Устройство и способ прессования упаковки
Формула / Реферат
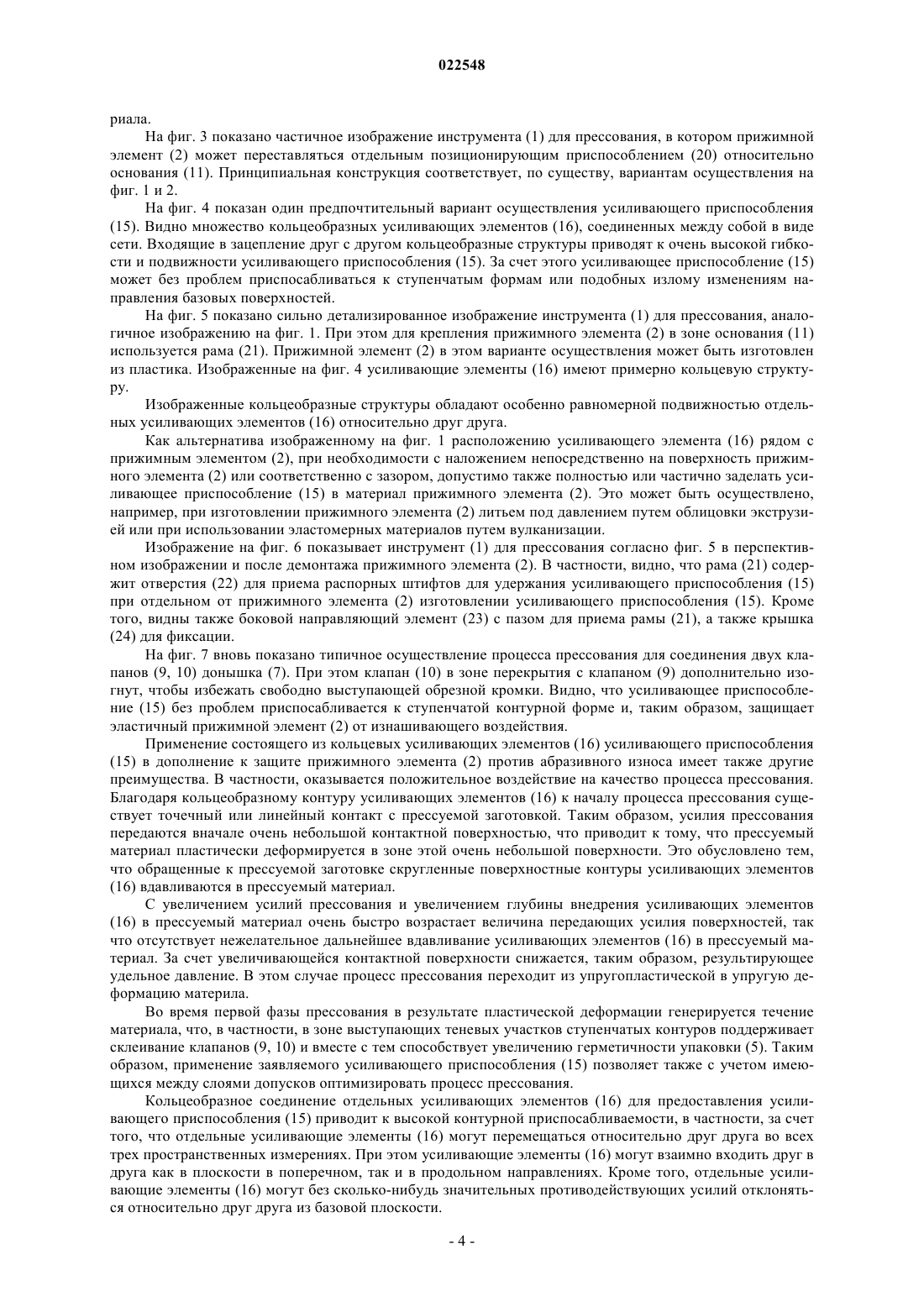
1. Устройство для прессования по меньшей мере одной зоны упаковки, которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала, в котором инструмент для прессования содержит по меньшей мере один вводимый во внутреннюю полость упаковки контурный элемент и по меньшей мере один установленный снаружи относительно внутренней полости и противолежащий контурному элементу прижимной элемент и в котором прижимной элемент и контурный элемент расположены с возможностью позиционирования один относительно другого, отличающееся тем, что прижимной элемент (2) выполнен из эластичного материала и, по меньшей мере, в зоне своей обращенной к контурному элементу (3) протяженности снабжен гибким усиливающим приспособлением (15).
2. Устройство по п.1, отличающееся тем, что усиливающее приспособление (15) выполнено из кольцеобразных усиливающих элементов (16).
3. Устройство по п.2, отличающееся тем, что кольцеобразные усиливающие элементы, по меньшей мере, частично входят в зацепление друг с другом.
4. Устройство по п.2 или 3, отличающееся тем, что усиливающие элементы (16) имеют форму, по существу, в виде круглого кольца.
5. Устройство по одному из пп.1-4, отличающееся тем, что усиливающее приспособление (15) выполнено, по меньшей мере, на отдельных участках из металла.
6. Устройство по одному из пп.1-5, отличающееся тем, что усиливающее приспособление (15), по меньшей мере, на отдельных участках заделано в прижимной элемент (2).
7. Устройство по одному из пп.1-6, отличающееся тем, что усиливающее приспособление (15), по меньшей мере, на отдельных участках расположено на расстоянии от прижимного элемента (2).
8. Устройство по одному из пп.1-7, отличающееся тем, что инструмент (1) для прессования выполнен для запечатывания взаимно перекрывающихся клапанов (9, 10) упаковки (5).
9. Устройство по одному из пп.1-8, отличающееся тем, что инструмент (1) для прессования выполнен для нагружения по меньшей мере части донышка (7) упаковки (5).
10. Способ прессования при помощи устройства по п.1 по меньшей мере одной зоны упаковки, которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала, при котором во внутреннюю полость упаковки вводят по меньшей мере один контурный элемент инструмента для прессования и при котором используют, по меньшей мере, установленный снаружи относительно внутренней полости и противолежащий контурному элементу один прижимной элемент, который выполнен из эластичного материала и который по меньшей мере в зоне своей обращенной к контурному элементу протяженности снабжен гибким усиливающим приспособлением, и при котором прижимной элемент и контурный элемент позиционируют один относительно другого и затем осуществляют процесс прессования.

Текст
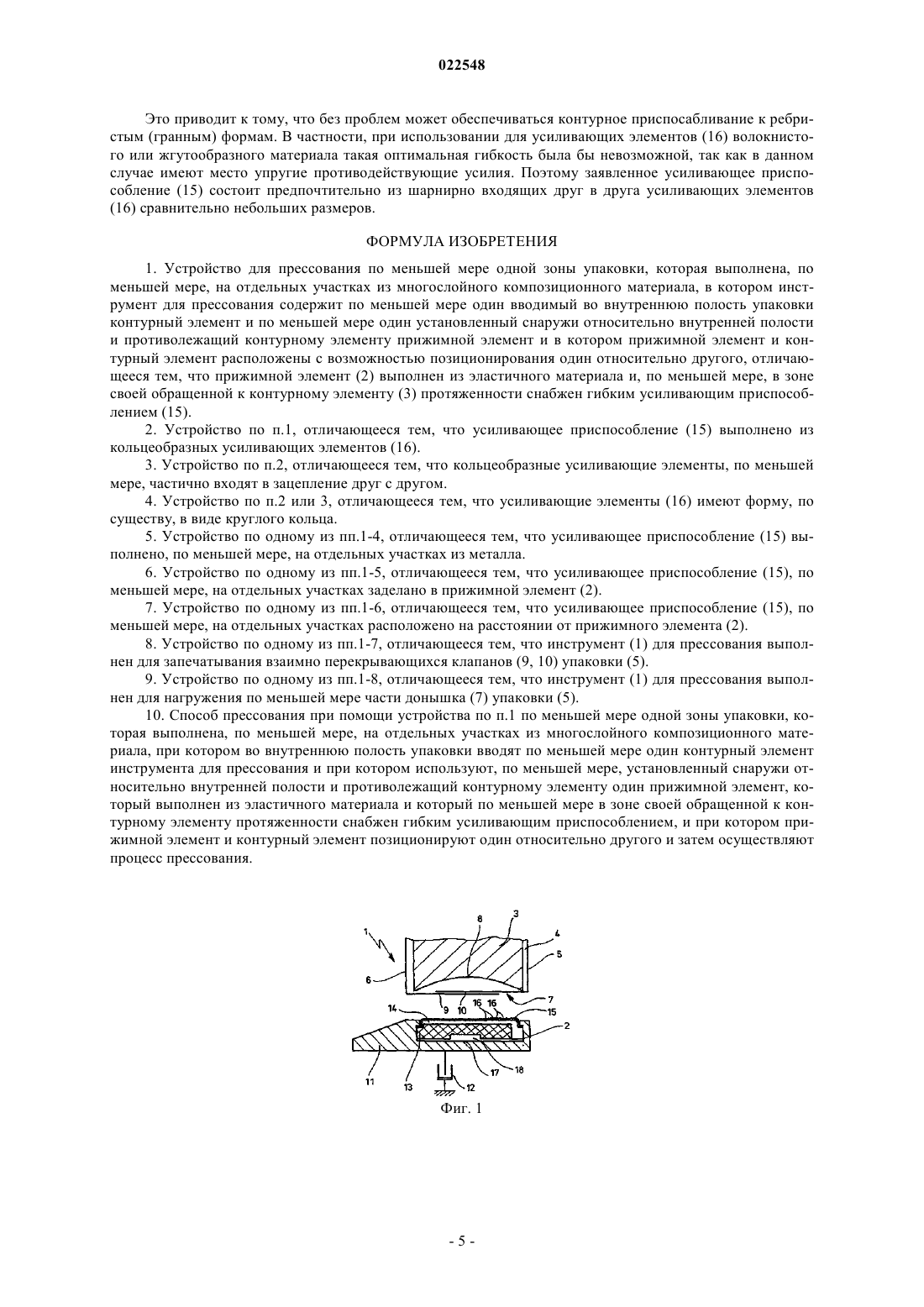
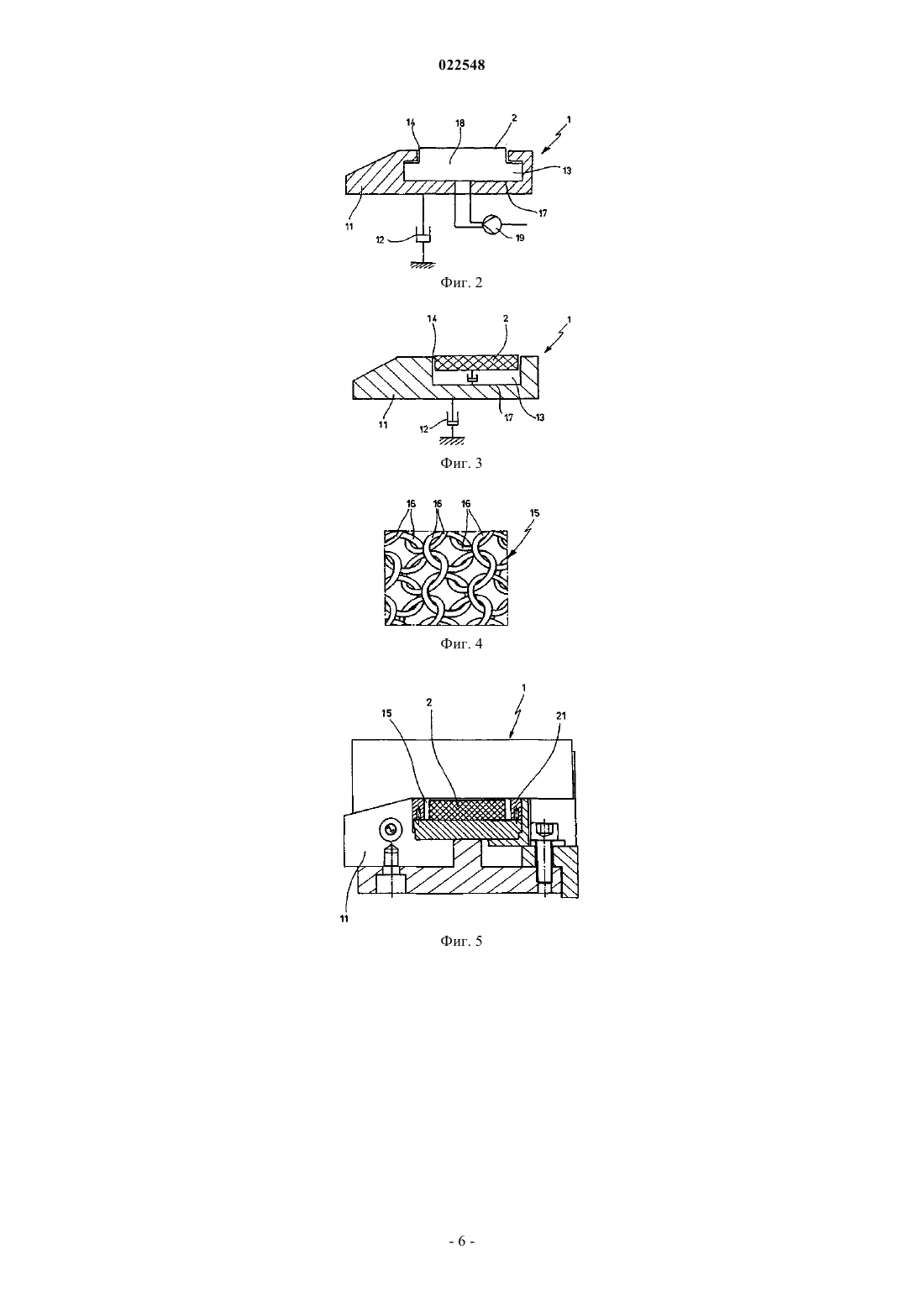
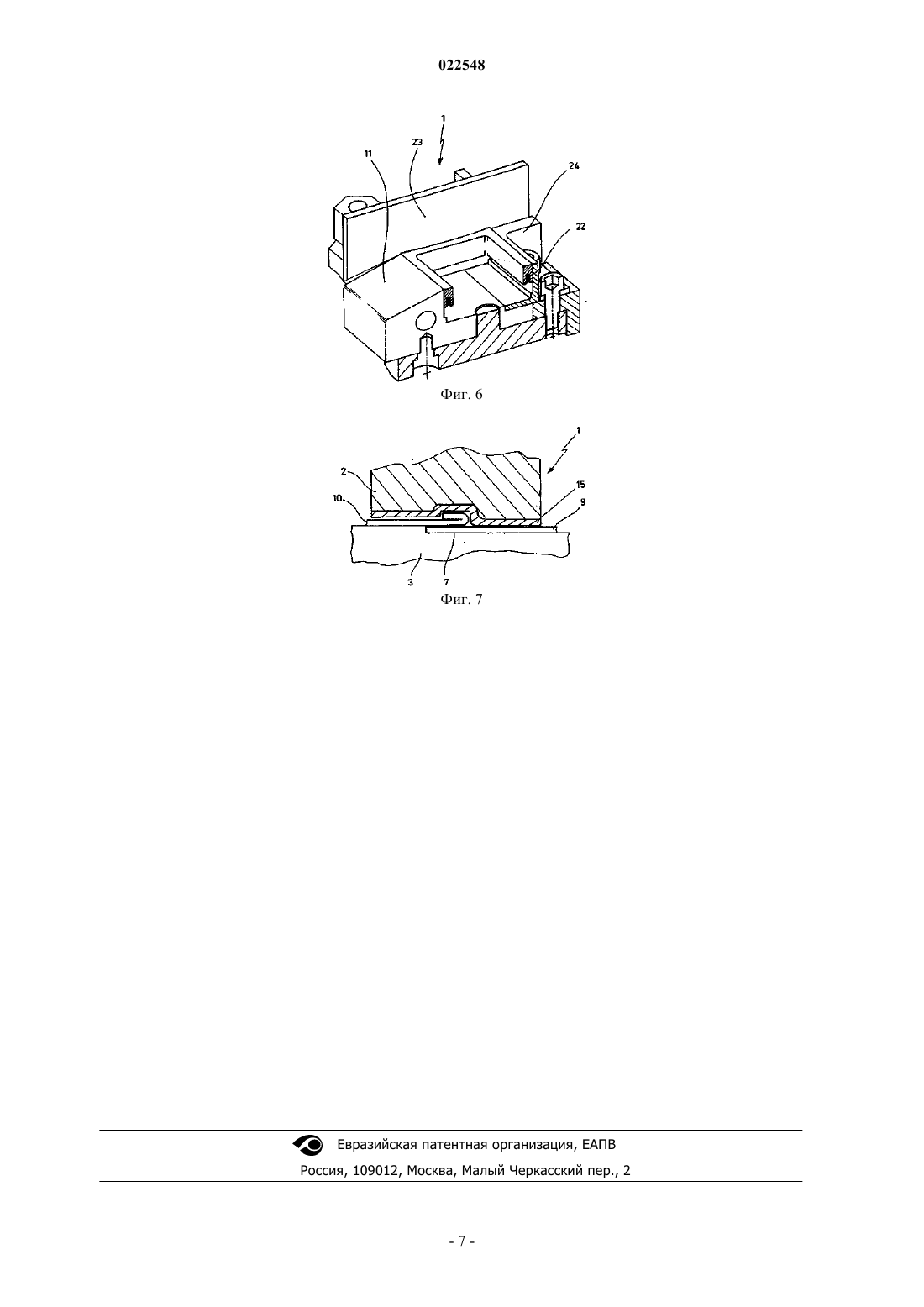
Изобретение относится к устройству и способу, которые служат для прессования по меньшей мере одной зоны упаковки. Упаковка выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала. Используемый для прессования инструмент для прессования содержит вводимый во внутреннюю полость упаковки по меньшей мере один контурный элемент и установленный снаружи относительно внутренней полости и противолежащий контурному элементу по меньшей мере один прижимной элемент. Прижимной элемент и контурный элемент расположены с возможностью позиционирования один относительно другого. Прижимной элемент имеет эластичную консистенцию и, по меньшей мере, в зоне своей, обращенной к контурному элементу поверхности, снабжен гибким усиливающим приспособлением.(71)(73) Заявитель и патентовладелец: ЗИГ ТЕКНОЛОДЖИ АГ (CH) Изобретение относится к устройству для прессования по меньшей мере одной зоны упаковки, которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала,в котором инструмент для прессования содержит по меньшей мере один вводимый во внутреннюю полость упаковки контурный элемент и по меньшей мере один установленный снаружи относительно внутренней полости и противолежащий контурному элементу прижимной элемент, и в котором прижимной элемент и контурный элемент расположены с возможностью позиционирования один относительно другого. Изобретение относится, кроме того, к способу прессования по меньшей мере одной зоны упаковки,которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала, в котором для осуществления процесса прессования во внутреннюю полость упаковки вводят по меньшей мере один контурный элемент инструмента для прессования и в котором для осуществления процесса прессования используется по меньшей мере один установленный снаружи относительно внутренней полости и противолежащий контурному элементу прижимной элемент, и в котором прижимной элемент и контурный элемент расположены с возможностью позиционирования один относительно другого. При изготовлении упаковок их многослойного композиционного материала, например упаковок для напитков, применяются различные способы. Если изготовление осуществляется из бесконечного полотна композиционного материала посредством так называемых "рукавоформовочных шприц-машин", донышко упаковки изготавливают лишь после наполнения и закупорки. Если же изготовление осуществляется из отдельных заготовок из картонного/пластикового композиционного материала, эти заготовки вначале снабжают продольным швом, что происходит, как правило, у производителя упаковочного материала. Продольные швы получают путем фальцовки продольного края упаковочного материала. Они служат для того, чтобы разливаемый, например, в упаковку напиток не контактировал с открытыми кромками композиционного материала. Такой контакт мог бы привести к размягчению упаковочного материала и снижению срока хранения разлитого в упаковку пищевого продукта. Изготовление донышка упаковки осуществляется в снабженных продольным швом упаковках, так называемых "упаковочных рубашках",лишь непосредственно перед разливочным процессом, а именно в большинстве случаев непосредственно в разливочной машине. Для изготовления донышка упаковки "упаковочные рубашки", каждая в отдельности и при необходимости после предварительной фальцовки, помещаются обычно на оправках справочного колеса, при этом оправки расположены с равномерным распределением по окружности вала оправочного колеса. Вращение справочного колеса осуществляется с заданным темпом движения в зависимости от числа размещенных вокруг оправочного колеса обрабатывающих позиций. При наличии четырех оправок, например, на первой обрабатывающей позиции "упаковочная рубашка" помещается на оправку, и фальцовка донышка упаковки осуществляется после поворота на 90 на второй позиции. После фальцовки донышка упаковки композиционный материал уложен в несколько слоев, по меньшей мере, на отдельных участках. После следующего поворота на 90 на третьей позиции плоско сфальцованное донышко упаковки запечатывают, так что уложенные друг на друга слои посредством размягченного при повышенной температуре пластика композиционного материала формуются под давлением, образуя донышко упаковки с опорной поверхностью. При этом слои донышка упаковки, которые за счет фальцовки донышка расположены один поверх другого, прессуются поверхностью соответствующего устройства с наружной стороны донышка относительно прилегающей с внутренней стороны донышка оправки. Приложенное давление приводит вследствие размягченного нагревом пластика к прессованию слоев и запечатыванию донышка. Необходимый для прессования и запечатывания подогрев слоев может осуществляться, например,перед фальцовкой донышка упаковки. Однако допустимо также, что подогрев пластика осуществляется после фальцовки донышка упаковки. Кроме того, прессование и фальцовка донышка упаковки позволяют легко изгибать донышко во внутреннюю сторону, что придает изготовленной упаковке особенно хорошую устойчивость. После запечатывания донышко упаковки охлаждают для отверждения в желательной форме размягченного пластика. Это может осуществляться в вышеуказанной позиции запечатывания или также в другой отдельной позиции. Наконец, готовую, открытую с одной стороны упаковку снимают с оправки справочного колеса и подают на собственно разливочную машину, где внутреннюю полость упаковки очищают и при необходимости дезинфицируют и осуществляют наполнение и закупорку готовой упаковки, а также формование головки упаковки. Сфальцованное (т.е. сложное) донышко упаковки имеет после фальцовки (складывания) варьируемую по своей поверхности толщину. Основанием для этого является то, что в процессе фальцовки в различных зонах донышка содержится различное число уложенных поверх друг друга слоев сфальцованного композиционного материала. При прессовании и запечатывании слоев сфальцованного донышка плоской прижимной поверхностью устройства для прессования, при том что прижимная поверхность покрывает участки донышка различной толщины, в связи с этим возникает проблема, что различные зоны донышка прессуются и запечатываются с разной силой. В частности, слои в зонах с меньшей относительно смежных зон толщиной прессуются часто лишь недостаточно. Для решения этой проблемы известны устройства для прессования слоев донышек упаковок, которые в определенных зонах своих используемых для прессования поверхностях имеют выступающие из поверхности прижимные элементы. Эти прижимные элементы расположены на поверхности устройств для прессования таким образом, что при прессовании донышек они соотнесены с зонами донышка, которые в сравнении со смежными зонами донышка имеют незначительную толщину. Прижимные элементы служат для того, чтобы во время операции прессования слои в этих зонах прессовать и, следовательно,запечатывать в достаточной степени. Известно, что эти прижимные элементы выполнены в форме граненых ребер. Однако использование этих ребер на практике может привести к повреждениям донышек упаковки. Следствием этого могут быть негерметичности донышка. Кроме того, граненые прижимные элементы приводят к повышенному загрязнению донышка упаковки, так как в полученном на донышке прессованном профиле может легко накапливаться грязь. К этому следует добавить, что донышко в связи с фальцовкой в зоне продольных швов имеет относительно смежных зон большую толщину. Это должно приниматься в расчет при выполнении поверхности устройства для прессования. При фальцовке продольных швов всякий раз возникает вопрос о допусках как по толщине, так и высоте продольных швов. Выравнивание таких допусков может быть осуществлено известным устройством частично и лишь недостаточно. Также уже известно, что для достижения равномерных усилий прессования, а также недопущения слишком высоких усилий прессования используются эластичные надувные подушки, которые гибко вдавливаются, например, в зоне уложенных поверх друг друга слоев упаковки, и таким образом исключается создание в этих зонах слишком больших усилий прессования. Однако соответствующие кромки или ступенчатые переходы в зоне прессуемых материалов приводят при использовании таких эластичных надувных подушек к повышенному износу, так что с учетом необходимости частой замены таких надувных подушек, а также образующейся в результате износа пыли, применение таких приспособлений оказалось невозможным. Задача предлагаемого изобретения состоит в том, чтобы сконструировать устройство вышеназванного типа таким образом, что обеспечивается оптимальное приложение усилий прессования, а также поддерживается продолжительный период применения. Эта задача решается согласно изобретению тем, что прижимной элемент имеет эластичную консистенцию и, по меньшей мере, в зоне своей обращенной к контурному элементу протяженности снабжен гибким усиливающим приспособлением. Другая задача предлагаемого изобретения состоит в том, чтобы усовершенствовать способ вышеназванного типа таким образом, что обеспечивается оптимальное приложение усилий прессования и поддерживается продолжительный период применения. Эта задача решается согласно изобретению тем, что используется прижимной элемент с эластичной консистенцией и что прижимной элемент, по меньшей мере, в зоне своей обращенной к контурному элементу протяженности снабжен гибким усиливающим приспособлением. Упругие свойства прижимного элемента комбинируются согласно изобретению с повышенной защитой от износа. Благодаря эластичному прижимному элементу в зоне взаимно перекрывающихся слоев или выступающих контурных зон обеспечивается создание не слишком высоких и не слишком низких усилий прессования. При этом благодаря гибкому усиливающему приспособлению одновременно исключается износ эластичного прижимного элемента, обусловленный соответствующими ступенчатыми или угловыми контурами донышка. Гибкие свойства усиливающего приспособления приводят к достаточному прилеганию к желаемому контуру донышка, и таким образом усиливающее приспособление может следовать за эластичным изменением формы (деформированием) прижимного элемента. Кроме того, применение прижимного элемента согласно изобретению позволяет учитывать допуски на позиционирование различных ламинированных слоев. Даже при варьируемом позиционировании перехода между ламинированными слоями посредством гибкого прижимного элемента поддерживается оптимальное приложение усилий прессования. Таким образом, независимо от конкретной геометрии зоны донышка исключаются, с одной стороны, слишком высокие и повреждающие материал усилия прессования, а также равным образом слишком низкие усилия прессования, которые могут иметь следствием не полностью приваренные зоны донышка, а значит, негерметичности. Комбинирование эластичного прижимного элемента с гибким усиливающим приспособлением поддерживает оптимизированное осуществление процессов прессования даже при быстрой смене нагрузочных циклов, например, при проведении 1000 и больше процессов прессования в час. Особенно подвижная структура обеспечивается тем, что усиливающее приспособление выполнено из множества кольцеобразных усиливающих элементов. Они могут, по меньшей мере, частично входить в зацепление друг с другом. Равномерная подвижность во всех трех пространственных измерениях поддерживается тем, что усиливающие элементы имеют форму, по существу, в виде круглого кольца. Особенно высокая прочность на износ достигается за счет того, что усиливающее приспособление выполнено, по меньшей мере, на отдельных участках из металла. Согласно одному типичному варианту осуществления предусмотрено, что усиливающее приспособление расположено в зоне поверхности прижимного элемента. Простое манипулирования прижимным элементом поддерживается тем, что усиливающее приспособление, по меньшей мере, на отдельных участках заделано в прижимной элемент. Согласно одному другому варианту осуществления допустимо также, что усиливающее приспособление, по меньшей мере, на отдельных участках расположено на расстоянии от прижимного элемента. Типичное применение определяется тем, что инструмент для прессования выполнен для запечатывания взаимно перекрывающихся клапанов упаковки. Они могут быть расположены в зоне донышка упаковки. На чертежах схематично представлены примеры осуществления изобретения. При этом показано: фиг. 1 - частичное изображение в поперечном разрезе устройства для прессования с относящимся к нему композиционным материалом в форме контейнера и дном в не спрессованном состоянии; фиг. 2 - изображение с обратной стороны устройства для прессования с пневматической надувной подушкой; фиг. 3 - вариант осуществления с упруго закрепленным в направлении усилий прессования прижимным элементом; фиг. 4 - частичное изображение гибкого усиливающего приспособления, которое выполнено из соединенных между собой в виде колец усиливающих элементов; фиг. 5 - детальное изображение устройства для прессования; фиг. 6 - перспективное изображение устройства для прессования с фиг. 5 после удаления прижимного элемента; фиг. 7 - другое изображение для показа взаимосвязи эластичного прижимного элемента, гибкого усиливающего приспособления, а также взаимно перекрывающихся слоев прессуемого материала. Согласно варианту осуществления на фиг. 1 инструмент (1) для прессования состоит, по существу,из прижимного (т.е. прессующего) элемента (2) и расположенного напротив прижимного элемента (2) контурного элемента (3). Контурный элемент (3) не показанным позиционирующим устройством может быть введен во внутреннюю полость (4) упаковки (5). Упаковка (5) выполнена предпочтительным образом как сфальцованная упаковка из подобного ламинату материала и имеет боковые стенки (6), а также донышко (7). Материал упаковки (5) состоит предпочтительно из нескольких слоев ламината, при этом целесообразным является по меньшей мере один слой из пластика, и по меньшей мере одного слоя из картона. Кроме того, для достижения барьерных свойств, как правило, используется слой из алюминия. На фиг. 1 видно, что контурный элемент (3) в зоне своей обращенной к донышку (7) протяженности имеет формовочный контур (8). В представленном примере осуществления формовочный контур (8) служит для создания изогнутого в направлении внутренней полости (4) донышка (7). На фиг. 1 показано донышко (7) перед проведением процесса прессования. Здесь видны два взаимно частично перекрывающихся клапана (9, 10) материала донышка (7), которые в процессе прессования соединяются друг с другом. Прижимной элемент (2) расположен согласно фиг. 1 в основании (11). Основание (11) позиционировано предпочтительно позиционирующим приспособлением (12) в обращенном к контурному элементу направлении, соответственно в противоположном направлении. В предложенном примере осуществления прижимной элемент (2) помещен в углубление (13) основания (11). Проем (14) углубления (13) обращен в направлении контурного элемента (3). В предложенном примере осуществления прижимной элемент (2) состоит из пластика, который может быть выполнен однослойным или многослойным. В частности, предусмотрено, что прижимной элемент (2) выполнен из эластичного материала. Вдоль обращенной к контурному элементу (3) поверхности прижимного элемента (2), по меньшей мере, на отдельных участках проходит усиливающее приспособление (15). Усиливающее приспособление (15) составлено предпочтительно из отдельных усиливающих элементов (16), которые соединены между собой. Обычно усиливающие элементы (16) выполнены из металла. На фиг. 1 также видно, что прижимной элемент (2) в зоне своей обращенной к основной поверхности (17) основания (11) протяженности имеет напорную полость (18). Напорная полость (18) может нагружаться сжатым воздухом или другой текучей средой, чтобы создать относительное движение между прижимным элементом (2) и основанием (11). Согласно варианту осуществления на фиг. 2, прижимной элемент (2) выполнен в виде мембраны,которая герметично соединена с основанием (11). В мембрану предпочтительно заделан усиливающий элемент (16). Однако в принципе допускается также, аналогично варианту осуществления с фиг. 1, что усиливающее приспособление (15) проходит между мембраной и донышком (7). В этом варианте осуществления напорная полость (18) посредством использования источника (19) давления погружается соответствующей текучей средой, например сжатым воздухом, водой или маслом. Согласно другому варианту осуществления прижимной элемент (2) состоит из несжимаемого, но одновременно упругого мате-3 022548 риала. На фиг. 3 показано частичное изображение инструмента (1) для прессования, в котором прижимной элемент (2) может переставляться отдельным позиционирующим приспособлением (20) относительно основания (11). Принципиальная конструкция соответствует, по существу, вариантам осуществления на фиг. 1 и 2. На фиг. 4 показан один предпочтительный вариант осуществления усиливающего приспособления(15). Видно множество кольцеобразных усиливающих элементов (16), соединенных между собой в виде сети. Входящие в зацепление друг с другом кольцеобразные структуры приводят к очень высокой гибкости и подвижности усиливающего приспособления (15). За счет этого усиливающее приспособление (15) может без проблем приспосабливаться к ступенчатым формам или подобных излому изменениям направления базовых поверхностей. На фиг. 5 показано сильно детализированное изображение инструмента (1) для прессования, аналогичное изображению на фиг. 1. При этом для крепления прижимного элемента (2) в зоне основания (11) используется рама (21). Прижимной элемент (2) в этом варианте осуществления может быть изготовлен из пластика. Изображенные на фиг. 4 усиливающие элементы (16) имеют примерно кольцевую структуру. Изображенные кольцеобразные структуры обладают особенно равномерной подвижностью отдельных усиливающих элементов (16) относительно друг друга. Как альтернатива изображенному на фиг. 1 расположению усиливающего элемента (16) рядом с прижимным элементом (2), при необходимости с наложением непосредственно на поверхность прижимного элемента (2) или соответственно с зазором, допустимо также полностью или частично заделать усиливающее приспособление (15) в материал прижимного элемента (2). Это может быть осуществлено,например, при изготовлении прижимного элемента (2) литьем под давлением путем облицовки экструзией или при использовании эластомерных материалов путем вулканизации. Изображение на фиг. 6 показывает инструмент (1) для прессования согласно фиг. 5 в перспективном изображении и после демонтажа прижимного элемента (2). В частности, видно, что рама (21) содержит отверстия (22) для приема распорных штифтов для удержания усиливающего приспособления (15) при отдельном от прижимного элемента (2) изготовлении усиливающего приспособления (15). Кроме того, видны также боковой направляющий элемент (23) с пазом для приема рамы (21), а также крышка(24) для фиксации. На фиг. 7 вновь показано типичное осуществление процесса прессования для соединения двух клапанов (9, 10) донышка (7). При этом клапан (10) в зоне перекрытия с клапаном (9) дополнительно изогнут, чтобы избежать свободно выступающей обрезной кромки. Видно, что усиливающее приспособление (15) без проблем приспосабливается к ступенчатой контурной форме и, таким образом, защищает эластичный прижимной элемент (2) от изнашивающего воздействия. Применение состоящего из кольцевых усиливающих элементов (16) усиливающего приспособления(15) в дополнение к защите прижимного элемента (2) против абразивного износа имеет также другие преимущества. В частности, оказывается положительное воздействие на качество процесса прессования. Благодаря кольцеобразному контуру усиливающих элементов (16) к началу процесса прессования существует точечный или линейный контакт с прессуемой заготовкой. Таким образом, усилия прессования передаются вначале очень небольшой контактной поверхностью, что приводит к тому, что прессуемый материал пластически деформируется в зоне этой очень небольшой поверхности. Это обусловлено тем,что обращенные к прессуемой заготовке скругленные поверхностные контуры усиливающих элементов(16) вдавливаются в прессуемый материал. С увеличением усилий прессования и увеличением глубины внедрения усиливающих элементов(16) в прессуемый материал очень быстро возрастает величина передающих усилия поверхностей, так что отсутствует нежелательное дальнейшее вдавливание усиливающих элементов (16) в прессуемый материал. За счет увеличивающейся контактной поверхности снижается, таким образом, результирующее удельное давление. В этом случае процесс прессования переходит из упругопластической в упругую деформацию материла. Во время первой фазы прессования в результате пластической деформации генерируется течение материала, что, в частности, в зоне выступающих теневых участков ступенчатых контуров поддерживает склеивание клапанов (9, 10) и вместе с тем способствует увеличению герметичности упаковки (5). Таким образом, применение заявляемого усиливающего приспособления (15) позволяет также с учетом имеющихся между слоями допусков оптимизировать процесс прессования. Кольцеобразное соединение отдельных усиливающих элементов (16) для предоставления усиливающего приспособления (15) приводит к высокой контурной приспосабливаемости, в частности, за счет того, что отдельные усиливающие элементы (16) могут перемещаться относительно друг друга во всех трех пространственных измерениях. При этом усиливающие элементы (16) могут взаимно входить друг в друга как в плоскости в поперечном, так и в продольном направлениях. Кроме того, отдельные усиливающие элементы (16) могут без сколько-нибудь значительных противодействующих усилий отклоняться относительно друг друга из базовой плоскости. Это приводит к тому, что без проблем может обеспечиваться контурное приспосабливание к ребристым (гранным) формам. В частности, при использовании для усиливающих элементов (16) волокнистого или жгутообразного материала такая оптимальная гибкость была бы невозможной, так как в данном случае имеют место упругие противодействующие усилия. Поэтому заявленное усиливающее приспособление (15) состоит предпочтительно из шарнирно входящих друг в друга усиливающих элементов(16) сравнительно небольших размеров. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для прессования по меньшей мере одной зоны упаковки, которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала, в котором инструмент для прессования содержит по меньшей мере один вводимый во внутреннюю полость упаковки контурный элемент и по меньшей мере один установленный снаружи относительно внутренней полости и противолежащий контурному элементу прижимной элемент и в котором прижимной элемент и контурный элемент расположены с возможностью позиционирования один относительно другого, отличающееся тем, что прижимной элемент (2) выполнен из эластичного материала и, по меньшей мере, в зоне своей обращенной к контурному элементу (3) протяженности снабжен гибким усиливающим приспособлением (15). 2. Устройство по п.1, отличающееся тем, что усиливающее приспособление (15) выполнено из кольцеобразных усиливающих элементов (16). 3. Устройство по п.2, отличающееся тем, что кольцеобразные усиливающие элементы, по меньшей мере, частично входят в зацепление друг с другом. 4. Устройство по п.2 или 3, отличающееся тем, что усиливающие элементы (16) имеют форму, по существу, в виде круглого кольца. 5. Устройство по одному из пп.1-4, отличающееся тем, что усиливающее приспособление (15) выполнено, по меньшей мере, на отдельных участках из металла. 6. Устройство по одному из пп.1-5, отличающееся тем, что усиливающее приспособление (15), по меньшей мере, на отдельных участках заделано в прижимной элемент (2). 7. Устройство по одному из пп.1-6, отличающееся тем, что усиливающее приспособление (15), по меньшей мере, на отдельных участках расположено на расстоянии от прижимного элемента (2). 8. Устройство по одному из пп.1-7, отличающееся тем, что инструмент (1) для прессования выполнен для запечатывания взаимно перекрывающихся клапанов (9, 10) упаковки (5). 9. Устройство по одному из пп.1-8, отличающееся тем, что инструмент (1) для прессования выполнен для нагружения по меньшей мере части донышка (7) упаковки (5). 10. Способ прессования при помощи устройства по п.1 по меньшей мере одной зоны упаковки, которая выполнена, по меньшей мере, на отдельных участках из многослойного композиционного материала, при котором во внутреннюю полость упаковки вводят по меньшей мере один контурный элемент инструмента для прессования и при котором используют, по меньшей мере, установленный снаружи относительно внутренней полости и противолежащий контурному элементу один прижимной элемент, который выполнен из эластичного материала и который по меньшей мере в зоне своей обращенной к контурному элементу протяженности снабжен гибким усиливающим приспособлением, и при котором прижимной элемент и контурный элемент позиционируют один относительно другого и затем осуществляют процесс прессования.
МПК / Метки
Метки: устройство, прессования, упаковки, способ
Код ссылки
<a href="https://eas.patents.su/8-22548-ustrojjstvo-i-sposob-pressovaniya-upakovki.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство и способ прессования упаковки</a>
Способ и устройство для непрерывной расфасовки продукта в упаковки
Номер патента: 4906
Опубликовано: 26.08.2004
Автор: Дальманнс Курт
МПК: B65B 57/04
Метки: непрерывной, упаковки, способ, устройство, расфасовки, продукта
Формула / Реферат:
1. Способ непрерывной расфасовки заданного количества продукта, прежде всего напитка или пищевого продукта, в упаковки, изготовленные из подаваемого предпочтительно с рулона упаковочного материала, прежде всего из комбинированного материала на основе картона с полимерным покрытием, отличающийся тем, что в центральной системе управления до процесса, в процессе и после процесса расфасовки собирают передаваемые через множество интерфейсов данные о...
Способ (варианты) и комплекс (варианты) для предварительной обработки отходов производства и потребления и биомассы, устройство прессования
Номер патента: 5941
Опубликовано: 25.08.2005
Авторы: Шаплыко Валерий Иванович, Шаплыко Павел Валерьевич, Пахилко Евгений Поликарпович, Василевский Владимир Валерьевич
МПК: B30B 9/30
Метки: обработки, комплекс, способ, предварительной, прессования, биомассы, варианты, потребления, производства, отходов, устройство
Формула / Реферат:
1. Способ предварительной обработки отходов производства и потребления и биомассы, включающий сбор отходов или биомассы, при необходимости, их измельчение, прессование с последующей упаковкой и обвязкой спрессованных отходов или биомассы и транспортирование к месту хранения, использования и/или переработки, отличающийся тем, что перед прессованием формируют слой отходов или биомассы, а прессование осуществляют путем сворачивания в рулон...
Сушильно-прессовое устройство каркасного типа с двойным потоком и способ прессования и сушки отходов
Номер патента: 6614
Опубликовано: 24.02.2006
Автор: Ла Джоия Антонио
МПК: B01D 29/84, B30B 9/06, B01D 29/82...
Метки: типа, потоком, каркасного, отходов, прессования, сушильно-прессовое, устройство, способ, двойным, сушки
Формула / Реферат:
1. Сушильно-прессовое устройство каркасного типа для отходов, содержащее цилиндрический корпус (1) и по меньшей мере две давильные плиты (6), причем указанный цилиндрический корпус (1) состоит из нагревательных продольных труб (2), по которым проходит текучая среда теплоносителя, которые расположены вдоль образующих цилиндра и отстоят друг от друга, образуя продольные щели для выпуска пара, но не отходов, соединены удерживающими обручами (4),...
Способ и устройство для изготовления наполненной веществом упаковки
Номер патента: 15845
Опубликовано: 30.12.2011
Автор: Папе Хенрик
МПК: B65B 9/08
Метки: упаковки, изготовления, веществом, наполненной, устройство, способ
Формула / Реферат:
1. Способ изготовления наполненной веществом упаковки из двух наложенных друг на друга протяженных полотен пластмассовой пленки, которые могут скрепляться под воздействием тепла и которые подвергают термической сварке в их продольном и поперечном направлениях для образования упаковок, которые наполняют веществом и запечатывают, при этом указанные полотна пропускают между парой роликов, прижатых друг к другу, с обеспечением удержания между ними...
Упаковка для минераловатных изделий, модули для образования такой упаковки и способ изготовления такой упаковки
Номер патента: 17858
Опубликовано: 29.03.2013
Авторы: Колл Карлос, Хиллен Франк
МПК: B65B 63/02, B65B 25/14, B65D 71/00...
Метки: изделий, упаковка, минераловатных, изготовления, упаковки, модули, способ, образования
Формула / Реферат:
1. Упаковка (10), содержащая множество рулонов (1a, 1b, 1c, 1d, 2a, 2b, 2c, 2d) или упаковок (22a, 22b, 22c, 22d, 22e, 22f, 22g, 22h) панелей минеральной ваты, при этом каждый рулон (1a, 1b, 1c, 1d, 2a, 2b, 2c, 2d) или упаковка (22a, 22b, 22c, 22d, 22e, 22f, 22g, 22h) панелей удерживается в сжатом состоянии, множество рулонов (1a, 1b, 1c, 1d, 2а, 2b, 2c, 2d) или упаковок (22а, 22b, 22c, 22d, 22e, 22f, 22g, 22h) панелей сгруппированы в один...
Предыдущий патент: Производные 6,7-дигидро-5h-бензо[7]аннулена, способы их получения, фармацевтические препараты, содержащие их, и их применение для получения лекарственных средств
Следующий патент: Сеялка
Случайный патент: Комбинированное применение противоопухолевого производного индолопирролокарбазола и другого противоопухолевого агента