Применение двухслойного центробежного формования
Формула / Реферат
1. Двухслойное изделие, изготовленное способом центробежного формования, которое включает:
а) внутренний слой, изготовленный из композиции, включающей от 70 до 99,5 мас.% полиэтилена, полученного с использованием металлоценового катализатора, и от 30 до 0,5 мас.% функционализированного полиэтилена; и
б) внешний слой, включающий основной компонент, выбранный из полимера, содержащего сложные и простые эфирные группы, насыщенного сложного полиэфира, поликарбоната или сополимера этилена и винилацетата (СЭВА), и, возможно, второстепенный компонент;
при этом сцепление между двумя слоями обеспечивается составом внутреннего слоя.
2. Двухслойное изделие по п.1, в котором функционализированный полиолефин представляет собой привитой полиэтилен, иономер или смесь указанных веществ.
3. Двухслойное изделие по п.1 или 2, в котором компонентом металлоценового катализатора является бис-(тетрагидроинденильный) или бис-(н-бутилциклопентадиенильный) компонент.
4. Двухслойное изделие по любому из предшествующих пунктов, в котором внешний слой включает второстепенный компонент, выбранный из группы, состоящей из блок-сополимера простого полиэфира и полиамида, термопластичного полиуретана и фторполимера.
5. Способ получения двухслойного изделия, изготовленного при помощи центробежного формования, по любому из пп.1-4, включающий последовательную однократную загрузку материала, необходимого для каждого слоя, при этом внутренний слой, изготовленный из полиэтиленовой композиции, обеспечивает сцепление между внутренним и внешним слоями.
6. Барабан, полученный из изделия, изготовленного при помощи центробежного формования, по любому из пп.1-4.
7. Амортизатор, полученный из изделия, изготовленного при помощи центробежного формования, по любому из пп.1-4.
Текст
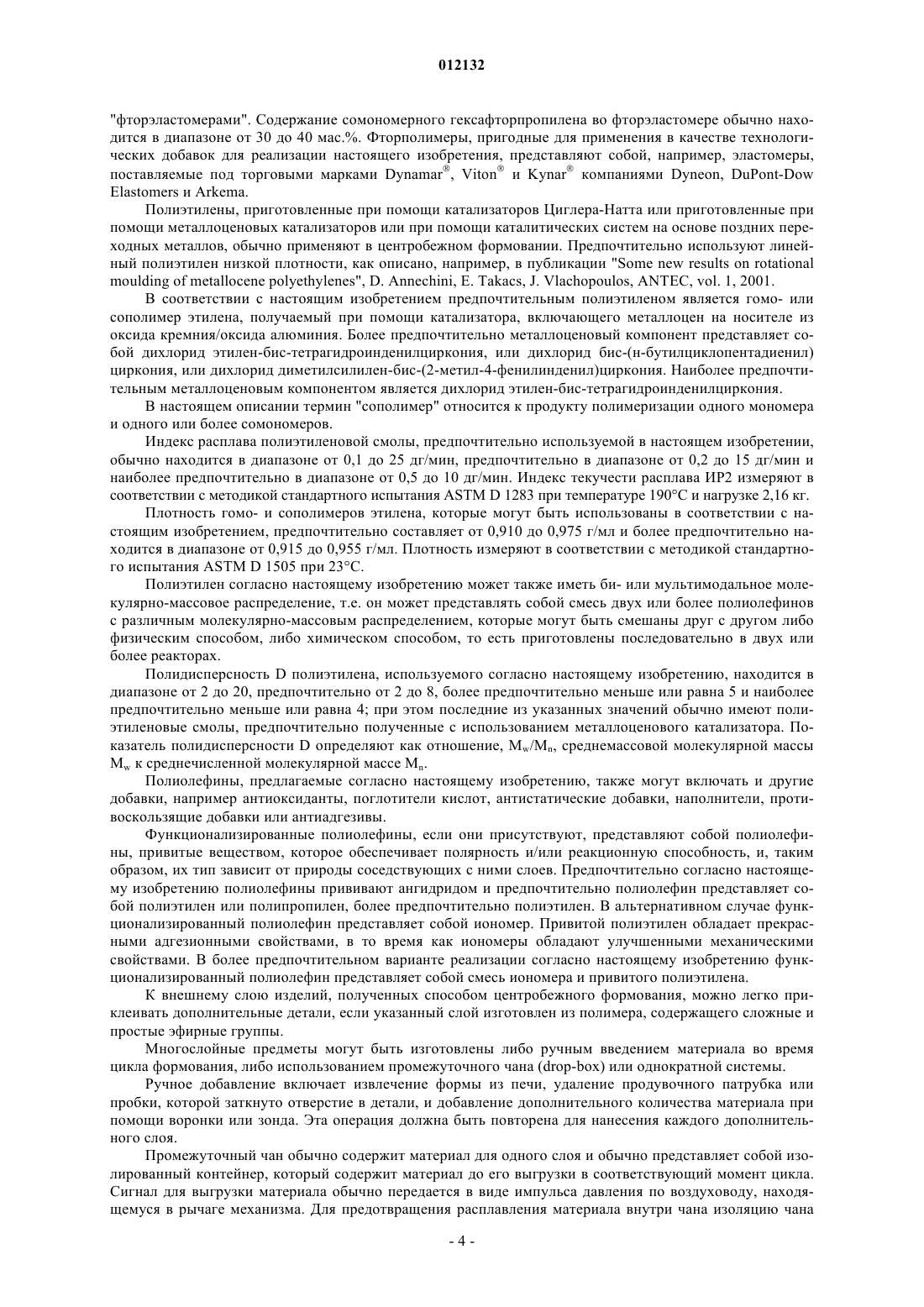
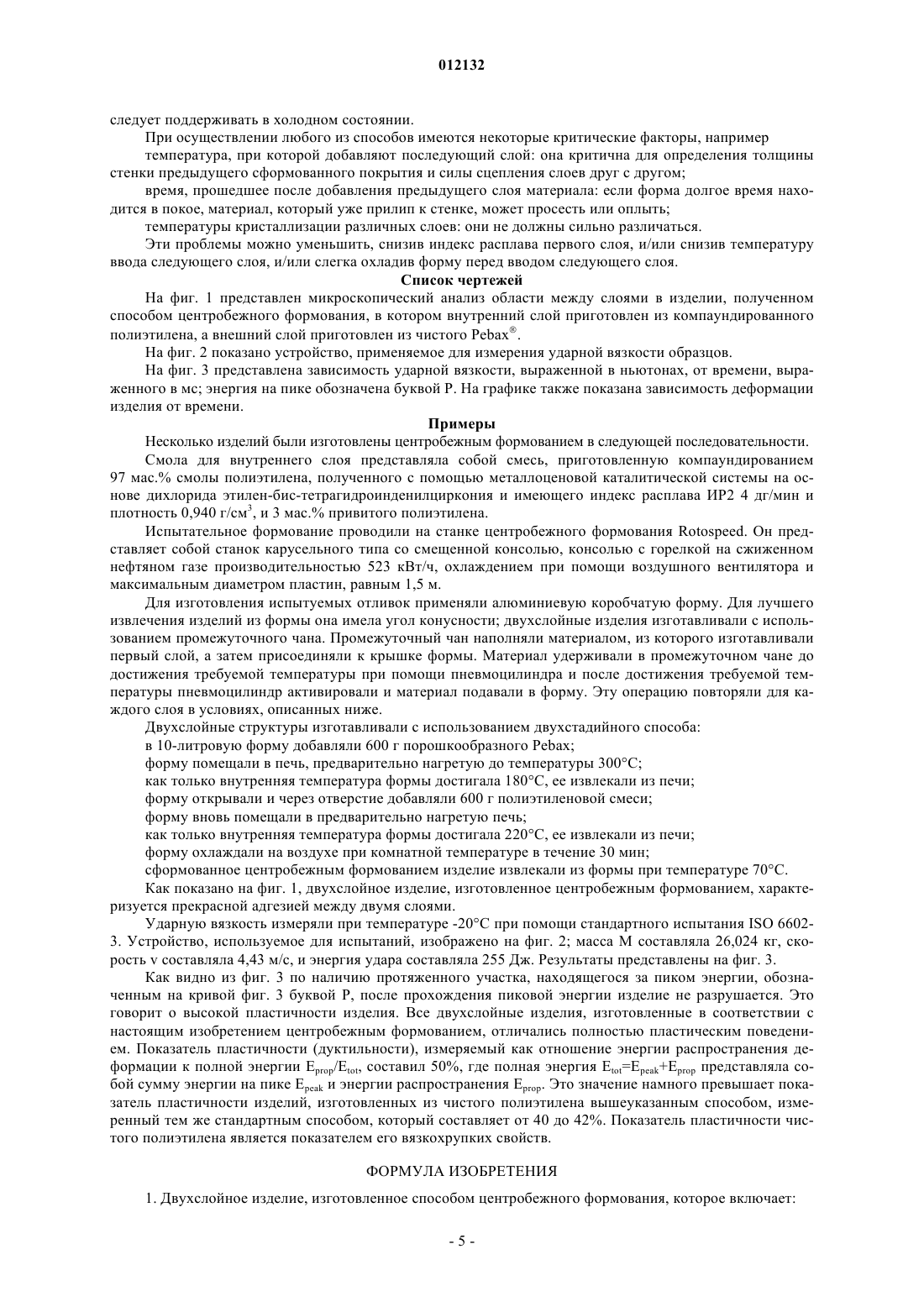
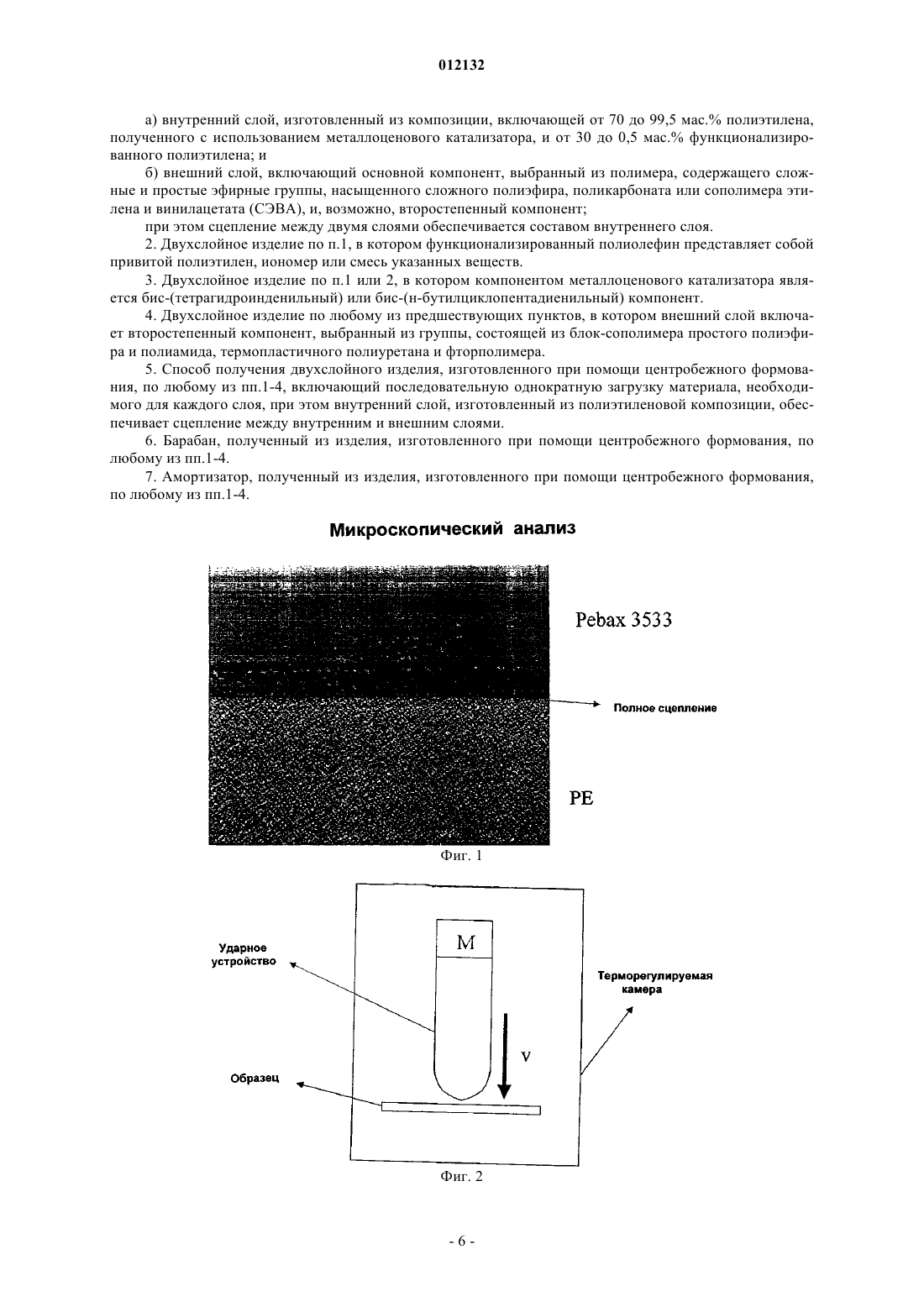
012132 Настоящее изобретение относится к области двухслойных изделий, полученных способом центробежного формования, в которых внешний слой изготовлен из смешанного полимера, содержащего сложные и простые эфирные группы, или насыщенного сложного полиэфира, или поликарбоната, и внутренний слой изготовлен из полиэтилена, полученного с использованием металлоцена. Полиэтилен составляет более 80% полимеров, используемых для изготовления изделий способом центробежного формования, предлагаемых на рынке. Это объясняется чрезвычайной устойчивостью полиэтилена к термическому разложению во время обработки, легкостью размалывания полиэтилена, его хорошей текучестью и хорошими ударными свойствами при низкой температуре. Центробежное (ротационное) формование применяют для изготовления из пластических масс полых продуктов, имеющих любые конструкции - от простых до сложных. Этот способ может быть применен для формования различных материалов, например полиэтилена, полипропилена, поликарбоната, полиамида или поливинилхлорида (ПВХ). Предпочтительно используют линейный полиэтилен низкой плотности, как описано, например, в публикации "Some new results on rotational moulding of metallocenepolyethylenes", D. Annechini, E. Takacs, J. Vlachopoulos, ANTEC, vol. 1, 2001. Полиэтилены, приготовленные при помощи катализаторов Циглера-Натта, обычно применяют в центробежном формовании, но более желательно применять полиэтилены, приготовленные при помощи металлоценовых катализаторов, поскольку эти полиэтилены имеют узкое молекулярно-массовое распределение, что придает им улучшенные ударные свойства и сокращает время цикла обработки. Известные виды полиэтиленов, приготовленных при помощи металлоценовых катализаторов (см.ANTEC, vol. 1, 2001), подвергаются высокой степени усадки и коробления, и для некоторых областей применения неприемлема их естественная белая окраска. Пластоэластомерные композиции, например, описанные в патенте США 5457159, также могут быть использованы для центробежного формования изделий, но для их изготовления необходимо проведение сложных в выполнении операций смешивания и вулканизации. В патенте США 6124400 описано центробежное формование изделий из полимерных сплавов, содержащих полукристаллические полиолефиновые последовательности, включающие цепи различных регулируемых микроструктур, приготовленных с помощью процесса полимеризации "в одном сосуде" из одного мономера. Для полимеризации таких полимерных сплавов требуется применение сложной каталитической системы, включающей металлоорганические предшественники катализатора, катионообразующие сокатализаторы и агенты, способствующие поперечному сшиванию. Таким образом, для улучшения конечных свойств готового изделия имеется необходимость в изготовлении изделий, приготовленных из двух или нескольких слоев одинакового или различного материала. Например, может возникнуть необходимость в создании изделия, сочетающего хорошие амортизирующие и ударные свойства смешанного полимера, содержащего сложные и простые эфирные группы, и свойства пригодности для контакта с пищевыми продуктами, и такие качества полиэтилена, как, например, низкая цена и хорошие ударные свойства при низкой температуре. Задачей настоящего изобретения является изготовление способом центробежного формования изделий, имеющих хорошее сцепление между слоями, изготовленными из различных материалов. Задачей настоящего изобретения также является изготовление способом центробежного формования изделий, обладающих хорошим сопротивлением проницаемости. Кроме того, задачей настоящего изобретения является изготовление способом центробежного формования изделий, обладающих хорошими амортизационными свойствами. Задачей настоящего изобретения также является изготовление способом центробежного формования изделий, к которым можно легко приклеивать дополнительные детали. Задачей настоящего изобретения также является изготовление мягких на ощупь изделий способом центробежного формования. Задачей настоящего изобретения также является изготовление способом центробежного формования изделий, обладающих в сухом состоянии нескользящими свойствами. Кроме того, задачей настоящего изобретения является изготовление способом центробежного формования изделий, обладающих либо гидрофильными, либо гидрофобными свойствами. Соответственно, в настоящем изобретении предложено двухслойное изделие, изготовленное способом центробежного формования, которое включает: а) внутренний слой, изготовленный из композиции, включающей от 50 до 100 мас.% полиэтилена(ПЭ) и от 50 до 0 мас.% функционализированного полиолефина, и б) внешний слой, изготовленный из смешанного полимера, содержащего сложные и простые эфирные группы, или насыщенного сложного полиэфира, или поликарбоната, или сополимера этилена и винилацетата (СЭВА),в котором сцепление между двумя слоями обеспечивается составом внутреннего слоя. Предпочтительно в состав самого внутреннего слоя входит полиэтилен (ПЭ), причем указанный ПЭ изготавливают способом, включающим использование каталитической системы Циглера-Натта или каталитической системы на основе металлоценового катализатора. Изделия могут содержать дополнительные слои, сцепление с которыми обеспечивают традицион-1 012132 ными способами, например при помощи связующего слоя. Внутренний слой включает предпочтительно от 70 до 99,5 мас.%, более предпочтительно от 80 до 99 мас.% полиэтилена и предпочтительно от 0,5 до 30 мас.%, более предпочтительно от 1 до 20 мас.% функционализированного полиолефина. Функционализированные полиолефины предпочтительно выбирают из привитого полиэтилена, иономеров или смесей указанных веществ. Внешний слой в качестве основного компонента может, по существу, содержать полимер, включающий сложные и простые эфирные группы, насыщенный сложный полиэфир или поликарбонат или смесь указанных соединений, при этом второстепенный компонент выбирают из группы, состоящей из блок-сополимера простого полиэфира и полиамида, термопластичного полиуретана и фторполимера. Под основным компонентом понимают такой компонент, который составляет более 50 мас.% композиции. Под второстепенным компонентом понимают такой компонент, который составляет менее 50 мас.% композиции. Смешанные полимеры с группами сложных эфиров и простых эфиров представляют собой сополимеры, включающие блоки сложного полиэфира и блоки простого полиэфира. Обычно они состоят из мягких блоков простого полиэфира, которые представляют собой остатки полиэфирдиолов, и из жестких сегментов (блоков сложного полиэфира), которые обычно получают реакцией по меньшей мере одной дикарбоновой кислоты с по меньшей мере одним удлиняющим цепь звеном короткого диола. Блоки сложного полиэфира и простого полиэфира обычно соединены сложноэфирными связями, образующимися при реакции кислотных функциональных групп кислоты с функциональными ОН-группами полиэфирдиола. Короткий удлиняющий цепь диол может быть выбран из группы, состоящей из неопентилгликоля, циклогександиметанола и алифатических гликолей формулы HO(CH2)nOH, в которой n представляет собой целое число от 2 до 10. Дикислоты преимущественно представляют собой ароматические дикарбоновые кислоты, содержащие от 8 до 14 атомов углерода. До 50 мол.% ароматической дикарбоновой кислоты могут быть замещены по меньшей мере одной другой ароматической дикарбоновой кислотой, содержащей от 8 до 14 атомов углерода, и/или до 20 мол.% могут быть замещены алифатической дикарбоновой кислотой, содержащей от 2 до 12 атомов углерода. В качестве примеров ароматических дикарбоновых кислот можно упомянуть терефталевую, изофталевую, дибензойную, нафталиндикарбоновую кислоты, 4,4'-дифенилендикарбоновую кислоту, бис(п-карбоксифенил)метановую кислоту, этилен-бис-(п-бензойную кислоту), 1,4-тетраметилен-бис-(поксибензойную кислоту),этилен-бис-(п-оксибензойную кислоту) и 1,3-триметилен-бис-(поксибензойную кислоту). В качестве примеров гликолей можно упомянуть этиленгликоль, 1,3 триметиленгликоль, 1,4-тетраметиленгликоль, 1,6-гексаметиленгликоль, 1,3-пропиленгликоль, 1,8 октаметиленгликоль, 1,10-декаметиленгликоль и 1,4-циклогексилендиметанол. Сополимеры, содержащие блоки сложного полиэфира и блоки простого полиэфира, представляют собой, например, сополимеры, содержащие блоки простого полиэфира, полученные из полиэфирдиолов, например полиэтиленгликоля (ПЭГ), полипропиленгликоля (ППГ) или политетраметиленгликоля (ПТМГ), звеньев дикарбоновых кислот, например терефталевой кислоты, и звеньев гликоль(этандиола) или 1,4-бутандиола. Соединение в цепь простых полиэфиров и дикислот формирует мягкие сегменты, а соединение в цепь гликолей или бутандиола с дикислотами формирует жесткие сегменты сополимера простого эфира и сложного эфира. Указанные сополимеры с простыми эфирными и сложными эфирными группами описаны, например, в ЕР 402883 и ЕР 405227. Такие сополимеры с простыми и сложными эфирными группами являются термопластичными эластомерами. Они могут содержать пластификаторы. Смешанные полимеры с группами сложных и простых эфиров поставляет, например, компания DuPont под торговой маркой Hytrel. Насыщенные сложнополиэфирные смолы представляют собой продукты поликонденсации дикарбоновых кислот и двухатомных спиртов. Они представляют собой особый вид алкидных смол, которые обычно не модифицируют жирными кислотами или высыхающими маслами, и при воздействии катализатора эти смолы могут затвердевать или отверждаться при комнатной температуре под небольшим давлением или в отсутствие давления. Предпочтительными насыщенными сложными полиэфирами являются полиалкилентерефталаты, более предпочтительно полиэтилентерефталат (ПЭТ) и полибутилентерефталат (ПБТ). Насыщенные сложные полиэфиры поставляет, например, компания Cyclics под торговой маркойCyclics CBT. Поликарбонат (ПК) представляет собой термопластичную смолу, полученную из дигидроксисоединения и производного карбоновой кислоты или диэфира карбоната. Предпочтительный поликарбонат представляет собой продукт конденсации бисфенола А и фосгена. Блок-сополимеры простых полиэфиров и полиамидов соответствуют следующей общей формуле: где РА обозначает полиамидный сегмент, a PEth обозначает сегмент простого полиэфира. Например, полиамидный сегмент может представлять собой РА 6, РА 66, РА 11 или РА 12. Сегмент простого полиэфира может представлять собой, например, полиэтиленгликоль (ПЭГ), или полипропиленгликоль(ППГ), или политетраметиленгликоль (ПТМГ). Молекулярная масса Mn полиамидной последовательности обычно составляет от 300 до 15000. Молекулярная масса Mn последовательности простого полиэфира обычно составляет от 100 до 6000. Такие материалы коммерчески доступны и их поставляет, например,компания Arkema под торговой маркой Pebax. Сополимеры, включающие блоки полиамида и блоки простого полиэфира, обычно получают поликонденсацией полиамидных блоков, содержащих реакционноспособные концевые группы, с блоками простого полиэфира, содержащими реакционноспособные концевые группы; в частности, такими способами, как: 1) конденсация полиамидных блоков с концевыми группами диамина и полиоксиалкиленовых блоков с дикарбоксильными концевыми группами; 2) конденсация полиамидных блоков с концевыми дикарбоксильными группами и полиоксиалкиленовых блоков с концевыми группами диамина, получаемых по реакции цианэтилирования и последующего гидрирования алифатических дигидроксилированных ,-полиоксиалкиленовых блоков, называемых простыми полиэфирдиолами; и 3) конденсация полиамидных блоков с концевыми дикарбоксильными группами и простых полиэфирдиолов; в этом конкретном случае продукты взаимодействия представляют собой полимеры, включающие группы сложных и простых эфиров и амидов (полиэфирэфирамиды). Полиамидные блоки с концевыми дикарбоксильными группами получают, например, путем реакции конденсации полиамидных предшественников в присутствии дикарбоновой кислоты в качестве агента обрыва цепи. Полиамидные блоки с концевыми группами диамина получают, например, путем реакции конденсации полиамидных предшественников в присутствии диамина в качестве агента обрыва цепи. Полимеры, содержащие блоки полиамида и блоки простого полиэфира, также могут включать звенья, распределенные статистическим образом. Эти полимеры могут быть получены одновременной реакцией простого полиэфира и предшественников полиамидных блоков. Например, может быть проведена реакция простого полиэфирдиола, предшественников полиамида и дикислоты в качестве агента обрыва цепи. При этом получают полимер, который большей частью состоит из блоков простого полиэфира и блоков полиамида весьма различной длины, а также содержит различные реагенты, которые реагировали случайным образом и которые статистически распределены по цепи полимера. Также может быть проведена реакция простого полиэфирдиамина, предшественников полиамида и дикислоты в качестве агента обрыва цепи. При этом получают полимер, который большей частью состоит из блоков простого полиэфира и блоков полиамида весьма различной длины, а также содержит различные реагенты, которые реагировали случайным образом и которые статистически распределены по цепи полимера. Количество блоков простого полиэфира в таких сополимерах, включающих полиамидные блоки и блоки простого полиэфира, преимущественно составляет от 10 до 70 мас.% и предпочтительно от 35 до 60 мас.% от массы сополимера. Блоки простого полиэфирдиола могут быть использованы как таковые, или они могут быть подвергнуты сополиконденсации с блоками полиамида, имеющими концевые карбоксильные группы, или они могут быть подвергнуты аминированию с целью превращения в полиэфирдиамины и конденсированы с блоками полиамида, имеющими концевые карбоксильные группы. Они также могут быть смешаны с полиамидными предшественниками и дикислотой, выступающей в качестве агента обрыва цепи, с целью получения полимеров, включающих полиамидные блоки и блоки простого полиэфира со статистическим распределением звеньев. Среднечисленная молекулярная масса Mn полиамидных блоков обычно составляет от 300 до 15000,за исключением полиамидных блоков второго типа. Масса Mn блоков простого полиэфира обычно составляет от 100 до 6000. Полиуретаны, при их наличии, обычно состоят из мягких блоков простого полиэфира, которые обычно представляют собой остатки полиэфирдиолов, и жестких блоков (полиуретаны), которые могут быть получены реакцией по меньшей мере одного диизоцианата с по меньшей мере одним коротким диолом. Короткий диол, удлиняющий цепь, может быть выбран из гликолей, указанных выше при описании смешанных полимеров с простыми и сложными эфирными группами. Блоки полиуретана и блоки простого полиэфира соединены связями, получаемыми реакцией функциональных изоцианатных групп с функциональными ОН-группами полиэфирдиола. Термопластичные полиуретаны может поставлять, например, компания Elastogran GmbH под торговой маркой Elastollan или Dow Chemical Company под торговой маркойPellethane. Фторполимеры, пригодные для использования в соответствии с настоящим изобретением в качестве технологической добавки, представляют собой, например, полимеры винилиденфторида (H2C=CF2) и/или сополимеры винилиденфторида и гексафторпропилена (F2C=CF-CF3). Несмотря на то, что сополимеры винилиденфторида и гексафторпропилена не имеют эластомерных свойств, обычно их называют"фторэластомерами". Содержание сомономерного гексафторпропилена во фторэластомере обычно находится в диапазоне от 30 до 40 мас.%. Фторполимеры, пригодные для применения в качестве технологических добавок для реализации настоящего изобретения, представляют собой, например, эластомеры,поставляемые под торговыми марками Dynamar, Viton и Kynar компаниями Dyneon, DuPont-DowElastomers и Arkema. Полиэтилены, приготовленные при помощи катализаторов Циглера-Натта или приготовленные при помощи металлоценовых катализаторов или при помощи каталитических систем на основе поздних переходных металлов, обычно применяют в центробежном формовании. Предпочтительно используют линейный полиэтилен низкой плотности, как описано, например, в публикации "Some new results on rotationalmoulding of metallocene polyethylenes", D. Annechini, E. Takacs, J. Vlachopoulos, ANTEC, vol. 1, 2001. В соответствии с настоящим изобретением предпочтительным полиэтиленом является гомо- или сополимер этилена, получаемый при помощи катализатора, включающего металлоцен на носителе из оксида кремния/оксида алюминия. Более предпочтительно металлоценовый компонент представляет собой дихлорид этилен-бис-тетрагидроинденилциркония, или дихлорид бис-(н-бутилциклопентадиенил) циркония, или дихлорид диметилсилилен-бис-(2-метил-4-фенилинденил)циркония. Наиболее предпочтительным металлоценовым компонентом является дихлорид этилен-бис-тетрагидроинденилциркония. В настоящем описании термин "сополимер" относится к продукту полимеризации одного мономера и одного или более сомономеров. Индекс расплава полиэтиленовой смолы, предпочтительно используемой в настоящем изобретении,обычно находится в диапазоне от 0,1 до 25 дг/мин, предпочтительно в диапазоне от 0,2 до 15 дг/мин и наиболее предпочтительно в диапазоне от 0,5 до 10 дг/мин. Индекс текучести расплава ИР 2 измеряют в соответствии с методикой стандартного испытания ASTM D 1283 при температуре 190 С и нагрузке 2,16 кг. Плотность гомо- и сополимеров этилена, которые могут быть использованы в соответствии с настоящим изобретением, предпочтительно составляет от 0,910 до 0,975 г/мл и более предпочтительно находится в диапазоне от 0,915 до 0,955 г/мл. Плотность измеряют в соответствии с методикой стандартного испытания ASTM D 1505 при 23 С. Полиэтилен согласно настоящему изобретению может также иметь би- или мультимодальное молекулярно-массовое распределение, т.е. он может представлять собой смесь двух или более полиолефинов с различным молекулярно-массовым распределением, которые могут быть смешаны друг с другом либо физическим способом, либо химическом способом, то есть приготовлены последовательно в двух или более реакторах. Полидисперсность D полиэтилена, используемого согласно настоящему изобретению, находится в диапазоне от 2 до 20, предпочтительно от 2 до 8, более предпочтительно меньше или равна 5 и наиболее предпочтительно меньше или равна 4; при этом последние из указанных значений обычно имеют полиэтиленовые смолы, предпочтительно полученные с использованием металлоценового катализатора. Показатель полидисперсности D определяют как отношение, Mw/Mn, среднемассовой молекулярной массыMw к среднечисленной молекулярной массе Mn. Полиолефины, предлагаемые согласно настоящему изобретению, также могут включать и другие добавки, например антиоксиданты, поглотители кислот, антистатические добавки, наполнители, противоскользящие добавки или антиадгезивы. Функционализированные полиолефины, если они присутствуют, представляют собой полиолефины, привитые веществом, которое обеспечивает полярность и/или реакционную способность, и, таким образом, их тип зависит от природы соседствующих с ними слоев. Предпочтительно согласно настоящему изобретению полиолефины прививают ангидридом и предпочтительно полиолефин представляет собой полиэтилен или полипропилен, более предпочтительно полиэтилен. В альтернативном случае функционализированный полиолефин представляет собой иономер. Привитой полиэтилен обладает прекрасными адгезионными свойствами, в то время как иономеры обладают улучшенными механическими свойствами. В более предпочтительном варианте реализации согласно настоящему изобретению функционализированный полиолефин представляет собой смесь иономера и привитого полиэтилена. К внешнему слою изделий, полученных способом центробежного формования, можно легко приклеивать дополнительные детали, если указанный слой изготовлен из полимера, содержащего сложные и простые эфирные группы. Многослойные предметы могут быть изготовлены либо ручным введением материала во время цикла формования, либо использованием промежуточного чана (drop-box) или однократной системы. Ручное добавление включает извлечение формы из печи, удаление продувочного патрубка или пробки, которой заткнуто отверстие в детали, и добавление дополнительного количества материала при помощи воронки или зонда. Эта операция должна быть повторена для нанесения каждого дополнительного слоя. Промежуточный чан обычно содержит материал для одного слоя и обычно представляет собой изолированный контейнер, который содержит материал до его выгрузки в соответствующий момент цикла. Сигнал для выгрузки материала обычно передается в виде импульса давления по воздуховоду, находящемуся в рычаге механизма. Для предотвращения расплавления материала внутри чана изоляцию чана-4 012132 следует поддерживать в холодном состоянии. При осуществлении любого из способов имеются некоторые критические факторы, например температура, при которой добавляют последующий слой: она критична для определения толщины стенки предыдущего сформованного покрытия и силы сцепления слоев друг с другом; время, прошедшее после добавления предыдущего слоя материала: если форма долгое время находится в покое, материал, который уже прилип к стенке, может просесть или оплыть; температуры кристаллизации различных слоев: они не должны сильно различаться. Эти проблемы можно уменьшить, снизив индекс расплава первого слоя, и/или снизив температуру ввода следующего слоя, и/или слегка охладив форму перед вводом следующего слоя. Список чертежей На фиг. 1 представлен микроскопический анализ области между слоями в изделии, полученном способом центробежного формования, в котором внутренний слой приготовлен из компаундированного полиэтилена, а внешний слой приготовлен из чистого Pebax. На фиг. 2 показано устройство, применяемое для измерения ударной вязкости образцов. На фиг. 3 представлена зависимость ударной вязкости, выраженной в ньютонах, от времени, выраженного в мс; энергия на пике обозначена буквой Р. На графике также показана зависимость деформации изделия от времени. Примеры Несколько изделий были изготовлены центробежным формованием в следующей последовательности. Смола для внутреннего слоя представляла собой смесь, приготовленную компаундированием 97 мас.% смолы полиэтилена, полученного с помощью металлоценовой каталитической системы на основе дихлорида этилен-бис-тетрагидроинденилциркония и имеющего индекс расплава ИР 2 4 дг/мин и плотность 0,940 г/см 3, и 3 мас.% привитого полиэтилена. Испытательное формование проводили на станке центробежного формования Rotospeed. Он представляет собой станок карусельного типа со смещенной консолью, консолью с горелкой на сжиженном нефтяном газе производительностью 523 кВт/ч, охлаждением при помощи воздушного вентилятора и максимальным диаметром пластин, равным 1,5 м. Для изготовления испытуемых отливок применяли алюминиевую коробчатую форму. Для лучшего извлечения изделий из формы она имела угол конусности; двухслойные изделия изготавливали с использованием промежуточного чана. Промежуточный чан наполняли материалом, из которого изготавливали первый слой, а затем присоединяли к крышке формы. Материал удерживали в промежуточном чане до достижения требуемой температуры при помощи пневмоцилиндра и после достижения требуемой температуры пневмоцилиндр активировали и материал подавали в форму. Эту операцию повторяли для каждого слоя в условиях, описанных ниже. Двухслойные структуры изготавливали с использованием двухстадийного способа: в 10-литровую форму добавляли 600 г порошкообразного Pebax; форму помещали в печь, предварительно нагретую до температуры 300 С; как только внутренняя температура формы достигала 180 С, ее извлекали из печи; форму открывали и через отверстие добавляли 600 г полиэтиленовой смеси; форму вновь помещали в предварительно нагретую печь; как только внутренняя температура формы достигала 220 С, ее извлекали из печи; форму охлаждали на воздухе при комнатной температуре в течение 30 мин; сформованное центробежным формованием изделие извлекали из формы при температуре 70 С. Как показано на фиг. 1, двухслойное изделие, изготовленное центробежным формованием, характеризуется прекрасной адгезией между двумя слоями. Ударную вязкость измеряли при температуре -20 С при помощи стандартного испытания ISO 66023. Устройство, используемое для испытаний, изображено на фиг. 2; масса М составляла 26,024 кг, скорость v составляла 4,43 м/с, и энергия удара составляла 255 Дж. Результаты представлены на фиг. 3. Как видно из фиг. 3 по наличию протяженного участка, находящегося за пиком энергии, обозначенным на кривой фиг. 3 буквой Р, после прохождения пиковой энергии изделие не разрушается. Это говорит о высокой пластичности изделия. Все двухслойные изделия, изготовленные в соответствии с настоящим изобретением центробежным формованием, отличались полностью пластическим поведением. Показатель пластичности (дуктильности), измеряемый как отношение энергии распространения деформации к полной энергии Eprop/Etot, составил 50%, где полная энергия Etot=Epeak+Eprop представляла собой сумму энергии на пике Epeak и энергии распространения Eprop. Это значение намного превышает показатель пластичности изделий, изготовленных из чистого полиэтилена вышеуказанным способом, измеренный тем же стандартным способом, который составляет от 40 до 42%. Показатель пластичности чистого полиэтилена является показателем его вязкохрупких свойств. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Двухслойное изделие, изготовленное способом центробежного формования, которое включает:-5 012132 а) внутренний слой, изготовленный из композиции, включающей от 70 до 99,5 мас.% полиэтилена,полученного с использованием металлоценового катализатора, и от 30 до 0,5 мас.% функционализированного полиэтилена; и б) внешний слой, включающий основной компонент, выбранный из полимера, содержащего сложные и простые эфирные группы, насыщенного сложного полиэфира, поликарбоната или сополимера этилена и винилацетата (СЭВА), и, возможно, второстепенный компонент; при этом сцепление между двумя слоями обеспечивается составом внутреннего слоя. 2. Двухслойное изделие по п.1, в котором функционализированный полиолефин представляет собой привитой полиэтилен, иономер или смесь указанных веществ. 3. Двухслойное изделие по п.1 или 2, в котором компонентом металлоценового катализатора является бис-(тетрагидроинденильный) или бис-(н-бутилциклопентадиенильный) компонент. 4. Двухслойное изделие по любому из предшествующих пунктов, в котором внешний слой включает второстепенный компонент, выбранный из группы, состоящей из блок-сополимера простого полиэфира и полиамида, термопластичного полиуретана и фторполимера. 5. Способ получения двухслойного изделия, изготовленного при помощи центробежного формования, по любому из пп.1-4, включающий последовательную однократную загрузку материала, необходимого для каждого слоя, при этом внутренний слой, изготовленный из полиэтиленовой композиции, обеспечивает сцепление между внутренним и внешним слоями. 6. Барабан, полученный из изделия, изготовленного при помощи центробежного формования, по любому из пп.1-4. 7. Амортизатор, полученный из изделия, изготовленного при помощи центробежного формования,по любому из пп.1-4.
МПК / Метки
МПК: B60R 19/18, B32B 27/36, F16C 13/00, B32B 27/32, B29C 41/04, B29C 41/22
Метки: формования, центробежного, применение, двухслойного
Код ссылки
<a href="https://eas.patents.su/8-12132-primenenie-dvuhslojjnogo-centrobezhnogo-formovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Применение двухслойного центробежного формования</a>
Применение мультимодальной полиэтиленовой композиции для литьевого формования, изделие из нее и способ его получения
Номер патента: 8508
Опубликовано: 29.06.2007
Авторы: Вальтер Филипп, Фелл Ханс Йёрг
МПК: C08L 23/00, C08F 297/08
Метки: нее, применение, полиэтиленовой, литьевого, формования, мультимодальной, композиции, получения, изделие, способ
Формула / Реферат:
1. Применение мультимодальной полиэтиленовой композиции, имеющей молекулярно-массовое распределение (ММР) от 2 до 10 и включающей в качестве сомономеров этилена по меньшей мере два С4-12 альфа-олефина, в качестве материала в литьевом формовании. 2. Применение по п.1, при котором указанные по меньшей мере два альфа-олефина выбраны из 1-бутена, 1-гексена, 4-метил-1-пентена, 1-октена и 1-децена. 3. Применение по п.2, при котором указанные по...
Корпус центробежного насоса
Номер патента: 8617
Опубликовано: 29.06.2007
Автор: Уокер Крейг И.
МПК: F03B 1/04, F01D 9/00, F01D 1/02...
Метки: насоса, центробежного, корпус
Формула / Реферат:
1. Корпус центробежного насоса, содержащий спиральную часть, имеющую выпускное отверстие, сформированное в ней, и имеющую водорез, расположенный рядом с выпускным отверстием; сторону всасывания; и сторону выталкивания, в котором по меньшей мере одна из сторон всасывания или стороны выталкивания дополнительно выполнена как отделяемая боковая облицовка, имеющая некруглую кромку внешнего контура с формой, обеспечивающей возможность прикрепления к...
Рабочее колесо насоса центробежного или полуаксиального типа
Номер патента: 686
Опубликовано: 28.02.2000
Автор: Арбеус Ульф
МПК: F04D 29/22
Метки: насоса, рабочее, типа, центробежного, колесо, полуаксиального
Формула / Реферат:
1. Рабочее колесо насоса центробежного или полуаксиального типа, предназначенное для применения в насосе, используемом для перекачки сточных вод, и содержащее ступицу (4) и одну или несколько прикрепленных к ней лопастей (5), причем рабочее колесо выполнено с возможностью вращения в корпусе (1) насоса преимущественно спиралевидной формы, имеющем цилиндрический вход (2), отличающееся тем, что лопасть или лопасти (5) выполнены со скошенными назад...
Насос центробежного или полуосевого типа
Номер патента: 1252
Опубликовано: 25.12.2000
Автор: Арбеус Ульф
МПК: F04D 7/04
Метки: центробежного, полуосевого, типа, насос
Формула / Реферат:
1. Насос центробежного или полуосевого типа для откачивания сточной воды, содержащий корпус (1) насоса с цилиндрическим входом (2), лопастное колесо (3) с цилиндрической ступицей (4) и, по меньшей мере, одной лопастью с рабочей кромкой (6), изогнутой назад, отличающийся тем, что рабочая кромка (6) лопасти (5) расположена в плоскости по существу перпендикулярной валу рабочего колеса, а в стенке корпуса (1) насоса на поверхности (7),...
Способ формования и намотки полиэфирных мононитей с применением прядильных добавок, полученные способом формования полиэфирные мононити, текстурирование полиэфирных мононитей в процессе вытягивания иполученные текстурированием в процессе вытягивания объемные полиэфирные мононити
Номер патента: 3882
Опубликовано: 30.10.2003
Авторы: Вандель Дитмар, Дуллинг Ахим, Мирвальдт Ульрих, Кляйн Александер
МПК: D01F 6/92
Метки: применением, объемные, полиэфирные, текстурирование, текстурированием, мононитей, намотки, прядильных, формования, иполученные, вытягивания, процессе, мононити, способ, добавок, полиэфирных, полученные, способом
Формула / Реферат:
1. Способ изготовления и намотки предварительно ориентированных полиэфирных мононитей, состоящих, по меньшей мере, на 90 мас.% от общей массы полиэфирной мононити из полибутилентерефталата (ПБТ) и/или политриметилентерефталата (ПТМТ), предпочтительно из ПТМТ, отличающийся тем, что а) полное вытягивание в процессе формования устанавливают в диапазоне 70-500; б) мононити непосредственно после выхода из фильеры проходят зону задержки охлаждения...
Следующий патент: Штекер с фиксирующей пружиной для заземляющего контакта
Случайный патент: Курительное изделие с ограничителем потока