Проппант и способ его получения
Номер патента: 12705
Опубликовано: 30.12.2009
Авторы: Шмотьев Сергей Федорович, Рожков Евгений Васильевич, Плинер Сергей Юрьевич, Сычев Вячеслав Михайлович, Прибытков Евгений Анатольевич
Формула / Реферат
1. Проппант, содержащий керамические гранулы с полимерным покрытием из отвержденной эпоксидной смолы, отличающийся тем, что на поверхности керамической магнийсиликатной гранулы выполнены выступы высотой 5-30 мкм каждый из того же состава или из состава с большей огнеупорностью в количестве 0,5-1,5 вес.%, полимерное покрытие выполнено в один слой, в котором вкраплена смесь частиц гексаметилентетрамина и фенолформальдегидной смолы размером 5-100 мкм при их соотношении от 1:5 до 5:1 соответственно и соотношении фенолформальдегидной смолы и эпоксидной смолы от 1:5 до 5:1.
2. Проппант по п.1, отличающийся тем, что смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы.
3. Способ получения проппанта по п.1, включающий формование керамических гранул, формирование на их поверхности указанных выступов, обжиг, нанесение полимерного покрытия из эпоксидной смолы с отвердителем - полиэтиленполиамином-ПЭПА и смеси указанных частиц с последующим отверждением до получения полимерной пленки.
4. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем перемешивания суспензии указанных частиц в эпоксидной смоле и ПЭПА с указанными гранулами.
5. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем перемешивания суспензии, указанных части в ПЭПА и растворителе с указанными гранулами, на которые предварительно нанесена эпоксидная смола.
6. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем опудривания указанными частицам указанных гранул со свеженанесенной эпоксидной смолой с ПЭПА.
7. Способ по любому из пп.3-6, отличающийся тем, что смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы.
8. Способ по любому из пп.3-7, отличающийся тем, что указанное отверждение эпоксидной смолы до получения пленки осуществляют при температуре 5-30шС.
Текст
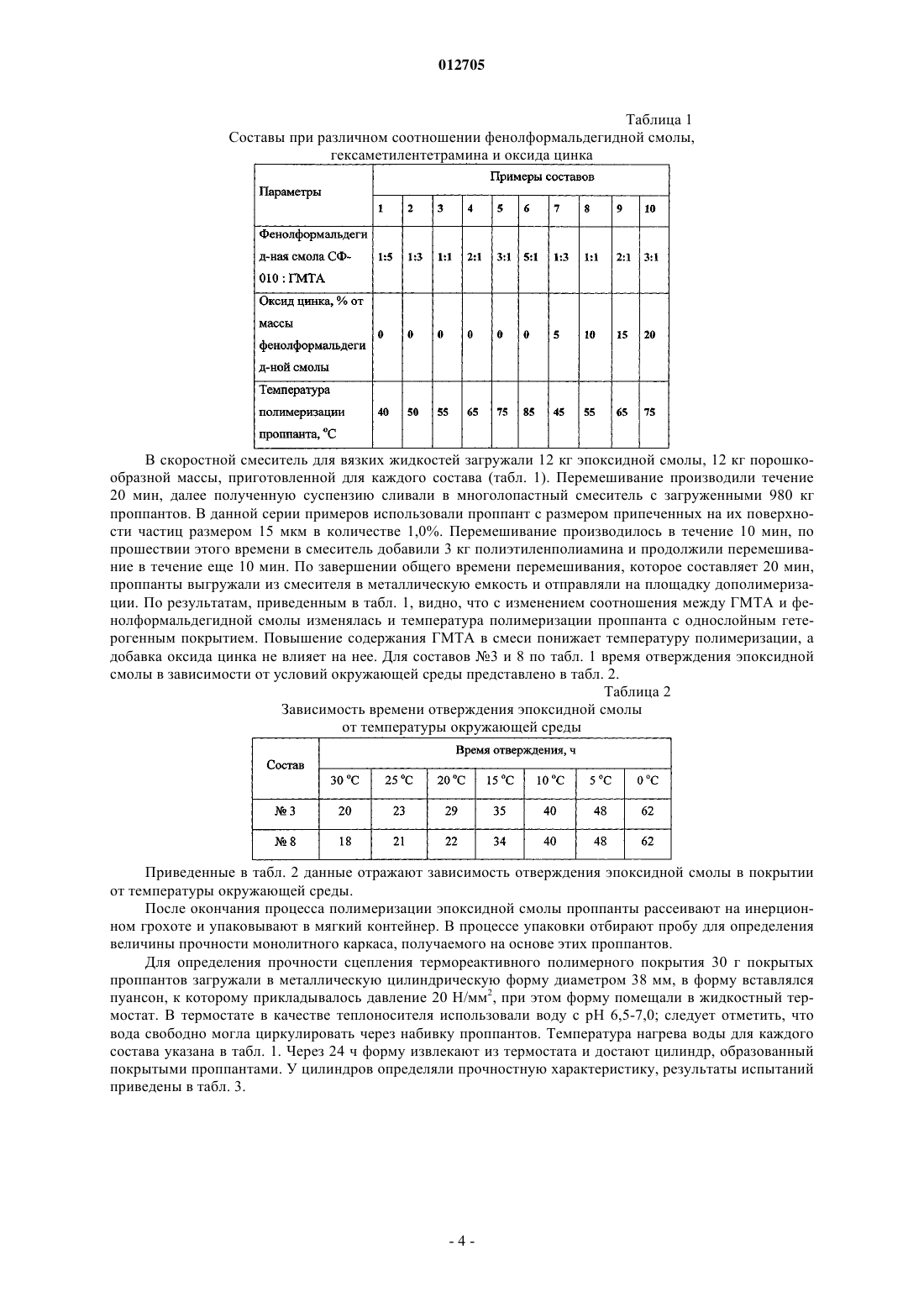
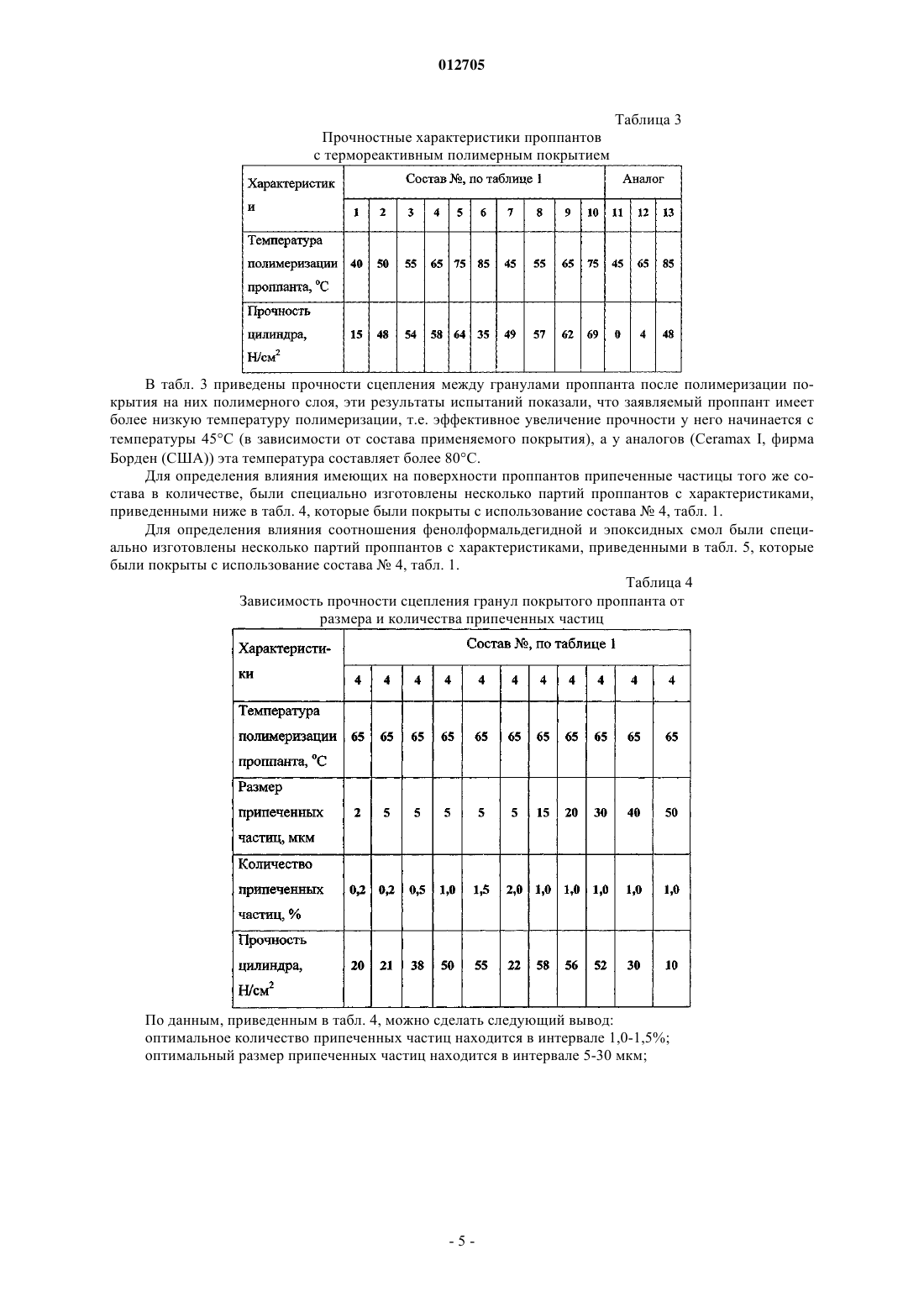
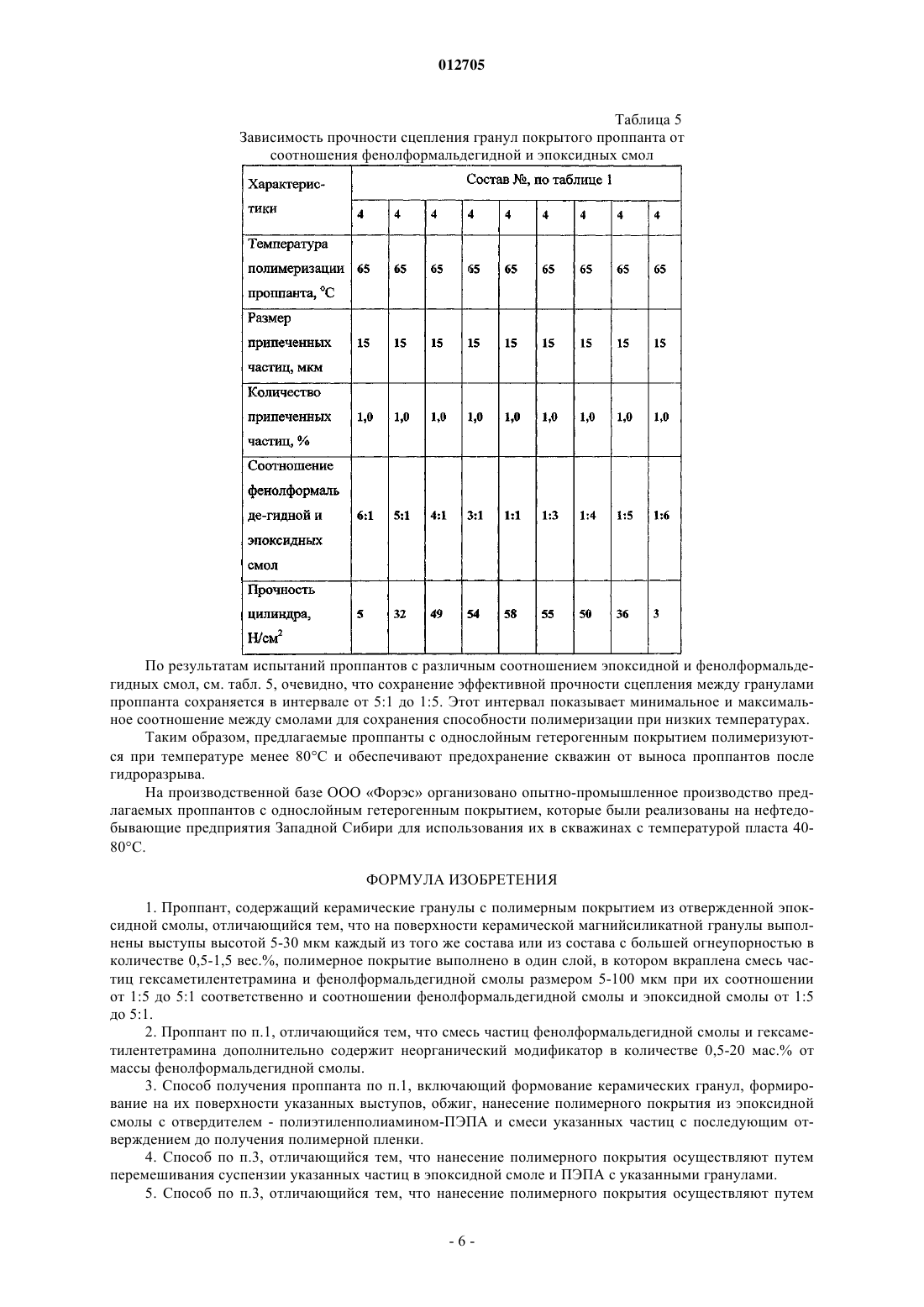
012705 Изобретение относится к нефтегазодобывающей промышленности, а более конкретно к производству проппантов, используемых в качестве расклинивающих агентов при добыче нефти и газа методом гидравлического разрыва пласта. Для восстановления нефтеотдачи нефтяных скважин производят гидравлический разрыв пласта(ГРП) с использованием частиц расклинивающего агента (окатанный песок, стеклянные или керамические шарики и др.), для поддержания трещин в расклиненном состоянии. При этом нефть через пустоты между расклинивателями вновь начинает поступать в скважину. При гидравлическом разрыве проппанты, вследствие высокого давления смыкания трещин, подвержены разрушению с образованием мелочи, которая перемещается и закупоривает каналы в расклиненной трещине, поэтому для гидроразрыва наиболее перспективны высокопрочные керамические проппанты, обладающие оптимальным соотношением цены и качества. В процессе эксплуатации восстановленных гидроразрывом с использованием проппантов скважин весьма вероятен их вынос из скважин вместе с нефтью. Для предотвращения такого нежелательного явления проппанты покрывают полимерной смолой, которая после проведения гидроразрыва полимеризуется, и проппанты, слипаясь, создают монолитный каркас с сохранением около 40 об.% сквозных каналов, сквозь которые нефть поступает в скважину и выдавливается на поверхность без захвата проппантов. В зависимости от глубины скважины температура пласта может колебаться от 30 до 150 С, поэтому для получения слипающихся покрытий используют различные виды полимерных материалов. Известен способ получения проппантов, включающий формирование двухслойного полимерного покрытия на керамических гранулах, нагретых до 150-250 С (патент США 5422183 от 06.06.1995 г.): при перемешивании добавляют фенолформальдегидную смолу с гексаметилентетрамином; до полимеризации смолы добавляют при перемешивании пылевидный наполнитель (кварцевую муку, тальк или полимерный порошок); перемешивают материал до полной полимеризации слоя; вновь добавляют фенолформальдегидную смолу с последующим ее оплавлением, а затем вливают водный раствор гексаметилентетрамина для быстрого охлаждения и неполной полимеризации внешнего покрытия. Таким образом, получают частично отвержденное покрытие, которое может дополимеризовываться в скважине, тем самым, создавая монолитный каркас. Недостатком данного покрытия следует признать высокую температуру дополимеризации проппанта (свыше 80 С) с образованием монолитного каркаса. Наиболее близким по технической сущности является проппант с многослойным полимерным покрытием из эпоксидной смолы (см. патент США 5609207 от 22.12.1995 г.), согласно которому проппант на скважине покрывают эпоксидной смолой с отвердителем и производят гидроразрыв. Преимущество полимерного проппанта с неотвержденным покрытием в том, что создание монолитного каркаса происходит в широком интервале температур, т.е. на скважинах любой глубины. Вместе с тем, в реальных условиях (отрицательные температуры, технические возможности) использование такого материала затруднительно, а порой невозможно. Недостатком данного покрытия следует признать высокую температуру дополимеризации проппанта (свыше 80 С) с образованием монолитного каркаса, либо очень длительные выдержки с сохранением давления гидроразрыва при более низких температурах, что усложняет процесс восстановления скважин. Поскольку большинство скважин имеют температуру нефтяного пласта 40-70 С, более перспективным является полимерное покрытие на проппанте, имеющее более низкую температуру полимеризации с образованием монолитного каркаса. Кроме того, известное покрытие является сложным в процессе его нанесения при громоздкости аппаратурного оформления, а также экологической вредности процесса, так как при высоких температурах происходит испарение фенола и формальдегида. Технической задачей, на решение которой направлено заявляемое изобретение, является создание на поверхности проппанта слипающегося покрытия, обеспечивающего образование в трещинах скважины монолитного каркаса при температурах 40-80 С, т.е. пригодного для использования на большинстве неглубоких скважин, а также упрощение технологии нанесения слипающегося покрытия при условии повышения экологичности производства. Указанный результат достигается тем, что в известном проппанте, содержащем керамические гранулы с полимерным покрытием из отвержденной эпоксидной смолы, на поверхности керамической магнийсиликатной гранулы выполнены выступы высотой 5-30 мкм каждый из того же состава или из состава с большей огнеупорностью в количестве 0,5-1,5% от ее веса, полимерное покрытие выполнено в один слой, в котором вкраплена смесь частиц гексаметилентетрамина и фенолформальдегидной смолы размером 5-100 мкм при их соотношении от 1:5 до 5:1 соответственно и соотношении фенолформальдегидной смолы и эпоксидной смолы от 1:5 до 5:1. Смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы.-1 012705 Способ изготовления проппанта, содержащего керамические гранулы с полимерным покрытием из отвержденной эпоксидной смолы, включает формование керамических гранул, формирование на их поверхности указанных выступов, обжиг, нанесение полимерного покрытия из эпоксидной смолы с отвердителем - полиэтиленполиамином-ПЭПА и смеси указанных частиц, с последующим отверждением до получения полимерной пленки. Нанесение полимерного покрытия осуществляют путем перемешивания суспензии указанных частиц в эпоксидной смоле и ПЭПА с указанными гранулами или растворителе с указанными гранулами, на которые предварительно нанесена эпоксидная смола. Нанесение полимерного покрытия осуществляют путем опудривания указанными частицами указанных гранул со свеженанесенной эпоксидной смолой с ПЭПА. Кроме того, смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы, а указанное отверждение эпоксидной смолы до получения пленки осуществляют при температуре 5-30 С. Толщина покрытия, получаемого на поверхности проппантов, зависит от тонкости помола фенолформальдегидной смолы и гексаметилентетрамина, количества наносимого материала и в среднем составляет 20-100 мкм. Отвердитель используется для отверждения эпоксидной смолы и может быть выбран из основной группы аминов, кислот и кислотных ангидридов, жирных масел и кислот, фенопластов и аминопластов. Подходящие основные отвердители: триэтилентриамин, диэтилентриамин, этилендиамин, триэтилентетрамин, передин, диметиламинопропиламин, диэтиламинопропиламин, метандиамин, триэтиламин, бензилдиэтиленметиламинофенол, детриметиламиноэтилфенол, А-метилбензилдиметиламин, метафенилендиамин, 4,4-метилендиамилин, полиэтиленполиамин, диаминодифенилсульфон изофорондиамин и смеси таких аминов. Кроме того, могут быть использованы кислотные отвердители, включающие щавелевую кислоту, фталевую кислоту, пиромеллитовую кислоту, пиромеллитовый диангидрид, малеиновый ангидрид, изометилтетрагидрофталевый ангидрид, тетрагидрофталевый ангидрид. С целью снижения вязкости эпоксидной смолы для более качественного и удобного нанесения в нее можно вводить растворитель, в качестве которого можно использовать бутилглицидиловый эфир, фенилглицидиловый эфир, крезилглицидиловый эфир, децилглицидиловый эфир, диоксид винилциклогексена,1,4-бутадинол-диглицидиловый эфир, дибутилфталат, ароматические фракции углеводородного масла,ацетон, трихлорэтилен, ксилол, этилцеллозольв. В полимерное покрытие из отвержденной эпоксидной смолы с вкрапленными в нее частицами фенолформальдегидной смолы и гексаметилентетрамина вводят неорганический модификатор в количестве от 0,5 до 20% от массы фенолформальдегидной смолы. В качестве модификатора могут быть использованы соединения ZnO, CaO, MgO, борная кислота, стеарат кальция и другие в количестве 0,5-20% от массы фенолформальдегидной смолы для повышения стабильности покрытия при высоких температурах. Например, для скважин 40-50 С: СФ:ГМТА - 1:1, модификатор 0,1-5%; 50-60 С: СФ:ГМТА - 2:1, модификатор 5-10%; 60-70 С: СФ:ГМТА - 3:1, модификатор 10-15%; 70-85 С: СФ:ГМТА - 5:1, модификатор 15-20%. Обязательным условием формирования предлагаемого однослойного гетерогенного термореактивного полимерного покрытия является температура отверждения, которая должна быть в пределах 5-30 С,так как при более высоких температурах значительная доля частиц фенолформальдегидной смолы взаимодействует с эпоксидной смолой и не образует в дальнейшем низкотемпературного термореактивного покрытия. Процесс отверждения эпоксидной смолы в составе термореактивного полимерного покрытия сильно зависит от условий окружающей среды. Это влияние определяется зависимостью времени отверждения эпоксидной смолы от температуры, для которой справедливы следующие значения: при 25-30 С время=20 ч; при 20-25 С время=24 ч; при 10-20 С время=30 ч; при 5-10 С время=40 ч; при температуры ниже 5 С время=более 50 ч. Неожиданным является тот факт, что процесс формирования монолитного каркаса, т.е. полимеризации фенолформальдегидной смолы, происходит при столь низких температурах, что противоречит техническим характеристикам применяемых смол. По-видимому, механизм низкомолекулярной полимеризации заключается в том, что в процессе отверждения эпоксидная смола и продукты ее поликонденсации вступают в реакцию с частицами фенолформальдегидной смолы, изменяя их структуры. Возможность протекания такой реакции используется при отверждении эпоксидных клеев фенолоформальдегидными смолами, но они используются при горячем отверждении при 140-300 С без присутствия воды. Дополнительным условием формирования предлагаемого покрытия следует отметить крупность частиц фенолформальдегидной смолы и гексаметилентетрамина: их необходимо совместно диспергиро-2 012705 вать в сухом виде в искрозащищенной мельнице до среднемедианного размера частиц менее 20 мкм. При более грубом помоле процесс формирования монолитного каркаса становится слишком длительным и не соответствует существующей технологии гидроразрыва. Практически реализация предлагаемого однослойного гетерогенного покрытия на проппантах может быть осуществлена в многолопастном смесителе несколькими путями: перемешивание суспензии частиц фенолформальдегидной смолы и гексаметилентетрамина в эпоксидной смоле и отвердителе с проппантами; перемешивание суспензии частиц фенолформальдегидной смолы и гексаметилентетрамина в отвердителе и разбавителя с проппантами, на которые предварительно нанесли покрытие из эпоксидной смолы или наоборот; опудривание поверхности проппантов со свеженанесенной эпоксидной смолой с отвердителем, частицами фенолформальдегидной смолы и гексаметилентетрамином. Условием получения однослойного гетерогенного термореактивного полимерного покрытия на керамических проппантах является состояние поверхности последних. В патенте США 5422183 для упрочнения частично отвержденного покрытия вводят упрочняющий наполнитель, например кварцевую пыль. Авторы изобретения заявляют, что более эффективным упрочнителем покрытия является наличие на поверхности пропантов припеченных при обжиге гранул, частиц того же или более огнеупорного состава, что проппанты, размером 5-30 мкм в количестве 0,5-1,5% от веса гранул. Реализация процесса нанесения таких частиц осуществляется регулированием помола исходного сырья либо опудриванием гранул до обжига специально приготовленным материалом в процессе их грануляции. Процесс прилипания частиц реализуется одновременно с обжигом проппантов при температуре 1240-1280 С (для магнийсиликатных проппантов), для проппантов другого состава, например алюмосиликатных, температура обжига составляет 1350-1550 С и, соответственно, огнеупорность материала выступов должна быть выше 1550 С. Припеченные частицы служат в качестве арматуры для удержания покрытия при транспортировании проппантов и их нагреве в скважине (коэффициент термического расширения материала покрытия на порядок выше, чем коэффициент термического керамического материала самого проппанта). Припеченные частицы также препятствуют деформации покрытия при гидроразрыве и дальнейшем расклинивании трещины, что повышает проницаемость монолитного каркаса и, как следствие, увеличивается нефтеотдача. Повышение доли припеченных частиц свыше 1,5% препятствует равномерному растеканию покрытия при нанесении и снижает прочность монолитного каркаса. Снижение доли припеченных частиц менее 0,5% резко снижает их эффективность как армирующих покрытие выступов. Выступы на поверхности керамических гранул, формируемые припеканием при обжиге частиц размером 5-30 мкм, могут иметь тот же состав, что и керамические гранулы, или более огнеупорный состав,предохраняющий гранулы от слипания при обжиге, но припекающиеся к гранулам. В качестве материала выступа с большей огнеупорностью могут быть использованы оливин, кордиерит, кварц, глинозем и другие материалы, с температурой плавления выше 1350 С для магнийсиликатных проппантов. Заявляемая сущность подтверждается следующими примерами. Для нанесения покрытия использовали магнийсиликатные проппанты производства ООО Форэс размером 10/14 (1,4-2,0 мм), полученные, например, по патентам РФ 2235702, 2235703, или проппанты, изготовленные из алюмосиликатного и высокоглиноземистого сырья. Для формирования покрытия использовали следующие материалы: эпоксидную смолу ЭД-16, полиэтиленполиамин, гексаметилентетрамин, фенолформальдегидную смолу СФ-010, порошок ZnO. Фенолформальдегидную смолу и гексаметилентетрамин (ГМТА) размалывали в искрозащищенной мельнице до среднемедианного размера частиц 9,6 мкм (прибор Shimadzu), соотношение фенолформальдегидной смолы, гексаметилентетрамина и оксида цинка приведены в табл. 1.-3 012705 Таблица 1 Составы при различном соотношении фенолформальдегидной смолы,гексаметилентетрамина и оксида цинка В скоростной смеситель для вязких жидкостей загружали 12 кг эпоксидной смолы, 12 кг порошкообразной массы, приготовленной для каждого состава (табл. 1). Перемешивание производили течение 20 мин, далее полученную суспензию сливали в многолопастный смеситель с загруженными 980 кг проппантов. В данной серии примеров использовали проппант с размером припеченных на их поверхности частиц размером 15 мкм в количестве 1,0%. Перемешивание производилось в течение 10 мин, по прошествии этого времени в смеситель добавили 3 кг полиэтиленполиамина и продолжили перемешивание в течение еще 10 мин. По завершении общего времени перемешивания, которое составляет 20 мин,проппанты выгружали из смесителя в металлическую емкость и отправляли на площадку дополимеризации. По результатам, приведенным в табл. 1, видно, что с изменением соотношения между ГМТА и фенолформальдегидной смолы изменялась и температура полимеризации проппанта с однослойным гетерогенным покрытием. Повышение содержания ГМТА в смеси понижает температуру полимеризации, а добавка оксида цинка не влияет на нее. Для составов 3 и 8 по табл. 1 время отверждения эпоксидной смолы в зависимости от условий окружающей среды представлено в табл. 2. Таблица 2 Зависимость времени отверждения эпоксидной смолы от температуры окружающей среды Приведенные в табл. 2 данные отражают зависимость отверждения эпоксидной смолы в покрытии от температуры окружающей среды. После окончания процесса полимеризации эпоксидной смолы проппанты рассеивают на инерционном грохоте и упаковывают в мягкий контейнер. В процессе упаковки отбирают пробу для определения величины прочности монолитного каркаса, получаемого на основе этих проппантов. Для определения прочности сцепления термореактивного полимерного покрытия 30 г покрытых проппантов загружали в металлическую цилиндрическую форму диаметром 38 мм, в форму вставлялся пуансон, к которому прикладывалось давление 20 Н/мм 2, при этом форму помещали в жидкостный термостат. В термостате в качестве теплоносителя использовали воду с рН 6,5-7,0; следует отметить, что вода свободно могла циркулировать через набивку проппантов. Температура нагрева воды для каждого состава указана в табл. 1. Через 24 ч форму извлекают из термостата и достают цилиндр, образованный покрытыми проппантами. У цилиндров определяли прочностную характеристику, результаты испытаний приведены в табл. 3.-4 012705 Таблица 3 Прочностные характеристики проппантов с термореактивным полимерным покрытием В табл. 3 приведены прочности сцепления между гранулами проппанта после полимеризации покрытия на них полимерного слоя, эти результаты испытаний показали, что заявляемый проппант имеет более низкую температуру полимеризации, т.е. эффективное увеличение прочности у него начинается с температуры 45 С (в зависимости от состава применяемого покрытия), а у аналогов (Ceramax I, фирма Борден (США эта температура составляет более 80 С. Для определения влияния имеющих на поверхности проппантов припеченные частицы того же состава в количестве, были специально изготовлены несколько партий проппантов с характеристиками,приведенными ниже в табл. 4, которые были покрыты с использование состава 4, табл. 1. Для определения влияния соотношения фенолформальдегидной и эпоксидных смол были специально изготовлены несколько партий проппантов с характеристиками, приведенными в табл. 5, которые были покрыты с использование состава 4, табл. 1. Таблица 4 Зависимость прочности сцепления гранул покрытого проппанта от размера и количества припеченных частиц По данным, приведенным в табл. 4, можно сделать следующий вывод: оптимальное количество припеченных частиц находится в интервале 1,0-1,5%; оптимальный размер припеченных частиц находится в интервале 5-30 мкм;-5 012705 Таблица 5 Зависимость прочности сцепления гранул покрытого проппанта от соотношения фенолформальдегидной и эпоксидных смол По результатам испытаний проппантов с различным соотношением эпоксидной и фенолформальдегидных смол, см. табл. 5, очевидно, что сохранение эффективной прочности сцепления между гранулами проппанта сохраняется в интервале от 5:1 до 1:5. Этот интервал показывает минимальное и максимальное соотношение между смолами для сохранения способности полимеризации при низких температурах. Таким образом, предлагаемые проппанты с однослойным гетерогенным покрытием полимеризуются при температуре менее 80 С и обеспечивают предохранение скважин от выноса проппантов после гидроразрыва. На производственной базе ООО Форэс организовано опытно-промышленное производство предлагаемых проппантов с однослойным гетерогенным покрытием, которые были реализованы на нефтедобывающие предприятия Западной Сибири для использования их в скважинах с температурой пласта 4080 С. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Проппант, содержащий керамические гранулы с полимерным покрытием из отвержденной эпоксидной смолы, отличающийся тем, что на поверхности керамической магнийсиликатной гранулы выполнены выступы высотой 5-30 мкм каждый из того же состава или из состава с большей огнеупорностью в количестве 0,5-1,5 вес.%, полимерное покрытие выполнено в один слой, в котором вкраплена смесь частиц гексаметилентетрамина и фенолформальдегидной смолы размером 5-100 мкм при их соотношении от 1:5 до 5:1 соответственно и соотношении фенолформальдегидной смолы и эпоксидной смолы от 1:5 до 5:1. 2. Проппант по п.1, отличающийся тем, что смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы. 3. Способ получения проппанта по п.1, включающий формование керамических гранул, формирование на их поверхности указанных выступов, обжиг, нанесение полимерного покрытия из эпоксидной смолы с отвердителем - полиэтиленполиамином-ПЭПА и смеси указанных частиц с последующим отверждением до получения полимерной пленки. 4. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем перемешивания суспензии указанных частиц в эпоксидной смоле и ПЭПА с указанными гранулами. 5. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем-6 012705 перемешивания суспензии, указанных части в ПЭПА и растворителе с указанными гранулами, на которые предварительно нанесена эпоксидная смола. 6. Способ по п.3, отличающийся тем, что нанесение полимерного покрытия осуществляют путем опудривания указанными частицам указанных гранул со свеженанесенной эпоксидной смолой с ПЭПА. 7. Способ по любому из пп.3-6, отличающийся тем, что смесь частиц фенолформальдегидной смолы и гексаметилентетрамина дополнительно содержит неорганический модификатор в количестве 0,5-20 мас.% от массы фенолформальдегидной смолы. 8. Способ по любому из пп.3-7, отличающийся тем, что указанное отверждение эпоксидной смолы до получения пленки осуществляют при температуре 5-30 С.
МПК / Метки
МПК: C09K 8/80
Метки: проппант, получения, способ
Код ссылки
<a href="https://eas.patents.su/8-12705-proppant-i-sposob-ego-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Проппант и способ его получения</a>
Гранулы пенополистирола с функциональной наружной оболочкой, способ их получения и продукт функционального пенополистирола (eps ) и способ его получения с использованием таких гранул
Номер патента: 8604
Опубликовано: 29.06.2007
Автор: Парк Бонг-Кук
МПК: C08J 9/16
Метки: получения, гранулы, таких, использованием, пенополистирола, наружной, продукт, оболочкой, функциональной, способ, функционального, гранул
Формула / Реферат:
1. Гранула пенополистирола, состоящая из внутренней прослойки пенополистирола и функциональной внешней оболочки, где внутренняя прослойка пенополистирола образована нагреванием способных к вспениванию бусин или гранул из полистирола, а функциональная внешняя оболочка образована покрытием поверхности указанных бусин или гранул функциональной покрывной композицией, содержащей 10-99 мас.% полимера на основе винилацетата и 0,1-90 мас.% по меньшей...
Цеолитный катализатор l-типа, способ его получения, способ получения ароматических углеводородов, способ получения бензина
Номер патента: 3559
Опубликовано: 26.06.2003
Авторы: Фукунага Тецуя, Сугимото Митио, Иннес Роберт А.
МПК: B01J 29/61, C10G 35/095, C07C 5/41...
Метки: цеолитный, ароматических, получения, катализатор, способ, бензина, l-типа, углеводородов
Формула / Реферат:
1. Цеолитный катализатор L-типа, который получают при нанесении на цеолит L-типа платинового компонента, одного или более галогеновых компонентов и одного или более компонентов металлов, выбранных из Ib группы Периодической таблицы, при этом наносимое количество одного или более компонентов металлов, выбранных из Ib группы Периодической таблицы, находится в интервале от 0,001 до 3 мас.% из расчета на общую массу катализатора, молярное отношение...
Композиция порошкового покрытия и способ ее получения
Номер патента: 10365
Опубликовано: 29.08.2008
Авторы: Болкс Юрьен, Молхоэк Линдерт Ян
МПК: C09D 5/00
Метки: получения, порошкового, способ, композиция, покрытия
Формула / Реферат:
1. Композиция порошкового покрытия, включающая по меньшей мере одну смолу, по меньшей мере один сшиватель и по меньшей мере один диспергатор, отличающаяся тем, что при ее изготовлении диспергатор добавляют в смолу во время синтеза смолы или во время удаления смолы из реактора. 2. Композиция по п.1, отличающаяся тем, что смолу выбирают из группы, состоящей из сложного полиэфира, акриловой смолы, полиэфирамида на основе сложного эфира, эпоксидной...
Полиэтиленовая композиция (варианты), способ ее получения, изделие, включающее указанную композицию, способ получения указанного изделия и применение композиции
Номер патента: 11457
Опубликовано: 28.04.2009
Авторы: Ховгард Бо, Лидауэр Давид, Бэкманн Матс, Вальтон Давид, Макголдрик Джеймс
МПК: C08F 10/02, C08L 23/04, C08L 23/06...
Метки: композиция, указанную, изделие, указанного, получения, композицию, способ, включающее, изделия, варианты, композиции, применение, полиэтиленовая
Формула / Реферат:
1. Полиэтиленовая композиция, содержащая основную смолу, включающую: (А) первую полиэтиленовую фракцию и (Б) вторую полиэтиленовую фракцию, где скорость течения расплава СТР5/190шC первой фракции выше, чем скорость течения расплава СТР5/190шC второй фракции; отношение скорости растекания ОСР21/5 полиэтиленовой композиции, определенное как отношение скорости течения расплава CTP21,6/190шC к скорости течения расплава СТР5/190шC, находится в...
Катализатор для получения сложных эфиров,способ получения сложного эфира и способ получения сложного полиэфира с участием такого катализатора
Номер патента: 11171
Опубликовано: 27.02.2009
Авторы: Макинтош Кэлам Гарри, Хэнратти Алан Джозеф, Партридж Мартин Грэхэм
МПК: B01J 31/04, C08G 63/85
Метки: полиэфира, катализатор, эфира, сложных, участием, эфиров,способ, способ, такого, получения, сложного, катализатора
Формула / Реферат:
1. Катализатор для получения сложного эфира в реакции этерификации, состоящий из продукта взаимодействия: a) соединения титана, циркония или гафния; b) 2-оксикарбоновой кислоты; c) четвертичного аммониевого соединения, выбранного из группы, состоящей из гидроксида тетраэтиламмония и гидроксида тетраметиламмония, и d) соединения цинка. 2. Катализатор по п. 1, в котором соединением титана, циркония или гафния является алкоголят, имеющий формулу...
Предыдущий патент: Новые фармацевтические соединения
Следующий патент: Ригельный замок
Случайный патент: Способ автоматизированной продажи насыпных изделий и устройство для его осуществления