Разборные бочки
Формула / Реферат
1. Способ изготовления корпуса разборной бочки, заключающийся в том, что плоский не окрашенный металлический лист вальцуют с получением цилиндра, свободные края согнутого в цилиндр листа сваривают с получением цилиндрического корпуса бочки, цилиндрическому корпусу временно придают дополнительную жесткость, на внешнюю поверхность корпуса наносят краску и уменьшают жесткость корпуса до первоначального уровня.
2. Способ по п.1, в котором во время покраски имеющий дополнительную жесткость корпус устанавливают вертикально и вращают вокруг вертикальной оси, распыляя краску на наружную поверхность корпуса.
3. Способ по п.2, в котором для придания корпусу во время покраски дополнительной жесткости используют связанные с корпусом элементы жесткости, расположенные на одном или двух концах корпуса.
4. Способ по п.3, в котором для придания корпусу дополнительной жесткости используют кольцо или кольца, которое(ые) вставляют в один, соответственно в оба конца корпуса.
5. Способ по любому из предыдущих пунктов, в котором после покраски на наружной цилиндрической поверхности корпуса методом трафаретной печати печатают необходимые буквенно-цифровые знаки и/или графические изображения.
6. Способ по п.5, в котором трафаретную печать выполняют на установке для трафаретной печати на расположенном горизонтально корпусе, который временно обладает дополнительной жесткостью и в процессе нанесения на его наружную поверхность краски головкой для трафаретной печати приводится во вращение вокруг своей горизонтальной оси.
7. Способ по п.6, в котором для выполнения трафаретной печати корпусу временно придают дополнительную жесткость, используя устройства, расположенные на концах корпуса.
8. Способ по п.7, в котором в качестве устройств, временно придающих корпусу дополнительную жесткость, используют кольца, которые вставляют в оба конца корпуса.
9. Способ по п.7, в котором в качестве устройств, временно придающих корпусу дополнительную жесткость, используют конусные оправки, которые вставляют в оба конца корпуса.
10. Способ по любому из предыдущих пунктов, в котором внутреннюю поверхность цилиндрического корпуса защищают покрытием из ингибитора коррозии или подвергают другой соответствующей обработке.
11. Способ по п.10, в котором покрытие на внутреннюю поверхность вертикально расположенного цилиндрического корпуса наносят в камере устройством для нанесения покрытия, которое перемещается внутри корпуса и наносит на его внутреннюю поверхность соответствующее покрытие.
12. Способ по п.10 или 11, в котором после нанесения покрытия на внутреннюю поверхность и покраски наружной поверхности корпус нагревают до полного высыхания покрытия и краски.
13. Способ по п.12, в котором корпус нагревают дважды после нанесения внутреннего покрытия и после покраски наружной поверхности.
14. Способ по п.12, в котором корпус нагревают однократно после нанесения внутреннего покрытия и покраски наружной поверхности.
15. Способ сборки множества изготовленных способом по любому из предыдущих пунктов корпусов разборных бочек путем вложения их друг в друга, заключающийся в том, что каждый корпус деформируют, придавая ему форму почки, и со скольжением в таком виде вставляют в предварительно деформированный другой корпус.
16. Способ по п.15, в котором каждый корпус деформируют, придавая ему форму почки, в горизонтальном положении с расположенным сверху сварным швом, которым соединены свободные края листа, из которого изготовлен корпус, прикладывая к корпусу в зоне расположения сварного шва направленное вниз усилие.
17. Разборная бочка, содержащая корпус, который изготовлен способом по любому из пп.1-14, крышку, которая крепится к функционально верхнему концу корпуса, и днище, которое крепится к функционально нижнему концу корпуса.
18. Корпус разборной бочки в форме трубы, допускающий возможность его сборки путем вложения друг в друга с другими такими же корпусами и который имеет сварной шов, проходящий от одного конца корпуса к другому, и целиком окрашенную, включая сварной шов, распылением на наружную поверхность.
19. Оборудование для изготовления корпуса разборной бочки, содержащее устройство для вальцовки плоского не окрашенного металлического листа и придания ему цилиндрической формы, устройство для сварки свободных краев согнутого в цилиндр листа и получения цилиндрического корпуса бочки, устройство для временного придания цилиндрическому корпусу дополнительной жесткости и устройство для окраски временно обладающего повышенной жесткостью корпуса.
20. Оборудование по п.19, содержащее устройство для установки корпуса в вертикальном положении и его вращения вокруг вертикальной оси с одновременным напылением краски на наружную поверхность корпуса.
21. Оборудование по п.20, содержащее устройства для придания корпусу дополнительной жесткости, которые входят в контакт с одним или двумя концами корпуса и временно придают ему дополнительную жесткость на время покраски распылением наружной поверхности корпуса.
22. Оборудование по п.21, в котором устройства для придания корпусу дополнительной жесткости содержат по меньшей мере одно кольцо, которое вставляется в один конец корпуса и временно придает ему дополнительную жесткость.
23. Оборудование по любому из пп.19-22, содержащее установку для трафаретной печати, с помощью которой на наружной окрашенной цилиндрической поверхности корпуса печатают буквенно-цифровые знаки и/или графические изображения.
24. Оборудование по п.23, содержащее устройства для придания корпусу дополнительной жесткости, которые входят в контакт с одним или двумя концами корпуса и временно придают ему дополнительную жесткость на время трафаретной печати.
25. Оборудование по п.24, в котором устройства для предания корпусу дополнительной жесткости представляют собой кольца или конуса, которые входят в контакт с концами корпуса.
26. Оборудование по любому из пп.19-25, содержащее устройства, предназначенные для нанесения на внутреннюю поверхность изготовленного цилиндрического корпуса ингибитора коррозии или ее обработки каким-либо иным методом.
27. Оборудование по п.26, содержащее устройство для установки корпуса в вертикальном положении и устройство для нанесения покрытия, которое перемещается внутри корпуса и наносит соответствующее покрытие на его внутреннюю поверхность.
28. Оборудование по п.27, содержащее печь для нагрева корпуса и полного отверждения его внутреннего покрытия и краски, которой окрашена его наружная поверхность.
Текст
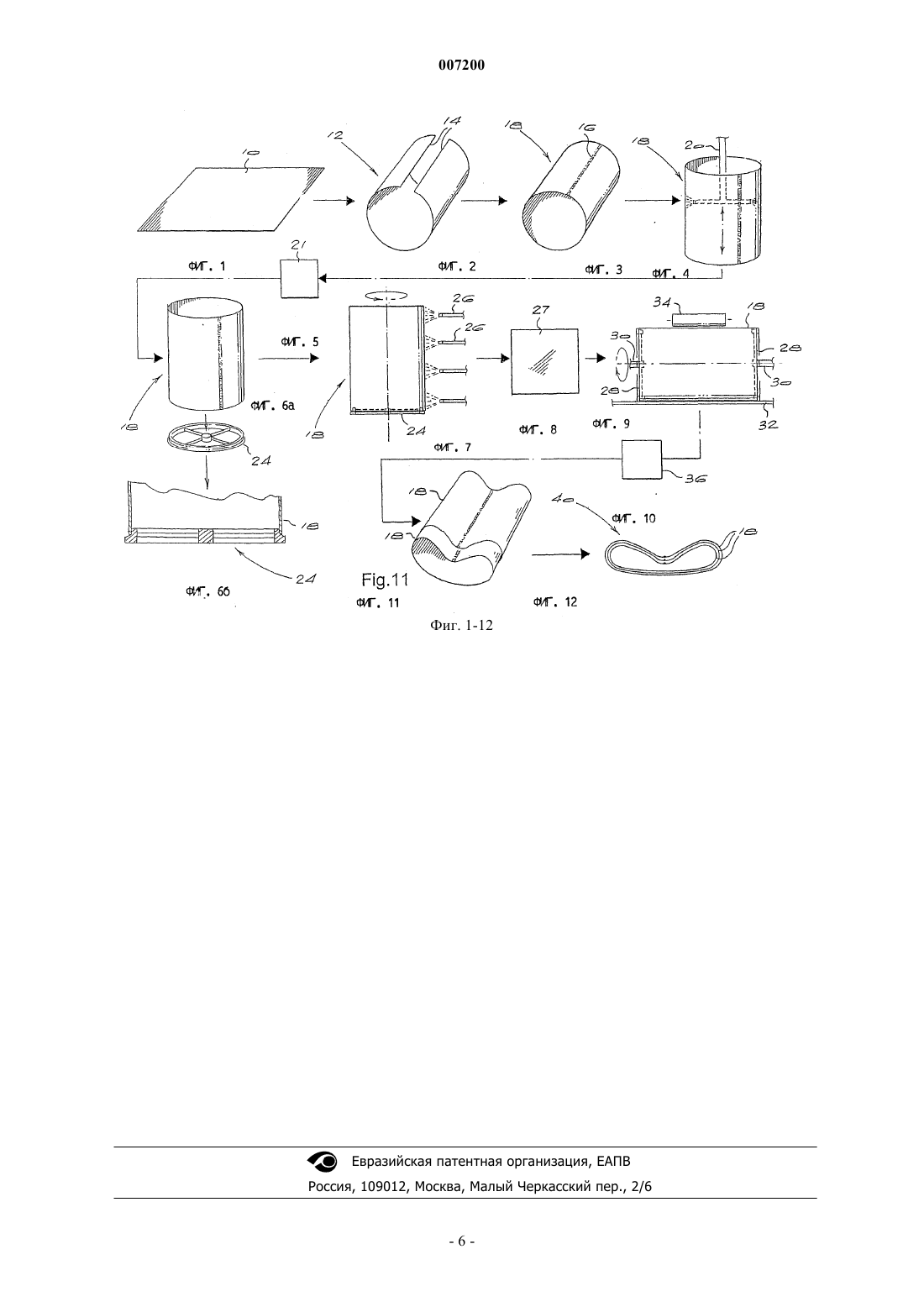
007200 Предпосылки создания изобретения Настоящее изобретение относится к способу и оборудованию для изготовления корпуса разборной бочки, к самому корпусу бочки и к бочке с таким корпусом. Настоящее изобретение относится к изготовлению корпусов стальных бочек емкостью 210 л, что,однако, не исключает возможности использования предлагаемых в изобретении принципов для изготовления бочек другой емкости. Пустые стальные бочки занимают много свободного места, и поэтому их транспортировка обычно связана с достаточно высокими затратами. Поэтому и стоимость стальных бочек при транспортировке на большое расстояние от места их изготовления до места заполнения может оказаться очень высокой. Для уменьшения расходов на транспортировку стальных бочек была предложена новая конструкция бочки,так называемой бочки Sirco, представляющей собой разборную бочку, состоящую из трех отдельных частей, а именно трубчатого корпуса, верхней крышки и днища. Комплекты из этих трех элементов поставляют заказчику, который на месте собирает из них бочки. Для экономии места трубчатые корпуса при транспортировке обычно вставляют один в другой. Уложенные друг на друга плоские крышки и днища бочек также занимают немного места. При получении разобранных бочек в скомплектованном виде заказчик сам собирает бочки, выполняя при этом набор определенных операций. Сначала он должен вручную разобрать вставленные один в другой корпуса бочек, которые затем нужно выправить на круглильном станке и придать им исходную круглую цилиндрическую форму. После этого каждый корпус нужно обработать на кромкогибочном станке, выполнив отбортовкой на концах корпуса соответствующие фланцы. Затем на кромкозагибочном станке фланцы корпуса нужно соединить вальцовкой с крышкой и днищем бочки и заполнить под давлением закатанные швы резиновой смесью. После сборки готовые бочки необходимо проверить на герметичность. Обычно корпуса бочек изготавливают в виде круглых цилиндров вальцовкой из плоских плакированных стальных листов. Перед вальцовкой на плакированные стальные листы наносят фирменные или товарные знаки и/или другую маркировку. После вальцовки продольные свободные края круглого цилиндра соединяют друг с другом сваркой. При изготовлении бочек таким способом возникает определенная проблема, связанная с тем, что сварной шов ухудшает внешний вид бочки и нарушает равномерность нанесенного на стальной лист покрытия, которое в определенных местах часто приходится восстанавливать. Такая проблема становится особенно актуальной в тех случаях, когда отдельные по длине участки корпуса бочки окрашены в разный цвет, например, когда центральная часть корпуса окрашена в один цвет или на нее методом трафаретной печати нанесена маркировка, а концы корпуса окрашены в другой цвет. Очевидно, что после сварки внешний вид такой бочки становится весьма неприглядным. В тех случаях, когда одна поверхность плоского стального листа предварительно покрыта ингибитором коррозии или обработана какимлибо иным образом, возникает другая проблема, которая связана с тем, что сварка нарушает равномерность защитного покрытия корпуса и во избежание коррозии корпуса бочки после сварки требует повторного нанесения на него соответствующего покрытия. Решению этих проблем и посвящено настоящее изобретение. Краткое изложение сущности изобретения В соответствии с одним из объектов в настоящем изобретении предлагается способ изготовления корпуса разборной бочки, заключающийся в том, что плоский не окрашенный металлический лист вальцуют с получением цилиндра, свободные края согнутого в цилиндр листа сваривают с получением цилиндрического корпуса бочки, цилиндрическому корпусу временно придают дополнительную жесткость,на внешнюю поверхность корпуса наносят краску и уменьшают жесткость корпуса до первоначального уровня. Временно увеличить жесткость цилиндрического корпуса в процессе окраски можно специальным элементом жесткости, например круглым(-и) кольцом(-ами), которое(-ые) на время окраски крепится(ятся) к одному или двум концам корпуса. Окраску корпуса можно выполнить в специальном приспособлении нанесением краски распылением на корпус c временно увеличенной жесткостью, вращающийся вокруг вертикальной оси относительно одного или нескольких распылителей, покрывающих слоем краски внешнюю поверхность корпуса. В соответствии с другим объектом в настоящем изобретении предлагается способ укладки друг в друга нескольких корпусов бочек, изготовленных описанным выше способом, заключающийся в том, что корпуса сначала деформируют, придавая им в разрезе форму почки, а затем в таком виде плотно вставляют друг в друга. Предпочтительно, чтобы при деформации корпуса и придания ему формы почки ось корпуса была расположена горизонтально, сварной шов, соединяющий свободные края листа, был расположен сверху, а усилие, необходимое для деформации корпуса, было приложено к корпусу cверху вдоль проходящего в этом месте сварного шва. В соответствии с еще одним объектом в настоящем изобретении предлагается разборная бочка, состоящая из корпуса, изготовленного предлагаемым в изобретении способом, крышки, которая крепится к функционально верхнему концу корпуса, и днища, которое крепится к функционально нижнему концу-1 007200 корпуса. В изобретении предлагается также корпус разборной бочки трубчатой формы, который можно вставить в другой такой же корпус и который имеет расположенный снаружи сварной шов, который проходит от одного конца к другому концу корпуса, вся наружная поверхность которого, включая сварной шов, покрыта слоем краски, нанесенной напылением на вращающийся корпус. В настоящем изобретении предлагается также оборудование для изготовления корпуса разборной бочки, содержащее устройство для вальцовки плоского не окрашенного металлического листа и придания ему цилиндрической формы, устройство для сварки свободных краев согнутого в цилиндр листа и получения цилиндрического корпуса бочки, устройство для временного придания цилиндрическому корпусу дополнительной жесткости и устройство для окраски наружной поверхности корпуса с временной увеличенной жесткостью. Изобретением предусматривается также возможность деформирования корпуса разборной бочки с приданием ему формы почки с последующим помещением таких же корпусов один в другой. Другие отличительные особенности изобретения представлены в соответствующих зависимых пунктах формулы изобретения. Краткое описание чертежей Ниже изобретение более подробно рассмотрено на не ограничивающем его объем примере одного из вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых на фиг. 1-12 схематично показана последовательность стадий осуществления предлагаемого в изобретении способа изготовления корпуса разборной бочки и сборки корпусов для их последующей транспортировки. Предпочтительный вариант осуществления изобретения Корпус разборной бочки предлагаемым в изобретении способом изготавливают из плоского прямоугольного листа 10 (фиг. 1) из мягкой, низкоуглеродистой стали, которому на обычных вальцах придают форму цилиндра 12 (фиг. 2). После сварки на сварочной машине свободных краев 14 цилиндра 12 сварным швом 16 (фиг. 3) получают круглый цилиндрический корпус 18 бочки. Для нанесения на внутреннюю поверхность корпуса бочки покрытия из ингибитора коррозии или коррозионностойкого материала или ее обработки каким-либо иным методом корпус бочки устанавливают вертикально. Затем с помощью расположенного внутри вертикально стоящего корпуса бочки вращающегося распылителя 20 на внутреннюю поверхность бочки распылением наносят соответствующее покрытие (фиг. 4). После этого корпус нагревают в печи 21 (фиг. 5) до окончательного отверждения нанесенного на его внутреннюю поверхность покрытия. На этом этапе корпус 18 бочки обладает сравнительно небольшой жесткостью. Низкая жесткость корпуса препятствует качественному напылению краски на наружную поверхность вращающегося корпуса. Поэтому во время окраски корпуса на этом этапе ему временно придают дополнительную жесткость. Как показано на фиг. 6(a) и 6(б), для этой цели используют специальное кольцо 24, которое плотно вставляют в нижний конец корпуса. Эту операцию можно выполнять вручную. При необходимости такое же (не показанное на чертежах) кольцо жесткости можно установить и в верхний конец корпуса. Корпус 18 с кольцом жесткости затем устанавливают в вертикальном положении на установку для напыления краски, на которой на наружную поверхность вращающегося корпуса неподвижными распылителями 26 наносят соответствующую краску (фиг. 7). Благодаря наличию кольца 24 жесткости вращающийся корпус во время покраски сохраняет свою цилиндрическую форму, которая обеспечивает возможность качественного нанесения краски на его наружную поверхность. Во время покраски различные участки наружной поверхности корпуса можно окрасить в разные цвета. Так, например, верхний и нижний края корпуса можно покрасить в один цвет, а центральную часть корпуса - в другой цвет. Для этого, как очевидно, требуется использовать распылители с разной краской, позволяющие получать четко различимые границы между окрашенными в разные цвета участками наружной поверхности корпуса. Окрашенный корпус затем нагревают в печи 27 до полного высыхания краски (фиг. 8). Буквенно-цифровые знаки и/или различные графические изображения печатают на установке для трафаретной печати на наружной поверхности расположенного горизонтально корпуса (фиг. 9). Перед обработкой на установке для трафаретной печати к корпусу крепятся кольца 28 жесткости. В качестве колец 28 жесткости можно использовать кольца, аналогичные описанным выше кольцам 24 жесткости. Кольца 28 жесткости предпочтительно закреплять на валу 30 приспособления, которое автоматически совмещает кольца жесткости с краями корпуса, перемещаемого транспортером 32 на установку для трафаретной печати. На установке для трафaретной печати корпус вместе с кольцами жесткости вращается в горизонтальном положении вокруг своей центральной оси, и печатная головка 34 печатает на его наружной поверхности соответствующие буквенно-цифровые знаки и/или различные графические изображения. Наличие в корпусе на этом этапе колец жесткости уменьшает деформацию корпуса и позволяет ему сохранить цилиндрическую форму под действием усилия, создаваемого прижимаемой к вращающемуся корпусу трафаретной печатной головкой. После трафаретной печати корпус с автоматически извлеченными из него кольцами жесткости нагревают в печи 36 (фиг. 10) до полного отверждения краски. Вместо приспособления для автоматической установки в корпус колец или других элементов жест-2 007200 кости и их извлечения из него кольца или другие элементы жесткости можно установить на концах корпуса до его обработки на установке для трафаретной печати вручную, например, натяжением с помощью эластичного троса, проходящего через них вдоль центральной оси корпуса. В этом случае после трафаретной печати корпус освобождается от колец и троса также вручную. После полного отверждения напечатанных трафаретной печатью на наружной поверхности корпуса буквенно-цифровых знаков и/или различных графических изображений в печи 36 на специальном приспособлении корпуса деформируют для того, чтобы перед отправкой заказчику их можно было вставить один в другой. Деформированный корпус, имеющий форму почки (фиг. 11), можно вставить в другой имеющий такую же форму корпус. Корпус деформируют на соответствующем прессе в горизонтальном положении усилием, приложенным к корпусу сверху, предпочтительно в зоне сварного шва 16. На фиг. 12 показано несколько имеющих форму почки вставленных друг в друга корпусов, которые занимают сравнительно мало места и удобны для отправки заказчику. Важная особенность описанного выше способа заключается в том, что операцию сварки (фиг. 3) выполняют до напыления краски на наружную поверхность вращающегося корпуса (фиг. 7). Кроме того,при изготовлении корпуса из плакированных стальных листов сварку выполняют до нанесения защитного покрытия на внутреннюю поверхность корпуса (фиг. 4). Поэтому предлагаемый в изобретении способ позволяет изготовить корпус разборной бочки, сварной шов 16 которого полностью покрыт снаружи слоем краски, а изнутри - слоем защитного покрытия. Изготовленный предлагаемым в изобретении способом корпус разборной бочки имеет хороший внешний вид и обладает высокой коррозионной стойкостью и не требует для дальнейшего использования никакой дополнительной обработки. При установке одного корпуса 40 в другой (фиг. 12) и извлечении одного корпуса из другого требуется преодолеть значительные силы трения. Поэтому краска, нанесенная распылением на наружную поверхность вращающегося корпуса (фиг. 7), должна обладать высокой твердостью и высоким сопротивлением царапанию. Кроме того, покрытие, нанесенное на внутреннюю поверхность корпуса (фиг. 4), должно обладать низким коэффициентом трения и сравнительно низким сопротивлением скольжения, позволяющим легко вставить один корпус в другой и извлечь один корпус из другого. Очевидно, что предлагаемый в изобретении способ, стадии которого проиллюстрированы на фиг. 110, можно использовать не только для изготовления одиночных корпусов разборных бочек, но и для изготовления корпусов на поточной линии с соответствующим транспортером для перемещения корпусов и последовательном выполнении необходимых технологических операций. В другом варианте для придания цилиндрическому корпусу дополнительной жесткости до нанесения на него слоя распыляемой краски вместо описанных выше колец жесткости можно использовать другие средства. Такими придающими корпусу дополнительную жесткость средствами могут служить соответствующие устройства камеры окраски. Для этого, в частности, можно использовать специальные автоматически вставляемые в концы корпуса конические оправки, которые придают ему необходимую для качественной окраски дополнительную жесткость. Очевидно, что такие же автоматические устройства можно использовать для повышения жесткости корпуса и при трафаретной окраске его наружной поверхности. В рассмотренном выше варианте корпус разборной бочки обрабатывали в печи три раза: первый раз(фиг. 5) после нанесения покрытия на его внутреннюю поверхность (фиг. 4), второй раз (фиг. 8) после нанесения распылением краски на его наружную поверхность (фиг. 7) и третий раз (фиг. 10) после трафаретной печати (фиг. 9). При изготовлении корпуса предлагаемым в изобретении способом количество таких этапов, связанных с отверждением краски и требующих нагрева корпуса в соответствующей печи,можно уменьшить, нагревая корпус в печи после окраски его внутренней (фиг. 4) и наружной (фиг. 7) поверхностей. После трафаретной печати корпус нагревают в отдельной печи, обычно инфракрасного типа. Очевидно, что такой способ изготовления позволяет отказаться от использования для отверждения краски одной нагревательной печи. В одном из вариантов осуществления изобретения при изготовлении корпуса разборной бочки предлагаемым в изобретении способом нижний конец вертикально стоящего корпуса на установке для окраски распылением его наружной поверхности соединяют с элементом, предназначенным для придания корпусу бочки дополнительной жесткости. Такой расположенный в нижней части корпуса элемент служит устройством, соединенным с приводом, предназначенным для вращения корпуса. Подобный элемент можно выполнить в виде соединенного с нижним концом корпуса кольца или конуса, закрепленного на вращающемся столе. В другом варианте для этой же цели можно использовать ролики, расположенные по окружности, диметр которой можно регулировать. На установке для окраски распылением наружной поверхности корпуса ролики поднимают вверх внутрь нижнего конца корпуса. Ролики расположены на специальной раме, при увеличении диаметра которой ролики прижимаются к внутренней поверхности корпуса. Во время напыления краски на наружную поверхность корпуса вращение корпуса обеспечивается вращением прижатых к нему роликов. При изготовлении бочек, у которых верхняя и нижняя части должны быть окрашены в один цвет, а центральная часть - в другой цвет, сначала в одной камере окрашивают верхнюю и нижнюю части корпуса, а затем в другой камере окрашивают его цен-3 007200 тральную часть. При изготовлении корпусов бочек таким способом для придания корпусу дополнительной жесткости можно использовать соединенные с верхним концом корпуса свободно вращающиеся элементы, такие как кольцо или конус. После покраски наружной поверхности корпус обрабатывают в камере, предназначенной для нанесения покрытия на его внутреннюю поверхность, при этом нижний конец корпуса все еще соединен с вращающимся элементом, придающим корпусу жесткость. Как показано на фиг. 4, нанесение покрытия на внутреннюю поверхность корпуса осуществляется с помощью распылителя, который опускают внутрь корпуса через его верхний конец, не закрытый кольцом жесткости. После покраски наружной поверхности корпуса и нанесения покрытия на его внутреннюю поверхность корпус снимают с вращающегося стола и нагревают в печи, в которой происходит одновременное отверждение краски, которой окрашена его наружная поверхность, и покрытия, нанесенного на его внутреннюю поверхность. Необходимо отметить, что в рассмотренном выше варианте нанести покрытие на внутреннюю поверхность корпуса можно по схеме, показанной на чертежах, до покраски его наружной поверхности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления корпуса разборной бочки, заключающийся в том, что плоский не окрашенный металлический лист вальцуют с получением цилиндра, свободные края согнутого в цилиндр листа сваривают с получением цилиндрического корпуса бочки, цилиндрическому корпусу временно придают дополнительную жесткость, на внешнюю поверхность корпуса наносят краску и уменьшают жесткость корпуса до первоначального уровня. 2. Способ по п.1, в котором во время покраски имеющий дополнительную жесткость корпус устанавливают вертикально и вращают вокруг вертикальной оси, распыляя краску на наружную поверхность корпуса. 3. Способ по п.2, в котором для придания корпусу во время покраски дополнительной жесткости используют связанные с корпусом элементы жесткости, расположенные на одном или двух концах корпуса. 4. Способ по п.3, в котором для придания корпусу дополнительной жесткости используют кольцо или кольца, которое(ые) вставляют в один, соответственно в оба конца корпуса. 5. Способ по любому из предыдущих пунктов, в котором после покраски на наружной цилиндрической поверхности корпуса методом трафаретной печати печатают необходимые буквенно-цифровые знаки и/или графические изображения. 6. Способ по п.5, в котором трафаретную печать выполняют на установке для трафаретной печати на расположенном горизонтально корпусе, который временно обладает дополнительной жесткостью и в процессе нанесения на его наружную поверхность краски головкой для трафаретной печати приводится во вращение вокруг своей горизонтальной оси. 7. Способ по п.6, в котором для выполнения трафаретной печати корпусу временно придают дополнительную жесткость, используя устройства, расположенные на концах корпуса. 8. Способ по п.7, в котором в качестве устройств, временно придающих корпусу дополнительную жесткость, используют кольца, которые вставляют в оба конца корпуса. 9. Способ по п.7, в котором в качестве устройств, временно придающих корпусу дополнительную жесткость, используют конусные оправки, которые вставляют в оба конца корпуса. 10. Способ по любому из предыдущих пунктов, в котором внутреннюю поверхность цилиндрического корпуса защищают покрытием из ингибитора коррозии или подвергают другой соответствующей обработке. 11. Способ по п.10, в котором покрытие на внутреннюю поверхность вертикально расположенного цилиндрического корпуса наносят в камере устройством для нанесения покрытия, которое перемещается внутри корпуса и наносит на его внутреннюю поверхность соответствующее покрытие. 12. Способ по п.10 или 11, в котором после нанесения покрытия на внутреннюю поверхность и покраски наружной поверхности корпус нагревают до полного высыхания покрытия и краски. 13. Способ по п.12, в котором корпус нагревают дважды после нанесения внутреннего покрытия и после покраски наружной поверхности. 14. Способ по п.12, в котором корпус нагревают однократно после нанесения внутреннего покрытия и покраски наружной поверхности. 15. Способ сборки множества изготовленных способом по любому из предыдущих пунктов корпусов разборных бочек путем вложения их друг в друга, заключающийся в том, что каждый корпус деформируют, придавая ему форму почки, и со скольжением в таком виде вставляют в предварительно деформированный другой корпус. 16. Способ по п.15, в котором каждый корпус деформируют, придавая ему форму почки, в горизонтальном положении с расположенным сверху сварным швом, которым соединены свободные края листа,из которого изготовлен корпус, прикладывая к корпусу в зоне расположения сварного шва направленное-4 007200 вниз усилие. 17. Разборная бочка, содержащая корпус, который изготовлен способом по любому из пп.1-14,крышку, которая крепится к функционально верхнему концу корпуса, и днище, которое крепится к функционально нижнему концу корпуса. 18. Корпус разборной бочки в форме трубы, допускающий возможность его сборки путем вложения друг в друга с другими такими же корпусами и который имеет сварной шов, проходящий от одного конца корпуса к другому, и целиком окрашенную, включая сварной шов, распылением на наружную поверхность. 19. Оборудование для изготовления корпуса разборной бочки, содержащее устройство для вальцовки плоского не окрашенного металлического листа и придания ему цилиндрической формы, устройство для сварки свободных краев согнутого в цилиндр листа и получения цилиндрического корпуса бочки,устройство для временного придания цилиндрическому корпусу дополнительной жесткости и устройство для окраски временно обладающего повышенной жесткостью корпуса. 20. Оборудование по п.19, содержащее устройство для установки корпуса в вертикальном положении и его вращения вокруг вертикальной оси с одновременным напылением краски на наружную поверхность корпуса. 21. Оборудование по п.20, содержащее устройства для придания корпусу дополнительной жесткости, которые входят в контакт с одним или двумя концами корпуса и временно придают ему дополнительную жесткость на время покраски распылением наружной поверхности корпуса. 22. Оборудование по п.21, в котором устройства для придания корпусу дополнительной жесткости содержат по меньшей мере одно кольцо, которое вставляется в один конец корпуса и временно придает ему дополнительную жесткость. 23. Оборудование по любому из пп.19-22, содержащее установку для трафаретной печати, с помощью которой на наружной окрашенной цилиндрической поверхности корпуса печатают буквенноцифровые знаки и/или графические изображения. 24. Оборудование по п.23, содержащее устройства для придания корпусу дополнительной жесткости, которые входят в контакт с одним или двумя концами корпуса и временно придают ему дополнительную жесткость на время трафаретной печати. 25. Оборудование по п.24, в котором устройства для предания корпусу дополнительной жесткости представляют собой кольца или конуса, которые входят в контакт с концами корпуса. 26. Оборудование по любому из пп.19-25, содержащее устройства, предназначенные для нанесения на внутреннюю поверхность изготовленного цилиндрического корпуса ингибитора коррозии или ее обработки каким-либо иным методом. 27. Оборудование по п.26, содержащее устройство для установки корпуса в вертикальном положении и устройство для нанесения покрытия, которое перемещается внутри корпуса и наносит соответствующее покрытие на его внутреннюю поверхность. 28. Оборудование по п.27, содержащее печь для нагрева корпуса и полного отверждения его внутреннего покрытия и краски, которой окрашена его наружная поверхность.
МПК / Метки
МПК: B21D 51/14, B21D 51/20
Код ссылки
<a href="https://eas.patents.su/7-7200-razbornye-bochki.html" rel="bookmark" title="База патентов Евразийского Союза">Разборные бочки</a>