Система одновременного забивания гвоздей в плоские поверхности, предназначенная для машин для забивания гвоздей с последующим расклепыванием их концов
Формула / Реферат
1. Система одновременного забивания гвоздей с последующим расклепыванием их концов в плоские поверхности для машин для забивания гвоздей, содержащая механизмы забивания гвоздей и осадочные механизмы, отличающаяся тем, что указанные механизмы являются узлами, расположенными звездообразно и размещенными по некоторому числу радиусов так, что узел механизмов каждого радиуса должен забивать только те гвозди, которые должны быть забиты в сектор круга поверхности, предназначенной для забивания гвоздей и разграниченный двумя последовательными радиусами.
2. Система по п.1, отличающаяся тем, что механизмы забивания гвоздей установлены неподвижно относительно верхнего поворотного стола машины, а многие осадочные механизмы установлены неподвижно относительно нижнего поворотного стола машины, причем поверхность для забивания гвоздей расположена между этими двумя поворотными столами.
3. Система по п.1, отличающаяся тем, что каждый механизм забивания гвоздей содержит цанговый патрон, который принимает гвоздь из устройства выборки, и ударник цилиндра или пуансон, который вдавливает гвоздь в поверхность, предназначенную для забивания гвоздей.
4. Система по п.3, отличающаяся тем, что устройство выборки гвоздя выполнено в виде транспортера гвоздя, который посылает гвоздь к цанговому патрону по гибкому трубопроводу, принимая гвоздь из наклонной направляющей, которая принимает гвозди из магазина для гвоздей и пропускает их по одному к ламинарному диску, совершающему возвратно-поступательное движение, который проталкивает их внутрь транспортера.
5. Система по п.4, отличающаяся тем, что указанный магазин совершает веерное движение, обеспечивающее при наклоне магазина вперед подачу гвоздей к наклонной направляющей транспортера.
6. Система по любому из предыдущих пунктов, отличающаяся тем, что звездообразное расположение механизмов забивания гвоздей и осадочных механизмов выполнено для забивания гвоздей по траектории периметрических контуров, а также многих контуров любого вида.
7. Система по п.6, отличающаяся тем, что периметрические контуры образованы из концентрических кругов для забивания гвоздей во фланцы барабанов, предназначенных для намотки кабелей, канатов или аналогичных элементов.
8. Система по любому из предыдущих пунктов, отличающаяся тем, что в поверхность, предназначенную для забивания гвоздей, могут быть забиты гвозди одним ударом, если число механизмов соответствует числу забиваемых гвоздей.
9. Система по любому из предыдущих пунктов, отличающаяся тем, что механизмы забивания гвоздей и осадочные механизмы и магазины для гвоздей приводят в действие посредством гидравлических цилиндров, а устройства выборки гвоздей приводят в действие посредством пневматических цилиндров.

Текст
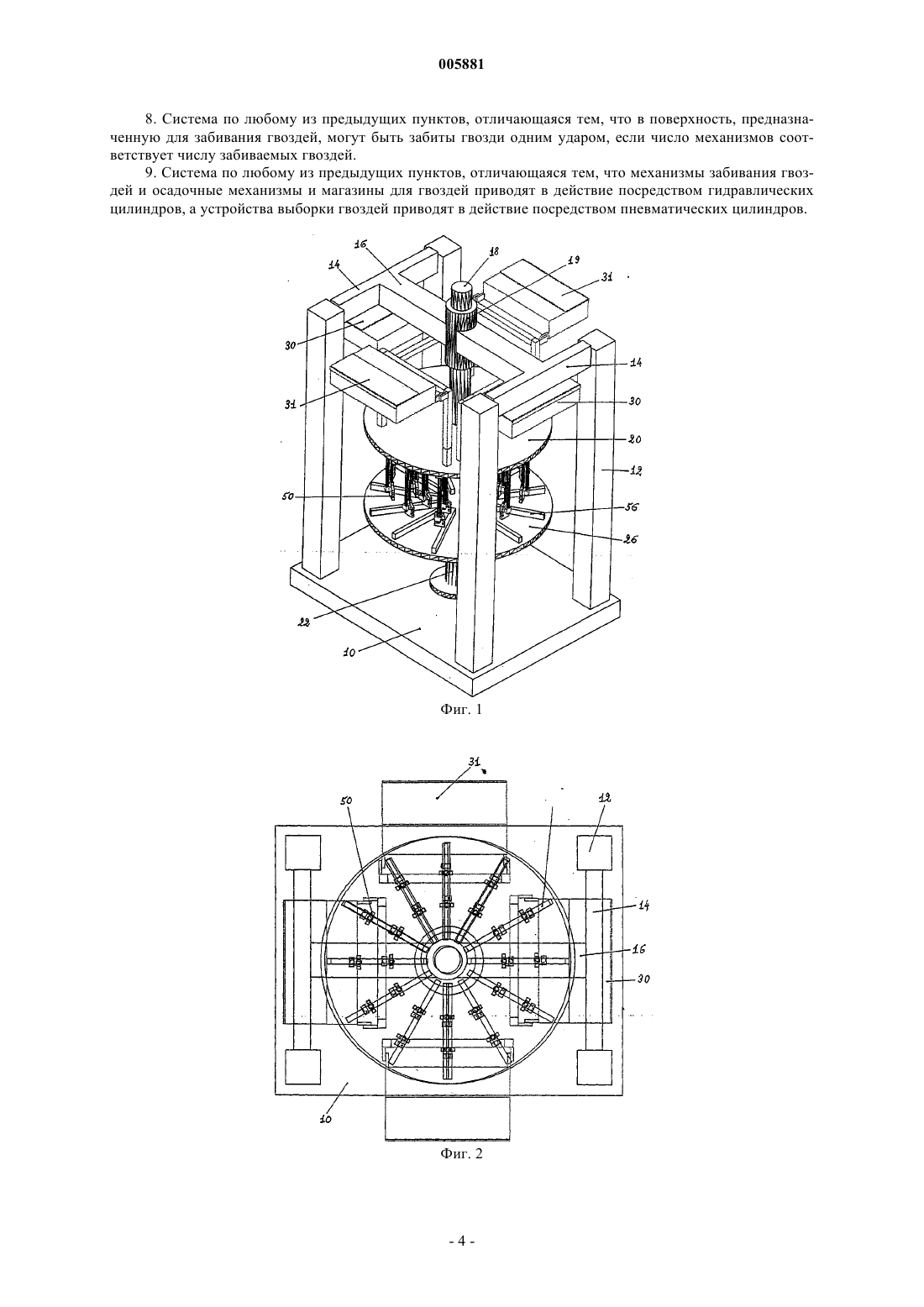
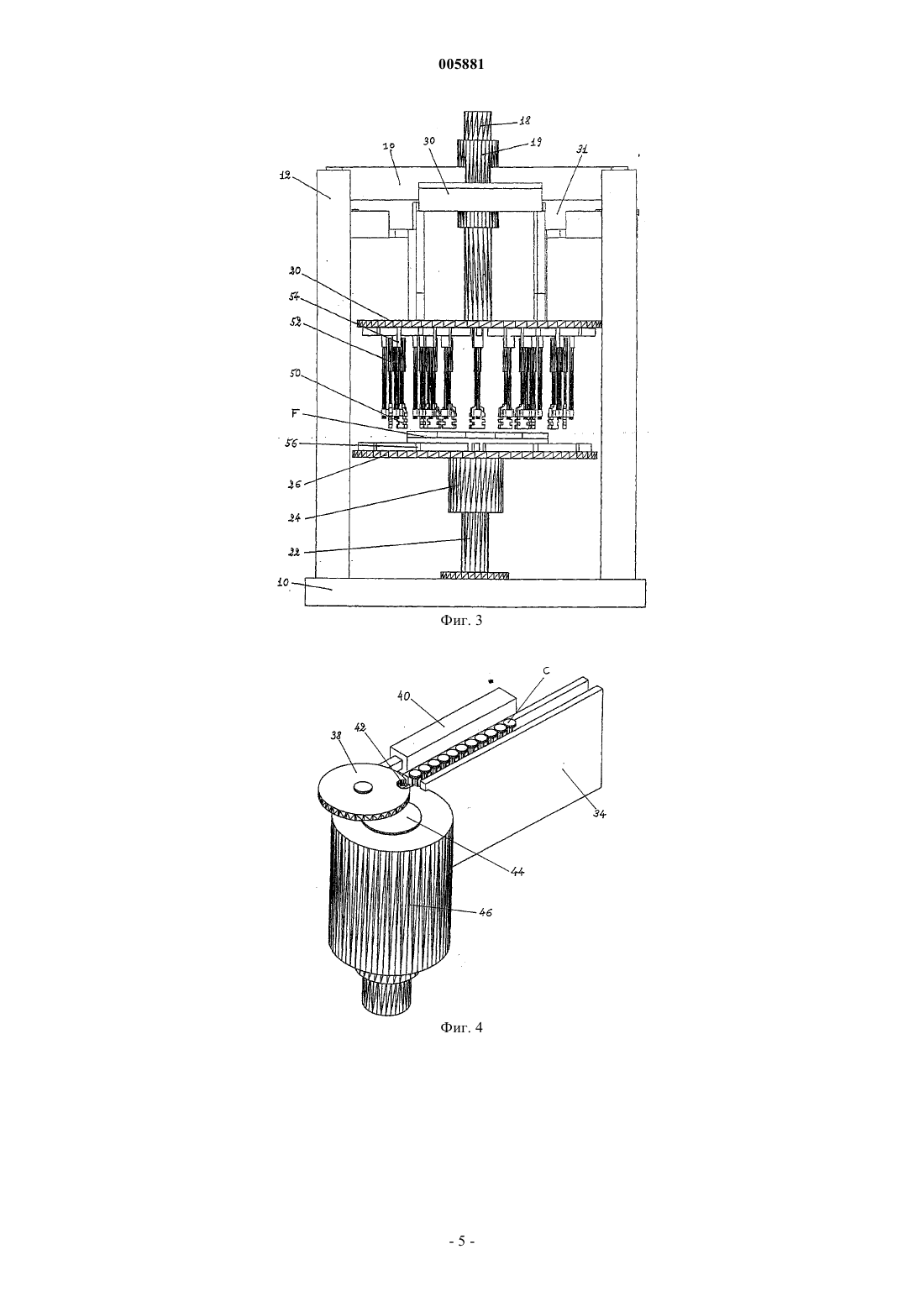
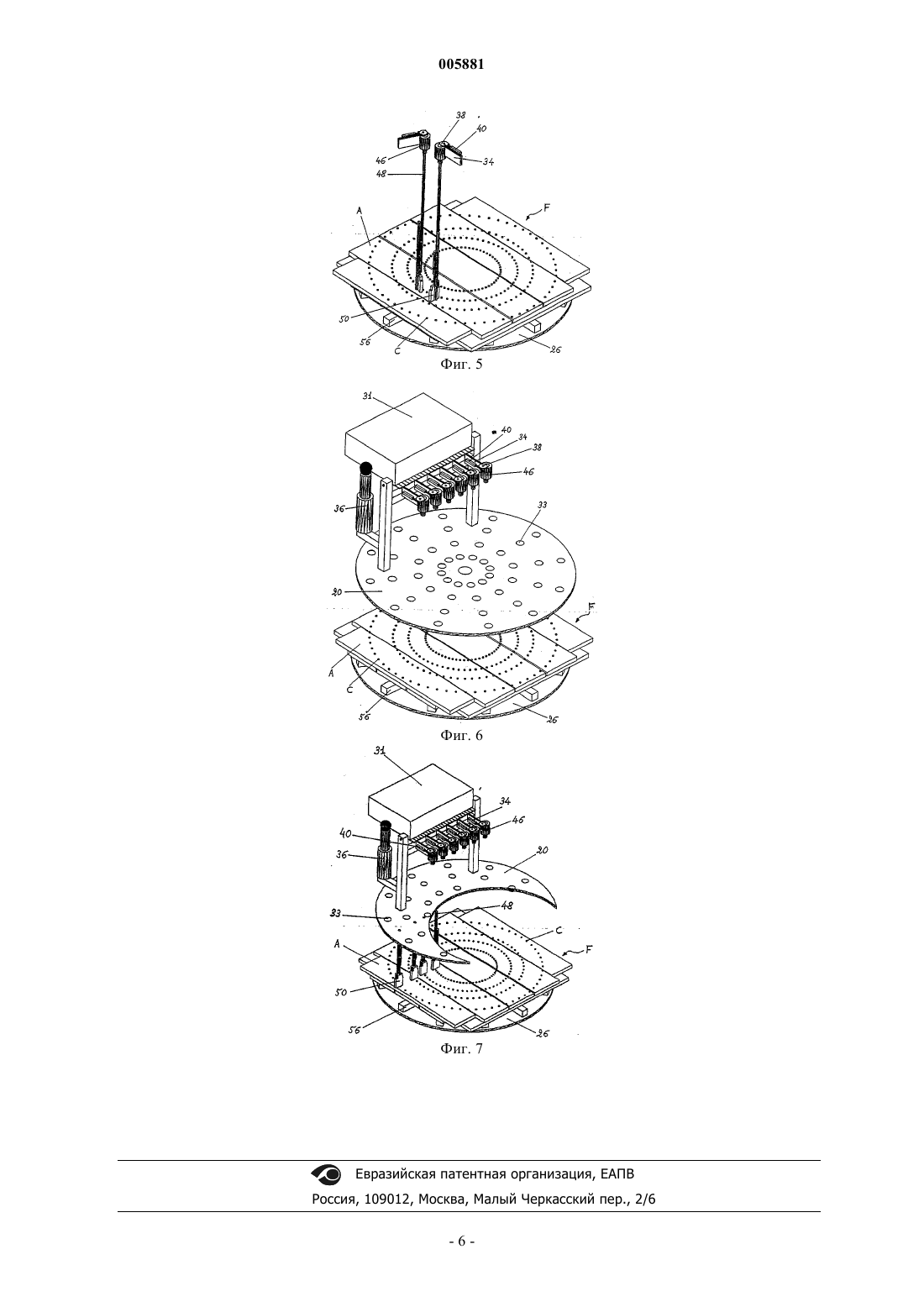
005881 Настоящее изобретение относится к оригинальной системе одновременного забивания гвоздей с последующим загибанием их концов (расклепыванием), которая обеспечивает возможность одновременного забивания наборов гвоздей в соответствующие плоские поверхности элементов, следуя любому профилю забивания гвоздей с последующим загибанием их концов, со скоростью и точностью, которая вряд ли достижима с помощью машин для забивания гвоздей с последующим загибанием их концов, соответствующих известному уровню техники. Забивание гвоздей с последующим загибанием их концов в поверхности вдоль непрямолинейных контуров, подобных, например, непрерывным замкнутым линиям, например замкнутым криволинейным контурам забитых гвоздей, является продолжительной и сложной технологической операцией, поскольку существующие машины для забивания гвоздей с последующим загибанием их концов имеют механизмы забивания гвоздей с последующим загибанием их концов и осадочные механизмы, которые могут осуществлять забивание только по прямолинейным траекториям, следовательно, для реализации, например,круглых контурных рисунков забивания гвоздей, подобно тому, если необходимо забивание гвоздей с последующим загибанием их концов в поверхности фланцев барабанов для намотки и транспортировки кабелей, канатов или аналогичных элементов известной линейной разработки, фланец должен ступенчато поворачиваться на 180 для завершения забивания гвоздей по всей данной круговой траектории. Таким образом, задачей настоящего изобретения является создание системы, которая обеспечивает возможность выполнения одновременного забивания гвоздей с последующим загибанием их концов,осуществляемого по любому типу переменной или периметрической траектории любой пригодной поверхности и также одновременно с любым требуемым числом гвоздей при максимальном повороте поверхности, в которую необходимо забить гвозди, соответствующем небольшой дуге окружности или даже без какого-либо поворота, когда все предусматриваемые гвозди будут забивать одновременно одним ударом. Настоящее изобретение превосходно решает эту задачу благодаря обеспечению системы забивания гвоздей с последующим загибанием их концов (расклепыванием) и звездообразного расположения механизмов забивания гвоздей с последующим загибанием их концов и осадочных механизмов вдоль определенного числа радиусов, так что узлы механизмов для каждого радиуса будут забивать только те гвозди,которые должны быть забиты в сектор круга поверхности для забивания гвоздей, разграниченный двумя последовательными радиусами. Таким образом, очевидно, что обеспечивается забивание по стольким радиусам, сколько необходимо забить радиальных рядов гвоздей. Забивание всех гвоздей с последующим загибанием их концов может быть осуществлено одним ударом или в том случае, если рядов забиваемых гвоздей больше, чем число радиусов, на которых расположены механизмы, то поверхность, в которую необходимо забивать гвозди из каждого механизма в радиусе будет соответствовать сектору круга, расположенному между двумя последовательными радиусами и, следовательно, поворота механизмов по соответствующей дуге окружности будет достаточно для выполнения такой технологической операции. В большинстве случаев практического использования, а более конкретно для забивания гвоздей с последующим загибанием их концов во фланцы барабанов, где гвозди должны быть забиты, образуя рисунок в виде различных концентрических окружностей, размещение механизмов по двенадцати радиусам оказалось оптимальным, следовательно, для завершения забивания гвоздей с последующим загибанием их концов достаточен поворот указанных механизмов на 30. Соответствующее число устройств выборки гвоздей предусмотрено для подачи гвоздей к механизмам забивания гвоздей с последующим загибанием их концов, которые принимают из магазинов гвоздей по одному гвоздю и отправляют его к соответствующему механизму забивания гвоздей с последующим загибанием их концов, расположенному ниже, причем каждый механизм по существу состоит из цангового патрона для гвоздя и гидравлического ударника для приложения давления к гвоздю. Механизмы забивания гвоздей с последующим загибанием их концов закреплены на верхнем поворотном столе, а соответствующие осадочные механизмы - на нижнем поворотном столе, поворачиваемом синхронно с верхним столом, для максимальной дуги окружности, соответствующей сектору круга, где должен действоватькаждый узел. Существенные элементы системы иллюстрируются на фиг. 1, тогда как дополнительные полезные детали описаны в независимых пунктах формулы изобретения. Предпочтительный вариант осуществления системы забивания гвоздей с последующим загибанием их концов, соответствующей настоящему изобретению, будет подробно описан ниже для иллюстрации,но не для ограничения объема настоящего изобретения, со ссылкой на машину для забивания гвоздей с последующим загибанием их концов, используемую при получении фланцев кабельного барабана, иллюстрируемую на сопроводительных чертежах, где фиг. 1 - общее изометрическое изображение машины для забивания гвоздей с последующим загибанием их концов, оборудованной системой, соответствующей настоящему изобретению; фиг. 2 - упрощенный схематический вид сверху машины для забивания гвоздей с последующим загибанием их концов, иллюстрирующий звездообразное расположение механизмов;-1 005881 фиг. 3 - вид спереди машины для забивания гвоздей с последующим загибанием их концов; фиг. 4 - изометрическое изображение устройства выборки гвоздей; фиг. 5 - изометрическое изображение, иллюстрирующее фланец барабана, расположенный выше нижнего стола с двумя механизмами, работающими на нем для иллюстрации его функционирования; фиг. 6 - изометрическое изображение, иллюстрирующее поворотный нижний стол, фланец для забивания гвоздей, верхний фиксированный диск и магазин гвоздей с соответствующими устройствами выборки гвоздей; и фиг. 7 - вид, аналогичный виду, иллюстрируемому на фиг. 6, но с верхним частично удаленным диском, иллюстрирующий узел механизмов забивания гвоздей с последующим загибанием их концов,действующий на соответствующем радиусе клепки. Как следует из приведенных сопроводительных чертежей, машина для забивания гвоздей с последующим загибанием их концов (расклепыванием) содержит станину 10, на которой закреплена рама,образованная из четырех вертикальных стоек 12, сочлененных посредством двух плечей 14 и центральной поперечины 16. Центральная поперечина 16 служит опорой для верхнего несущего вала 18, оборудованного гидравлическим двигателем 19 для вращения верхнего поворотного стола 20, несущего механизмы забивания гвоздей с последующим загибанием их концов, которые будут детально описаны ниже, тогда как к станине 10 прикреплен нижний вращающийся вал 22, приводимый во вращение посредством соответствующего гидравлического двигателя 24 поддерживающий нижний поворотный стол 26, несущий осадочные механизмы. Внутри нижнего вращающегося вала соосно расположена центральная вертикальная стойка, на которой установлен элемент, в поверхность которого должны быть забиты гвозди, в данном случае фланец F кабельного барабана. Четыре магазина гвоздей, смонтированных перекрестно, расположены в верхней части машины для забивания гвоздей с последующим загибанием их концов, а более точно - два противолежащих магазина 30 закреплены на плечах 14, а другие два противолежащих магазина 31 закреплены на более высокой части верхнего поворотного стола 20, который имеет отверстия 33 для прохождения гибких трубопроводов 48 для гвоздей, подаваемых к механизмам забивания гвоздей с последующим загибанием их концов через устройство выборки, описываемое в этой заявке ниже. Магазины 30 и 31 гвоздей оборудованы набором регулируемых наклонных направляющих для гвоздей (не показаны), в которых ряд гвоздей С скользит и входит в наклонную направляющую 34 устройства выборки гвоздей каждый раз, когда магазин наклоняется вперед с помощью соответствующего гидравлического цилиндра 36. Первый гвоздь в конце направляющей 34 останавливается против ламинарного диска 38 устройства выборки, который при получении команды вынужден поворачиваться с помощью его пневматического цилиндра 40, располагая контур 42 в положение приема гвоздя. Таким образом, дополнительный поворот ламинарного диска 38 блокирует другие гвозди от выхода из направляющей 34 и заставляет гвоздь падать в воронкообразную полость 44 нижнего неподвижного цилиндра 46 транспортера гвоздей, из которого гвоздь под действием силы тяжести подается через соединительный гибкий трубопровод 48 к цанговому патрону 50 захвата гвоздя, являющемуся частью механизма забивания гвоздей с последующим загибанием их концов, который содержит также гидравлический цилиндр 52 для забивания гвоздей с последующим загибанием их концов и прикреплен посредством держателя 54 к верхнему поворотному столу 20. Ниже фланца F, выполненного из деревянных досок А, на который вдоль контурных рисунков, образованных концентрическими окружностями, должны быть забиты гвозди С, расположен нижний поворотный стол 26, который оборудован осадочными элементами 56, которые отгибают внутрь концы гвоздей С под давлением, прикладываемым ударниками или пуансонами гидравлических цилиндров 52 для забивания гвоздей с последующим загибанием их концов. Такая герметизированная система забивания гвоздей с последующим загибанием их концов является значительно менее шумной, чем системы, соответствующие предшествующему уровню техники, и, таким образом, она оказывает меньшее возмущающее акустическое воздействие на окружающую среду. В варианте осуществления, иллюстрируемом на сопроводительных чертежах, машина для забивания гвоздей с последующим загибанием их концов имеет двенадцать радиусов, следовательно, плоскость фланца забивания гвоздей должна поворачиваться только на одну двенадцатую круга, то есть на 30 градусов. Каждый радиус может содержать два, три, четыре и даже более механизмов забивания гвоздей с последующим загибанием их концов и осадочных механизмов. На фиг. 1-3 показаны только два механизма для каждого забивания гвоздей с последующим загибанием их концов, тогда как на фиг. 5-7 показаны четыре концентрических круга для забивания гвоздей с последующим загибанием их концов, так что для каждого радиуса имеется четыре механизма. Положение механизмов на каждом радиусе может быть постоянным или также поддающимся регулировке вдоль радиуса. Очевидно, что различные движения автоматизируются и управляются посредством соответствующих ограничителей движения, датчиков, электрических и электронных схем, программируемых в соответствии с числом механизмов, числом гвоздей и контурных рисунков для забивания гвоздей с последующим загибанием их концов для каждого круга, размером поверхности забивания гвоздей с последующим загибанием их концов и так далее.-2 005881 Принимая во внимание описанный выше вариант осуществления, иллюстрируемый также на прилагаемых чертежах в качестве примера как функция диаметра фланца для забивания гвоздей с последующим загибанием их концов, диаметра замкнутых контурных рисунков для гвоздей на одном фланце и расстояния между гвоздями в окружном направлении на одном диаметре каждого контурного рисунка может быть изменена практическая скорость для покрытия замкнутой кривой на 30. Если имеется соответствие между расстоянием от гвоздя к гвоздю одной замкнутой кривой и длиной замкнутой кривой, соответствующей 30, то будет иметь место одновременное забивание 48 гвоздей с последующим загибанием их концов. Если бы было необходимо дополнительных 48 гвоздей, то был бы достаточным другой электронный сигнал для извлечения всех ударников вместе. При различных контурных рисунках забивания гвоздей с последующим загибанием их концов возможен пропуск гвоздя в направлении извне внутрь. Это становится необходимым, когда шаг между гвоздями станет короче относительно другого шага между самым периферийным контурным рисунком для забивания гвоздей с последующим загибанием их концов и на всех более внутренних других. На этой машине со звездообразным расположением механизмов предусмотрено максимум четыре ударника. Тем не менее, если забивание всех гвоздей одним ударом является требуемой технологической операцией, то можно увеличить число осадочных элементов и ударников. Собственно говоря, путем размещения соответствующим образом шаблонов с различными механизмами забивания гвоздей с последующим загибанием их концов и осадочными механизмами можно забивать гвозди в каждую соответствующую поверхность одним ударом и одновременно забивать столько гвоздей, сколько требуется. Хотя в описанном и проиллюстрированном предпочтительном варианте осуществления настоящего изобретения механизмы забивания гвоздей с последующим загибанием их концов и осадочные механизмы поворачиваются, тогда как изделие, в которое забивают гвозди с последующим загибанием их концов, неподвижно, можно также заставить изделие, в которое забивают гвозди с последующим загибанием их концов, поворачиваться, а механизмы оставлять неподвижными, тем не менее, такое функционирование остается в пределах объема настоящего изобретения, существенный принцип которого заключается в звездообразном расположении указанных механизмов забивания гвоздей с последующим загибанием их концов и осадочных механизмов. Наконец, необходимо подчеркнуть, что несколько модификаций, дополнений, изменений и/или замен элементов может быть сделано в системе, соответствующей настоящему изобретению, например,гидравлические или пневматические управляющие устройства могут быть заменены другими аналогичными устройствами без отклонения от сущности и объема настоящего изобретения, как также показано в прилагаемой формуле изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Система одновременного забивания гвоздей с последующим расклепыванием их концов в плоские поверхности для машин для забивания гвоздей, содержащая механизмы забивания гвоздей и осадочные механизмы, отличающаяся тем, что указанные механизмы являются узлами, расположенными звездообразно и размещенными по некоторому числу радиусов так, что узел механизмов каждого радиуса должен забивать только те гвозди, которые должны быть забиты в сектор круга поверхности, предназначенной для забивания гвоздей и разграниченный двумя последовательными радиусами. 2. Система по п.1, отличающаяся тем, что механизмы забивания гвоздей установлены неподвижно относительно верхнего поворотного стола машины, а многие осадочные механизмы установлены неподвижно относительно нижнего поворотного стола машины, причем поверхность для забивания гвоздей расположена между этими двумя поворотными столами. 3. Система по п.1, отличающаяся тем, что каждый механизм забивания гвоздей содержит цанговый патрон, который принимает гвоздь из устройства выборки, и ударник цилиндра или пуансон, который вдавливает гвоздь в поверхность, предназначенную для забивания гвоздей. 4. Система по п.3, отличающаяся тем, что устройство выборки гвоздя выполнено в виде транспортера гвоздя, который посылает гвоздь к цанговому патрону по гибкому трубопроводу, принимая гвоздь из наклонной направляющей, которая принимает гвозди из магазина для гвоздей и пропускает их по одному к ламинарному диску, совершающему возвратно-поступательное движение, который проталкивает их внутрь транспортера. 5. Система по п.4, отличающаяся тем, что указанный магазин совершает веерное движение, обеспечивающее при наклоне магазина вперед подачу гвоздей к наклонной направляющей транспортера. 6. Система по любому из предыдущих пунктов, отличающаяся тем, что звездообразное расположение механизмов забивания гвоздей и осадочных механизмов выполнено для забивания гвоздей по траектории периметрических контуров, а также многих контуров любого вида. 7. Система по п.6, отличающаяся тем, что периметрические контуры образованы из концентрических кругов для забивания гвоздей во фланцы барабанов, предназначенных для намотки кабелей, канатов или аналогичных элементов.-3 005881 8. Система по любому из предыдущих пунктов, отличающаяся тем, что в поверхность, предназначенную для забивания гвоздей, могут быть забиты гвозди одним ударом, если число механизмов соответствует числу забиваемых гвоздей. 9. Система по любому из предыдущих пунктов, отличающаяся тем, что механизмы забивания гвоздей и осадочные механизмы и магазины для гвоздей приводят в действие посредством гидравлических цилиндров, а устройства выборки гвоздей приводят в действие посредством пневматических цилиндров.
МПК / Метки
МПК: B27M 3/00, B65H 75/50, B27F 7/02
Метки: последующим, концов, машин, плоские, предназначенная, одновременного, гвоздей, расклепыванием, забивания, система, поверхности
Код ссылки
<a href="https://eas.patents.su/7-5881-sistema-odnovremennogo-zabivaniya-gvozdejj-v-ploskie-poverhnosti-prednaznachennaya-dlya-mashin-dlya-zabivaniya-gvozdejj-s-posleduyushhim-rasklepyvaniem-ih-koncov.html" rel="bookmark" title="База патентов Евразийского Союза">Система одновременного забивания гвоздей в плоские поверхности, предназначенная для машин для забивания гвоздей с последующим расклепыванием их концов</a>
Способ и соединение для ингибирования забивания трубопроводов газовыми гидратами

Номер патента: 2135
Опубликовано: 24.12.2001
Автор: Кломп Илферт Корнелис
МПК: C07C 219/06, C10L 3/00, E21B 37/06...
Метки: трубопроводов, забивания, соединение, гидратами, способ, газовыми, ингибирования
Формула / Реферат:
1. Способ ингибирования забивания трубопровода, содержащего смесь, включающую углеводороды, содержащие от одного до восьми атомов углерода, и воду, где углеводороды и вода могут образовывать гидраты при температурах и давлениях, создающихся в трубопроводе, причем способ включает следующие стадии: добавление к смеси некоторого количества ингибирующего образование гидрата компонента формулы (I) (R1) (R2) (R3) (R4) A+Y- ...
Сигарета и фильтр с последующим добавлением аромата
Номер патента: 4840
Опубликовано: 26.08.2004
Авторы: Джуп Ричард, Уиллис Вивиан Э., Двайер Роуланд Уилльям, Тэйлор Барбара Г., Лэсли Дон Эрл, Финли Арлингтон Л., Смит Сесил М.
МПК: A24D 3/00
Метки: последующим, сигарета, фильтр, аромата, добавлением
Формула / Реферат:
1. Сигарета, содержащая табачный стержень и многокомпонентный фильтр, содержащий слой адсорбента и вентиляцию в месте, расположенном после указанного слоя адсорбента, при этом слой адсорбента и вентиляция служат для существенного удаления по меньшей мере одного компонента из основного потока табачного дыма, когда основной поток дыма втягивают через фильтр, а также содержащий по меньшей мере один ароматовыделяющий компонент для выделения аромата...
Способ предоставления транспортных и телекоммуникационных услуг, автоматизированная система для предоставления транспортных и телекоммуникационных услуг и транспортная карта с магнитной полосой, предназначенная для предоставления телекоммуникационных услуг
Номер патента: 3306
Опубликовано: 24.04.2003
Авторы: Киселев Александр Евгеньевич, Казовский Наум Иосифович, Айбазов Олег Умарович, Суконкин Александр Владимирович, Припачкин Юрий Игоревич, Михалченко Юрий Абрамович
МПК: G06K 19/08, H04M 17/02
Метки: телекоммуникационных, магнитной, система, предоставления, карта, транспортных, автоматизированная, способ, транспортная, полосой, предназначенная, услуг
Формула / Реферат:
1. Транспортная карта с магнитной полосой, предназначенной для записи индивидуального кода, дающего возможность доступа к транспортным услугам транспортной системы, отличающаяся тем, что на карту нанесена совокупность символов, составляющая идентификационный код, закрытая непрозрачным защитным покрытием, выполненным с возможностью механического удаления, а нанесенный на карту идентификационный код предназначен для обеспечения возможности доступа...
Способ получения сальниковых уплотнителей для полиграфических машин
Номер патента: 5121
Опубликовано: 30.12.2004
Автор: Рябкин Дмитрий Робертович
МПК: B29C 67/20, C08J 9/00, B29D 31/00...
Метки: машин, получения, полиграфических, способ, сальниковых, уплотнителей
Формула / Реферат:
Способ производства сальниковых уплотнителей для полиграфических машин, включающий загрузку в нагретую пресс-форму, покрытую предварительно с внутренней стороны слоем силикона, вспенивающейся композиции на основе пенополиэтилена, с последующим плавлением, прессованием, вспениванием и охлаждением последней в пресс-форме, извлечение охлажденной листовой заготовки и формовку из последней сальниковых уплотнителей вырубкой или резкой, отличающийся...
Способ и устройство одновременного определения нескольких компонентов смеси
Номер патента: 4670
Опубликовано: 24.06.2004
Авторы: Дарашкевич Олег Николаевич, Шахненко Павел Павлович, Бадейко Анатолий Геннадиевич
МПК: G01N 33/553
Метки: определения, нескольких, устройство, смеси, компонентов, способ, одновременного
Формула / Реферат:
1. Способ одновременного определения нескольких компонентов в смеси, заключающийся в осуществления реагирования анализируемых веществ смеси с указанными специфичными рецепторами, иммобилизованными на поверхности микроносителей, причем каждый тип специфичного рецептора присоединен к своему маркированному микроносителю, а после завершения реагирования производят разделение микроносителей под воздействием физического поля, отличающийся тем, что...
Предыдущий патент: Клапан разности давления
Следующий патент: Устройство для выдачи напитка и контейнер для напитка, снабженный позиционирующими средствами
Случайный патент: Компактная крышка с визуальной идентификацией вскрытия