Способ изготовления тубы из эластичных материалов
Номер патента: 18561
Опубликовано: 30.08.2013
Авторы: Вальпуэста Ланда Хуан Игнасио, Фернандес Де Мендиола Кинтана Хавьер
Формула / Реферат
1. Способ изготовления тубы (1) из эластичного материала, содержащей юбку (3) и головку (10), причем юбка (3) имеет удлиненную форму и поперечное сечение круглой или овальной формы, образуя корпус тубы (1), и является открытой на ее противоположных торцах, а головка (10) является крышкой, которая закрывает по меньшей мере один из открытых торцов юбки (3), при этом упомянутая головка (10) содержит элементы (7) для выталкивания содержимого тубы и для прикрепления колпачка (6) или другого закрывающего элемента, отличающийся тем, что согласно способу
изготавливают путем литья под давлением блок (2), образуемый юбкой (3) и концевой частью (4), причем концевую часть (4) располагают на одном торце юбки (3) и частично или полностью закрывают упомянутый торец и точку или точки нагнетания формируют на упомянутой концевой части (4);
отрезают концевую часть (4) и удаляют отрезанную часть;
напрессовывают головку (10) на любой участок части блока (2), образованного юбкой (3) и концевой частью (4), который остается после удаления отрезанной части.
2. Способ по п.1, отличающийся тем, что головку (10) напрессовывают на участок, на котором произведено отрезание блока (2), образованного юбкой (3) и концевой частью (4).
3. Способ по п.1, отличающийся тем, что концевую часть (4) отрезают частично.
4. Способ по п.1, отличающийся тем, что концевую часть (4) отрезают полностью.
5. Способ по п.4, отличающийся тем, что часть юбки (3) также отрезают.
6. Способ по п.5, отличающийся тем, что до операции отрезания блок из юбки-концевой части украшают посредством альтернативного печатания или способом декорирования, при этом в ходе операции отрезания концевую части (4) и часть юбки (3) удаляют так, чтобы декорирование на оставшейся части юбки достигало кромки упомянутой юбки (3).
7. Способ по п.1, отличающийся тем, что операция литья под давлением включает в себя попутное этикетирование в пресс-форме, посредством которого юбку (3) снабжают этикеткой (5).
8. Способ изготовления тубы (1), выполненной из эластичного материала и имеющей юбку (3) и головку (10), причем юбка (3) имеет удлиненную форму и поперечное сечение круглой или овальной формы, которая образует корпус тубы (1) и которая является открытой на ее противоположных торцах, а головка (10) является крышкой, которая закрывает по меньшей мере один из открытых торцов юбки (3), причем упомянутая головка (10) содержит элементы (7) для выталкивания содержимого тубы и для прикрепления колпачка (6) или другого закрывающего элемента, отличающийся тем, что согласно способу
изготавливают блок (2), образованный юбкой (3) и концевой частью (4), причем концевую часть (4) размещают на одном торце юбки (3) и полностью или частично закрывают упомянутый торец и точку или точки нагнетания формируют на упомянутой концевой части (4);
отрезают концевую часть (4) и удаляют отрезанную часть;
напрессовывают головку (10) на любой участок части блока (2), образованного юбкой (3) и концевой частью (4), который остается после удаления отрезанной части.
9. Способ по п.8, отличающийся тем, что головку (10) напрессовывают на участок, на котором выполнили отрезание блока (2), образованного юбкой (3) и концевой частью (4).
10. Способ по п.8, отличающийся тем, что концевую часть (4) отрезают частично.
11. Способ по п.8, отличающийся тем, что концевую часть (4) отрезают полностью.
12. Способ по п.11, отличающийся тем, что часть юбки (3) также отрезают.
13. Способ по п.12, отличающийся тем, что до операции отрезания блок из юбки концевой части украшают посредством альтернативного печатания или способом декорирования, причем во время отрезания концевую часть (4) и часть юбки (3) удаляют так, что декорирование на оставшейся части юбки достигает кромки упомянутой юбки (3).

Текст
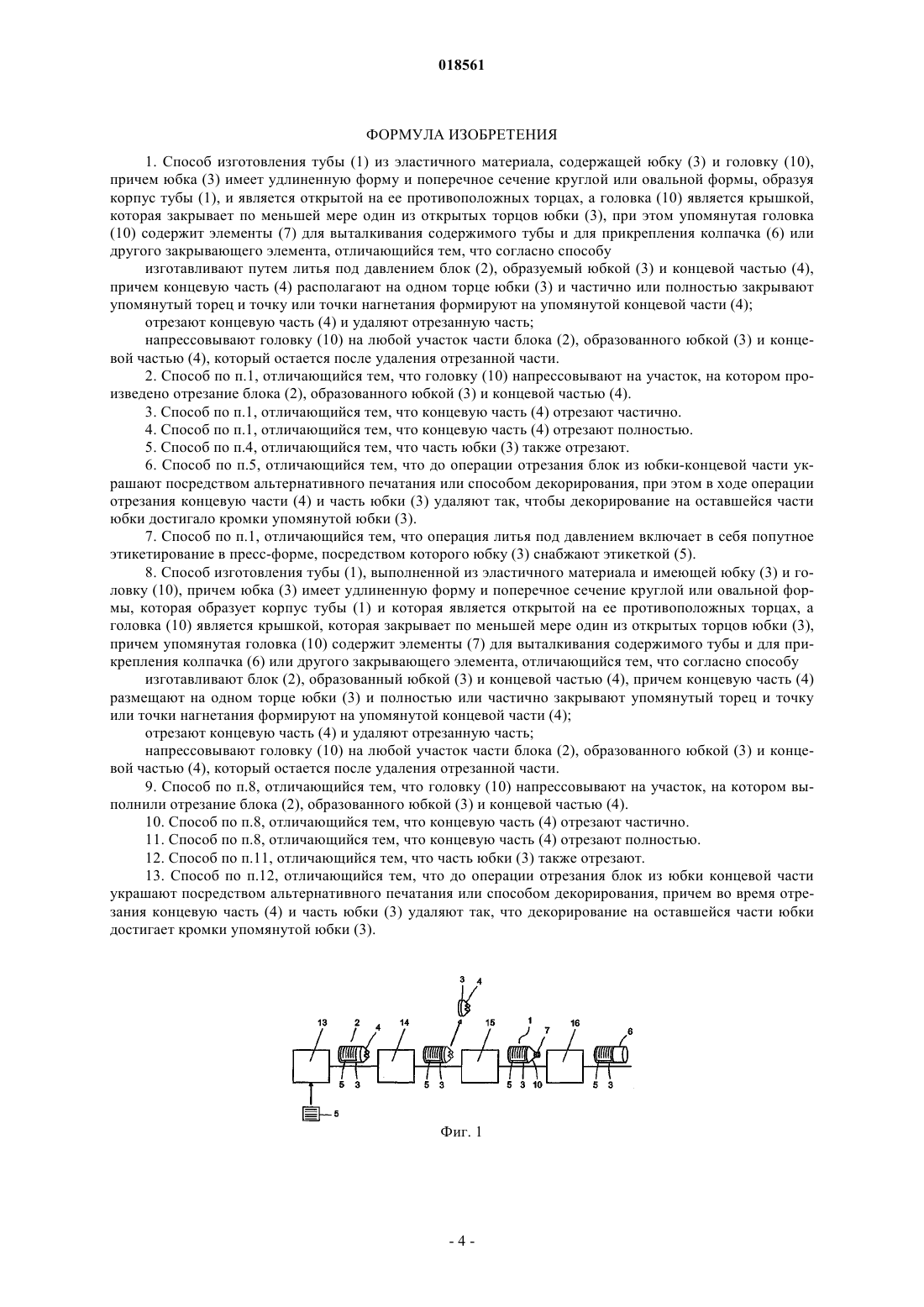
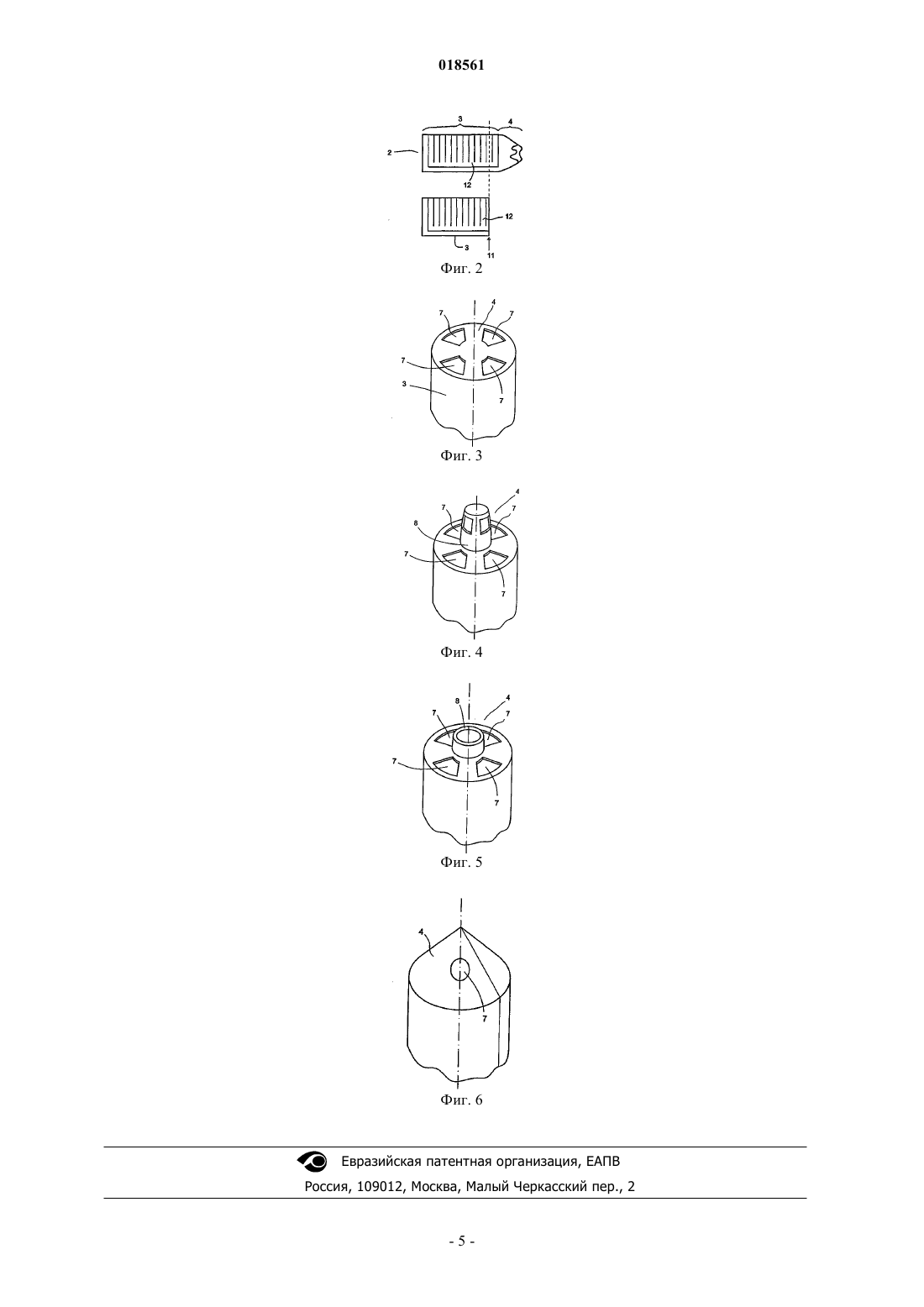
СПОСОБ ИЗГОТОВЛЕНИЯ ТУБЫ ИЗ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ Изобретение относится к способу изготовления тубы (1) из эластичного материала, содержащей юбку (3) и головную часть (10), который включает в себя операции выполнения или изготовления способом запрессовки узла (2), состоящего из юбки (3) и накладной головки (4), причем накладная головка (4) расположена на одном торце юбки (3) и закрывает полностью или частично упомянутый торец, и точка или точки нагнетания расположены на упомянутой накладной головке(4); отрезания накладной головки (4) полностью или частично и удаления отрезанной части и напрессовки головной части (10) на любом участке узла (2), состоящего из юбки (3) и накладной головки (4), который при этом остается при удаленной отрезанной части. Накладная головка(4) обеспечивает определенные преимущества, такие как усовершенствование окончательной обработки напрессованной головной части (10) или, когда узел (2) изготовлен, более легкое извлечение упомянутого узла (2) из пресс-формы. Фернандес де Мендиола Кинтана Хавьер, Вальпуэста Ланда Хуан Игнасио (ES) Медведев В.Н. (RU) Область техники Изобретение относится к способу изготовления тубы, выполненной из эластичных материалов, типа используемых для хранения косметических средств, кремов и т.д., которая преимущественно сформована из юбки и головки и снабжена этикетками и другими декоративными элементами. Известный уровень техники Техника известного уровня содержит многочисленные известные способы производства туб, изготавливаемых из эластичных материалов и имеющих юбку (обычно с цилиндрическим корпусом, открытым с обоих торцов) и головку (составной элемент, который закрывает один из двух торцов юбки и который обычно содержит участок с нарезанной винтовой резьбой или участок другой подходящей формы,способный обеспечивать возможность прикрепления колпачка или другого закрывающего элемента). Один из способов, используемых наиболее широко до настоящего времени, включает в себя изготовление юбки тубы посредством экструзии непрерывного рукава, последующего разрезания рукава для получения юбки заданной длины и последующего напрессовывания головки на упомянутую юбку. Другой известный способ описан в публикации WO 05/072931 A1, в которой тубу изготавливают в результате следующего технологического процесса: юбку тубы, декорированную этикеткой, изготавливают на первом этапе технологического процесса литья под давлением, предусматривающем этикетирование при формовании; головку тубы напрессовывают на юбку на втором этапе технологического процесса формования; затем на тубе закрепляют колпачок; другие декоративные элементы могут быть добавлены по выбору. Другой известный способ описан в публикации WO 06/082255 A1, в которой тубу изготавливают в результате следующего технологического процесса: деталь юбки с заготовкой головки (заготовка головки, являющаяся частью головки, частично закрывающей один торец юбки), декорированную этикеткой,изготавливают на первом этапе технологического процесса литья под давлением, предусматривающем этикетирование при формовании; головку тубы напрессовывают на юбку на втором этапе технологического процесса литья под давлением; затем на тубе закрепляют колпачок; другие декоративные элементы могут быть добавлены по выбору. Этот второй способ, предложенный в публикации WO 06/082255 A1,имеет целью улучшение результатов напрессовывания головки. Есть другие известные способы изготовления туб, согласно которым тубу полностью (юбку и головку) выполняют литьем под давлением одновременно в ходе единого технологического процесса и посредством одной литьевой машины. Это изобретение имеет целью предложить способ производства туб, изготовленных из эластичных материалов, который устраняет определенные недостатки, отмеченные в предшествующих способах,главным образом, из-за недостатков применявшихся ранее машин или существующих в настоящее время. Например, новый способ имеет целью улучшить результат напрессовывания головки на юбке тубы. Краткое описание изобретения Цель данного изобретения состоит в создании способа для изготовления тубы из эластичных материалов, причем тубы, выполняемой с юбкой и головкой, и юбка имеет форму, приближенную к призме, с круглым, овальным или другим поперечным сечением, с постоянной или переменной толщиной, образует корпус тубы и является открытой с двух ее противоположных сторон, а головка является крышкой,которая закрывает по меньшей мере одну из открытых сторон юбки, при этом упомянутая головка избирательно содержит элементы для выталкивания содержимого тубы и для прикрепления колпачка или другого закрывающего элемента. Упомянутый способ включает в себя следующие операции: изготовление способом литья под давлением элемента концевой части юбки, расположенной на одном конце юбки и частично или полностью закрывающей упомянутый торец, причем точка или точки нагнетания расположены на упомянутой концевой части; полное или частичное отрезание концевой части и удаление отрезанной части; напрессовывание головки на любую сторону элемента концевой части юбки, которая остается после удаления отрезанной части, т.е. напрессовывания головки на участок блока, где выполнено отрезание, или на любой другой участок (например, на конец, противоположный тому, где выполнено отрезание). Концевая часть может быть зажата или удерживаться на месте, чтобы таким образом обеспечивать возможность извлечения элемента концевой части юбки из литейной формы (далее пресс-формы), после ее изготовления способом литья под давлением. Так как концевая часть должна быть отрезана на более поздней стадии и поэтому является удаляемой, не существует какой-либо проблемы с удерживанием элемента с помощью концевой части и можно избежать опасности загрязнения удерживаемой юбки (самой важной части блока концевой части юбки) загрязняющими веществами. В таком случае нет необходимости чистить или заменять инструмент, чтобы удерживать последовательно несколько блоков; вместо этого может быть использован один инструмент. Другое преимущество, предлагаемое концевой частью, фактически заключается в том, что она действует в качестве стопорного механизма в тубе для рукава, который вводится в упомянутое внутреннее пространство во время операции отрезания, облегчая,таким образом, упомянутую операцию отрезания. Концевая часть может принимать различные формы и размеры, в зависимости от функции, которую она должна выполнять (для обеспечения возможности фиксирования, действия в качестве стопорного механизма и т.д.). Подробное раскрытие изобретения и чертежей показывает несколько вариантов осуществления выступающей концевой части. Способ согласно изобретению обеспечивает изготовление тубы с окончательной обработкой лучше,чем которую достигают другими известными способами. Эта улучшенная окончательная обработка обеспечивается в большей степени как результат расположения точки нагнетания юбки на выступающую концевую часть, соединенную с юбкой, другими словами, посредством перемещения точки нагнетания на некотором расстоянии от этикетки тубы. Предпочтительно способ согласно изобретению для изготовления элемента концевой части юбки предусматривает этикетирование при формовании, посредством чего юбка снабжается этикеткой. В данном конкретном варианте тот факт, что точка или точки нагнетания (далее ссылка на одну точку) расположены на концевой части, обеспечивает возможность их отдаления от юбки и, таким образом, предотвращать возможные проблемы, возникающие во время процесса "этикетирования во время формования",такие как образование морщин на этикетке, смещение, обесцвечивание и т.д. Этот способ обеспечивает окончательную обработку конца тубы лучше, чем обеспечивалось способом согласно публикацииWO 05/072931 A1, выполняемой посредством машин, которые существуют в настоящее время (которые делают затруднительным прикрепление этикетки к юбке посредством этикетирования во время формования, так как точка запрессовки юбки находится очень близко к этикетке или на этикетке). Способ согласно изобретению обеспечивает некоторые преимущества перед публикациейWO 06/082255 A1. Во-первых, время производственного цикла (и, следовательно, стоимость) изменены в лучшую сторону, поскольку концевая часть может быть менее толстой, чем неполная головка согласноWO 06/082255 A1 (упомянутая неполная головка в целом должна быть более толстой и более жесткой,чем юбка, так что неполную головку можно тогда напрессовывать на нее). Во-вторых, тот факт, что точка нагнетания расположена на конечной части и, таким образом, смещена от этикетки, при этом обеспечивается получение равномерного потока материала на участке юбки и этикетки, который является самым важным участком тубы. Кроме того, вид готовой тубы улучшен, потому что исключена операция,которая иногда может иметь проявление на тубах, изготовленных в соответствии со способом, раскрытым в публикации WO 06/082255 A1. Настоящее изобретение также предусматривает возможность изготовления головки в другом цвете, чем юбка, что не является возможным с известным способом, так как неполная головка (которая имеет такой же самый цвет, какой у юбки), полностью не скрыта или запрессована в головку. Настоящее изобретение также делает возможным изготовление, причем с использованием идентичных юбок, туб с различным поперечным сечением (овальным, круглым и т.д.); все, что требуется для достижения этого заключается в необходимости деформирования юбки в достаточной степени и напрессовывания соответствующей головки. Настоящим изобретением также предложены определенные преимущества перед способами изготовления туб, в которых вся туба (юбка и головка) льется под давлением в одной операции и одной машиной для литья под давлением. Во-первых, способ согласно настоящему изобретению делает возможным изготовление контейнеров различного размера простым способом (длина юбки и, следовательно,емкость тубы могут быть изменены просто перемещением границы отрезания). Это также делает возможным использование различных материалов в юбке и головке, что иногда необходимо для получения головки с различными свойствами (механическими, физико-химическими и т.д.) относительно свойств юбки и которые необходимы для определенного применения, такого как гибкие наконечники, аппликаторы, твердые основания для дозирующих выкачивающих устройств и т.д. Краткое описание чертежей Детали изобретения можно видеть в приложенных неограничивающих фигурах, на показано: фиг. 1 - вариант осуществления способа согласно настоящему изобретению; фиг. 2 - вариант осуществления операции отрезания; фиг. 3 - первый вариант осуществления концевой части; фиг. 4 - второй вариант осуществления концевой части; фиг. 5 - третий вариант осуществления концевой части. фиг. 6 - четвертый вариант осуществления концевой части. Подробное описание изобретения На фиг. 1 показан вариант осуществления способа согласно изобретению для изготовления тубы(1), выполненной из эластичного материала и имеющей юбку (3) и головку (10), причем юбка (3) имеет форму, почти соответствующую призме с круглым, овальным или другим поперечным сечением, которая образует корпус тубы (1) и которая является открытой с ее противоположных торцов, а головка (10) является крышкой, которая закрывает по меньшей мере один из открытых торцов юбки (3), причем упомянутая головка (10) по выбору содержит элементы (7) для выталкивания содержимого тубы и для присоединения колпачка (6) или другого закрывающего элемента. Способ согласно настоящему изобретению включает в себя, по меньшей мере, следующие операции: операцию (13) литья под давлением, на которой изготавливается блок (2), образованный юбкой (3) и конечной частью (4), причем концевая часть (4) расположена на одном торце юбки (3) и частично или полностью закрывает упомянутый торец и точка и/или точки нагнетания блока (2) расположены на упомянутой концевой части (4); операцию (14) отрезания, на которой концевая часть (4) отрезается полностью или частично, другими словами, часть, по меньшей мере, концевой части (4) и по выбору вся концевая часть (4) и даже часть юбки (3) отрезается, а отрезанная часть удаляется; следует отметить, что на фигуре показан вариант осуществления, в котором отрезается вся концевая часть (4) и часть юбки (3); операцию (15) напрессовывания или наформовки, в которой головка (10) напрессовывается на любом участке блока (2), образованного юбкой (3) и концевой частью (4), который остается после удаления отрезанной части. В варианте осуществления на фигуре технологический процесс заканчивается операцией (16) установки колпачка, в которой туба (1) оснащается колпачком (6). Эта операция (16) установки колпачка выполняется избирательно. Концевая часть (4) может быть выполнена любой формы или любого размера, причем должна полностью или частично закрывать торец юбки (3). Концевая часть (4) даже может быть головкой тубы. Другими словами, способ согласно изобретению может содержать операции, в которых вся туба (юбка и головка) формуется под давлением, по меньшей мере часть головки отрезается (избирательно вся головка и даже часть юбки), а другая головка затем напрессовывается на оставшейся части. Этот последний вариант осуществления сделал бы возможным изготовление различных туб (с установленными различными головками) с использованием партии одинаковых туб, оснащенных идентичными головками. Предпочтительно операция (13) формования под давлением для изготовления блока (2), образованного юбкой (3) и концевой частью (4), также заключает в себе этикетирование в пресс-форме, посредством чего юбка (3) снабжается этикетками (5). В этом конкретном варианте изобретение является особенно предпочтительным, потому что точка запрессовки смещена от упомянутой этикетки (5), предотвращая, таким образом, появление дефектов на этикетке (5) во время формования под давлением блока (2),образованного юбкой (3) и концевой частью (4). Концевая часть (4) может представлять собой стенки, выполненные с различной конфигурацией,обеспечивающей ей возможность выполнения своих функций (для действия в качестве элемента для захвата и удерживания, как держателя и т.д.). В случае, когда используют альтернативное печатание или способ декорирования (такие как трафаретная печать, горячее тиснение, офсетная печать и т.д.) вместо или в дополнение к попутному этикетированию в пресс-форме, печатание может быть выполнено на всей площади поверхности готовой юбки(3) благодаря изобретению. Как показано на фиг. 2, это достигается выполнением печатания на блоке (2),образованном юбкой (3) и концевой частью (4), и последующим отрезанием концевой части (4) и части юбки (3) так, чтобы отпечатанное художественное оформление (12) на разрезаемой юбке (3) достигало кромки (11) юбки (3). На фиг. 3-7 показаны четыре варианта осуществления концевой части (4). На фиг. 3 показана концевая часть (4) в форме крышки, которая закрывает один торец юбки (3). Упомянутая крышка выполнена с рядом окошек (7) для снижения отходов обрабатываемого материала. На фиг. 4 показан второй вариант осуществления, в котором концевая часть (4) также содержит выступающую часть (8). На фиг. 5 показан третий вариант осуществления, в котором концевая часть (4) также является крышкой, выполненной с окошками (7) и выступающей частью (8). На фиг. 6 показан четвертый вариант осуществления, в котором концевая часть (4) является крышкой конической формы, выполненной с окошками (7). Кроме этих четырех вариантов осуществления, концевая часть (4) может быть выполнена с другими формами, с окошками (7) или без них, с выступающими частями (8) или без них, с закрытием торца юбки (3) полностью или частично и т.д. Другой целью этого изобретения является предложение способа, сходного с вышеизложенным способом, в котором вместо изготовления блока (2), образуемого юбкой (3) и концевой частью (4) способом литья под давлением, способ согласно изобретению применим с элементом (2), образованным юбкой (3) и концевой частью (4), причем предварительно изготовленным в отдельной технологической операции. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления тубы (1) из эластичного материала, содержащей юбку (3) и головку (10),причем юбка (3) имеет удлиненную форму и поперечное сечение круглой или овальной формы, образуя корпус тубы (1), и является открытой на ее противоположных торцах, а головка (10) является крышкой,которая закрывает по меньшей мере один из открытых торцов юбки (3), при этом упомянутая головка(10) содержит элементы (7) для выталкивания содержимого тубы и для прикрепления колпачка (6) или другого закрывающего элемента, отличающийся тем, что согласно способу изготавливают путем литья под давлением блок (2), образуемый юбкой (3) и концевой частью (4),причем концевую часть (4) располагают на одном торце юбки (3) и частично или полностью закрывают упомянутый торец и точку или точки нагнетания формируют на упомянутой концевой части (4); отрезают концевую часть (4) и удаляют отрезанную часть; напрессовывают головку (10) на любой участок части блока (2), образованного юбкой (3) и концевой частью (4), который остается после удаления отрезанной части. 2. Способ по п.1, отличающийся тем, что головку (10) напрессовывают на участок, на котором произведено отрезание блока (2), образованного юбкой (3) и концевой частью (4). 3. Способ по п.1, отличающийся тем, что концевую часть (4) отрезают частично. 4. Способ по п.1, отличающийся тем, что концевую часть (4) отрезают полностью. 5. Способ по п.4, отличающийся тем, что часть юбки (3) также отрезают. 6. Способ по п.5, отличающийся тем, что до операции отрезания блок из юбки-концевой части украшают посредством альтернативного печатания или способом декорирования, при этом в ходе операции отрезания концевую части (4) и часть юбки (3) удаляют так, чтобы декорирование на оставшейся части юбки достигало кромки упомянутой юбки (3). 7. Способ по п.1, отличающийся тем, что операция литья под давлением включает в себя попутное этикетирование в пресс-форме, посредством которого юбку (3) снабжают этикеткой (5). 8. Способ изготовления тубы (1), выполненной из эластичного материала и имеющей юбку (3) и головку (10), причем юбка (3) имеет удлиненную форму и поперечное сечение круглой или овальной формы, которая образует корпус тубы (1) и которая является открытой на ее противоположных торцах, а головка (10) является крышкой, которая закрывает по меньшей мере один из открытых торцов юбки (3),причем упомянутая головка (10) содержит элементы (7) для выталкивания содержимого тубы и для прикрепления колпачка (6) или другого закрывающего элемента, отличающийся тем, что согласно способу изготавливают блок (2), образованный юбкой (3) и концевой частью (4), причем концевую часть (4) размещают на одном торце юбки (3) и полностью или частично закрывают упомянутый торец и точку или точки нагнетания формируют на упомянутой концевой части (4); отрезают концевую часть (4) и удаляют отрезанную часть; напрессовывают головку (10) на любой участок части блока (2), образованного юбкой (3) и концевой частью (4), который остается после удаления отрезанной части. 9. Способ по п.8, отличающийся тем, что головку (10) напрессовывают на участок, на котором выполнили отрезание блока (2), образованного юбкой (3) и концевой частью (4). 10. Способ по п.8, отличающийся тем, что концевую часть (4) отрезают частично. 11. Способ по п.8, отличающийся тем, что концевую часть (4) отрезают полностью. 12. Способ по п.11, отличающийся тем, что часть юбки (3) также отрезают. 13. Способ по п.12, отличающийся тем, что до операции отрезания блок из юбки концевой части украшают посредством альтернативного печатания или способом декорирования, причем во время отрезания концевую часть (4) и часть юбки (3) удаляют так, что декорирование на оставшейся части юбки достигает кромки упомянутой юбки (3).
МПК / Метки
МПК: B29D 23/20
Метки: материалов, способ, изготовления, тубы, эластичных
Код ссылки
<a href="https://eas.patents.su/6-18561-sposob-izgotovleniya-tuby-iz-elastichnyh-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления тубы из эластичных материалов</a>
Подошва ботинка из трёх материалов, способ изготовления подошвы и устройство для изготовления подошвы
Номер патента: 10535
Опубликовано: 30.10.2008
Авторы: Велата Жан, Дидье Жан-Франсуа
МПК: B29D 31/50, B29D 31/51, A43B 13/24...
Метки: устройство, материалов, изготовления, подошва, подошвы, способ, ботинка, трёх
Формула / Реферат:
1. Подошва ботинка (1), содержащая нижнюю подошву (2) и верхнюю подошву (10), при этом верхняя подошва (10) является стелькой, а нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3), отличающаяся тем, что нижняя подошва (2) содержит периферический элемент (N1) стабилизации и удержания ступни, выполненный на периферии геленка (4), передней части (3) и пятки (5); элемент поглощения ударов (N4), выполненный в середине пятки (5) и...
Способ подготовки и чистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, и соответствующее устройство
Номер патента: 13442
Опубликовано: 30.04.2010
Авторы: Сантос-Гомес Хосе-Мануэль, Лопес-Редондо Анхель
МПК: B23K 26/16, B23K 26/42, B23K 26/36...
Метки: чистки, элементов, изготовления, подготовки, способ, материалов, устройство, соответствующее, композиционных, оснастки, используемой, компонентов
Формула / Реферат:
1. Способ подготовки и чистки элементов оснастки, таких как пресс-формы, пуансоны, уголки и модули-вкладыши, используемой для изготовления компонентов из композиционных материалов, преимущественно в производстве компонентов для авиационной промышленности, отличающийся тем, чтопутем обдувки и всасывания с элементов оснастки удаляют слои поверхностной смолы,выполняют стадию чистки с помощью лазера и всасывания, удерживая элемент (3) оснастки...
Способ и устройство для изготовления комбинированных нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 3719
Опубликовано: 28.08.2003
Автор: Орланди Витторио
Метки: материалов, посредством, устройство, иглопрокалывания, комбинированных, нетканых, гидродинамического, способ, изготовления
Формула / Реферат:
1. Способ изготовления комбинированного холста из нетканого материала для поглощения и аккумулирования жидкостей и т.п., состоящего из прочеса чесальной машины, который для упрочнения обрабатывают, и уложенного на упрочненный прочес целлюлозного слоя, например, из волокон древесной пульпы, который приводят в прочный контакт с прочесом, отличающийся тем, что прочес перед покрытием сверхпоглощающим материалом предварительно упрочняют в сухом...
Прибор для измерения линейной деформации материалов и способ его изготовления
Номер патента: 10533
Опубликовано: 30.10.2008
Автор: Ковасикова Даниэла
МПК: G01B 5/30
Метки: измерения, деформации, линейной, материалов, способ, изготовления, прибор
Формула / Реферат:
1. Прибор для измерения линейной деформации материала, отличающийся тем, что он содержит по крайней мере два измерительных элемента 1, в которых имеются измерительные лезвия 2 с взаимно параллельными осями и которые могут прикрепляться к измеряемому материалу, и переносное устройство 3 для последовательной регистрации состояний ряда точек, имеющее поверхность 4, на которой создается отпечаток и которое выполнено из материала, сохраняющего...
Способ и устройство для изготовления слоистых нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 4031
Опубликовано: 25.12.2003
Автор: Фляйсснер Герольд
МПК: A61L 15/16, A61F 13/15, B32B 5/26...
Метки: нетканых, иглопрокалывания, посредством, гидродинамического, устройство, способ, материалов, изготовления, слоистых
Формула / Реферат:
1. Способ изготовления слоистого нетканого материала по меньшей мере из одного несущего нетканого полотна, такого как фильерное нетканое полотно, и одного наложенного на это несущее нетканое полотно, например, слоя целлюлозной массы, для изготовления изделия гигиенического назначения, отличающийся тем, что фильерное нетканое полотно перед нанесением слоя уплотняют в сухом виде со сверхпоглощающим материалом для предварительного упрочнения, затем...
Предыдущий патент: Инструмент для эндоскопических применений и способ его получения
Следующий патент: Пропускной документ и пропускная система
Случайный патент: Система и способ динамического уплотнения вокруг бурильной штанги