Покровное средство для защиты от коррозии изделий из металла и способ его получения
Формула / Реферат
1. Изделие с покрытием для защиты от коррозии, включающее по меньшей мере
первый слой, содержащий органическое связующее с кремнийорганическим соединением и металлом в виде микрочастиц, причем первый слой имеет толщину сухой пленки 1-50 мкм, и
второй слой из отвержденного порошкового лака.
2. Изделие по п.1, отличающееся тем, что первый слой имеет толщину сухой пленки 15-30 мкм.
3. Изделие по п.1 или 2, включающее по меньшей мере одно дополнительное покрытие, которое содержит один или несколько из нижеследующих компонентов:
термопластичные поликонденсаты, в особенности полисульфон (PSU), полифениленсульфид (PPS), полифенилэфиросульфон (PPSU), полиэфиросульфон (PES), полиарилэфирокетон (PAEK), полиэфирокетон (PEK), полиамид (РА), поли(амид-имид) (PAI), поли(простой эфир-амид) (PEI), полиимидосульфон (PISO) и полиэфироэфирокетон (PEEK);
фторированные полимеры, в особенности политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), сополимер тетрафторэтилена и гексафторпропилена (FEP), перфторалкоксисополимер (PFA), сополимер тетрафторэтилена с перфторированным пропиленом и перфторалкилвиниловым эфиром (EPE), сополимер тетрафторэтилена и перфторметилвинилового эфира (MFA), сополимер тетрафторэтилена с этиленом (ETFE), полихлортрифторэтилен (PCTFE) и сополимер этилена и хлортрифторэтилена (ECTFE) и
реактопласты на основе фенолоформальдегидной смолы.
4. Способ получения покрытия для защиты от коррозии на изделии, по которому
наносят в жидком состоянии первое покрытие, включающее органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц, в качестве покрытия для защиты от коррозии; затем
наносят второе покрытие в виде порошкового лака и
отверждают это по меньшей мере двухслойное покрытие.
5. Способ по п.4, отличающийся тем, что первое покрытие фиксируют после нанесения, но отверждают не полностью.
6. Способ по п.4 или 5, отличающийся тем, что по меньшей мере двухслойное покрытие изделия полностью отверждают лишь после нанесения второго слоя, предпочтительно после нанесения последнего слоя.
7. Способ по любому из пп.4-6, отличающийся тем, что первое покрытие наносят с толщиной сухой пленки 1-50 мкм, предпочтительно 15-30 мкм.
8. Способ по любому из пп.4-7, отличающийся тем, что изделие перед нанесением покрытия подвергают очистке.
9. Способ по п.8, отличающийся тем, что очисткой является струйная очистка.
10. Способ по любому из пп.4-9, отличающийся тем, что
после нанесения первого покрытия нанесенный слой подвергают воздействию температуры от 50 до 300шС, предпочтительно от 80 до 150шС и
после нанесения второго покрытия нанесенные слои подвергают воздействию температуры вплоть до 400шС, предпочтительно от 130 до 240шС, особенно предпочтительно от 130 до 160шС.
11. Способ по любому из пп.4-10, отличающийся тем, что первое покрытие фиксируют в течение периода времени по меньшей мере 5 с, предпочтительно 15-90 мин.
12. Способ по любому из пп.4-11, отличающийся тем, что после нанесения второго покрытия слои отверждают в течение по меньшей мере 10 с, предпочтительно 15-90 мин.
Текст
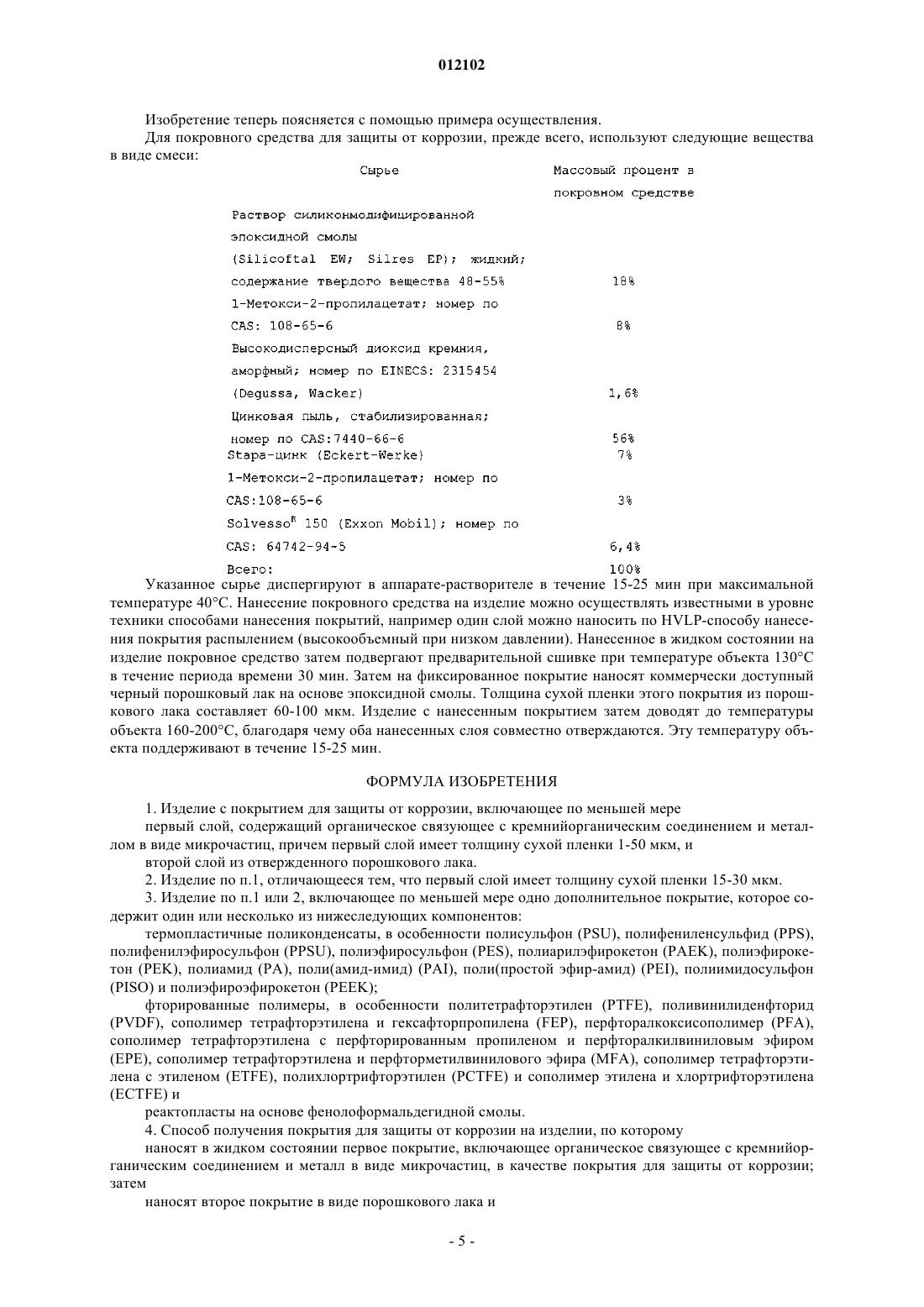
012102 Изобретение относится к покровному средству для защиты от коррозии изделий из металла и металлических материалов, изделию с покрытием для защиты от коррозии и способу получения покрытия для защиты от коррозии на изделии. Покрытия для защиты от коррозии и покровные средства, в общем, известны в уровне техники. Например, в патенте США 5334631 описывается антикоррозионный порошок, состоящий из смолы, отвердителя и цинка в форме частиц. Для нанесения покрытия для защиты от коррозии с помощью этого покровного средства изделие сначала нагревают до температуры 240 С. Затем электростатическим способом наносят покрытие толщиной 50 мкм. После этого наносят другой покровный слой, состоящий из полиэфирной смолы. Полученные слои затем отверждают при температуре 180 С. Недостатком этого способа является то, что электропроводность и вместе с тем эффективность защиты от коррозии оптимально не достигаются. В Европейском патенте 0939111 описывается покрытие для металлических материалов, которое в особенности противодействует водородной хрупкости изделия. Покрытие состоит из эпоксидной смолы,цинковой пыли и расширяющегося под влиянием температуры порошка. Можно примешивать, на выбор,повышающее адгезию средство силан-эпоксидного типа. Расширяющийся порошок служит для увеличения площади контакта цинковой пыли. Нанесенное на изделие покрытие затем снабжают покровным лаком. Недостатком этого покрытия, однако, является то, что после нанесения не обеспечивается достаточная механическая гибкость. Поэтому существует задача получения покровного средства для защиты от коррозии изделий из металла, изделия с покровным средством для защиты от коррозии и разработки способа получения покрытия для защиты от коррозии на изделии, которое дает хорошую катодную защиту от коррозии. Согласно изобретению эта задача решается тем, что покровное средство для защиты от коррозии изделий из металла включает в себя органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц. Изделие с покрытием для защиты от коррозии включает в себя, по меньшей мере,органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц. В случае способа получения покрытия для защиты от коррозии на изделии согласно изобретению наносят в жидком состоянии первое покрытие, включающее органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц, в качестве покрытия для защиты от коррозии и затем наносят второе покрытие, состав которого предпочтительно отличается от состава покрытия для защиты от коррозии. В качестве органического связующего используют в особенности такие вещества, которые уже при по возможности низких температурах подвергаются сшивке и вслед за тем образуют соответствующее механически и химически нагружаемое покрытие. Например, в качестве связующего можно использовать эпоксидные соединения, однако также сложные полиэфиры и полиакрилаты. Под кремнийорганическими соединениями понимают такие соединения, которые обладают связями Si-R, причем R означает органическую группу. Предпочтительным является кремнийорганическое соединение типа Si-O-Si (силоксан). Такие кремнийорганические соединения образуют сополимеры с обычными органическими связующими, которые дают хорошо прилипающие и эластичные покрытия на металлических поверхностях. Используемый в виде микрочастиц металл предпочтительно должен хорошо смешиваться со связующим, обладать электропроводностью, которая пригодна для создания по возможности высокой катодной защиты от коррозии, и металл в виде микрочастиц должен быть пригоден для образования равномерного покрытия. Например, используют цинк, алюминий, олово, марганец или сплавы из указанных металлов. Также возможны добавки электропроводящих наполнителей. Покровное средство при нанесении целесообразно является жидким. За счет этого возможно нанесение равномерного слоя простым образом с помощью известных способов нанесения покрытий. Во время транспортировки и хранения покровное средство для защиты от коррозии, однако, вполне может находиться в концентрированной, от пастообразной до твердой, форме, не в последнюю очередь, для сведения к минимуму затрат на транспортировку и хранение. Согласно одному варианту осуществления изобретения связующим является полиакрилат, сложный полиэфир или смола, в особенности эпоксидная смола, или их комбинация с кремнийорганическим соединением. Соответствующие вещества и комбинации веществ известны в уровне техники. В особенности эпоксидные смолы обладают очень хорошими свойствами в отношении механической и химической предельно допускаемой нагрузки, которые требуются в случае покрытий для защиты от коррозии. Предпочтительно кремнийорганическое соединение представляет собой полиорганосилоксан. Такие вещества, в особенности в сочетании с эпоксидными смолами, благоприятны для образования хорошо прилипающего и коррозионно-устойчивого покрытия. Далее, эти неорганические/органические связующие хорошо связывают частицы металла.-1 012102 Согласно другому варианту осуществления изобретения связующим является полиорганосилоксановая смола, в особенности силиконмодифицированная эпоксидная смола. Такого рода смолы выпускаются в промышленности, например, SILRES EP фирмы Wacker Chemie или SILIKOFTAL EW фирмыDegussa. Предпочтительны, далее, метилфенил-, фенил- и метилсиликоновые смолы. Также используют смолы с винильными или аллильными группами, с эфирами акриловой кислоты, смолы с этилениминогруппами, с галогенированными фенильными остатками, с фторпроизводными, с гидроксиорганогруппами, карбоксиорганогруппами, аминоалкильными группами, с силоксансилазановыми сополимерами, с фениленовыми группами или с продуктами соконденсации с органическими смолами. Благоприятным в случае силиконмодифицированных эпоксидных смол является то, что такие смолы связывают высокую долю металла в виде микрочастиц при одновременно высокой эластичности полученного с помощью этого покровного средства покрытия. Эластичность покрытия является достаточной, так что в случае покрытия стальных пружинных изделий, как, например, пружины ходовых механизмов, покрытие не отслаивается также при высоких механических нагрузках. Предпочтительно металлом в виде микрочастиц является цинк. Также пригодны алюминий, олово,марганец и сплавы из них. В качестве металла в виде микрочастиц согласно настоящему изобретению понимают, что используют маленькие частицы, предпочтительно в виде сферических частиц, в особенности, пыли, и/или тонких пластинчатых частиц, в особенности чешуек. Цинк и другие вышеуказанные металлы обладают хорошей электропроводностью и дают хорошую катодную защиту от коррозии. Само собой разумеется, возможно также использование других металлов. Соответствующие покрытия на основе цинка и/или других указанных металлов защищают металлическую основу от коррозии благодаря тому, что эти материалы действуют в растворе как анод, в то время как металлическая основа становится катодом. Этот механизм защищает основу от явлений разложения. Преимущественным является использование пыли или чешуек, так как они обладают относительно большой поверхностью. Чешуйкам к тому же отдается предпочтение вследствие того, что могут образовываться тонкие слои, в которых надежнее возникает требующийся для эффективной защиты от коррозии контакт между частицами. Однако нужно принимать во внимание, что чешуйки или пыль являются достаточно тонкими, так что может образовываться достаточно гладкое и тонкое покрытие толщиной 1, 5, 10 мкм или более. Согласно следующему варианту осуществления изобретения предпочтительно, что связующее, в поставляемой форме, составляет долю 10-35 мас.%, в особенности предпочтительно, 14-24 мас.%, покровного средства. Таким образом, с помощью относительно незначительных количеств связующего можно получать эффективное катодное покрытие для защиты от коррозии. Связующее, в поставляемой форме, предпочтительно имеет содержание твердого вещества 49-55 мас.%. В зависимости от требований согласно применению, однако, это содержание может изменяться в широких пределах. Также можно использовать дополнительные связующие, в особенности органические дополнительные связующие, как полиакрилатное связующее, поливинилиденфторид или другие фторированные полимеры либо для установления целенаправленно свойств покровного средства, либо по причинам расходов. Далее, преимущественным является то, что металл составляет долю 10-90 мас.%, предпочтительно 35-85 мас.%, особенно предпочтительно 45-70 мас.% покровного средства в поставляемой форме. Опыты показали, что такого рода покровные средства дают особенно высокую катодную защиту от коррозии. В целом, как преимущественное нужно рассматривать то, что связующее и металл в виде микрочастиц, в зависимости от требований согласно применению, могут изменяться в широких пределах. В принципе,однако, предпочтительно, когда по возможности высокая доля металлических частиц включена в покровное средство. Предпочтительно покровное средство включает один или несколько из нижеследующих компонентов: сшивающие агенты, повышающие адгезию средства, добавки, загустители, катализаторы, наполнители, ингибиторы коррозии, пигменты для защиты от коррозии, окрашивающие пигменты, а также растворители, в особенности органические растворители. Благодаря добавлению сшивающих агентов, если желательно или необходимо, можно получать полностью отвержденное покрытие. Повышающие адгезию средства можно использовать тогда, когда имеется основа, на которую трудно наносить покрытие. В принципе, однако, нужно заметить, что уже покровное средство для защиты от коррозии по п.1 формулы изобретения обладает отличным прилипанием к металлическим основам. Добавки и загустители можно добавлять тогда, когда нужно устанавливать вязкость, соответственно реологию покровного средства,или когда нужно регулировать свойства продукта в отношении способности к нанесению. Катализаторы служат для регулирования реакционной способности, в особенности скоростей реакций. Активные и пассивные наполнители добавляют для улучшения механических и термических свойств покрытия, например можно использовать алюмосиликаты, силикаты магния, пигменты слюдяной структуры, графит и сульфид молибдена. В случае особенно коррозионной окружающей среды можно добавлять ингибиторы коррозии или пигменты для защиты от коррозии. Причем, однако, нужно заметить, что покровное средство для защиты от коррозии по п.1 формулы изобретения уже дает достаточную катодную защиту от коррозии. Пигменты служат для окрашивания. Для регулирования свойств в отношении использования(способность к нанесению распылением) можно использовать растворители и жидкие добавки.-2 012102 Указанное покровное средство для защиты от коррозии согласно предпочтительному варианту осуществления отличается тем, что оно подвергается предварительной сшивке в широком диапазоне температур, предпочтительно при температурах от 50 до 300 С, особенно предпочтительно при низких температурах от 80 до 150 С. Поэтому оно применимо в особенности в случае таких металлических изделий, которые на основании свойств материала, из которого они изготовлены, нельзя подвергать никакому высокому нагреву. В качестве типичного примера здесь нужно назвать покрытия пружинных сталей, которые после формования претерпевают нежелательное изменение структуры, когда их нагревают более продолжительное время при температуре выше 160 С. Изобретение, однако, также в равной мере применимо для всех других металлических материалов. Предварительная сшивка при низких температурах там сказывается благоприятно, так как нужно затрачивать меньшее количество энергии, чем обычно,чтобы фиксировать покрытие. Далее, достигают хорошего компромисса между температурой и необходимым для фиксации временем. Согласно изобретению изделие с покрытием для защиты от коррозии включает по меньшей мере одно органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц. Изделие с нанесенным покрытием уже можно использовать вместе с этим покрытием. Однако в случае необходимости после нанесения повышающего адгезию средства его также можно снабжать дальнейшими покрытиями, например окрашивающими лаковыми покрытиями или лаковыми покрытиями, которые дают далее улучшенную химическую и/или механическую защиту или повышенную атмосферостойкость. Предпочтительно нанесенное покрытие имеет толщину сухой пленки 1-50 мкм, предпочтительно 15-30 мкм. Благодаря такого рода незначительной толщине слоя достигается повышенная эластичность покрытия. В случае покрытия, например, пружинных материалов таким образом можно предотвращать отслаивание покрытия. Предпочтительно изделие перед нанесением покрытия подвергают предварительной обработке. С помощью предварительной обработки далее улучшаются прилипание покрытия и защита от коррозии. Предварительная обработка должна быть приспособлена к материалу. Способы предварительной обработки известны в уровне техники. Предпочтительно предварительную обработку осуществляют путем струйной очистки. Благодаря этому способу с изделия удаляют загрязнения, также как возможно имеющуюся наружную коррозию. В особенности также вредной для защиты от коррозии является окалина на поверхности материала, и ее обычно удаляют путем струйной очистки. Предварительную обработку нужно осуществлять так, чтобы после предварительной обработки не происходили никакие повреждения материала и на поверхности изделия не оставались никакие остатки возможно используемого чистящего средства. Согласно дальнейшему варианту осуществления изобретения изделие обладает по меньшей мере одним другим покрытием, наносимым на покрытие для защиты от коррозии, которое включает один или несколько из нижеследующих компонентов: термопластичные поликонденсаты, в особенности, полисульфон (PSU), полифениленсульфид (PPS), полифенилэфиросульфон (PPSU), полиэфиросульфон (PES),полиарилэфирокетон (PAEK), полиэфирокетон (PEK), полиамид (РА), поли(амид-имид) (PAI), поли(простой эфир-амид) (PEI), полиимидосульфон (PISO) и полиэфироэфирокетон (РЕЕК), а также фторированные полимеры, в особенности политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), сополимер тетрафторэтилена и гексафторпропилена (FEP), перфторалкоксисополимер (PFA), сополимер тетрафторэтилена с перфорированным пропиленом и перфторалкилвиниловым эфиром (EPE), сополимер тетрафторэтилена и перфторметилвинилового эфира (MFA), сополимер тетрафторэтилена с этиленом(ETFE), полихлортрифторэтилен (PCTFE) и сополимер этилена и хлортрифторэтилена (ECTFE) и реактопласты на основе фенолоформальдегидной смолы. Такого рода дальнейшие покрытия служат в качестве покровных слоев преимущественно в целях защиты антикоррозионного покрытия против химических и механических повреждений, а также от влияния атмосферных условий. В случае необходимости они также могут служить для окрашивания. Так, эти дальнейшие покрытия, например, в области автомобилестроения должны быть нанесены для защиты антикоррозионного покрытия, например от образования сколов и влияний погодных условий. Предпочтительно наносят по меньшей мере одно дальнейшее покрытие, в особенности покровный лак, предпочтительно порошковый лак, на фиксированное, в особенности подвергнутое предварительной сшивке, покрытие для защиты от коррозии. Такого рода лаки преимущественно выпускаются в промышленности и защищают антикоррозионное покрытие от механических, химических воздействий и влияния атмосферных условий. При этом используют все коммерчески доступные порошковые лаки, например эпоксидные, полиэфирные, полиамидные, полиуретановые и полиакрилатные порошковые лаки, однако также смешанные порошковые лаки. Согласно изобретению в случае способа получения покрытия для защиты от коррозии на изделии первое покрытие, включающее связующее с кремнийорганическим соединением и металл в виде микрочастиц в качестве покрытия для защиты от коррозии, наносят в жидком состоянии. Затем наносят второе покрытие, состав которого предпочтительно отличается от состава покрытия для защиты от коррозии.-3 012102 Так как второй слой не служит более катодной защитой от коррозии, этот слой может быть нанесен преимущественно для усиления изделия в отношении дальнейших нагрузок (химические, механические нагрузки, атмосферные условия) и/или может служить для декоративных целей. Предпочтительно второе покрытие наносят в виде порошкового лака. Как уже упоминалось, порошковые лаки преимущественно выпускаются в промышленности. При этом используют все коммерчески доступные порошковые лаки, например эпоксидные, полиэфирные, полиамидные, полиуретановые и полиакрилатные порошковые лаки, однако также смешанные порошковые лаки. Они дают достаточную для нижнего слоя защиту против повреждений и наружных влияний. Далее, также пригодны вышеуказанные термопластичные поликонденсаты, фторированные полимеры или реактопласты на основе фенолоформальдегидной смолы. Согласно дальнейшему варианту осуществления изобретения первое покрытие фиксируется после нанесения, но отверждается неполностью. Под понятием фиксированный подразумевают все те состояния, которые позволяют осуществлять нанесение следующих слоев. Следствием фиксации первого покрытия должно быть то, что, во-первых, обеспечивается достаточное сцепление с основой и, вовторых, возможно нанесение дальнейшего покрытия. В особенности не должно происходить обратного растворения первого слоя при нанесении дальнейших слоев. Предпочтительно по меньшей мере двухслойное покрытие изделия полностью отверждается лишь после нанесения второго слоя, предпочтительно после нанесения последнего слоя. Понятие полностью включает все состояния, при которых слои,ввиду соответствующего применения изделия, сшиты устойчивыми для употребления таким образом или, по существу, полностью сшиты. За счет этого снижается термическая нагрузка изделия, что является преимущественным в особенности в случае материалов из пружинной стали или подобных материалов. Отверждение нужно осуществлять по возможности при низкой температуре и в течение по возможности незначительного периода времени. Согласно следующему варианту осуществления изобретения наносят первое покрытие с толщиной сухой пленки 1-50 мкм, предпочтительно 15-30 мкм. Благодаря по возможности незначительной и равномерной толщине сухой пленки далее повышается эластичность покрытия. Желательно, изделие перед отделкой подвергать предварительной обработке. Предпочтительно предварительной обработкой является струйная очистка. Как уже упоминалось вначале, благоприятной для повышенной катодной защиты от коррозии является соответственно чистая поверхность. Также, однако, нужно принимать во внимание то, чтобы никаких остатков возможно используемого чистящего средства не оставалось на предназначенной для нанесения покрытия поверхности и не повреждалось изделие. Согласно дальнейшему варианту осуществления изобретения после нанесения первого покрытия нанесенный слой подвергают воздействию температуры от 50 до 300 С, предпочтительно от 80 до 150 С и после нанесения второго покрытия нанесенные слои подвергают воздействию температуры вплоть до 400 С, предпочтительно от 130 до 240 С, особенно предпочтительно от 130 до 160 С. Такого рода обработка первого слоя способствует термической фиксации покрытия. Покрытие при этом сшивается неполностью, однако пригодно для нанесения другого покрытия. После нанесения второго слоя покрытия отверждаются под воздействием высокой температуры вплоть до 400 С, предпочтительно от 130 до 240 С, особенно предпочтительно от 130 до 160 С. Температуру вплоть до 400 С используют, однако,только в случае специальных покрытий и способов высушивания. В случае термочувствительных изделий, в общем, нужно использовать отчетливо более низкие температуры. Способ, в сочетании с пригодными связующими, преимущественно применим также при низких температурах, благодаря чему не изменяются свойства термочувствительных материалов, как, например, пружинные материалы. Предпочтительно, что изделие нагревают при вышеуказанных температурах (температура объекта). В принципе,однако, например, при индукционном нагреве достаточным является то, что нагревают при этой температуре покрытие или непосредственно поверхность, на которую нужно нанести покрытие, а не все изделие. Желательно, чтобы первое покрытие фиксировалось в течение периода времени по меньшей мере 5 с, предпочтительно в течение 15-90 мин. В особенности при индукционных способах нагрева используют короткие периоды времени, в случае обычных способов подогрева фиксация вполне может длиться несколько часов. После нанесения второго покрытия слои преимущественно отверждают в течение по меньшей мере 10 с, предпочтительно в течение 15-90 мин.-4 012102 Изобретение теперь поясняется с помощью примера осуществления. Для покровного средства для защиты от коррозии, прежде всего, используют следующие вещества в виде смеси: Указанное сырье диспергируют в аппарате-растворителе в течение 15-25 мин при максимальной температуре 40 С. Нанесение покровного средства на изделие можно осуществлять известными в уровне техники способами нанесения покрытий, например один слой можно наносить по HVLP-способу нанесения покрытия распылением (высокообъемный при низком давлении). Нанесенное в жидком состоянии на изделие покровное средство затем подвергают предварительной сшивке при температуре объекта 130 С в течение периода времени 30 мин. Затем на фиксированное покрытие наносят коммерчески доступный черный порошковый лак на основе эпоксидной смолы. Толщина сухой пленки этого покрытия из порошкового лака составляет 60-100 мкм. Изделие с нанесенным покрытием затем доводят до температуры объекта 160-200 С, благодаря чему оба нанесенных слоя совместно отверждаются. Эту температуру объекта поддерживают в течение 15-25 мин. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Изделие с покрытием для защиты от коррозии, включающее по меньшей мере первый слой, содержащий органическое связующее с кремнийорганическим соединением и металлом в виде микрочастиц, причем первый слой имеет толщину сухой пленки 1-50 мкм, и второй слой из отвержденного порошкового лака. 2. Изделие по п.1, отличающееся тем, что первый слой имеет толщину сухой пленки 15-30 мкм. 3. Изделие по п.1 или 2, включающее по меньшей мере одно дополнительное покрытие, которое содержит один или несколько из нижеследующих компонентов: термопластичные поликонденсаты, в особенности полисульфон (PSU), полифениленсульфид (PPS),полифенилэфиросульфон (PPSU), полиэфиросульфон (PES), полиарилэфирокетон (PAEK), полиэфирокетон (PEK), полиамид (РА), поли(амид-имид) (PAI), поли(простой эфир-амид) (PEI), полиимидосульфон(ECTFE) и реактопласты на основе фенолоформальдегидной смолы. 4. Способ получения покрытия для защиты от коррозии на изделии, по которому наносят в жидком состоянии первое покрытие, включающее органическое связующее с кремнийорганическим соединением и металл в виде микрочастиц, в качестве покрытия для защиты от коррозии; затем наносят второе покрытие в виде порошкового лака и-5 012102 отверждают это по меньшей мере двухслойное покрытие. 5. Способ по п.4, отличающийся тем, что первое покрытие фиксируют после нанесения, но отверждают не полностью. 6. Способ по п.4 или 5, отличающийся тем, что по меньшей мере двухслойное покрытие изделия полностью отверждают лишь после нанесения второго слоя, предпочтительно после нанесения последнего слоя. 7. Способ по любому из пп.4-6, отличающийся тем, что первое покрытие наносят с толщиной сухой пленки 1-50 мкм, предпочтительно 15-30 мкм. 8. Способ по любому из пп.4-7, отличающийся тем, что изделие перед нанесением покрытия подвергают очистке. 9. Способ по п.8, отличающийся тем, что очисткой является струйная очистка. 10. Способ по любому из пп.4-9, отличающийся тем, что после нанесения первого покрытия нанесенный слой подвергают воздействию температуры от 50 до 300 С, предпочтительно от 80 до 150 С и после нанесения второго покрытия нанесенные слои подвергают воздействию температуры вплоть до 400 С, предпочтительно от 130 до 240 С, особенно предпочтительно от 130 до 160 С. 11. Способ по любому из пп.4-10, отличающийся тем, что первое покрытие фиксируют в течение периода времени по меньшей мере 5 с, предпочтительно 15-90 мин. 12. Способ по любому из пп.4-11, отличающийся тем, что после нанесения второго покрытия слои отверждают в течение по меньшей мере 10 с, предпочтительно 15-90 мин.
МПК / Метки
МПК: C08K 3/08, C09D 183/04
Метки: получения, металла, средство, коррозии, покровное, защиты, способ, изделий
Код ссылки
<a href="https://eas.patents.su/7-12102-pokrovnoe-sredstvo-dlya-zashhity-ot-korrozii-izdelijj-iz-metalla-i-sposob-ego-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Покровное средство для защиты от коррозии изделий из металла и способ его получения</a>
Способ защиты высокотемпературных сплавов, содержащих железо, никель и хром, от высокотемпературной коррозии, вызываемой науглероживанием или распылением металла
Номер патента: 1169
Опубликовано: 30.10.2000
Авторы: Альструп Иб, Хоркендорф Иб
МПК: C23C 30/00
Метки: коррозии, высокотемпературной, сплавов, высокотемпературных, науглероживанием, распылением, защиты, способ, вызываемой, содержащих, металла, железо, хром, никель
Формула / Реферат:
1. Способ защиты высокотемпературных сплавов, содержащих железо, никель и хром, от высокотемпературной коррозии, вызываемой науглероживанием или распылением металла, который включает обработку поверхности, подлежащей защите, отличающийся тем, что обработку проводят отложением слоя, по меньшей мере, одного металла, выбранного из группы, включающей благородные металлы, драгоценные металлы, металлы из группы IV и группы V Периодической таблицы и их...
Способ защиты от коррозии стальной детали, изготовленной из аустенитной или полуаустенитной стали, во время получения серной кислоты
Номер патента: 6778
Опубликовано: 28.04.2006
Авторы: Лаибах Штефан, Раузер Вольф Христоф, Шнаубельт Херберт, Шальк Вольфрам, Анастасиевич Никола, Даум Карл-Хайнц
МПК: C22C 19/05, C22C 38/44, C23F 13/00...
Метки: кислоты, защиты, стали, полуаустенитной, изготовленной, стальной, способ, коррозии, серной, получения, аустенитной, время, детали
Формула / Реферат:
1. Способ защиты от коррозии по меньшей мере одной стальной детали устройства, используемого в установке для получения серной кислоты, где стальная деталь вступает в контакт с концентрированной серной кислотой, в котором стальную деталь снабжают анодной защитой от коррозии, при этом анод, катод и электрод сравнения соединены с регулятором напряжения, который подает регулируемый постоянный электрический ток, причем, катод и электрод сравнения...
Применение композиции для защиты от коррозии профилированного изделия, оберточная лента, способ ее получения, профилированное изделие и способ его покрытия
Номер патента: 11889
Опубликовано: 30.06.2009
Автор: Норен Франс
МПК: C08K 5/13, C08K 5/42, C08K 3/26...
Метки: оберточная, коррозии, изделия, профилированное, получения, изделие, профилированного, покрытия, защиты, применение, лента, способ, композиции
Формула / Реферат:
1. Применение композиции, включающей: (a) полиизобутилен, имеющий температуру стеклования ниже чем -20шС и поверхностное натяжение менее чем 40 мН/м при температуре выше его температуры стеклования, (b) материал-наполнитель и (c) антиоксидантную композицию, содержащую первичный и вторичный антиоксидант, причем первичный антиоксидант выбирается из группы, состоящей из пространственно-затрудненных соединений фенола общей формулы (I) где R1...
Способ и система защиты от коррозии проводящих конструкций
Номер патента: 4487
Опубликовано: 29.04.2004
Авторы: Спивак Артур Дж., Даулинг Дэвид Б.
МПК: C23F 13/22, H01L 21/20
Метки: способ, система, проводящих, конструкций, коррозии, защиты
Формула / Реферат:
1. Способ защиты от коррозии проводящей конструкции в контакте с коррозионной окружающей средой, причем указанный способ включает в себя стадии, на которых (a) покрывают проводящую конструкцию полупроводниковым покрытием и обеспечивают электронный фильтр, соединенный с покрытой проводящей конструкцией; (b) контролируют коррозионный шум, создаваемый покрытой проводящей конструкцией, и регулируют фильтрующие свойства указанного электронного...
Способ и устройство защиты изделия от коррозии (варианты)
Номер патента: 5145
Опубликовано: 30.12.2004
Авторы: Кьюбик Дональд Э., Люблинский Ефим Я.
МПК: C23F 11/02
Метки: способ, изделия, коррозии, варианты, устройство, защиты
Формула / Реферат:
1. Способ защиты от коррозии по меньшей мере одного изделия, в котором в газонепроницаемую емкость помещают по меньшей мере одно защищаемое изделие и по крайней мере одно антикоррозионное средство, выбранное из группы, включающей в себя влагопоглотитель, ингибитор коррозии, инертный газ или их комбинацию, после чего газонепроницаемую емкость плотно закрывают, отличающийся тем, что газонепроницаемую емкость выполняют в виде по меньшей мере двух...
Предыдущий патент: Сборная конструкция перегородок и уплотнений и способ сборки теплообменника с ее использованием
Следующий патент: Механический привод скважинных насосов
Случайный патент: Способ очистки полимерной смеси