Способ получения моющей композиции
Номер патента: 1627
Опубликовано: 25.06.2001
Авторы: Аллан Питер Стюарт, Стокер Фредерик Эдмунд, Ирвинг Грейм Нейл, Надакатти Суреш Муригеппа, Оувертон Кристин Энн, Корделл Джон Мартин, Тарверди Карник, Найк Виджай Мукунд
Формула / Реферат
1. Способ формования моющих брусков, заключающийся в приложении давления к моющей композиции, содержащейся в полости изложницы, отличающийся тем, что полость изложницы в основном заполнена при приложении давления и моющая композиция находится в текучем или полутвердом состоянии в начале процесса приложения давления.
2. Способ по п.1, отличающийся тем, что давление прикладывают к моющей композиции, содержащейся в полости изложницы, в то время как, по меньшей мере, часть моющей композиции отвердевает.
3. Способ по п.1 или 2, отличающийся тем, что давление на моющую композицию, содержащуюся в полости изложницы, создают путем приложения давления к подаваемой моющей композиции, причем упомянутая подаваемая моющая композиция контактирует в текучем состоянии с материалом внутри полости.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что моющая композиция, содержащаяся в полости изложницы, имеет компоненту сжатого газа, диспергированную в ней.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что изложницу уплотняют при помощи давления.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что время, в течение которого давление прикладывают к моющей композиции, содержащейся в полости изложницы, составляет менее 2 мин.
Текст
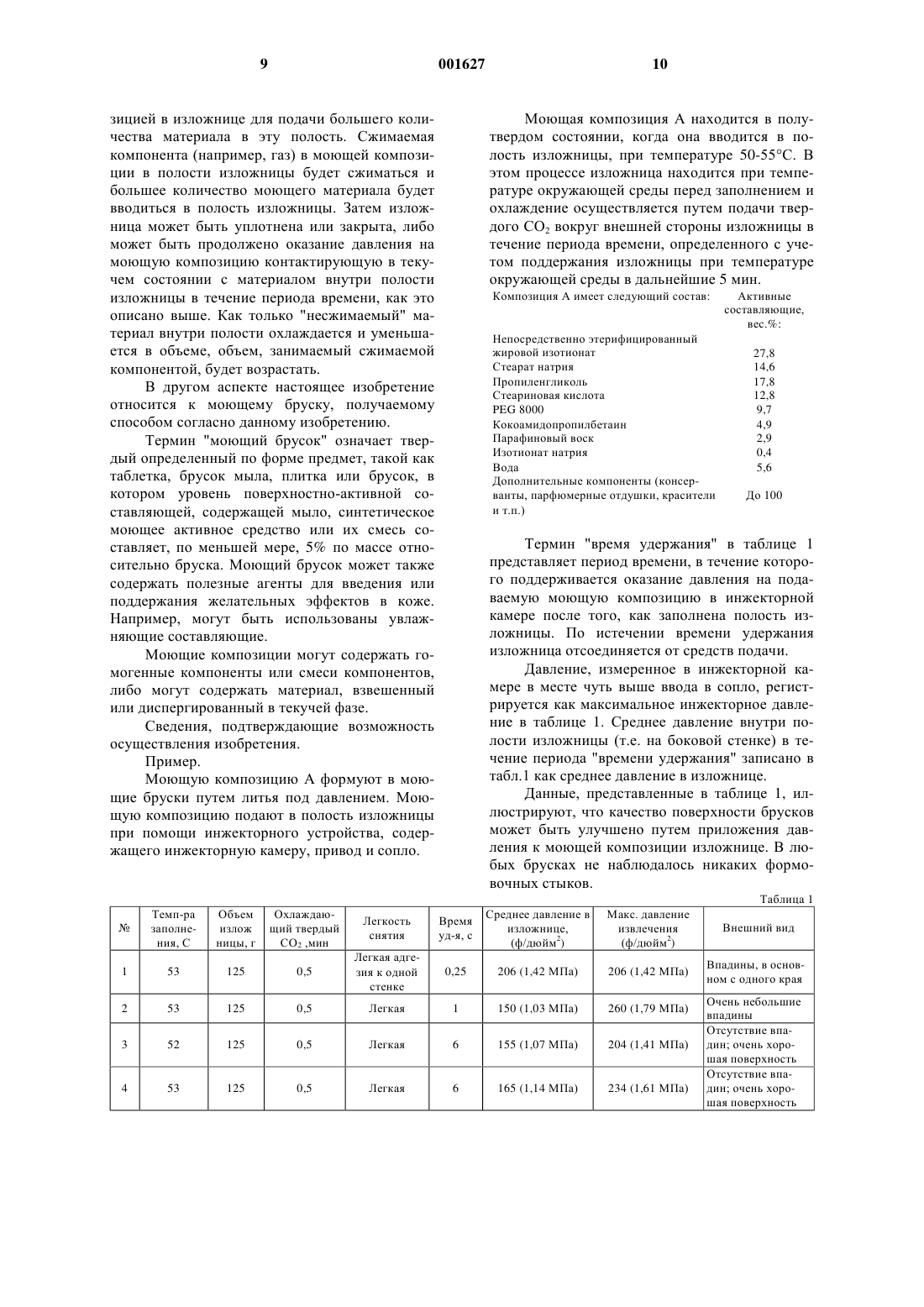
1 Область техники, к которой относится изобретение Настоящее изобретение относится к способу формования моющих брусков. Моющие бруски полученные таким образом могут быть использованы для личного мытья или для стирки тканей. Уровень техники Одним из обычных методов изготовления моющих брусков является способ отливки. В процессе отливки моющий состав в нагретом,подвижном и легко разливаемом состоянии вводится в верхнюю часть закрытой полости требуемой формы в пределах изложницы, и температура композиции снижается до тех пор, пока она не затвердеет либо полностью, либо частично, так что этот брусок удобно держать в руках. Изложница в общем состоит из двух частей и брусок может быть извлечен путем ее открывания. Для того, чтобы иметь способность к отливке, моющий состав должен быть подвижным и легко разливаемым при используемых повышенных температурах. Моющий расплав, когда он находится в изложнице, имеет тенденцию к медленному и неравномерному охлаждению. Это может привести к нежелательным структурным ориентациям и расслоению (сегрегации) ингредиентов. Для формования моющих составов в бруски при отливке обычными средствами необходимо, чтобы они не были достаточно текучими. В этом случае может быть использовано давление для доставки моющей композиции к изложнице, например, в процессе литья под давлением, при этом моющей композиции необходимо некоторое дополнительное охлаждение и отвердевание в пределах отливочной полости. Основная проблема в подобных процессах заключается в том, что моющие композиции дают усадку в изложнице, когда они охлаждаются и отвердевают. Это крайне нежелательно,поскольку полость изложницы предназначена для придания бруску требуемой формы и зачастую также создания логознака некоторого сорта. Усадка может привести к ямочкам (впадинам),складкам или пустотам в бруске либо к снижению давления в месте заполнения. Возникновение указанных дефектов зависит от таких факторов, как природа моющей композиции при заполнении, использованный охлаждающий механизм, а также форма и поверхность изложницы. Другая проблема, частично связанная с подачей полутвердых моющих композиций в изложницу, заключается в образовании на брусках "отливочных стыков" при формовании. Предполагается, что, в то время когда материал подается в полость изложницы, в ней образуются фронтальные потоки в результате добавления материала в полость при ее заполнении. Отливочные стыки в полученных брусках являются 2 результатом взаимодействия границ раздела между фронтальными потоками моющего материала внутри полости изложницы, которые не были перемешаны между собой. Подобные отливочные стыки видны покупателю и могут привести к ослаблению бруска, что, в свою очередь, приводит к растрескиванию в процессе использования. Следовательно, существует потребность в способе формирования моющих композиций в хорошие по качеству бруски, которые имеют привлекательный внешний вид и хорошие физические характеристики. Такой процесс должен устранить недостатки, связанные так или иначе с растрескиваниями, и должен обеспечить поступление моющего состава в изложницу в любом желательном физическом состоянии, а также формирование бруска любой требуемой формы при необходимости с хорошо указанным логознаком. Заявка WO 96/25481 (Unilever) и патент US 2813078 (American Cyanamid) раскрывают способы приготовления твердых блоков или таблеток из моющих композиций путем прессования гранулированного или таблетированного материала соответственно в формовочном прессе. Патент US 2987484 (ProcterGamble) описывает способ формования в закрытой матрице, при котором нагретая немыльная текучая смесь синтетического моющего средства и связующее вещество быстро впрыскиваются через малое сопло в закрытую матрицу, причем текучая смесь способна отвердевать в поддерживающем форму виде. Изобретатели данной заявки установили,что при приложении давления к моющей композиции в текучем или полутвердом состоянии,содержащейся в полости изложницы, могут быть частично устранены проблемы, связанные с растрескиванием моющей композиции при ее охлаждении. Более того, могут быть облегчены проблемы, возникающие при формовании брусков из полутвердого материала, например, формовочные стыки, и могут быть получены лучшие указания логознаков. Сущность изобретения Согласно первому аспекту настоящее изобретение обеспечивает способ формования моющих брусков, заключающийся в приложении давления к моющей композиции, содержащейся в полости изложницы, отличающийся тем, что полость изложницы в основном заполнена, при приложении давления, а моющая композиция находится в текучем или полутвердом состоянии в начале процесса приложения давления. Для поддержания общего объема моющего материала в полости изложницы и улучшения воспроизводимости формы моющая композиция также может быть подана в полость отливки в 3 таком объеме, который уменьшается при его охлаждении и усадке. Таким образом, в соответствии с вторым аспектом настоящее изобретение обеспечивает способ формования моющих брусков, заключающийся в подаче моющей композиции в полость изложницы до тех пор, пока состав не заполнит последнюю, и затем в создании давления на моющую композицию в этой полости путем приложения давления к подаваемой моющей композиции контактирующей в текучем состоянии с материалом, содержащемся в полости. Если моющая композиция, подаваемая в изложницу, содержит сжимаемый материал,например, газ, то при приложении давления к моющей композиции, содержащейся в изложнице, объем сжимаемого материала будет уменьшен. Если затем полость изложницы закрывается, то существенное уменьшение объема моющего материала (например, усадки при охлаждении) дает возможность увеличения объема сжимаемого материала, таким образом сохраняя общую форму и объем бруска. Следовательно, в соответствии с другим аспектом настоящее изобретение обеспечивает способ формования моющих брусков, заключающийся в приложении давления к моющей композиции, содержащейся в полости изложницы, отличающийся тем, что моющая композиция содержит сжатую газовую компоненту,диспергированную в этой композиции. Хотя это определено в более общем виде,отсылки здесь и далее на изобретение или на любые предпочтительные особенности допускаются по всем аспектам настоящего изобретения. Моющие композиции, подаваемые в изложницу, могут быть в любой форме, способной к подаче. Например, композиция может быть в виде текучей среды (например, расплав, расплавленная дисперсия, жидкость), в полутвердой или почти твердой форме, такой, чтобы композиция была достаточно пластична для обеспечения доставки материала в изложницу,как это понятно специалистам в данной области техники. В настоящем изобретении рассматривается вопрос о том, что моющие композиции, которые не легко подвижны и разливаемы (то есть которые не способствуют процессу литья), могут быть поданы в изложницу и сформованы в бруски при помощи таких способов, как, например,литье под давлением. Предпочтительно, моющая композиция,подаваемая в полость изложницы, находится в основном в текучем или полутвердом состоянии. Моющая композиция может находиться в полутвердом состоянии, если в композиции присутствует достаточная структура, так что она больше не ведет себя подобно простой жидкости, как это понятно специалистам в данной 4 области техники. Термин "расплав", используемый ниже, может включать моющие композиции в основном в текучем или полутвердом состоянии. Специалисту в данной области техники будет понятно, что в том случае когда давление,приложенное к изложнице, воздействует на область малого поперечного сечения, например, на литник изложницы, преимущества настоящего изобретения не будут достигнуты, если материал в полости изложницы отвердевает слишком быстро до воздействия давления. Согласно настоящему изобретению, материал в изложнице находится в основном в текучем или полутвердом состоянии, когда впервые на него оказывается воздействие давления. Материал должен быть таким, чтобы он был способен передавать давление, приложенное, например, к литнику полости изложницы,через материал в этой полости. Предпочтительно моющий материал, содержащийся в полости изложницы подвергают воздействию давления, в то время как по меньшей мере часть моющего материала отвердевает в ней. Изложница в основном заполнена, когда прикладывают давление. Изложницы, используемые при изготовлении моющих брусков, в типовом случае содержат полость, ограниченную жестким материалом. В типовом случае изложница содержит две(или более) жестких взаимно дополняющих матричных части, которые при соединении определяют полость, соответствующую общей форме изделия, изготавливаемого при отливке или в процессе литья под давлением, и литник. Моющий расплав подается в полость изложницы через малое отверстие (сопло) или "литник" в изложнице. Литник открывается на одной стороне к полости и может открываться на другой стороне к горловине (например, к малому каналу), через которую моющая композиция может подаваться в полость изложницы. Горловина может быть сконструирована таким образом,чтобы вмещать относительно большое количество моющего материала, например, при необходимости, до 20% от объема полости, изложницы. Изложницы как правило изготавливают из материалов с высокой теплопроводностью, например, алюминия. Это способствует охлаждению расплава и, следовательно, уменьшению времени получения бруска. Изложница спроектирована таким образом, что она может выдерживать предусмотренные приложенные давления без утечки, например, путем расположения между частями изложницы подходящих уплотняющих средств, таких как "выступы" и пазы,прокладки и тому подобное. Изложницу также выполняют с возможностью уплотнения на литнике, либо путем взаимодействия со средствами для доставки моющего материала, либо посред 5 ством отдельного закрывающего устройства,такого как клапан или затвор. В обычном процессе отливки моющий расплав в текучем состоянии и обычно при высокой температуре подается в изложницу до тех пор, пока полость изложницы не будет заполнена. Если моющая композиция, подлежащая подаче, находится не в текучей форме, давление может быть приложено к моющей композиции с целью подачи последней в полость изложницы. При нахождении в полости изложницы моющий материал охлаждается, что приводит к уменьшению его объема. Это может вызвать следующие явления: моющий материал отталкивается от стенки изложницы, часто предпочтительно над одной частью поверхности изложницы; моющий материал дает усадку от внутреннего дефекта (дефектов) в бруске, оставляя"отверстие" или пустоту (пустоты) в бруске; моющий материал подвергается усадке на литнике, оставляя там сжатую область ("отметку в виде выемки"). Потери контакта со стенкой изложницы видны как лунки или складки на поверхности бруска. Любое сжатие на литнике также легко замечается. Присутствие внутренних дефектов в бруске может быть продемонстрировано просто путем использования рентгеновского излучения. Проблема, в особенности, связанная с подачей полутвердых моющих композиций в изложницу, заключается в образовании "отливочных стыков" в брусках. Поскольку материал подается в полость изложницы, фронтальные потоки материала создаются в полости в результате добавления материала при заполнении полости. Отливочные стыки в полученных брусках являются результатом взаимодействия границ раздела между фронтальными потоками моющего материала внутри полости изложницы,которые не были перемешаны между собой требуемым образом. Подобные отливочные стыки оказываются видимыми покупателю и могут привести к недостаткам бруска, что, в свою очередь, приводит к растрескиванию при использовании. Эти отливочные стыки также обнаруживаются рентгеновскими способами. Изложница может быть заполнена до литника (то есть может быть заполнена только полость изложницы) или может быть добавлено большее количество материала, который будет расположен, например, в горловине изложницы. Когда полость изложницы заполнена и затем сразу отсоединена от подающих средств,может наблюдаться любое вышеупомянутое явление. Если материал на входе в полость изложницы, либо в горловине изложницы быстро отвердевает, то значительная усадка материала в этой полости может привести к внутренним складкам (морщинам) и/или к поверхностным дефектам. Если место ввода в полость изложни 001627 6 цы остается заплавленным, вероятны ужатия/ дефекты в местоположении литника. В соответствии со способом согласно настоящему изобретению давление прикладывают к моющей композиции, содержащейся в полости изложницы, до тех пор, пока эта полость не заполнится. Давление создается любым приемлемым устройством например, поршнем или плунжером с гидравлическим или пневматическим приводом. В предпочтительном случае осуществления изобретения жидкая моющая композиция под давлением подается в полость изложницы, в которой находится моющая композиция, для передачи большого количества материала в эту полость и, таким образом, расположения моющей композиции в полости изложницы под давлением. Затем полость изложницы может быть уплотнена или закрыта и материал, содержащийся в ней, может охлаждаться и отвердевать. Подаваемый моющий материал, к которому приложено давление, может быть одинаковым с моющей композицией, содержащейся в полости изложницы или отличаться от нее. Вместо закрытия изложницы или уплотнения полости изложницы, когда давление оказывается на материал в них, давление может быть приложено далее к моющей композиции в полости изложницы путем продолжения приложения давления к подаваемой моющей композиции, контактирующей в текучем состоянии с моющей композицией, содержащейся в полости изложницы. Продолжение оказания давления на моющую композицию в процессе ее поступления означает поддержание оказания существующего давления на материал в полости изложницы или даже его возрастание. Конечно, в том случае когда давление приложено к подаваемому моющему составу для того, чтобы оказать давление на материал, содержащийся в полости изложницы, подаваемый моющий состав должен быть способен передавать это давление, то есть предпочтительно находиться в текучем или полутвердом состоянии. В этом случае необходимо поддерживать температуру подаваемого моющего состава выше минимальной температуры путем его нагревания. Конечно, присутствие любых нагревательных средств не должно в существенной степени оказывать влияния на процесс отвердевания,протекающий в изложнице, то есть они не должны существенно нагревать изложницу или материал в изложнице до существенной степени, и должны использоваться только для нагревания подаваемого материала вне изложницы. В предпочтительном случае осуществления моющий состав подают в изложницу, содержащую полость, литник и углубление для моющей композиции на другом конце литника(например, шейка или резервуар), так, что полость заполняется и некоторая "излишняя" моющая композиция находится в этом углубле 7 нии. Затем моющую композицию содержащуюся в углублении, подвергают воздействию давления, используя соответствующие средства оказания давления, такие как, например, плунжер или поршень. В случае литья под давлением, в котором давление прикладывается к подаваемой моющей композиции для поступления последней в изложницу, давление, приложенное к подаваемой моющей композиции для подачи ее в полость изложницы, может продолжать действовать на подаваемую моющую композицию после заполнения полости изложницы. Давление, созданное в полости изложницы за счет процессов согласно настоящему изобретению, может быть достаточно высоким. Например, такие давления могут достигать 1000 фунтов/квадратный дюйм (6,89 МПа). Как правило используют давления от 50-800 фунтов/квадратный дюйм (0,34-5,52 МПа). Оказываемое давление не обязательно может быть постоянным, то есть оно может быть увеличено или понижено. Все данные давления представлены в фунтах на квадратный дюйм по манометру, т.е. по уровню выше атмосферного давления. Время, в течение которого оказывают давление на моющую композицию после заполнения полости изложницы, будет изменяться, в зависимости от свойств моющей композиции,подаваемой в изложницу, и использованного режима охлаждения. Например, для композиций, поступающих в изложницу в основном в текучем состоянии и при высоких температурах,необходимо более длительное время по сравнению с композициями, которые поступают в изложницу в полутвердом состоянии и/или при пониженной температуре. Как правило это время составляет менее 2 мин, предпочтительно меньше 1 мин, а более предпочтительно менее 30 с, и в наиболее предпочтительном случае меньше 10 с. Это время может быть очень малым, например менее 1 с. Изложница может быть уплотнена путем приложения давления, например, при помощи клапана или затвора, либо давление может быть приложено в течение некоторого периода времени, по меньшей мере достаточно длительного для отвердевания материала в месте ввода в изложницу (например, литник), то есть для обеспечения уплотнения формы в литнике, так, что любое дальнейшее приложенное давление не будет далее передано к материалу, находящемуся в полости изложницы. Предполагается, что, когда моющая композиция поступает в полость изложницы, материал, ближайший к стенкам этой полости, будет охлаждаться и отвердевать быстрее, чем материал в центре полости. Это приводит к формированию "оболочки" вокруг более расплавленной сердцевины. Если температура изложницы ниже температуры плавления, когда расплав 8 заполняет полость, эта оболочка формируется очень быстро. Поскольку отсутствует холодная металлическая стенка на литнике, оболочка будет становиться более тонкой, неплотной или даже может отсутствовать. Поскольку "оболочка стенки" была сформирована и является жесткой относительно оставшейся части расплава, дальнейшее сокращение объема, таким образом, будет воздействовать на литник. Расплав в литнике будет выводиться в полость изложницы. Если расплавленный материал присутствует вне полости изложницы на литнике, например, в горловине, он будет выводиться в полость изложницы. При другом способе давление, оказываемое на материал в полости изложницы, обеспечивается путем уплотнения или закрытия полости после того, как она в основном заполнена,и последующем сокращении объема полости. Это может быть достигнуто, например, путем перемещения стенки полости изложницы или ее части, например, логотип на внутренней стороне изложницы должен быть перемещен дальше в полость. Последний способ имеет дополнительное преимущество, которое может улучшить идентификацию логотипа (знака). В альтернативном варианте по уплотнению и закрытию изложницы после ее заполнения внешнее давление может поддерживаться на моющей композиции в полости при любом месте ввода/вывода из полости изложницы, такой как литник, для сохранения или даже увеличения давления на материал, содержащийся в полости,когда объем этой полости сокращается. Настоящее изобретение также предусматривает частичное заполнение полости изложницы моющей композицией и дальнейшее уменьшение объема этой полости до тех пор, пока моющая композиция заполняет объем полости и давление оказывается на материал в этой полости. В предпочтительном случае осуществления моющая композиция, подлежащая формованию в бруски, содержит сжимаемую компоненту или компоненты, такие как, например,газ. Моющая композиция может быть газирована, или в ней может присутствовать газ, как результат производственного процесса (например,этап смешения или результат химической реакции). Объем газа в окружающих условиях может быть достаточен для создания, например,плавающих брусков, либо может быть достаточно мал для того, чтобы он не был определен покупателем, например, меньше 5% по объему,предпочтительно меньше 2% по объему. Моющая композиция, содержащая компоненту сжатого газа, поступает в полость изложницы до тех пор, пока эта полость не будет в основном заполнена, и затем давление прикладывается к подаваемой моющей композиции контактирующей в текучем состоянии с моющей компо 9 10 Моющая композиция А находится в полутвердом состоянии, когда она вводится в полость изложницы, при температуре 50-55 С. В этом процессе изложница находится при температуре окружающей среды перед заполнением и охлаждение осуществляется путем подачи твердого СО 2 вокруг внешней стороны изложницы в течение периода времени, определенного с учетом поддержания изложницы при температуре окружающей среды в дальнейшие 5 мин. зицией в изложнице для подачи большего количества материала в эту полость. Сжимаемая компонента (например, газ) в моющей композиции в полости изложницы будет сжиматься и большее количество моющего материала будет вводиться в полость изложницы. Затем изложница может быть уплотнена или закрыта, либо может быть продолжено оказание давления на моющую композицию контактирующую в текучем состоянии с материалом внутри полости изложницы в течение периода времени, как это описано выше. Как только "несжимаемый" материал внутри полости охлаждается и уменьшается в объеме, объем, занимаемый сжимаемой компонентой, будет возрастать. В другом аспекте настоящее изобретение относится к моющему бруску, получаемому способом согласно данному изобретению. Термин "моющий брусок" означает твердый определенный по форме предмет, такой как таблетка, брусок мыла, плитка или брусок, в котором уровень поверхностно-активной составляющей, содержащей мыло, синтетическое моющее активное средство или их смесь составляет, по меньшей мере, 5% по массе относительно бруска. Моющий брусок может также содержать полезные агенты для введения или поддержания желательных эффектов в коже. Например, могут быть использованы увлажняющие составляющие. Моющие композиции могут содержать гомогенные компоненты или смеси компонентов,либо могут содержать материал, взвешенный или диспергированный в текучей фазе. Сведения, подтверждающие возможность осуществления изобретения. Пример. Моющую композицию А формуют в моющие бруски путем литья под давлением. Моющую композицию подают в полость изложницы при помощи инжекторного устройства, содержащего инжекторную камеру, привод и сопло. Композиция А имеет следующий состав: Непосредственно этерифицированный жировой изотионат Стеарат натрия Пропиленгликоль Стеариновая кислотаPEG 8000 Кокоамидопропилбетаин Парафиновый воск Изотионат натрия Вода Дополнительные компоненты (консерванты, парфюмерные отдушки, красители и т.п.) Термин "время удержания" в таблице 1 представляет период времени, в течение которого поддерживается оказание давления на подаваемую моющую композицию в инжекторной камере после того, как заполнена полость изложницы. По истечении времени удержания изложница отсоединяется от средств подачи. Давление, измеренное в инжекторной камере в месте чуть выше ввода в сопло, регистрируется как максимальное инжекторное давление в таблице 1. Среднее давление внутри полости изложницы (т.е. на боковой стенке) в течение периода "времени удержания" записано в табл.1 как среднее давление в изложнице. Данные, представленные в таблице 1, иллюстрируют, что качество поверхности брусков может быть улучшено путем приложения давления к моющей композиции изложнице. В любых брусках не наблюдалось никаких формовочных стыков. Таблица 1 Время уд-я, с Охлаждающий твердый СО 2 ,мин Очень небольшие впадины Отсутствие впадин; очень хорошая поверхность Отсутствие впадин; очень хорошая поверхность ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования моющих брусков,заключающийся в приложении давления к моющей композиции, содержащейся в полости изложницы, отличающийся тем, что полость изложницы в основном заполнена при приложении давления и моющая композиция находится в текучем или полутвердом состоянии в начале процесса приложения давления. 2. Способ по п.1, отличающийся тем, что давление прикладывают к моющей композиции,содержащейся в полости изложницы, в то время как, по меньшей мере, часть моющей композиции отвердевает. 3. Способ по п.1 или 2, отличающийся тем,что давление на моющую композицию, содержащуюся в полости изложницы, создают путем 12 приложения давления к подаваемой моющей композиции, причем упомянутая подаваемая моющая композиция контактирует в текучем состоянии с материалом внутри полости. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что моющая композиция, содержащаяся в полости изложницы,имеет компоненту сжатого газа, диспергированную в ней. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что изложницу уплотняют при помощи давления. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что время, в течение которого давление прикладывают к моющей композиции, содержащейся в полости изложницы, составляет менее 2 минут.
МПК / Метки
МПК: C11D 17/00
Метки: моющей, способ, получения, композиции
Код ссылки
<a href="https://eas.patents.su/7-1627-sposob-polucheniya-moyushhejj-kompozicii.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения моющей композиции</a>
Способ получения моющей композиции
Номер патента: 1453
Опубликовано: 23.04.2001
Авторы: Ван Ларе Корнелис Элизабет Йоханнес, Верселлинг Гилберт Мартин
МПК: C11D 17/06
Метки: способ, композиции, получения, моющей
Формула / Реферат:
1. Способ получения моющей порошкообразной композиции, имеющей объемную плотность не более чем 750 г/л, причем способ включает смешивание порошкообразного исходного материала, который содержит не более чем 10% от массы исходного материала активного материала детергента вместе с жидким компонентом, содержащим активный материал детергента или его предшественник, в миксере/грануляторе, имеющем как перемешивающее, так и рубящее действие,...
Способ получения моющей композиции
Номер патента: 238
Опубликовано: 25.02.1999
Авторы: Питер Доналд, Гарсиа Марселито Абад, Джордан Дейвид Алан, Ранпуриа Чандулал Кантилал
МПК: C11D 11/00
Метки: способ, композиции, моющей, получения
Формула / Реферат:
1. Способ получения моющей композиции, имеющей насыпную плотность 680 г/л или меньше, включающий смешивание исходного материала в виде частиц с жидким связующим в смесителе-грануляторе, обладающем как перемешивающим, так и режущим действием с образованием гранул, имеющих насыпную плотность 680 г/л или менее, и при этом исходный материал содержит моющий компонент детергента и исходный материал и/или связующее содержит немыльное детергентно...
Способ получения композиции поперечно-сшитого биологически совместимого полисахаридного геля, композиции указанного геля и применение композиций
Номер патента: 1500
Опубликовано: 23.04.2001
Автор: Огеруп Бенгт
МПК: C08B 37/08, A61K 31/715, A61P 5/00...
Метки: применение, совместимого, композиции, получения, способ, полисахаридного, геля, биологически, поперечно-сшитого, композиций, указанного
Формула / Реферат:
1. Способ получения композиции поперечно-сшитого биологически совместимого полисахаридного геля, включающий следующие стадии: приготовление водного раствора растворимого в воде поперечно-сшиваемого полисахарида; инициирование реакции поперечного сшивания указанного полисахарида в присутствии полифункционального агента, обеспечивающего сшивание полисахарида; обеспечение стерического затруднения реакции поперечного сшивания до ее завершения перед...
Способ получения силиконовой эластомерной композиции для использования в косметических продуктах
Номер патента: 1626
Опубликовано: 25.06.2001
Авторы: Бирсевич Уолтер Энтони, Добковский Брайан Джон, Манзари Кеннет Пол, Чини Майкл Чарльз, Плиго Сальвадор, Дайвоун Питер Энтони
МПК: B29B 9/00, B01J 2/18, A61K 7/48...
Метки: композиции, использования, способ, эластомерной, косметических, силиконовой, продуктах, получения
Формула / Реферат:
1. Способ получения силиконовой эластомерной композиции для использования в косметических продуктах, содержащих сшитый эластомерный полиорганосилоксан, не содержащий полиоксиалкиленовых звеньев в гидрофобном жидком носителе, отличающийся тем, что включает следующие стадии: 1) подача силиконовой эластомерной композиции в реактор; 2) перемешивание силиконовой эластомерной композиции в реакторе; 3) подача перемешанной силиконовой эластомерной...
Способ получения твердой композиции
Номер патента: 1074
Опубликовано: 30.10.2000
Авторы: Лэндхэм Ровена Рошанти, Бэлл Гордон Алестэр
МПК: B01J 13/10
Метки: получения, твердой, композиции, способ
Формула / Реферат:
1. Способ получения твердого микроинкапсулированного продукта, который включает в себя а) приготовление пленкообразующей водной среды, включающей пленкообразующий полимер и водную суспензию микроинкапсулированного материала, б) полив таким образом сформированной водной среды на субстрат и в) высушивание отлитой среды с образованием отливки пленкообразующего полимера, содержащего микроинкапсулированный материал. 2. Способ по п.1,...
Предыдущий патент: Способ получения силиконовой эластомерной композиции для использования в косметических продуктах
Следующий патент: Горелка с подачей топлива сверху, работающая на твердом топливе, и способ ее применения
Случайный патент: Фармацевтические лекарственные формы, содержащие липидную фазу