Способ неразрушающего контроля структуры керамики
Номер патента: 7190
Опубликовано: 25.08.2006
Авторы: Каныгина Ольга Николаевна, Четверикова Анна Геннадьевна
Формула / Реферат
1. Способ неразрушающего контроля структуры керамики,заключающийся в том, что используют излучение длиной волны l=300-850 нм, предварительно проводят тестовые измерения на образцах с известными характеристиками, сравнивают контрольные измерения с тестовыми, отличающийся тем, что контрольные и тестовые измерения проводят методом измерения коэффициентов отражения на различных этапах производства и оценки функциональных характеристик керамики, причем на каждом этапе выбирают наиболее влияющую на структуру керамики величину и цветовой параметр, характеризующий последнюю.
2. Способ по п.1, отличающийся тем, что на этапе производства, включающего приготовление керамической массы, контролируют дисперсность частиц твердых фракций.
3. Способ по п.2, отличающийся тем, что дисперсность частиц твердых фракций определяют по коэффициентам белизны и желтизны.
4. Способ по п.3, отличающийся тем, что коэффициенты белизны и желтизны рассчитывают по формулам

где r457, r520 и r620 - коэффициенты отражения при данных длинах волн.
5. Способ по п.1, отличающийся тем, что на этапе производства, включающего сушку керамики, контролируют остаточную слабосвязанную влагу.
6. Способ по п.5, отличающийся тем, что остаточную слабосвязанную влагу оценивают по интегральным коэффициентам отражения.
7. Способ по п.5, отличающийся тем, что интегральные коэффициенты отражения рассчитывают как сумму коэффициентов отражения во всем видимом диапазоне.
8. Способ по п.1, отличающийся тем, что на этапе производства, включающего спекание керамики, контролируют на выбранном участке поверхности качество структуры, включающее фазовый состав, поровое пространство, степень однородности.
9. Способ по п.8, отличающийся тем, что качество структуры оценивают по цветовым коэффициентам отражения, причем доминирующую длину волны l и чистоту тона Р определяют по цветовому треугольнику МКО по формулам

где R(l) - спектральный коэффициент отражения.
10. Способ по п.8, отличающийся тем, что однородность структуры оценивают по дифференциальным коэффициентам отражения, определяемым с помощью масок, выделяющих ограниченный участок поверхности.
11. Способ по п.1, отличающийся тем, что на этапе определения функциональных характеристик контролируют интенсивность структурных изменений при механическом нагружении и термоударе.
12. Способ по п.10, отличающийся тем, что интенсивность структурных изменений оценивают по цветовому различию - интегральной цветовой характеристике, которую рассчитывают по формуле

координаты цвета X, Y, Z преобразуются в систему La*b*, где L* - светлота, a*, b* - цветность

здесь Хо=98,04, Yo=100, Zo=118,10 - координаты цвета идеально белой поверхности для стандартного источника света.
13. Способ по п.1, отличающийся тем, что коэффициенты отражения определяют с помощью фотометра отражения, причем среднюю освещаемую площадь поверхности образца выбирают равной 0,5-2 см2.
Текст
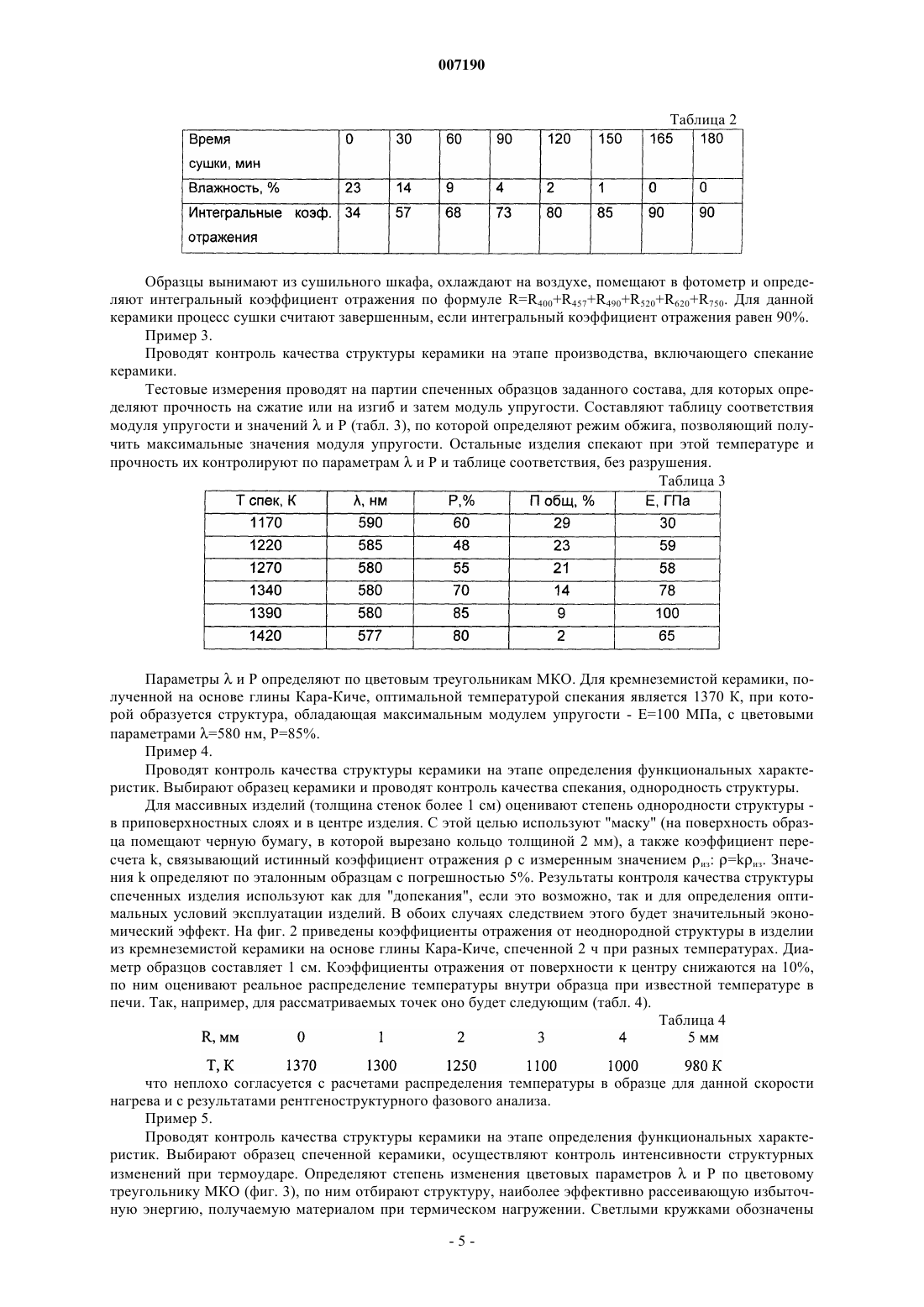
007190 Изобретение относится к способам определения свойств материалов оптическими методами, а именно к способам неразрушающего контроля и может быть использовано для анализа качества структуры кремнеземистой керамики. Качество структуры керамики из одного и того же состава керамической массы определяется количеством и характером распределения фаз в материале, количеством пор, их размеров, формой и характером распределения в материале, зависящих в свою очередь от скорости нагрева и времени выдержки при высокой температуре. Производство кремнеземистой керамики начинается с приготовления шихты - керамической массы. Основной параметр, от которого зависит качество массы и, в дальнейшем, качество керамики на данном этапе - это размеры частиц в твердой фазе. Вторым важным технологическим звеном является сушка шихты. На данном этапе требуется постоянный контроль процесса удаления так называемой слабосвязанной воды, т.е. воды, не входящей в структуру минералов. Третьим этапом производства, самым важным, является процесс спекания керамики. Даже при правильно выбранном режиме спекания изделия различной толщины могут иметь разную по сечению структуру, поскольку из-за низкой теплопроводности внутри изделия реальная температура остается длительное время ниже, чем на поверхности. Контроль структуры керамики также необходим для оценки функциональных характеристик последней. Известен способ неразрушающего контроля качества керамических изделий из оксида бериллия,включающий облучение контролируемого изделия светом с длиной волны =180-350 нм, регистрацию его люминесценции, регистрации мощности прошедшего через изделие светового потока и его люминесценции (патент России 1655198, МПК G01N 21/64, приоритет от 16.08.1989, опубл. 20.08.1999,страна публ. SU). Недостатками известного способа являются то, что он позволяет проводить контроль только тонких, прозрачных изделий с низкой плотностью, применим для веществ с простой однофазной структурой, без пор и используется только для готовых изделий. Известный способ не позволяет проводить контроль спеченной керамики, тем более на различных этапах ее производства. Не позволяет оценить функциональные характеристики. Известен способ анализа керамики включающий облучение контролируемого изделия светом с длиной волны =300-850 нм, возбуждение люминесценции, регистрацию последней с помощью микроскопа, сравнение результатов с результатами тестовых измерений. Недостатком известного способа является то, что он применим к узкому классу материалов, в основном к кристаллам ионного типа, для которых известно, как люминесценция связана со структурными дефектами. Известный способ не позволяет проводить контроль пористых материалов, а также не позволяет проводить контроль керамики на различных этапах ее производства и оценки функциональных характеристик. Перед авторами ставилась задача разработать способ неразрушающего контроля качества керамики,обеспечивающий контроль структуры на каждом этапе производства и оценку функциональных характеристик керамики. Поставленная задача решается тем, что в способе неразрушающего контроля структуры керамики,заключающегося в использовании излучения длиной волны =300-850 нм, предварительном проведении тестовых измерений на образцах с известными характеристиками, сравнивании контрольных измерений с тестовыми, контрольные и тестовые измерения проводят методом измерения коэффициентов отражения на различных этапах производства и оценки функциональных характеристик керамики, причем на каждом этапе выбирают наиболее влияющую на структуру керамики величину и цветовой параметр характеризующий последнюю. На этапе производства, включающего приготовление керамической массы,контролируют дисперсность частиц твердых фракций, которую определяют по степени белизны и желтизны. Последние рассчитывают по формулам где 457, 520 и 620 - коэффициенты отражения при данных длинах волн. На этапе производства, включающего сушку керамики контролируют остаточную слабосвязанную влагу, которую оценивают по интегральным коэффициентам отражения. Интегральные коэффициенты отражения рассчитывают как сумму коэффициентов отражения во всем видимом диапазоне. На этапе производства, включающего спекание керамики, контролируют на выбранном участке поверхности качество структуры, включающее фазовый состав, поровое пространство, степень однородности. Качество структуры оценивают по цветовым коэффициентам отражения, причем доминирующую длину волныичистоту тона Р определяют по цветовому треугольнику МКО по формулам-1 007190 На этапе определения функциональных характеристик контролируют интенсивность структурных изменений при механическом нагружении и термоударе. При этом интенсивность структурных изменений оценивают по цветовому различию - интегральной цветовой характеристике, которую рассчитывают по формуле Координаты цвета X, Y, Z преобразуются в систему Lab, где L - светлота, a, b - цветность здесь Хо=98,04, Yo=100, Zo=118,10 - координаты цвета идеально белой поверхности для стандартного источника света. При этом коэффициенты отражения определяют с помощью фотометра отражения,причем среднюю освещаемую площадь поверхности образца выбирают равной 0,5-2 см 2. Технический эффект заявляемого изобретения заключается в возможности экспресс - анализа структуры керамики на различных этапах производства, внесения корректировки в технологический процесс, а также определения оптимальных условий эксплуатации спеченной керамики. Кроме того, заявляемый способ позволяет значительно снизить энергозатраты. Производство керамики начинается с приготовления шихты -керамической массы. Основной параметр, от которого зависит качество массы и в дальнейшем качество керамики - это размеры частиц в твердой фазе. Поэтому на данном этапе контролируют дисперсность частиц твердых фракций, которую определяют по степени белизны и желтизны. Последние рассчитывают по формулам где 457, 520 и 620 - коэффициенты отражения при данных длинах волн. Выбирают сертифицированный порошок с известными размерами частиц. Затем для различных фракций определяют коэффициенты отражения во всем оптическом диапазоне длин волн, для чего насыпают пробу - порошок в кювету, которую помещают в шар фотометра. Строят таблицу сравнения. В зависимости от состава и цвета материала выбирают длину волны излучения, соответствующую максимальному отражению и определяют чувствительность метода. Затем проводят контрольные измерения. По сравнительным таблицам определяют размеры частиц. Измеряют коэффициенты отражения в наиболее чувствительной области спектра. Существенный признак, что контрольные и тестовые измерения проводятся методом измерения коэффициентов отражения, позволяет добиться максимальной чувствительности способа за счет выбора соответствующей длины волны. Существенный признак, что контрольные и тестовые измерения проводятся на этапе производства, включающего приготовление керамической массы, на котором контролируют дисперсность частиц твердых фракций, позволяет исправить технологию на первом же этапе - домолоть порошок, если нет такой возможности, - то повысить температуру спекания. И первый, и второй вариант позволяют существенно повысить качество керамики или исключить брак. Вторым важным этапом производства, требующим контроля, является сушка керамики - удаление так называемой слабосвязанной воды, т.е. не входящей в структуру минералов. Остаточную слабосвязанную влагу оценивают по интегральным коэффициентам отражения, которые рассчитывают как сумму коэффициентов отражения во всем видимом диапазоне. На данном этапе берут сначала партию эталонных образцов, в которых количество остаточной воды определено другими методами (например, по массе или по электросопротивлению). Проводят измерения интегральных (по всему видимому спектру) коэффициентов отражения. После этого для этой же серии образцов определяют коэффициенты отражения,для чего не нужно никаких предварительных обработок образцов. Строят таблицу сравнения. Проводят контрольные измерения и по таблице сравнения определяют структуру керамики. Способ позволяет по коэффициентам отражения быстро оценить качество сушки, а, следовательно, позволяет внести коррективы, например досушить. Здесь наиболее эффективны интегральные коэффициенты отражения (сумма измерений коэффициентов отражений для длин волн 400, 457, 490, 520, 570, 620 и 750 нм). Следовательно, способ позволяет контролировать качество изготовляемой керамики в технологическом процессе, причем быстро, что позволяет исправлять технологический режим на ходу. На измерение параметров одного образца уходит около менее 10 мин. Вода имеет в области видимого спектра коэффициент отражения 1,5-2%, тогда как средний коэффициент отражения кремнеземистой массы около 40%. Оставшуюся после сушки воду определяют по снижению коэффициентов отражения путем сопоставления интегральных коэффициентов исследуемой массы с коэффициентами отражения эталонных образцов. Существенный признак, что контрольные и тестовые измерения проводятся на этапе производства,включающего сушку керамики, позволяет исправить недостатки процесса сушки - увеличить время, тем самым исключить брак при спекании (разрыв изделий) и снизить энергозатраты при спекании (на досушивание образцов за счет медленного нагрева).-2 007190 Контроль структуры спеченной керамики является наиболее важным. На данном этапе контролируют на выбранном участке поверхности качество структуры, включающее фазовый состав, поровое пространство, степень однородности. Структуру керамики на данном этапе производства оценивают по более тонким характеристикам - цветовым параметрам. Любой цвет может быть определен тремя параметрами: цветовым тоном(мкм), интенсивностью Р (%) и коэффициентом отражения . Цветовой тони насыщенность тона Р определяют с помощью цветового треугольника МКО по формулам где R - спектральный коэффициент отражения. По цветовым координатам и цветовому треугольнику системы МКО определяют качество цвета доминирующую длину волны или цветовой тони насыщенность тона Р. По оси абсцисс откладывают значение X1, по оси ординат - Y1, получают точку с координатами ,Р. Чистота или интенсивность тона Р характеризует степень, уровень, силу выражения цветового тона , нм. На фиг. 1 показаны области изменения цветовых тонови их интенсивностей при повышении температуры обжигов (870-1370) К с выдержками (0-2) ч. Основной цветовой тон (=580 нм), соответствующий желтому цвету, наблюдаемый после низкотемпературных обжигов - 870-1070 К, (=58 нм, Р 75%; зеленые кружочки) размывается до=585 нм - желто-оранжевого 1070 К, 2 ч - красные кружочки), чистота тона которого растет до 90%,образцы светлеют и приобретают бежевую окраску (обжиги при 1270-1370 К, 0 и 2 ч; желтые кружочки). Этап производства, включающий спекание керамики, - наиболее энергоемкий. Оптимизация режимов спекания, обеспечивающих максимальные значения заданных свойств, является наиболее эффективным средством ресурсосбережения. Тестовые измерения проводят на партии спеченных образцов, для которых определяют прочность, в частности, модуль упругости. Составляют таблицу соответствия модуля упругости и значенийи Р. Результаты измерений контрольных образцов оценивают по коэффициентам отражения. Трудозатраты те же - до 10 мин. Оптимизация режимов - температуры и времени спекания - заключается в минимизации энергозатрат при достижении одного и того же модуля упругости. Для этого необходимо определить эффективность повышения температуры или увеличения времени спекания на структурные изменения. Для кремнеземистой керамики, содержащей, как правило, аморфную стеклофазу, наиболее надежный метод оценки структуры - рентгеноструктурный фазовый анализ - оказывается малоэффективным. Важным показателем качества спекания является степень однородности структуры, особенно для больших изделий. Степень однородности оценивают по дифференциальным коэффициентам отражения, определяемым с помощью масок, выделяющих ограниченный участок поверхности. На этапе определения функциональных характеристик контролируют интенсивность структурных изменений при механическом нагружении (изгибе) и термоударе. Интенсивность структурных изменений оценивают по цветовому различию - интегральной цветовой характеристике, которую рассчитывают по формуле Координаты цвета X, Y, Z преобразуются в систему Lab, где L - светлота, a, b - цветность Здесь Хо=98,04, Yo=100, Zo=118,10 - координаты цвета идеально белой поверхности для стандартного источника света. Для серии эталонных образцов проводят механические испытания - определяют прочность на изгиб и составляют таблицы соответствия структурных изменений и прочности. Экспериментально установлена полная симбатность этих параметров. По этим таблицам уже без испытаний по цветовому различию Е прогнозируют прочность полученных изделий. На всех этапах производства керамики коэффициенты отражения определяют с помощью фотометра отражения, причем среднюю освещаемую площадь поверхности образца выбирают равной 0,5-2 см 2. В качестве фотометра используют фотометр отражения ФО-1, в основу действия которого положен принцип Тейлора: пучок света определенной длины волны направляется через отверстие на стенку интегрирующего шара и после многократного отражения создает освещенность Е 0. Этот же пучок света направляется на поверхность образца, отражается от него и создает освещенность внутри шара Е 1. Абсолютный коэффициент отражения =E1/E0. Погрешность измерений при определении абсолютных коэффициентов отражения не превышает 3%. Преимущество заявляемого способа заключается в следующем: позволяет контролировать все технологические операции получения керамики и в этом смысле является универсальным;-3 007190 не требует специального оборудования, больших трудо- и временных затрат, специальной подготовки поверхности образцов; является неразрушающим, позволяет получать большую статистическую выборку результатов; позволяет оценивать качество и однородность структуры, дает возможность корректировать саму технологию; использование одного способа для контроля качества всех технологических операций позволяет проследить динамику структурных превращений и связать ее с функциональными характеристиками; расширяет возможности управления качеством керамики, способствует трудо- и энергосбережению; полезен для разработки керамики с заданными свойствами. Пример 1. Проводят контроль качества структуры керамики на этапе производства, включающего приготовление керамической массы. Дисперсность частиц твердых фракций массы заданного состава для кремнеземистой керамики определяют по значениям белизны и желтизны. Для кремнеземистой керамики на основе глины Кара-Киче с химическим составом, мас.%) SiO272,86; Аl2O322,86; Fе 2 О 3; TiO21,22; СаО-0,48; MgO+K2O+Na2O1,53 чувствительность способа составляет 0,1%-мкм-1 для частиц в интервале 20-500 мкм. Это самый ходовой размер частиц. Коэффициенты отражения убывают с увеличением размеров частиц по степенному закону, показатель степени n=1,3 (табл. 1). Таблица 1 Традиционный ситовый анализ (просеивание через сито) ограничивает размер частиц сверху, т.е. все частицы меньше ячейки в сите. Средний размер их надо определять дополнительно и это длительный процесс - по крайней мере, рабочий день. Способ позволяет быстро определить средний размер частиц по имеющимся эталонным таблицам сравнения. Наиболее трудоемкий процесс -определение частиц размером менее 100 мкм. Набор таких сит, во-первых, дорог (1 сито стоит больше 100 долларов) и на обычное производство их тратить не рационально, так как они быстро стираются. С помощью набора сит,электронной микроскопии, рентгеноструктурно анализа, оптической микроскопии, с довольно высокой погрешностью - до 20% оценивают средний размер частиц, для них находят коэффициенты отражения и затем уже для данного состава только используют коэффициенты отражения или степени белизны и желтизны. Заявляемый способ контроля структуры позволяет снизить энергозатраты на термическую обработку, поскольку чем крупнее фракции частиц, тем выше температура и длительность процесса спекания. В табл. 1 приведены изменения Б и Ж после обжига при 1270 К, 1 ч. Видно, что наибольшие изменения наблюдаются для самых мелких частиц. Желтизна растет пропорционально количеству стеклофазы, образующейся из расплава при спекании. С ростом размеров частиц интенсивность фазовых превращениях существенно снижается, что необходимо учитывать при оптимизации технологии получения керамики. От размеров частиц зависит количество воды, которое добавляют для образования керамической массы с заданными пластичностью или вязкостью, необходимыми для формования изделий. Пример 2. Проводят контроль качества структуры керамики на этапе производства, включающего сушку керамики. Сушка обеспечивается разрывом связей воды с частицами глинистого материала, для чего требуется затратить значительную энергию. Поэтому понятна необходимость контроля за процессом сушки и оптимизация режима. Способ осуществляют следующим образом: для эталонной партии образцов строят кривые зависимости остаточной влажности (по потере массы) от времени сушки. Процесс сушки считают завершенным, когда масса образца остается постоянной. В соответствие с влажностью в таблицы сравнения вносят интегральные коэффициенты отражения. В табл. 2 приведены значения влажности и интегральных коэффициентов отражения для керамической массы, полученной на основе глины месторождения Кара-Киче, измеренные через каждые 30, а в конце сушки - через 15 мин. Образцы вынимают из сушильного шкафа, охлаждают на воздухе, помещают в фотометр и определяют интегральный коэффициент отражения по формуле R=R400+R457+R490+R520+R620+R750. Для данной керамики процесс сушки считают завершенным, если интегральный коэффициент отражения равен 90%. Пример 3. Проводят контроль качества структуры керамики на этапе производства, включающего спекание керамики. Тестовые измерения проводят на партии спеченных образцов заданного состава, для которых определяют прочность на сжатие или на изгиб и затем модуль упругости. Составляют таблицу соответствия модуля упругости и значенийи Р (табл. 3), по которой определяют режим обжига, позволяющий получить максимальные значения модуля упругости. Остальные изделия спекают при этой температуре и прочность их контролируют по параметрами Р и таблице соответствия, без разрушения. Таблица 3 Параметрыи Р определяют по цветовым треугольникам МКО. Для кремнеземистой керамики, полученной на основе глины Кара-Киче, оптимальной температурой спекания является 1370 К, при которой образуется структура, обладающая максимальным модулем упругости - Е=100 МПа, с цветовыми параметрами =580 нм, Р=85%. Пример 4. Проводят контроль качества структуры керамики на этапе определения функциональных характеристик. Выбирают образец керамики и проводят контроль качества спекания, однородность структуры. Для массивных изделий (толщина стенок более 1 см) оценивают степень однородности структуры в приповерхностных слоях и в центре изделия. С этой целью используют "маску" (на поверхность образца помещают черную бумагу, в которой вырезано кольцо толщиной 2 мм), а также коэффициент пересчета k, связывающий истинный коэффициент отраженияс измеренным значением из: =kиз. Значения k определяют по эталонным образцам с погрешностью 5%. Результаты контроля качества структуры спеченных изделия используют как для "допекания", если это возможно, так и для определения оптимальных условий эксплуатации изделий. В обоих случаях следствием этого будет значительный экономический эффект. На фиг. 2 приведены коэффициенты отражения от неоднородной структуры в изделии из кремнеземистой керамики на основе глины Кара-Киче, спеченной 2 ч при разных температурах. Диаметр образцов составляет 1 см. Коэффициенты отражения от поверхности к центру снижаются на 10%,по ним оценивают реальное распределение температуры внутри образца при известной температуре в печи. Так, например, для рассматриваемых точек оно будет следующим (табл. 4). Таблица 4 что неплохо согласуется с расчетами распределения температуры в образце для данной скорости нагрева и с результатами рентгеноструктурного фазового анализа. Пример 5. Проводят контроль качества структуры керамики на этапе определения функциональных характеристик. Выбирают образец спеченной керамики, осуществляют контроль интенсивности структурных изменений при термоударе. Определяют степень изменения цветовых параметрови Р по цветовому треугольнику МКО (фиг. 3), по ним отбирают структуру, наиболее эффективно рассеивающую избыточную энергию, получаемую материалом при термическом нагружении. Светлыми кружками обозначены-5 007190 усредненные цветовые координаты обожженных образцов. С увеличением температуры обжига кружки смещаются в область коротких волн и больших значений Р. Серыми кружками показаны цветовые координаты, полученные после максимальной температуры удара, выдержанной образцом. Стрелками указаны связи между спеченным и термически нагруженным образцом. Для всех образцов значенияпосле термоудара смещаются в красную область, чистота тона Р снижается. Наименьшие структурные изменения во время термоудара происходят в образцах, обожженных при 1340 К. Структура не способна рассеивать энергию, получаемую при термоударе. Быстрое распространение трещин соответствует минимальной термостойкости этих образцов. Структура образцов, спеченных при 1220 и 1270 К, претерпевает существенные изменения, что способствует повышению термостойкости. Структурные изменения в кремнеземистой керамике на основе глины Кара-Киче анализируют и с помощью цветового различия Е, которое является наиболее чувствительной характеристикой для этого состава. Составляют таблицы соответствия цветового различия и термостойкости. Интенсивность структурных изменений пропорциональна величине Е. Цветовое различие растет пропорционально температуре спекания (табл. 5), однако, наиболее термостойкие образцы с Е=1,34. Таблица 5 Это хорошо согласуется с результатами, полученными другими методами исследования - рентгенофазовым анализом, растровой электронной микроскопией, измерениями прочности. Способ позволяет быстро определить оптимальную структуру для разработки керамики с заданной термостойкостью. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ неразрушающего контроля структуры керамики,заключающийся в том, что используют излучение длиной волны =300-850 нм, предварительно проводят тестовые измерения на образцах с известными характеристиками, сравнивают контрольные измерения с тестовыми, отличающийся тем, что контрольные и тестовые измерения проводят методом измерения коэффициентов отражения на различных этапах производства и оценки функциональных характеристик керамики, причем на каждом этапе выбирают наиболее влияющую на структуру керамики величину и цветовой параметр, характеризующий последнюю. 2. Способ по п.1, отличающийся тем, что на этапе производства, включающего приготовление керамической массы, контролируют дисперсность частиц твердых фракций. 3. Способ по п.2, отличающийся тем, что дисперсность частиц твердых фракций определяют по коэффициентам белизны и желтизны. 4. Способ по п.3, отличающийся тем, что коэффициенты белизны и желтизны рассчитывают по формулам где 457, 520 и 620 - коэффициенты отражения при данных длинах волн. 5. Способ по п.1, отличающийся тем, что на этапе производства, включающего сушку керамики,контролируют остаточную слабосвязанную влагу. 6. Способ по п.5, отличающийся тем, что остаточную слабосвязанную влагу оценивают по интегральным коэффициентам отражения. 7. Способ по п.5, отличающийся тем, что интегральные коэффициенты отражения рассчитывают как сумму коэффициентов отражения во всем видимом диапазоне. 8. Способ по п.1, отличающийся тем, что на этапе производства, включающего спекание керамики,контролируют на выбранном участке поверхности качество структуры, включающее фазовый состав,поровое пространство, степень однородности. 9. Способ по п.8, отличающийся тем, что качество структуры оценивают по цветовым коэффициентам отражения, причем доминирующую длину волныи чистоту тона Р определяют по цветовому треугольнику МКО по формулам-6 007190 10. Способ по п.8, отличающийся тем, что однородность структуры оценивают по дифференциальным коэффициентам отражения, определяемым с помощью масок, выделяющих ограниченный участок поверхности. 11. Способ по п.1, отличающийся тем, что на этапе определения функциональных характеристик контролируют интенсивность структурных изменений при механическом нагружении и термоударе. 12. Способ по п.10, отличающийся тем, что интенсивность структурных изменений оценивают по цветовому различию - интегральной цветовой характеристике, которую рассчитывают по формуле координаты цвета X, Y, Z преобразуются в систему Lab, где L - светлота, a, b - цветность здесь Хо=98,04, Yo=100, Zo=118,10 - координаты цвета идеально белой поверхности для стандартного источника света. 13. Способ по п.1, отличающийся тем, что коэффициенты отражения определяют с помощью фотометра отражения, причем среднюю освещаемую площадь поверхности образца выбирают равной 0,5-2 см 2.
МПК / Метки
МПК: G01N 21/25
Метки: способ, неразрушающего, структуры, контроля, керамики
Код ссылки
<a href="https://eas.patents.su/8-7190-sposob-nerazrushayushhego-kontrolya-struktury-keramiki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ неразрушающего контроля структуры керамики</a>
Усовершенствования резака для керамики
Номер патента: 3968
Опубликовано: 25.12.2003
Автор: Торрентс И Комас Хосеп
МПК: B28D 1/22
Метки: керамики, усовершенствования, резака
Формула / Реферат:
1. Усовершенствования для устройств, предназначенных для резки керамики и относящихся к устройствам такого типа, которые имеют основание для поддержания разрезаемого керамического изделия и несколько продольных направляющих для подвижной установки опорного узла, на котором установлен откидной держатель рукоятки режущего ролика, имеющий резьбовое отверстие, предназначенное для установки приводного рычага, который фиксирует рукоятку режущего...
Способ разупрочнения материалов кристаллической структуры и устройство для его осуществления
Номер патента: 3853
Опубликовано: 30.10.2003
Авторы: Бельченко Евгений Леонидович, Ананьев Павел Петрович, Гончаров Степан Алексеевич, Ступников Владимир Петрович, Тер-Гукасов Игорь Альбертович, Осташевский Андрей Анатольевич, Боцва Станислав Иосифович, Морозов Виктор Александрович
МПК: C22B 3/22, B02C 19/18, E21C 37/18...
Метки: материалов, кристаллической, устройство, способ, осуществления, разупрочнения, структуры
Формула / Реферат:
1. Способ разупрочнения материалов кристаллической структуры, заключающийся в воздействии на обрабатываемый материал импульсным магнитным полем, отличающийся тем, что за время воздействия направления магнитного поля изменяют. 2. Способ по п.1, отличающийся тем, что обрабатываемый материал подают в зону обработки в смеси с жидкостью. 3. Способ по пп.1, 2, отличающийся тем, что в качестве обрабатываемого материала используют железистые кварциты,...
Способ контроля оптически проницаемых биологических объектов и устройство для его осуществления
Номер патента: 3525
Опубликовано: 26.06.2003
Авторы: Плетнев Сергей Владимирович, Потапов Анатолий Иванович, Клопов Виталий Дмитриевич
МПК: A61B 6/14
Метки: способ, проницаемых, объектов, биологических, оптически, устройство, осуществления, контроля
Формула / Реферат:
1. Способ контроля оптически проницаемых биологических объектов, включающий облучение объекта зондирующим излучением и регистрацию проходящего и/или рассеянного излучения с помощью телевизионной камеры, отличающийся тем, что регистрируют изображения светового поля прошедшего излучения и изображения световых полей, отраженных, по меньшей мере, от передней и/или задней поверхностей объекта посредством цифровой телевизионной камеры, соединенной с...
Способ контроля траектории бурения
Номер патента: 6571
Опубликовано: 24.02.2006
Авторы: Камата Масахиро, Армстронг Филип, Шаббир Ахмед
МПК: E21B 47/022, G01V 1/42, E21B 7/04...
Метки: бурения, способ, траектории, контроля
Формула / Реферат:
1. Способ контроля траектории ствола скважины, включающий следующие этапы: бурение ствола скважины по первой траектории; сбор сейсмических данных, получаемых при работе бурового долота, содержащих сейсмические данные, получаемые при работе бурового долота и относящиеся к траектории прямой волны; определение на основании собранных сейсмических данных, полученных при работе бурового долота и относящихся к траектории прямой волны, того, является ли...
Способ определения и/или контроля расстояния до объекта, а также устройство для его осуществления
Номер патента: 6324
Опубликовано: 29.12.2005
Автор: Хайдеке Франк
МПК: G01S 13/88, G01F 23/284
Метки: контроля, способ, расстояния, определения, осуществления, объекта, также, устройство
Формула / Реферат:
1. Способ определения и/или контроля расстояния до объекта, в котором вырабатывают высокочастотные сигналы, которые передают в виде импульсов с частотой (f2) в направлении объекта, от поверхности которого высокочастотные сигналы отражаются и принимают отраженные сигналы, при этом высокочастотные сигналы и отраженные сигналы преобразуют в низкочастотные сигналы, при этом расстояние до объекта определяют по времени прохождения сигналов, причем...
Предыдущий патент: Система идентификации
Следующий патент: Способы и устройство для измерения количества сернистого водорода и тиолов в текучих средах
Случайный патент: Улучшенная конструкция освещения для операционной