Способ штамповки державки петли крышки люка грузового вагона и устройство для осуществления данного способа
Формула / Реферат
1. Способ штамповки державки петли крышки люка грузового вагона, включающий многопереходную холодную штамповку из листового проката с пробивкой отверстий и вырубкой заготовки, отличающийся тем, что в заготовке по меньшей мере для двух деталей сначала пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки деталей, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90° к горизонтальной плоскости заготовки, формуют проушины, затем пробивают крепежные отверстия на плоской части отштампованной детали.
2. Способ по п.1, отличающийся тем, что в гибочном штампе производят формовку проушин по меньшей мере двух зеркально расположенных заготовок.
3. Устройство для многопереходной холодной штамповки державки петли крышки люка грузового вагона, содержащее сменные пробивные, вырубной и гибочный штампы, отличающееся тем, что рабочая поверхность пуансона гибочного штампа соответствует внутренней поверхности по меньшей мере двух отштампованных деталей, матрица выполнена в виде раздельных секций, установленных в державке, при этом секции матрицы установлены по контуру наружной поверхности по меньшей мере двух отштампованных деталей, а на горизонтальной поверхности державки по контуру развертки по меньшей мере двух штампуемых деталей установлены регулируемые упоры, причем рабочие поверхности пуансона и матрицы выполнены с радиусными округлениями, кроме того, устройство снабжено толкателем, взаимодействующим с отштампованными деталями.

Текст
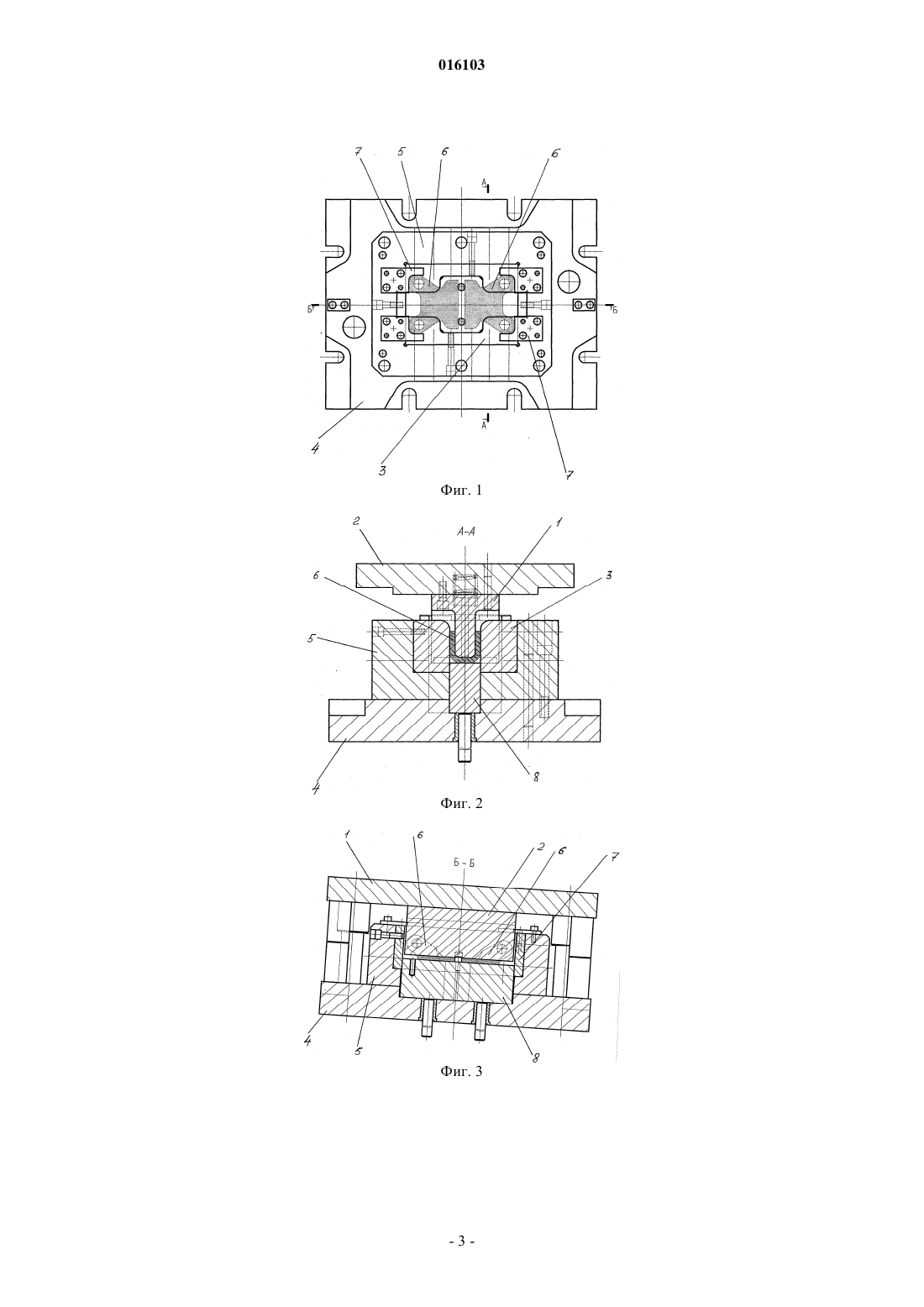
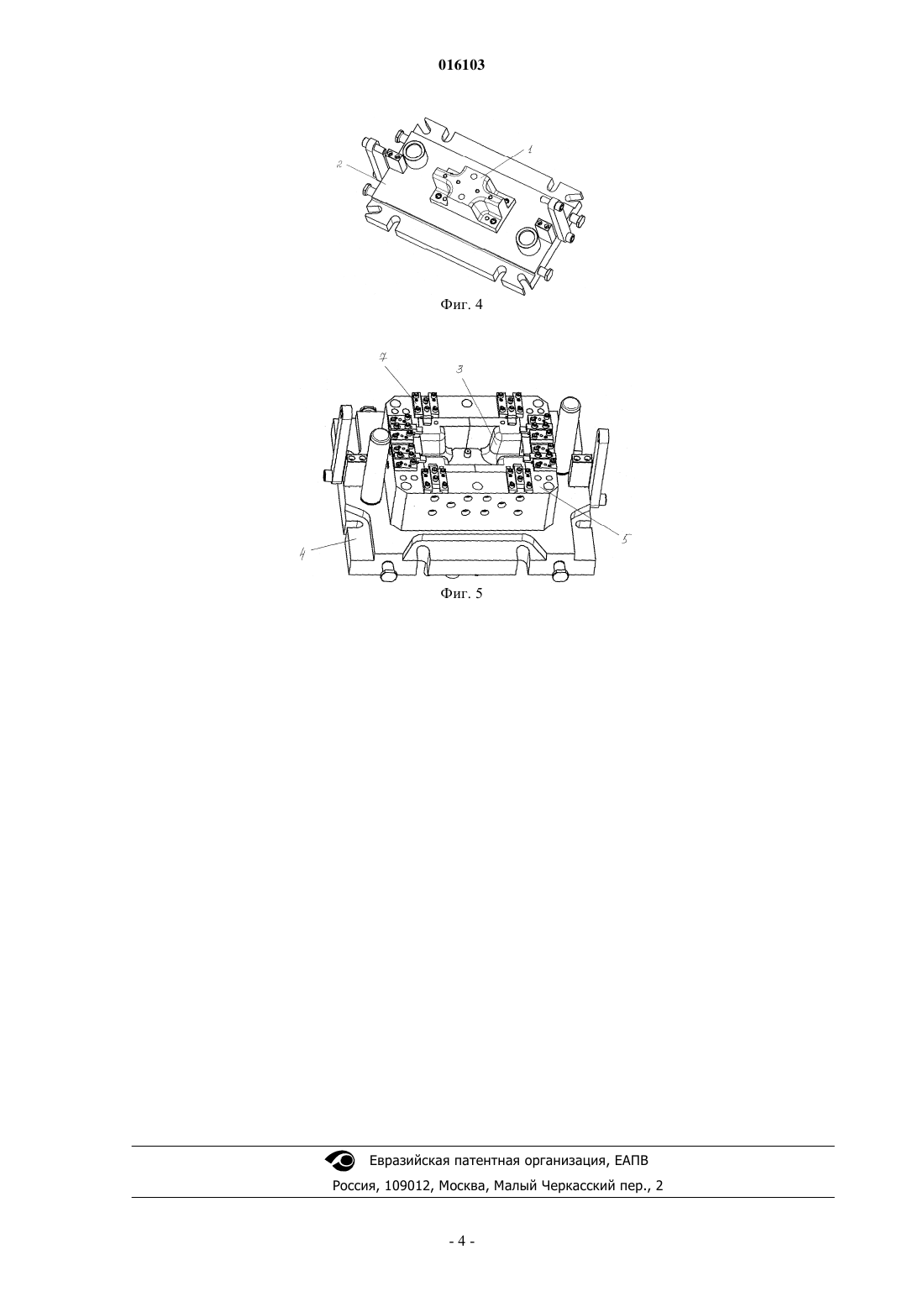
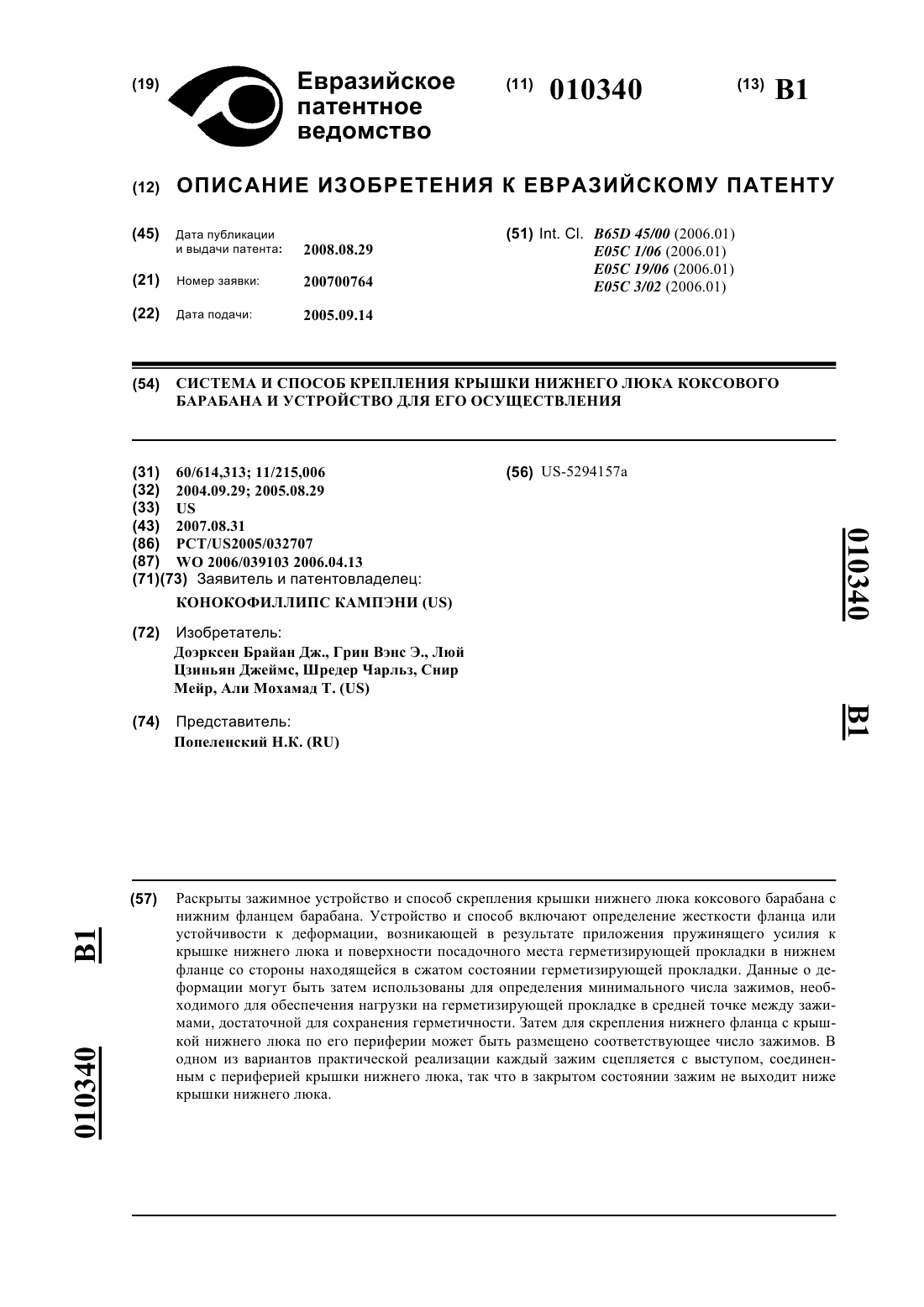
СПОСОБ ШТАМПОВКИ ДЕРЖАВКИ ПЕТЛИ КРЫШКИ ЛЮКА ГРУЗОВОГО ВАГОНА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА Способ штамповки заключается в следующем. В заготовке сначала пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки детали, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90 к горизонтальной плоскости заготовки формуют проушины, затем пробивают крепежные отверстия на плоской части отштампованной детали. В гибочном штампе производят формовку проушин по меньшей мере двух зеркально расположенных заготовок. Устройство для штамповки державки петли люка грузового вагона содержит пуансон 1, установленный на верхней плите 2, матрицу 3, установленную на нижней плите 4 и выполненную из раздельных секций, державку 5, на горизонтальной поверхности которой установлены заготовки деталей 6 и упоры 7, толкатель 8. Барынкин Юрий Иванович (RU) Левина Е.Б. (RU)SU-A1-1430138 СКВОРЦОВ Г.Д.,"Основы конструирования штампов для холодной листовой штамповки", Конструкции и расчеты, М.,Машиностроение, 1972, стр. 226, 229, 236, 237 016103 Предлагаемые изобретения относятся к области обработки металлов давлением, в частности, путем холодной штамповки с помощью штампов, пуансонов и может найти применение при изготовлении, например, изделий типа державки для петли крышки люка грузовых вагонов подвижного состава. Известен способ изготовления деталей многопереходной холодной штамповкой из металлической ленты (РФ, п.2240886, МПК B21D 22/20, от 16.06.2003 г., опубл. 27.11.2004 г.). Указанный способ включает пробивку крепежных отверстий, вырубку готовой детали. Известен способ штамповки и устройство для штамповки (РФ, з.2006134590, МПК B21D 5/00,11/00, от 02.10.2006 г., опубл. 10.04.2008 г.). Сущность способа и устройства для его осуществления заключается в формировании изогнутой части, волокна металла которой направлены вдоль формообразующей поверхности пуансона. Указанное техническое решение выбрано заявителем в качестве ближайшего аналога (прототипа). Техническими задачами предлагаемых изобретений является обеспечение качества изготавливаемой державки петли крышки люка грузового вагона за счет уменьшения напряжений, возникающих при гибке детали, а также технологичности устройства для осуществления данного способа. Поставленные задачи достигаются тем, что в способе штамповки державки петли крышки люка грузового вагона, включающем многопереходную холодную штамповку из листового проката с пробивкой отверстий и вырубкой заготовки, согласно изобретению в заготовке сначала пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки детали, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90 к горизонтальной плоскости заготовки, формуют проушины, затем пробивают крепежные отверстия на плоской части отштампованной детали. В гибочном штампе производят формовку проушин по меньшей мере двух зеркально расположенных заготовок. Разделение операций, т.е. осуществление сначала пробивки отверстий, а затем вырубки по контуру заготовки технологично, т.к. при совмещении указанных операций рабочие поверхности пуансона и матрицы быстро выходят из строя из-за малой величины перемычек между наружным контуром проушины и отверстием под палец. При пробивке крепежных отверстий до или после гибки происходит деформация этих отверстий, что не обеспечивает чертежных размеров изделия. Осуществление отжига до необходимой твердости обеспечивает снятие напряжений по кромкам и граням деформируемых в дальнейшем проушин, что исключает возникновение разрывов и трещин на указанных участках. Осуществление дальнейшей галтовки заготовок в галтовочном барабане позволяет повысить качество их поверхности за счет снятия окалины, а также позволяет снять часть напряжений, возникающих за счет трения между матрицей и заготовкой в процессе ее гибки. Осуществление формовки проушин гибкой поперек волокон металла исключает трещины и разрывы в деформируемой части заготовки. Пробивка отверстий на плоской части отштампованной детали после осуществления формовки проушин позволяет получить не искаженные деформацией отверстия. В устройстве для многопереходной холодной штамповки державки петли крышки люка грузового вагона, содержащем сменные пробивные, вырубной и гибочный штампы, согласно изобретению рабочая поверхность пуансона гибочного штампа соответствует внутренней поверхности по меньшей мере двух отштампованных деталей, матрица выполнена в виде раздельных секций, установленных в державке, при этом секции матрицы установлены по контуру наружной поверхности по меньшей мере двух отштампованных деталей, а на горизонтальной поверхности державки по контуру развертки по меньшей мере двух штампуемых деталей установлены регулируемые упоры, причем рабочие поверхности пуансона и матрицы выполнены с радиусными округлениями, кроме того, устройство снабжено толкателем, взаимодействующим с отштампованными деталями. Выполнение рабочей поверхности пуансона гибочного штампа, соответствующей внутренней поверхности отштампованной детали, обеспечивает за один ход пуансона требуемые чертежные размеры в готовой детали, кроме того, за счет деформирования сразу по меньшей мере двух заготовок повышается производительность гибки и обеспечивается равномерное распределение реактивных сил, возникающих при деформировании детали на данной операции. Выполнение матрицы в виде раздельных секций, установленных в державке, технологично, т.к. упрощается конструкция штампа, что обеспечивает более оперативную и точную наладку штампа. Установка секций матрицы по контуру наружной поверхности по меньшей мере двух отштампованных деталей обеспечивает совместно с пуансоном необходимые (чертежные) размеры деталей. Установка упоров на горизонтальной поверхности державки по контуру развертки по меньшей мере двух штампуемых деталей, исключает сдвиг заготовок при штамповке, а выполнение их регулируемыми позволяет оперативно производить подналадку штампа и обеспечить его более точную регулировку. Выполнение рабочих поверхностей пуансона и матрицы с радиусными округлениями исключает появление задиров на гранях деформируемой части детали, т.е. на проушинах. Наличие толкателя, взаимодействующего с отштампованными деталями, облегчает съем готовых-1 016103 деталей. В результате проведенных патентных исследований не выявлено известных из уровня техники аналогичных технических решений, характеризуемых заявляемой совокупностью признаков, что позволяет сделать вывод о соответствии предлагаемых изобретений условиям патентоспособности новизна и изобретательский уровень, может найти применение в промышленности для изготовления державки петли люка грузового вагона, т.е. соответствует условию промышленная применимость. Сущность изобретений поясняется чертежами, где на фиг. 1 - общий вид штампа для гибки, на фиг. 2 - вид А-А на фиг. 1, на фиг. 3 - вид Б-Б на фиг. 1, на фиг. 4 - верхняя плита штампа с пуансоном (фото),на фиг. 5 - нижняя плита штампа с матрицей (фото). Способ штамповки заключается в следующем. В заготовке сначала пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки детали, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90 к горизонтальной плоскости заготовки, формуют проушины, затем пробивают крепежные отверстия на плоской части отштампованной детали. В гибочном штампе производят формовку проушин по меньшей мере двух зеркально расположенных заготовок. Способ осуществляют следующим образом. В штамп устанавливают полосу металла по меньшей мере для двух деталей, пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки детали, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке в галтовочном барабане, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90 к горизонтальной плоскости заготовки, формуют проушины, затем пробивают крепежные отверстия на плоской части каждой отштампованной детали. Устройство для штамповки державки петли люка грузового вагона содержит пуансон 1, установленный на верхней плите 2, матрицу 3, установленную на нижней плите 4 и выполненную из раздельных секций, державку 5, на горизонтальной поверхности которой установлены заготовки деталей 6 и упоры 7, толкатель 8. Устройство работает следующим образом. В штамп устанавливают полосу металла для изготовления по меньшей мере двух деталей 6. Сменным пробивочным штампом (не показано) пробивают по два отверстия на каждой предлагаемой детали. После этого пробивочный штамп заменяют на вырубной (не показано) и производят вырубку по контуру развертки по меньшей мере для двух деталей 6. Пунсоном 1 сменного гибочного штампа производят гибку детали с одновременной правкой горизонтальной поверхности деталей 6 в конце рабочего хода. При этом в процессе гибки наружная поверхность детали формируется по секциям матрицы 3. После гибки готовые детали выталкиваются толкателем 8 до верхнего уровня секций матрицы 3. Для обеспечения необходимой плоскостности горизонтальной поверхности деталей штамповку производят на удар. Таким образом, заявляемые способ изготовления державки петли люка грузового вагона и устройство для его осуществления обеспечивают качество изготавливаемой детали за счет уменьшения напряжений, возникающих при гибке, что исключает разрывы и трещины на кромках и гранях деформируемой части детали, а также за счет технологичности устройства с заявляемыми конструктивными признаками. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ штамповки державки петли крышки люка грузового вагона, включающий многопереходную холодную штамповку из листового проката с пробивкой отверстий и вырубкой заготовки, отличающийся тем, что в заготовке по меньшей мере для двух деталей сначала пробивают отверстия под палец для крепления петли люка, затем производят вырубку по контуру развертки деталей, производят отжиг до необходимой твердости, после отжига заготовку подвергают галтовке, подают заготовку в гибочный штамп и поперек волокон металла, под угол 90 к горизонтальной плоскости заготовки, формуют проушины, затем пробивают крепежные отверстия на плоской части отштампованной детали. 2. Способ по п.1, отличающийся тем, что в гибочном штампе производят формовку проушин по меньшей мере двух зеркально расположенных заготовок. 3. Устройство для многопереходной холодной штамповки державки петли крышки люка грузового вагона,содержащее сменные пробивные, вырубной и гибочный штампы, отличающееся тем, что рабочая поверхность пуансона гибочного штампа соответствует внутренней поверхности по меньшей мере двух отштампованных деталей, матрица выполнена в виде раздельных секций, установленных в державке, при этом секции матрицы установлены по контуру наружной поверхности по меньшей мере двух отштампованных деталей, а на горизонтальной поверхности державки по контуру развертки по меньшей мере двух штампуемых деталей установлены регулируемые упоры, причем рабочие поверхности пуансона и матрицы выполнены с радиусными округлениями, кроме того, устройство снабжено толкателем, взаимодействующим с отштампованными деталями.
МПК / Метки
МПК: B21D 35/00
Метки: способа, штамповки, данного, осуществления, державки, способ, грузового, петли, крышки, устройство, вагона, люка
Код ссылки
<a href="https://eas.patents.su/5-16103-sposob-shtampovki-derzhavki-petli-kryshki-lyuka-gruzovogo-vagona-i-ustrojjstvo-dlya-osushhestvleniya-dannogo-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ штамповки державки петли крышки люка грузового вагона и устройство для осуществления данного способа</a>
Система и способ крепления крышки нижнего люка коксового барабана и устройство для его осуществления
Номер патента: 10340
Опубликовано: 29.08.2008
Авторы: Грин Вэнс Э., Али Мохамад Т., Шредер Чарльз, Снир Мейр, Люй Цзиньян Джеймс, Доэрксен Брайан Дж.
МПК: B65D 45/00, E05C 1/06, E05C 19/06...
Метки: осуществления, нижнего, способ, крепления, коксового, барабана, крышки, устройство, система, люка
Формула / Реферат:
1. Способ крепления крышки нижнего люка коксового барабана к нижнему фланцу указанного коксового барабана, отличающийся тем, что определяют минимальное число зажимов, необходимое для сохранения эффективного уплотнения между указанной крышкой нижнего люка и указанным нижним фланцем указанного коксового барабана, устанавливают, по меньшей мере, указанное минимальное число зажимов по окружности указанного нижнего фланца с фиксацией указанных...
Способ разложения n2o, катализатор для данного способа и получение данного катализатора
Номер патента: 11258
Опубликовано: 27.02.2009
Авторы: Ван Ден Бринк Рудольф Виллем, Питерсе Йоханнис Алауисиус Захариас
МПК: B01J 29/06, B01D 53/86, B01J 29/10...
Метки: катализатора, способ, получение, разложения, способа, катализатор, данного
Формула / Реферат:
1. Способ каталитического разложения N2O в газе, содержащем N2O, в присутствии катализатора, при этом катализатор содержит цеолит, который наполнен первым металлом, выбранным из группы благородных металлов, состоящей из рутения, родия, серебра, рения, осмия, иридия, платины и золота, и вторым металлом, выбранным из группы переходных металлов, состоящей из ванадия, хрома, марганца, железа, кобальта, никеля и меди, и при этом наполнение цеолита...
Способ обработки шлама с частицами, содержащими металл, оксид металла или гидроокись металла, и аппарат для осуществления данного способа

Номер патента: 4993
Опубликовано: 28.10.2004
Авторы: Фон Шееле Йоахим, Йоханссон Матс, Рангмарк Леннарт
МПК: F23G 7/04
Метки: аппарат, шлама, содержащими, металла, металл, гидроокись, осуществления, оксид, способ, способа, частицами, обработки, данного
Формула / Реферат:
1. Способ обработки шлама, имеющего жидкую фракцию и распределенные в ней металлосодержащие частицы, в состав которых входит металл, оксид металла или гидроокись металла, предусматривающий следующие операции: а) переводят шлам в распыленное состояние, б) впрыскивают распыленный шлам в пламя горелки, установленной в печи, в) испаряют жидкую фракцию шлама посредством указанного пламени, поддерживая пламя, по меньшей мере, при инициировании...
Поворотно-выдвижная лестница грузового вагона
Номер патента: 8290
Опубликовано: 27.04.2007
Авторы: Бутко Александр Валерьевич, Барченко Валерий Георгиевич, Фатеев Анатолий Дмитриевич
МПК: B61D 23/00, E06C 5/04
Метки: вагона, поворотно-выдвижная, грузового, лестница
Формула / Реферат:
Поворотно-выдвижная лестница грузового вагона, содержащая две боковины, соединенные между собой ступеньками, упорные элементы верхних концов боковин для фиксации рабочего положения лестницы, отличающаяся тем, что она дополнительно содержит упорные элементы нижних концов боковин для фиксации транспортного положения лестницы и рукоятку в форме скобы, прикрепленную к нижней ступеньке, и ограничитель вертикального перемещения лестницы, расположенный...
Кузов цельнометаллического грузового вагона
Номер патента: 8289
Опубликовано: 27.04.2007
Авторы: Бутко Александр Валерьевич, Барченко Валерий Георгиевич, Фатеев Анатолий Дмитриевич
МПК: B61D 3/00, B61D 17/04
Метки: кузов, цельнометаллического, грузового, вагона
Формула / Реферат:
1. Кузов цельнометаллического грузового вагона, содержащий две боковые и две торцевые стены, при этом каркас каждой торцевой стены выполнен из двух средних стоек, двух угловых стоек, верхней и нижней обвязок, а каркас каждой боковой стены выполнен из средних и крайних стоек, верхней обвязки и обшит снаружи гофрированными листами, отличающийся тем, что он снабжен боковыми продольными балками, жестко установленными на угловых стойках торцевой...