Способ автоматизированной разборки приспособления для отверждения и установка для его осуществления
Номер патента: 11264
Опубликовано: 27.02.2009
Авторы: Сантос-Гомес Хосе-Мануэль, Лопес-Карраско Пикадо Хорхе
Формула / Реферат
1. Установка для автоматизированного извлечения формовочных вкладышей (7), находящихся в приспособлении (12) для отверждения, в котором прошло отверждение изделия для авиастроения, с перемещением формовочных вкладышей (7) и складыванием их для хранения, включающая
программируемый робот (1), содержащий по меньшей мере один шарнирный манипулятор (1a) с одним свободным концом, первый привод (13) для поворота шарнирного манипулятора (1a) по горизонтали, второй привод (14) для поворота шарнирного манипулятора (1a) по вертикали и головку (2), расположенную на свободном конце шарнирного манипулятора (1a) и снабженную по меньшей мере одной присоской (11), которая при создании в ней вакуума способна прилипать к поверхности (16, 17) по меньшей мере одного перемещаемого объекта, выбираемого из числа формовочных вкладышей (7) и резиновых промежуточных элементов (6);
вакуумирующую систему (15), предназначенную для создания вакуума, по меньшей мере, при нахождении присоски (11) на поверхности (16, 17) перемещаемого объекта (6, 7);
по меньшей мере один контейнер (4) для формовочных вкладышей (7);
по меньшей мере один контейнер (5) для резиновых промежуточных элементов (6);
базирующие средства (3) для базирования каждого объекта (6, 7) по вертикали и горизонтали в начальном положении, в котором находится объект, и в конечном положении, в которое объект (6, 7) необходимо переместить, причем начальное и конечное положения заданы при нахождении приспособления (12) для отверждения с формовочными вкладышами (7) и изделием для авиастроения, контейнеров (4, 5) и робота (1) в фиксированном положении;
программируемые управляющие средства для прикладывания присоски (11) к поверхности (16, 17) объекта (6, 7), когда объект находится в начальном положении, создания вакуума в присоске (11), когда она расположена на поверхности (16, 17) объекта, находящегося в начальном положении, перемещения объекта в конечное положение и прекращения создания вакуума после перемещения объекта (6, 7) и укладки его в конечном положении.
2. Установка по п.1, отличающаяся тем, что программируемые управляющие средства (18) позволяют управлять головкой (2) таким образом, чтобы при штабелировании в контейнере (4) формовочных вкладышей (7) прокладывать между уровнями формовочных вкладышей (7) уровень резиновых промежуточных элементов (6).
3. Установка по п.1 или 2, отличающаяся тем, что базирующие средства (3) выбираются из числа базирующих упоров, направляющих, нарисованных на полу меток и подобных средств.
4. Установка по любому из предыдущих пунктов, отличающаяся тем, что управляющие средства (18) включают в себя первые сенсорные средства (19) для определения заполнения контейнера (4) для формовочных вкладышей с обеспечением выдачи приводам (13, 14) сигнала "стоп" при выдаче первыми сенсорными средствами (19) сигнала "контейнер полон".
5. Установка по любому из предыдущих пунктов, отличающаяся тем, что управляющие средства (18) включают в себя вторые сенсорные средства (21) для определения опорожнения контейнера (5) для резиновых промежуточных элементов и процессорные средства (22) для остановки приводов с возможностью выдачи приводам (13, 14) сигнала "стоп" при выдаче вторыми сенсорными средствами (21) сигнала "контейнер пуст".
6. Установка по любому из предыдущих пунктов, отличающаяся тем, что робот (1) представляет собой робот, работающий в сферической системе координат, с шарнирным манипулятором, имеющим шесть степеней подвижности.
7. Способ автоматизированного извлечения формовочных вкладышей (7), находящихся в приспособлении (12) для отверждения, в котором прошло отверждение изделия для авиастроения, с перемещением формовочных вкладышей (7) и складыванием их для хранения, осуществляемый с помощью установки по любому из предыдущих пунктов и заключающийся в том, что после выхода изделия для авиастроения из автоклава и снятия вакуумного мешка контейнер (4) для формовочных вкладышей (7), контейнер (5) для резиновых промежуточных элементов (6), робот (1), а также изделие для авиастроения с формовочными вкладышами (7), расположенные в приспособлении (12) для отверждения, устанавливают в фиксированное положение, заданное базирующими средствами (3), с последующим автоматическим выполнением следующих операций, обеспечиваемых программированием управляющих средств (18):
к формовочному вкладышу (7) прикладывают головку робота, снабженную по меньшей мере одной вакуумной присоской,
фиксируют формовочный вкладыш (7) созданием вакуума в вакуумной присоске и извлекают его по вертикали,
посредством робота, запрограммированного соответствующим образом, перемещают формовочные вкладыши, удерживая их вакуумом, из начального положения в приспособлении для отверждения в конечное положение в контейнере для хранения формовочных вкладышей, пока в контейнере не будет уложен первый уровень формовочных вкладышей, после чего робот перемещается к контейнеру для резиновых промежуточных элементов, захватывает один из этих элементов и кладет его на полностью уложенный слой формовочных вкладышей,
повторяют указанные выше операции вплоть до извлечения всех формовочных вкладышей.

Текст
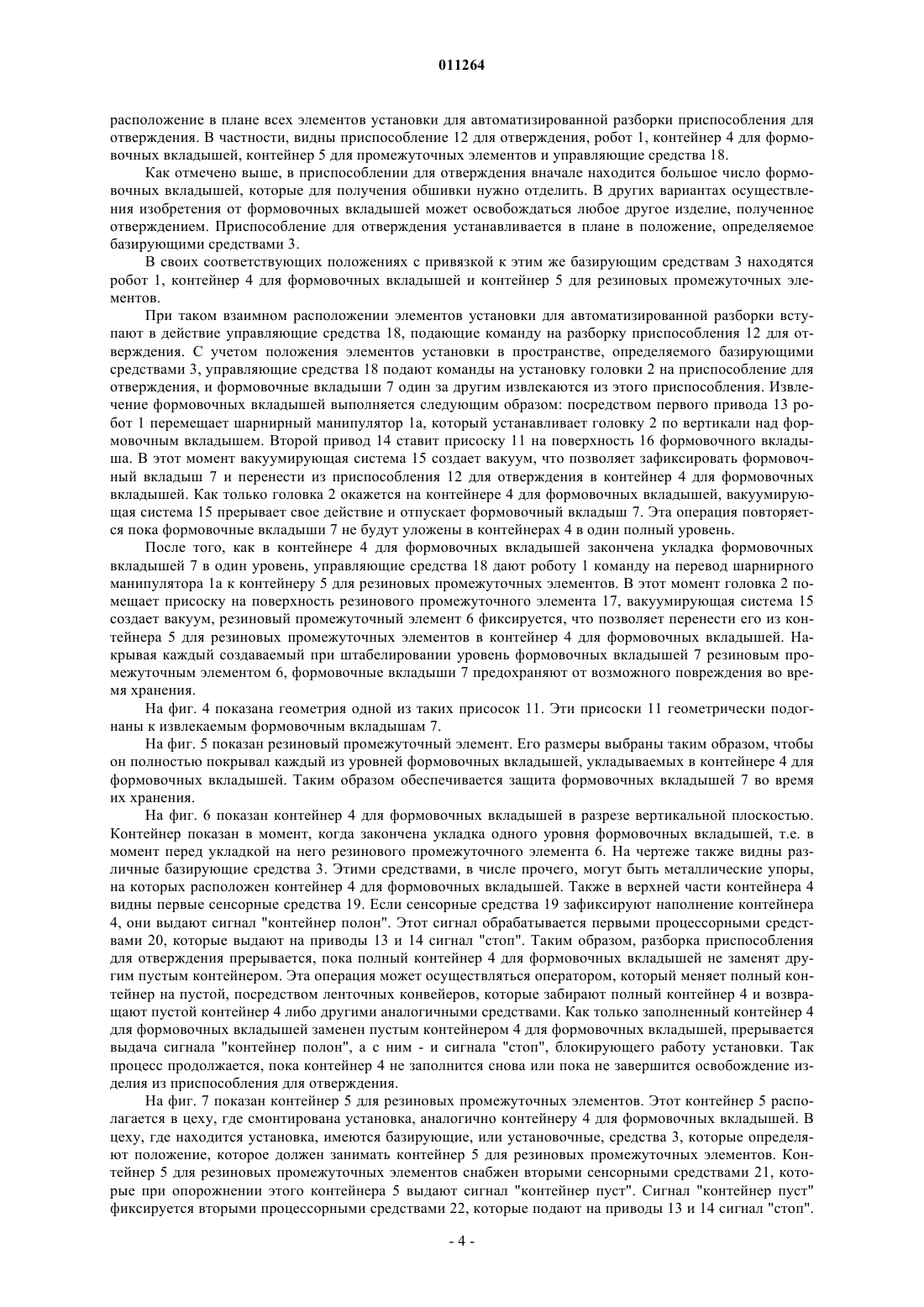
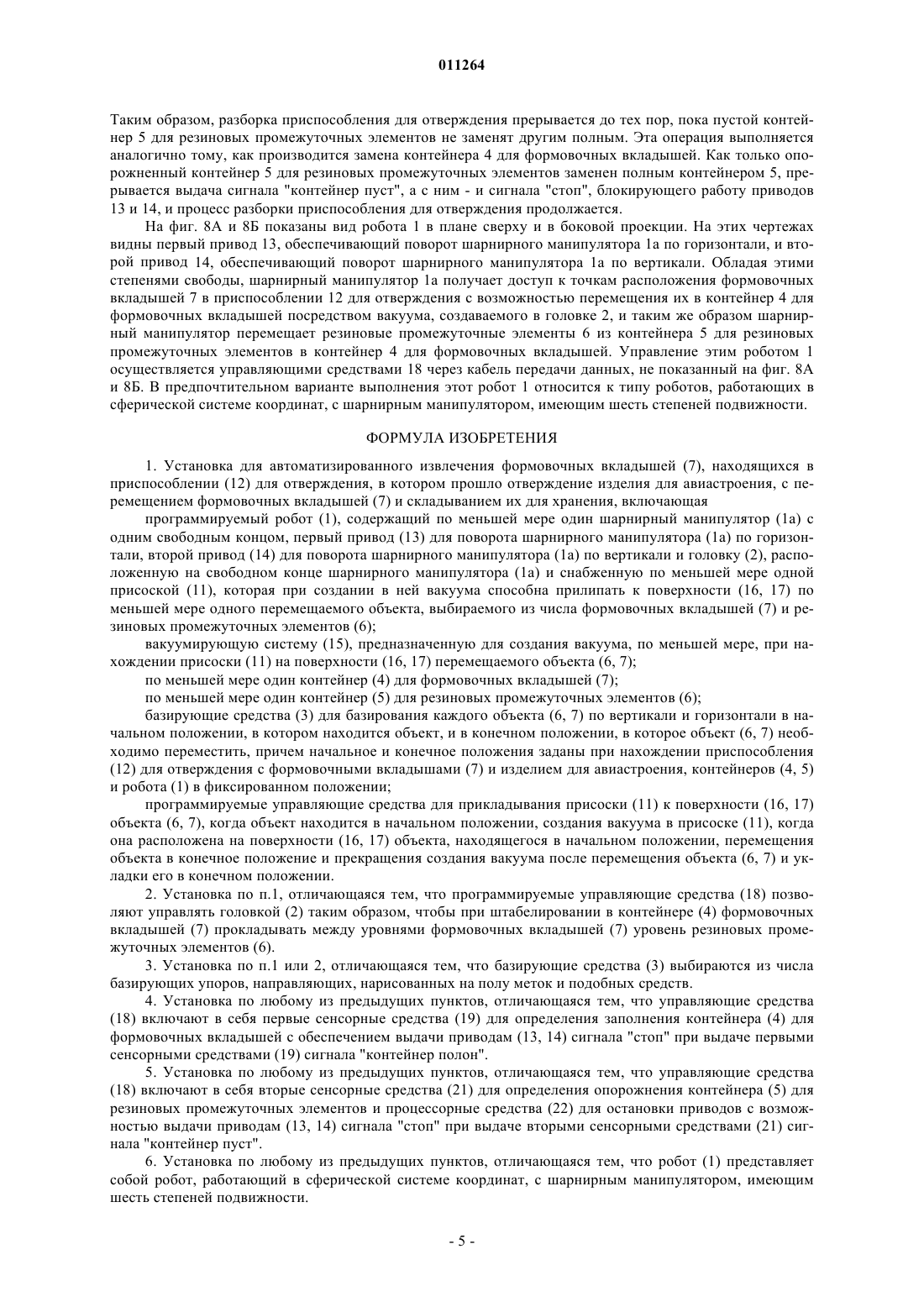
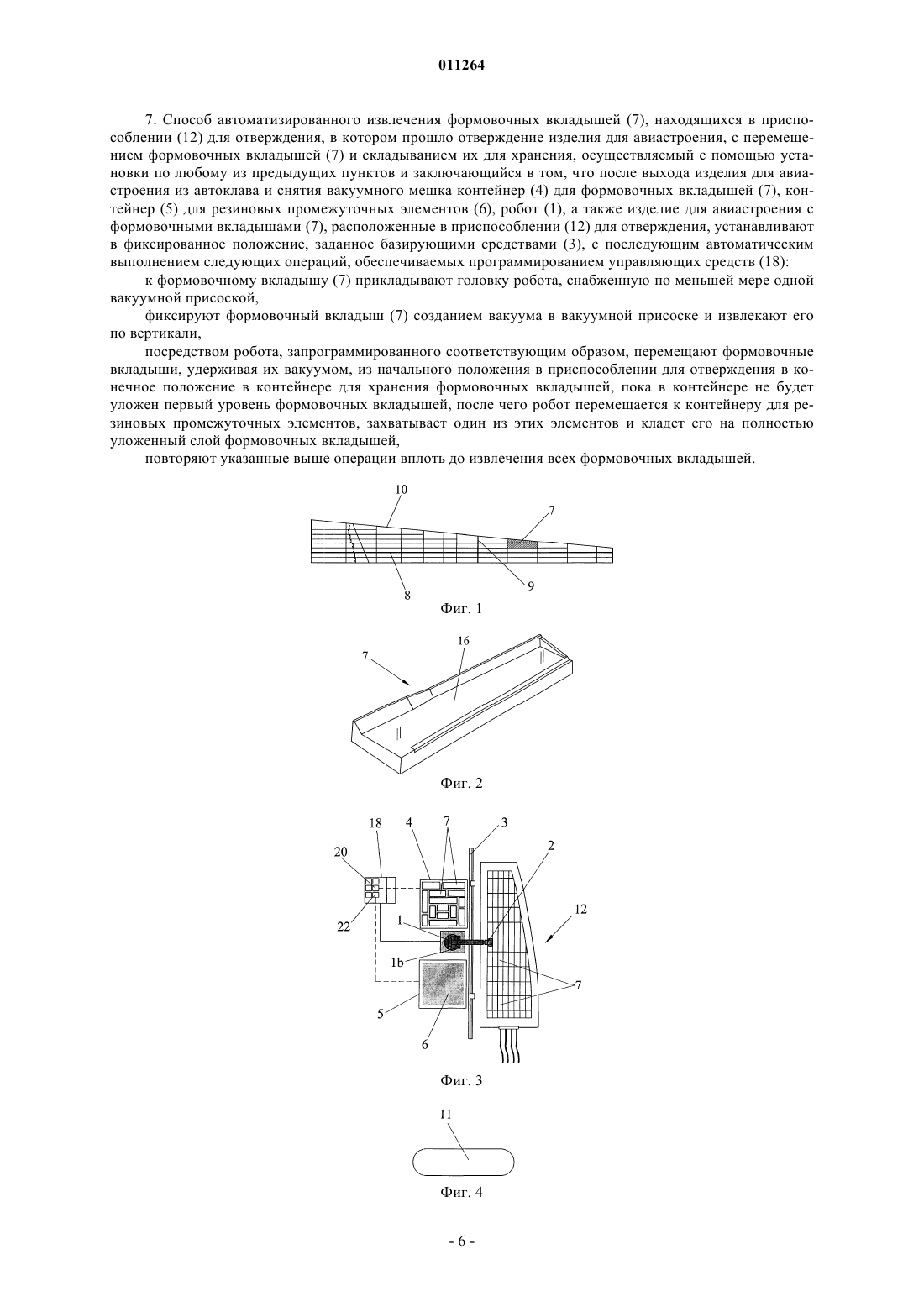
011264 Область техники, к которой относится изобретение Настоящее изобретение относится к установке и способу извлечения формовочных вкладышей, используемых в авиастроении при изготовлении деталей и узлов конструкций, с последующим перемещением и складыванием этих формовочных вкладышей для хранения. В частности, настоящее изобретение относится к извлечению, перемещению и складыванию для хранения формовочных вкладышей, используемых при изготовлении изделий для авиастроения (элементов авиационных конструкций), выполняемому автоматически, без участия рабочих в процессе извлечения таких формовочных вкладышей. Уровень техники Стабилизатор - это конструктивный узел, расположенный в хвосте летательного аппарата и обеспечивающий в полете его устойчивость по тангажу. Этот узел состоит, в свою очередь, из деталей меньшего размера, в частности, по меньшей мере четырех листов обшивки, по меньшей мере четырех лонжеронов и различных нервюр, придающих конструкции жесткость. Обшивка стабилизатора может быть выполнена из алюминия или композиционного материала, армированного углеродными волокнами. Один из способов изготовления обшивки из углеродных волокон включает, помимо прочего, следующие операции: сначала заготовку обшивки выкладывают лентой на формовочный инструмент (пресс-форму), обычно изготавливаемый из сплава "инвар", при этом выкладка заключается в укладке пропитанных смолой углеродных волокон на формовочный инструмент несколькими слоями с ориентацией в разных направлениях для придания конструкции требуемых свойств. После выкладки обшивки ей нужно придать жесткость, для чего используется набор горизонтальных и вертикальных подкрепляющих элементов. Чтобы обеспечить размещение подкрепляющих элементов в обшивке в нужных направлениях, используют располагающиеся по заданной схеме формовочные вкладыши, или модули, различной геометрии, между которыми вставляют горизонтальные и вертикальные подкрепляющие элементы. Вкладыши сначала помещаются в поворотную раму, между ними вставляются подкрепляющие элементы и после сборки всех элементов в заданном положении рама поворачивается и вся сборка - подкрепляющие элементы и вкладыши - размещается на обшивке в нужном положении. На эту сборку надевают вакуумный мешок, в котором создается вакуум, что исключает наличие пор в готовом изделии. Затем всю сборку (формовочный инструмент в сборе с обшивкой, подкрепляющими элементами, формовочными вкладышами и вакуумным мешком) помещают в печь, называемую автоклавом, где изделию придаются требуемые характеристики. После отверждения изделия с обшивки необходимо снять вакуумный мешок и извлечь формовочные вкладыши. Вакуумный мешок снимают вручную. Разборка приспособления для отверждения или извлечение из него расположенных на обшивке формовочных вкладышей до сих пор также выполнялась вручную. На приспособление для отверждения взбираются два оператора, при этом каждый формовочный вкладыш на каждом конце имеет резьбовые отверстия, в которые оператор ввинчивает стержни и, прикладывая усилие перпендикулярно вкладышу,отделяет его от обшивки. Каждый формовочный вкладыш помещается в контейнер. В этот контейнер формовочные вкладыши складывают, штабелируя их по вертикали и разделяя уровни формовочных вкладышей резиновым промежуточным элементом, хранящимся в другом контейнере, чтобы исключить возможность повреждения формовочных вкладышей. Эту операцию повторяют до тех пор, пока не будут извлечены все формовочные вкладыши. Если контейнер заполнился, его заменяют пустым. В публикации EP 0416957 описана установка для извлечения формованного изделия из формы с помощью робота и вакуумирующей системы. В публикации US 2004/240972 описано автоматическое устройство для перемещения и установки в заданное положение листового стекла с помощью программируемого робота, вакуумирующая система для удержания стеклянного листа и средства позиционирования на основе системы определения целевого положения. В публикации WO 2004/0352286 описано автоматическое устройство для извлечения формованного изделия из формы и последующего перемещения этого изделия с помощью вакуумирующей системы. Ни в одном из вышеупомянутых решений не удалось создать автоматизированную систему, которая обеспечивала бы извлечение формовочных вкладышей, их перемещение и безопасное и аккуратное складывание для хранения без участия оператора. Поэтому существует потребность в системе, которая позволяла бы в автоматическом режиме разбирать приспособление для отверждения с перемещением и складыванием формовочных вкладышей для хранения, что позволило бы сократить производственные расходы, затраты времени и трудозатраты. Краткое раскрытие сущности изобретения В основу настоящего изобретения положена задача преодоления рассмотренных выше недостатков уровня техники путем создания установки для автоматизированной разборки приспособления для отверждения. Цель настоящего изобретения состоит в снижении затрат времени и трудозатрат на извлечение из приспособления для отверждения изделий для авиастроения, в частности элементов авиационной конструкции, в том числе элементов обшивки. Технологический процесс, который в настоящее время выполняется вручную, связан с высокими затратами.-1 011264 Предлагаемая в изобретении установка (система) для автоматизированного извлечения формовочных вкладышей, находящихся в приспособлении для отверждения, в котором прошло отверждение изделия для авиастроения, включает в себя, во-первых, программируемый робот, который, в свою очередь,содержит по меньшей мере один шарнирный манипулятор с одним свободным концом, первый привод для поворота шарнирного манипулятора по горизонтали, второй привод для поворота шарнирного манипулятора по вертикали и головку, расположенную на свободном конце шарнирного манипулятора и снабженную по меньшей мере одной присоской, которая при создании в ней вакуума способна прилипать к поверхности по меньшей мере одного перемещаемого объекта, выбираемого из числа формовочных вкладышей и резиновых промежуточных элементов. Кроме того, предлагаемая в изобретении установка включает также вакуумирующую систему, предназначенную для создания вакуума по меньшей мере при нахождении присоски на поверхности перемещаемого объекта. Отличие этой установки для автоматизированного извлечения формовочных вкладышей состоит в том, что она также содержит базирующие средства для базирования каждого объекта по вертикали и горизонтали в начальном положении, в котором находится объект, и в конечном положении, в которое объект необходимо переместить, а также программируемые управляющие средства, выполненные с возможностью управления приводами таким образом, чтобы шарнирный манипулятор мог поместить присоску на поверхность объекта, когда объект находится в начальном положении, и переместить объект в конечное положение, и с возможностью подачи вакуумирующей системе команд на создание вакуума в присоске, когда она расположена на поверхности объекта, находящегося в начальном положении, и на прекращение создания вакуума после того, как объект перемещен в конечное положение. Для хранения формовочных вкладышей предлагаемая в изобретении установка содержит по меньшей мере один контейнер для формовочных вкладышей. Точно так же предлагаемая в изобретении установка содержит по меньшей мере один контейнер для резиновых промежуточных элементов. При функционировании предлагаемой в изобретении установки формовочные вкладыши извлекаются из приспособления для отверждения и перемещаются в свой контейнер. Аналогичным образом, при работе предлагаемой в изобретении установки резиновые промежуточные элементы сложены в своем контейнере с возможностью их перемещения в контейнер для формовочных вкладышей. При работе установки управляющие средства управляют процессом таким образом, чтобы после того, как в контейнер для формовочных вкладышей уложен один уровень таких формовочных вкладышей,головка манипулятора укладывала уровень резиновых промежуточных элементов. Таким образом, при штабелировании промежуточных элементов между любыми двумя уровнями формовочных вкладышей прокладывается уровень резиновых промежуточных элементов для предохранения формовочных вкладышей от возможных повреждений. Предусмотрены базирующие средства, которые выбираются из числа базирующих упоров, направляющих, нарисованных на полу меток и подобных средств, которые позволяют размещать приспособление для отверждения, контейнер для формовочных вкладышей и контейнер для резиновых промежуточных элементов в фиксированных положениях. Установка включает также управляющие средства, в состав которых входят первые сенсорные средства и первые процессорные средства. Первые сенсорные средства выдают сигнал "контейнер полон" при определении ими заполнения контейнера для формовочных вкладышей. Как только первые процессорные средства зафиксируют этот сигнал "контейнер полон", они передают приводам сигнал"стоп". Этот сигнал "стоп" прерывается при прекращении выдачи первыми сенсорными средствами сигнала "контейнер полон". В состав управляющих средств также входят вторые сенсорные средства и вторые процессорные средства. Вторые сенсорные средства выдают сигнал "контейнер полон" при определении ими заполнения контейнера для резиновых промежуточных элементов. Как только вторые процессорные средства зафиксируют этот сигнал "контейнер полон", они передают приводам сигнал "стоп". Этот сигнал "стоп" прерывается при прекращении выдачи вторыми сенсорными средствами сигнала "контейнер полон". Вышеупомянутый робот может быть роботом, работающим в сферической системе координат, с шарнирным манипулятором, имеющим шесть степеней подвижности. Итак, процесс разборки приспособления для отверждения состоит из следующих операций. После того как обшивка или любое другое изделие выйдет из автоклава, его выгружают с помощью портального крана на специальную стойку. В этой зоне вручную снимают вакуумный мешок. Затем обшивку поднимают портальным краном и переносят в зону разборки, где ему придают требуемое положение с помощью предусмотренных для этого базирующих средств. В положениях, определяемых базирующими средствами, располагаются разные ящики, используемые для складывания формовочных вкладышей по одну сторону от робота и для размещения резиновых промежуточных элементов - по другую. Извлечение формовочного вкладыша из приспособления выполняется за счет создания вакуума по меньшей мере в одной присоске, расположенной на головке робота и выполненной такого размера, который подходит к извлекаемым с ее помощью изделиям.-2 011264 Будучи запрограммирован соответствующим образом, робот устанавливается в требуемое положение относительно приспособления для отверждения и начинает его разборку. Робот прикладывает к формовочному вкладышу свою головку с присосками, создает в присосках вакуум для фиксации извлекаемого формовочного вкладыша, вынимает формовочный вкладыш с занимаемого им места, перемещая его вертикально, и кладет его в ближайший контейнер; эта последовательность действий повторяется до тех пор, пока в контейнере не будет уложен первый уровень формовочных вкладышей. В этот момент робот автоматически перемещается к контейнеру с резиновыми промежуточными элементами, захватывает один из этих элементов и кладет его на полностью уложенный слой формовочных вкладышей. Эта операция повторяется, пока не будут извлечены все формовочные вкладыши или пока не будет заполнен один из контейнеров для формовочных вкладышей, в последнем случае устройство останавливается,полный контейнер заменяется пустым, и выполнение программы продолжается до тех пор, пока все формовочные вкладыши не будут извлечены и размещены во внутреннем объеме контейнеров. В случае опорожнения контейнера с резиновыми промежуточными элементами устройство останавливается аналогичным образом, пустой контейнер заменяется полным и выполнение программы возобновляется. Объектом изобретения является также способ автоматизированного извлечения формовочных вкладышей, находящихся в приспособлении для отверждения, в котором прошло отверждение изделие для авиастроения, с перемещением формовочных вкладышей и складыванием их для хранения, осуществляемый с помощью установки по любому из предыдущих пунктов. Согласно предлагаемому в изобретении способу после выхода изделия для авиастроения из автоклава и снятия вакуумного мешка контейнер для формовочных вкладышей, контейнер для резиновых промежуточных элементов, робот, а также изделие для авиастроения с формовочными вкладышами, расположенные в приспособлении для отверждения, устанавливают в фиксированное положение, заданное базирующими средствами, с последующим автоматическим выполнением следующих операций, обеспечиваемым программированием управляющих средств: к формовочному вкладышу прикладывают головку робота, снабженную по меньшей мере одной вакуумной присоской,фиксируют формовочный вкладыш созданием вакуума в вакуумной присоске и извлекают его по вертикали,посредством робота, запрограммированного соответствующим образом, перемещают формовочные вкладыши, удерживая их вакуумом, из начального положения в приспособлении для отверждения в конечное положение в контейнере для хранения формовочных вкладышей, пока в контейнере не будет уложен первый уровень формовочных вкладышей, после чего робот перемещается к контейнеру для резиновых промежуточных элементов, захватывает один из этих элементов и кладет его на полностью уложенный слой формовочных вкладышей,повторяют указанные выше операции вплоть до извлечения всех формовочных вкладышей. Краткое описание чертежей Ниже изобретение более подробно пояснено со ссылкой на прилагаемые чертежи, на которых показано на фиг. 1 - структура горизонтальных и вертикальных подкрепляющих элементов обшивки для стабилизатора летательного аппарата,на фиг. 2 - формовочный вкладыш, извлекаемый при разборке приспособления для отверждения,на фиг. 3 - схема установки для автоматизированной разборки приспособления для отверждения,на фиг. 4 - геометрия присоски,на фиг. 5 - резиновый промежуточный элемент,на фиг. 6 - вид контейнера для формовочных вкладышей в разрезе вертикальной плоскостью,на фиг. 7 - вид контейнера для резиновых промежуточных элементов в разрезе вертикальной плоскостью,на фиг. 8 А - вид робота в плане сверху, и на фиг. 8 Б - вид робота в боковой проекции. Варианты осуществления изобретения На фиг. 1 показана обшивка, прошедшая процесс отверждения. На чертеже, во-первых, видны горизонтальные 8 и вертикальные 9 подкрепляющие элементы, а во-вторых - формовочные вкладыши 7. Упомянутые подкрепляющие элементы 8 и 9 образуют решетчатую структуру, в ячейках которой располагаются формовочные вкладыши 7. Пример таких формовочных вкладышей показан на фиг. 2. После того, как обшивку подвергли отверждению и вынули из автоклава, формовочные вкладыши 7 необходимо извлечь из приспособления для отверждения. Это и есть процесс разборки приспособления для отверждения. Целью настоящего изобретения является автоматизация этого процесса. В настоящее время эта операция выполняется вручную и сопряжена с высокими затратами. Настоящее изобретение позволяет снизить затраты на выполнение этой операции за счет применения установки для автоматической разборки приспособления для отверждения. На фиг. 3 показан предпочтительный вариант выполнения установки для автоматизированной разборки приспособления для отверждения. В схематическом представлении на фигуре отражено взаимное-3 011264 расположение в плане всех элементов установки для автоматизированной разборки приспособления для отверждения. В частности, видны приспособление 12 для отверждения, робот 1, контейнер 4 для формовочных вкладышей, контейнер 5 для промежуточных элементов и управляющие средства 18. Как отмечено выше, в приспособлении для отверждения вначале находится большое число формовочных вкладышей, которые для получения обшивки нужно отделить. В других вариантах осуществления изобретения от формовочных вкладышей может освобождаться любое другое изделие, полученное отверждением. Приспособление для отверждения устанавливается в плане в положение, определяемое базирующими средствами 3. В своих соответствующих положениях с привязкой к этим же базирующим средствам 3 находятся робот 1, контейнер 4 для формовочных вкладышей и контейнер 5 для резиновых промежуточных элементов. При таком взаимном расположении элементов установки для автоматизированной разборки вступают в действие управляющие средства 18, подающие команду на разборку приспособления 12 для отверждения. С учетом положения элементов установки в пространстве, определяемого базирующими средствами 3, управляющие средства 18 подают команды на установку головки 2 на приспособление для отверждения, и формовочные вкладыши 7 один за другим извлекаются из этого приспособления. Извлечение формовочных вкладышей выполняется следующим образом: посредством первого привода 13 робот 1 перемещает шарнирный манипулятор 1a, который устанавливает головку 2 по вертикали над формовочным вкладышем. Второй привод 14 ставит присоску 11 на поверхность 16 формовочного вкладыша. В этот момент вакуумирующая система 15 создает вакуум, что позволяет зафиксировать формовочный вкладыш 7 и перенести из приспособления 12 для отверждения в контейнер 4 для формовочных вкладышей. Как только головка 2 окажется на контейнере 4 для формовочных вкладышей, вакуумирующая система 15 прерывает свое действие и отпускает формовочный вкладыш 7. Эта операция повторяется пока формовочные вкладыши 7 не будут уложены в контейнерах 4 в один полный уровень. После того, как в контейнере 4 для формовочных вкладышей закончена укладка формовочных вкладышей 7 в один уровень, управляющие средства 18 дают роботу 1 команду на перевод шарнирного манипулятора 1a к контейнеру 5 для резиновых промежуточных элементов. В этот момент головка 2 помещает присоску на поверхность резинового промежуточного элемента 17, вакуумирующая система 15 создает вакуум, резиновый промежуточный элемент 6 фиксируется, что позволяет перенести его из контейнера 5 для резиновых промежуточных элементов в контейнер 4 для формовочных вкладышей. Накрывая каждый создаваемый при штабелировании уровень формовочных вкладышей 7 резиновым промежуточным элементом 6, формовочные вкладыши 7 предохраняют от возможного повреждения во время хранения. На фиг. 4 показана геометрия одной из таких присосок 11. Эти присоски 11 геометрически подогнаны к извлекаемым формовочным вкладышам 7. На фиг. 5 показан резиновый промежуточный элемент. Его размеры выбраны таким образом, чтобы он полностью покрывал каждый из уровней формовочных вкладышей, укладываемых в контейнере 4 для формовочных вкладышей. Таким образом обеспечивается защита формовочных вкладышей 7 во время их хранения. На фиг. 6 показан контейнер 4 для формовочных вкладышей в разрезе вертикальной плоскостью. Контейнер показан в момент, когда закончена укладка одного уровня формовочных вкладышей, т.е. в момент перед укладкой на него резинового промежуточного элемента 6. На чертеже также видны различные базирующие средства 3. Этими средствами, в числе прочего, могут быть металлические упоры,на которых расположен контейнер 4 для формовочных вкладышей. Также в верхней части контейнера 4 видны первые сенсорные средства 19. Если сенсорные средства 19 зафиксируют наполнение контейнера 4, они выдают сигнал "контейнер полон". Этот сигнал обрабатывается первыми процессорными средствами 20, которые выдают на приводы 13 и 14 сигнал "стоп". Таким образом, разборка приспособления для отверждения прерывается, пока полный контейнер 4 для формовочных вкладышей не заменят другим пустым контейнером. Эта операция может осуществляться оператором, который меняет полный контейнер на пустой, посредством ленточных конвейеров, которые забирают полный контейнер 4 и возвращают пустой контейнер 4 либо другими аналогичными средствами. Как только заполненный контейнер 4 для формовочных вкладышей заменен пустым контейнером 4 для формовочных вкладышей, прерывается выдача сигнала "контейнер полон", а с ним - и сигнала "стоп", блокирующего работу установки. Так процесс продолжается, пока контейнер 4 не заполнится снова или пока не завершится освобождение изделия из приспособления для отверждения. На фиг. 7 показан контейнер 5 для резиновых промежуточных элементов. Этот контейнер 5 располагается в цеху, где смонтирована установка, аналогично контейнеру 4 для формовочных вкладышей. В цеху, где находится установка, имеются базирующие, или установочные, средства 3, которые определяют положение, которое должен занимать контейнер 5 для резиновых промежуточных элементов. Контейнер 5 для резиновых промежуточных элементов снабжен вторыми сенсорными средствами 21, которые при опорожнении этого контейнера 5 выдают сигнал "контейнер пуст". Сигнал "контейнер пуст" фиксируется вторыми процессорными средствами 22, которые подают на приводы 13 и 14 сигнал "стоп".-4 011264 Таким образом, разборка приспособления для отверждения прерывается до тех пор, пока пустой контейнер 5 для резиновых промежуточных элементов не заменят другим полным. Эта операция выполняется аналогично тому, как производится замена контейнера 4 для формовочных вкладышей. Как только опорожненный контейнер 5 для резиновых промежуточных элементов заменен полным контейнером 5, прерывается выдача сигнала "контейнер пуст", а с ним - и сигнала "стоп", блокирующего работу приводов 13 и 14, и процесс разборки приспособления для отверждения продолжается. На фиг. 8 А и 8 Б показаны вид робота 1 в плане сверху и в боковой проекции. На этих чертежах видны первый привод 13, обеспечивающий поворот шарнирного манипулятора 1a по горизонтали, и второй привод 14, обеспечивающий поворот шарнирного манипулятора 1a по вертикали. Обладая этими степенями свободы, шарнирный манипулятор 1a получает доступ к точкам расположения формовочных вкладышей 7 в приспособлении 12 для отверждения с возможностью перемещения их в контейнер 4 для формовочных вкладышей посредством вакуума, создаваемого в головке 2, и таким же образом шарнирный манипулятор перемещает резиновые промежуточные элементы 6 из контейнера 5 для резиновых промежуточных элементов в контейнер 4 для формовочных вкладышей. Управление этим роботом 1 осуществляется управляющими средствами 18 через кабель передачи данных, не показанный на фиг. 8 А и 8 Б. В предпочтительном варианте выполнения этот робот 1 относится к типу роботов, работающих в сферической системе координат, с шарнирным манипулятором, имеющим шесть степеней подвижности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Установка для автоматизированного извлечения формовочных вкладышей (7), находящихся в приспособлении (12) для отверждения, в котором прошло отверждение изделия для авиастроения, с перемещением формовочных вкладышей (7) и складыванием их для хранения, включающая программируемый робот (1), содержащий по меньшей мере один шарнирный манипулятор (1a) с одним свободным концом, первый привод (13) для поворота шарнирного манипулятора (1a) по горизонтали, второй привод (14) для поворота шарнирного манипулятора (1a) по вертикали и головку (2), расположенную на свободном конце шарнирного манипулятора (1a) и снабженную по меньшей мере одной присоской (11), которая при создании в ней вакуума способна прилипать к поверхности (16, 17) по меньшей мере одного перемещаемого объекта, выбираемого из числа формовочных вкладышей (7) и резиновых промежуточных элементов (6); вакуумирующую систему (15), предназначенную для создания вакуума, по меньшей мере, при нахождении присоски (11) на поверхности (16, 17) перемещаемого объекта (6, 7); по меньшей мере один контейнер (4) для формовочных вкладышей (7); по меньшей мере один контейнер (5) для резиновых промежуточных элементов (6); базирующие средства (3) для базирования каждого объекта (6, 7) по вертикали и горизонтали в начальном положении, в котором находится объект, и в конечном положении, в которое объект (6, 7) необходимо переместить, причем начальное и конечное положения заданы при нахождении приспособления(12) для отверждения с формовочными вкладышами (7) и изделием для авиастроения, контейнеров (4, 5) и робота (1) в фиксированном положении; программируемые управляющие средства для прикладывания присоски (11) к поверхности (16, 17) объекта (6, 7), когда объект находится в начальном положении, создания вакуума в присоске (11), когда она расположена на поверхности (16, 17) объекта, находящегося в начальном положении, перемещения объекта в конечное положение и прекращения создания вакуума после перемещения объекта (6, 7) и укладки его в конечном положении. 2. Установка по п.1, отличающаяся тем, что программируемые управляющие средства (18) позволяют управлять головкой (2) таким образом, чтобы при штабелировании в контейнере (4) формовочных вкладышей (7) прокладывать между уровнями формовочных вкладышей (7) уровень резиновых промежуточных элементов (6). 3. Установка по п.1 или 2, отличающаяся тем, что базирующие средства (3) выбираются из числа базирующих упоров, направляющих, нарисованных на полу меток и подобных средств. 4. Установка по любому из предыдущих пунктов, отличающаяся тем, что управляющие средства(18) включают в себя первые сенсорные средства (19) для определения заполнения контейнера (4) для формовочных вкладышей с обеспечением выдачи приводам (13, 14) сигнала "стоп" при выдаче первыми сенсорными средствами (19) сигнала "контейнер полон". 5. Установка по любому из предыдущих пунктов, отличающаяся тем, что управляющие средства(18) включают в себя вторые сенсорные средства (21) для определения опорожнения контейнера (5) для резиновых промежуточных элементов и процессорные средства (22) для остановки приводов с возможностью выдачи приводам (13, 14) сигнала "стоп" при выдаче вторыми сенсорными средствами (21) сигнала "контейнер пуст". 6. Установка по любому из предыдущих пунктов, отличающаяся тем, что робот (1) представляет собой робот, работающий в сферической системе координат, с шарнирным манипулятором, имеющим шесть степеней подвижности.-5 011264 7. Способ автоматизированного извлечения формовочных вкладышей (7), находящихся в приспособлении (12) для отверждения, в котором прошло отверждение изделия для авиастроения, с перемещением формовочных вкладышей (7) и складыванием их для хранения, осуществляемый с помощью установки по любому из предыдущих пунктов и заключающийся в том, что после выхода изделия для авиастроения из автоклава и снятия вакуумного мешка контейнер (4) для формовочных вкладышей (7), контейнер (5) для резиновых промежуточных элементов (6), робот (1), а также изделие для авиастроения с формовочными вкладышами (7), расположенные в приспособлении (12) для отверждения, устанавливают в фиксированное положение, заданное базирующими средствами (3), с последующим автоматическим выполнением следующих операций, обеспечиваемых программированием управляющих средств (18): к формовочному вкладышу (7) прикладывают головку робота, снабженную по меньшей мере одной вакуумной присоской,фиксируют формовочный вкладыш (7) созданием вакуума в вакуумной присоске и извлекают его по вертикали,посредством робота, запрограммированного соответствующим образом, перемещают формовочные вкладыши, удерживая их вакуумом, из начального положения в приспособлении для отверждения в конечное положение в контейнере для хранения формовочных вкладышей, пока в контейнере не будет уложен первый уровень формовочных вкладышей, после чего робот перемещается к контейнеру для резиновых промежуточных элементов, захватывает один из этих элементов и кладет его на полностью уложенный слой формовочных вкладышей,повторяют указанные выше операции вплоть до извлечения всех формовочных вкладышей.
МПК / Метки
МПК: B25J 9/00, B29C 51/26
Метки: осуществления, установка, автоматизированной, способ, отверждения, приспособления, разборки
Код ссылки
<a href="https://eas.patents.su/8-11264-sposob-avtomatizirovannojj-razborki-prisposobleniya-dlya-otverzhdeniya-i-ustanovka-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ автоматизированной разборки приспособления для отверждения и установка для его осуществления</a>
Способ автоматизированной продажи насыпных изделий и устройство для его осуществления
Номер патента: 231
Опубликовано: 24.12.1998
Авторы: Росси Джозеф Е., Хаас Уильям К., Пиччочо Джон Дж., Хинкл Вейн Р., Китчен Варрен Р., Киниц Стивен Д., Оно Эллисон Т.
МПК: B67D 5/58
Метки: продажи, автоматизированной, насыпных, осуществления, изделий, способ, устройство
Формула / Реферат:
1. Торговый автомат для продажи насыпных изделий, предназначенный для выдачи покупателю смеси, выбранной покупателем из нескольких нежидких продуктов, хранимых в насыпном виде, содержащий: несколько бункеров для хранения продуктов, предназначенных для выбора; механизм осуществления выбора, предназначенный для того, чтобы покупатель мог выбрать смесь продуктов; механизм выдачи, управляемый механизмом осуществления выбора, для выдачи выбранных...
Система и способ автоматизированной записи речи с использованием двух экземпляров преобразования речи и автоматизированной коррекции
Номер патента: 4352
Опубликовано: 29.04.2004
Авторы: Квин Чарльз, Флинн Томас П., Кан Джонатан
МПК: G10L 15/26
Метки: речи, использованием, записи, способ, преобразования, автоматизированной, двух, экземпляров, коррекции, система
Формула / Реферат:
1. Система для автоматизации услуг по записи речи для одного или нескольких речевых пользователей, содержащая средство для приема файла речевого ввода от текущего пользователя, причем упомянутый текущий пользователь является одним из упомянутых одного или нескольких речевых пользователей, первое средство для автоматического преобразования упомянутого файла речевого ввода в первый письменный текст, причем упомянутое первое средство...
Устройство для содействия в выборе компрессионного ортопедического приспособления и для адаптации этого приспособления к морфологическим характеристикам конечности
Номер патента: 8952
Опубликовано: 26.10.2007
Авторы: Бассе Софи, Тестю Жан-Луи
МПК: G06F 19/00, A61F 13/06, A61F 13/08...
Метки: ортопедического, приспособления, компрессионного, этого, морфологическим, характеристикам, адаптации, устройство, конечности, выборе, содействия
Формула / Реферат:
1. Устройство для содействия в выборе компрессионного ортопедического приспособления и его адаптации к морфологическим характеристикам конечности, для которой это приспособление предназначено, отличающееся тем, что оно содержит средства (26), предназначенные для формирования первого файла данных, являющихся репрезентативными для морфологических характеристик конечности (30), причем этот первый файл данных содержит координаты в трехмерном...
Способ переработки полимерных материалов, например резины, и установка для его осуществления
Номер патента: 3036
Опубликовано: 26.12.2002
Автор: Ефремов Владимир Сергеевич
МПК: B29B 17/00
Метки: полимерных, например, резины, материалов, способ, осуществления, установка, переработки
Формула / Реферат:
1. Способ переработки полимерных материалов, например резины, включающий стадии измельчения перерабатываемого материала на мелкие куски, подачи мелких кусков материала в охлаждающую камеру, охлаждения кусков материала до низких температур посредством подачи охлажденного воздуха из устройства для охлаждения воздуха в охлаждающую камеру, пульверизации охлажденных кусков материала для получения пульверизированного материала, отделения текстильного...
Способ изготовления формованных изделий и установка для его осуществления
Номер патента: 4153
Опубликовано: 26.02.2004
Автор: Дю Туа Питер Вутер
МПК: B29C 45/46
Метки: изготовления, осуществления, формованных, способ, изделий, установка
Формула / Реферат:
1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей...
Предыдущий патент: Фильтр курительных изделий
Следующий патент: Способ и устройство для получения полимеров
Случайный патент: Бензамиды 4-(аминометил) пиперидина, замещённого гидроксикарбонилфенилом, в качестве антагонистов 5нт4-рецепторов