Способ получения высокопрочного чугуна с шаровидным графитом
Номер патента: 9511
Опубликовано: 28.02.2008
Авторы: Филипчик Виктор Константинович, Писаренко Леонид Зотович, Лукашевич Сергей Федорович, Хацкевич Владимир Анатольевич
Формула / Реферат
1. Способ получения высокопрочного чугуна с шаровидным графитом, включающий выплавку из шихты в вагранке чугуна с содержанием серы 0,08-0,1 мас.%, модифицирование жидкого чугуна в ковше ферросиликомагниевой лигатурой мелких фракций с дополнительной присадкой замедлителя реакции, в котором чугун модифицируют, используя модификатор, содержащий обеспыленную ферросиликомагниевую лигатуру фракций 0,2-1,2 мм, дополнительный графитизирующий компонент в количестве 0,3-0,5 мас.% по отношению к массе жидкого металла, при соотношении между содержанием серы, количеством ферросиликомагниевой лигатуры и количеством замедлителя реакции 1:(30-35):(15-45).
2. Способ по п.1, отличающийся тем, что используют шихту, содержащую литейный и/или предельный чугун, сталь, возврат собственного производства, ферромарганец, ферросилиций, кокс, антрацит, флюсы.
3. Способ по любому из пп.1-2, отличающийся тем, что в качестве дополнительного модифицирующего компонента используют ферросилиций с барием фракции 0,6-3,0 мм, предпочтительно ФС60Ба4.
4. Способ по любому из пп.1-3, отличающийся тем, что в качестве замедлителя реакции используют стальные отходы, предпочтительно отходы стального листа толщиной 1,0-3,0 мм.
5. Способ по п.4, отличающийся тем, что модифицирование ведут при соотношении между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг6, фракций 0,2-1,2 мм и количеством стальных отходов 1:(30-35):(15-25).
6. Способ по п.5, отличающийся тем, что в качестве модифицированного получают чугун, структура которого включает металлическую основу, содержащую феррит и перлит, графит шаровидный и графит вермикулярный.
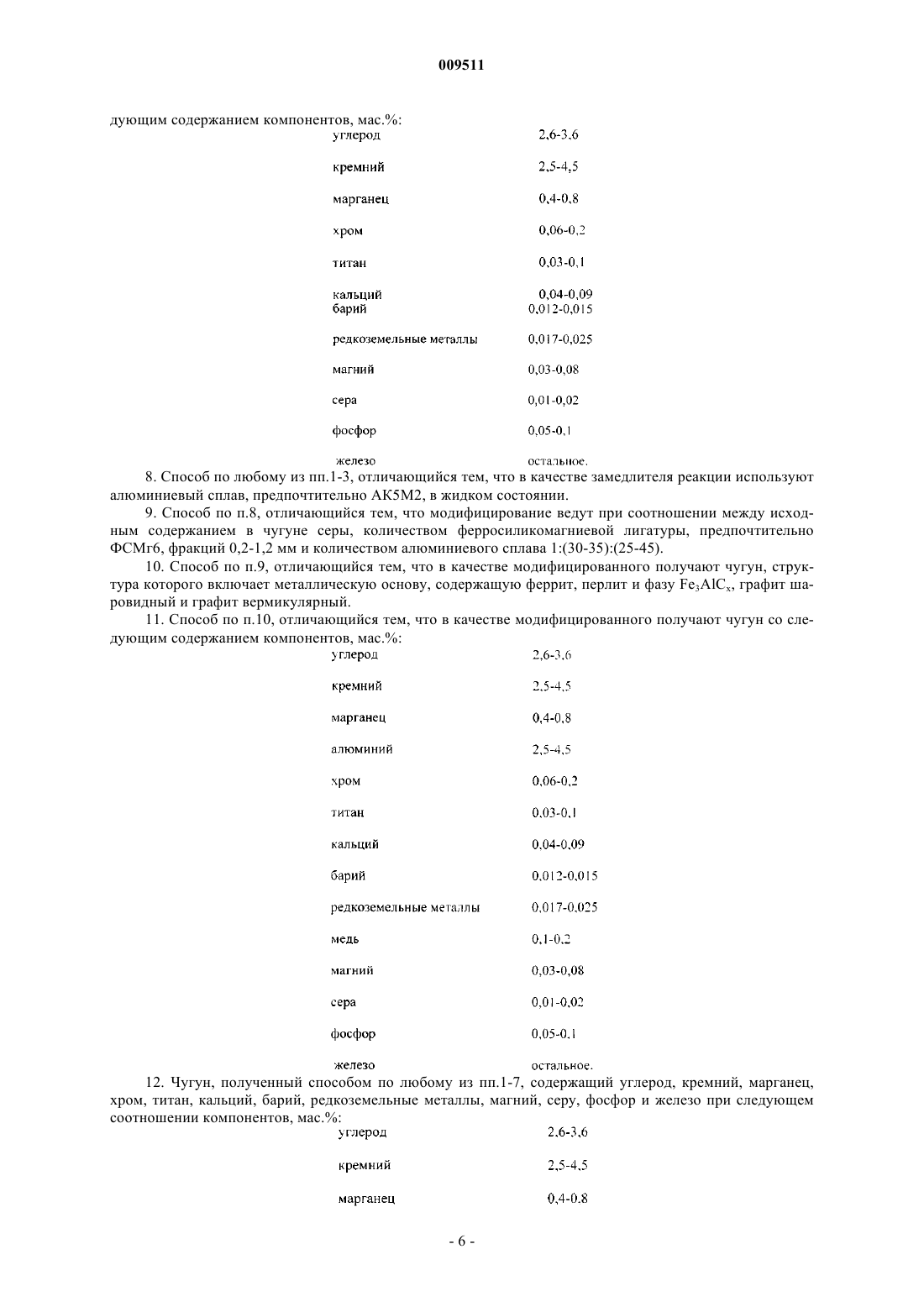
7. Способ по п.6, отличающийся тем, что в качестве модифицированного получают чугун со следующим содержанием компонентов, мас.%:


8. Способ по любому из пп.1-3, отличающийся тем, что в качестве замедлителя реакции используют алюминиевый сплав, предпочтительно АК5М2, в жидком состоянии.
9. Способ по п.8, отличающийся тем, что модифицирование ведут при соотношении между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг6, фракций 0,2-1,2 мм и количеством алюминиевого сплава 1:(30-35):(25-45).
10. Способ по п.9, отличающийся тем, что в качестве модифицированного получают чугун, структура которого включает металлическую основу, содержащую феррит, перлит и фазу Fe3AlCx, графит шаровидный и графит вермикулярный.
11. Способ по п.10, отличающийся тем, что в качестве модифицированного получают чугун со следующим содержанием компонентов, мас.%:

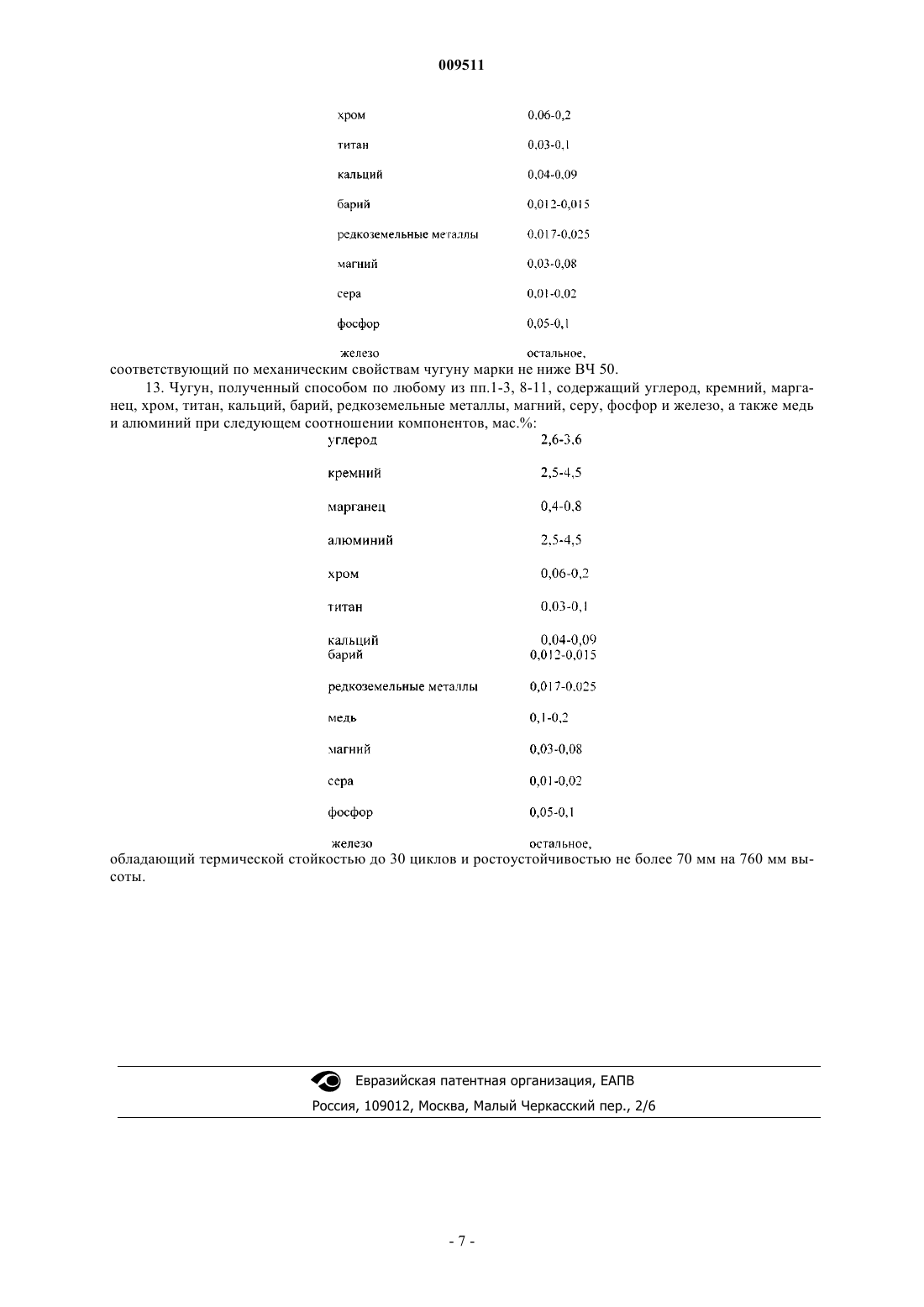
12. Чугун, полученный способом по любому из пп.1-7, содержащий углерод, кремний, марганец, хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо при следующем соотношении компонентов, мас.%:


соответствующий по механическим свойствам чугуну марки не ниже ВЧ 50.
13. Чугун, полученный способом по любому из пп.1-3, 8-11, содержащий углерод, кремний, марганец, хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо, а также медь и алюминий при следующем соотношении компонентов, мас.%:


обладающий термической стойкостью до 30 циклов и ростоустойчивостью не более 70 мм на 760 мм высоты.
Текст
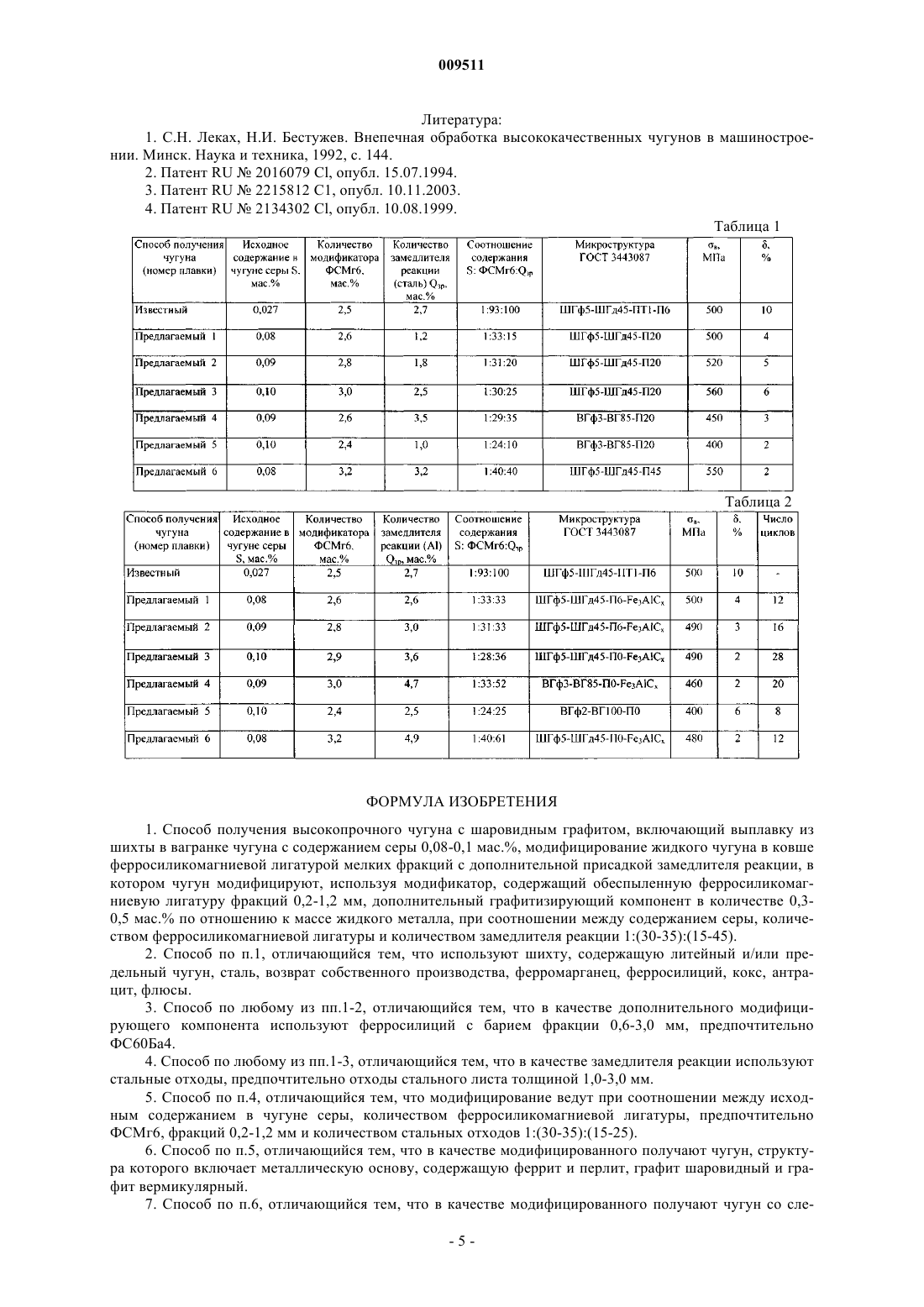
009511 Изобретение относится к литейному производству, в частности к получению высокопрочного чугуна путем модифицирования и может быть использовано для получения высокопрочного чугуна с шаровидным графитом, в том числе жаростойкого, для отливок, работающих в условиях высоких температур. Как правило, способы получения чугуна с шаровидным графитом, состоят в обработке расплава чугуна магнийсодержащими лигатурами совместно с графитизирующими модификаторами. Известны способы получения высокопрочного чугуна с шаровидным графитом из исходного чугуна электропечной плавки с низким содержанием серы, где имеются возможность обеспечить необходимую температуру чугуна для проведения операции модифицирования и получения качественных отливок. В одном из известных способов чугун с низким содержанием серы (не более 0,01%) выплавляют в электрических печах, перегревают и при температуре около 1450 С производят его модифицирование ферросиликомагниевыми лигатурами и графитизирующими модификаторами [1]. Благодаря высокой температуре модифицирования чугуна и низкому содержанию серы получают отливки удовлетворительного качества без неметаллических включений и черных пятен. Данный способ требует использование электроплавки чугуна, обеспечивающей температурные режимы модифицирования, а также использование шихтовых материалов с низким содержанием серы. Однако при выплавке в вагранках, как правило, получают чугун с высоким содержанием серы(0,08-0,1 мас.%), поэтому такие способы модифицирования не могут быть применены для получения высокопрочного чугуна с шаровидным графитом из ваграночного чугуна. Кроме того, выпускаемые промышленностью лигатуры для получения высокопрочного чугуна с шаровидным графитом по ТУ 14.5.248-01 имеют размеры 0,8-6 мм и 1-20 мм в зависимости от массы обрабатываемого металла в ковше и ориентированы на получение чугуна с шаровидным графитом из исходного чугуна именно электропечной плавки с низким содержанием серы до 0,01 мас.%. Более того, существует еще одна проблема, связанная с тем, что в процессе рассева лигатур по фракциям после помола, получают много пылевидной фракции модификаторов с размерами до 1 мм. Поэтому естественны попытки, найти способы ее использования для получения высокопрочных чугунов. Так, известны способы получения высокопрочного чугуна с использованием фракции менее 0,1 мм лигатуры ФСМг-5 и ферросилиция [2]. Однако и в этих известных способах для получения высокопрочного чугуна с шаровидным графитом с использованием пылевидных фракций ФСМг-5 требуется очень жестокое ограничение по содержанию серы (не более 0,015 мас.%). Кроме того, недостатком является повышенный расход модификаторов. Это делает данный способ получения чугуна с шаровидным графитом нетехнологичным. Известен также жаростойкий чугун [3], полученный путем модифицирования ферросиликомагниевой лигатурой в форме и содержащий, мас.%: Углерод 2,5-3,2,Кремний 4,4-5,1,Марганец До 0,4,Хром До 0,1,Сера До 0,025,Фосфор До 0,1,Магний 0,03-0,06,Железо Остальное По составу этот чугун является близким к полученному в соответствии с заявляемым способом получения высокопрочного чугуна с шаровидным графитом, однако он имеет тот недостаток, что предназначен для эксплуатации при сравнительно низких температурах около 750 С. Известен также принятый в качестве прототипа (как для способа, так и для получаемого данным способом чугуна) способ получения высокопрочного чугуна с шаровидным графитом, включающий обработку расплава чугуна путем ввода модификатора лигатуры ФСМг-5 фракций менее 1,0 мм [4]. Чугун обрабатывают в ковше при содержании в нем, мас.%: Углерод 3,5-4,0 Кремний 1,0-1,5 Сера До 0,03 при этом дополнительно присаживают стальные отходы в качестве замедлителя реакции, а соотношение между исходным содержанием серы в чугуне, количеством вводимой лигатуры ФСМг-5 и стальных отходов поддерживают в пределах 1:(93-100):(100-107), соответственно. Недостатком данного способа получения высокопрочного чугуна с шаровидным графитом является то, что содержание серы в выплавляемом чугуне ограничено 0,03 мас.%. Поэтому этот способ нельзя использовать для получения жаростойкого высокопрочного чугуна с шаровидным графитом из исходного чугуна ваграночной плавки, как правило, содержащего 3,2-3,7 мас.% углерода, 1,2-2,6 мас.% кремния и 0,08-0,1 мас.% серы. Так например, если согласно прототипу, соотношение между исходным содержанием серы в чугуне, количеством вводимой лигатуры ФСМг-5 и стальных отходов поддерживают в пределах 1:(93100):(100-107), соответственно, то для получения высокопрочного чугуна из исходного чугуна ваграночной плавки с содержанием серы, например, 0,1 мас.%, потребуется добавка в чугун лигатуры ФСМг-5-1 009511 фракции менее 1 мм в количестве 9,3-10% от массы жидкого металла, что является нереальным. В тоже время, использование для получения высокопрочного чугуна из исходного чугуна ваграночной плавки стандартных фракций лигатур 0,8-6 мм, согласно ТУ 14.5.248-01, при высоком содержании серы и относительно низкой температуре чугуна приводит к образованию, особенно в верхних частях отливок, неметаллических включений в виде графитовой спели, черных пятен, оксидов и сульфидов магния, не растворившихся частиц модификаторов, что приводит к снижению прочности и появлению нешаровидных форм графита из-за низкого усвоения магния. Эти недостатки сдерживают получение высокопрочного чугуна из чугуна ваграночной плавки при использовании стандартных лигатур. Таким образом, задачей изобретения является создание способа получения высокопрочного чугуна с шаровидным графитом, который обеспечивал бы получение высокопрочного чугуна с шаровидным графитом, в том числе жаростойкого, из чугуна ваграночной плавки с высоким содержанием серы 0,080,1 мас.% с использованием в качестве основного модификатора мелких фракций ферросиликомагниевой лигатуры. Способ должен обеспечивать также уменьшение пироэффекта при модифицировании, сокращение расхода модификатора, повышение степени усвоения магния, повышение стабильности процесса модифицирования в целом и стабилизацию структуры и свойств чугуна в отливках, а также более простой и значительно более дешевый технологический процесс. Чугун, полученный заявляемым способом должен иметь высокие механические свойства (прочностные свойства) (не ниже, чем чугун марки ВЧ 50). При этом должна обеспечиваться возможность получения чугуна, обладающего более высокими значениями термической стойкости и ростоустойчивости. Поставленная задача решается заявляемым способом получения высокопрочного чугуна с шаровидным графитом, включающим выплавку из шихты в вагранке чугуна с содержанием серы, модифицирование жидкого чугуна в ковше ферросиликомагниевой лигатурой мелких фракций с дополнительной присадкой замедлителя реакции при установленном соотношении между исходным содержанием в чугуне серы, количеством модификатора и количеством замедлителя реакции, за счет того, что модифицируют чугун с высоким содержанием серы 0,08-0,11 мас.% модификатором, содержащим обеспыленную ферросиликомагниевую лигатуру фракций 0,2-1,2 мм и дополнительный графитизирующий компонент. В ходе практической реализации способа было установлено, что наилучшие, неожиданно высокие результаты по повышению механических свойств, а также термостойкости чугунов путем модифицирования чугунов с высоким содержанием серы могут быть получены при использовании в качестве основного модификатора именно обеспыленной ферросиликомагниевой лигатуры фракций 0,2-1,2 мм, т.е. без пылевидных фракций менее 0,2 мм. Еще более высокие результаты могут быть получены при включении в модификатор дополнительного графитизирующего компонента. В заявляемом способе для получения высокопрочного чугуна с шаровидным графитом предпочтительно используют шихту, содержащую литейный и/или предельный чугун, сталь, возврат собственного производства, ферромарганец, ферросилиций, кокс, антрацит, флюсы. В качестве дополнительного модифицирующего компонента предпочтительно используют ферросилиций с барием фракции 0,6-3,0 мм, наиболее предпочтительно ФС 60 Ба 4, в количестве 0,3-0,5 мас.% по отношению к массе жидкого металла. Что касается выбора замедлителя реакции, то от него также зависит элементный состав, а также свойства получаемого чугуна. Так, в ряде предпочтительных форм реализации способа в качестве замедлителя реакции используют стальные отходы, предпочтительно отходы стального листа толщиной 1,0-3,0 мм. В таких случаях модифицирование ведут при соотношении между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг 6, фракций 0,2-1,2 мм и количеством стальных отходов 1:(30-35):(15-25). В качестве модифицированного в таких формах реализации получают чугун, структура которого включает металлическую основу, содержащую феррит и перлит, графит шаровидный и графит вермикулярный. В частности, в качестве модифицированного в таких формах реализации получают чугун со следующим содержанием компонентов, мас.%: Углерод 2,6-3,6 Кремний 2,5-4,5 Марганец 0,4-0,8 Хром 0,06-0,2 Титан 0,03-0,1 Кальций 0,04-0,09 Барий 0,012-0,015 Редкоземельные металлы 0,017-0,025 Магний 0,03-0,08 Сера 0,01-0,02 Фосфор 0,05-0,1 Железо Остальное-2 009511 В других формах реализации заявляемого способа в качестве замедлителя реакции используют алюминиевый сплав, предпочтительно АК 5 М 2, в жидком состоянии. При этом модифицирование ведут при соотношении между исходным содержанием в чугуне серы,количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг 6, фракций 0,2-1,2 мм и количеством алюминиевого сплава 1:(30-35):(25-45). В этих формах реализации в качестве модифицированного получают чугун, структура которого включает металлическую основу, содержащую феррит, перлит и фазу Fe3AlCx, графит шаровидный и графит вермикулярный. В частности, в качестве модифицированного получают чугун со следующим содержанием компонентов, мас.%: Углерод 2,6-3,6 Кремний 2,5-4,5 Марганец 0,4-0,8 Алюминий 2,5-4,5 Хром 0,06-0,2 Титан 0,03-0,1 Кальций 0,04-0,09 Барий 0,012-0,015 Редкоземельные металлы 0,017-0,025 Медь 0,1-0,2 Магний 0,03-0,08 Сера 0,01-0,02 Фосфор 0,05-0,1 Железо Остальное Чугун, полученный заявляемым способом в этих формах реализации, кроме высоких механических свойств демонстрирует также высокую жаростойкость. Также объектами настоящего изобретения являются различные варианты составов чугунов, полученных вышеописанным способом. Таким образом, поставленная задача решается также чугуном, полученным описанным выше заявляемым способом, содержащим углерод, кремний, марганец, хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо при следующем соотношении компонентов, мас.%: Углерод 2,6-3,6 Кремний 2,5-4,5 Марганец 0,4-0,8 Хром 0,06-0,2 Титан 0,03-0,1 Кальций 0,04-0,09 Барий 0,012-0,015 Редкоземельные металлы 0,017-0,025 Магний 0,03-0,08 Сера 0,01-0,02 Фосфор 0,05-0,1 Железо остальное соответствующим по механическим свойствам чугуну марки не ниже ВЧ 50. Кроме того, поставленная задача решается также чугуном, полученным описанным выше заявляемым способом, содержащим углерод, кремний, марганец, хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо, а также медь и алюминий при следующем соотношении компонентов, мас.%: Углерод 2,6-3,6 Кремний 2,5-4,5 Марганец 0,4-0,8 Алюминий 2,5-4,5 Хром 0,06-0,2 Титан 0,03-0,1 Кальций 0,04-0,09 Барий 0,012-0,015 Редкоземельные металлы 0,017-0,025 Медь 0,1-0,2 Магний 0,03-0,08 Сера 0,01-0,02 Фосфор 0,05-0,1 Железо Остальное-3 009511 обладающим термической стойкостью до 30 циклов и ростоустойчивочтью не более 70 мм на 760 мм высоты. Достоинства и преимущества заявляемого способа получения высокопрочного чугуна с шаровидным графитом, а также чугунов, полученных этим способом ниже будут более подробно рассмотрены на некоторых примерах их реализации, которые могут быть приняты во внимание только в качестве иллюстрации, а не ограничения. Примеры Пример 1 (Получение высокопрочного чугуна с шаровидным графитом с составом, соответствующим варианту 1). Чугун выплавляли в вагранках с кислой футеровкой производительность 5 т/ч. В качестве шихтовых материалов использовали литейный чугун марки Л 6, стальной лом, возврат и ферросплавы кремния(ФС 45) и марганца (ФМп 70). На дно специализированного ковша для модифицирования и разливки чугуна емкостью 500 кг,предварительно прокаленного при помощи газовой горелки, загружали расчетные количество ферросиликомагниевой лигатуры VL63M (аналог ФСМг 6) фракции 0,2-1,2 мм, выпускаемой фирмой СКВ Гиссерай Германия. Поверх лигатуры загружали расчетное количество (2 кг) графитизирующего барийсодержащего модификатора SB5 (аналог ФС 65 Ва 4), той же фирмы. Сверху модификаторы пригружали стальными отходами в виде отходов стального листа толщиной 1,0-3,0 мм для замедления реакции и исключения преждевременного их всплывания на поверхность заливаемого чугуна. Затем ковш заполняли жидким чугуном при температуре не ниже 1380-1420 С. После окончания пироэффекта, чугун перемешивали, снимали с поверхности шлак и разливали чугун в формы. Результаты проведенных плавок приведены в табл. 1. Анализ результатов показывает, что при изменении указанного выше соотношения между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМгб, фракций 0,2-1,2 мм и количеством стальных отходов (1:(30-35):(15-25 снижается эффективность процесса модифицирования. Оптимальными являются результаты 1-3. Недостаток модификатора ФСМг 6 или замедление реакции (результаты 4-5) приводит к появлению нешаровидных форм графита в структуре отливок, что резко снижает механические свойства. Избыток модификатора (результат 6) ведет к увеличению содержания перлита и повышению стоимости литья. Повышение дозировки замедлителя реакции (результат 4) приводит к излишнему переохлаждению расплава. Как видно из табл. 1, описываемый способ получения высокопрочного чугуна с шаровидным графитом из исходного чугуна ваграночной плавки с содержанием серы 0,08-0,1 мас.% обеспечивает требуемую структуру при использовании фракции 0,2-1,2 мм лигатуры VL63M (ФСМг 6) в указанных выше соотношениях, при этом снижается расход модификатора и уменьшается пироэффект и дымовыделения,а благодаря хорошему усвоению мелких фракций (0,2-1,2 мм) в отливках практически отсутствуют черные пятна и нерастворившиеся куски модификаторов. В табл. 1 приведены также результаты исследования механических свойств полученных чугунов,проведенных по стандартным методикам. Пример 2 (Получение высокопрочного жаростойкого чугуна с шаровидным графитом с составом,соответствующим варианту 2). Чугун выплавляли в вагранке с кислой футеровкой производительностью 5 т/ч. В качестве шихтовых материалов использовали передельный или литейный чугун марки Л 6, стальной лом, возврат собственного производства, ферросплавы кремния (ФС 45) и марганец (ФMn70), кокс, антрацит, флюсы. На дно специализированного ковша для модифицирования и разливки чугуна емкостью 500 кг,предварительно прокаленного при помощи газовой горелки, загружали расчетное количество ферросиликомагниевой лигатуры VL63M (аналог ФСМг 6) фракции 0,2-1,2 мм (фирма СКВ Гиссерай, Германия). Поверх лигатуры загружали расчетное (2 кг) количество графитизирующего модификатора SB5 (аналог ФС 65 Ва 4) фракции 0,6-3 мм той же фирмы. Сверху модификаторы пригружали расчетным количеством жидкого алюминиевого сплава для замедления реакции, исключения преждевременного всплывания частиц модификатора на поверхность металла и придания чугуну специальных свойств - жаростойкости,термической стойкости и ростоустойчивости в процессе эксплуатации отливок, изготовленных из этого чугуна. Затем ковш с модификатором и алюминиевым сплавом заполняли жидким чугуном при температуре не ниже 1380-1420 С. После окончания пироэффекта чугун перемешивали, снимали с поверхности чугуна шлак и разливали в формы. Из каждой плавки отливали клиновую пробу для определения химического состава чугуна, из рабочей части клиновой пробы изготовляли разрывные образцы для определения механических свойств. Предварительная оценка твердости и микроструктуры осуществляли на цилиндрической пробе. Результаты плавок, механических и эксплуатационных (термостойких) свойств чугуна приведены в табл. 2.-4 009511 Литература: 1. С.Н. Леках, Н.И. Бестужев. Внепечная обработка высококачественных чугунов в машиностроении. Минск. Наука и техника, 1992, с. 144. 2. Патент RU2016079 Cl, опубл. 15.07.1994. 3. Патент RU2215812 С 1, опубл. 10.11.2003. 4. Патент RU2134302 Cl, опубл. 10.08.1999. Таблица 1 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения высокопрочного чугуна с шаровидным графитом, включающий выплавку из шихты в вагранке чугуна с содержанием серы 0,08-0,1 мас.%, модифицирование жидкого чугуна в ковше ферросиликомагниевой лигатурой мелких фракций с дополнительной присадкой замедлителя реакции, в котором чугун модифицируют, используя модификатор, содержащий обеспыленную ферросиликомагниевую лигатуру фракций 0,2-1,2 мм, дополнительный графитизирующий компонент в количестве 0,30,5 мас.% по отношению к массе жидкого металла, при соотношении между содержанием серы, количеством ферросиликомагниевой лигатуры и количеством замедлителя реакции 1:(30-35):(15-45). 2. Способ по п.1, отличающийся тем, что используют шихту, содержащую литейный и/или предельный чугун, сталь, возврат собственного производства, ферромарганец, ферросилиций, кокс, антрацит, флюсы. 3. Способ по любому из пп.1-2, отличающийся тем, что в качестве дополнительного модифицирующего компонента используют ферросилиций с барием фракции 0,6-3,0 мм, предпочтительно ФС 60 Ба 4. 4. Способ по любому из пп.1-3, отличающийся тем, что в качестве замедлителя реакции используют стальные отходы, предпочтительно отходы стального листа толщиной 1,0-3,0 мм. 5. Способ по п.4, отличающийся тем, что модифицирование ведут при соотношении между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг 6, фракций 0,2-1,2 мм и количеством стальных отходов 1:(30-35):(15-25). 6. Способ по п.5, отличающийся тем, что в качестве модифицированного получают чугун, структура которого включает металлическую основу, содержащую феррит и перлит, графит шаровидный и графит вермикулярный. 7. Способ по п.6, отличающийся тем, что в качестве модифицированного получают чугун со сле-5 009511 дующим содержанием компонентов, мас.%: 8. Способ по любому из пп.1-3, отличающийся тем, что в качестве замедлителя реакции используют алюминиевый сплав, предпочтительно АК 5 М 2, в жидком состоянии. 9. Способ по п.8, отличающийся тем, что модифицирование ведут при соотношении между исходным содержанием в чугуне серы, количеством ферросиликомагниевой лигатуры, предпочтительно ФСМг 6, фракций 0,2-1,2 мм и количеством алюминиевого сплава 1:(30-35):(25-45). 10. Способ по п.9, отличающийся тем, что в качестве модифицированного получают чугун, структура которого включает металлическую основу, содержащую феррит, перлит и фазу Fe3AlCx, графит шаровидный и графит вермикулярный. 11. Способ по п.10, отличающийся тем, что в качестве модифицированного получают чугун со следующим содержанием компонентов, мас.%: 12. Чугун, полученный способом по любому из пп.1-7, содержащий углерод, кремний, марганец,хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо при следующем соотношении компонентов, мас.%: соответствующий по механическим свойствам чугуну марки не ниже ВЧ 50. 13. Чугун, полученный способом по любому из пп.1-3, 8-11, содержащий углерод, кремний, марганец, хром, титан, кальций, барий, редкоземельные металлы, магний, серу, фосфор и железо, а также медь и алюминий при следующем соотношении компонентов, мас.%: обладающий термической стойкостью до 30 циклов и ростоустойчивостью не более 70 мм на 760 мм высоты.
МПК / Метки
МПК: C22C 37/10, C21C 1/10
Метки: графитом, получения, шаровидным, способ, высокопрочного, чугуна
Код ссылки
<a href="https://eas.patents.su/8-9511-sposob-polucheniya-vysokoprochnogo-chuguna-s-sharovidnym-grafitom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения высокопрочного чугуна с шаровидным графитом</a>
Способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна
Номер патента: 1340
Опубликовано: 26.02.2001
Авторы: Кремер Андре, Дение Ги, Рот Жан-Лук
МПК: C21C 5/52
Метки: производства, способ, электрической, стали, заливке, чугуна, печи, расплавленного, нее, передельного
Формула / Реферат:
1. Способ производства стали в электрической печи, в котором в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем, после того как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна и вдувают рафинирующий газ в печь до тех пор, пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной...
Способ выплавки чугуна в вагранках (варианты)
Номер патента: 7553
Опубликовано: 27.10.2006
Авторы: Филипчик Виктор Константинович, Писаренко Леонид Зотович, Лукашевич Сергей Федорович
МПК: C21C 1/08
Метки: варианты, вагранках, способ, выплавки, чугуна
Формула / Реферат:
1. Способ выплавки чугуна, включающий загрузку в вагранку топливной колоши, содержащей кокс и антрацит, и металлической колоши, отличающийся тем, что загружают топливную колошу, содержащую высококачественный кокс с теплотой сгорания Qк_ 6620 ккал/кг и антрацит при следующем соотношении, мас.%: кокс - 50-90, антрацит - 10-50 из расчета 10-16 мас.% от массы металлической колоши. 2. Способ выплавки чугуна, включающий загрузку в вагранку топливной...
Сплав для модифицирования чугуна
Номер патента: 8521
Опубликовано: 29.06.2007
Авторы: Рябчиков Иван Васильевич, Панов Алексей Геннадьевич
МПК: C21C 1/10, C22C 35/00
Метки: модифицирования, сплав, чугуна
Формула / Реферат:
1. Сплав для модифицирования чугуна, содержащий кремний, стронций, кальций, алюминий, цирконий и железо, отличающийся тем, что он дополнительно содержит магний и редкоземельные металлы при следующем соотношении компонентов, мас.%: 2. Сплав по п.1, отличающийся тем, что он содержит от 0,1 до 1,0% магния, от 0,1 до 0,2% кальция, от 0,3 до 0,5% алюминия, от 0,1 до 0,3% РЗМ. 3. Сплав по п.1, отличающийся тем, что он содержит от 4,0 до 7,0% магния,...
Чугун
Номер патента: 9452
Опубликовано: 28.12.2007
Авторы: Писаренко Леонид Зотович, Лукашевич Сергей Федорович, Филипчик Виктор Константинович
МПК: C22C 37/10
Метки: чугун
Формула / Реферат:
Чугун, содержащий углерод, кремний, марганец, алюминий, хром, барий, кальций, по меньшей мере один редкоземельный металл, титан, магний, серу, фосфор и железо, отличающийся тем, что дополнительно содержит медь при следующем соотношении компонентов, мас.%:

Сплав на основе железа, содержащий карбид хрома-вольфрама, и способ его получения
Номер патента: 4363
Опубликовано: 29.04.2004
Авторы: Андерссон Карл-Хокан, Нилссон Андерс, Стохль Ян-Эрик
МПК: C22C 1/02
Метки: хрома-вольфрама, способ, основе, карбид, железа, содержащий, сплав, получения
Формула / Реферат:
1. Способ получения сплава с высоким сопротивлением износу, включающий операцию плавления существующего известного основного сплава чугуна, имеющего известный состав и определенное содержание железа (A) и углерода (C), отличающийся следующими операциями: добавление к основному расплаву чугуна углерода в форме кусков карбида вольфрама (E) для растворения в нем и тем самым для повышения содержания углерода в расплаве основного сплава, причем...
Предыдущий патент: Коврик для игр и занятий спортом
Следующий патент: Способ крекинга углеводородного сырья с образованием олефиновых углеводородных продуктов в трубчатой реакторной печи
Случайный патент: Объектив