Устройство для обработки внутренней поверхности металлической трубки
Формула / Реферат
1. Устройство (1) для обработки внутренней поверхности металлических трубок (2), таких как медные трубки, снабжённое элементами для подачи обрабатывающего агента (8) для травления, очистки, нанесения покрытия или сушки на внутреннюю поверхность металлической трубки, и элементами для удаления обрабатывающего агента, отличающееся тем, что устройство включает по меньшей мере два распределительных элемента: распределительный элемент (3) на загрузочном конце для подачи обрабатывающего агента (8) в металлические трубки (2) и распределительный элемент (4) на разгрузочном конце для удаления обрабатывающего агента из металлических трубок, где распределительные элементы (3, 4) в продольном направлении снабжены по меньшей мере одним каналом, включая участок (7) сужения поперечного сечения канала по всей длине распределительного элемента, а размеры участка сужения поперечного сечения выбраны таким образом, что при протекании по нему обрабатывающего агента на конце каждой из предназначенных для обработки металлических трубок (2) создаётся одинаково большое падение давления; также в продольном направлении распределительные элементы снабжены двумя каналами: первый канал (5, 18) по отношению к направлению течения и второй канал (6, 17) по отношению к направлению течения и тем, что каналы, которыми снабжен распределительный элемент, находятся во взаимном жидкостном соединении посредством участка (7) сужения, расположенного в каналах; предусмотрено, что обрабатывающий агент (8) течёт в распределительном элементе (3, 4) в канал (5, 18), расположенный первым по отношению к направлению течения, из которого через участок (7) сужения его направляют в канал (6, 17), расположенный вторым по отношению к направлению течения, посредством которого распределительный элемент (3) на загрузочном конце поставляет обрабатывающий агент (8) на внутренние поверхности по меньшей мере двух металлических трубок.
2. Устройство по п.1, отличающееся тем, что металлические трубки расположены наклонно по отношению к горизонтали, так что распределительный элемент (4) на разгрузочном конце расположен выше, чем распределительный элемент (3) на загрузочном конце.
3. Устройство по любому из пп. 1-2, отличающееся тем, что распределительный элемент (3, 4) снабжен по меньшей мере одним каналом (12, 16) для жидкости, по которому обрабатывающий агент (8) можно либо подавать в распределительный элемент, либо удалять из него.
4. Устройство по п.3, отличающееся тем, что в обоих распределительных элементах (3, 4) первые по направлению течения каналы (5, 18) взаимно идентичны и вторые по направлению течения каналы (6, 17) взаимно идентичны.
5. Устройство по любому из пп.1-4, отличающееся тем, что распределительный элемент в продольном направлении снабжен каналами (10, 19) для трубок, расположенными через определённые интервалы (15), для каждой из предназначенных для обработки металлических трубок (2).
6. Устройство по п.5, отличающееся тем, что обрабатываемая металлическая трубка (2) через канал (10, 19) для трубки находится в непосредственном жидкостном соединении либо с первым, предусмотренным по направлению течения в распределительном элементе (3, 4) каналом (5, 18), либо со вторым предусмотренным по направлению течения каналом (6, 17).
7. Устройство по п.5 или 6, отличающееся тем, что в распределительном элементе (3) загрузочного конца металлическая трубка (2) через свой канал (10) для трубки связана с каналом (6), расположенным вторым по отношению к направлению течения, при этом канал (6) расположен выше канала (5), расположенного первым по направлению течения.
8. Устройство по п.5 или 6, отличающееся тем, что в распределительном элементе (4) разгрузочного конца металлическая трубка (2) через свой канал (19) для трубки связана с каналом (18), расположенным первым по отношению к направлению течения, при этом канал (18) расположен выше канала (17), расположенного вторым по направлению течения.
9. Устройство по пп.1, 4, 6, 7 или 8, отличающееся тем, что размеры первого по направлению течения канала (5, 18) выбраны таким образом, что в канале может поместиться по меньшей мере столько обрабатывающего агента, сколько в целом места на всех внутренних поверхностях каждой из предназначенных для обработки металлических трубок (2).
10. Устройство по пп.1, 4, 6, 7, 8 или 9, отличающееся тем, что площадь поперечного сечения первого по направлению течения канала (5, 18) существенно превышает общую сумму площадей поперечных сечений всех предназначенных для обработки металлических трубок (2).
11. Устройство по пп.5, 6, 7 или 8, отличающееся тем, что металлические трубки (2) герметизированы по меньшей мере одним герметизирующим элементом (21) поблизости от канала (10, 19) для трубки, так что герметизирующий элемент продолжается до конца (14) металлической трубки.
12. Устройство по любому из пп.1-11, отличающееся тем, что это устройство включает всасывающий элемент (11) для всасывания обрабатывающего агента (8) через металлические трубки.
13. Устройство по любому из пп.1-11, отличающееся тем, что это устройство включает устройство для нагнетания давления, чтобы поставлять обрабатывающий раствор на внутренние поверхности металлических трубок.
14. Устройство по любому из пп.1-13, отличающееся тем, что по меньшей мере в одном из распределительных элементов может быть расположен канал (20) для компенсационного воздуха.
15. Устройство по любому из пп.1-14, отличающееся тем, что это устройство включает установку (9) для переработки обрабатывающего агента.
16. Устройство по любому из пп.1-15, отличающееся тем, что это устройство может быть связано по меньшей мере с одним по существу подобным устройством, так что обрабатывающий агент может циркулировать между ними.
17. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является лудильным раствором.
18. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является раствором для травления.
19. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является обезжиривающим раствором.
20. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является промывочной жидкостью.
21. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является сушильным газом.

Текст
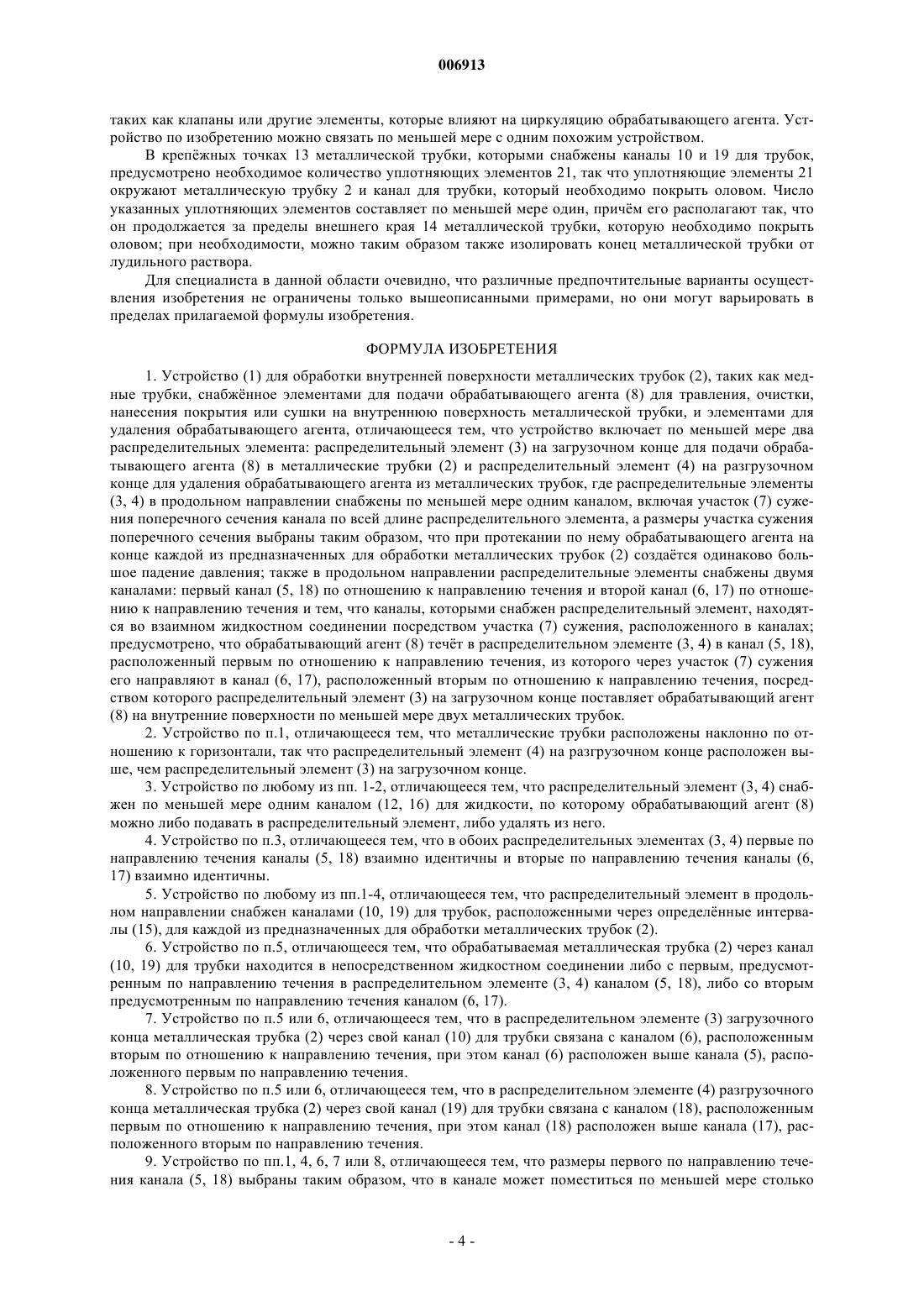
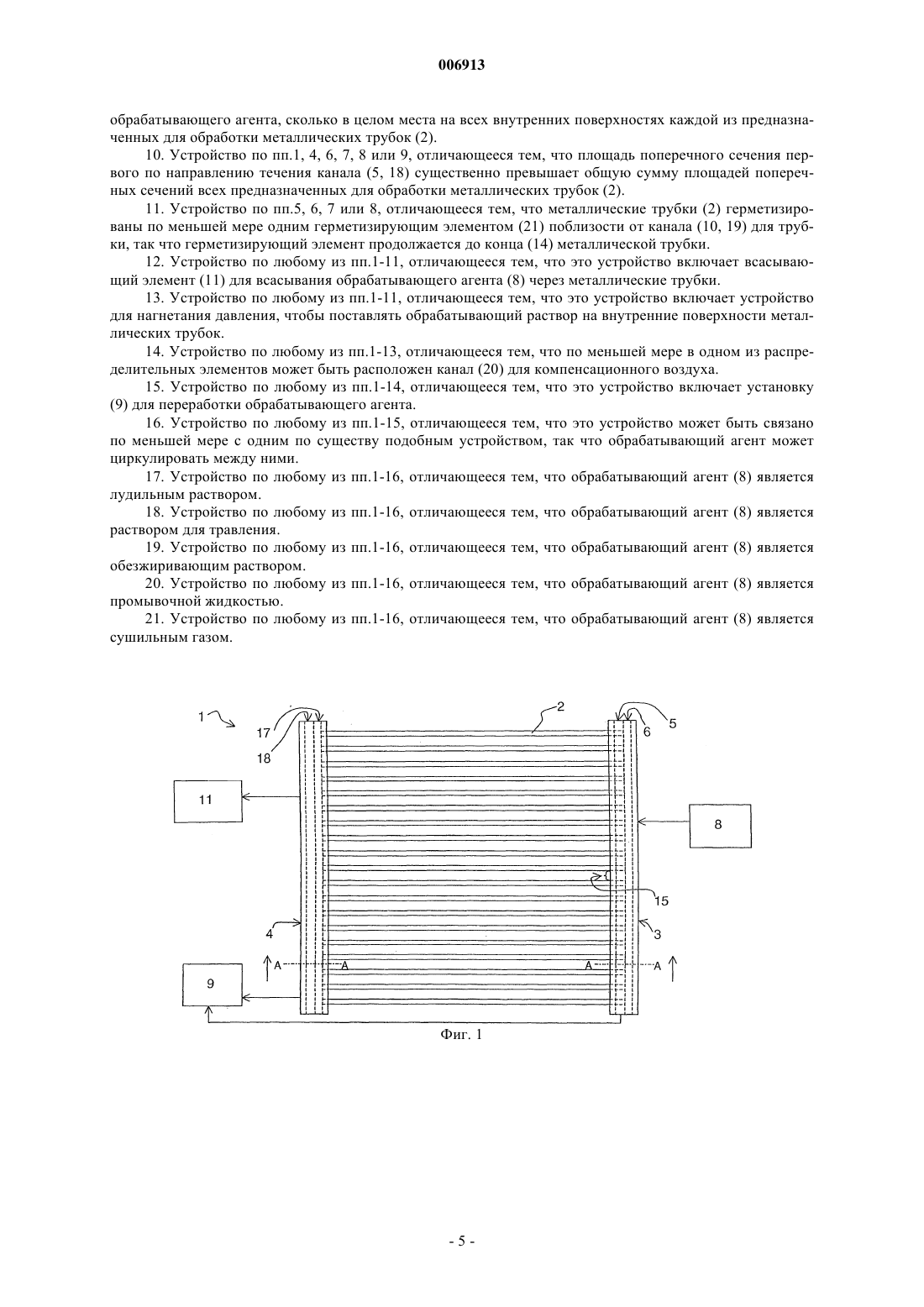
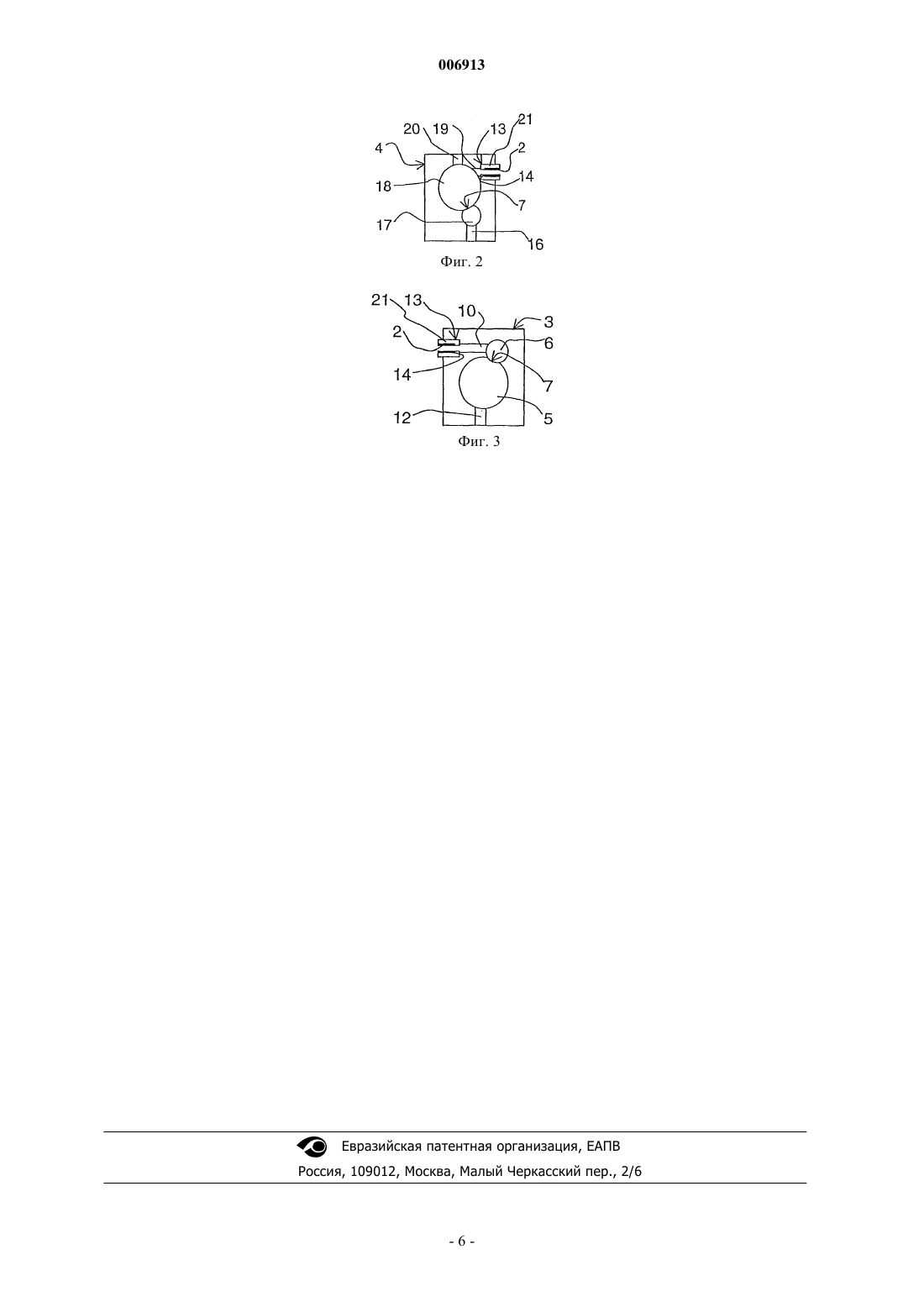
006913 Изобретение относится к устройству для обработки внутренней поверхности металлических трубок,таких как медные трубки, определнному во вводной части независимого пункта формулы изобретения. Как правило, внутренние поверхности металлических трубок, таких как медные трубки, требуют обработки различными растворами до того, как эти трубки можно использовать желаемым образом. Обычно, например, медные трубки покрывают оловом, при этом на внутренней поверхности трубки создают слой олова в соответствии с принятыми нормами. Это предотвращает нежелательное растворение меди, например, в воде бытового назначения. Для того, чтобы гарантировать успешное нанесение покрытия, поверхность, предназначенную для нанесения покрытия, необходимо предварительно тщательно обработать. Целью предварительной обработки является удаление как всех смазочных средств и угольных плнок, так и окисленных участков, возникших на поверхности трубки на предыдущих операциях производства. Обычно предварительная обработка растворами включает отмывание смазочных средств и угольных плнок, травление и промывание перед правильным нанесением покрытия. При травлении металлическую поверхность очищают химическим способом от продуктов окисления, и обычно это проводят в водном растворе серной кислоты. Как хорошо известно, в способах предварительной обработки используют кислоты или другие сильные растворы в комбинации с соответствующими операциями промывания, и обращение с этими агентами может вызвать проблемы как в отношении безопасности при работе, так и в отношении защиты окружающей среды. Следовательно, было бы важно найти способ настолько закрытый и безопасный, чтобы избежать указанных проблем. Из патентной заявки WO 9937831 известен способ производства медных трубок, в котором внутреннюю поверхность медных трубок покрывают оловом в процессе электролиза. В соответствии с указанным способом трубку погружают в электролитическую ванну и там наносят покрытие. Целью данного изобретения является внедрение нового решения для обработки внутренней поверхности металлической трубки, такой как медная трубка, с тем, чтобы избежать недостатков известных в уровне техники, а также ускорить сам процесс. Изобретение отличается тем, что изложено далее в отличительной части независимого пункта формулы изобретения. Другие предпочтительные варианты осуществления изобретения отличаются тем, что изложено далее в остальных пунктах формулы изобретения. Устройство по изобретению для обработки внутренней поверхности металлической трубки имеет значительные преимущества. Изобретение относится к устройству для обработки внутренней поверхности металлических трубок, таких как медные трубки; указанное устройство включает средства для подачи обрабатывающего агента на внутреннюю поверхность металлической трубки и средства для удаления обрабатывающего агента, что означает, что устройство включает по меньшей мере предназначенный для поставки обрабатывающего агента распределительный элемент, посредством которого по существу равные количества обрабатывающего агента можно, по существу, одновременно наносить на внутренние поверхности по меньшей мере двух металлических трубок. Когда на внутреннюю поверхность каждой из предназначенных для обработки металлических трубок одновременно подают равные количества обрабатывающего агента, процесс обработки становится более быстрым и тщательным. В соответствии с предпочтительным вариантом осуществления изобретения устройство включает два распределительных элемента: распределительный элемент на загрузочном конце для подачи обрабатывающего агента в металлические трубки и распределительный элемент на разгрузочном конце для удаления обрабатывающего агента из металлических трубок. Теперь также и на разгрузочном конце металлических трубок можно успешно удалять равные количества обрабатывающего агента одновременно из каждой металлической трубки. Металлические трубки предпочтительно расположены наклонно по отношению к горизонтали,так что распределительный элемент разгрузочного конца находится выше, чем распределительный элемент загрузочного конца. В соответствии с изобретением распределительный элемент в продольном направлении снабжен по меньшей мере одним каналом, который включает по всей длине распределительного элемента участок сужения поперечного сечения канала. Размеры участка сужения поперечного сечения выбраны таким образом, что при протекании по нему обрабатывающего агента, равное падение давления создатся на конце каждой из обрабатываемых металлических трубок. Теперь, на внутренних поверхностях всех металлических трубок успешно достигается одновременное протекание равных количеств обрабатывающего агента. В соответствии с изобретением распределительный элемент включает по меньшей мере один канал для жидкости, по которому можно либо подавать обрабатывающий агент в распределительный элемент, либо удалять из него. Канал для жидкости может быть расположен на внешней окружности канала распределительного элемента, так чтобы на внутренних поверхностях распределительного элемента во время операции извлечения раствора не оставались какие-либо затеки раствора. В соответствии с предпочтительным вариантом осуществления изобретения распределительный элемент в продольном направлении снабжен двумя каналами различных размеров: первый по отношению к направлению течения канал и второй по отношению к направлению течения канал. В соответствии с предпочтительным вариантом осуществления изобретения в обоих распределительных элементах те каналы, что расположены первыми по отношению к направлению течения, взаимно идентичны, и те каналы, что расположены вторыми по отношению к направлению течения, взаимно идентичны. Когда ка-1 006913 налы находятся в продольном направлении распределительного элемента, обрабатывающий агент подают по всей длине распределительного элемента одновременно ко всем обрабатываемым металлическим трубкам. Каналы, которыми снабжен распределительный элемент, находятся во взаимном жидкостном соединении, через расположенный между каналами участок сужения. В продольном направлении распределительный элемент снабжен отстоящими друг от друга каналами для трубок для каждой из обрабатываемых металлических трубок. Обрабатываемая металлическая трубка предпочтительно расположена либо по отношению к направлению течения в первом канале, либо по отношению к направлению течения во втором канале. В соответствии с изобретением обрабатывающий агент протекает в распределительном элементе сначала по каналу, расположенному первым по отношению к направлению течения, из которого его через участок сужения направляют в канал, расположенный вторым по отношению к направлению течения. В распределительном элементе загрузочного конца металлическая трубка через свой канал для трубки соединена со вторым по отношению к направлению течения каналом, при этом указанный канал расположен выше канала, расположенного первым по отношению к направлению течения. В распределительном элементе разгрузочного конца металлическая трубка через свой канал для трубки соединена каналом, расположенным первым по отношению к направлению течения, при этом указанный канал расположен выше канала, расположенного вторым по отношению к направлению течения. Таким способом добиваются оптимальной циркуляции обрабатывающего раствора в металлических трубках. В соответствии с изобретением выбраны такие размеры канала, расположенного первым по направлению течения, что имеется место, по меньшей мере, для такого количества обрабатывающего агента,сколько можно в целом поместить на внутренние поверхности всех обрабатываемых металлических трубок. В соответствии с предпочтительным вариантом осуществления изобретения площадь поперечного сечения первого по направлению течения канала существенно больше, чем общая сумма площадей поперечных сечений всех обрабатываемых металлических трубок. Удобно то, что металлические трубки герметизированы по меньшей мере одним герметизирующим элементом вблизи канала для трубки, так что герметизирующий элемент продолжается до конца металлической трубки. Это предотвращает вытекание обрабатывающего агента на внешнюю поверхность металлической трубки. В соответствии с предпочтительным вариантом осуществления изобретения устройство включает всасывающее устройство для всасывания обрабатывающего агента через металлические трубки. В соответствии с другим предпочтительным вариантом осуществления изобретения устройство включает устройство для нагнетания давления, предназначенное для нанесения обрабатывающего раствора на внутренние поверхности металлических трубок. По меньшей мере в одном из распределительных элементов может быть предусмотрен канал для компенсационного воздуха, посредством которого в устройство предпочтительно доставляют компенсационный воздух, чтобы сделать возможным опорожнение указанного устройства. Устройство включает установку для переработки обрабатывающего агента. В указанную установку для переработки проводят обрабатывающий агент, который извлекают из металлических трубок после протекания в них реакций. Устройство может быть соединено с по меньшей мере одним по существу подобным устройством, так что обрабатывающий агент может циркулировать между ними. Теперь можно скомбинировать несколько устройств в виде единой установки и, таким образом, улучшить процесс обработки, используя, например, циркуляцию промывающего раствора в одной установке и, одновременно, лудильного раствора в другой, при этом каждым устройством для нагнетания давления или всасывающим устройством, таким как насос для раствора, можно управлять непрерывно. В соответствии с предпочтительным вариантом осуществления изобретения обрабатывающий агент является лудильным раствором. В соответствии с другим предпочтительным вариантом осуществления изобретения обрабатывающий агент является раствором для травления. В соответствии с ещ одним вариантом осуществления изобретения обрабатывающий агент является обезжиривающим раствором. В соответствии с предпочтительным вариантом осуществления изобретения обрабатывающий агент является промывочным раствором. В соответствии с предпочтительным вариантом осуществления изобретения обрабатывающий агент является сушильным газом. Устройство по изобретению облегчает обработку внутренних поверхностей металлических трубок, а также, применяя данное изобретение, можно избежать изготовления нескольких установок, регулирующих течение индивидуально для каждой трубки. Устройство по изобретению позволяет создать условия для беспрепятственного течения растворов, в которых возможно выпадение осадка, а также проводить эффективное промывание металлических трубок жидкостями или газами. Ниже изобретение описано более детально со ссылкой на прилагаемые чертежи. Фиг. 1 - предлагаемое устройство; фиг. 2 - поперечное сечение устройства по фиг. 1; фиг. 3 - поперечное сечение устройства по фиг. 1. Фиг. 1, 2 и 3 иллюстрируют устройство по изобретению для обработки внутренней поверхности металлической трубки, такой как медная трубка. В соответствии с примером, внутреннюю поверхность металлических трубок 2 покрывают оловом при помощи устройства, при этом используемый обрабатывающий агент 8 является лудильным раствором. На фиг. 1 изображн распределительный элемент 3 на-2 006913 загрузочном конце, предназначенный для подачи лудильного раствора 8 на внутренние поверхности металлических трубок, и распределительный элемент 4 на разгрузочном конце, предназначенный для разгрузки лудильного раствора 8 в перерабатывающую установку 9 после лужения, причм указанные распределительные элементы 3 и 4 устройства 1 расположены по обеим сторонам металлических трубок 2. Фиг. 2 и 3 представляют собой иллюстрации поперечных сечений распределительных элементов 3 и 4 при рассмотрении фиг. 1 по сечению А-А. В продольном направлении распределительного элемента выполнены два канала различных размеров, т.е. первые по отношению к направлению течения каналы 5 и 18 и вторые по отношению к направлению течения каналы 6 и 17. Поперечное сечение указанных каналов может быть круглым или угловатым. В обоих распределительных элементах 3, 4 первые по направлению течения каналы 5 и 18 взаимно идентичны, и вторые по направлению течения каналы 6 и 17 взаимно идентичны. Оба распределительных элемента между каналами снабжены участками 7 сужения,посредством которых каналы находятся в жидкостном соединении. Размер участка 7 сужения поперечного сечения выбран таким образом, что когда по нему протекает обрабатывающий агент, на конце 14 каждой из обрабатываемых металлических трубок создатся одинаково большое падение давления. В соответствии с примером площадь поперечного сечения каналов 5 и 18 намного больше, чем суммарная площадь поперечных сечений металлических трубок 2, которые необходимо покрыть оловом. Требуемое количество металлических трубок 2, которые необходимо покрыть оловом, находится в жидкостном соединении с каналами распределительного элемента. В продольном направлении обоих распределительных элементов изготовлены каналы 10 и 19 для каждой из металлических трубок, расположенные через данные интервалы 15. В продольном направлении распределительного элемента расположено столько каналов для трубок, сколько имеется металлических трубок, которые необходимо покрыть оловом. В соответствии с изобретением металлические трубки, которые необходимо покрыть оловом, расположены параллельно рядом, и каждая из них связана с распределительными элементами 3 и 4 через каналы 10 и 19 для трубок. Металлические трубки расположены между распределительными элементами наклонно, образуя угол, например, 0-90 по отношению к горизонтали, при этом распределительный элемент 4 на разгрузочном конце расположен выше, чем распределительный элемент 3 на загрузочном конце. Когда металлические трубки расположены под данным углом, облегчается удаление пузырьков из металлических трубок по направлению течения обрабатывающего агента. В распределительном элементе 3 загрузочного конца устройства, металлическая трубка 2 через свой канал 10 для трубки связана с каналом 6, вторым по направлению течения, при этом канал 6 находится в направлении течения и расположен выше первого канала 5. В распределительном элементе 4 разгрузочного конца, металлическая трубка 2 через свой канал 19 для трубки связана с каналом 18, который расположен первым по направлению течения, так что канал 18 находится в направлении течения и выше второго канала 17. Лудильный раствор начинают всасывать в металлические трубки 2 посредством всасывающего устройства 11, связанного с устройством через распределительный элемент 3 на загрузочном конце. Лудильный раствор 8 равномерно подают через канал 12 для жидкости, сделанный в распределительном элементе 3, в канал 5, расположенный первым по направлению течения, пока он не наполнится, и далее протекает через участок 7 сужения в канал 6, расположенный вторым по направлению течения. Из канала 6 через канал 10 для трубки лудильный раствор равными количествами течт на внутреннюю поверхность каждой из металлических трубок 2, которые необходимо покрыть оловом, и на внутренних поверхностях трубок происходят реакции образования оловянного покрытия. На внутренней поверхности металлической трубки создают слой олова, например, по следующей реакции:Sn2+ + Cu = Sn + Cu2+; при этом содержащиеся в лудильном растворе ионы олова восстанавливаются на внутренней поверхности медной трубки одновременно с растворением меди. После протекания в металлических трубках реакции образования оловянного покрытия лудильный раствор 8 течт из канала 19 для трубки, расположенного в распределительном элементе 4 на разгрузочном конце, в канал 18 и далее через участок 7 сужения в канал 17. Когда необходимо освободить устройство от лудильного раствора, открывают канал 20 для компенсационного воздуха, выполненный в распределительном элементе разгрузочного конца, при этом система трубок между распределительным элементом 4 разгрузочного конца и перерабатывающей установкой 9 освобождается от лудильного раствора через канал 16 для жидкости, который поступает в перерабатывающую установку 9. Затем канал 16 для жидкости закрывают, так что как распределительный элемент 4 и металлические трубки 2, так и распределительный элемент 3 освобождаются через канал 12 для жидкости в перерабатывающую установку 9. Каналы 12 и 16 для жидкости, которые можно при необходимости закрывать, в соответствии с примером расположены в нижней части распределительного элемента. Однако их можно изготовить так,чтобы они были расположены в боковой части распределительного элемента. Устройство можно использовать для циркуляции промывочной жидкости, такой как вода, травильный раствор, обезжиривающий раствор или сушильный газ, точно таким же способом, каким его используют для циркуляции лудильного раствора. Течение обрабатывающего агента может происходить непрерывно или отдельными порциями. К устройству может быть присоединено необходимое количество элементов, регулирующих поток,-3 006913 таких как клапаны или другие элементы, которые влияют на циркуляцию обрабатывающего агента. Устройство по изобретению можно связать по меньшей мере с одним похожим устройством. В крепжных точках 13 металлической трубки, которыми снабжены каналы 10 и 19 для трубок,предусмотрено необходимое количество уплотняющих элементов 21, так что уплотняющие элементы 21 окружают металлическую трубку 2 и канал для трубки, который необходимо покрыть оловом. Число указанных уплотняющих элементов составляет по меньшей мере один, причм его располагают так, что он продолжается за пределы внешнего края 14 металлической трубки, которую необходимо покрыть оловом; при необходимости, можно таким образом также изолировать конец металлической трубки от лудильного раствора. Для специалиста в данной области очевидно, что различные предпочтительные варианты осуществления изобретения не ограничены только вышеописанными примерами, но они могут варьировать в пределах прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство (1) для обработки внутренней поверхности металлических трубок (2), таких как медные трубки, снабжнное элементами для подачи обрабатывающего агента (8) для травления, очистки,нанесения покрытия или сушки на внутреннюю поверхность металлической трубки, и элементами для удаления обрабатывающего агента, отличающееся тем, что устройство включает по меньшей мере два распределительных элемента: распределительный элемент (3) на загрузочном конце для подачи обрабатывающего агента (8) в металлические трубки (2) и распределительный элемент (4) на разгрузочном конце для удаления обрабатывающего агента из металлических трубок, где распределительные элементы(3, 4) в продольном направлении снабжены по меньшей мере одним каналом, включая участок (7) сужения поперечного сечения канала по всей длине распределительного элемента, а размеры участка сужения поперечного сечения выбраны таким образом, что при протекании по нему обрабатывающего агента на конце каждой из предназначенных для обработки металлических трубок (2) создатся одинаково большое падение давления; также в продольном направлении распределительные элементы снабжены двумя каналами: первый канал (5, 18) по отношению к направлению течения и второй канал (6, 17) по отношению к направлению течения и тем, что каналы, которыми снабжен распределительный элемент, находятся во взаимном жидкостном соединении посредством участка (7) сужения, расположенного в каналах; предусмотрено, что обрабатывающий агент (8) течт в распределительном элементе (3, 4) в канал (5, 18),расположенный первым по отношению к направлению течения, из которого через участок (7) сужения его направляют в канал (6, 17), расположенный вторым по отношению к направлению течения, посредством которого распределительный элемент (3) на загрузочном конце поставляет обрабатывающий агент(8) на внутренние поверхности по меньшей мере двух металлических трубок. 2. Устройство по п.1, отличающееся тем, что металлические трубки расположены наклонно по отношению к горизонтали, так что распределительный элемент (4) на разгрузочном конце расположен выше, чем распределительный элемент (3) на загрузочном конце. 3. Устройство по любому из пп. 1-2, отличающееся тем, что распределительный элемент (3, 4) снабжен по меньшей мере одним каналом (12, 16) для жидкости, по которому обрабатывающий агент (8) можно либо подавать в распределительный элемент, либо удалять из него. 4. Устройство по п.3, отличающееся тем, что в обоих распределительных элементах (3, 4) первые по направлению течения каналы (5, 18) взаимно идентичны и вторые по направлению течения каналы (6,17) взаимно идентичны. 5. Устройство по любому из пп.1-4, отличающееся тем, что распределительный элемент в продольном направлении снабжен каналами (10, 19) для трубок, расположенными через определнные интервалы (15), для каждой из предназначенных для обработки металлических трубок (2). 6. Устройство по п.5, отличающееся тем, что обрабатываемая металлическая трубка (2) через канал(10, 19) для трубки находится в непосредственном жидкостном соединении либо с первым, предусмотренным по направлению течения в распределительном элементе (3, 4) каналом (5, 18), либо со вторым предусмотренным по направлению течения каналом (6, 17). 7. Устройство по п.5 или 6, отличающееся тем, что в распределительном элементе (3) загрузочного конца металлическая трубка (2) через свой канал (10) для трубки связана с каналом (6), расположенным вторым по отношению к направлению течения, при этом канал (6) расположен выше канала (5), расположенного первым по направлению течения. 8. Устройство по п.5 или 6, отличающееся тем, что в распределительном элементе (4) разгрузочного конца металлическая трубка (2) через свой канал (19) для трубки связана с каналом (18), расположенным первым по отношению к направлению течения, при этом канал (18) расположен выше канала (17), расположенного вторым по направлению течения. 9. Устройство по пп.1, 4, 6, 7 или 8, отличающееся тем, что размеры первого по направлению течения канала (5, 18) выбраны таким образом, что в канале может поместиться по меньшей мере столько-4 006913 обрабатывающего агента, сколько в целом места на всех внутренних поверхностях каждой из предназначенных для обработки металлических трубок (2). 10. Устройство по пп.1, 4, 6, 7, 8 или 9, отличающееся тем, что площадь поперечного сечения первого по направлению течения канала (5, 18) существенно превышает общую сумму площадей поперечных сечений всех предназначенных для обработки металлических трубок (2). 11. Устройство по пп.5, 6, 7 или 8, отличающееся тем, что металлические трубки (2) герметизированы по меньшей мере одним герметизирующим элементом (21) поблизости от канала (10, 19) для трубки, так что герметизирующий элемент продолжается до конца (14) металлической трубки. 12. Устройство по любому из пп.1-11, отличающееся тем, что это устройство включает всасывающий элемент (11) для всасывания обрабатывающего агента (8) через металлические трубки. 13. Устройство по любому из пп.1-11, отличающееся тем, что это устройство включает устройство для нагнетания давления, чтобы поставлять обрабатывающий раствор на внутренние поверхности металлических трубок. 14. Устройство по любому из пп.1-13, отличающееся тем, что по меньшей мере в одном из распределительных элементов может быть расположен канал (20) для компенсационного воздуха. 15. Устройство по любому из пп.1-14, отличающееся тем, что это устройство включает установку(9) для переработки обрабатывающего агента. 16. Устройство по любому из пп.1-15, отличающееся тем, что это устройство может быть связано по меньшей мере с одним по существу подобным устройством, так что обрабатывающий агент может циркулировать между ними. 17. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является лудильным раствором. 18. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является раствором для травления. 19. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является обезжиривающим раствором. 20. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является промывочной жидкостью. 21. Устройство по любому из пп.1-16, отличающееся тем, что обрабатывающий агент (8) является сушильным газом.
МПК / Метки
МПК: B08B 9/027, C23C 18/31, C23G 3/04, C23C 2/38
Метки: металлической, устройство, обработки, поверхности, внутренней, трубки
Код ссылки
<a href="https://eas.patents.su/7-6913-ustrojjstvo-dlya-obrabotki-vnutrennejj-poverhnosti-metallicheskojj-trubki.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для обработки внутренней поверхности металлической трубки</a>
Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб
Номер патента: 5729
Опубликовано: 30.06.2005
Автор: Вершинин Иван Иванович
МПК: B08B 9/055, B05C 7/08
Метки: защитного, очистки, внутренней, нанесения, устройство, поверхности, внутреннюю, покрытия, поверхность, труб
Формула / Реферат:
1. Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб представляет собой изделие цилиндрической формы, любой длины, с торцами любой формы, выполненное из упругого, воздухонепроницаемого или водонепроницаемого материала, способное сжиматься под воздействием внешних сил и восстанавливать свою форму, и на его поверхности выполнены по крайней мере одна канавка или углубление любой...
Способ установки свернутого в спираль упругого листа вдоль внутренней поверхности канала для текучей среды
Номер патента: 1142
Опубликовано: 30.10.2000
Авторы: Стюарт Роберт Брюс, Доннелли Мартин, Лохбек Вильхельмюс Христианюс Мария
МПК: F16L 55/1645, E21B 43/10
Метки: поверхности, среды, свернутого, вдоль, листа, установки, внутренней, текучей, способ, упругого, канала, спираль
Формула / Реферат:
1. Способ установки свернутого в спираль упругого листа (3, 10) вдоль внутренней поверхности (4) канала (1) для текучей среды, содержащий стадии: - сворачивания в спираль упругого листа (3, 10) и закрепления свернутого листа на несущем инструменте (5), так чтобы несущий инструмент (5) со свернутым листом (3, 10) можно было перемещать через канал (1); - перемещения несущего инструмента (5) к месту в канале (1), где должен быть установлен...
Способ повышения качества поверхности с помощью лазерной обработки
Номер патента: 1503
Опубликовано: 23.04.2001
Авторы: Маккэй Турман Двэйн, Маккэй Мэри Хелен, Даотре Нарендра Б.
МПК: C21D 1/04, C23F 11/00
Метки: обработки, повышения, лазерной, поверхности, помощью, качества, способ
Формула / Реферат:
1. Способ управления глубиной лазерного легирования металлической заготовки, по которому на поверхность металлической заготовки наносят связующее вещество, содержащее предварительный сплав, облучают поверхность заготовки и предварительного сплава лазерным лучом, который выходит из системы подвода лазерного луча, имеющим достаточную мощность, в течение интервала времени, достаточного для оплавления поверхности заготовки и предварительного сплава...
Устройство для разливки металлической ленты и способ управления им
Номер патента: 3507
Опубликовано: 26.06.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: ленты, способ, металлической, управления, разливки, устройство
Формула / Реферат:
1. Устройство для разливки металлической ленты, содержащее два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающееся тем, что литейные валки (22, 24) установлены с возможностью перемещения от позиции (G) литья на такое расстояние, чтобы на позицию (G) литья...
Способ и устройство для динамической коррекции толщины металлической ленты или полосы
Номер патента: 6530
Опубликовано: 24.02.2006
Авторы: Пампель Гюнтер, Йойде Манфред, Пампель Михаэль
МПК: B21B 37/18
Метки: способ, коррекции, полосы, металлической, ленты, толщины, динамической, устройство
Формула / Реферат:
1. Способ коррекции толщины металлической ленты или полосы при ее прокатке в прокатной клети, оснащенной исполнительными элементами для регулирования толщины металлической ленты или полосы, с последующей намоткой металлической ленты или полосы по меньшей мере на одну моталку, при осуществлении которого на основе результатов по меньшей мере одного измерения длины металлической ленты или полосы и результатов измерения соответствующего числа...
Предыдущий патент: Устройство для натяжения каната лифта
Следующий патент: Комплексный материал, состоящий из вуали из элементарных стеклонитей, сформированной по сухому способу, и нетканого материала из органических элементарных нитей
Случайный патент: Пептидные конъюгаты агонистов рецептора glp-1 и их применение