, содержащего H2S и RSH; (b) разделение высокосернистого газового потока, содержащего H2S иRSH, на газовый поток, обогащенный H2S, и остаточный газовый поток, содержащий RSH; (c) превращение H2S в газовом потоке, обогащенном H2S, в элементарную серу в установке Клауса,таким образом получая первый отходящий газовый поток, содержащий SO2; (d) превращение SO2 в первом отходящем газовом потоке, содержащем SO2, в H2S в реакторе для обработки отходящего газа процесса Клауса с целью получения второго отходящего газового потока, содержащегоH2S; (e) превращение RSH из остаточного газового потока, содержащего RSH, в H2S в реакторе для превращения RSH с целью получения остаточного газового потока, содержащего H2S, в котором по меньшей мере один параметр условий эксплуатации реактора для превращения RSH отличается от соответствующего параметра условий эксплуатации реактора для обработки отходящего газа процесса Клауса. Ван Ден Бранд Корнелис Петрус Йоханнес Мария, Сингоредьо Лидия, Cмитс Йоханнес Теодорус Мария (NL)(71)(73) Заявитель и патентовладелец: ШЕЛЛ ИНТЕРНЭШНЛ РИСЕРЧ МААТСХАППИЙ Б.В. (NL) 014412 Область техники, к которой относится изобретение Настоящее изобретение относится к способу получения очищенного газового потока из сырьевого газового потока, содержащего загрязнения. Уровень техники Газовые потоки, содержащие загрязнения, могут иметь различное происхождение. Например, из многочисленных скважин природного газа добывают так называемый "высокосернистый газ", т.е. природный газ, содержащий сернистые загрязнения, такие как H2S, алифатические и/или ароматические меркаптаны (RSH, где R представляет собой алкильную группу или арильную группу),сульфиды, дисульфиды и тиофены в такой концентрации, что природный газ становится непригодным для непосредственного использования. Природный газ представляет собой обобщенный термин, который применяется для смесей легких углеводородов и необязательно других газов (азот, диоксид углерода,гелий), добываемых из скважин природного газа. Основным компонентом природного газа является метан. Кроме того, часто присутствуют этан, пропан и бутан. Также может присутствовать диоксид углерода. В некоторых случаях могут присутствовать небольшие количества высших углеводородов, которые часто называются сжиженными компонентами, природными газами или конденсатом. При добыче вместе с нефтью природный газ обычно называется попутным газом. Другие примеры газовых потоков, содержащих загрязнения, особенно сернистые загрязнения,представляют собой газовые потоки, используемые и получаемые на нефтеперерабатывающих заводах из сырьевых газовых потоков, содержащих загрязнения, например сырьевые газовые потоки, полученные в процессах гидрообессеривания. Производство очищенного газового потока обычно включает удаление загрязнений, особенно сернистых загрязнений, из этих загрязненных газовых потоков. Из уровня техники известны способы производства очищенного газового потока из газового потока,содержащего сернистые загрязнения. Например, в документе ЕР 1338557 описан способ, в котором загрязнения удаляются из потока природного газа с использованием абсорбирующей жидкости - водного амина. Полученную насыщенную абсорбирующую жидкость регенерируют и, таким образом, получают высокосернистый газовый поток, содержащий H2S, RSH и СО 2. Этот высокосернистый газовый поток разделяется на второй абсорбционной стадии на остаточный газовый поток, содержащий RSH, и газовый поток, обогащенный H2S. Газовый поток, обогащенный H2S, направляют на процесс Клауса с целью получения элементарной серы и отходящего газа процесса Клауса. Затем этот отходящий газ процесса Клауса нагревают и смешивают с остаточным газовым потоком. Полученный смешанный газ направляют в реактор гидрогенизации, в котором сернистые соединения, в том числе RSH, превращаются в H2S. Образовавшийся таким образом H2S извлекается с использованием последовательных этапов абсорбции и регенерации и возвращается в процесс Клауса. Недостатком способа, описанного в документе ЕР 1338557, является то, что изменения концентрации RSH и/или углеводородных соединений в исходном газовом потоке могут привести к эксплуатационным проблемам в зоне гидрогенизации. Другим, еще более важным недостатком является то, что в зависимости от типа RSH степень превращения все же остается низкой, обычно даже ниже 80%. В результате низкой степени превращения RSH газовый поток, покидающий зону гидрогенизации, еще будет содержать относительно большую концентрацию RSH. Эти меркаптаны RSH в конечном счете будут попадать в газовый поток, который поступает в печь для сжигания. В печи для сжигания непревращенный RSH будет сжигаться до SO2, что приводит к повышенному выделению SO2 в атмосферу. С учетом все возрастающих экологических ограничений, выделение SO2 необходимо снижать до низкого уровня. В настоящее время установлено, что степень превращения RSH может быть значительно повышена в результате использования специализированного реактора превращения RSH в сочетании с реактором для обработки отходящего газа процесса Клауса. В настоящем изобретении разработан способ получения очищенного газового потока из сырьевого газового потока, содержащего загрязнения, причем этот способ включает в себя следующие стадии:(a) удаление загрязнений из сырьевого газового потока с целью получения очищенного газового потока и высокосернистого газового потока, содержащего H2S и RSH;(b) разделение высокосернистого газового потока, содержащего H2S и RSH на газовый поток, обогащенный H2S, и остаточный газовый поток, содержащий RSH;(c) превращение H2S в газовом потоке, обогащенном H2S, в элементарную серу в установке Клауса,таким образом, получая первый отходящий газовый поток, содержащий SO2;(d) превращение SO2 в первом отходящем газовом потоке, содержащем SO2, в H2S в реакторе для обработки отходящего газа процесса Клауса с целью получения второго отходящего газового потока,содержащего H2S;(е) превращение RSH из остаточного газового потока, содержащего RSH, в H2S в реакторе для превращения RSH с целью получения остаточного газового потока, содержащего H2S, причем по меньшей мере один параметр условий эксплуатации реактора для превращения RSH отличается от соответствующего параметра условий эксплуатации реактора для обработки отходящего газа процесса Клауса.-1 014412 Способ согласно изобретению обеспечивает высокую степень превращения RSH, даже при относительно высоких значениях объемной скорости потока газа (GHSV), причем может быть достигнута степень превращения RSH даже выше чем 90%. Условия эксплуатации реактора для превращения RSH могут быть отрегулированы и оптимизированы для удаления RSH независимо от эксплуатационных условий эксплуатации реактора для обработки отходящего газа процесса Клауса с целью достижения высокой степени превращения RSH. В частности,рабочая температура в реакторе для превращения RSH может быть отрегулирована независимо от реактора для обработки отходящего газа процесса Клауса. Изменения состава сырьевого газового потока и/или возможные колебания концентрации RSH в сырьевом газовом потоке будут переводиться в изменения состава и/или колебания концентрации RSH в остаточном газовом потоке, содержащем RSH, который является сырьем для реактора для превращения RSH. Эти изменения и/или колебания могут контролироваться путем регулирования условий в реакторе для превращения RSH. Таким образом, может быть достигнута повышенная степень превращения RSH. Соответственно может быть достигнута степень превращения RSH 90% или даже более, что приводит к пониженному содержанию RSH в газовом потоке, выходящем из реактора для превращения RSH. Поскольку отходящий газовый поток, содержащий SO2, образуется только в установке Клауса и обеднен RSH, в реактор для обработки отходящего газа процесса Клауса поступает газовый поток,имеющий незначительные колебания по концентрации. Может быть обеспечена стабильная эксплуатация реактора для обработки отходящего газа процесса Клауса, поскольку теперь в реакторе для обработки отходящего газа процесса Клауса главным образом обеспечивается удаление из газового потока сернистых загрязнений, отличающихся от RSH, при этом почти отсутствуют колебания состава этих загрязнений. Другое преимущество изобретения заключается в том, что применение специального реактора для превращения RSH обеспечивает гибкость технологических операций в случае возникновения проблем при эксплуатации способа, например в случае образования избыточного кокса, особенно в реакторе превращения RSH. Наличие углеводородов в остаточном газовом потоке, содержащем RSH, может привести к образованию кокса. Вследствие того что остаточный газовый поток, содержащий RSH, обрабатывают в реакторе для превращения RSH, а не в реакторе для обработки отходящего газа процесса Клауса, образование кокса не будет влиять на реактор для обработки отходящего газа процесса Клауса даже в случае возможного отключения реактора для превращения RSH, и реактор для обработки отходящего газа процесса Клауса можно эксплуатировать в нормальном режиме работы. Можно обрабатывать любой сырьевой газовый поток, содержащий H2S и RSH в качестве загрязнений. Соответственно сырьевой газовый поток может быть природным или попутным газом. Меркаптаны RSH включают алифатические RSH, особенно C1-С 6 RSH, более конкретно С 1-С 4 RSH,ароматические RSH, особенно фенилмеркаптан, или смеси алифатических и ароматических RSH. Особенно это изобретение относится к удалению метилмеркаптана (R=метил), этилмеркаптана (R=этил),нормального и изопропилмеркаптана (R=пропил) и изомеров бутилмеркаптана (R = бутил). Меркаптаны,имеющие 3 или более атомов углерода (н-пропилмеркаптан, изо-пропилмеркаптан и бутилмеркаптан), в последующем будут называться С 3+ RSH. Способ согласно изобретению особенно подходит для сырьевых газовых потоков, содержащих H2S и, кроме того, необязательно значительные количества диоксида углерода, так как оба эти соединения эффективно удаляются в процессе абсорбции в жидкой фазе на этапе (а). Суммарный сырьевой газовый поток содержит H2S в диапазоне от 0,05 до 20 об.%, RSH от 1 ч./млн(по объему) до 1 об.% и диоксид углерода от 0 до 40 об.% в расчете на весь сырьевой газовый поток. Предпочтительно сырьевой газовый поток содержит H2S от 0,1 до 10 об.%, RSH от 20 ч./млн (по объему) до 1 об.% и диоксид углерода от 0 до 30 об.% в расчете на весь сырьевой газовый поток. Соответственно на этапе (а) используют абсорбирующую жидкость для того, чтобы удалить загрязнения за счет перехода загрязнений из сырьевого газового потока в абсорбирующую жидкость. Это приводит к насыщению абсорбирующей жидкости загрязнениями. Насыщенную абсорбирующую жидкость регенерируют путем контакта с регенерирующим газом. При этом образуется высокосернистый газовый поток, содержащий H2S и RSH. Абсорбирующая жидкость представляет собой любую жидкость, способную удалять загрязнения, в том числе H2S, из сырьевого газового потока. Выбор абсорбирующей жидкости, среди прочего, зависит от типа удаляемых загрязнений. В том случае когда сырьевой газовый поток содержит природный газ,основными загрязнениями являются H2S, RSH и диоксид углерода. Другие загрязнения могут включатьCOS, CS2 и тиофены. Предпочтительная абсорбирующая жидкость содержит химический растворитель, а также физический растворитель. Подходящими химическими растворителями являются первичные, вторичные и/или третичные амины. Предпочтительным химическим растворителем является вторичный или третичный амин, предпочтительно аминное соединение, полученное из этаноламина, более конкретно диизопропиламин (DIPA), диэтиламин (DEA), монометилэтаноламин (ММЕА), MDEA или DEMEA(диэтилмоноэтаноламин), предпочтительно DIPA или MDEA. Полагают, что эти химические растворители взаимодействуют с кислотными соединениями, такими как H2S и/или СО 2, и, таким образом, H2S и/или СО 2 удаляются из сырьевого газового потока. Подходящими физическими растворителями являются сульфолан (циклотетраметиленсульфон) и его производные, амиды алифатических кислот, N-метилпирролидон, N-алкилированные пирролидоны и соответствующие пиперидоны, метанол, этанол и простые диалкиловые эфиры полиэтиленгликолей или их смеси. Предпочтительным физическим растворителем является сульфолан. Полагают, что H2S и/или СО 2 могут поглощаться физическим растворителем, и, таким образом, они удаляются из сырьевого газового потока. Кроме того, RSH также могут поглощаться в физическом растворителе. Кроме того, абсорбирующая жидкость может содержать так называемое активирующее соединение. Полагают, что добавка активирующего соединения в систему абсорбирующей жидкости приводит к улучшению удаления кислотных соединений. Подходящими активирующими соединениями являются пиперазин, метилэтаноламин или (2-аминоэтил)этаноламин, особенно пиперазин. Предпочтительно абсорбирующая жидкость содержит сульфолан, MDEA и пиперазин. Предпочтительная абсорбционная жидкость содержит воду от 15 до 45 мас.ч., предпочтительно от 15 до 40 мас.ч.; сульфолан от 15 до 40 мас.ч.; вторичный или третичный амин, полученный из этаноламина, от 30 до 60 мас.ч. и активирующее соединение, предпочтительно пиперазин, от 0 до 15 мас.ч.,предпочтительно от 0,5 до 10 мас.%, причем все части по массе даны в расчете на общее количество раствора и добавленные вода, сульфолан, амин и необязательно активатор вместе составляют 100 мас.ч. Эта предпочтительная абсорбирующая жидкость обеспечивает удаление углеводородов, диоксида углерода,сероводорода и/или COS из газового потока, содержащего эти соединения. Условия эксплуатации стадии (а) могут быть отрегулированы таким образом, чтобы обеспечить получение очищенного газового потока из сырьевых газовых потоков, которые, кроме H2S и HSH, дополнительно содержат другие соединения, в том числе выбранные из группы, состоящей из диоксида углерода, бензола, толуола, ксилолов (ВТХ) и других сернистых загрязнений. Способ дает возможность выбора, удалять или не удалять из сырьевого газового потока соединения, отличающиеся от сероводорода иRSH, например другие соединения, содержащие серу, или диоксид углерода, или ароматические соединения. Соответственно различные составы газового потока, полученного на стадии (а), могут быть достигнуты путем выбора соответствующей абсорбирующей жидкости на стадии (а). Жидкостную абсорбцию проводят при температуре от 15 до 90 С, более предпочтительно от 25 до 80 С, еще более предпочтительно от 40 до 65 С. Жидкостную абсорбцию проводят при абсолютном давлении между 10 и 150 бар, особенно между 25 и 90 бар. Абсорбирующие жидкости, содержащие химические и физические растворители, хорошо работают при высоком давлении, особенно между 20 и 90 бар. Поэтому, в случае, когда сырьевой газовый поток находится под давлением, например когда сырьевой газовый поток представляет собой поток природного газа, полученный при высоком давлении, не требуется стадия сброса давления. Еще одним преимуществом является то, что применение сочетания физической и химической абсорбирующих жидкостей, в отличие от единственной водной химической абсорбирующей жидкости, также дает возможность быстро испарять любое количество диоксида углерода при относительно высоком давлении (т.е. между 5 и 15 бар). Это снижает уровень требований к повторной компрессии, например для повторной инжекции. Стадию (а) соответственно проводят в зоне, имеющей от 5 до 80 контактных слоев, таких как тарелки с клапанами, барботажные тарелки с колпачками, диафрагмы и т.п. Кроме того, могут быть использованы структурированные насадки. Количество удаленного диоксида углерода может быть оптимизировано путем регулирования отношения растворитель/сырьевой газ. Подходящее отношение растворитель/сырьевой газ составляет от 1,0 до 10 (по массе), предпочтительно между 2 и 6. Очищенный газовый поток, полученный на стадии (а), обеднен H2S, это означает, что концентрацияH2S в очищенном газовом потоке меньше, чем концентрация H2S в сырьевом газовом потоке. Следует понимать, что концентрация H2S в очищенном газовом потоке, полученном на стадии (а), зависит от концентрации H2S в сырьевом газовом потоке. Обычно концентрация H2S в очищенном газовом потоке находится в диапазоне от 0,0001 до 80%, предпочтительно от 0,0001 to 20%, более предпочтительно от 0,0001 до 10% от концентрации H2S в сырьевом газовом потоке. Соответственно концентрация H2S в очищенном газовом потоке, полученном на стадии (а), составляет менее чем 10 ч./млн (по объему), предпочтительно менее чем 5 ч./млн (по объему). Следует понимать, что концентрация RSH в очищенном газовом потоке будет зависеть от концентрации RSH в сырьевом газовом потоке. Соответственно концентрация RSH в очищенном газовом потоке будет находиться в диапазоне от 100 ч./млрд (по объему) до 0,1 об.%. Необязательно, очищенный газовый поток может быть подвергнут дополнительной обработке для того, чтобы удалить больше меркаптанов. Соответствующий способ достижения дополнительного удаления меркаптанов, описанный в журнале Hydrocarbon Engineering, June 2001, p. 55-60, включает адсорбцию меркаптанов с использованием слоя адсорбента, с последующей регенерацией слоя адсорбента, который содержит меркаптаны. Подходящие твердые материалы - адсорбенты включают материалы на основе диоксида кремния, силикагеля,-3 014412 оксида алюминия или алюмосиликата. В слое адсорбента обычно можно различить две зоны: равновесную зону и зону массопереноса. В равновесной зоне количество адсорбированного материала находится в равновесии с парциальным давлением компонента в сырье. В зоне массопереноса адсорбент активно адсорбирует компонент из газового потока. Адсорбция компонентов из газовой смеси на твердых адсорбентах представляет собой термический экзотермический процесс. Обычно этот процесс может быть обращен путем подвода тепла к адсорбенту и фазе адсорбата. Если подводится достаточно тепла, адсорбированные компоненты покидают внутреннюю поверхность и поры адсорбента. Для завершения процесса регенерации адсорбент еще раз охлаждается до начальной температуры. Это обращение процесса адсорбции называется регенерацией. Предпочтительные твердые адсорбенты представляют собой цеолиты, имеющие отверстия, в которые способны входить или проходить частицы. В некоторых типах цеолитов эти отверстия соответственно определяются как диаметр пор, в то время как в других типах отверстия соответственно определяются как отверстия в структуре каркаса. В случае когда в углеводородном потоке присутствует вода,процесс протекает с большей эффективностью, если воду удаляют до операции удаления меркаптанов,предпочтительно путем адсорбции воды на цеолите, имеющем диаметр пор менее чем 5. Это может привести к очень низкому содержанию меркаптанов, соответственно в диапазоне 20 ч./млрд (по объему) или даже менее. Очищенный газовый поток можно дополнительно обрабатывать известными способами. Например,очищенный газовый поток можно подвергать каталитическому или некаталитическому сжиганию с целью выработки электричества, тепла или энергии или он может быть использован в качестве сырьевого газа для химического процесса или для бытового потребления. В случае когда поток сырьевого газа содержит природный газ, очищенный газовый поток также может быть охлажден с целью получения сжиженного природного газа (LNG), как, например, описано в документах WO 99/60316 или WO 00/29797,содержание которых включено в настоящее изобретение. Таким образом, это изобретение также предоставляет LNG, полученный путем охлаждения очищенного газового потока, полученного с использованием способа согласно изобретению. На стадии жидкостной абсорбции образуется насыщенная абсорбирующая жидкость, содержащая такие загрязнения, как H2S, RSH и необязательно СО 2 и/или другие сернистые соединения, такие как карбонилсульфид и ВТХ. Обычно стадия абсорбции может быть проведена в непрерывном режиме, причем этот процесс также включает в себя регенерацию насыщенной абсорбирующей жидкости. Поэтому предпочтительно удаление загрязнений включает стадию регенерации, на которой насыщенную абсорбирующую жидкость регенерируют путем переноса по меньшей мере части загрязнений в поток регенерирующего газа. Соответственно регенерация протекает при относительно низком давлении и высокой температуре. Насыщенная абсорбирующая жидкость, кроме H2S и RSH, также может содержать значительные количества других соединений из сырьевого газового потока, например углеводороды, монооксид углерода и водород. Следовательно, может быть выгодным удалять из насыщенного растворителя эти (некислотные) соединения, по меньшей мере частично, путем однократного испарения при давлении,которое выше, чем сумма парциальных давлений этих соединений. Таким образом, из растворителя выделяются только очень малые количества СО 2 и необязательно H2S и COS вместе с некислотными соединениями. Регенерацию соответственно проводят путем нагревания в аппарате регенерации при относительно высокой температуре в диапазоне от 70 до 150 С. Предпочтительно нагревание осуществляют водяным паром или горячим маслом. Предпочтительно повышение температуры проводить в ступенчатом режиме. Регенерацию осуществляют при абсолютном давлении в диапазоне от 1 до 2 бар. После регенерации получаются регенерированная абсорбирующая жидкость и высокосернистый газовый поток, содержащий H2S и RSH. Необязательно, высокосернистый газовый поток может дополнительно содержать диоксид углерода и карбонилсульфид. Предпочтительно регенерированная абсорбирующая жидкость используется снова на этапе абсорбции стадии (а) для удаления H2S. Соответственно регенерированная абсорбирующая жидкость вступает в теплообмен с насыщенной абсорбирующей жидкостью с целью использования тепла в другом месте. На стадии (b) высокосернистый газовый поток, содержащий H2S и RSH, разделяют в реакторе обогащения для того, чтобы получить газовый поток, обогащенный H2S, и остаточный газовый поток, содержащий меркаптаны RSH. Предпочтительно этот способ разделения осуществляют за счет того, что высокосернистый газовый поток подвергают избирательной абсорбции, где предпочтительно абсорбируется H2S. Избирательная абсорбция H2S известна из уровня техники, например см. книгу по очистке газов: A. Kohl, F. Riesenfeld,Gas Purification, 3-е изд. фирмы Gulf Publishing Co, Houston, 1979. Избирательные абсорбирующие жидкости содержат водные растворы алканоламинов, таких как DEA, TEA, DIPA, MDEA, диалкиловые эфиры полиэтиленгликоля или ацетат N,N-диметиламмония. Кроме того, может быть использована смесь сульфолана и алканоламина. Другие избирательные абсорбенты включают N-метилпирролидон и трибутилфосфат.-4 014412 На стадии (b) получается остаточный газовый поток, содержащий меркаптаны RSH. Этот остаточный газовый поток может дополнительно содержать другие соединения, например диоксид углерода,и/или ароматические соединения, особенно углеводороды и/или ВТХ, которые не абсорбируются на стадии избирательной абсорбции. Например, это может происходить, когда в качестве абсорбирующей жидкости на стадии (а) используют химический растворитель, особенно MDEA. Соответственно концентрация H2S в остаточном газовом потоке будет значительно ниже по сравнению с концентрацией в сырьевом газовом потоке. Абсорбированный H2S в последующем десорбируется при регенерации, как описано ранее, в результате получается газовый поток, обогащенный H2S. Затем на стадии (с) этот газовый поток, обогащенный H2S, поступает в установку Клауса, таким образом, получается первый отходящий газовый поток, содержащий SO2. В установке Клауса сероводород превращается в элементарную серу с использованием хорошо известного процесса Клауса. Процесс Клауса представляет собой способ, в котором элементарная сера образуется путем частичного окисления H2S с использованием кислородсодержащего газа (в том числе чистого кислорода), чтобы получить SO2, в последующем образовавшийся SO2 взаимодействует с оставшейся частью H2S в присутствии катализатора. Наиболее широко в качестве катализатора Клауса используют активированный сферический оксид алюминия без промоторов. Соответственно установка Клауса включает в себя камеру сгорания с последующими двумя (или более) слоями катализатора и двумя или более холодильниками. Продукты реакции охлаждают в этих холодильниках и извлекают жидкую элементарную серу. Поскольку выход элементарной серы в расчете на введенный сероводород не является количественным, в отходящем газе из установки Клауса остается небольшое количество непрореагировавшего сероводорода и диоксида серы. Отходящий газ из установки Клауса, который является первым отходящим газовым потоком, содержит SO2. На стадии (d) первый отходящий газовый поток, содержащий SO2, поступает в реактор для обработки отходящего газа процесса Клауса. В этом реакторе для обработки отходящего газа диоксид серы восстанавливают до сероводорода в процессе гидрогенизации. Кроме того, COS (если он присутствует) превращается в сероводород. Предпочтительным реактором для обработки отходящего газа фирмы Shell является так называемый реактор SCOT (т.е. Shell Claus Off-gas Treating), который описан, например, в упомянутом выше справочнике Kohl и Riesenfeld. Первый отходящий газовый поток, содержащий SO2,сначала нагревают, и затем поток контактирует с катализатором, что приводит к образованию H2S. Второй отходящий газовый поток, содержащий H2S, выходит из реактора для обработки отходящего газа процесса Клауса. Температура в реакторе для обработки отходящего газа процесса Клауса соответственно составляет от 150 до 350 С, предпочтительно от 210 до 250 С. На стадии (е) RSH из остаточного газового потока, содержащего меркаптан RSH, полученного на стадии (b), превращается в H2S в реакторе для превращения RSH. Как указано выше, условия в реакторе для превращения RSH выбирают таким образом, чтобы была достигнута высокая степень превращенияRSH. Это возможно, поскольку реактор для превращения RSH эксплуатируется независимо от реактора для обработки отходящего газа процесса Клауса. Реактор для превращения RSH будет эксплуатироваться таким образом, чтобы по меньшей мере одно условие эксплуатации отличалось от соответствующего условия эксплуатации в реакторе для обработки отходящего газа процесса Клауса. Примерами условий эксплуатации являются температура и объемная скорость потока газа. В предпочтительном варианте осуществления рабочая температура реактора для превращения RSH отличается от рабочей температуры реактора для обработки отходящего газа. В особенно предпочтительном варианте осуществления рабочая температура реактора для превращения RSH выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса. Предпочтительно рабочая температура реактора для превращения RSH находится в диапазоне на 10-150 С выше, предпочтительно на 20-150 С выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса. Эта разность температур обеспечивает оптимальное превращениеRSH. Поскольку подходящие температуры реактора для обработки отходящего газа процесса Клауса находятся в диапазоне от 210 до 320 С, в этом предпочтительном варианте осуществления температура в реакторе для превращения RSH изменяется от 300 до 425 С, более предпочтительно от 320 до 400 С. Предпочтительно реактор для превращения RSH включает в себя катализатор, способный превращать RSH. Соответственно катализатор включает в себя по меньшей мере один металл, который выбирают из группы, состоящей из меди, кобальта, хрома, ванадия и молибдена. Предпочтительно катализатор содержит соединения активного металла на носителе. Соответственно металл присутствует в катализаторе в форме оксида или сульфида. Носитель может быть выбран из группы, состоящей из оксида алюминия, диоксида кремния, алюмосиликата, диоксида титана, диоксида циркония и оксида магния.-5 014412 В способе, описанном в документе ЕР-А-1338557, используется один реактор в установке для обработки отходящего газа процесса Клауса. Указаны следующие условия процесса в этом реакторе: температура от 230 до 300 С и объемная скорость потока газа 500-3000 ч-1. Преимущество способа настоящего изобретения состоит в том, что условия работы двух реакторов: гидрогенизационного реактора и реактора для превращения RSH, могут быть оптимизированы независимо. Это относится не только к температуре, но также к объемной скорости потока газа, причем эти условия могут быть выбраны таким образом, чтобы в каждом реакторе можно было получить оптимальный режим работы. Достаточно очевидно,что чем выше значение объемной скорости потока газа, тем меньше может быть размер реактора, таким образом, улучшается экономическая целесообразность способа. В то время как в примерах документа ЕР-А-1338557 используется объемная скорость потока газа 1000 ч-1, условия отдельных реакторов согласно изобретению позволяют работать при повышенной объемной скорости потока. Таким образом,могут быть использованы реакторы меньшего размера, что приводит к значительному снижению себестоимости, а также к более легкой эксплуатации. Предпочтительно объемная скорость в реакционной зоне превращения RSH находится в диапазоне от 1000 до 5000 ч-1, предпочтительно от 1100 до 3000 ч-1. Отличные результаты были получены объемной скорости в диапазоне от 1500 до 2500 ч-1. Особенно предпочтительный вариант осуществления дополнительно включает в себя стадия (f) охлаждения остаточного газового потока, содержащего H2S, охлаждения второго отходящего газового потока, содержащего H2S, и контактирования обоих охлажденных газовых потоков с абсорбирующей жидкостью, в результате чего H2S из обоих газовых потоков переводится в абсорбирующую жидкость с целью получения абсорбирующей жидкости, насыщенной сероводородом, и выходящего газового потока. Предпочтительно насыщенную абсорбирующую жидкость регенерируют путем контактирования жидкости с отпаривающим газом. По причине незначительной концентрации RSH в остаточном газовом потоке, содержащем H2S, количество RSH и H2S в выпускаемом газовом потоке также будет мало. Предпочтительным способом вывода выходящего газового потока является направление его в печь для сжигания с целью получения газа сгорания, который выпускается в атмосферу на дополнительной стадии (g). По причине незначительной концентрации RSH в выпускаемом потоке количество диоксида серы, образовавшегося в результате сжигания RSH и выбрасываемого в атмосферу, также будет мало. Таким образом, этот способ обеспечивает соответствие строгим требованиям экологии, наряду с удалением RSH до очень низкой концентрации. Теперь работа реактора для превращения RSH будет проиллюстрирована следующими не ограничивающими примерами. Пример 1 (согласно изобретению). Остаточный газовый поток, содержащий RSH и имеющий состав, который указан в табл. 1, при различных температурах контактирует с катализатором, содержащим Со/Mo при объемной скорости потока газа (GHSV) 2500 ч-1. Концентрацию RSH в газовом потоке, выходящем из реактора для превращения RSH, измеряют методом газовой хроматографии и определяют степень превращения при различных температурах. Результаты приведены в табл. 2. Таблица 1 Состав (мол.%) остаточного газового потока, содержащего RSH Эти результаты демонстрируют, что может быть достигнута высокая степень превращения RSH. Степень превращения RSH можно регулировать путем установки температуры реактора. Пример 2 (согласно изобретению). Остаточный газовый поток, содержащий RSH и имеющий состав, который указан в табл. 1, при различных значениях объемной скорости потока газа контактирует с катализатором, содержащим Со/Mo,при температуре 350 С. Концентрацию RSH в газовом потоке, выходящем из реактора для превращенияRSH, измеряют методом газовой хроматографии и определяют степень превращения при различных Эти результаты демонстрируют, что даже при высоких значениях ОСПГ достигнута высокая степень превращения RSH. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения очищенного газового потока из сырьевого газового потока, содержащего загрязнения, включающий следующие стадии:(a) удаление загрязнений из сырьевого газового потока с целью получения очищенного газового потока и высокосернистого газового потока, содержащего H2S и RSH;(b) разделение высокосернистого газового потока, содержащего H2S и RSH, на газовый поток, обогащенный H2S, и остаточный газовый поток, содержащий RSH;(c) превращение H2S в газовом потоке, обогащенном H2S, в элементарную серу в установке Клауса,таким образом получая первый отходящий газовый поток, содержащий SO2;(d) превращение SO2 в первом отходящем газовом потоке, содержащем SO2, в H2S в реакторе для обработки отходящего газа процесса Клауса с целью получения второго отходящего газового потока,содержащего H2S;(e) превращение RSH из остаточного газового потока, содержащего RSH, в H2S в реакторе для превращения RSH с целью получения остаточного газового потока, содержащего H2S, причем по меньшей мере один параметр условий эксплуатации реактора для превращения RSH отличается от соответствующего параметра условий эксплуатации реактора для обработки отходящего газа процесса Клауса. 2. Способ по п.1, дополнительно включающий стадию (f) охлаждения остаточного газового потока,содержащего H2S, и охлаждения второго отходящего газового потока, содержащего H2S, и контактирования обоих охлажденных газовых потоков с абсорбирующей жидкостью, в результате чего H2S из обоих газовых потоков переводится в абсорбирующую жидкость с получением абсорбирующей жидкости, насыщенной сероводородом, и выходящего газового потока. 3. Способ по любому из пп.1 или 2, дополнительно включающий стадию (g) направления выходящего газового потока в печь для сжигания с целью получения газа сгорания, который выпускают в атмосферу. 4. Способ по любому из пп.1-3, в котором параметром условий эксплуатации реактора является температура. 5. Способ по любому из пп.1-4, в котором отходящий газовый поток, содержащий SO2, дополнительно включает COS, причем COS превращают в H2S в реакторе для обработки отходящего газа процесса Клауса. 6. Способ по любому из пп.1-5, в котором рабочая температура реактора для превращения RSH выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса. 7. Способ по п.6, в котором рабочая температура реактора для превращения RSH находится в диапазоне на 10-150 С выше, предпочтительно на 20-150 С выше, чем рабочая температура реактора для обработки отходящего газа процесса Клауса.-7 014412 8. Способ по любому из пп.1-7, в котором рабочая температура реактора для обработки отходящего газа процесса Клауса находится в диапазоне от 150 до 350 С, предпочтительно от 210 до 250 С. 9. Способ по любому из пп.1-8, в котором рабочая температура реактора для превращения RSH находится в диапазоне от 300 до 425 С, более предпочтительно от 320 до 400 С. 10. Способ по любому из пп.1-9, в котором концентрация RSH в остаточном газовом потоке находится в диапазоне от 10 ч./млн (по объему) до 1 об.%, предпочтительно от 100 ч./млн (по объему) до 1 об.% в расчете на весь остаточный газовый поток. 11. Способ по любому из пп.1-8, в котором реактор для превращения RSH содержит катализатор,способный превращать RSH. 12. Способ по п.11, в котором катализатор превращения RSH включает в себя по меньшей мере одно соединение, выбранное из группы кобальта, никеля и вольфрама в сочетании с молибденом. 13. Способ по любому из пп.1-12, в котором объемная скорость подачи газа в реактор превращения
МПК / Метки
МПК: B01D 53/48, C01B 17/04, B01D 53/86
Метки: очищенного, получения, потока, способ, газового
Код ссылки
<a href="https://eas.patents.su/9-14412-sposob-polucheniya-ochishhennogo-gazovogo-potoka.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения очищенного газового потока</a>
Способ получения газового потока с малым содержанием сероводорода
Номер патента: 12879
Опубликовано: 30.12.2009
Авторы: Ван Ден Борн Исаак Корнелис, Местерс Каролус Маттиас Анна Мария
МПК: B01D 53/86, C01B 17/04
Метки: малым, содержанием, потока, получения, сероводорода, газового, способ
Формула / Реферат:
1. Способ получения газового потока с малым содержанием H2S из потока сырьевого газа, содержащего H2S, включает стадии, на которых (a) осуществляют селективное окисление H2S путем подачи потока сырьевого газа, содержащего H2S, инертной жидкой среды и газового потока, содержащего молекулярный кислород, в реакционную зону при температуре от 120 до 160шC, где реакционная зона включает по меньшей мере одну каталитическую зону, содержащую катализатор...
Способ получения газового потока, обедненного меркаптанами
Номер патента: 14385
Опубликовано: 29.10.2010
Авторы: Карлссон Андерс, Ласт Тейме, Раджани Джаянтилал Багванджи
МПК: B01D 53/14, B01D 53/04
Метки: меркаптанами, получения, газового, способ, обедненного, потока
Формула / Реферат:
1. Способ получения газового потока, обедненного меркаптанами, из потока газового сырья, содержащего природный газ, меркаптаны и в диапазоне от 1 об.ч./млн до 1 об.% в расчете на общий поток газового сырья ароматические соединения, выбранные из группы, состоящей из бензола, толуола, о-ксилола, м-ксилола и п-ксилола, включает следующие стадии:(a) введение в контакт в зоне удаления ароматических соединений потока газового сырья с абсорбирующей...
Цеолитные адсорбенты, способ их получения и их использование для удаления углекислого газа из газового потока
Номер патента: 3930
Опубликовано: 30.10.2003
Авторы: Майоле Франсис, Гран-Мугэн Мари-Терез, Руэ Жак
МПК: B01D 53/04, B01J 20/18
Метки: потока, адсорбенты, газа, способ, углекислого, газового, удаления, использование, цеолитные, получения
Формула / Реферат:
1. Цеолитный адсорбент, содержащий смесь 5-95%, предпочтительно 50-90 мас.%, по меньшей мере одного цеолита X с отношением Si/Al, равным 1,25, и 95-5%, предпочтительно 50-10 мас.%, по меньшей мере одного цеолита SLX с отношением Si/Al, равным 1, в котором либо по меньшей мере 80% суммарного количества обмениваемых катионных центров совокупности цеолитов смеси заняты катионами натрия, либо по меньшей мере 70% суммарного количества обмениваемых...
Система для комбинированного влажного и сухого удаления загрязняющих веществ из газового потока и способ удаления загрязняющих веществ из газового потока
Номер патента: 5015
Опубликовано: 28.10.2004
Авторы: Борен Ричард М., Тузински Пэтрик А., Кронбек Кевин П., Карлтон Стив С., Лэрсон Джошуа И., Хэммел Чарлз Ф., Пэхлмэн Джон И., Эксен Стив Дж., Хафф Рэй В.
МПК: B01D 53/56, B01D 53/14, B01D 53/50...
Метки: удаления, система, веществ, газового, комбинированного, загрязняющих, влажного, способ, сухого, потока
Формула / Реферат:
1. Система для комбинированного влажного и сухого удаления загрязняющих веществ из газового потока, содержащая влажный газоочиститель, в который подаётся кислотный, водянистый шлам сорбента восстанавливаемых окисей марганца с размером частиц от менее чем 0,1 до 500 мкм, а значение БЭТ в диапазоне от 1 до 1000 м2/г, при этом влажный газоочиститель выполнен с возможностью введения газового потока, содержащего по меньшей мере первое и второе...
Способ разделения газового потока (варианты)
Номер патента: 3854
Опубликовано: 30.10.2003
Авторы: Кэмпбел Рой Э., Пирс Майкл К., Уилкинсон Джон Д., Хадсон Хэнк М.
МПК: F25J 3/02
Метки: варианты, способ, газового, потока, разделения
Формула / Реферат:
1. Способ разделения газового потока, включающего в себя метан, C2-компоненты, C3-компоненты и компоненты высших углеводородов, на летучую фракцию остаточного газа, включающую в себя большую часть указанного метана, и фракцию относительно меньшей летучести, включающую в себя большую часть указанных C2-компонентов, C3-компонентов и компонентов высших углеводородов, в котором a) указанный газовый поток обрабатывают на одной или нескольких стадиях...
Предыдущий патент: Фунгицидные смеси на основе триазолов
Следующий патент: Устройство и способ обработки данных
Случайный патент: Форсунка смешанного типа с низким содержанием оксидов азота nox