Способ электростатической окраски элементов из диэлектрика или материала с низкой электропроводностью, установка для окраски и электрод установки
Формула / Реферат
1. Электрод (17) установки для окраски электростатическим методом элементов из диэлектрических материалов или материалов с низкой электропроводностью, предназначенный для ввода в контакт с подлежащим окраске элементом (16) и для подсоединения к одному из двух полюсов источника (19) электрического напряжения, комплектующего установку, причем указанная установка содержит пистолет-распылитель (13), включающий в зоне прохода краски электрод, подсоединенный к другому полюсу источника (19) электрического напряжения, причем указанный пистолет-распылитель (13) предназначен для передачи краске электрического заряда и ее распыления на подлежащий окраске элемент, отличающийся тем, что на его наружной поверхности выполнены области с резкими изменениями профиля, соединенные между собой областями впадин, причем эти области с резкими изменениями профиля и области впадин предназначены для ввода в контакт, по меньшей мере, частично с подлежащим окраске элементом, при этом указанные области с резкими изменениями профиля образуют зону локализации пикового электростатического эффекта, и этот пиковый эффект вызывает существенную деформацию линий поля, что обеспечивает одновременное осаждение краски на все поверхности элемента (16) без перемещения пистолета-распылителя (13).
2. Электрод (17) по п.1, отличающийся тем, что указанные области с резкими изменениями профиля образованы выступами (22, 23, 24, 25, 33).
3. Электрод (17) по п.2, отличающийся тем, что он содержит сердечник, а выступы (22, 23, 24, 25, 33) расположены на наружной поверхности сердечника.
4. Электрод (17) по п.3, отличающийся тем, что каждый выступ (33) выполнен продольным и параллельным оси электрода.
5. Электрод (17) по любому из пп.2-4, отличающийся тем, что он снабжен прямым сердечником круглого поперечного сечения, а выступы (22, 23, 24, 25) выполнены таким образом, что образуют винтовую линию на наружной поверхности сердечника.
6. Электрод (17) по п.5, отличающийся тем, что он образован цилиндрическим сердечником, оснащенным витками (22, 23, 24, 25) наружной резьбы и, по меньшей мере, одной продольной прорезью (26, 27), проходящей по образующей сердечника с пересечением резьбы.
7. Электрод (17) по п.1, отличающийся тем, что он выполнен в виде пластины, при этом выступы образованы, по меньшей мере, на одной поверхности указанной пластины.
8. Электрод (17) по п.1, отличающийся тем, что он образован волнистой пластиной.
9. Электрод (17) по п.8, отличающийся тем, что волны пластины в сечении являются треугольными.
10. Электрод (17) по п.2 или 9, отличающийся тем, что указанная пластина снабжена выступами, по меньшей мере, на одной из ее поверхностей.
11. Способ окраски элемента (16) из диэлектрических материалов или материалов с низкой электропроводностью, в котором используют устройство (13) распыления краски (20), включающее камеру, сообщающуюся с одной стороны с выпускным отверстием для краски и с другой стороны с источником (46) запаса краски, отличающийся тем, что
к элементу (16) механически и электрически подсоединяют, по меньшей мере, один электрод (17), в соответствии с любым из предыдущих пунктов формулы изобретения;
создают электростатическое поле между электродом (17) и устройством (13) распыления краски путем создания разности электрических потенциалов между электродом (17) и другим электродом, помещенным в камере устройства (13) распыления краски;
подают краску от источника (46) краски к выпускному отверстию для краски посредством ее прохода через камеру;
электрически заряжают эту краску (20); и
распыляют указанную краску на подлежащий окраске элемент (16).
12. Способ окраски по п.11, отличающийся тем, что в нем используют твердую краску в форме порошка.
13. Способ окраски по п.11 или 12, отличающийся тем, что электрод (17) вводят внутрь элемента (16).
14. Способ окраски по п.11 или 12, отличающийся тем, что электрод (17) помещают, по меньшей мере, на одной из наружных поверхностей подлежащего окраске элемента (16).
15. Способ окраски по любому из пп.11-14, отличающийся тем, что перед нанесением окраски подлежащие окраске поверхности элемента подвергают тонкой шлифовке.
16. Способ окраски по п.15, отличающийся тем, что перед распылением твердой краски герметизируют неровности кромок и пазов элементов посредством нанесения герметизирующего покрытия.
17. Способ окраски по любому из пп.11-16, отличающийся тем, что он включает операцию перемещения через зону печи (39), в которой производят нагрев с пониженными скоростями воздушных потоков, по сравнению с последующими стадиями нагрева.
18. Установка для окраски элемента (16) из диэлектрических материалов или материалов с низкой электропроводностью для осуществления способа согласно любому из пп.11-17, отличающаяся тем, что она оснащена, по меньшей мере, одним электродом (17) согласно одному из пп.1-10 формулы изобретения.
19. Установка по п.18, отличающаяся тем, что она включает печь (39), в которой осуществляется нагрев с пониженными скоростями воздушных потоков, по сравнению с последующими стадиями нагрева.

Текст
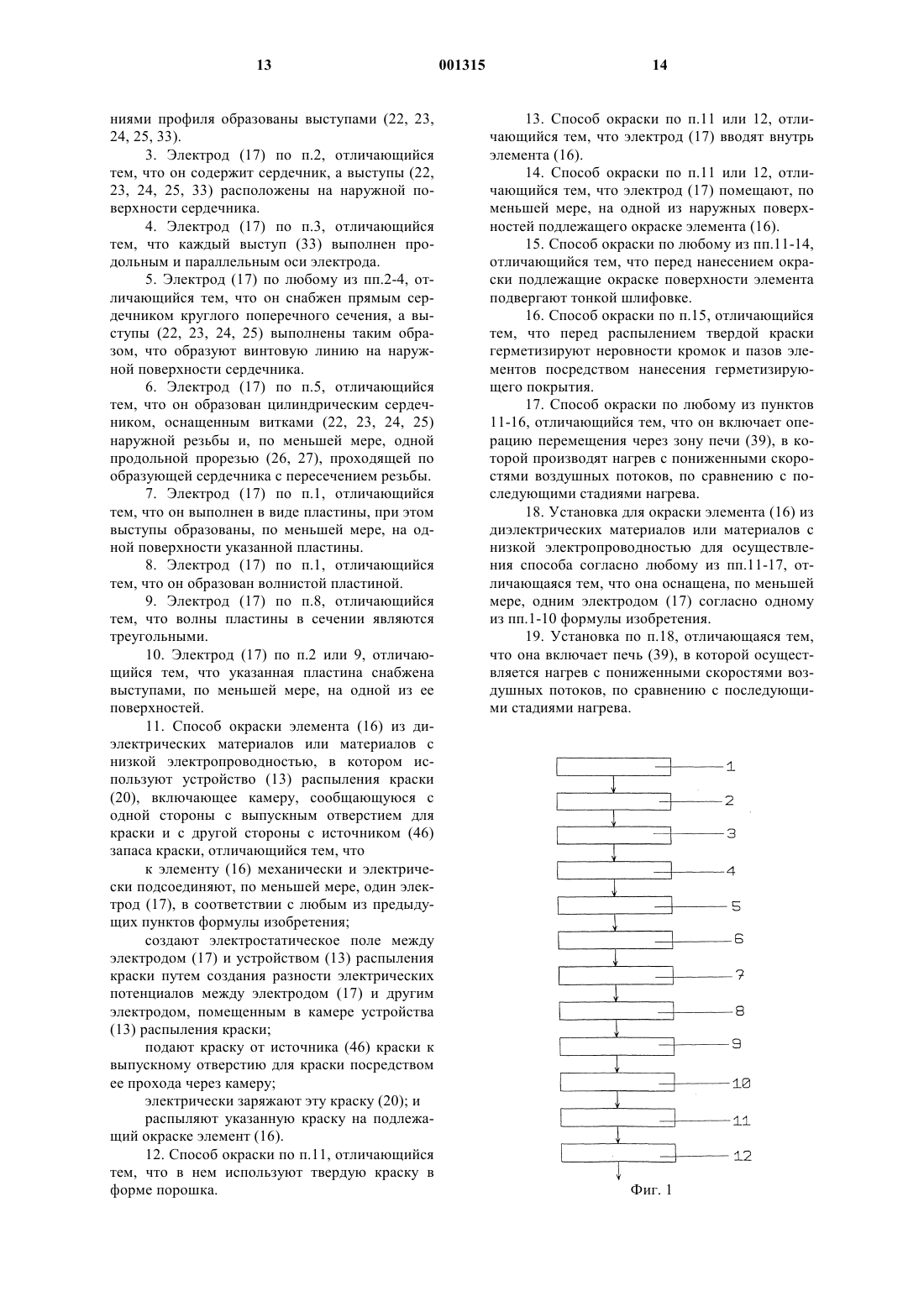
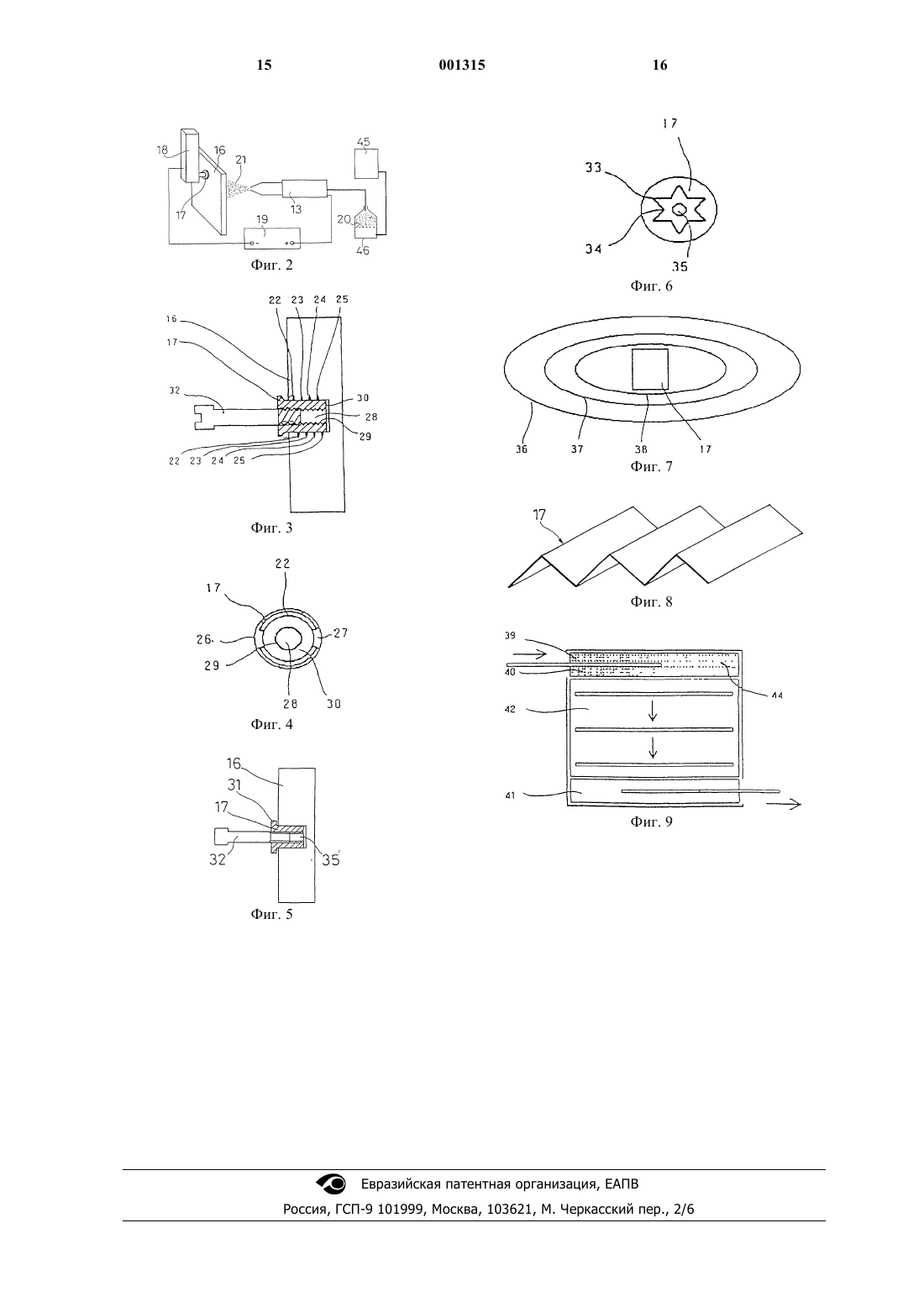
1 Изобретение относится к способу окраски элементов из диэлектрических материалов или материалов с низкой электропроводностью,электроду установки для электростатической окраски элементов из диэлектрических материалов или материалов с низкой электропроводностью и установке для окраски элементов из диэлектрических материалов или материалов с низкой электропроводностью. В частности, изобретение предназначено для применения в деревообделочной и мебельной промышленности. Известные способы нанесения окраски на дерево включают операции шлифовки деревянной панели, нанесения грунтового слоя, после чего следует выдержка времени до его высыхания, а затем операция нанесения жидкой краски с последующей сушкой и далее повторение трех указанных операций в той же последовательности до семи циклов. Кромки панели обрабатывают отдельно, и две поверхности должны подвергаться обработке несколько раз. Таким образом, полный процесс занимает от двух с половиной суток (в простейшем случае) до четырех суток (для сложных форм с формованными элементами, вырезами и пазами. Кроме того, жидкие краски не дают гарантии стойкости больше чем на один год или небольшое число лет. Гамма цветов вынужденно очень ограничена. И наконец, слои нанесенной краски должны быть равномерными, то есть число слоев на обеих сторонах панели должно быть одинаковым,иначе она покоробится. Другие способы обработки деревянных панелей заключаются в покрытии поверхностей панели слоистой или армированной бумагой или нанесении на них природного вещества. Изготовление таким способом сложных форм весьма затруднительно или даже невозможно. Покрытия и их соединение с древесиной имеют ограниченную механическую стойкость к ударам. И, наконец, последний способ заключается в нанесении на поверхности и кромки под действием давления или тепла пленки из пластичного материала различных цветов и структуры. Этот способ называется способом формования листовых термопластов. Данный способ не обеспечивает покрытие всей панели за один цикл. Кроме того, волокнистость поверхности может быть видна под слоем листового термопласта. Выбор цветов здесь также очень ограничен. Задачей, на решение которой направлено настоящее изобретение, является преодоление указанных трудностей путем создания способа окраски элементов из диэлектрических материалов или материалов с низкой электропроводностью, в частности, дерева, а также электрода и установки для окраски таких материалов с использованием указанного способа. 2 Способ в соответствии с изобретением является способом окраски элементов из диэлектрических материалов или материалов с низкой электропроводностью, в котором используют устройство распыления краски с внутренней камерой, сообщающейся, с одной стороны, с выпускным отверстием для краски и, с другой стороны, с источником краски (контейнером). Способ по существу отличается тем, что он состоит из операций механического и электрического подсоединения к подлежащему окраске элементу, по меньшей мере, одного электрода,создания электростатического поля между электродом и устройством распыления краски путем создания разности электрических потенциалов между электродом и другим электродом, помещенным в камере устройства распыления краски, подачи краски из контейнера к выпускному отверстию для краски посредством ее прохода через камеру, передаче электрического заряда указанной краске и распыления указанной краски на подлежащий окраске элемент (16). Предпочтительно используют твердую краску в форме порошка, например, порошковую краску на основе полиэфира. Согласно другой особенности способа окраски, он включает ввод электрода в окрашиваемый элемент. Такое расположение позволяет полностью окрашивать все наружные поверхности элемента. В одном из вариантов способ окраски предусматривает размещение электрода, по меньшей мере, на одной из наружных поверхностей подлежащего окраске элемента. Этот вариант способа ограничивает окраску элемента только теми поверхностями, которые не закрыты электродом или электродами. В соответствии с изобретением электрод установки для окраски электростатическим методом элементов из диэлектрических материалов или материалов с низкой электропроводностью предназначен для ввода в контакт с подлежащим окраске элементом и для подсоединения к одному из двух полюсов источника электрического напряжения, который комплектует установку, и по существу отличается тем, что на его наружной поверхности выполнена, по меньшей мере, одна область с резкими изменениями профиля, предназначенная для ввода в контакт с подлежащим окраске элементом, причем указанная область с резкими изменениями профиля образует место локализации так называемого пикового электростатического эффекта. Перечень фигур чертежей Далее в целях лучшего понимания особенностей, решаемых задач и преимуществ изобретения оно поясняется на примерах выполнения со ссылками на чертежи, на которых фиг. 1 представляет в виде блок-схемы последовательность операций в способе по изобретению; 3 фиг. 2 изображает в схематичном виде установку для окраски, оснащенную электродом по изобретению, для осуществления способа в соответствии с изобретением; фиг. 3 изображает в разрезе первый пример выполнения электрода в соответствии с изобретением; фиг. 4 изображает вид спереди электрода по фиг. 3; фиг. 5 изображает в разрезе второй пример выполнения электрода в соответствии с изобретением; фиг. 6 изображает вид спереди электрода по фиг. 5; фиг. 7 представляет в сечении электрическое поле, генерируемое электродом по изобретению; фиг. 8 представляет в перспективном изображении другой пример выполнения электрода в соответствии с изобретением; фиг. 9 схематично представляет на виде сверху тепловую камеру установки для окраски в соответствии с изобретением. Примеры осуществления изобретения На фиг. 1 представлен конкретный пример применения способа в соответствии с изобретением для окраски мебельной древесины. Эта мебельная древесина может быть изготовлена из волокна средней плотности, то есть с частичным использованием древесины цитрусовых деревьев, спрессованной под высоким давлением. Древесина может также представлять собой древесноволокнистую плиту, а также любые другие варианты естественной древесины всех типов или вторичной древесины, используемые в мебельной промышленности. Как показано на фиг. 2, подлежащий окраске элемент может представлять собой панель в форме многоугольника, например, прямоугольной или квадратной формы. На схеме по фиг. 1 представлены операции способа 1 - обрезка и придание формы; 2 - сверление отверстий; 3 - шлифовка и защита кромок; 4 - шлифовка всего элемента в целом; 5 - подсоединение электрода; 6 - подача электрического напряжения на электрод; 7 - подача электрического напряжения на краску; 8 - распыление краски; 9 - тепловая обработка при малом потоке; 10 - тепловая обработка с увеличенным потоком; 11 - обрезка кромок; и 12 - покрытие лаком. Операцию 1 обрезки и придания формы осуществляют известным образом. Она может включать, например, вырезание прямоугольника, закругление кромок и формообразование путем выполнения вырезов и пазов. Операция 4 заключается в придании элементу законченной формы. Другие операции воздействуют на состояние поверхности элемента. Используемая древесина должна иметь влагосодержание предпочтительно от 8 до 12%. Операция 2 сверления отверстий состоит в выполнении первичного отверстия под электрод в элементе таким образом, чтобы установка электрода не вызывала раскалывания элемента. Предпочтительно отверстие выполняют несквозным, и в случае, когда элемент представляет собой панель, отверстие выполняют таким образом, что его средняя ось симметрии расположена перпендикулярно основным плоскостям панели. Операцию 2 сверления отверстий выполняют в зоне, которая впоследствии будет подвергнута обработке, или будет срезана при обрезке кромок. Предпочтительно отверстия под электроды используются в дальнейшем, например, для крепления петель или шарниров или других механических элементов соединения панелей мебели. Сверление не производится,если электрод может быть непосредственно прикреплен к подлежащему окраске элементу. Отверстия также не сверлят, если форма электрода позволяет ввести его в подлежащий окраске элемент без риска его раскалывания. Операция 3 защиты кромок панели является отличительной операцией способа по изобретению. Кромки деревянного элемента шлифуют наждачной бумагой, которая может иметь зернистость, например, 400 для волокна средней плотности и 220 для древесноволокнистой плиты, а затем их покрывают герметизирующим покрытием, таким, как мастика для дерева на основе бария или лаком на основе полиуретана. Эта операция имеет целью закрыть поры и заполнить неровности дерева. Операция 3 защиты включает период сушки, который может составлять несколько часов. Она позволяет подвергать деревянные элементы последующему нагреву до высоких температур. Операция 4 шлифовки также является отличительной операцией способа по изобретению. Шлифовка является операцией подготовки поверхности перед нанесением состава. Шлифовка удаляет с поверхности волокна, загрязнения, жир и царапины. Согласно способу по изобретению шлифовку выполняют наждачной бумагой зернистостью выше 300, предпочтительно зернистостью 400. Эта зернистость соответствует специальной операции, называемой тонкой шлифовкой из-за малого размера зерен шлифовального материала. Указанной шлифовке подвергают все поверхности элемента, подлежащие окраске. Использование материала высокой зернистости не допускает открытия волокон древесины до такой степени, чтобы при нагреве в процессе операций 9 и 10 могло происходить выделение паров или газов. Таким образом, состояние поверхности окраски не из 5 меняется. При обработке панелей выполняют шлифовку всех поверхностей. Операция 5 установки электрода заключается в его механическом креплении и электрическом подсоединении к подлежащему окрашиванию элементу. Согласно предпочтительному примеру осуществления, электрод вводят предпочтительно с усилием в отверстие, просверленное в ходе операции сверления 2. Крепление может выполняться, например, забиванием или завинчиванием. Электрод включает прямые или криволинейные выступы или острые углы. Таким образом, электрод включает вогнутые части. Указанная операция является основной отличительной операцией способа по изобретению, так как форма электрода способствует созданию сферического или плоского электрического поля вокруг электрода при его подсоединении к источнику напряжения. Операция 6 подачи напряжения на электрод заключается в электрическом подсоединении электрода к источнику электрического напряжения. В предпочтительном случае использования желательно, чтобы потенциал был нулевым. Предпочтительно электрод соединяют с источником напряжения с помощью электрического кабеля или металлического держателя. Операцию 7 подачи напряжения на краситель выполняют известным из уровня техники образом. Она заключается в передаче электрического заряда красителю из твердого порошкового вещества, например, порошкообразному полиэфиру, причем знак заряда противоположен знаку заряда, подаваемого на обрабатываемый элемент от источника напряжения через электрод. Таким образом, эквипотенциальные линии распределяются по всему обрабатываемому элементу, и одна из них практически идентична объему элемента. Следует отметить, что этот эффект распространяется на весь элемент, и вследствие этого углы элемента окрашиваются таким же образом, что и остальная его часть,если не лучше. Операция 8 нанесения окраски распылением является операцией известного типа и выполняется обычно посредством электростатического пистолета-распылителя, когда перенос порошковой краски на окрашиваемый элемент обеспечивается несущим потоком воздуха, статическим электричеством и электрическим полем, которое создается между электродом и пистолетом-распылителем. Пистолет-распылитель подсоединен к источнику напряжения и выполнен таким образом, что передает краске электрический заряд любой полярности, положительной или отрицательной. Нанесение краски осуществляется перемещением факела распыла, но краска ложится на элемент одним сплошным слоем. 6 Операцию 9 тепловой обработки с малым тепловым потоком производят в первой камере печи, в которую вводят окрашенные элементы. Поток горячего воздуха, поступающий в камеру снизу, сдерживается средствами механической защиты. Таким образом, ограничиваются термический удар и турбулентность воздушного потока, которые могли бы нарушить равномерность краски. Эта операция имеет очень короткий период, примерно от двух до четырех минут, в течение которого краска начинает приставать к основе. Операция 10 нагрева с увеличенным потоком относится к операциям известного типа. Она осуществляется в остальной части печи. Указанные два типа нагрева производят, например, в газовой печи, но может быть использована и нагревательная камера любого другого типа, подходящая для выполнения данной функции. И, наконец, для элементов, которые продают в виде сборных панелей, операция 11 обрезки кромок позволяет придать элементам требуемые размеры и убрать отверстия под электроды, просверленные в ходе операции 2. Операция 12 покрытия лаком относится к операциям известного типа и выполняется с помощью воздуходувки, ролика, автоматического или ручного распылителя. Из описания фиг. 1 ясно, что отличительными этапами способа по изобретению в порядке убывания значимости являются следующие использование электрода, который включает прямые или криволинейные выступы или острые углы и таким образом способствует созданию сферического или плоского электрического поля вокруг электрода, когда он подсоединяется к источнику напряжения; выполнение шлифовки при использовании зернистости выше 300, предпочтительно зернистости 400, что соответствует операции тонкой шлифовки. Указанная шлифовка улучшает гладкость поверхности, в то же время не допуская коробления при нагреве. Операция 3 защиты кромок, которые покрывают разведенной мастикой для дерева или полиуретановым лаком. Таким образом, эта операция заключается в герметизации пор древесины и заполнении неровностей поверхности древесины. Эта операция защиты кромок включает также фазу сушки, которая может продолжаться несколько часов. На фиг. 1 представлен конкретный пример применения способа в соответствии с изобретением для окраски мебельной древесины. Однако способ может быть использован и для других объектов, таких как гипс, брикеты, кирпич,ПВХ, керамика и, в более общем виде, для всех материалов низкой электропроводности. Способ по изобретению может также использоваться для картонных изделий, изготовленных термическим прессованием из смеси 7 измельченной массы с клеем на основе мочевины. Измельченную массу можно получать из картонных коробок с листовым алюминиевым покрытием. Следует отметить, что окраска может быть металлизированной и/или обеспечивать нанесение металлического слоя или создавать любой другой эффект, такой, как эффект зернистости,чеканки, рельефной или гладкой поверхности. Изделия, полученные с применением способа по фиг. 1, успешно прошли испытания на ударную прочность при ударах шариком до 110 г, контроль по качеству лакокрасочных и лаковых покрытий, секционные пробы на прочность прилипания лаковых покрытий, испытания на стойкость к царапинам, к прожжению горящими сигаретами, к пятнам от продуктов домашнего употребления и пищевых продуктов. Согласно первому варианту выполнения,способ включает этап покрытия лаком путем нанесения бесцветного лака с сушкой ультрафиолетовым излучением яркостью от 25 до 100% (по выбору потребителя), без тонкой шлифовки основы. Расход на квадратный метр составляет предпочтительно от 90 до 160 г с точностью и однородностью до 10 г. Согласно второму варианту, способ включает этап покрытия лаком путем нанесения полиуретанового лака с обычной сушкой или путем нанесения разведенной мастики для дерева с обычной сушкой. Согласно этим двум вариантам, нанесение может выполняться с помощью робота, воздуходувки, пистолета-распылителя или вручную. На фиг. 2 схематично изображена установка для окраски в соответствии с изобретением. На чертеже представлены пистолет-распылитель 13 краски, подлежащий окраске элемент 16, электрод 17, держатель 18 электрода, источник 19 напряжения, краска 20, поток 21 краски,компрессор 45 и контейнер 46 с порошком, образующий запас краски 20. Пистолет-распылитель 13 краски выполнен таким образом, что направляет поток 21 электрически заряженной краски к подлежащему окраске элементу 16. Этот аппарат относится к известному типу. Он включает корпус пистолетного типа с внутренней камерой, которая на одном конце имеет выпускное отверстие для краски, а другим концом соединена с помощью трубопровода с источником 46 краски. Краска в форме порошка подается сжатым воздухом от источника 46 через указанную камеру к выпускному отверстию. Внутри камеры распылителя помещен электрод (не показан), электрически подсоединенный через электрический контур распылителя к положительному полюсу источника 19 электрического напряжения. Другой полюс источника 19 напряжения электрически соединен с электродом 17 либо прямым, либо косвенным образом посредством держателя 18. Таким образом, между электродом 17 и элек 001315 8 тродом распылителя устанавливается электростатическое поле, которое может быть положительным или отрицательным, в зависимости от выбора электрического контура. Краска электрически заряжается при проходе в камере вблизи электрода распылителя или при контакте с ним. Предпочтительно источник электрического напряжения создает между своими полюсами разность потенциалов в несколько десятков киловольт. Подлежащий окраске элемент 16 находится на стадии операции 8 нанесения окраски распылением в способе, описанном применительно к фиг. 1. Следовательно, элемент уже отшлифован с применением зернистости выше 300, а неровности на кромках уже герметизированы. Компрессор 45 нагнетает сжатый воздух в контейнер 46 для порошка известным образом для сообщения текучести краске в контейнере. Краска в виде текучей среды подается к распылителю. Держатель 18 электрода служит опорой для установки электрода 17 и элемента 16 и для электрического подсоединения одного из полюсов источника 19 напряжения к электроду 17. Электрод 17 является проводником и включает части угловой формы, такие, как, например, прямые или криволинейные выступы или острые углы. Таким образом, электрод 17 включает также вогнутые части. Он электрически подсоединен к электрической массе и к элементу 16. К этой электрической массе будет подсоединен отрицательный полюс источника 19 напряжения. Она служит также опорой для элемента 16. В сечении плоскостью, нормальной к оси электрода, каждый образующий часть электрода выступ может иметь треугольную, трапецеидальную или любую другой формы, формирующей область резкой кривизны на расстоянии от указанной поверхности электрода. Каждый выступ может быть выполнен в форме шипа или быть удлиненным и отходить от плоскости электрода прямолинейно или по кривой, например, по дуге окружности, по винтовой линии или по другой кривой. Электрод может включать сердечник, от наружной поверхности которого радиально отходит (отходят) выступ (выступы). Такой электрод с центральным сердечником предназначен для установки в отверстии, предварительно выполненном в подлежащем окраске элементе. В том случае, когда такой электрод должен механически и электрически подсоединяться к окрашиваемому элементу в виде панели многоугольной конфигурации, все поверхности которой должны быть окрашены, электрод предпочтительно вставляют в панель в направлении ее толщины. При этом продольная ось сердечника электрода перпендикулярна двум большим плоскостям панели. 9 Сердечник может иметь прямоугольное поперечное сечение, но предпочтительно, чтобы его сечение было круглым. Тогда сердечник будет иметь цилиндрическую или коническую форму. Выступы электрода с цилиндрическим или коническим сердечником могут отходить от него каждый вдоль одной из образующих наружной цилиндрической или конической поверхности сердечника или по кривой к этой наружной поверхности, например, по винтовой линии, по окружности и др. Выступы электрода с цилиндрическим или коническим сердечником могут быть образованы также шипами, радиально отходящими от сердечника. На фиг. 3 представлен вид в разрезе предпочтительного примера выполнения электрода по настоящему изобретению. На фиг. 4 этот же пример выполнения представлен на виде спереди. Электрод образован цилиндрическим сердечником, имеет наружную резьбу и, по меньшей мере, одну продольную прорезь, проходящую вдоль образующей через резьбу. На фиг. 3 и 4 изображены элемент 16,электрод 17 с цилиндрическим сердечником, на котором имеется наружная резьба с витками 22,23, 24 и 25 и, по меньшей мере, одна прорезь,внутренняя полость 28, внутренняя резьба 29,передняя плоскость 30 и стержень 32. Предпочтительно в электроде предусмотрены две диаметрально противоположные прорези 26, 27. Электрод может иметь большее число прорезей,предпочтительно расположенных равномерно по окружности. Следует обратить внимание на то, что длина электрода задается в соответствии с толщиной подлежащего окраске изделия. В элементе 16 выполнено отверстие, диаметр которого примерно равен диаметру по впадинам витков 22, 23, 24 и 25 наружной резьбы, а глубина примерно равна или больше длины части электрода, вставляемого в панель. Витки 22, 23, 24 и 25 наружной резьбы и две прорези 26, 27 выполнены в единой наружной резьбе с шагом, например, 1 мм. При таком выполнении каждый виток 22, 23, 24 и 25 наружной резьбы имеет примерно равную длину с остальными, но его длина меньше половины винтового витка за счет пересечения с прорезями 26 и 27. Таким образом, электрод 17 включает криволинейные винтовые выступы и острые углы. Цилиндрическая внутренняя полость 28 выполнена сквозной вдоль центральной продольной оси сердечника. Изображенный на фиг. 3 электрод не имеет упорного буртика, но в данном варианте выполнения он может включать буртик для ограничения заглубления в элемент 16. Внутренняя резьба 29 или винтовая нарезка выполнена по всей длине полости 28. Металлический стержень 32 благодаря своей форме дает возможность вставлять электрод 17 в элемент 16 и подсоединять к электро 001315 10 ду средства электрического подсоединения. Стержень 32 предпочтительно выполнен цилиндрическим и имеет на конце резьбу для завинчивания во внутреннюю резьбу 29 электрода 17. Указанный стержень 32 обеспечивает механическое и электрическое соединение электрода 17 с держателем 18. Стержень может также служить опорой для электрода. Электрод 17 в примере выполнения по фиг. 3 и 4 вставляют предпочтительно завинчиванием. Благодаря наличию прорезей электрод в данном выполнении является самонарезающим элементом, т.е. при завинчивании в отверстие он сам нарезает резьбу в отверстии. Таким образом, выступы электрода в виде витков резьбы полностью входят в материал панели и находятся в непосредственном контакте с подлежащим окраске элементом, что улучшает как механическое, так и электрическое соединение между ними. Предпочтительно глубина внедрения электрода в отверстие в элементе 16 по существу больше половины толщины элемента 16 и меньше всей его толщины. На фиг. 5 представлен на виде в разрезе второй пример выполнения электрода. Фиг. 6 изображает электрод по фиг. 5 на виде спереди. На фиг. 5 и 6 представлены элемент 16 и электрод 17 с сердечником, на цилиндрической поверхности которого выполнены наружные прямые продольные выступы 33, разделенные продольными впадинами 34, а также с внутренней полостью 35 и стержнем 32. Указанный электрод имеет цилиндрический сердечник. Наружные прямые продольные выступы 33 и впадины 34 образуют призму с многоугольным основанием, например, в форме звезды. Полость 35 проходит насквозь вдоль продольной центральной оси электрода. Буртик 31 и стержень 32, завинченный в один конец, выполнены такими же и имеют те же функции, что и в выполнении по фиг. 3 и 4. Электрод 17 в примере выполнения по фиг. 5 и 6 предпочтительно вставляют с усилием в отверстие, предварительно выполненное в панели. Таким образом, электрод 17 включает прямые выступы и острые углы. В рамках изобретения могут быть другие формы электрода, такие, как, например, шурупы, стержни с винтовой нарезкой и др. Можно также выполнить электрод, например, в виде тонкой пластины многоугольной формы с наружными выступами, по меньшей мере, на одной из поверхностей пластины. Такой электрод можно заглубить в панель врезанием без предварительного сверления или вставить в предварительно просверленное отверстие или укрепить на одной из поверхностей элемента. Выступы такого электрода в виде тонкой пластины могут иметь вид удлиненных шипов и др. В любом случае каждый выступ будет иметь прямую часть треугольной или трапецеидаль 11 ной или другой формы для создания точки пикового электростатического эффекта. Пластина может образовывать чередующиеся выступы и впадины, то есть быть волнистой (рифленой). Волны пластины могут иметь треугольный профиль. Широкие поверхности волн могут быть гладкими или иметь выступы описанных выше видов (см. фиг. 8). Фиг. 7 изображает в сечении электрическое поле, создаваемое установкой по изобретению. На фиг. 7 представлены эквипотенциальные линии 36, 37 и 38, которые создаются, когда напряжение подается в воздухе на заглубленную часть электрода 17. Эти эквипотенциальные линии 36, 37 и 38 имеют эллиптическую форму, и в пространстве их поверхность является эллипсоидальной. Очевидно, что когда электрод 17 заглублен в элемент 16, линии поля принимают еще более уплощенную форму, и одна из них по существу идентична форме элемента 16. Это вызывается диэлектрическими свойствами материала элемента 16 или его низкой электропроводностью. На фиг. 9 представлены печь 39, зона 40 ввода элементов, зона 41 выхода элементов,зона 42 нагрева с увеличенным потоком, впуск для горячего воздуха, снабженный защитой 44. Печь 39 включает зону 40 для ввода элементов, которая может быть, например, расположена на одном конце печи, в то время как зона 41 выхода элементов расположена на другом ее конце. Между двумя этими зонами расположена промежуточная зона 42. В указанной печи 39 производится первая стадия нагрева,или термообработки с пониженными скоростями воздушных потоков по сравнению с последующими стадиями нагрева, или термообработки для того, чтобы краска могла образовать гель до того, как элемент войдет в зону с сильными воздушными потоками. Первая стадия нагрева осуществляется в зоне ввода воздуха, в то время как последующие стадии осуществляются в остальной части печи, то есть в зонах 42 и 41. Важно отметить, что весь объем печи имеет одинаковую температуру. Область нагрева с увеличенным потоком включает зоны 42 и 41. Согласно предпочтительному варианту осуществления, печь на всем своем протяжении оснащена отверстиями для ввода воздуха, причем воздух подается снизу, а отверстия для ввода распределены в зонах 40,41 и 42. Для того, чтобы в зоне ввода воздушные потоки были замедленными, она оснащена экраном 44, который образован съемной заслонкой, помещенной на дне зоны и закрывающей впускные отверстия для воздуха. В соответствии со способом и установкой для нагрева, элементы 16 вначале подвергают нагреву без термического шока и турбулентности воздуха, так как эти два воздействия могут вызвать ухудшения качества окраски поверхностей элемента 16, 001315 12 находящейся еще в состоянии твердого порошка, осажденного на поверхности элемента 16. Следует отметить, что температуры и продолжительность нагрева выдерживают такими,какие рекомендуются для применяемых красок и порошков, так как дерево после защиты кромок и выемок герметизирующими средствами может выдерживать высокие температуры без теплового расширения. Способ и устройство по изобретению могут применяться также для окраски элементов из древесных агломератов, прессованной древесины, древесных агломератов с покрытием из поливиниловой пленки, например, ПВХ, гладкой или имитирующей натуральную структуру,из древесного волокна средней плотности, шероховатого или с покрытием из ПВХ, гладкого или имитирующего натуральную структуру или из фанеры натуральной структуры. Следует отметить, что электрод может составлять часть законченного готового изделия и в этом случае не удаляется из панели. Такой электрод, представляющий в данном случае вставную часть, может служить в качестве соединительного элемента для панели. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Электрод (17) установки для окраски электростатическим методом элементов из диэлектрических материалов или материалов с низкой электропроводностью, предназначенный для ввода в контакт с подлежащим окраске элементом (16) и для подсоединения к одному из двух полюсов источника (19) электрического напряжения, комплектующего установку, причем указанная установка содержит пистолетраспылитель (13), включающий в зоне прохода краски электрод, подсоединенный к другому полюсу источника (19) электрического напряжения, причем указанный пистолет-распылитель (13) предназначен для передачи краске электрического заряда и ее распыления на подлежащий окраске элемент, отличающийся тем,что на его наружной поверхности выполнены области с резкими изменениями профиля, соединенные между собой областями впадин,причем эти области с резкими изменениями профиля и области впадин предназначены для ввода в контакт, по меньшей мере, частично с подлежащим окраске элементом, при этом указанные области с резкими изменениями профиля образуют зону локализации пикового электростатического эффекта, и этот пиковый эффект вызывает существенную деформацию линий поля, что обеспечивает одновременное осаждение краски на все поверхности элемента (16) без перемещения пистолета-распылителя (13). 2. Электрод (17) по п.1, отличающийся тем, что указанные области с резкими измене 13 ниями профиля образованы выступами (22, 23,24, 25, 33). 3. Электрод (17) по п.2, отличающийся тем, что он содержит сердечник, а выступы (22,23, 24, 25, 33) расположены на наружной поверхности сердечника. 4. Электрод (17) по п.3, отличающийся тем, что каждый выступ (33) выполнен продольным и параллельным оси электрода. 5. Электрод (17) по любому из пп.2-4, отличающийся тем, что он снабжен прямым сердечником круглого поперечного сечения, а выступы (22, 23, 24, 25) выполнены таким образом, что образуют винтовую линию на наружной поверхности сердечника. 6. Электрод (17) по п.5, отличающийся тем, что он образован цилиндрическим сердечником, оснащенным витками (22, 23, 24, 25) наружной резьбы и, по меньшей мере, одной продольной прорезью (26, 27), проходящей по образующей сердечника с пересечением резьбы. 7. Электрод (17) по п.1, отличающийся тем, что он выполнен в виде пластины, при этом выступы образованы, по меньшей мере, на одной поверхности указанной пластины. 8. Электрод (17) по п.1, отличающийся тем, что он образован волнистой пластиной. 9. Электрод (17) по п.8, отличающийся тем, что волны пластины в сечении являются треугольными. 10. Электрод (17) по п.2 или 9, отличающийся тем, что указанная пластина снабжена выступами, по меньшей мере, на одной из ее поверхностей. 11. Способ окраски элемента (16) из диэлектрических материалов или материалов с низкой электропроводностью, в котором используют устройство (13) распыления краски(20), включающее камеру, сообщающуюся с одной стороны с выпускным отверстием для краски и с другой стороны с источником (46) запаса краски, отличающийся тем, что к элементу (16) механически и электрически подсоединяют, по меньшей мере, один электрод (17), в соответствии с любым из предыдущих пунктов формулы изобретения; создают электростатическое поле между электродом (17) и устройством (13) распыления краски путем создания разности электрических потенциалов между электродом (17) и другим электродом, помещенным в камере устройства(13) распыления краски; подают краску от источника (46) краски к выпускному отверстию для краски посредством ее прохода через камеру; электрически заряжают эту краску (20); и распыляют указанную краску на подлежащий окраске элемент (16). 12. Способ окраски по п.11, отличающийся тем, что в нем используют твердую краску в форме порошка. 14 13. Способ окраски по п.11 или 12, отличающийся тем, что электрод (17) вводят внутрь элемента (16). 14. Способ окраски по п.11 или 12, отличающийся тем, что электрод (17) помещают, по меньшей мере, на одной из наружных поверхностей подлежащего окраске элемента (16). 15. Способ окраски по любому из пп.11-14,отличающийся тем, что перед нанесением окраски подлежащие окраске поверхности элемента подвергают тонкой шлифовке. 16. Способ окраски по п.15, отличающийся тем, что перед распылением твердой краски герметизируют неровности кромок и пазов элементов посредством нанесения герметизирующего покрытия. 17. Способ окраски по любому из пунктов 11-16, отличающийся тем, что он включает операцию перемещения через зону печи (39), в которой производят нагрев с пониженными скоростями воздушных потоков, по сравнению с последующими стадиями нагрева. 18. Установка для окраски элемента (16) из диэлектрических материалов или материалов с низкой электропроводностью для осуществления способа согласно любому из пп.11-17, отличающаяся тем, что она оснащена, по меньшей мере, одним электродом (17) согласно одному из пп.1-10 формулы изобретения. 19. Установка по п.18, отличающаяся тем,что она включает печь (39), в которой осуществляется нагрев с пониженными скоростями воздушных потоков, по сравнению с последующими стадиями нагрева.
МПК / Метки
Метки: электропроводностью, диэлектрика, низкой, электрод, способ, установки, материала, электростатической, установка, окраски, элементов
Код ссылки
<a href="https://eas.patents.su/9-1315-sposob-elektrostaticheskojj-okraski-elementov-iz-dielektrika-ili-materiala-s-nizkojj-elektroprovodnostyu-ustanovka-dlya-okraski-i-elektrod-ustanovki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ электростатической окраски элементов из диэлектрика или материала с низкой электропроводностью, установка для окраски и электрод установки</a>
Подводная установка и способ сооружения подводной установки
Номер патента: 594
Опубликовано: 29.12.1999
Автор: Магнуссен Терье
МПК: E21B 43/013
Метки: установка, сооружения, способ, подводная, подводной, установки
Формула / Реферат:
1. Подводная установка для использования в морском бурении и добычи из соответственно нефтяных и/или газовых скважин на больших и средних глубинах, включающая промежуточную станцию в виде обладающего плавучестью полого тела (16), заякоренного связями натяжения/опорами на морском дне (10) и помещенного на глубине значительно ближе к поверхности моря, чем морское дно (10), и, по меньшей мере, один транспортирующий углеводороды трубопровод,...
Способ и установка для обработки слоя материала, состоящего из макрочастиц
Номер патента: 229
Опубликовано: 24.12.1998
Авторы: Туборг Йорн, Фонс Могенс Юль
МПК: B01J 8/44, F27B 15/10, F27D 15/02...
Метки: установка, материала, способ, состоящего, слоя, обработки, макрочастиц
Формула / Реферат:
1. Способ обработки слоя (6, 78) материала, состоящего из макрочастиц, поддерживаемого газораспределяющим дном (9, 75), при котором используют обрабатывающий газ, подаваемый по каналам. (19, 35, 77) посекционно и направляемый вверх через газораспределяющее дно и слой материала из одного или нескольких нижележащих отсеков (15; 76), регулируют расход обрабатывающего газа через каждый канал (19, 35, 77) посредством регулятора (21) расхода,...
Установка для обработки некоторой зоны трубы посредством лазерного луча и применение этой установки на морском укладчике трубопровода или для ремонта этого трубопровода
Номер патента: 158
Опубликовано: 29.10.1998
Авторы: Марешаль Алан, Мас Жан-Поль, Гэнен Ив
МПК: B23K 26/00
Метки: трубопровода, зоны, этой, морском, установка, лазерного, ремонта, установки, укладчике, посредством, трубы, луча, этого, обработки, применение, некоторой
Формула / Реферат:
1. Установка, предназначенная для выполнения работы в зоне стенки трубы посредством лазерного луча, направленного в сторону упомянутой зоны, и имеющая устройство, которое содержит генератор лазерного луча (L) , рабочую головку (Т), содержащую средство (21) фокусирования этого лазерного луча и выходной наконечник для сфокусированного лазерного луча, волновод (G) , предназначенный для передачи лазерного луча от генератора до рабочей головки, и...
Способ получения линейных полиэтиленов низкой плотности
Номер патента: 627
Опубликовано: 29.12.1999
Авторы: Каллио Калле, Кнууттила Хилькка, Хокканен Харри, Сальминен Ханну, Пальмроос Ари
МПК: C08F 2/06
Метки: полиэтиленов, низкой, плотности, линейных, получения, способ
Формула / Реферат:
1. Способ получения сополимеров этилена путем суспензионной полимеризации этилена и С3-6 - альфа-олефинов в виде частиц в присутствии металлоценового катализатора, активированного алюмоксановым соединением и растворителя с получением полиэтилена, имеющего плотность 910-928 кг/м3, отличающийся тем, что в качестве растворителя используют пропан, полимеризацию проводят при температуре и давлении, которые являются выше соответствующих критических...
Способ плавки силикатного материала
Номер патента: 855
Опубликовано: 26.06.2000
Авторы: Савченко Николай Афанасьевич, Певцов Борис Самуилович, Свинобоев Николай Иванович, Хан Валерий Федорович, Швайденко Михаил Федорович
МПК: C03B 5/033
Метки: материала, способ, плавки, силикатного
Формула / Реферат:
1. Способ плавки силикатного материала электродуговым методом, отличающийся тем, что плавление и/или нагрев расплава осуществляют комбинированным резистивно-дуговым методом. 2. Способ плавки по п.1, отличающийся тем, что поджиг дуги осуществляют с помощью токопроводящей перемычки между электродами. 3. Способ плавки по п.1, отличающийся тем, что питание электродов осуществляют постоянным током. ...
Предыдущий патент: Способ получения моющего состава
Следующий патент: Соединения, обладающие антивирусной активностью
Случайный патент: Шлем защитный