Инструмент для сверления и/или фрезерования и способ его изготовления
Формула / Реферат
1. Инструмент для сверления и/или фрезерования с хвостовиком (1) и режущей частью (2), при этом режущая часть имеет режущие канавки (3), идущие по спирали у ее периферии к торцу режущей части (2), а на ее торце режущие кромки (4), которые образованы путем среза части поверхности режущих канавок по торцу инструмента, при этом угол (gp2) наклона винтовой линии режущих канавок (3), измеренный по отношению к плоскости, содержащей ось инструмента, больше измеренного в соответствующей плоскости угла (gp0) режущих поверхностей, которые являются смежными с торцевыми режущими кромками (4) и которые образованы нижним концевым участком режущих канавок, отличающийся тем, что угол (gp0) режущей поверхности, начиная от торцевой режущей кромки (4), непрерывно изменяется, переходя в угол (gp1) наклона винтовой линии режущих канавок.
2. Инструмент по п.1, отличающийся тем, что угол режущей поверхности изменяется при постоянном радиусе кривизны от величины, определяемой как угол резания (gp0) в зоне, смежной непосредственно с режущей кромкой (4), до угла (gp2) наклона винтовой линии.
3. Инструмент по п.1, отличающийся тем, что переход от угла резания (gp0) к углу (gp2) наклона винтовой линии происходит по меньшей мере по двум разным радиусам, при этом радиус, смежный с режущей кромкой, меньше радиуса в зоне, смежной с углом (gp2) наклона винтовой линии.
4. Инструмент по одному из пп.1-3, отличающийся тем, что участок режущей поверхности, смежный непосредственно с режущей кромкой, имеет отрицательный угол резания, который, когда расстояние от режущей кромки увеличивается, вначале становится равным 0, затем положительным и в итоге переходит в величину угла (gp2) наклона винтовой линии.
5. Инструмент по одному из пп.1-4, отличающийся тем, что зона перехода от режущей кромки до постоянного угла (gp2) наклона винтовой линии проходит в осевом направлении на расстоянии, которое меньше диаметра инструмента и предпочтительно меньше половины диаметра инструмента.
6. Инструмент по одному из пп.1-5, отличающийся тем, что на угловом переходе от торца к периферийной поверхности инструмента осевое продолжение скашивания или закругления меньше осевого продолжения зоны перехода от режущей кромки к углу наклона винтовой линии.
7. Инструмент по одному из пп.1-6, отличающийся тем, что угол резания (gp0), образуемый участком режущей поверхности, смежной непосредственно с режущими кромками (4), равен боковому углу резания режущих кромок (5), которые созданы на периферии инструмента и которые образованы вырезом режущих канавок на периферийной поверхности режущей части (2).
8. Способ изготовления инструмента для резания или фрезерования, который имеет хвостовик (1) и фактически цилиндрическую режущую часть (2), при этом спиралеобразные режущие канавки получают посредством шлифования в режущей части или их завершают с помощью вращательного шлифовального круга, наклоненного к оси инструмента в течение относительного осевого перемещения между режущей частью и шлифовальным кругом, и в течение одновременного вращения вокруг режущей части (2), отличающийся тем, что когда активная зона шлифовального круга приближается к торцу инструмента, ось шлифовального круга непрерывно наклоняется далее в направлении образования меньшего угла наклона винтовой линии.
9. Способ по п.8, отличающийся тем, что отношение относительной осевой скорости между инструментом и шлифовальным кругом к угловой скорости вращения вокруг оси инструмента увеличивается при приближении к торцу инструмента.
10. Способ по п.9, отличающийся тем, что отношение относительной осевой скорости к угловой скорости вращательного движения вокруг оси инструмента имеет профиль ускорения, который может быть задан переменным.

Текст
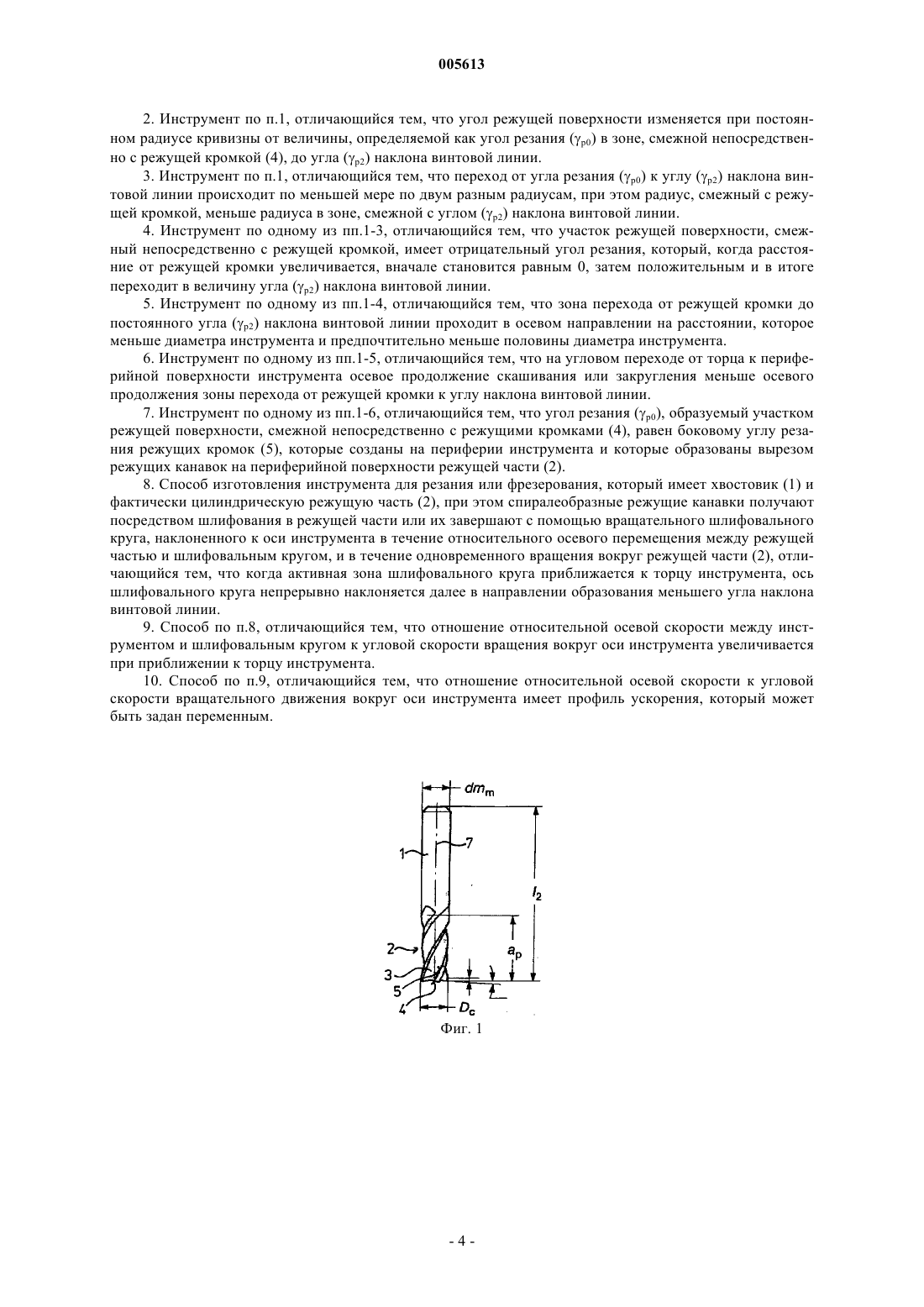
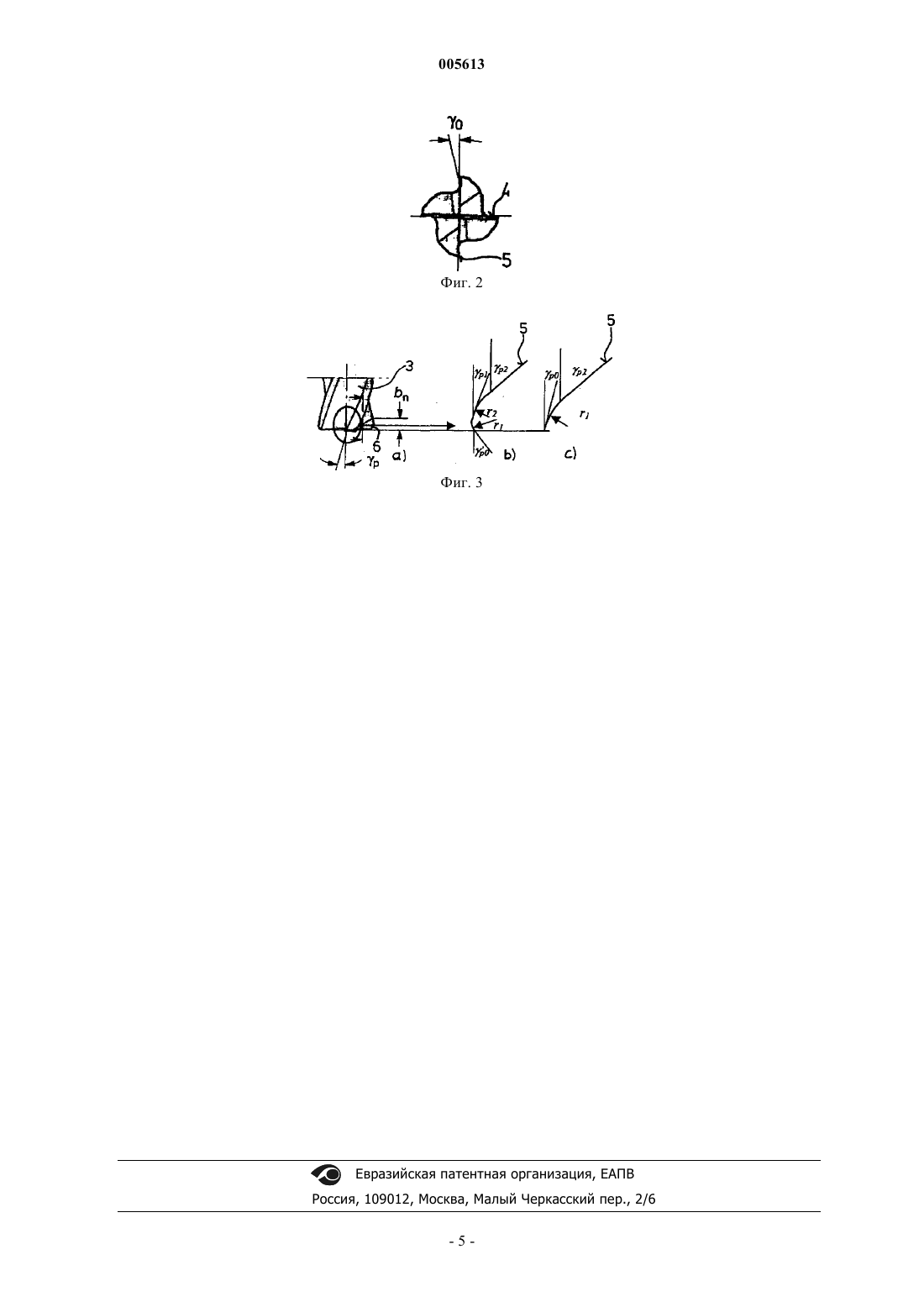
005613 Настоящее изобретение относится к инструменту для сверления или фрезерования, имеющему хвостовик и режущую часть, при этом режущая часть содержит режущие канавки, идущие по спирали у ее периферии и проходящие к торцу режущей части, а также содержит на ее торце режущие кромки, которые образованы путем среза части поверхностей режущих канавок по торцу инструмента, при этом угол наклона винтовой линии режущих канавок, измеренный относительно плоскости, проходящей через ось инструмента, больше угла режущих поверхностей, смежных с торцевыми режущими кромками, измеренными в соответствующей плоскости. Соответствующие инструменты для сверления или фрезерования уже известны в течение некоторого времени. В частности, сверла или фрезы, которые частично состоят из особо твердых материалов, таких как металлокерамический твердый сплав, нитрид бора, нитрид кремния или их смеси, в большей или меньшей степени подвержены опасности разрушения в зоне торцевых кромок. Также следует заметить, что, к сожалению, некоторые материалы становятся более хрупкими по мере повышения их твердости или износостойкости. Хотя в последние годы успешно используют разнообразные способы изготовления приемлемых твердых веществ, обладающих большей пластичностью, чтобы их не так легко можно было разрушить, эти усовершенствования находятся в противоречии с повышенными требованиями, касающимися геометрии режущих кромок. Таким образом, сверла, либо торцевые фрезы, которые состоят из сплошного твердого вещества,например, из карбида вольфрама, либо из одного из вышеупомянутых материалов, уже существуют в течение относительно продолжительного времени. В случае соответствующих инструментов, которые имеют идущие по спирали канавки, угол резания торцевых режущих кромок, по существу, определяется углом наклона винтовой линии режущих канавок. Это объясняется тем, что режущие кромки образованы посредством реза между режущей канавкой и торцом инструмента. При проведении соответствующего процесса изготовления инструмента для сверления или фрезерования, который имеет хвостовую часть и, по существу, цилиндрическую режущую часть, режущие канавки выполняют путем шлифования по спирали в режущей части с помощью вращательного шлифовального круга, наклоненного к оси инструмента, в течение относительного осевого перемещения между шлифовальным кругом и инструментом при одновременном вращении режущей части вокруг ее оси. Если режущие канавки уже были выполнены во время изготовления или спекания, то посредством вышеуказанного процесса будет завершено выполнение режущих канавок и их шлифование. Когда режущая кромка, по существу, образована стенкой режущей канавки, выполненной плоской, ровной частью шлифовального круга, и ось шлифовального круга имеет наклон точно ниже дополнительного угла к углу наклона винтовой линии по отношению к оси режущей части, для этого участка поверхности режущей канавки будет обеспечен наклон к плоскости, проходящей через ось инструмента, чтобы точно был достигнут желаемый угол наклона винтовой линии, и когда эта поверхность продолжается к торцу инструмента, эта часть поверхности канавки в итоге также формирует режущую поверхность, которая соответствующим образом наклонена к оси инструмента. Если пренебречь осевым продвижением инструмента, которое в данном случае не является существенным на оборот даже для сверл, то угол наклона винтовой линии точно соответствует углу резания торцевой режущей кромки. Изменения этого угла резания в радиальном направлении, которые неизбежно будут иметь место вблизи от центра или оси режущего инструмента вследствие более крутой формы спиральных режущих канавок, в начале можно не учитывать. Для того, чтобы обеспечить невысокие силы резания, желательно обеспечить по возможности небольшой угол резания. Однако это все больше приводит к уменьшению клина между режущей поверхностью и свободным пространством, так что даже в профиль режущая кромка будет выглядеть более заостренной или более остроугольной, однако при этом она будет подвержена повышенной опасности разрушения. С другой стороны, большой угол наклона винтовой линии режущих канавок также способствует лучшему уносу стружки материала и по этой причине он также желателен. Уже были предприняты попытки устранения проблемы склонности к разрушению, которая является результатом большего угла наклона винтовой линии, посредством "излома" режущей кромки, то есть сошлифовывания фаски, что делает режущую кромку менее заостренной, а образованная при этом поверхность фаски определяет площадь режущей поверхности, непосредственно примыкающей к режущей кромке, и поэтому формирует режущую поверхность, которая имеет значительно меньший (положительный) угол резания. Однако изготовление такой фаски представляет собой относительно дорогостоящий и трудоемкий процесс, так как после изготовления режущих канавок инструмент должен быть подвергнут еще одной механической обработке на новой стадии использования соответствующего шлифовального инструмента, который создает фаску на режущей кромке. Недостаток также заключается и в том, что в результате выполнения фаски режущей кромки силы резания вновь значительно возрастают. Исходя из существующего уровня техники, цель настоящего изобретения заключается в том, чтобы создать инструмент для сверления или фрезерования, а также разработать способ его изготовления таким образом, чтобы были небольшими силы резания и, тем не менее, был получен значительный угол накло-1 005613 на винтовой линии для обеспечения хорошего транспортирования материала и благоприятных коэффициентов резания. Что касается первоначально упомянутого инструмента для сверления и фрезерования, то цель изобретения достигается за счет того, что угол режущей поверхности, начиная от торцевой режущей кромки, непрерывно изменяется и переходит в угол наклона винтовой линии режущей канавки. Как уже было упомянуто, угол резания представляет собой угол между режущей поверхностью и перпендикуляром по отношению к образуемой поверхности. Когда образуемая поверхность, по существу, соответствует торцевой поверхности инструмента, перпендикуляр к режущей кромке, по существу,соответствует оси инструмента, при этом даже в случае более или менее конического торца угол резания измеряют относительно плоскости, проходящей через ось, и в плоскости, параллельной оси. Числовое значение, непрерывно изменяющееся от меньшего значения угла резания до величины угла наклона винтовой линии, далее соответствует режущей канавке, непрерывно и более круто проходящей к вершине или, по меньшей мере, к поверхности канавки, которая совместно с торцом образует режущую кромку. Другими словами, отличительный признак изобретения может быть сформулирован и так, что в торцевой зоне инструмента угол наклона винтовой линии относительно торца сверла непрерывно становится меньше. Что касается соответствующего способа, то цель изобретения достигается за счет того, что когда активная зона шлифовального круга приближается к торцу инструмента, ось шлифовального круга непрерывно наклоняется (еще дальше) в направлении образования меньшего угла наклона винтовой линии. Ось шлифовального круга, который представляет собой наклонный диск, закругленный у его внешней периферии, толщина которого соответствует максимальной ширине режущей канавки, а профиль закругленной внешней периферии соответствует профилю режущей канавки, наклонена к оси инструмента под углом, который соответствует дополнительному углу по отношению к углу наклона винтовой линии. Если угол наклона винтовой линии обозначен p2, то ось шлифовального круга имеет наклон 90-p2 по отношению к оси инструмента. При этом увеличение угла наклона между осью шлифовального круга и осью инструмента означает уменьшение угла наклона винтовой линии, так что в конечном счете, если активная зона шлифовального круга шлифует осевой торцевой участок режущей канавки, будет достигнут минимальный угол наклона винтовой линии, который также соответствует углу резания p0. Также можно уменьшить угол резания p0 до 0 или даже сделать его отрицательным посредством наклона оси шлифовального круга по отношению к оси инструмента, когда рабочая площадь подходит к торцу инструмента под углом 90 или более по отношению к оси инструмента. Кроме того, можно изменить, в частности увеличить, отношение относительной осевой скорости между шлифовальным кругом и инструментом, и угловой скорости в течение вращения инструмента вокруг своей оси при подходе к торцу инструмента, при этом наклон оси шлифовального круга происходит с постоянной скоростью. Однако вместо этого наклон первоначально также может происходить несколько медленнее или несколько быстрее, либо наоборот, в результате чего будут созданы весьма специфичные желаемые профили непрерывного перехода между углом резания и углом наклона винтовой линии. Согласно изобретению предпочтителен инструмент, в котором переход от угла резания к углу винтовой линии, начиная от режущей кромки, вначале происходит при относительно небольшом радиусе перехода, в то время как на последнем участке переход к углу наклона винтовой линии происходит по большему радиусу кривизны. Радиус кривизны зоны перехода, направление которого, между прочим,соответствует направлению оси шлифовального круга, и направление которого при этом составляет дополнительный угол угла наклона винтовой линии или режущего угла, который в каждом случае имеет текущее значение, также может непрерывно изменяться в течение перехода от угла резания у режущей кромки в постоянный угол наклона винтовой линии, лежащий далее внутрь в осевом направлении. Осевая протяженность этой зоны перехода в значительной степени соответствует диаметру инструмента, а предпочтительно соответствует менее половины диаметра инструмента. Если создание фаски или закругления этой угловой зоны происходит в наружной угловой зоне в течение перехода от торца к периферийной поверхности режущей части, то последовательный переход от угла резания к углу наклона винтовой линии происходит, по меньшей мере, по той же самой длине в осевом направлении. Другие преимущества, отличительные признаки и возможные случаи применения настоящего изобретения будут понятны, если обратиться к приведенному ниже описанию предпочтительного варианта конструкции и к прилагаемым фигурам. На фигурах показано следующее: фиг. 1 представлен боковой вид инструмента согласно изобретению, выполненного в виде фрезы; фиг. 2 - вид сверху торца фрезы, по фиг. 1; фиг. 3 а - в увеличенном масштабе отрезок нижней области режущей части по фиг. 1; фиг. 3b и 3 с - в увеличенном масштабе отрезок, начиная от формы основной режущей кромки 5 в торцевой зоне фрезы, причем в двух разных вариантах. На фиг. 1 показана торцевая фреза, содержащая хвостовик 1, предназначенный для его зажатия в соответствующем станке, и режущую часть 2, которая имеет несколько канавок 3 спиральной формы,при этом на торце находятся торцевые режущие кромки 4, по существу, проходящие в радиальном на-2 005613 правлении, а на периферии фрезы находятся режущие кромки 5, проходящие параллельно режущим канавкам. Режущие канавки 3 образованы посредством наклона плоского шлифовального круга, толщина которого соответствует ширине режущих канавок 3, относительно оси 7 фрезы, чтобы посредством шлифования создать канавки в цилиндрической стенке режущей части, причем в течение процесса шлифования происходит относительное движение в осевом направлении между шлифовальным кругом и фрезой при одновременном вращении фрезерного инструмента вокруг оси 7. Отношение осевой скорости к скорости вращения фрезы определяет угол наклона винтовой линии канавок 3 и, в общем, его регулируют так, что ось шлифовального круга будет формировать с осью 7 инструмента угол, дополняющий до 90 угол p2 наклона винтовой линии. Линии резания между режущими канавками и внешней периферией инструмента образуют режущие кромки, то есть основные режущие кромки 5 у периферии первоначально цилиндрической режущей части 2 и торцевые режущие кромки 4 у торца. Условия для сверлильного инструмента аналогичны указанным условиям, однако в случае сверла режущие кромки 4 должны представлять собой основные режущие кромки, в то время как режущие кромки 5, созданные по периферии, следует считать вспомогательными режущими кромками. Угол наклона винтовой линии, в общем, основан на угле наружных основных режущих кромок 5,который они образуют с плоскостью, содержащей ось. При изгибе в плоскости в результате получается по существу прямая конфигурация кромки, а угол винтовой линии соответствует углу с вертикалью. На виде сверху торца фрезы согласно фиг. 2 показано, что фреза имеет четыре режущих канавки и четыре основных режущих кромки 5, а также четыре вспомогательных режущих кромки 4 на торце. Основные режущие кромки 5 имеют боковой угол резания 0, который обычно положителен подобно углу резания вспомогательных режущих кромок 4. Настоящее изобретение прежде всего относится к конструкции вспомогательных режущих кромок или режущих поверхностей в зоне вспомогательных режущих кромок 4. Эта конфигурация более точно показана на фиг. 3. На фиг. 3 а вновь показан нижний участок фрезы,представленной на фиг. 1, причем в данном случае также видно скашивание кромки 6 на наружных угловых переходах между торцом и периферийной поверхностью фрезы. На фиг. 3b и 3 с вид нижнего концевого участка основных режущих кромок 5, представленный для двух различных вариантов, соответствует виду взятой в кружок зоны на фиг. 3 а. Как показано, основная режущая кромка 5 проходит под углом p2 наклона к оси 7 фрезы, который, как уже было упомянуто, характеризует угол наклона винтовой линии. Если основная режущая кромка 5 проходит непрерывным, неизменным образом к торцу сверла, то угол p2 наклона винтовой линии одновременно также будет соответствовать углу резания вспомогательной режущей кромки 4. Однако,как показано на фиг. 3b и с, основная режущая кромка 5 проходит с все возрастающей крутизной к торцу фрезы, изгибаясь при этом, и на фиг. 3 с в итоге достигает минимального (положительного) значения угла p0, а в случае фиг. 3b подобного же минимального, но теперь уже отрицательного значения угла 'p0. На фиг. 3 с переход от угла p2 наклона винтовой линии к углу p0 резания для основной режущей кромки проходит вдоль постоянного радиуса R1. В случае фиг. 3b обеспечены два радиуса R2 и R1 сопряжения, при этом радиус R1 у самого нижнего конца основной режущей кромки 5 меньше радиуса R2. Однако также имеются варианты, в случае которых, начиная от режущей кромки 4, угол резания или точнее изменяющийся угол режущей поверхности вначале лишь постепенно увеличивается относительно оси фрезы вдоль сравнительно большего радиуса (по отношению к кривизне основной режущей кромки 5), после чего будет иметь место меньший радиус перехода к углу p2 наклона винтовой линии. В инструменте согласно изобретению скомбинированы положительные свойства инструментов с большим углом наклона винтовой линии и, несомненно, положительной режущей кромкой, с устойчивостью инструмента, имеющего менее положительную и, как вариант, даже отрицательную режущую кромку, при этом инструмент, кроме того, обладает преимуществом, которое заключается в возможности его легкого и быстрого изготовления, поскольку переход от большего угла наклона винтовой линии к меньшему углу резания осуществляют одновременно с изготовлением режущих канавок посредством наклона оси шлифовального круга с программируемым управлением в течение окончательной части процесса шлифования, так что в зависимости от заданной программы будет получен желаемый контур и в любом случае постепенный переход от угла наклона винтовой линии к конечному углу резания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Инструмент для сверления и/или фрезерования с хвостовиком (1) и режущей частью (2), при этом режущая часть имеет режущие канавки (3), идущие по спирали у ее периферии к торцу режущей части(2), а на ее торце режущие кромки (4), которые образованы путем среза части поверхности режущих канавок по торцу инструмента, при этом угол (p2) наклона винтовой линии режущих канавок (3), измеренный по отношению к плоскости, содержащей ось инструмента, больше измеренного в соответствующей плоскости угла (p0) режущих поверхностей, которые являются смежными с торцевыми режущими кромками (4) и которые образованы нижним концевым участком режущих канавок, отличающийся тем, что угол (p0) режущей поверхности, начиная от торцевой режущей кромки (4), непрерывно изменяется, переходя в угол (p1) наклона винтовой линии режущих канавок.-3 005613 2. Инструмент по п.1, отличающийся тем, что угол режущей поверхности изменяется при постоянном радиусе кривизны от величины, определяемой как угол резания (p0) в зоне, смежной непосредственно с режущей кромкой (4), до угла (p2) наклона винтовой линии. 3. Инструмент по п.1, отличающийся тем, что переход от угла резания (p0) к углу (p2) наклона винтовой линии происходит по меньшей мере по двум разным радиусам, при этом радиус, смежный с режущей кромкой, меньше радиуса в зоне, смежной с углом (p2) наклона винтовой линии. 4. Инструмент по одному из пп.1-3, отличающийся тем, что участок режущей поверхности, смежный непосредственно с режущей кромкой, имеет отрицательный угол резания, который, когда расстояние от режущей кромки увеличивается, вначале становится равным 0, затем положительным и в итоге переходит в величину угла (p2) наклона винтовой линии. 5. Инструмент по одному из пп.1-4, отличающийся тем, что зона перехода от режущей кромки до постоянного угла (p2) наклона винтовой линии проходит в осевом направлении на расстоянии, которое меньше диаметра инструмента и предпочтительно меньше половины диаметра инструмента. 6. Инструмент по одному из пп.1-5, отличающийся тем, что на угловом переходе от торца к периферийной поверхности инструмента осевое продолжение скашивания или закругления меньше осевого продолжения зоны перехода от режущей кромки к углу наклона винтовой линии. 7. Инструмент по одному из пп.1-6, отличающийся тем, что угол резания (p0), образуемый участком режущей поверхности, смежной непосредственно с режущими кромками (4), равен боковому углу резания режущих кромок (5), которые созданы на периферии инструмента и которые образованы вырезом режущих канавок на периферийной поверхности режущей части (2). 8. Способ изготовления инструмента для резания или фрезерования, который имеет хвостовик (1) и фактически цилиндрическую режущую часть (2), при этом спиралеобразные режущие канавки получают посредством шлифования в режущей части или их завершают с помощью вращательного шлифовального круга, наклоненного к оси инструмента в течение относительного осевого перемещения между режущей частью и шлифовальным кругом, и в течение одновременного вращения вокруг режущей части (2), отличающийся тем, что когда активная зона шлифовального круга приближается к торцу инструмента, ось шлифовального круга непрерывно наклоняется далее в направлении образования меньшего угла наклона винтовой линии. 9. Способ по п.8, отличающийся тем, что отношение относительной осевой скорости между инструментом и шлифовальным кругом к угловой скорости вращения вокруг оси инструмента увеличивается при приближении к торцу инструмента. 10. Способ по п.9, отличающийся тем, что отношение относительной осевой скорости к угловой скорости вращательного движения вокруг оси инструмента имеет профиль ускорения, который может быть задан переменным.
МПК / Метки
МПК: B23P 15/32, B23C 5/10, B23P 15/34, B23B 51/02
Метки: фрезерования, инструмент, способ, изготовления, сверления
Код ссылки
<a href="https://eas.patents.su/6-5613-instrument-dlya-sverleniya-i-ili-frezerovaniya-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Инструмент для сверления и/или фрезерования и способ его изготовления</a>
Способ изготовления режущего инструмента
Номер патента: 943
Опубликовано: 26.06.2000
Автор: Валльманн Клементс
МПК: C23C 30/00, C23C 26/02
Метки: изготовления, инструмента, режущего, способ
Формула / Реферат:
1. Способ изготовления режущего инструмента (1, 1', 15), по крайней мере, с одним режущим телом (3, 3', 3"), включающий движение тела (2, 16) режущего инструмента (1, 1', 15) во время формирования режущего тела (3, 3', 3"), нанесение содержащей частицы режущего материала (12) субстанции (4) на несущую поверхность (5, 5', 5") движущегося тела (2, 16) инструмента, наплавление субстанции (4) на несущую поверхность (5, 5', 5"),...
Рабочий инструмент со сменной рабочей режущей пластиной
Номер патента: 3340
Опубликовано: 24.04.2003
Автор: Шэвеланд Магне
МПК: A01B 15/06
Метки: режущей, рабочей, инструмент, сменной, рабочий, пластиной
Формула / Реферат:
1. Сменная подверженная износу деталь, монтируемая на переднем краю рабочего инструмента, причем указанный передний край и указанная подверженная износу деталь имеют взаимодействующие направляющие образования, проходящие, в общем, перпендикулярно переднему краю и образующие гнездо и выступ, поддающийся скольжению при плотном прилегании для приведения подверженной износу детали в движение посредством силы, в общем, перпендикулярной переднему...
Инструмент для измельчения кокса
Номер патента: 5338
Опубликовано: 24.02.2005
Авторы: Барциковски Мацей, Пауль Вольфганг, Хайдеманн Дирк
МПК: B05B 1/16, C10B 33/00
Метки: кокса, инструмент, измельчения
Формула / Реферат:
1. Инструмент для измельчения кокса, содержащий корпус, который в рабочем состоянии закреплен на буровой штанге и на котором или в котором расположены по меньшей мере по одной форсунке как для резания, так и для бурения кокса и по меньшей мере один клапан для закрывания и открывания форсунок, причем инструмент рассчитан на два разных режима и по меньшей мере один клапан в режиме бурения закрывает режущие форсунки, тогда как в режиме резания...
Способ и инструмент для разрыва подземного пласта
Номер патента: 2458
Опубликовано: 25.04.2002
Авторы: Кунен Йосеф Гийом Кристоффель, Зейслинг Дюрре Ханс, Кентер Корнелис Ян
МПК: E21B 43/26
Метки: пласта, подземного, инструмент, способ, разрыва
Формула / Реферат:
1. Способ разрыва подземного пласта, окружающего буровую скважину для добычи углеводородного флюида, содержащий - перемещение в буровую скважину разрывного инструмента, который выполнен с возможностью оказания давления, которое изменяется в окружном направлении, на стенку скважины; - расположение разрывного инструмента в выбранном месте в скважине и с выбранной окружной ориентацией; - расширение разрывного инструмента так, чтобы инструмент...
Способ изготовления режущего элемента, имеющего вспомогательный слой
Номер патента: 2735
Опубликовано: 29.08.2002
Авторы: Алтена Херманус С.Й., Крамер Фоппе, Прагт Йохан, Брюссе Мартен
МПК: B23H 9/08, B26B 21/60
Метки: режущего, изготовления, вспомогательный, слой, имеющего, элемента, способ
Формула / Реферат:
1. Способ изготовления режущего элемента, содержащего пластинообразную основу, согласно которому только на одной стороне пластинообразной основы выполняют вспомогательный слой, а затем с помощью устройства для электрохимической обработки создают на этой основе, по меньшей мере, одну режущую кромку, причем пластинообразную основу располагают по отношению к электроду устройства для электрохимической обработки таким образом, чтобы вспомогательный...
Предыдущий патент: Сверхгерметичное трубное резьбовое соединение, содержащее по меньшей мере один резьбовой элемент с концевой кромкой
Следующий патент: Газовая турбина для подъёма нефти
Случайный патент: Димерные соединения-агонисты рецепторов fgf (fgfr), способ их получения и их применение в терапии