Получение размеростойких полиэфирных нитей
Формула / Реферат
1. Способ получения комплексной полиэфирной нити, пригодной для технического использования, в котором
- крошку полиэтилентерефталата с собственной вязкостью в области от 0,55 до 0,70 дл/г, которая характеризуется интервалом отклонений < ± 0,02 дл/г, вводят в экструдер со средством, уменьшающим концентрацию концевых карбоксильных групп, там расплавляют и смешивают,
затем расплав подают в реактор для обработки высоковязких расплавов, где расплав подвергается дополнительной конденсации до собственной вязкости > 0,9 дл/г и снижается концентрация концевых карбоксильных групп до < 15 ммоль/кг, при этом температура в реакторе составляет 268-278шC,
- расплав, обрабатываемый в реакторе, выдавливают через фильеры, причем скорость сдвига на стенках отверстий сопла > 2300 в секунду, затем проводят через зону термостатирования, зону охлаждения и зону кондиционирования, укрепленные нити подвергают прядильной препарации и вытягивают со скоростью формования v от 2500 до 3400 м/мин посредством вытягивающего устройства, так что полученная формуемая нить характеризуется структурным признаком Q, который соответствует следующему условию:
-1,333 Ч 10-3 Ч v + 8,03_ Q_ -l,333 Ч 10-3 Ч v + 9,03
причем Q = 1000 x двойное лучепреломление/кристалличность формуемой нити, структурированные таким образом, формуемые нити, вытягивают в 2 вытяжных полях с общей кратностью вытяжки между 1,7/1 и 2,6/1, термофиксируют, затем подвергают релаксации и со скоростью наматывания более 5500 м/мин наматывают.
2. Способ по п.1, отличающийся тем, что обработку в реакторе проводят при температуре от 270 до 275шC.
3. Способ по п.1 или 2, отличающийся тем, что расплав подвергают дополнительной конденсации до вязкости от 0,92 до 1,00 дл/г.
4. Способ по пп.1-3, отличающийся тем, что для уменьшения концевых карбоксильных групп используют смесь из алкиленкарбоната и аллилтрифенилфосфонийбромида.
5. Способ по пп.1-4, отличающийся тем, что используют реактор для переработки высоковязких расплавов, обеспечивающий перемешивание и равномерное поддержание температуры внутри реактора.
6. Ориентированный полиэтилентерефталатный комплексный филамент, характеризующийся следующей комбинацией свойств:
Вязкость: _ 0,84 дл/г
Концевые карбоксильные группы:_ 21 ммоль/кг
Прочность при разрыве:> 69 сН/текс
Размеростойкость (DS) : > 10 сН/дтекс*% для DS=Lase5/HLS при 160шC
Конечный модуль: < 160 сН/текс
Обрыв элементарного волокна на 10 км _ 7.
7. Ориентированный полиэтилентерефталатный комплексный филамент по п.6, характеризующийся вязкостью между 0,85 и 0,90 дл/г.
8. Ориентированный полиэтилентерефталатный комплексный филамент по пп.6 и 7, характеризующийся концентрацией концевых карбоксильных групп от 17 до 21 ммоль/кг.
9. Ориентированный полиэтилентерефталатный комплексный филамент по пп.6-8, характеризующийся размеростойкостью DS от 11 до 14.
10. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования шин.
11. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования конвейерных лент.
12. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования клиновых ремней.
Текст
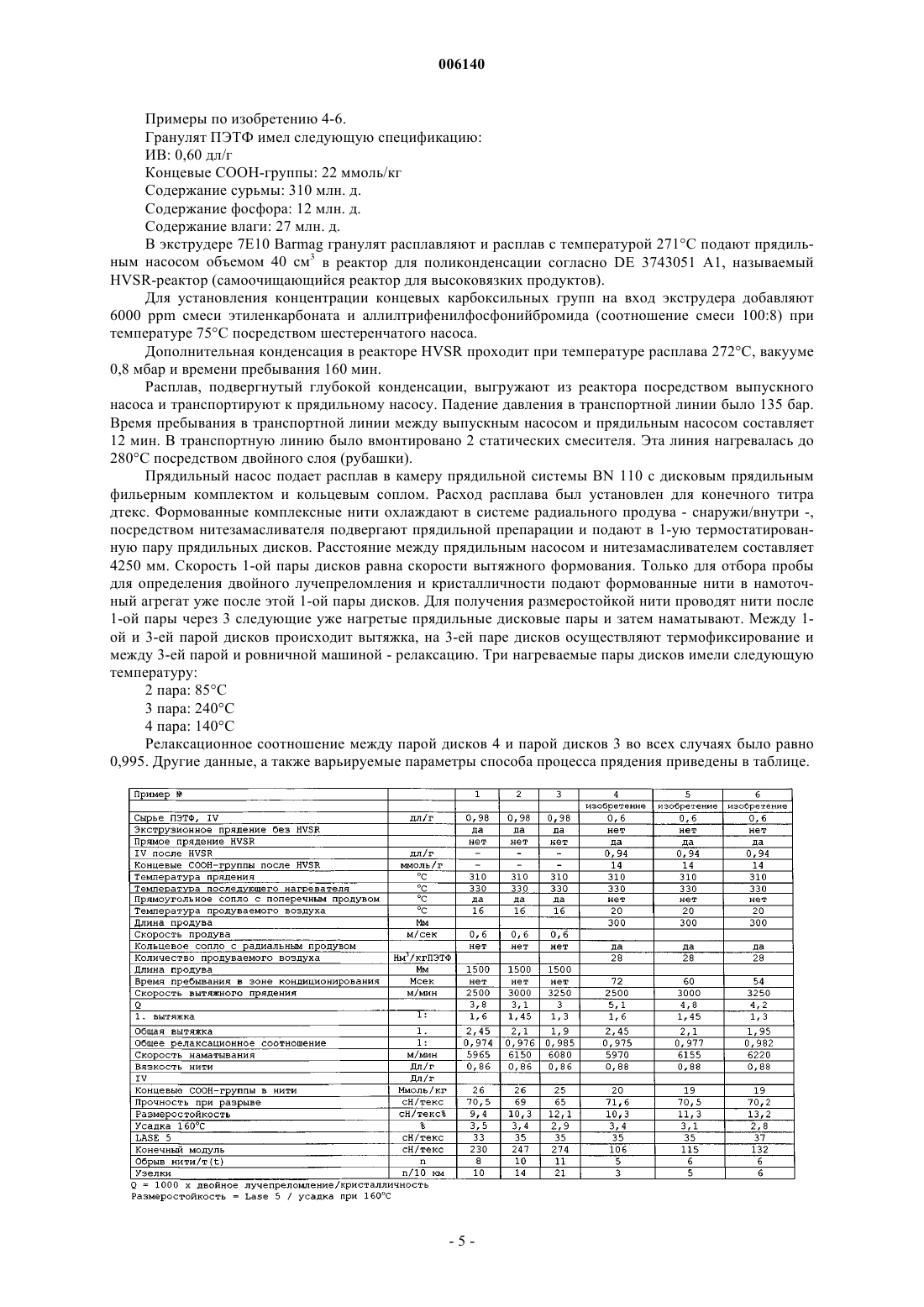
006140 Изобретение относится к непрерывному способу получения комплексных размеростойких полиэфирных нитей, пригодных для технического применения в качестве шинного корда, для армирования конвейерных лент и тому подобное, а также комплексных полиэфирных нитей и их применения для технических целей. Комплексные размеростойкие полиэфирные нити в особенности используются в виде тканей в качестве каркасов в технических изделиях таких, как шины, конвейерные ленты, клиновые ремни и так далее. Высокий модуль, малая усадка и высокая усталостная прочность являются требованиями, которые предъявляют к комплексным размеростойким нитям такого рода. Нити с высокой усталостной прочностью должны характеризоваться собственной вязкостью свыше 0,83 дл/г. Получение необходимого для этого полимера происходит в большинстве случаев в твердой фазе,путем так называемой твердофазной конденсации. При этом в основном исходят из полимеров с текстильной вязкостью около 0,6 дл/г. Гранулят, полученный дополнительной конденсацией, должен быть перед прядением расплавлен, что обычно происходит в экструдере. Для получения комплексных размеростойких полиэфирных нитей, обычно используют два отличающихся способа - прядение и вытяжку. Общим для этих способов является то, что в обоих случаях скорость прядения составляет более 2000 м/мин. Различие состоит в том, что формуемые нити при так называемом 2-стадийном процессе, прежде всего, наматывают и в последующей отдельной стадии способа подвергают вытяжке со скоростью менее 500 м/мин, в то время как в так называемом одностадийном процессе, также называемом высокоскоростным полным вытягиванием волокна в процессе формования, вытягивание и наматывание (намотка) происходит со скоростью вплоть до 7000 м/мин немедленно вслед за прядением. Все эти способы имеют свои достоинства и недостатки. Так, например, в патенте US-PS 4195052 описан способ получения улучшенных полиэфирных филаментных нитей. Этот способ согласно описанию осуществляют со скоростью прядения от 500 до 3000 м/мин. Характеристик и данных по уровню обрыва элементарного волокна нити не приводится. Также не используется дополнительный нагреватель после фильеры. Это неизбежно приводит к образованию структуры ядро-оболочка и повышенной кристалличности формуемой нити и, тем самым, к недостаточной растяжимости. Малые выходы и высокий уровень обрыва элементарного волокна, таким образом,являются неизбежными. В патенте ЕР 0799331 В 1 описан способ получения филаментных нитей для технического использования, осуществляемый при скорости намотки нити более чем 6000 м/мин. При этом способе высоковязкий гранулят (ИВ 0,86 дл/г), полученный путем дополнительной конденсации в твердой фазе, расплавляют в экструдере и подают в устройство для прядения. Недостаток дополнительной конденсации в твердой фазе состоит в том, что этот вид поликонденсации приводит к неоднородности вязкости уже внутри зерен гранул. Так, например, при средней вязкости зерна гранул 0,98 дл/г внешняя оболочка этого зерна явно характеризуется вязкостью свыше 1,2 дл/г. При экструзии такая высокая вязкость требует температуры около 300 С. Высокие температуры плавления приводят к относительно высокому снижению вязкости, которое в зависимости от числа имеющихся мест прядения и суммарного времени пребывания расплава в транспортной линии и в системе прядения имеет значение явно выше 0,06 дл/г. Снижение вязкости связано с возрастанием количества концевых карбоксильных групп в формуемой нити. Повышенная концентрация концевых карбоксильных групп, связанная с повышенным снижением вязкости, для специалиста является мерой термической нестабильности расплава, которая приводит к большему обрыву при полном вытягивании волокна в процессе формования, и к увеличенным обрывам элементарной нити. Повышенное число концевых карбоксильных групп в комплексных размеростойких нитях ухудшает их термическую и гидролитическую устойчивость при дальнейшей обработке этих нитей. В патенте ЕР 0526740 В 1 описан способ, при котором регулируется соотношение двойного лучепреломления и кристалличности формуемой нити. В зависимости от условий процесса это достигается посредством модифицирования полиэтилентерефталата алифатическими дикарбоновыми кислотами, в основном, с 5-10 С-атомами и/или ароматическими карбоновыми кислотами, карбонильные связи которых расположены под углом или их ароматические ядра содержат способные к модифицированию заместители, и/или посредством модифицирования алкан- или циклоалкандиолами с 3-10 С-атомами, диили триэтиленгликолем или полиэтиленгликолем. Недостатком этого способа является то, что не коммерчески доступный полиэтилентерефталат, а специально химически модифицированный полиэтилентерефталат, подвергают дополнительной конденсации. Дополнительная конденсация химически модифицированного полиэтилентерефталата происходит в твердой фазе с последующей экструзией высоковязкой крошки полимера, при этом имеет место большое понижение вязкости и значительное увеличение числа концевых карбоксильных групп. Также в этом случае отсутствуют конкретные данные о количестве концевых карбоксильных групп, а также о конечном модуле полученных технических нитей, которые существенны для дальнейшей переработки и тем самым представляют собой важную характеристику размеростойких нитей.-1 006140 В патенте ЕР 0423213 описан способ получения вытянутых полиэтилентерефталатных нитей. Высокий конечный модуль этих нитей 20 г/ден, отсутствующая стабилизация концевых карбоксильных групп и относительно низкие значения прочности при разрыве и размеростойкости (Е 4,5 + HAS177C13,5%) и, прежде всего, отсутствующие данные для характеристики способа (выход, уровень обрыва элементарной нити) указывают на плохие характеристики описанного способа. Несмотря на то, что уже известен целый ряд способов получения комплексных размеростойких полиэтилентерефталатных нитей, еще существует потребность в усовершенствованных способах, которые в промышленном масштабе обеспечивают необходимые хорошие характеристики, то есть низкий обрыв нити и элементарной нити. Поэтому задача данного изобретения состоит в том, чтобы разработать способ получения комплексных нитей с постоянными хорошими механическими свойствами, в особенности пригодных для использования в качестве армирующего материала для шин, конвейерных лент и клиновых ремней, при проведении которого может быть использован коммерчески доступный текстильный полиэфирный гранулят, а также повышен выход размеростойких нитей и снижено число обрывов элементарного волокна. Задачей изобретения является описанный далее способ, в котором в качестве сырья может быть использован коммерчески доступный полиэтилентерефталатный гранулят и проводится дополнительная конденсация расплава для обеспечения высокой вязкости, который приводит к высокой гомогенности высоковязкого расплава, имеет место стабилизация концентрации концевых карбоксильных групп при дополнительной конденсации расплава, происходит незначительное снижение вязкости или незначительное увеличение концевых карбоксильных групп в системе прядения, возможно возникновение оптимальной структуры формуемой нити, который характеризуется особенно хорошими и равномерными текстильно-физическими свойствами нитей в отношении модуля (LASE5), тепловой усадки и конечного модуля и и при этом число обрывов элементарной нити является незначительным. Поставленная задача решается способом получения комплексной полиэфирной нити, пригодной для технического использования, в котором- крошку полиэтилентерефталата с собственной вязкостью в области от 0,55 до 0,70 дл/г, характеризующейся интервалом отклонений+/- 0,02 дл/г, вводят в экструдер со средством, уменьшающим концентрацию концевых карбоксильных групп, там расплавляют и смешивают,- затем расплав подают в реактор для переработки высоковязких расплавов, где расплав подвергают дополнительной конденсации до собственной вязкости 0,9 дл/г и снижают концентрацию концевых карбоксильных групп до 15 ммоль/кг, причем температура в реакторе составляет 268-278 С,- расплав, обрабатываемый в реакторе, продавливают через отверстия фильер, причем скорость сдвига на стенках отверстий сопла 2300 в секунду, затем проводят через зону термостатирования, зону охлаждения и зону кондициционирования, укрепленные нити подают на прядение и вытягивают со скоростью приема формуемой нити v от 2500 до 3000 м/мин посредством вытягивающего устройства, так что полученная формуемая нить характеризуется структурным признаком Q, который соответствует следующему условию-1,33310-3v + 8,03Q-l,33310-3v + 9,03 причем Q = 1000 х двойное лучепреломление/кристалличность формуемой нити. Структурированные таким образом формуемые нити вытягивают в 2 вытяжных полях с общей кратностью вытяжки между 1,7/1 и 2,6/1, термофиксируют, затем подвергают релаксации и со скоростью наматывания более 5500 м/мин наматывают. Предпочтительные формы выполнения способа согласно изобретению описаны в пунктах формулы изобретения 2-5. Следующим объектом изобретения является подвергнутый вытяжке полиэтилентерефталатная комплексная филаментная нить согласно п.6 формулы изобретения. Пункты 7-9 формулы изобретения раскрывают наиболее предпочтительные формы выполнения вытянутой полиэтилентерефталатной комплексной филаментной нити согласно изобретению. Следующим объектом изобретения является применение предлагаемых комплексных полиэфирных нитей для усиления технических продуктов, в особенности шин, предпочтительно автомобильных шин,конвейерных лент, клиновых ремней и тому подобное. Для проведения способа согласно изобретению используют коммерчески доступный полиэтилентерефталатный гранулят с текстильной вязкостью в области 0,55-0,70 дл/г. Пределы отклонений вязкости такого гранулята обычно находятся в области 0,02 дл/г. Гранулят расплавляют в экструдере. На вход экструдера дополнительно подают средство, уменьшающее количество концевых карбоксильных групп,и гомогенно смешивают в экструдере с расплавом ПЭТФ. Температура расплава, выходящего из экструдера, должна быть менее 275 С, предпочтительно менее 272 С. Затем расплав с помощью насоса для расплава, предпочтительно шестеренчатого насоса, подают в реактор, в котором расплав подвергают дополнительной конденсации до вязкости 0,90 дл/г и одновременно доводят концентрацию концевых карбоксильных групп расплава ПЭТФ до менее 15 ммоль/кг. В качестве реакторов для переработки высоковязких расплавов могут быть использованы реакторы,-2 006140 в которых осуществляется хорошее перемешивание и равномерное поддержание температуры, и в которых, в особенности, подвергаемый обработке продукт поликонденсации не может осаждаться в мертвых точках на стенках, на вращающихся элементах и так далее. Соответствующий реактор описан в заявкеDE 3743051 А 1, на его описание также приводится ссылка в настоящем изобретении. Для определения концентрации концевых карбоксильных групп высоковязкого полиэфирного расплава предпочтительно используют смеси алкиленкарбонатов и аллилтрифенилфосфонийбромида, предпочтительно в количестве от 4000 до 16000 ррm в расчете на полиэфир. Соответствующий способ описан в заявке DE 19526405 А 1 и охватывается настоящим изобретением. Температура в реакторе предпочтительно составляет 268-278 С, с помощью вакуума в реакторе устанавливают конечную вязкость; вакуум предпочтительно имеет значение 0,3-1,2 мбар. Интервал отклонений конечной вязкости 0,0075 дл/г. Расплав, подвергаемый в реакторе дополнительной конденсации, посредством выпускного насоса продвигают в транспортной линии к отдельным прядильным валкам, в которых находятся прядильные насосы. Расплав находится в транспортной линии при температуре 285 С. Таким образом, эта температура явно ниже температуры, которая может устанавливаться при экструзионном формовании высоковязкого ПЭТФ, которая составляет более 295 С. Понижение вязкости в транспортной линии и в системе прядения при способе согласно изобретению составляет 0,06 дл/г, то есть менее половины по сравнению с обычным экструзионным формованием. Дозирующие насосы, которые предпочтительно нагреваются по отдельности, продавливают расплав через фильерные комплекты. В фильерных комплектах находится фильтр, предпочтительно фильтр из металлической ваты, посредством которого отфильтровывают из расплава возможные имеющиеся загрязнения. Давление сопла предпочтительно находится в области от 200 до 600 бар и может регулироваться в зависимости от расхода расплава. Затем расплав формуют при температуре формования от 300 до 315 С через отверстия сопла фильеры, причем диаметр и количество отверстий выбирают так, что степень сдвига в канале сопла предпочтительно находится в области 2500-7500 в секунду и рассчитывается по формуле= 4F/r3 где F обозначает количество, подаваемое в капилляры, в м 3/с, и r обозначает радиус капилляра в м. Непосредственно под площадью выходного сечения сопла находится зона термостатирования,имеющая длину 100-500 мм и температуру от 270 до 370 С. За счет этого затвердевание расплава замедляется. За этой зоной термостатирования следует зона охлаждения, характеризующаяся длиной от 150 до 700 мм и предпочтительно выполненная в форме радиальной продувной шахты. Принципиально для этого пригодна также шахта с поперечным продувом. Нити охлаждают воздухом в количестве от 10 до 40 м 3 воздуха при нормальных условиях/кг полимера. Холодный воздух предпочтительно имеет температуру от 15 до 40 С. За зоной охлаждения следует зона кондиционирования, в которой нити пребывают (50-150)10-3 с. Температура внутренних стенок зоны кондиционирования составляет менее 60 С. После зоны кондиционирования образовавшиеся филаменты подвергают препарации и вытягивают со скоростью прядения от 2500 до 3400 м/мин. Затем филаменты подвергают вытяжке на 4 парах машин в 2 вытяжных полях, затем, термофиксируют и подвергают релаксации, и наматывают со скоростью намотки более 5500 м/мин. Неожиданно показано, что процесс вытяжки только тогда протекает с исключительными характеристиками, и при этом получаются нити с высокой размеростойкостью, если соблюдаются следующие условия для значения Q:-1,33310-3v + 8,03Q-l,33310-3v + 9,03 при 2500 м/мин v3400 м/мин. При этом Q является частным от деления из увеличенного в тысячу раз двойного лучепреломления и кристалличности формуемой нити, которую после первой пары отводят для измерительных целей. V обозначает скорость прядения, идентичную скорости поверхности первой пары прядильных дисков. Средний специалист достигает регулирования величины Q в заданной области посредством установления следующих условий: температура формования, диаметр отверстий сопла, длина и температура зоны термостатирования, количество/скорость и температура вдуваемого воздуха, время пребывания в зоне кондиционирования. Принципиально высокое значение Q приводит к улучшенному поведению при вытяжке, а также к повышенным выходам и меньшим обрывам элементарной нити. Высокая кристалличность в формуемых нитях затрудняет вытяжку, но является необходимым условием для требуемой размеростойкости вытянутых нитей. Кроме того, интервал отклонения вязкости полимера 0,0075 дл/г является предпосылкой для хороших характеристик. Полученные комплексные полиэфирные нити имеют следующую комбинацию химических, текстильно-физических свойств и характеристик: Вязкость:0,84 дл/г-3 006140 Концевые карбоксильные группы: 21 ммоль/кг Прочность при разрыве: 69 сН/текс Размеростойкость (DS):10 сН/дтекс% для DS=Lase5/HLS при 160 С Конечный модуль:160 сН/текс Обрыв элементарной нити на 10 км 7 Обрыв нити на т (t)8 Нити согласно изобретению могут, кроме того, быть использованы в качестве армирующих материалов в шинах, конвейерных лентах и клиновых ремнях. Показатели свойств, приведенные в последующих примерах и в предыдущем тексте, определяли следующим образом. Собственную вязкость определяли в растворе 5 г полиэфира в мл смеси фенола и 1,2-дихлорбензола(3:2 вес.ч.) при 25 С. Концентрацию концевых карбоксильных групп определяли фотометрическим титрованием раствора полиэтилентерефталата в смеси о-крезола и хлороформа (70:30 вес.ч.) с 0,05 н. этанольным раствором гидроксида калия по отношению к бромтимоловому голубому. Двойное лучепреломление формуемой нити определяли посредством поляризационного микроскопа с релаксационным компенсатором и зеленым фильтром (540 нм) при использовании клиновых срезов. Определяли разность хода между ординарным и экстраординарным лучом при прохождении линейного поляризованного света через филамент. Двойное лучепреломление обозначает частное от деления разности хода на диаметр филамента. При полном вытягивании волокна в процессе формования формуемые нити отбирали на приемный прядильный диск. Кристалличность невытянутых нитей определяли из плотности этих нитей. Плотность определяли в градиентной трубе, заполненной смесью н-гептан/четыреххлористый углерод при 23 С. Градиентную трубу готовили и калибровали в соответствии с ASTM D1505-68. Кристалличность рассчитывали по следующей формуле:ds - измеренная плотность пробы в г/см 3dc - теоретическая плотность 100% кристаллической фазы (1,529 г/см 3) Определение прочностных свойств проводили на нитях, которые изготавливали кручением 50 Т/м,на тестируемой длине 250 мм со скоростью вытягивания 200 мм/мин. При этом сила, соответствующая удлинению 5% на диаграмме нагрузка-удлинение, разделенная на титр, обозначается как Lase5. Конечный модуль рассчитывается из разности прочности при разрыве и прочности в точке разрывного удлинения - 2,4 % на кривой нагрузка - растяжение - разделенный на 0,024. Усадку горячим воздухом (HLS) определяли с помощью тестера усадки фирмы Testrite/USA при 160 С закалки 0,05 сН/дтекс и продолжительности обработки 4 мин. Изобретение поясняется следующими примерами. Сравнительные примеры 1-3. Гранулят ПЭТФ с собственной вязкостью 0,98 дл/г, с 16 ммоль/кг концевых СООН-групп и влажностью 25 ррm расплавляют в экструдере 7 Е фирмы Barmag, DE. Расплавленный полимер выдавливают при 160 бар посредством статического смесителя и подают дозировочным насосом для расплава объемом 40 см 3. Прядильный насос подает расплав, термостатированный до 298 С, в камеру системы пряденияBN 52 с прямоугольным фильерным пакетом и прямоугольной фильерой с различной геометрией отверстий сопла. Расход расплава для конечного титра устанавливают 1100 дтекс/300 фил. Давление в сопле составляет 300 бар. Формованные комплексные нити охлаждают в системе поперечной продувки, посредством нитезамасливателя подвергают прядильной препарации и подают в 1-ую термостатированную пару прядильных дисков. Скорость этой 1-ой пары дисков согласно договоренности равна скорости вытяжного формования. Только для отбора пробы для определения двойного лучепреломления и кристалличности подают формованные нити уже после 1-ой пары дисков в намоточный агрегат. Для получения размеростойкой нити проводят нити после 1-ой пары через 3 последующие, уже нагретые пары прядильных дисков и затем наматывают. Между 1-ой и 3-ей парой на 2 стадии происходит вытяжка, на 3-ей паре осуществляют термофиксирование и между 3-ей парой и ровничной машиной - релаксацию. Три нагреваемые пары были термостатированы следующим образом: 2 пара: 85 С 3 пара: 240 С 4 пара: 150 С Релаксационное соотношение между парой 4 и парой 3 во всех случаях было равно 0,995. Другие данные приведены в таблице. Параметры способа процесса прядения во всех трех примерах были идентичны.-4 006140 Примеры по изобретению 4-6. Гранулят ПЭТФ имел следующую спецификацию: ИВ: 0,60 дл/г Концевые СООН-группы: 22 ммоль/кг Содержание сурьмы: 310 млн. д. Содержание фосфора: 12 млн. д. Содержание влаги: 27 млн. д. В экструдере 7 Е 10 Barmag гранулят расплавляют и расплав с температурой 271 С подают прядильным насосом объемом 40 см 3 в реактор для поликонденсации согласно DE 3743051 А 1, называемыйHVSR-реактор (самоочищающийся реактор для высоковязких продуктов). Для установления концентрации концевых карбоксильных групп на вход экструдера добавляют 6000 ррm смеси этиленкарбоната и аллилтрифенилфосфонийбромида (соотношение смеси 100:8) при температуре 75 С посредством шестеренчатого насоса. Дополнительная конденсация в реакторе HVSR проходит при температуре расплава 272 С, вакууме 0,8 мбар и времени пребывания 160 мин. Расплав, подвергнутый глубокой конденсации, выгружают из реактора посредством выпускного насоса и транспортируют к прядильному насосу. Падение давления в транспортной линии было 135 бар. Время пребывания в транспортной линии между выпускным насосом и прядильным насосом составляет 12 мин. В транспортную линию было вмонтировано 2 статических смесителя. Эта линия нагревалась до 280 С посредством двойного слоя (рубашки). Прядильный насос подает расплав в камеру прядильной системы BN 110 с дисковым прядильным фильерным комплектом и кольцевым соплом. Расход расплава был установлен для конечного титра дтекс. Формованные комплексные нити охлаждают в системе радиального продува - снаружи/внутри -,посредством нитезамасливателя подвергают прядильной препарации и подают в 1-ую термостатированную пару прядильных дисков. Расстояние между прядильным насосом и нитезамасливателем составляет 4250 мм. Скорость 1-ой пары дисков равна скорости вытяжного формования. Только для отбора пробы для определения двойного лучепреломления и кристалличности подают формованные нити в намоточный агрегат уже после этой 1-ой пары дисков. Для получения размеростойкой нити проводят нити после 1-ой пары через 3 следующие уже нагретые прядильные дисковые пары и затем наматывают. Между 1 ой и 3-ей парой дисков происходит вытяжка, на 3-ей паре дисков осуществляют термофиксирование и между 3-ей парой и ровничной машиной - релаксацию. Три нагреваемые пары дисков имели следующую температуру: 2 пара: 85 С 3 пара: 240 С 4 пара: 140 С Релаксационное соотношение между парой дисков 4 и парой дисков 3 во всех случаях было равно 0,995. Другие данные, а также варьируемые параметры способа процесса прядения приведены в таблице.-5 006140 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения комплексной полиэфирной нити, пригодной для технического использования,в котором крошку полиэтилентерефталата с собственной вязкостью в области от 0,55 до 0,70 дл/г, которая характеризуется интервалом отклонений 0,02 дл/г, вводят в экструдер со средством, уменьшающим концентрацию концевых карбоксильных групп, там расплавляют и смешивают,затем расплав подают в реактор для обработки высоковязких расплавов, где расплав подвергается дополнительной конденсации до собственной вязкости 0,9 дл/г и снижается концентрация концевых карбоксильных групп до 15 ммоль/кг, при этом температура в реакторе составляет 268-278 С,расплав, обрабатываемый в реакторе, выдавливают через фильеры, причем скорость сдвига на стенках отверстий сопла 2300 в секунду, затем проводят через зону термостатирования, зону охлаждения и зону кондиционирования, укрепленные нити подвергают прядильной препарации и вытягивают со скоростью формования v от 2500 до 3400 м/мин посредством вытягивающего устройства, так что полученная формуемая нить характеризуется структурным признаком Q, который соответствует следующему условию:-1,33310-3v + 8,03Q-l,33310-3v + 9,03 причем Q = 1000 х двойное лучепреломление/кристалличность формуемой нити, структурированные таким образом, формуемые нити, вытягивают в 2 вытяжных полях с общей кратностью вытяжки между 1,7/1 и 2,6/1, термофиксируют, затем подвергают релаксации и со скоростью наматывания более 5500 м/мин наматывают. 2. Способ по п.1, отличающийся тем, что обработку в реакторе проводят при температуре от 270 до 275 С. 3. Способ по п.1 или 2, отличающийся тем, что расплав подвергают дополнительной конденсации до вязкости от 0,92 до 1,00 дл/г. 4. Способ по пп.1-3, отличающийся тем, что для уменьшения концевых карбоксильных групп используют смесь из алкиленкарбоната и аллилтрифенилфосфонийбромида. 5. Способ по пп.1-4, отличающийся тем, что используют реактор для переработки высоковязких расплавов, обеспечивающий перемешивание и равномерное поддержание температуры внутри реактора. 6. Ориентированный полиэтилентерефталатный комплексный филамент, характеризующийся следующей комбинацией свойств: Вязкость:0,84 дл/г Концевые карбоксильные группы: 21 ммоль/кг Прочность при разрыве: 69 сН/текс Размеростойкость (DS) :10 сН/дтекс% для DS=Lase5/HLS при 160 С Конечный модуль:160 сН/текс Обрыв элементарного волокна на 10 км 7. 7. Ориентированный полиэтилентерефталатный комплексный филамент по п.6, характеризующийся вязкостью между 0,85 и 0,90 дл/г. 8. Ориентированный полиэтилентерефталатный комплексный филамент по пп.6 и 7, характеризующийся концентрацией концевых карбоксильных групп от 17 до 21 ммоль/кг. 9. Ориентированный полиэтилентерефталатный комплексный филамент по пп.6-8, характеризующийся размеростойкостью DS от 11 до 14. 10. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования шин. 11. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования конвейерных лент. 12. Применение комплексных полиэфирных нитей по меньшей мере по одному из пп.6-9 или полученных способом по меньшей мере по одному из пп.1-5 в качестве армирующего материала для армирования клиновых ремней.
МПК / Метки
МПК: D01F 6/62
Метки: полиэфирных, получение, размеростойких, нитей
Код ссылки
<a href="https://eas.patents.su/7-6140-poluchenie-razmerostojjkih-poliefirnyh-nitejj.html" rel="bookmark" title="База патентов Евразийского Союза">Получение размеростойких полиэфирных нитей</a>
Способ формования и намотки полиэфирных мононитей с применением прядильных добавок, полученные способом формования полиэфирные мононити, текстурирование полиэфирных мононитей в процессе вытягивания иполученные текстурированием в процессе вытягивания объемные полиэфирные мононити
Номер патента: 3882
Опубликовано: 30.10.2003
Авторы: Дуллинг Ахим, Мирвальдт Ульрих, Кляйн Александер, Вандель Дитмар
МПК: D01F 6/92
Метки: способ, мононити, объемные, полученные, способом, полиэфирных, прядильных, применением, формования, текстурирование, иполученные, вытягивания, текстурированием, процессе, мононитей, намотки, добавок, полиэфирные
Формула / Реферат:
1. Способ изготовления и намотки предварительно ориентированных полиэфирных мононитей, состоящих, по меньшей мере, на 90 мас.% от общей массы полиэфирной мононити из полибутилентерефталата (ПБТ) и/или политриметилентерефталата (ПТМТ), предпочтительно из ПТМТ, отличающийся тем, что а) полное вытягивание в процессе формования устанавливают в диапазоне 70-500; б) мононити непосредственно после выхода из фильеры проходят зону задержки охлаждения...
Способ формования и намотки полиэфирных мононитей, полученные способом формования полиэфирные мононити, текстурирование полиэфирных мононитей в процессе вытягивания и полученные текстурированием в процессе вытягивания объемные полиэфирные мононити
Номер патента: 3951
Опубликовано: 30.10.2003
Авторы: Вандель Дитмар, Дуллинг Ахим, Кляйн Александер, Мирвальдт Ульрих
МПК: D01F 6/62
Метки: способом, текстурированием, процессе, полученные, способ, объемные, мононити, мононитей, намотки, текстурирование, вытягивания, полиэфирные, формования, полиэфирных
Формула / Реферат:
1. Способ изготовления и намотки предварительно ориентированных полиэфирных мононитей, состоящих, по меньшей мере, на 90 мас.% от общей массы полиэфирной мононити из полибутилентерефталата (ПБТ) и/или политриметилентерефталата (ПТМТ), предпочтительно из ПТМТ, отличающийся тем, что а) полное вытягивание в процессе формования устанавливают в диапазоне 70-500; б) мононити непосредственно после выхода из фильеры проходят зону задержки охлаждения...
Способ обработки полиэфирных отходов
Номер патента: 5784
Опубликовано: 30.06.2005
Авторы: Дадиани Леван, Явахишвили Джордж, Булгаков Виктор
МПК: C08J 11/04, C08L 67/02
Метки: способ, обработки, полиэфирных, отходов
Формула / Реферат:
1. Способ обработки полиэфирных отходов, в частности использованных полиэфирных бутылок, включающий измельчение, промывание, сушку и расплавление смеси отходов с получением исходного сырьевого материала, отличающийся тем, что к измельченной и высушенной смеси отходов добавляют модифицирующий агент, выбранный из группы, включающей комбинацию полисилоксана и пластификатора, выбранного из группы фталатов, или комбинацию силазанов и силанов, при...
Получение сферических частиц из расплава полимера
Номер патента: 5897
Опубликовано: 30.06.2005
Авторы: Кристель Андреас, Кулберт Брент-Аллен, Крумпхольц Эрхард, Гайер Рудольф, Юргенс Теодор
МПК: B01J 2/18, B01J 2/04, B29B 13/00...
Метки: сферических, полимера, расплава, получение, частиц
Формула / Реферат:
1. Способ получения сферических частиц из расплава полимера, причем расплав посредством капельного сопла с большим числом выходных отверстий для расплава вытекает с образованием капель, и капли после прохождения по меньшей мере части зоны осаждения затвердевают до частиц, отличающийся тем, что частицы подают в зону осаждения с жидкостью. 2. Способ по п.1, отличающийся тем, что частицы в конце зоны осаждения подают в область приема, в которой по...
Получение сферических частиц из расплава полимера
Номер патента: 5896
Опубликовано: 30.06.2005
Авторы: Юргенс Теодор, Крумпхольц Эрхард, Кулберт Брент-Аллен, Гайер Рудольф, Кристель Андреас
МПК: B01J 2/04, B29B 9/00, C08J 3/12...
Метки: сферических, расплава, частиц, полимера, получение
Формула / Реферат:
1. Способ получения сферических частиц из расплава полимера, причем расплав посредством капельного сопла с большим числом выходных отверстий для расплава вытекает с образованием капель, и капли после прохождения по меньшей мере части зоны осаждения затвердевают до частиц, отличающийся тем, что частицы в конце зоны осаждения подают в область приема, в которой по меньшей мере часть частиц завихряют таким образом, что возникает турбулентность при...
Предыдущий патент: Способ бесцветного пластичного узорообразования и упрочнения полотна материала и устройство для осуществления способа
Следующий патент: Приготовление эмульсий витаминов и их концентратов
Случайный патент: Идентификация поставляемых обьектов