Способ и устройство для получения абсорбирующего листа и получаемый абсорбирующий лист
Номер патента: 13394
Опубликовано: 30.04.2010
Авторы: Пробст Пьер, Жанно Сэбастиен, Графф Пьер, Хёфт Бенуа
Формула / Реферат
1. Способ получения абсорбирующего листа, содержащего по меньшей мере два слоя абсорбирующей бумаги, заключающийся в соединении упомянутых слоев под давлением при прогоне их между двумя стальными цилиндрическими элементами, причем первый цилиндрический элемент (1) имеет гладкую наружную поверхность, наружная поверхность второго цилиндрического элемента (2) выполнена рельефной и твердость первого цилиндрического элемента меньше твердости второго цилиндрического элемента, характеризующийся тем, что первый цилиндрический элемент (1) имеет обработанный закаленный поверхностный слой (11) и мягкий подслой (12), второй цилиндрический элемент (2) имеет закаленную наружную поверхность, и при прохождении между цилиндрическими элементами (1, 2) лист испытывает давление 40-250 Н/мм2.
2. Способ по п.1, характеризующийся тем, что значения поверхностной твердости первого цилиндрического элемента (1) и второго цилиндрического элемента (2) различаются на 2-20, предпочтительно на 5-15 единиц по шкале Роквелла С.
3. Способ по любому из пп.1 или 2, характеризующийся тем, что поверхностная твердость первого цилиндрического элемента (1) составляет приблизительно 30-65 по шкале Роквелла С.
4. Способ по любому из пп.1-3, при котором ширина соединяемого листа составляет 0,3-4 м.
5. Абсорбирующий лист, содержащий по меньшей мере два слоя абсорбирующей бумаги, полученный способом по любому из пп.1-4.
6. Набор стальных цилиндрических элементов (1, 2), выполненный с возможностью соединения многослойных абсорбирующих листов, в котором первый цилиндрический элемент (1) выполнен с гладкой наружной поверхностью, второй цилиндрический элемент (2) выполнен с рельефной наружной поверхностью и твердость первого цилиндрического элемента меньше твердости второго цилиндрического элемента, причем набор выполнен с возможностью соединения разных слоев листа под давлением при прогоне через зазор между образующими цилиндрических элементов, характеризующийся тем, что первый цилиндрический элемент (1) имеет закаленный поверхностный слой (11) и мягкий подслой (12), а второй цилиндрический элемент (2) имеет закаленную наружную поверхность, причем первый цилиндрический элемент прижат ко второму цилиндрическому элементу так, что давление, испытываемое абсорбирующим листом, составляет 40-250 Н/мм2.
7. Набор цилиндрических элементов по п.6, характеризующийся тем, что первый цилиндрический элемент - это цилиндр.
8. Набор цилиндрических элементов по п.6, характеризующийся тем, что первый цилиндрический элемент содержит несколько соосных цилиндров.
9. Набор цилиндрических элементов по любому из пп.6-8, характеризующийся тем, что значения поверхностной твердости первого цилиндрического элемента (1) и второго цилиндрического элемента (2) различаются на 2-20, предпочтительно на 5-15 единиц по шкале Роквелла С.
10. Набор цилиндрических элементов по любому из пп.6-9, характеризующийся тем, что поверхностная твердость первого цилиндрического элемента (1) находится в пределах приблизительно 30-65 единиц по шкале Роквелла С.
11. Набор цилиндрических элементов по любому из пп.6-10, характеризующийся тем, что толщина наружного слоя (11) первого цилиндрического элемента (1) составляет 3-30 мм.
12. Набор цилиндрических элементов по любому из пп.6-11, характеризующийся тем, что толщина мягкого подслоя (12) первого цилиндрического элемента (1) составляет 0,5-10 мм.
13. Набор цилиндрических элементов по любому из пп.6-12, характеризующийся тем, что наружный слой первого цилиндрического элемента (1) выполнен с градиентом твердости по его толщине.
14. Набор цилиндрических элементов по любому из пп.6-13, характеризующийся тем, что наружный поверхностный слой (11) первого цилиндрического элемента содержит два слоя (111, 112), соединенных между собой и наложенных один на другой, причем наружный слой (112) закален.
15. Набор цилиндрических элементов по любому из пп.6-14, характеризующийся тем, что мягкий подслой (12) содержит по меньшей мере два слоя, различающихся механическими характеристиками.

Текст
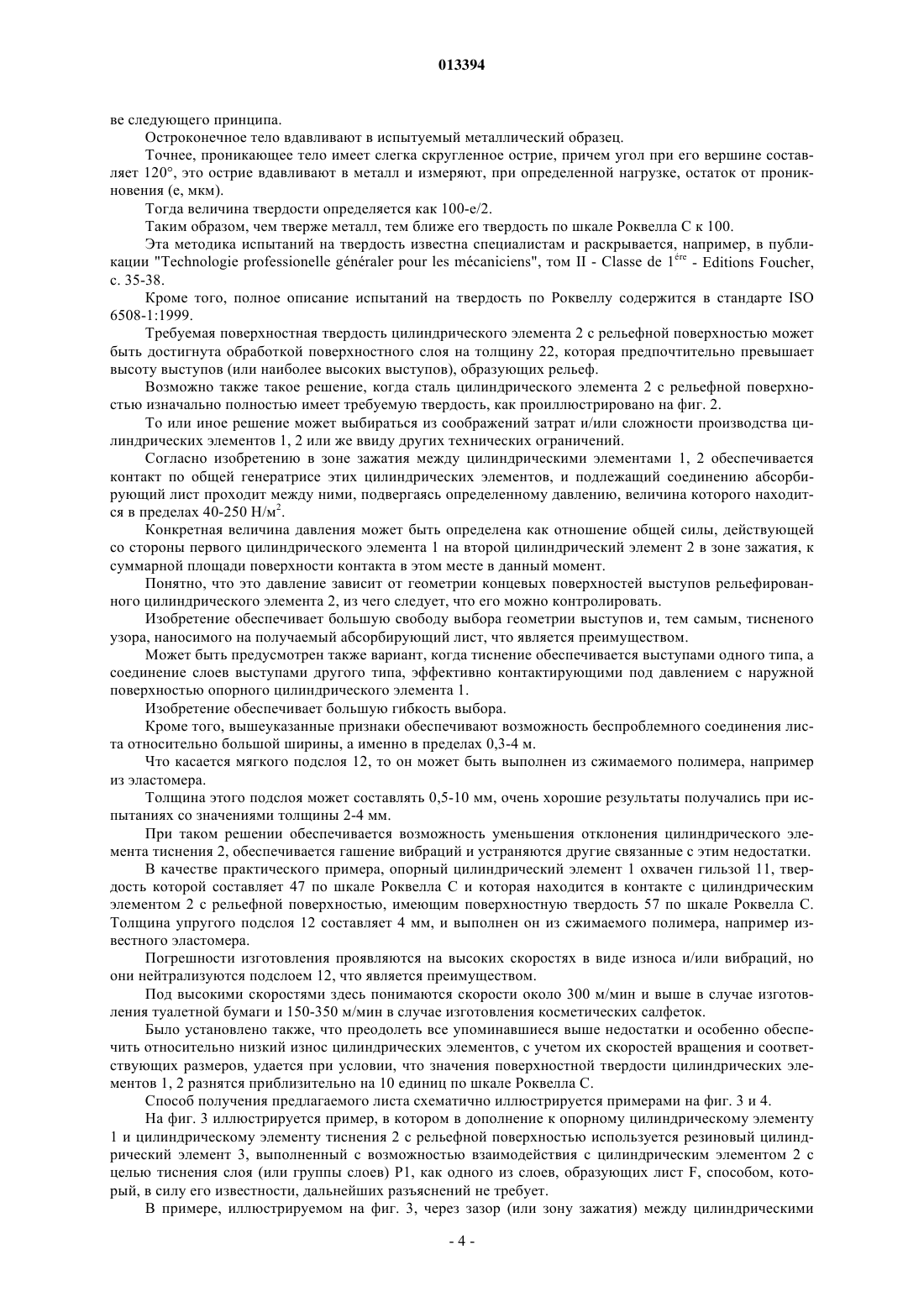
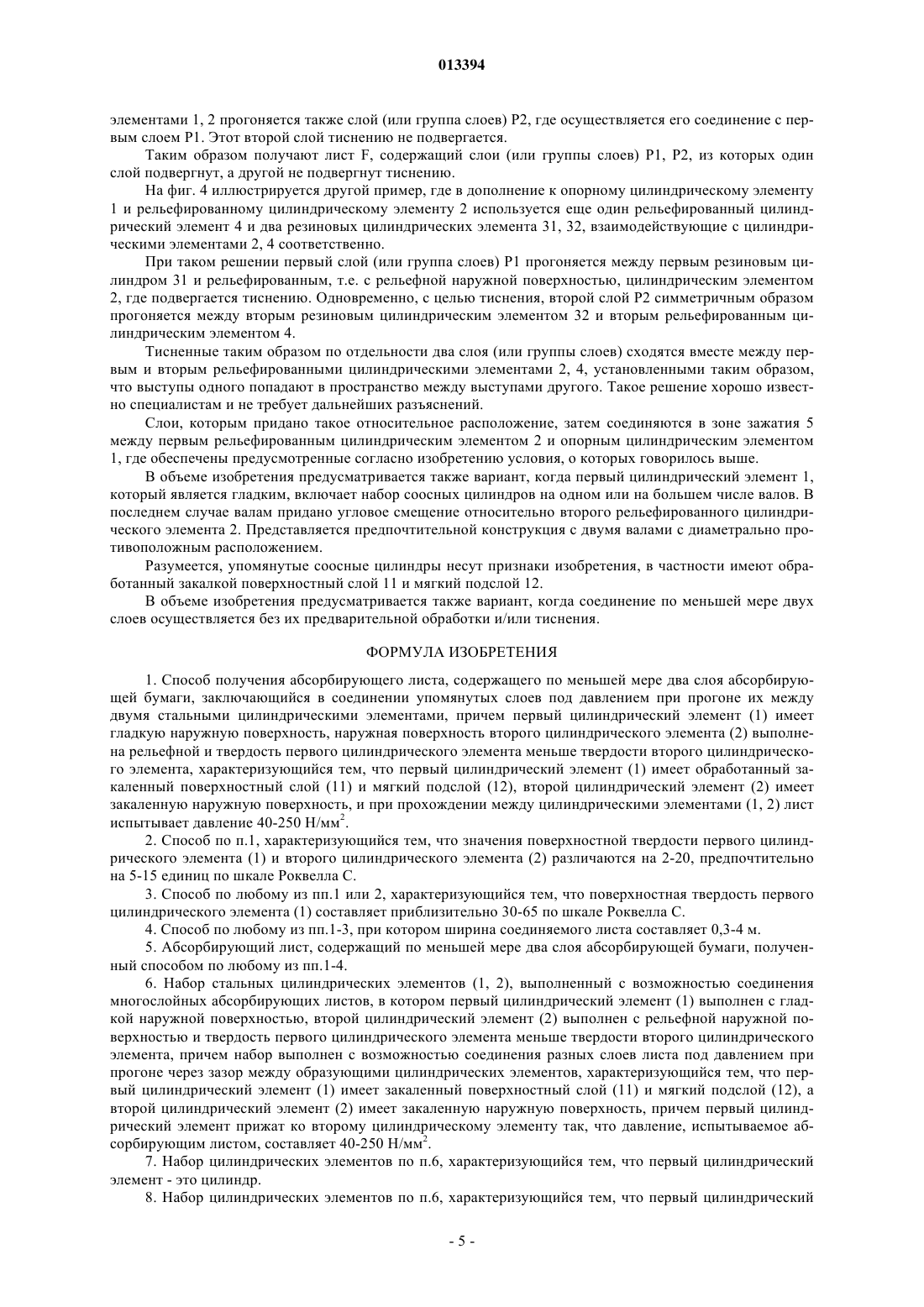
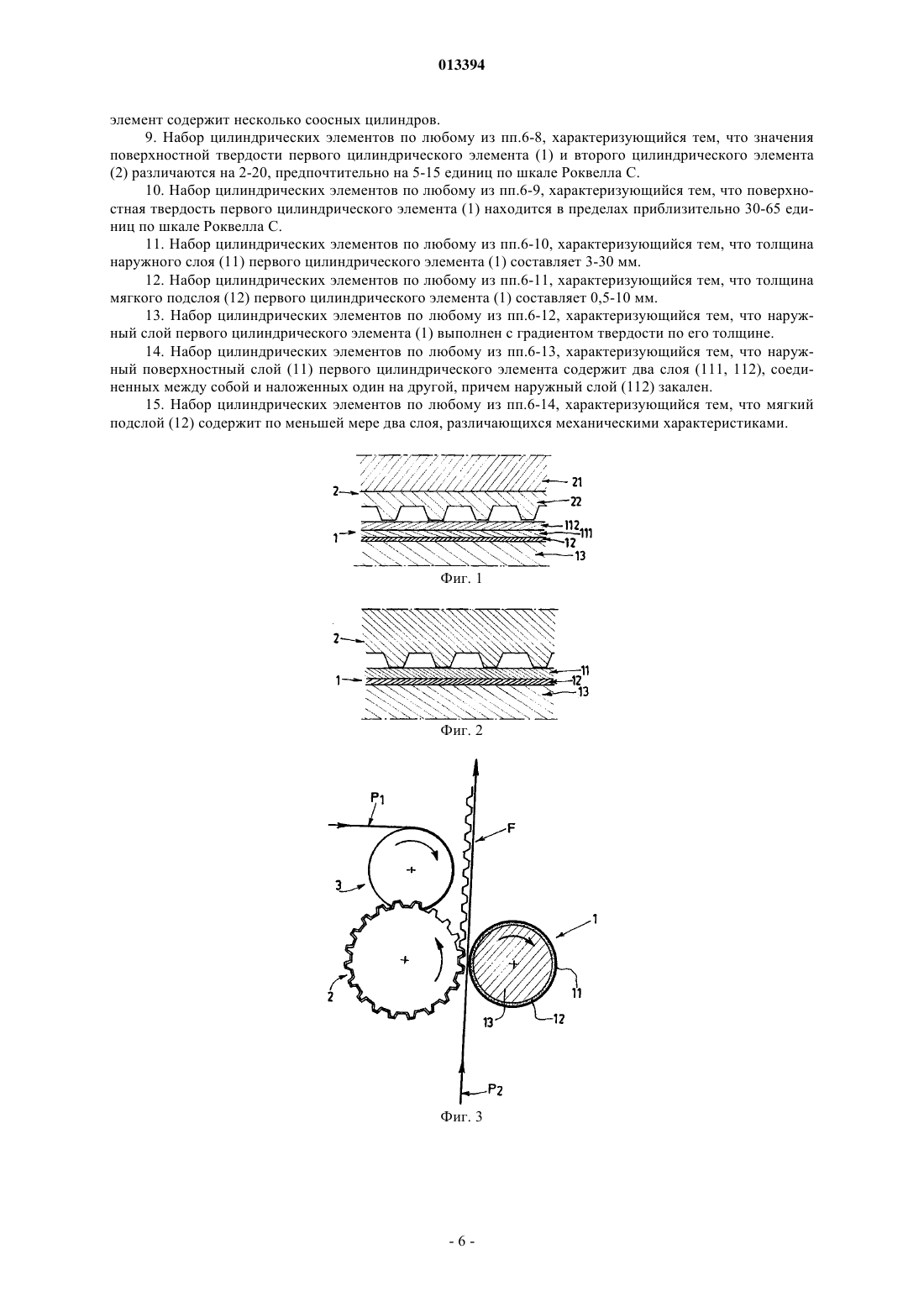
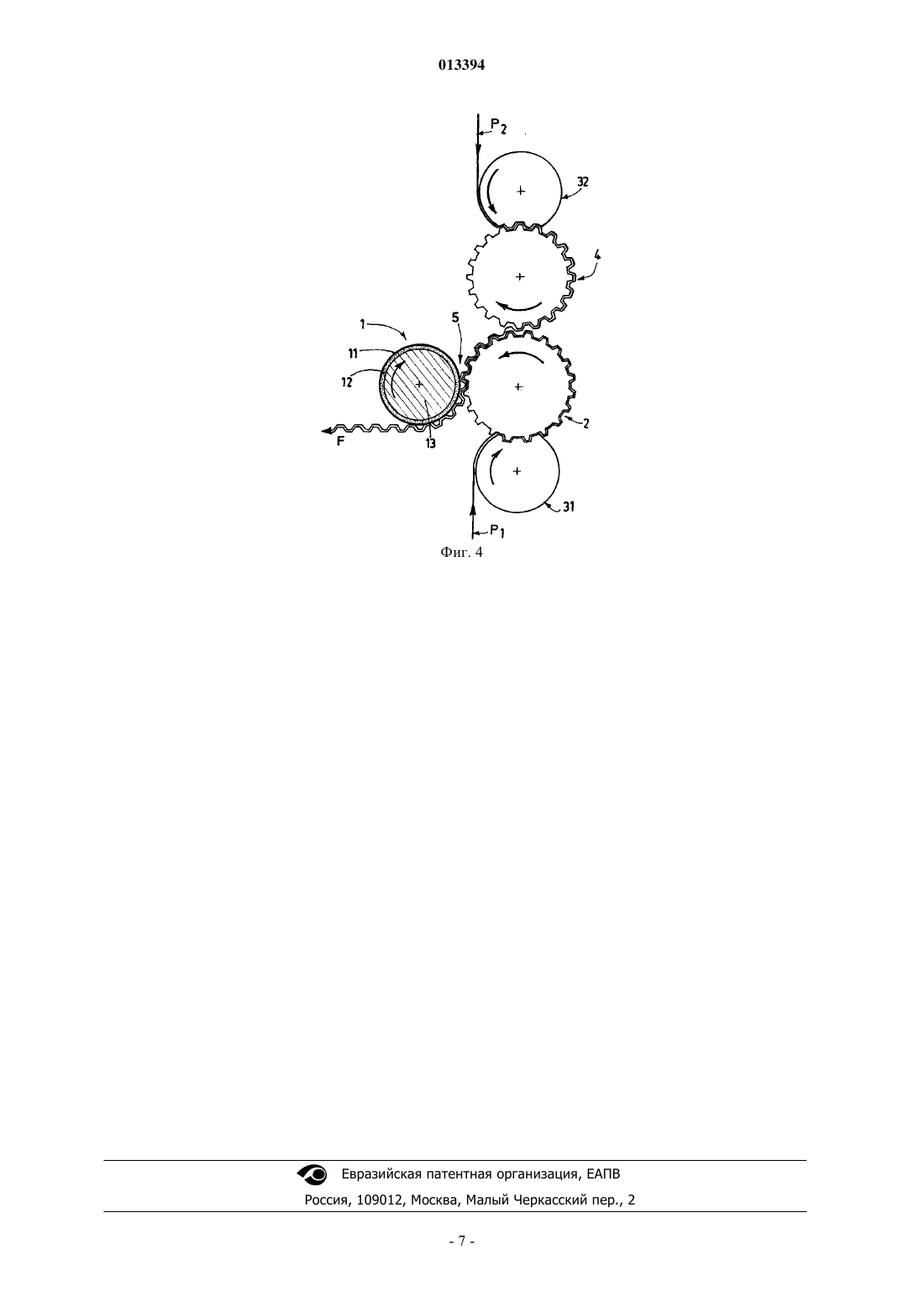
013394 Изобретение относится к области абсорбирующих бумажных материалов на основе алигнина, предназначенных для гигиенических целей или для бытового применения, в качестве примеров могут быть названы туалетная бумага, бумажные полотенца, различного типа обтирочная бумага, бумажные салфетки и т.д. Для получения такого рода изделий обычно используется алигнин, называемый также санитарногигиенической бумагой. Это абсорбирующая бумага, полученная в условиях влажности из волокон для производства бумаги, причем удельная (на единицу площади) масса этой бумаги невелика и находится в пределах 10-45 г/м 2. Она может содержать, если это целесообразно с точки зрения предполагаемого назначения, в небольших количествах химические добавки. Она может быть получена путем сжатия неподвижного влажного листа на нагретом цилиндре большого диаметра, на котором лист высушивается и с которого он потом снимается с помощью металлического ножа, установленного перпендикулярно направлению вращения цилиндра. Цель этой операции состоит в крепировании листа, который приобретает рифление, ориентированное перпендикулярно направлению перемещения. Крепирование придает листу некоторую эластичность и одновременно увеличивает толщину листа и улучшает его тактильные свойства. В другом известном способе получения такого рода изделий на первой стадии сквозь лист прогоняют поток горячего воздуха с целью его высушивания, по меньшей мере, частичного. Затем лист может подвергаться или не подвергаться крепированию. Обычно полученный таким способом лист затем подвергается соединению с другими листами с образованием слоев и получением конечного продукта, представляющего собой абсорбирующую бумагу,т.е. соединение совокупности слоев может быть выбрано в тех случаях, когда преследуется цель придать бумаге особые свойства, такие как толщина, мягкость или пухлость. Упомянутое соединение может быть осуществлено химическими средствами, например путем адгезионного связывания, или же оно может быть механическим. Что касается адгезионного связывания, то известны такие способы, как нанесение на всю поверхность или часть поверхности одного из слоев клеевой пленки и приведение этой поверхности в контакт с поверхностью по меньшей мере одного из остальных слоев. Этот способ соединения требует включения в производственную линию дополнительного специального оборудования, что сопряжено с расходами и дополнительными техническими трудностями. Кроме того, клей сам по себе дорог, загрязняет цилиндры узла тиснения и может придать нежелательную жесткость конечному продукту, мягкость которого также понизится из-за присутствия клея. Эти недостатки убедили некоторых производителей в том, чтобы сделать выбор в пользу механических средств соединения слоев. В этом случае соединение слоев выполняется путем прикатки или сдавливания на фазе трансформации. Процесс прикатки обычно предполагает сдавливание слоев, подлежащих соединению, между прикаточным колесом (или колесом, поверхности которого придана определенная рельефность) и гладким цилиндром. Каждая полоса прикатки, таким образом, соответствует ширине прикаточного колеса. Эти полосы могут образовывать на листе декоративный узор. В качестве иллюстрации можно привести патент США 3377224, в котором описывается абсорбирующая бумага, получаемая таким способом. Однако значительным недостатком этого способа является то, что в неприкатанных зонах бумага расслаивается, поскольку прикатка затрагивает очень ограниченную ширину. Кроме того, применимость прикатки для соединения слоев наталкивается на ограничения, когда требуется получить узоры по всей ширине листа, т.е. если даже расположить прикаточные колеса бок о бок в большом количестве, обеспечив таким образом большое количество полос прикатки, неприкатанные зоны все равно останутся. В публикации ЕР 1362953 иллюстрируется на конкретном примере способ и устройство, использующие операцию прикатки. Главное отличие этого способа от основного, описанного выше, в том, что соединение слоев осуществляется по широким параллельным полосам (в направлении перемещения рабочих органов устройства) на листе, а также в том, что по меньшей мере на одну из поверхностей листа наносится пленка из добавки, например масляная пленка. Кроме того, процесс прикатки как таковой создает проблемы с точки зрения заметности рельефного узора, если таковой существует, поскольку, как известно, при прикатке рельефный узор, нанесенный на лист, разрушается. Кроме того, если прикаточные колеса используются в большом количестве, то их установка и/или закрепление затрудняет и усложняет производственный процесс. Известно также тиснение, которое состоит в деформировании листа или слоя по толщине с образованием рельефа. Толщина листа или слоя после тиснения увеличивается относительно первоначальной. Хотя тиснение и увеличивает толщину отдельного слоя или листа, оно, тем не менее, существенно уменьшает сопротивляемость листа разрыву. Дело в том, что механическое воздействие на слой (или-1 013394 лист) сопровождается ослаблением межволоконных связей в зонах тиснения. В случае многослойного листа может выполняться тиснение каждого слоя отдельно, после чего тисненые листы могут соединяться с использованием опорного цилиндра. Такой тип соединения иллюстрируется в публикации WO 2004/065113. Однако такой опорный цилиндр сложен в изготовлении, особенно когда вся его наружная поверхность должна быть покрыта полосой твердого материала, свернутой в спираль. В известных способах получения многослойного листа два (или даже больше) слоя подвергают тиснению, а затем соединяют путем прогона обработанного и сформированного таким образом листа между рельефированным цилиндром и опорным цилиндром. Такая технология соединения чревата проблемами, в частности, связанными с износом рельефированного цилиндра и/или опорного цилиндра. Этот износ усугубляется при больших давлениях и/или скоростях. Один из известных подходов к решению этой проблемы состоит в покрытии наружной поверхности опорного цилиндра, например, оболочкой. В публикации FR 2801833 раскрывается опорный цилиндр (как пример), на который надета гильза,а между цилиндром и гильзой выполнен прокладочный слой. Этот прокладочный слой служит амортизатором, гасящим колебания давления и нейтрализующим влияние производственных неровностей цилиндров. Однако практика показала, что нейтрализации влияния производственных неровностей цилиндров и гашения колебаний давления недостаточно. При скоростях от приблизительно 300 м/мин цилиндры подвергаются преждевременному перемежающемуся износу. Кроме того, давление на лист при прогоне между цилиндрами (зажим) усугубляет их износ, и наружный слой местами получает повреждения. Естественно, все эти недостатки отрицательно сказываются на качестве получаемого листа, слои которого, например, оказываются недостаточно соединенными (происходит расслоение), результатом чего является неравномерное или даже в целом плохое качество. Это неприемлемо ни для производителя, ни для потребителя. Поэтому существует потребность в надежном и простом соединении листов абсорбирующей бумаги без клея и без недостатков, описанных выше. Предлагается способ получения абсорбирующего листа, содержащего по меньшей мере два слоя абсорбирующей бумаги, включающий операции соединения слоев под давлением при прогоне их между двумя стальными цилиндрическими элементами, причем первый из них имеет гладкую поверхность,второй же снабжен рельефом, и твердость первого цилиндрического элемента меньше, чем твердость второго. Согласно изобретению первый цилиндрический элемент имеет обработанный закаленный поверхностный слой и поддающийся деформированию подслой (мягкий подслой), а второй цилиндрический элемент имеет закаленную наружную поверхность, и лист, проходя между этими цилиндрическими элементами, испытывает давление 40-250 Н/мм 2. Указанные признаки позволяют работать при высоких давлениях, что является преимуществом, поскольку обеспечивается получение высококачественных многослойных листов, имеющих несколько разных и идеально заметных узоров тиснения. Разность между твердостью наружных поверхностей первого и второго цилиндрических элементов преимущественно находится в пределах 2-20 единиц по шкале Роквелла С (HRC), предпочтительно в пределах 5-15 единиц по шкале Роквелла С. Такая разность значений твердости позволяет работать с высокими скоростями и/или давлениями,получая идеальное соединение слоев. Кроме того, при такой разности значений твердости износ цилиндрического элемента с рельефной поверхностью происходит не так скоро, как у первого цилиндрического элемента, что является преимуществом, поскольку цилиндрический элемент с рельефной поверхностью является дорогостоящим элементом устройства, он стоит больше, чем первый гладкий, цилиндрический элемент. Что касается наружной твердости первого цилиндрического элемента, то ее значение можно выбирать в пределах приблизительно 30-65 единиц по шкале Роквелла С. Предлагаемый способ позволяет, что является преимуществом, соединять слои шириной 0,3-4 м без преждевременного износа цилиндрических элементов или неравномерности качества соединения, независимо от скорости прогона слоев. Лист, получаемый таким способом, также является предметом изобретения. Дополнительным предметом изобретения является набор стальных цилиндрических элементов,предназначенных для соединения многослойных абсорбирующих листов, причем первый цилиндрический элемент имеет гладкую поверхность,а второй выполнен рельефным, поверхностная твердость первого цилиндрического элемента меньше, чем второго, и упомянутый набор позволяет соединять слои листа под давлением при прогоне через зазор между образующими цилиндрических элементов. Согласно изобретению первый цилиндрический элемент имеет закаленный поверхностный слой и-2 013394 мягкий подслой, а второй цилиндрический элемент имеет закаленную наружную поверхность, причем первый цилиндрический элемент прижат ко второму так, что абсорбирующий лист испытывает давление 40-250 Н/мм 2. В дополнение к тем преимуществам, о которых уже говорилось, изобретение обеспечивает большую гибкость в выборе узоров, типе тиснения, размещении и/или количестве узоров. Кроме того, первый цилиндрический элемент может содержать как один цилиндр, так и набор из нескольких соосных цилиндров. Один из существенных признаков изобретения состоит в том, что толщина наружного (поверхностного) слоя первого цилиндрического элемента составляет 3-30 мм, а толщина более тонкого мягкого подслоя может составлять 0,5-10 мм. По толщине наружного слоя первого цилиндрического элемента может быть обеспечен градиент твердости, что является преимуществом. Без выхода за пределы изобретения наружный слой первого цилиндрического элемента может быть сделан составным, состоящим из двух наложенных один на другой слоев, при этом наружный слой закален. Наружная поверхность (или оболочка) первого цилиндрического элемента, установленная на мягком подслое, образует своего рода защитный слой, обеспечивающий сопротивление механическому воздействию с сохранением общей гибкости цилиндрического элемента. Поэтому при большой ширине цилиндрического элемента прогиб в его средней части может быть скомпенсирован за счет общей относительной гибкости этого цилиндрического элемента. Сходным образом частично, но не исключительно за счет упомянутой гибкости мягкого подслоя,могут быть скомпенсированы производственные допуски каждого цилиндрического элемента. В объеме изобретения предусматривается также вариант, когда мягкий подслой включает по меньшей мере два слоя, различающихся механическими характеристиками. Прочие характеристики, признаки и преимущества изобретения станут понятнее из дальнейшего описания, которое является иллюстративным, но не ограничивающим, со ссылками на прилагаемые чертежи, на которых показано на фиг. 1 - разрез зоны зажатия между двумя цилиндрическими элементами согласно одному (первому) варианту осуществления изобретения; на фиг. 2 - разрез зоны зажатия между двумя цилиндрическими элементами согласно другому (второму) варианту осуществления изобретения; на фиг. 3 - схема, на которой изображены главные элементы, необходимые для применения изобретения согласно одному варианту осуществления; на фиг. 4 - схема, на которой изображены главные элементы, необходимые для применения изобретения согласно другому варианту осуществления. Согласно одному варианту осуществления изобретения, который проиллюстрирован на фиг. 1, набор из двух цилиндрических элементов, обеспечивающих соединение слоев, включает первый цилиндрический элемент 1, обычно называемый опорным цилиндрическим элементом, который взаимодействует со вторым цилиндрическим элементом 2, который называется цилиндрическим элементом тиснения. Как известно, опорный цилиндрический элемент 1 имеет гладкую наружную поверхность, а наружная поверхность тиснящего цилиндрического элемента тиснения 2 снабжена выступами, которые могут иметь как только одну глубину, так и два и более разных значений глубины. Известно также, что наружная твердость первого опорного цилиндрического элемента меньше, чем наружная твердость второго цилиндрического элемента. Согласно варианту, проиллюстрированному на фиг. 1, наружная поверхность первого цилиндрического элемента 1 образована двумя слоями 111, 112, соединенными между собой и наложенными один на другой, причем наружный слой 112 закален. Согласно варианту, проиллюстрированному на фиг. 2, первый опорный цилиндрический элемент имеет закаленную наружную поверхность 11, под которой находится мягкий подслой 12, который может быть выполнен, например, из полимера. В объеме изобретения также предусматривается вариант, когда подслой 12 включает по меньшей мере два слоя, различающихся механическими характеристиками, в частности твердостью и упругостью. Поверхностная твердость первого цилиндрического элемента может быть обеспечена использованием гильзы из обработанной стали с закаленным наружным поверхностным слоем. Для придания цилиндрическому элементу 1 требуемой поверхностной твердости может быть применен любой известный специалистам вид обработки. Во всех случаях целью является получение поверхностной твердости выше приблизительно 30,предпочтительно 30-55 единиц по шкале Роквелла С. Кроме того, твердость наружной поверхности рельефированного цилиндрического элемента 2 превышает твердость первого опорного цилиндрического элемента 1 на величину 2-20 единиц по шкале Роквелла С. Представляется предпочтительной разница твердости 5-15 единиц по шкале Роквелла С. Единица по шкале Роквелла С - это единица твердости, разработанная компанией Rockwell на осно-3 013394 ве следующего принципа. Остроконечное тело вдавливают в испытуемый металлический образец. Точнее, проникающее тело имеет слегка скругленное острие, причем угол при его вершине составляет 120, это острие вдавливают в металл и измеряют, при определенной нагрузке, остаток от проникновения (е, мкм). Тогда величина твердости определяется как 100-е/2. Таким образом, чем тверже металл, тем ближе его твердость по шкале Роквелла С к 100. Эта методика испытаний на твердость известна специалистам и раскрывается, например, в публикации "Technologie professionelle gnraler pour les mcaniciens", том II - Classe de 1re - Editions Foucher,с. 35-38. Кроме того, полное описание испытаний на твердость по Роквеллу содержится в стандарте ISO 6508-1:1999. Требуемая поверхностная твердость цилиндрического элемента 2 с рельефной поверхностью может быть достигнута обработкой поверхностного слоя на толщину 22, которая предпочтительно превышает высоту выступов (или наиболее высоких выступов), образующих рельеф. Возможно также такое решение, когда сталь цилиндрического элемента 2 с рельефной поверхностью изначально полностью имеет требуемую твердость, как проиллюстрировано на фиг. 2. То или иное решение может выбираться из соображений затрат и/или сложности производства цилиндрических элементов 1, 2 или же ввиду других технических ограничений. Согласно изобретению в зоне зажатия между цилиндрическими элементами 1, 2 обеспечивается контакт по общей генератрисе этих цилиндрических элементов, и подлежащий соединению абсорбирующий лист проходит между ними, подвергаясь определенному давлению, величина которого находится в пределах 40-250 Н/м 2. Конкретная величина давления может быть определена как отношение общей силы, действующей со стороны первого цилиндрического элемента 1 на второй цилиндрический элемент 2 в зоне зажатия, к суммарной площади поверхности контакта в этом месте в данный момент. Понятно, что это давление зависит от геометрии концевых поверхностей выступов рельефированного цилиндрического элемента 2, из чего следует, что его можно контролировать. Изобретение обеспечивает большую свободу выбора геометрии выступов и, тем самым, тисненого узора, наносимого на получаемый абсорбирующий лист, что является преимуществом. Может быть предусмотрен также вариант, когда тиснение обеспечивается выступами одного типа, а соединение слоев выступами другого типа, эффективно контактирующими под давлением с наружной поверхностью опорного цилиндрического элемента 1. Изобретение обеспечивает большую гибкость выбора. Кроме того, вышеуказанные признаки обеспечивают возможность беспроблемного соединения листа относительно большой ширины, а именно в пределах 0,3-4 м. Что касается мягкого подслоя 12, то он может быть выполнен из сжимаемого полимера, например из эластомера. Толщина этого подслоя может составлять 0,5-10 мм, очень хорошие результаты получались при испытаниях со значениями толщины 2-4 мм. При таком решении обеспечивается возможность уменьшения отклонения цилиндрического элемента тиснения 2, обеспечивается гашение вибраций и устраняются другие связанные с этим недостатки. В качестве практического примера, опорный цилиндрический элемент 1 охвачен гильзой 11, твердость которой составляет 47 по шкале Роквелла С и которая находится в контакте с цилиндрическим элементом 2 с рельефной поверхностью, имеющим поверхностную твердость 57 по шкале Роквелла С. Толщина упругого подслоя 12 составляет 4 мм, и выполнен он из сжимаемого полимера, например известного эластомера. Погрешности изготовления проявляются на высоких скоростях в виде износа и/или вибраций, но они нейтрализуются подслоем 12, что является преимуществом. Под высокими скоростями здесь понимаются скорости около 300 м/мин и выше в случае изготовления туалетной бумаги и 150-350 м/мин в случае изготовления косметических салфеток. Было установлено также, что преодолеть все упоминавшиеся выше недостатки и особенно обеспечить относительно низкий износ цилиндрических элементов, с учетом их скоростей вращения и соответствующих размеров, удается при условии, что значения поверхностной твердости цилиндрических элементов 1, 2 разнятся приблизительно на 10 единиц по шкале Роквелла С. Способ получения предлагаемого листа схематично иллюстрируется примерами на фиг. 3 и 4. На фиг. 3 иллюстрируется пример, в котором в дополнение к опорному цилиндрическому элементу 1 и цилиндрическому элементу тиснения 2 с рельефной поверхностью используется резиновый цилиндрический элемент 3, выполненный с возможностью взаимодействия с цилиндрическим элементом 2 с целью тиснения слоя (или группы слоев) Р 1, как одного из слоев, образующих лист F, способом, который, в силу его известности, дальнейших разъяснений не требует. В примере, иллюстрируемом на фиг. 3, через зазор (или зону зажатия) между цилиндрическими-4 013394 элементами 1, 2 прогоняется также слой (или группа слоев) Р 2, где осуществляется его соединение с первым слоем Р 1. Этот второй слой тиснению не подвергается. Таким образом получают лист F, содержащий слои (или группы слоев) Р 1, Р 2, из которых один слой подвергнут, а другой не подвергнут тиснению. На фиг. 4 иллюстрируется другой пример, где в дополнение к опорному цилиндрическому элементу 1 и рельефированному цилиндрическому элементу 2 используется еще один рельефированный цилиндрический элемент 4 и два резиновых цилиндрических элемента 31, 32, взаимодействующие с цилиндрическими элементами 2, 4 соответственно. При таком решении первый слой (или группа слоев) Р 1 прогоняется между первым резиновым цилиндром 31 и рельефированным, т.е. с рельефной наружной поверхностью, цилиндрическим элементом 2, где подвергается тиснению. Одновременно, с целью тиснения, второй слой Р 2 симметричным образом прогоняется между вторым резиновым цилиндрическим элементом 32 и вторым рельефированным цилиндрическим элементом 4. Тисненные таким образом по отдельности два слоя (или группы слоев) сходятся вместе между первым и вторым рельефированными цилиндрическими элементами 2, 4, установленными таким образом,что выступы одного попадают в пространство между выступами другого. Такое решение хорошо известно специалистам и не требует дальнейших разъяснений. Слои, которым придано такое относительное расположение, затем соединяются в зоне зажатия 5 между первым рельефированным цилиндрическим элементом 2 и опорным цилиндрическим элементом 1, где обеспечены предусмотренные согласно изобретению условия, о которых говорилось выше. В объеме изобретения предусматривается также вариант, когда первый цилиндрический элемент 1,который является гладким, включает набор соосных цилиндров на одном или на большем числе валов. В последнем случае валам придано угловое смещение относительно второго рельефированного цилиндрического элемента 2. Представляется предпочтительной конструкция с двумя валами с диаметрально противоположным расположением. Разумеется, упомянутые соосные цилиндры несут признаки изобретения, в частности имеют обработанный закалкой поверхностный слой 11 и мягкий подслой 12. В объеме изобретения предусматривается также вариант, когда соединение по меньшей мере двух слоев осуществляется без их предварительной обработки и/или тиснения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения абсорбирующего листа, содержащего по меньшей мере два слоя абсорбирующей бумаги, заключающийся в соединении упомянутых слоев под давлением при прогоне их между двумя стальными цилиндрическими элементами, причем первый цилиндрический элемент (1) имеет гладкую наружную поверхность, наружная поверхность второго цилиндрического элемента (2) выполнена рельефной и твердость первого цилиндрического элемента меньше твердости второго цилиндрического элемента, характеризующийся тем, что первый цилиндрический элемент (1) имеет обработанный закаленный поверхностный слой (11) и мягкий подслой (12), второй цилиндрический элемент (2) имеет закаленную наружную поверхность, и при прохождении между цилиндрическими элементами (1, 2) лист испытывает давление 40-250 Н/мм 2. 2. Способ по п.1, характеризующийся тем, что значения поверхностной твердости первого цилиндрического элемента (1) и второго цилиндрического элемента (2) различаются на 2-20, предпочтительно на 5-15 единиц по шкале Роквелла С. 3. Способ по любому из пп.1 или 2, характеризующийся тем, что поверхностная твердость первого цилиндрического элемента (1) составляет приблизительно 30-65 по шкале Роквелла С. 4. Способ по любому из пп.1-3, при котором ширина соединяемого листа составляет 0,3-4 м. 5. Абсорбирующий лист, содержащий по меньшей мере два слоя абсорбирующей бумаги, полученный способом по любому из пп.1-4. 6. Набор стальных цилиндрических элементов (1, 2), выполненный с возможностью соединения многослойных абсорбирующих листов, в котором первый цилиндрический элемент (1) выполнен с гладкой наружной поверхностью, второй цилиндрический элемент (2) выполнен с рельефной наружной поверхностью и твердость первого цилиндрического элемента меньше твердости второго цилиндрического элемента, причем набор выполнен с возможностью соединения разных слоев листа под давлением при прогоне через зазор между образующими цилиндрических элементов, характеризующийся тем, что первый цилиндрический элемент (1) имеет закаленный поверхностный слой (11) и мягкий подслой (12), а второй цилиндрический элемент (2) имеет закаленную наружную поверхность, причем первый цилиндрический элемент прижат ко второму цилиндрическому элементу так, что давление, испытываемое абсорбирующим листом, составляет 40-250 Н/мм 2. 7. Набор цилиндрических элементов по п.6, характеризующийся тем, что первый цилиндрический элемент - это цилиндр. 8. Набор цилиндрических элементов по п.6, характеризующийся тем, что первый цилиндрический-5 013394 элемент содержит несколько соосных цилиндров. 9. Набор цилиндрических элементов по любому из пп.6-8, характеризующийся тем, что значения поверхностной твердости первого цилиндрического элемента (1) и второго цилиндрического элемента(2) различаются на 2-20, предпочтительно на 5-15 единиц по шкале Роквелла С. 10. Набор цилиндрических элементов по любому из пп.6-9, характеризующийся тем, что поверхностная твердость первого цилиндрического элемента (1) находится в пределах приблизительно 30-65 единиц по шкале Роквелла С. 11. Набор цилиндрических элементов по любому из пп.6-10, характеризующийся тем, что толщина наружного слоя (11) первого цилиндрического элемента (1) составляет 3-30 мм. 12. Набор цилиндрических элементов по любому из пп.6-11, характеризующийся тем, что толщина мягкого подслоя (12) первого цилиндрического элемента (1) составляет 0,5-10 мм. 13. Набор цилиндрических элементов по любому из пп.6-12, характеризующийся тем, что наружный слой первого цилиндрического элемента (1) выполнен с градиентом твердости по его толщине. 14. Набор цилиндрических элементов по любому из пп.6-13, характеризующийся тем, что наружный поверхностный слой (11) первого цилиндрического элемента содержит два слоя (111, 112), соединенных между собой и наложенных один на другой, причем наружный слой (112) закален. 15. Набор цилиндрических элементов по любому из пп.6-14, характеризующийся тем, что мягкий подслой (12) содержит по меньшей мере два слоя, различающихся механическими характеристиками.
МПК / Метки
МПК: B31F 1/07
Метки: абсорбирующего, получаемый, способ, абсорбирующий, получения, лист, листа, устройство
Код ссылки
<a href="https://eas.patents.su/8-13394-sposob-i-ustrojjstvo-dlya-polucheniya-absorbiruyushhego-lista-i-poluchaemyjj-absorbiruyushhijj-list.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для получения абсорбирующего листа и получаемый абсорбирующий лист</a>
Устройство, установка и способ изготовления упаковки из листа гибкого материала и заполнения ее порошкообразным или непорошкообразным продуктом

Номер патента: 7256
Опубликовано: 25.08.2006
Авторы: Ван Канэгем Жаки, Кестелот Бенуа, Дэльдале Роже, Шомей Давид, Платр Давид
МПК: B31B 3/32, B31B 17/00
Метки: установка, изготовления, способ, упаковки, гибкого, материала, непорошкообразным, продуктом, заполнения, порошкообразным, устройство, листа
Формула / Реферат:
1. Устройство для формования упаковки из листа гибкого материала, уложенного в накопителе на одной из его сторон (1), содержащее формующий элемент (4), содержащий охватывающую часть, прикрепленную к средству поступательного перемещения вдоль первого направления, а также включающую в себя по меньшей мере один шарнирно присоединенный зажим (15), предназначенный для образования, по меньшей мере частично, заданной формы при приведении этого зажима в...
Лист многослойного материала и способ его получения
Номер патента: 13291
Опубликовано: 30.04.2010
Авторы: Мариссен Рулоф, Ванек Девид, Тандеруп Стен, Доршу Марко, Симмелинк Йосеф Арнольд Паул Мария, Менке Якобус Йоханнес, Калис Гейсбертус Хендрикус Мария, Бойгельс Жан Хуберт Мари, Ван Элбург Йохан, Петерс Александр Фолькер, Стеман Рейнард Йозеф Мария
МПК: F41H 5/04
Метки: материала, получения, способ, лист, многослойного
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, причем по меньшей мере один монослой включает по меньшей мере одну однонаправленную ленту из подвергнутого вытяжке полимера, где каждая лента имеет продольные кромки, у которой монослой не имеет участка повышенной толщины, расположенного...
Лист многослойного материала и способ его получения
Номер патента: 13292
Опубликовано: 30.04.2010
Авторы: Ван Элбург Йохан, Симмелинк Йосеф Арнольд Паул Мария, Бойгельс Жан Хуберт Мари, Петерс Александр Фолькер, Мариссен Рулоф, Менке Якобус Йоханнес, Стеман Рейнард Йозеф Мария, Тандеруп Стен, Доршу Марко, Ванек Девид, Калис Гейсбертус Хендрикус Мария
МПК: F41H 5/04
Метки: получения, материала, способ, лист, многослойного
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются и у которой соотношение между пределом прочности при растяжении и толщиной по меньшей мере одного монослоя равно более чем 4,5´1013Н/м3.2. Лист материала по п.1, где соотношение между пределом прочности при растяжении и толщиной по...
Способ определения жесткости бумажного листа и устройство для его осуществления
Номер патента: 237
Опубликовано: 25.02.1999
Авторы: Шанда Ульрих, Вундерер Бернд
МПК: G07D 7/00
Метки: жесткости, листа, осуществления, определения, устройство, бумажного, способ
Формула / Реферат:
1. Устройство для определения жесткости бумажного листа, содержащее средство колебания бумажного листа для создания шума, детектор для восприятия создаваемого шума и блок определения уровня шума, отличающееся тем, что средство (30, 34, 40, 50, 60, 70, 80, 81) колебания бумажного листа (10) представляет собой узел, осуществляющий периодический контакт с бумажным листом.2. Устройство по п. 1, отличающееся тем, что в качестве узла, осуществляющего...
Вспомогательное устройство для выращивания растений, лист сбора воды и способ их применения
Номер патента: 12126
Опубликовано: 28.08.2009
Автор: Хофф Петрус Маттеус Мария
МПК: E03B 3/28, A01G 13/02
Метки: способ, лист, выращивания, растений, воды, сбора, устройство, вспомогательное, применения
Формула / Реферат:
1. Вспомогательное устройство для выращивания растений для защиты молодого растения, включающее трубу, по меньшей мере, частично сбоку окружающую молодое растение, которое может быть помещено во вспомогательное устройство для выращивания растений, устройство дополнительно включает лист сбора воды для сбора влаги, присутствующей в атмосфере, где лист сбора воды снабжен поверхностью сбора воды, включающей поверхность приема, которая образует в...
Предыдущий патент: Курительные изделия с активированным углем и волокном, обработанным бикарбонатом натрия, и способ обработки основного потока дыма
Следующий патент: Оптический защитный элемент, способ его изготовления и способ верификации аутентичности объекта с указанным защитным элементом
Случайный патент: Способ получения поликристаллического кремния из раствора кремнефтористо-водородной кислоты и установка для получения поликристаллического кремния