Способ загрузки мелкозернистых металлов в электрическую дуговую печь
Формула / Реферат
1. Способ загрузки мелкозернистого металла, металлического соединения или смеси двух или более металлов или металлических соединений, в частности мелкозернистого железа, полученного методом прямого восстановления, в электрическую дуговую печь (1), в котором металл, металлическое соединение или смесь, поступающее, по существу, непрерывно по меньшей мере через одну подающую трубу (12) к одному или более чем отверстию (10), выполненному в своде (4) печи, вводят в печь (1) по меньшей мере через одно отверстие (10) в виде потока (11) сыпучего материала, падающего на расплав (13) только за счет гравитации, отличающийся тем, что перед поступлением в печь (1) после прохождения подающей трубы (12) поток (11) сыпучего материала пропускают через дозирующее сопло (8), и он поступает в печь (1), по существу, невозмущенным.
2. Способ по п.1, отличающийся тем, что после прохождения подающей трубы (12) поток (11) сыпучего материала пропускают через дозирующее сопло (8) с круглым или овальным профилем сечения.
3. Способ по п.1, отличающийся тем, что после прохождения питающей трубы (12) поток (11) сыпучего материала пропускают через ирисовую диафрагму.
4. Способ по любому из пп.1-3, отличающийся тем, что дозирующее сопло (8) расположено с наклоном не более чем 25ш относительно горизонтали.
5. Способ по любому из пп.1-3, отличающийся тем, что дозирующее сопло (8) расположено горизонтально.
6. Способ по любому из пп.1-5, отличающийся тем, что массовый расход потока (11) сыпучего материала в подводящей трубе (12) поддерживают больше пропускной способности дозирующего сопла (8).
7. Способ по любому из пп.1-6, отличающийся тем, что после прохождения дозирующего сопла (8) поток (11) сыпучего материала пропускают через защитную трубу (7).
8. Способ по п.7, отличающийся тем, что защитная труба (12) выполнена охлаждаемой.
9. Способ по любому из пп.1-8, отличающийся тем, что металл, металлическое соединение или смесь двух или более металлов или металлических соединений, вводимая в печь (1), имеет средний размер зерна менее чем 1 мм, предпочтительно менее 0,5 мм, более предпочтительно менее 0,4 мм и ещё более предпочтительно менее 0,3 мм.
10. Электрическая дуговая печь (1), в частности, для загрузки мелкозернистым железом, полученным прямым восстановлением, или мелкозернистой рудой с использованием способа по любому из пп.1-9, содержащая свод (4) печи, имеющий по меньшей мере одно отверстие (10), при этом по меньшей мере одно отверстие (10) в своде (4) печи соединено с подающей трубой (12), ведущей к своду (4) печи с внешней стороны, служащей для подачи загружаемого материала, отличающаяся тем, что в указанном отверстии, соединяющем подающую трубу (12) с печью (1), установлено дозирующее сопло (8), выполненное предпочтительно с круглым или овальным отверстием.
11. Электрическая дуговая печь (1) по п.10, отличающаяся тем, что дозирующее сопло (8) представляет собой ирисовую диафрагму.
12. Электрическая дуговая печь (1) по п.10, отличающаяся тем, что дозирующее сопло (8) содержит по меньшей мере две скользящие пластины (9), установленные с возможностью перемещения относительно друг друга.
13. Электрическая дуговая печь (1) по любому из пп.10-12, отличающаяся тем, что дозирующее сопло (8) наклонено относительно горизонтали не более чем на 25° .
14. Электрическая дуговая печь (1) по любому из пп.10-12, отличающаяся тем, что дозирующее сопло (8) расположено горизонтально.
15. Электрическая дуговая печь (1) по любому из пп.10-14, отличающаяся тем, что резервуар для приема сыпучего материала представляет собой расходный бункер.
16. Электрическая дуговая печь (1) по любому из пп.10-15, отличающаяся тем, что подающая труба (12) расположена вертикально.
17. Электрическая дуговая печь (1) по любому из пп.10-16, отличающаяся тем, что ниже дозирующего сопла (8) размещена предпочтительно вертикальная защитная труба (7).
18. Электрическая дуговая печь (1) по п.17, отличающаяся тем, что защитная труба (7) имеет диаметр, составляющий приблизительно от 1 до 3 максимальных диаметров потока сыпучего материала.
19. Электрическая дуговая печь (1) по п.17 или 18, отличающаяся тем, что защитная труба (7) выполнена охлаждаемой.
20. Электрическая дуговая печь (1) по любому из пп.17-19, отличающаяся тем, что диаметр защитной трубы (7) по меньшей мере в два раза больше диаметра дозирующего сопла (8).
21. Электрическая дуговая печь (1) по любому из пп.10-20, отличающаяся тем, что максимальный диаметр отверстия дозирующего сопла (8) меньше или равен диаметру подающей трубы (12).

Текст
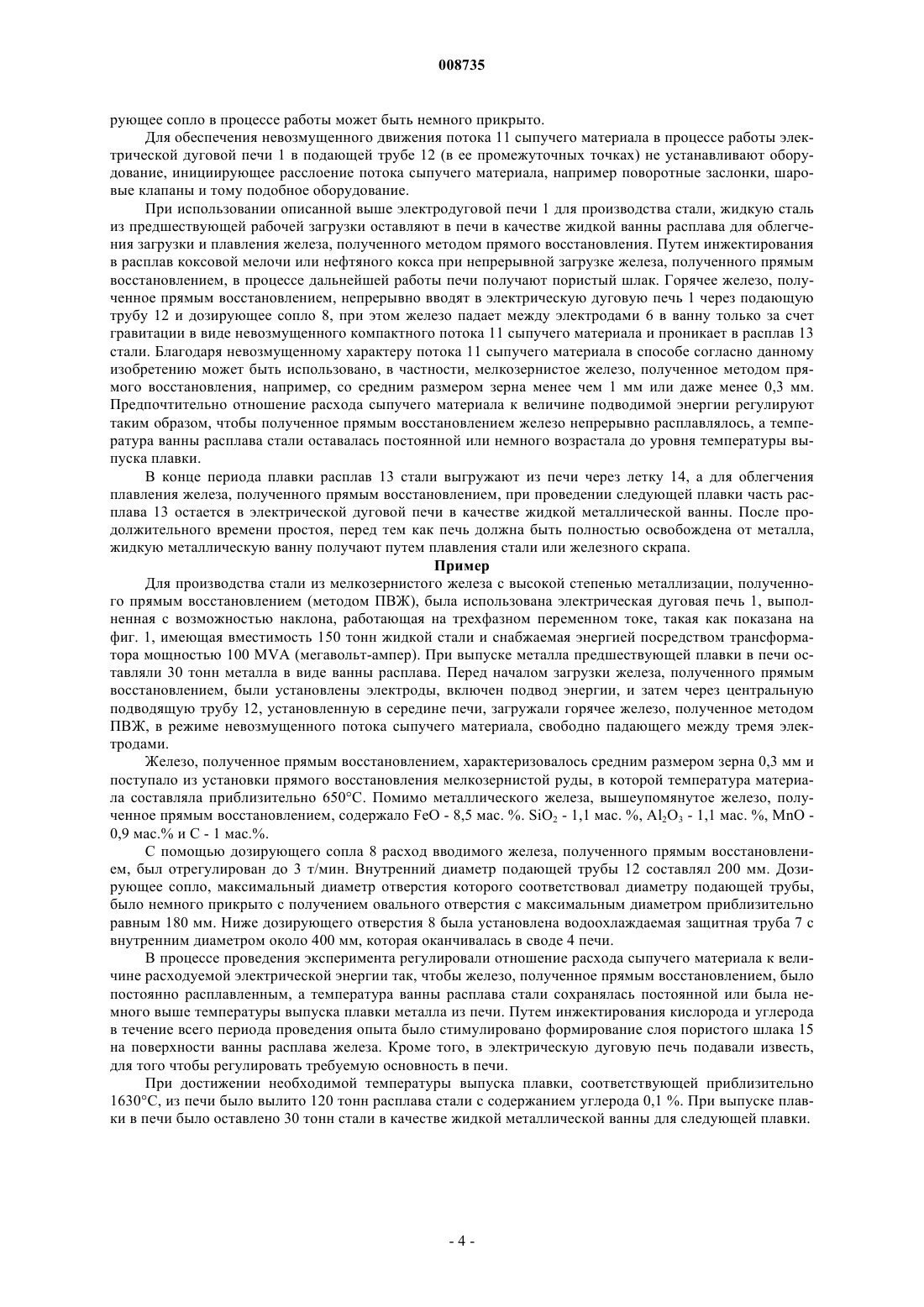
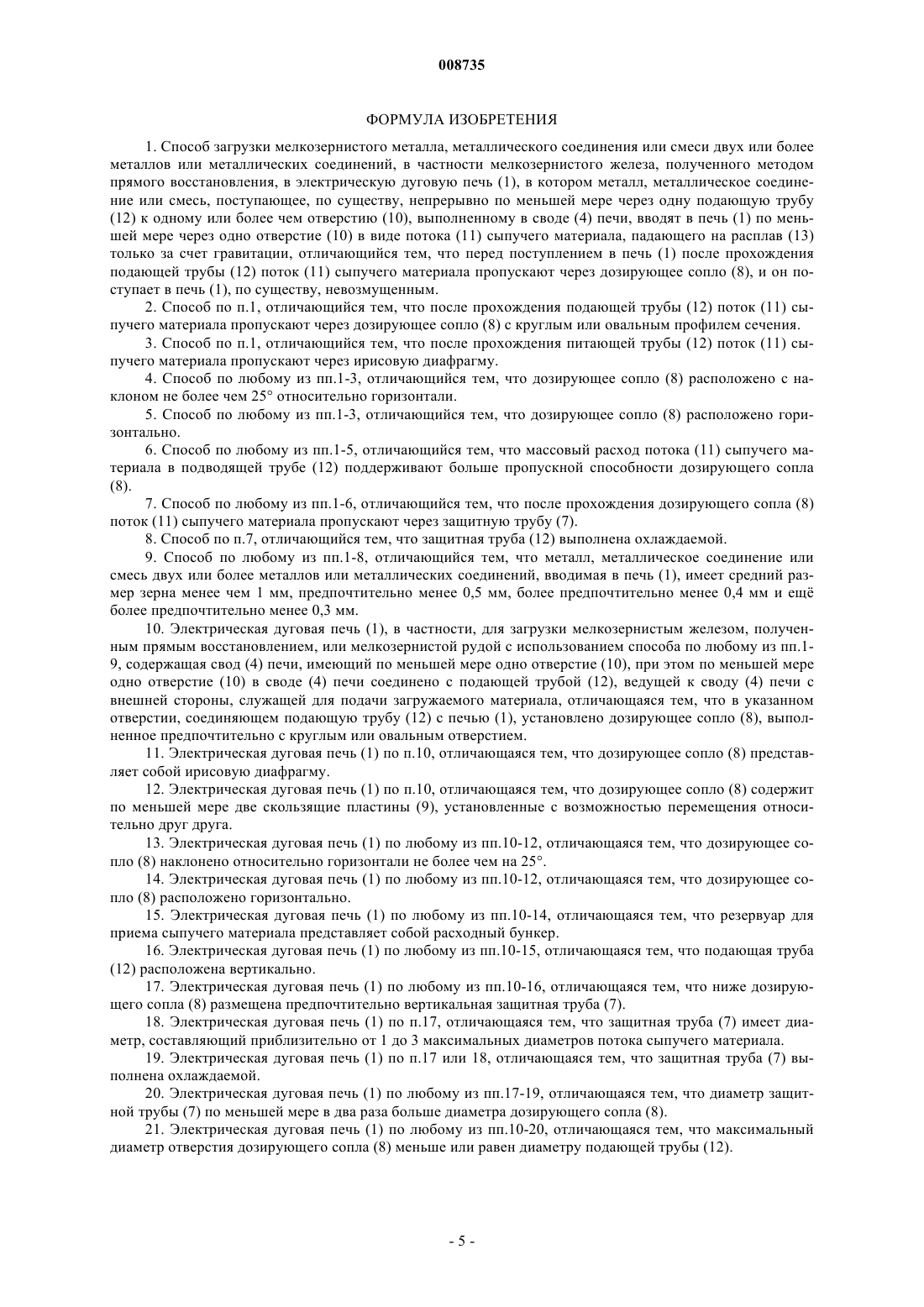
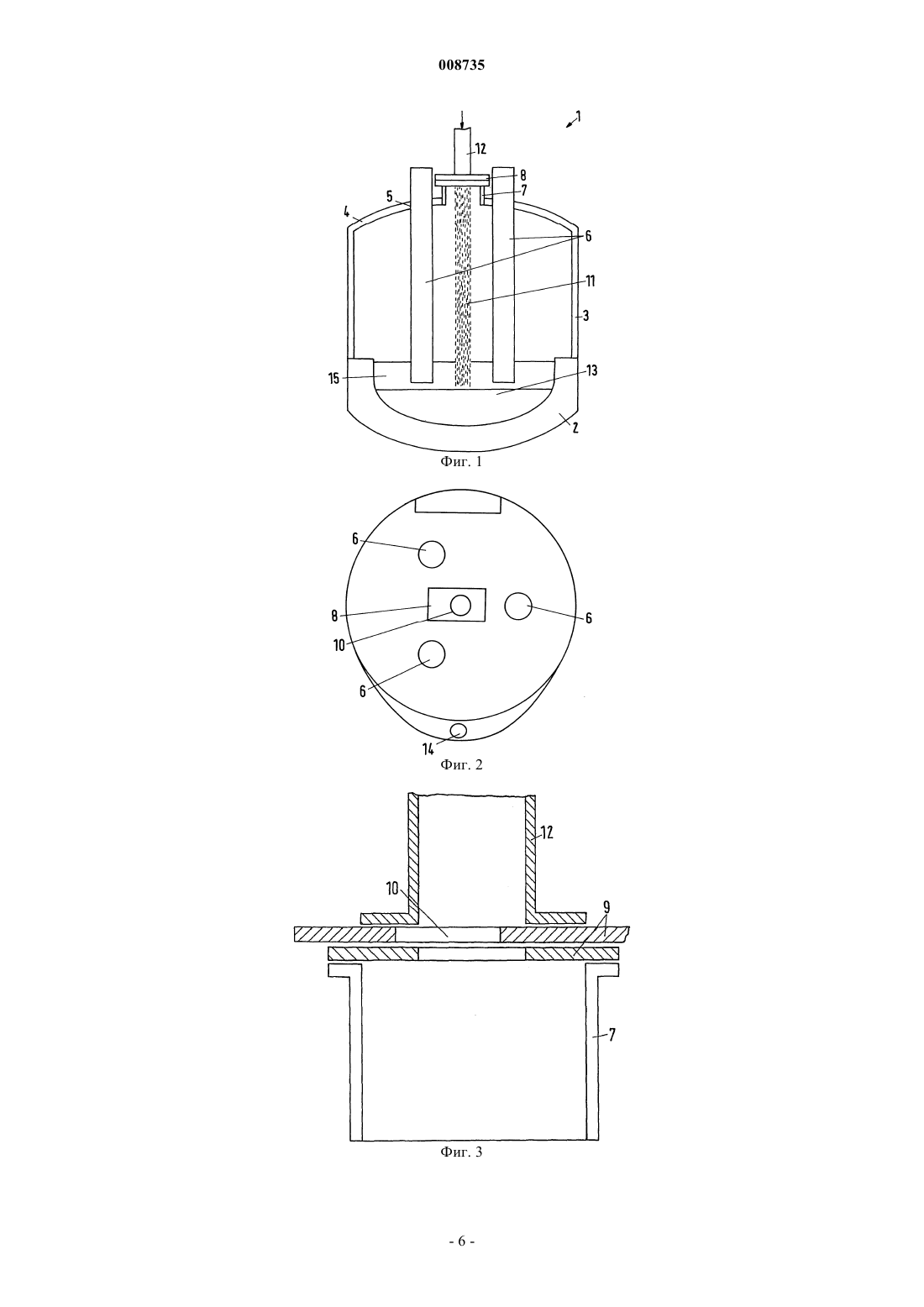
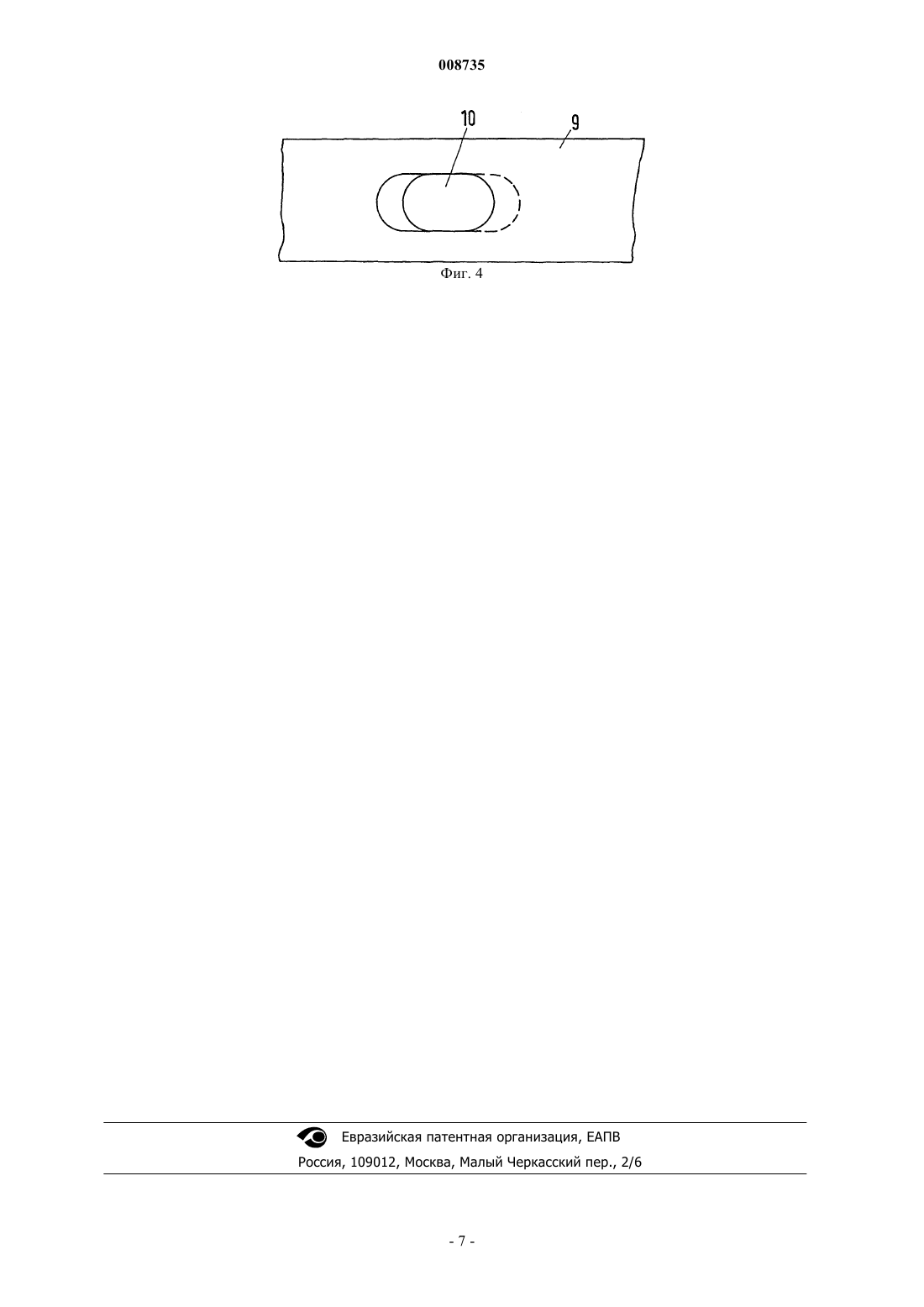
008735 Настоящее изобретение относится к способу загрузки мелкозернистого металла, металлических соединений или смесей из двух или более металлов или металлических соединений, в частности мелкозернистого железа, полученного методом прямого восстановления, в дуговую печь, в соответствии с которым металл, металлическое соединение или указанную смесь, подводимую, по существу, непрерывно посредством по меньшей мере одной питающей трубы к одному или более чем одному отверстию, выполненному в своде печи, вводят в печь по меньшей мере через одно указанное отверстие, в виде потока сыпучего материала, падающего на расплав только за счет гравитации; кроме того, данное изобретение относится к электродуговой печи, которая является подходящей, в частности, для осуществления вышеуказанного способа. Уровень техники Электродутовые печи используют с целью плавления металлов, в частности, при производстве стали, для плавления твердой фазы, содержащей железо, например скрапа или железа, полученного прямым восстановлением. Энергию, необходимую для плавления, подводят с помощью электрического тока с использованием одного или большего количества электродов, при этом тепловая энергия подводится к одной загрузке металла посредством электрической дуги. В этом случае могут быть исключены дорогостоящие операции по обработке исходного материала. В связи с этим разработана экономичная конструкция электрической дуговой печи для производства высококачественной стали и углеродистой стали,предназначенная, в частности, для малых литейных предприятий производительностью от 1 до 1,5 т стали в год. Обычно в дуговую печь для переплавки загружают крупнокусковое исходное сырье (преимущественно скрап) путем одноразовых загрузок, используя для этого корзины. При непрерывном вводе сырья важной стороной является процессе загрузки расплавляемых металлов. В случае крупнокускового исходного сырья необходимо быть уверенным, что вводимый металл не контактирует с электродами и не повреждает их при загрузке в печь, а в случае мелкозернистого исходного сырья необходима уверенность в том, что отсутствует унос сырья в поток отходящих газов, истекающих при работе печи из горячей металлической ванны. Чтобы обеспечить непрерывный и без потерь ввод железа, полученного методом прямого восстановления, в расплав железа в печи, в патентном документе DE 19608530 А 1 предлагается вводить железо, полученное прямым восстановлением, в печь, в процессе ее функционирования, через фурму, проходящую сквозь свод печи, используя в качестве транспортирующего газа двуокись углерода и инжектируя железо в шлак на уровне ниже поверхности шлака. Однако для обеспечения подачи транспортирующего газа и его смешивания с железом, полученным прямым восстановлением, необходимо проведение значительного объема конструкторских работ. Кроме того, транспортирующий газ, инжектируемый в печь в больших количествах вместе с железом, должен вновь быть выведен из печи, что оказывает отрицательное влияние на энергетический баланс печи. Из европейского патента ЕР 1025267 В 1 известен способ плавления в электродуговой печи мелкозернистого железа, полученного прямым восстановлением, в соответствии с которым полученное прямым восстановлением железо также вводят в печь через фурмы, но без использования транспортирующего газа, при этом выпускные отверстия фурм размещают над ванной расплава железа, в слое шлаковой пемзы. Поэтому такой способ также связан с использованием фурм, имеющих сложную конструкцию. Альтернативой способу, основанному на введении исходного материала через фурмы, является загрузка железа, полученного прямым восстановлением, через отверстие, выполненное в крышке печи. Характерный в этом отношении патент GB 1104690 раскрывает способ производства стали в электродуговой печи, согласно которому в процессе работы печи губчатое железо непрерывно подают по трубам к трем отверстиям в своде печи, из которых железо падает на слой шлака за счет гравитации. Подачу губчатого железа из бункера к выпускным отверстиям осуществляют с помощью дозирующего устройства, в котором сыпучий материал распределяется по трем подводящим трубопроводам, прежде чем, пройдя через эти протяженные трубы и сопряженное с ними оборудование, материал достигает трех указанных отверстий. По сравнению со способом, основанным на вводе через фурмы, данный способ требует проведения меньшего объема конструкторских работ, но он приемлем для загрузки только сравнительно крупнозернистого губчатого железа, поскольку мелкозернистый материал, например материал с размером зерен менее 1 мм, уносится газами, поднимающимися из ванны горячего расплава железа в процессе свободного падения материала в печи и, кроме того, или осаждается на нижней поверхности свода печи или выводится из печи с отходящими газами, что в результате за счет таких потерь приводит к значительному снижению производительности. Сущность изобретения В связи с изложенным задача настоящего изобретения заключается в загрузке мелкозернистого железа, полученного прямым восстановлением (ПВЖ), или подобного материала, конструктивно простым путем, который обеспечивает ввод мелкозернистого материала в расплав металла, находящийся в электродуговой печи, без заметных потерь. В соответствии с данным изобретением поставленная задача решается признаками независимого п.1 формулы.-1 008735 Настоящее изобретение основано на полученных данных, неожиданных для специалиста в данной области техники, которые свидетельствуют о том, что если поток сыпучего материала покидает подающую трубу невозмущенным, то в этом случае даже мелкозернистые металлы со средним размером зерна менее чем 0,3 мм могут быть почти без потерь загружены в ванну металлического расплава в дуговой печи за счет свободного падения. Невозмущенной подачей или отводом сыпучего материала в соответствии с настоящим изобретением называют такую подачу или такой отвод, при котором надежно предотвращается расширение потока сыпучего материала с помощью подходящих мер, и в результате поток сыпучего материала вдоль траектории его подачи или отвода всегда имеет компактную форму. В соответствии с данным изобретением подача или отвод сыпучего материала без его возмущения достигается с помощью дозирующего сопла предпочтительно круглого или овального профиля сечения, не имеющего углов и переходов с острыми кромками. За счет такого выполнения подающую трубу покидает плотный поток сыпучего материала, и расширение потока надежно предотвращается. В результате могут быть сведены к минимуму потери с пылью. Эксперименты показали, что такой компактный поток сыпучего материала не только не расширяется, но даже сужается и остается уплотненным вследствие ускорения, связанного со свободным падением. В принципе могут быть использованы все сопла, известные специалистам в данной области, если они не имеют углов и переходов с острыми кромками. Однако на практике предпочтительно использование дозирующих сопел, образованных из нескольких, предпочтительно из двух отдельных сопел, каждое,по существу, с круговым или овальным отверстием, при этом указанные отдельные сопла выполнены с возможностью перемещения относительно друг друга. Таким образом, конструктивно простым путем может быть образован сквозной канал дозировочного сопла с профилем сечения, не имеющим углов и переходов с острыми кромками, при этом проходное отверстие сопла можно регулировать до любой величины в пределах от нуля до максимального раскрытого отверстия, соответствующего размеру отверстия отдельных сопел. Чтобы избежать искривления траектории падения потока сыпучего материала, что приводит к расширению потока сыпучего материала, дозирующее сопло должно быть наклонено не более чем на 25 по отношению к горизонтальной плоскости. В особенности предпочтительно, однако, горизонтальное расположение дозирующего сопла, поскольку в таком случае поток сыпучего материала может проходить через отверстия дозирующего сопла без отклонения, т.е. без искривления траектории падения. В соответствии с развитием данного изобретения предлагается поддерживать расход сыпучего материала внутри подающей трубы, во всех ее сечениях, больше пропускной способности сопла. Как оказалось, особенно выгодным является выбор диаметра подающей трубы превышающим максимальный диаметр дозирующего сопла в пределах от 1 до 1,5 раза, предпочтительно от 1,2 до 1,5 и особенно предпочтительно от 1,4 до 1,5. Для того чтобы не допустить значительного расширения потока материала при его вытекании из дозирующего сопла за счет турбулентности в газовой среде, сыпучий материал пропускают через защитную трубу, установленную за дозирующим соплом. В конструкции печи это легко достигается, в частности, тем, что участок свода печи, на котором установлено дозирующее сопло, представляет собой, по существу, цилиндрическую трубу. В соответствии с развитием изобретения защитная труба охлаждается, например, водой. Контакты стенки защитной трубы с потоком сыпучего материала приводят к нарушению сплошности потока. В связи с этим согласно данному изобретению диаметр защитной трубы по меньшей мере в два раза превышает максимальный диаметр отверстия дозирующего сопла, установленного между подающей трубой и защитной трубой. Дозирующее сопло предпочтительно расположено центрально внутри защитной трубы. В этом случае контактирование потока сыпучего материала со стенками защитной трубы может быть предотвращено с особой надежностью. Если дозирующее сопло установлено с наклоном относительно горизонтали, то отношение диаметров защитной трубы и отверстия дозирующего сопла должно составлять более чем 4:1 и, в частности, предпочтительно более чем 5:1. Способ в соответствии с настоящим изобретением может быть использован для загрузки всех металлов, металлических соединений или их смесей, в частности, для загрузки руды или железа, полученного методом прямого восстановления. Предпочтительно средний размер частиц мелкозернистого материала составляет менее чем 1 мм, предпочтительнее менее 0,5 мм, более предпочтительно менее 0,4 мм и еще более предпочтительно менее 0,3 мм. Благодаря невозмущенной подаче мелкозернистого материала в подающей трубе и невозмущенному потоку сыпучего материала, падающему на расплавленный металл, надежно предотвращаются потери в виде тонкодисперсной пыли, например, небольших твердых частиц, уносимых газами, постоянного поднимающимися из ванны расплава в процессе работы печи. Таким образом, способ в соответствии с данным изобретением обеспечивает загрузку электрической дуговой печи мелкозернистым материалом почти без потерь. Количество мелкозернистого материала в общей загрузке может составлять до 100%. Настоящее изобретение, кроме того, относится к способу плавления мелкозернистого железа, полученного методом прямого восстановления, в электрической дуговой печи, в соответствии с которым железо, полученное прямым восстановлением, вводят в электрическую дуговую печь, используя способ-2 008735 загрузки согласно данному изобретению. Изобретение относится также к электрической дуговой печи, которая может быть загружена в соответствии со способом, описанным выше, при этом в своде печи имеется по меньшей мере одно загрузочное отверстие, соединенное с подающей трубой для подвода металла, и в выходном отверстии подающей трубы установлено дозирующее сопло. Предпочтительно дозирующее сопло представляет собой ирисовую диафрагму или же состоит по меньшей мере из двух скользящих пластин с круглым или овальным отверстием, подвижных относительно друг друга. Ниже дозирующего сопла в соответствии с изобретением установлена защитная труба, диаметр которой должен быть по меньшей мере в два раза больше диаметра подающей трубы. В частности, подходящим является отношение диаметров (от 2 до 10): 1, предпочтительно (от 2 до 5):1, и более предпочтительно (от 2,5 до 3,5):1. Длина защитной трубы предпочтительно составляет от 1 до 3 от максимального диаметра потока сыпучего материала. При загрузке печи смесями твердых веществ с большим различием размеров зерна резервуар для приема сыпучей массы в соответствии с данным изобретением представляет собой расходный бункер,для того, чтобы избежать расслоения (нарушения сплошности) сыпучего материала и, следовательно,предотвратить возмущение потока сыпучего материала. Изобретение далее будет описано более подробно со ссылкой на предпочтительные примеры осуществления и чертежи. Краткое описание чертежей Фиг. 1 - схематическое изображение вертикального разреза электрической дуговой печи в соответствии с примером воплощения настоящего изобретения; фиг. 2 - схематическое изображение электрической дуговой печи, показанной на фиг. 1, вид сверху; фиг. 3 - вырез зоны расположения отверстия в своде электрической дуговой печи в соответствии с фиг. 1; фиг. 4 - часть дозирующего сопла электрической дуговой печи в соответствии с фиг. 1, вид сверху. Осуществление изобретения Электрическая дуговая печь 1, работающая на переменном токе, которая показана на фиг. 1, включает в себя под 2, футерованный кирпичом, предпочтительно водоохлаждаемые боковые стенки 3, а также предпочтительно водоохлаждаемый свод 4 печи. Через соответствующие по размеру отверстия 5 во внутреннее пространство печи 1 проходят три графитовых электрода 6, из которых на фиг. 1 показаны только два. Вместе с тем, электрическая дуговая печь 1 может быть также снабжена электродами 6 в количестве большем или меньшем трех и может работать на постоянном токе. В непосредственной близости от продольной оси электрической дуговой печи 1 на своде 4 печи размещена водоохлаждаемая вертикальная защитная труба 7, причем на верхнем торце защитной трубы установлено горизонтально расположенное дозирующее сопло 8. Как, в частности, показано на фиг. 3,дозирующее сопло 8 состоит из двух скользящих пластин 9, которые подвижны относительно друг друга,и в каждой из них выполнено круглое или овальное отверстие 10 одинакового размера так, что за счет перемещения двух скользящих пластин относительно друг друга отверстие дозирующего сопла 8 можно регулировать до любой величины в пределах от нуля до максимальной величины, соответствующей размеру отверстий указанных подвижных частей сопла. Через дозирующее сопло 8 в печь поступает поток 11 сыпучего материала. На виде сверху дозирующего сопла, показанном на фиг. 4, каждая из скользящих пластин 9 выполнена с овальным отверстием. Диаметр защитной трубы по меньшей мере в два раза больше максимального диаметра отверстия дозирующего сопла 8. В результате предотвращаются контакты потока 11 сыпучего материала со стенкой защитной трубы, что могло бы неизбежно привести к значительному расслоение потока 11 сыпучего материала. Если дозирующее сопло 8 расположено не горизонтально, как это показано на фиг. 1 и фиг. 3,а наклонно относительно горизонтали, то в этом случае при выборе отношения диаметра защитной трубы к диаметру отверстия дозирующего сопла 8, кроме того, должна быть принята во внимание траектория падения потока 11 сыпучего материала, в связи с чем указанное отношение должно быть выбрано большим чем 2. Как, в частности, можно видеть на фиг. 2, три графитовых электрода 6 расположены вокруг дозирующего сопла 8, по существу, симметрично. Когда печь оборудована только двумя электродами, поток сыпучего материала также должен проходить между электродами. Но, если печь имеет лишь один электрод, поток сыпучего материала можно подавать в печь в любом месте вблизи электрода. Дозирующее сопло 8 соединено с цилиндрической трубой 12 для подачи металла, например железа,полученного прямым восстановлением (метод ПВЖ), загружаемого в электрическую дуговую печь 1. Для получения невозмущенного потока 11 сыпучего материала подающая труба всегда должна быть полностью заполнена материалом. Это может быть достигнуто за счет того, что возможный расход сыпучего материала через подающую трубу 12 во всех сечениях трубы перед дозирующим соплом 8 превышает пропускную способность сопла, т.е. внутренний диаметр питающей трубы 12 должен быть по меньшей мере больше максимального диаметра отверстия дозирующего сопла 8. Возможно, что дози-3 008735 рующее сопло в процессе работы может быть немного прикрыто. Для обеспечения невозмущенного движения потока 11 сыпучего материала в процессе работы электрической дуговой печи 1 в подающей трубе 12 (в ее промежуточных точках) не устанавливают оборудование, инициирующее расслоение потока сыпучего материала, например поворотные заслонки, шаровые клапаны и тому подобное оборудование. При использовании описанной выше электродуговой печи 1 для производства стали, жидкую сталь из предшествующей рабочей загрузки оставляют в печи в качестве жидкой ванны расплава для облегчения загрузки и плавления железа, полученного методом прямого восстановления. Путем инжектирования в расплав коксовой мелочи или нефтяного кокса при непрерывной загрузке железа, полученного прямым восстановлением, в процессе дальнейшей работы печи получают пористый шлак. Горячее железо, полученное прямым восстановлением, непрерывно вводят в электрическую дуговую печь 1 через подающую трубу 12 и дозирующее сопло 8, при этом железо падает между электродами 6 в ванну только за счет гравитации в виде невозмущенного компактного потока 11 сыпучего материала и проникает в расплав 13 стали. Благодаря невозмущенному характеру потока 11 сыпучего материала в способе согласно данному изобретению может быть использовано, в частности, мелкозернистое железо, полученное методом прямого восстановления, например, со средним размером зерна менее чем 1 мм или даже менее 0,3 мм. Предпочтительно отношение расхода сыпучего материала к величине подводимой энергии регулируют таким образом, чтобы полученное прямым восстановлением железо непрерывно расплавлялось, а температура ванны расплава стали оставалась постоянной или немного возрастала до уровня температуры выпуска плавки. В конце периода плавки расплав 13 стали выгружают из печи через летку 14, а для облегчения плавления железа, полученного прямым восстановлением, при проведении следующей плавки часть расплава 13 остается в электрической дуговой печи в качестве жидкой металлической ванны. После продолжительного времени простоя, перед тем как печь должна быть полностью освобождена от металла,жидкую металлическую ванну получают путем плавления стали или железного скрапа. Пример Для производства стали из мелкозернистого железа с высокой степенью металлизации, полученного прямым восстановлением (методом ПВЖ), была использована электрическая дуговая печь 1, выполненная с возможностью наклона, работающая на трехфазном переменном токе, такая как показана на фиг. 1, имеющая вместимость 150 тонн жидкой стали и снабжаемая энергией посредством трансформатора мощностью 100 MVA (мегавольт-ампер). При выпуске металла предшествующей плавки в печи оставляли 30 тонн металла в виде ванны расплава. Перед началом загрузки железа, полученного прямым восстановлением, были установлены электроды, включен подвод энергии, и затем через центральную подводящую трубу 12, установленную в середине печи, загружали горячее железо, полученное методом ПВЖ, в режиме невозмущенного потока сыпучего материала, свободно падающего между тремя электродами. Железо, полученное прямым восстановлением, характеризовалось средним размером зерна 0,3 мм и поступало из установки прямого восстановления мелкозернистой руды, в которой температура материала составляла приблизительно 650 С. Помимо металлического железа, вышеупомянутое железо, полученное прямым восстановлением, содержало FeO - 8,5 мас. %. SiO2 - 1,1 мас. %, Al2O3 - 1,1 мас. %, MnO 0,9 мас.% и С - 1 мас.%. С помощью дозирующего сопла 8 расход вводимого железа, полученного прямым восстановлением, был отрегулирован до 3 т/мин. Внутренний диаметр подающей трубы 12 составлял 200 мм. Дозирующее сопло, максимальный диаметр отверстия которого соответствовал диаметру подающей трубы,было немного прикрыто с получением овального отверстия с максимальным диаметром приблизительно равным 180 мм. Ниже дозирующего отверстия 8 была установлена водоохлаждаемая защитная труба 7 с внутренним диаметром около 400 мм, которая оканчивалась в своде 4 печи. В процессе проведения эксперимента регулировали отношение расхода сыпучего материала к величине расходуемой электрической энергии так, чтобы железо, полученное прямым восстановлением, было постоянно расплавленным, а температура ванны расплава стали сохранялась постоянной или была немного выше температуры выпуска плавки металла из печи. Путем инжектирования кислорода и углерода в течение всего периода проведения опыта было стимулировано формирование слоя пористого шлака 15 на поверхности ванны расплава железа. Кроме того, в электрическую дуговую печь подавали известь,для того чтобы регулировать требуемую основность в печи. При достижении необходимой температуры выпуска плавки, соответствующей приблизительно 1630 С, из печи было вылито 120 тонн расплава стали с содержанием углерода 0,1 %. При выпуске плавки в печи было оставлено 30 тонн стали в качестве жидкой металлической ванны для следующей плавки.-4 008735 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ загрузки мелкозернистого металла, металлического соединения или смеси двух или более металлов или металлических соединений, в частности мелкозернистого железа, полученного методом прямого восстановления, в электрическую дуговую печь (1), в котором металл, металлическое соединение или смесь, поступающее, по существу, непрерывно по меньшей мере через одну подающую трубу(12) к одному или более чем отверстию (10), выполненному в своде (4) печи, вводят в печь (1) по меньшей мере через одно отверстие (10) в виде потока (11) сыпучего материала, падающего на расплав (13) только за счет гравитации, отличающийся тем, что перед поступлением в печь (1) после прохождения подающей трубы (12) поток (11) сыпучего материала пропускают через дозирующее сопло (8), и он поступает в печь (1), по существу, невозмущенным. 2. Способ по п.1, отличающийся тем, что после прохождения подающей трубы (12) поток (11) сыпучего материала пропускают через дозирующее сопло (8) с круглым или овальным профилем сечения. 3. Способ по п.1, отличающийся тем, что после прохождения питающей трубы (12) поток (11) сыпучего материала пропускают через ирисовую диафрагму. 4. Способ по любому из пп.1-3, отличающийся тем, что дозирующее сопло (8) расположено с наклоном не более чем 25 относительно горизонтали. 5. Способ по любому из пп.1-3, отличающийся тем, что дозирующее сопло (8) расположено горизонтально. 6. Способ по любому из пп.1-5, отличающийся тем, что массовый расход потока (11) сыпучего материала в подводящей трубе (12) поддерживают больше пропускной способности дозирующего сопла(8). 7. Способ по любому из пп.1-6, отличающийся тем, что после прохождения дозирующего сопла (8) поток (11) сыпучего материала пропускают через защитную трубу (7). 8. Способ по п.7, отличающийся тем, что защитная труба (12) выполнена охлаждаемой. 9. Способ по любому из пп.1-8, отличающийся тем, что металл, металлическое соединение или смесь двух или более металлов или металлических соединений, вводимая в печь (1), имеет средний размер зерна менее чем 1 мм, предпочтительно менее 0,5 мм, более предпочтительно менее 0,4 мм и ещ более предпочтительно менее 0,3 мм. 10. Электрическая дуговая печь (1), в частности, для загрузки мелкозернистым железом, полученным прямым восстановлением, или мелкозернистой рудой с использованием способа по любому из пп.19, содержащая свод (4) печи, имеющий по меньшей мере одно отверстие (10), при этом по меньшей мере одно отверстие (10) в своде (4) печи соединено с подающей трубой (12), ведущей к своду (4) печи с внешней стороны, служащей для подачи загружаемого материала, отличающаяся тем, что в указанном отверстии, соединяющем подающую трубу (12) с печью (1), установлено дозирующее сопло (8), выполненное предпочтительно с круглым или овальным отверстием. 11. Электрическая дуговая печь (1) по п.10, отличающаяся тем, что дозирующее сопло (8) представляет собой ирисовую диафрагму. 12. Электрическая дуговая печь (1) по п.10, отличающаяся тем, что дозирующее сопло (8) содержит по меньшей мере две скользящие пластины (9), установленные с возможностью перемещения относительно друг друга. 13. Электрическая дуговая печь (1) по любому из пп.10-12, отличающаяся тем, что дозирующее сопло (8) наклонено относительно горизонтали не более чем на 25. 14. Электрическая дуговая печь (1) по любому из пп.10-12, отличающаяся тем, что дозирующее сопло (8) расположено горизонтально. 15. Электрическая дуговая печь (1) по любому из пп.10-14, отличающаяся тем, что резервуар для приема сыпучего материала представляет собой расходный бункер. 16. Электрическая дуговая печь (1) по любому из пп.10-15, отличающаяся тем, что подающая труба(12) расположена вертикально. 17. Электрическая дуговая печь (1) по любому из пп.10-16, отличающаяся тем, что ниже дозирующего сопла (8) размещена предпочтительно вертикальная защитная труба (7). 18. Электрическая дуговая печь (1) по п.17, отличающаяся тем, что защитная труба (7) имеет диаметр, составляющий приблизительно от 1 до 3 максимальных диаметров потока сыпучего материала. 19. Электрическая дуговая печь (1) по п.17 или 18, отличающаяся тем, что защитная труба (7) выполнена охлаждаемой. 20. Электрическая дуговая печь (1) по любому из пп.17-19, отличающаяся тем, что диаметр защитной трубы (7) по меньшей мере в два раза больше диаметра дозирующего сопла (8). 21. Электрическая дуговая печь (1) по любому из пп.10-20, отличающаяся тем, что максимальный диаметр отверстия дозирующего сопла (8) меньше или равен диаметру подающей трубы (12).
МПК / Метки
МПК: C21C 5/52
Метки: дуговую, электрическую, мелкозернистых, печь, способ, загрузки, металлов
Код ссылки
<a href="https://eas.patents.su/8-8735-sposob-zagruzki-melkozernistyh-metallov-v-elektricheskuyu-dugovuyu-pech.html" rel="bookmark" title="База патентов Евразийского Союза">Способ загрузки мелкозернистых металлов в электрическую дуговую печь</a>
Способ загрузки зернистой руды в обжиговую печь
Номер патента: 4898
Опубликовано: 26.08.2004
Авторы: Фолльмер Хуберт, Штрёдер Михаэль, Цингребе Хорст
МПК: B65G 69/04, F27B 15/08, F26B 3/08...
Метки: руды, печь, обжиговую, способ, загрузки, зернистой
Формула / Реферат:
1. Способ загрузки зернистой руды в обжиговую печь, в которой эту руду подвергают обжигу при температуре от 400 до 1050шC и в которой эта руда образует стационарный псевдоожиженный слой, отличающийся тем, что руду под действием центробежных сил подают на псевдоожиженный слой через расположенное над ним отверстие в корпусе печи, для чего руде придают ускорение с помощью лопастей вращающегося лопастного рабочего колеса, которое расположено вне...
Способ и устройство для загрузки сыпучего материала в металлургическую емкость
Номер патента: 3353
Опубликовано: 24.04.2003
Авторы: Керстен Дитер, Майерлинг Петер, Эспендиллер Бернхард
МПК: C21C 5/52, F27D 3/00, F27B 3/18...
Метки: загрузки, способ, емкость, сыпучего, металлургическую, устройство, материала
Формула / Реферат:
1. Способ загрузки сыпучего материала в металлургическую емкость (10), в частности скрапа в дуговую печь, содержащую, по меньшей мере, один электрод (21), расположенный в центре газоплотно закрытой крышкой (15) верхней части емкости, причем сыпучий материал в отдельных контейнерах (41), имеющих устьевые части, транспортируют к головной части металлургической емкости (10) и устьевую часть контейнера для сыпучего материала соединяют со...
Способ и устройство для загрузки анода в плавильный реактор
Номер патента: 6698
Опубликовано: 24.02.2006
Авторы: Юркёнен Сату, Коскимаа Ярмо, Кокконен Каспер
МПК: F27D 3/00
Метки: устройство, способ, плавильный, анода, загрузки, реактор
Формула / Реферат:
1. Устройство для загрузки анода в металлургический плавильный реактор (2), например в конвертер взвешенной плавки, содержащее загрузочную трубу (7), состоящую по меньшей мере из одной части и предназначенную для подачи по меньшей мере по одному аноду (4) в плавильный реактор, и изгибающий узел (5), предназначенный для изгибания анода, отличающееся тем, что в контакт с поверхностью расплава (8), содержащегося в плавильном реакторе, по существу,...
Колпаковая печь
Номер патента: 962
Опубликовано: 28.08.2000
Авторы: Шойерманн Вальтер, Фельтен Георг, Машлер Франк
МПК: C21D 9/673, F27B 5/16
Метки: колпаковая, печь
Формула / Реферат:
1. Колпаковая печь, в частности, для отжига рулонов листовой стали в атмосфере защитного газа, содержащая защитный кожух (1), охватывающий рулоны листовой стали, охлаждающий кожух (2), концентрично охватывающий защитный кожух (1) с образованием промежуточного пространства (3) и имеющий боковую стенку и крышку (5), причем боковая стенка охлаждающего кожуха имеет множество воздушных сопел (7) для подачи охлаждающего воздуха в форме...
Способ утилизации металлов
Номер патента: 4020
Опубликовано: 25.12.2003
Авторы: Фон Шееле Йоахим, Грипенберг Хенрик
МПК: C22B 7/02
Метки: металлов, способ, утилизации
Формула / Реферат:
1. Способ утилизации металлов, находящихся, по существу, в мелкозернистых металлических фракциях, включающий следующие этапы: а) подачу указанных, по существу, мелкозернистых металлических фракций (50) в пламя (25) горелки (20), б) агломерирование указанных мелкозернистых фракций посредством тепла, выделяемого пламенем (25), без существенного изменения их химического состава, с получением, по существу, металлического агломерированного продукта...
Предыдущий патент: Игровой автомат
Следующий патент: Аминозамещённые (е)-2,6-диалкоксистирил-4-замещённые-бензилсульфоны для лечения пролиферативных расстройств
Случайный патент: Соединения и их соли, специфичные к ppar рецепторам и egf рецепторам, и их применение в области медицины