Резец для горных машин и способ его армирования
Формула / Реферат
1. Резец для горных машин, содержащий державку с закрепленной в ее головной части режущей пластиной, отличающийся тем, что режущая пластина закреплена на головной части державки с помощью расположенной на ней прижимной пластины, приваренной к державке по своим боковым сторонам.
2. Резец по п.1, отличающийся тем, что прижимная пластина выполнена из износостойкой стали.
3. Резец по п.1, отличающийся тем, что режущая пластина выполнена из синтетического материала.
4. Резец по п.1, отличающийся тем, что ширина прижимной пластины равна ширине державки и больше ширины режущей пластины.
5. Способ армирования резца режущей пластиной, включающий закрепление режущей пластины на головной части державки, отличающийся тем, что закрепление осуществляют путем прижима режущей пластины прижимной пластиной к головной части державки с последующим привариванием прижимной пластины к державке по своим боковым поверхностям.
6. Способ по п.5, отличающийся тем, что прижим режущей пластины к державке осуществляют с приложением давления к прижимной пластине 30-40 МПа.
7. Способ по п.5, отличающийся тем, что используют прижимную пластину шириной, равной ширине державки и больше ширины режущей пластины.
8. Способ по п.7, отличающийся тем, что перед сваркой в зазор между прижимной пластиной и державкой вдоль боковых сторон режущей пластины вставляют прокладку, например стальную проволоку.

Текст
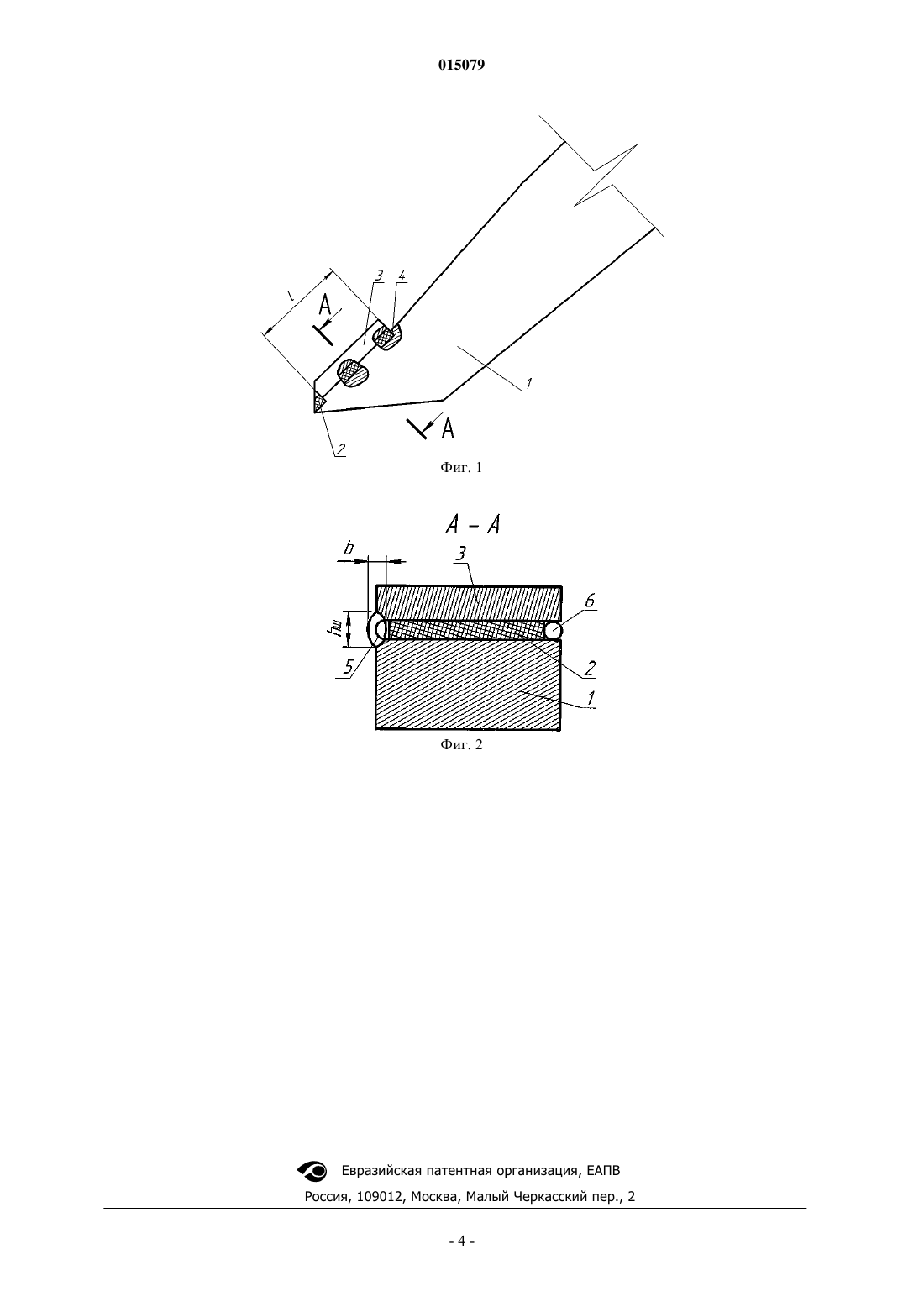
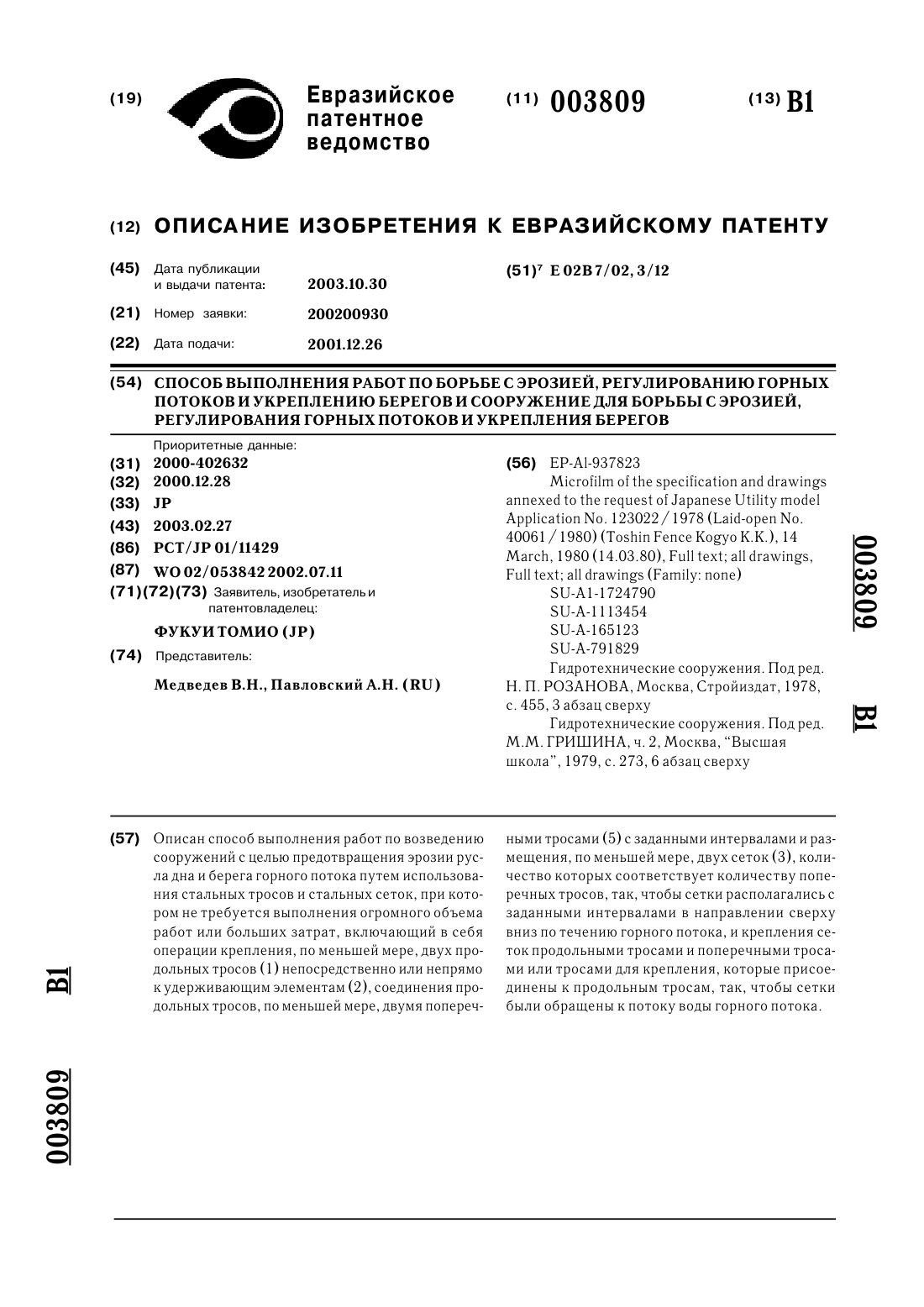
РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН И СПОСОБ ЕГО АРМИРОВАНИЯ(71)(72)(73) Заявитель, изобретатель и патентовладелец: БОНДАРЕВ КОНСТАНТИН ДМИТРИЕВИЧ (RU) Представлена группа изобретений, которая относится к горной промышленности, а именно к режущим инструментам исполнительных органов горных машин, используемых преимущественно для разработки солей и углей без крепких включений. Резец для горных машин содержит державку с закрепленной в ее головной части режущей пластинкой, при этом режущая пластинка закреплена на головной части державки с помощью прижимной пластинки, расположенной на режущей пластинке и приваренной по ее боковым сторонам к державке. Исключаются паяльные напряжения в режущей пластинке и появляется возможность использования не воспринимающих пайку твердых синтетических материалов. 015079 Группа изобретений относится к горной промышленности, а именно к режущим инструментам исполнительных органов горных машин, используемых преимущественно для разработки солей и углей без крепких включений. Из уровня техники известен резец, содержащий державку с закрепленной на ее головной части режущей пластинкой (резец с наиболее тонкой пластинкой толщиной 5,5 мм (резец ЗНЗ) и резец наиболее поздней разработки с толщиной пластинки 13 мм (резец ЗР 2.80. Способ его армирования твердосплавной пластиной заключается в напаивании пластинки на головную часть державки (Инструмент режущий. Каталог Краснолучского машзавода. Издательство "Ворошиловградская правда", 1976). Наиболее близкими к предлагаемой группе изобретений являются резец для горных машин, содержащий по меньшей мере одну режущую пластинку из твердосплавного материала, спаянную с державкой, при этом пластинка выполнена переменной толщины, уменьшающейся к режущей кромке, а также способ его армирования путем припаивания режущей пластинки к державке (RU 2135168 С 1, 1999). Недостаток наиболее близкого аналога заключается в большом остаточном (паяльном) напряжении в тонкой твердосплавной пластинке, значительно уменьшающем сопротивляемость твердого сплава рабочим нагрузкам. Это объясняется следующим. При большой - в 2,5 раза разнице коэффициентов линейного расширения (у твердого сплава и стали державок) при остывании резца после затвердевания припоя, деформации и, соответственно, напряжения в спаянной паре (их называют "паяльными") будут также большими. При тонкой твердосплавной пластинке (например, 1,5 мм) и толстой державке под пластинкой (например, 15 мм), естественно, деформироваться будет больше, примерно в таком же соотношении, твердосплавная пластинка. В дополнение к этому паяльное напряжение в твердосплавной пластинке увеличится еще примерно в 2,7 раза из-за того, что модуль упругости у твердого сплава больше модуля упругости стали державки примерно в таком соотношении. Это следует из формулы где- напряжение, ГПа;- относительное удлинение (деформация), безразмерная величина; Е - модуль упругости (у твердого сплава примерно 585 ГПа, у стали - 215 ГПа). По этой причине тонкими твердосплавными пластинками резцы для горных машин не армируются. Существуют методы снижения паяльных напряжений в горном инструменте. Это достигается за счет применения для пайки припоев с содержанием серебра до 50%, имеющих низкую температуру начала затвердевания припоя (около 600 С) и более высокую пластичность в сравнении с недорогими медносодержащими припоями, а также за счет увеличения толщины паяного шва с применением различных прокладок для удержания жидкого припоя в шве. Однако это дорого и к тому же едва ли этим можно снизить напряжение в твердосплавной пластинке толщиной, например, в 1,5 мм до приемлемой величины. Предлагаемая группа изобретений направлена на устранение указанных выше недостатков. Задачей группы изобретений является создание армированного резца с закрепленной на нем режущей пластинкой без применения пайки и способа его осуществления. Задача решается тем, что резец для горных машин содержит державку с закрепленной в ее головной части режущей пластинкой, которая закреплена на головной части державки согласно изобретению с помощью прижимной пластинки, расположенной на режущей пластинке и приваренной по своим боковым сторонам к державке. Применение резца с режущей пластинкой, закрепленной на державке с помощью приваренной к державке стальной режущей пластинки вместо припаянной к державке твердосплавной пластинки, исключает наличие паяльных напряжений, что расширяет ассортимент режущих пластинок (можно применять режущие пластинки значительной длины и из синтетического материала, не воспринимающего пайку, например из сиалона - нитрида кремния) и обеспечивает дополнительное армирование за счет стальной прижимной пластинки. Снижение напряжений в твердосплавной режущей пластинке также дает возможность применять для армирования резца тонкие (толщиной 1-2 мм) твердосплавные пластинки, что приводит к уменьшению расхода дорогостоящего твердого сплава в 3-5 раз и кратно удешевляет переточку резцов. В частном варианте выполнения резца для исключения интенсивного износа прижимной пластины средой, разрушенной резцом в процессе работы, прижимная пластинка может быть изготовлена из износостойкой стали, например Р 6 М 5 К 5. Для расширения ассортимента материалов используемых режущих пластинок режущая пластинка может быть выполнена из синтетических материалов. Ширина прижимной пластинки предпочтительно равна ширине державки и больше ширины режущей пластинки на величину двух сварных швов. Для исключения осевого смещения режущей пластинки на державке может быть выполнен уступ, в который упирается торец режущей пластинки, противоположный режущей кромке. Задача решается также тем, что в способе армирования резца режущей пластинкой, включающем-1 015079 закрепление режущей пластинки на головной части державки, согласно изобретению закрепление осуществляют путем прижима режущей пластинки прижимной предпочтительно стальной пластинкой к головной части державки с последующим привариванием прижимной пластинки к державке по своим боковым сторонам. В частном варианте предлагаемого способа для смятия неровностей, остающихся после механической обработки места крепления режущей пластинки, последнюю прижимают к державке с помощью прижимной пластинки с приложением давления 30-40 МПа. Предпочтительно используют прижимную пластину шириной, равной ширине державки и больше ширины режущей пластинки. Для исключения пустот в зазоре между прижимной пластинкой и державкой перед сваркой в него вставляют прокладку вдоль боковых сторон режущей пластинки, например стальную проволоку, размером, соответствующим величине зазора. Изобретение поясняется чертежами. На фиг. 1 изображен вид резца сбоку; на фиг. 2 - сечение А-А на фиг. 1. Резец содержит державку 1 и режущую пластинку 2, закрепленную с помощью стальной прижимной пластинки 3 на головной части державки 1. На державке 1 выполнен уступ 4, в который упирается торец режущей пластинки 2. Закрепление режущей пластинки 2 осуществляется следующим образом. Режущую пластинку 2 прижимают с давлением 30-40 МПа к державке 1 стальной прижимной пластинкой 3, имеющей ширину большую, чем твердосплавная режущая пластинка 2 на 2,5-3,0 мм, т.е. на толщину двух сварочных швов. Ширину державки 1 в том месте, где будет крепиться режущая пластинка 2, делают равной по ширине с прижимной пластинкой 3. Если зазор между прижимной пластинкой 3 и державкой 1 будет значительным (в соответствии с режущей пластинкой 2), например 1,5-2 мм, то в этот зазор при сварке вставляют прокладку, например стальную проволоку 5, диаметром, соответствующим величине зазора. После этого осуществляют приваривание прижимной пластинки 3 к державке 1 по боковым сторонам прижимной пластинки 3. Прижимающую нагрузку снимают после остывания сварного шва 6 до 300-400 С. Прижим пластинки 3 перед сваркой давлением 30-40 МПа, сопоставимым с рабочей нагрузкой,осуществляют для смятия неровностей на державке 1, остающихся после механической обработки места крепления режущей пластинки 2. Это необходимо, чтобы крепление режущей пластинки 2 не ослабло в процессе работы машины. На державке 1 делают уступ 4 для упора твердосплавной режущей пластинки 1 от осевого смещения. Оценим величину усилия прижима твердосплавной пластинки, создаваемого усадкой сварного шва. Будем считать (предположительно), что при остывании шва до 1000 С имеет место пластическая деформация шва, а при остывании от 1000 С до комнатной температуры вместо деформации в шве создается напряженное состояние, которое будет прижимать твердосплавную пластинку. Напряженное состояние определится из формулы илиFш = bln = 0,32,52 = 1,5 см 2, где b - толщина сварного шва - 0,3 см (см. чертеж);hш - величина возможной температурной деформации шва (усадка шва при отсутствии препятствия, реально трансформируется в напряжение);hш - высота шва - 0,4 см (см. чертеж). Значения b, l, h приняты для примера где- коэффициент линейного расширения стали = 12,910-61/С;(tH - tK) = (1000 - 20) - интервал температур, при котором создается напряженное состояние. где Fпл - площадь твердосплавной пластинки Fпл = 2,51,5 см 2. Полученную величину прижима, равную 1075 МПа, можно считать удовлетворительной. Прижимная пластинка 3 в процессе работы подвергается интенсивному износу разрушенной резцом средой. Во избежание этого прижимную пластинку 3 делают из износостойкой стали, например Р 6 М 5 К 5. Пластину закаливают до твердости HRC = 62-64, после чего сторону прижимной пластинки 3, предназначенную для прилегания к режущей пластинке 2, шлифуют. Предлагаемый резец был испытан при отбойке калийных солей с временным сопротивлением раздавливанию см до 350 кг/см 2. Державки резца делают из полосового проката стали 35 ХГСА и крепят резцы на исполнительном органе в резцедержателе с клиновым креплением. Крепление жесткое, безлюфтовое, практически исключает потери резцов и на длительный срок исключает разбивку резцедержателя. Было испытано на двух комбайнах в течение месяца. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Резец для горных машин, содержащий державку с закрепленной в ее головной части режущей пластиной, отличающийся тем, что режущая пластина закреплена на головной части державки с помощью расположенной на ней прижимной пластины, приваренной к державке по своим боковым сторонам. 2. Резец по п.1, отличающийся тем, что прижимная пластина выполнена из износостойкой стали. 3. Резец по п.1, отличающийся тем, что режущая пластина выполнена из синтетического материала. 4. Резец по п.1, отличающийся тем, что ширина прижимной пластины равна ширине державки и больше ширины режущей пластины. 5. Способ армирования резца режущей пластиной, включающий закрепление режущей пластины на головной части державки, отличающийся тем, что закрепление осуществляют путем прижима режущей пластины прижимной пластиной к головной части державки с последующим привариванием прижимной пластины к державке по своим боковым поверхностям. 6. Способ по п.5, отличающийся тем, что прижим режущей пластины к державке осуществляют с приложением давления к прижимной пластине 30-40 МПа. 7. Способ по п.5, отличающийся тем, что используют прижимную пластину шириной, равной ширине державки и больше ширины режущей пластины. 8. Способ по п.7, отличающийся тем, что перед сваркой в зазор между прижимной пластиной и державкой вдоль боковых сторон режущей пластины вставляют прокладку, например стальную проволоку.
МПК / Метки
МПК: E21C 35/19
Метки: горных, способ, машин, резец, армирования
Код ссылки
<a href="https://eas.patents.su/5-15079-rezec-dlya-gornyh-mashin-i-sposob-ego-armirovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Резец для горных машин и способ его армирования</a>
Способ восстановления рабочего органа землеройных машин

Номер патента: 10765
Опубликовано: 30.10.2008
Авторы: Ловков Константин Константинович, Анисимков Дмитрий Владимирович
МПК: E02F 9/28
Метки: землеройных, способ, восстановления, рабочего, машин, органа
Формула / Реферат:
1. Способ восстановления рабочего органа землеройных машин, включающий компенсацию изношенной режущей кромки зуба слоем металла, отличающийся тем, изношенную режущую кромку зуба дополняют предварительно сформированной в зависимости от разрабатываемой категории горных пород сменной режущей накладкой, присоединяя ее к нижней грани зуба с выступом режущей кромки накладки за пределы изношенной режущей кромки зуба, затем по мере износа накладку...
Способ выполнения работ по борьбе с эрозией, регулированию горных потоков и укреплению берегов и сооружение для борьбы с эрозией, регулирования горных потоков и укрепления берегов
Номер патента: 3809
Опубликовано: 30.10.2003
Автор: Фукуи Томио
МПК: E02B 7/02
Метки: работ, борьбы, борьбе, горных, укреплению, укрепления, регулирования, способ, выполнения, сооружение, потоков, эрозией, регулированию, берегов
Формула / Реферат:
1. Способ выполнения работ по борьбе с эрозией и регулированию горного потока для предотвращения эрозии русла горного потока, включающий в себя следующие операции: крепление, по меньшей мере, двух продольных тросов непосредственно или непрямо к удерживающим элементам; соединение двух продольных тросов, по меньшей мере, двумя поперечными тросами с заданными интервалами; и использование, по меньшей мере, двух сеток, при этом количество сеток...
Нетканый материал для армирования дорожных покрытий и способ его изготовления
Номер патента: 6117
Опубликовано: 25.08.2005
Авторы: Комков Николай Иванович, Денисов Борис Григорьевич, Капустин Владимир Леонидович
МПК: D04H 3/04
Метки: армирования, материал, изготовления, покрытий, способ, дорожных, нетканый
Формула / Реферат:
1. Нетканый материал для армирования дорожных покрытий, имеющий двухосевую композиционную гибкую структуру, содержащую две группы дискретно расположенных волокон, удерживаемых с помощью связующего, причем волокна в каждой группе отдалены одно от другого с регулярным шагом и перекрещиваются под прямым углом с волокнами другой группы, отличающийся тем, что две группы волокон образуют трехслойную структуру таким образом, что одна группа волокон...
Способ переработки горных пород
Номер патента: 2592
Опубликовано: 27.06.2002
Авторы: Попов Валерий Тимофеевич, Елькин Александр Иосифович, Рототаев Дмитрий Александрович
МПК: B02C 23/00, C22B 1/00
Метки: пород, способ, горных, переработки
Формула / Реферат:
1. Способ переработки горных пород, включающий разрушение и измельчение горной породы в газовой среде, содержащей углеводороды, отличающийся тем, что габаритную породу загружают в замкнутую емкость, в которую под давлением через входное отверстие подают газовую среду до полного заполнения объема емкости, затем емкость нагревают до заданной температуры, выдерживают интервал времени, необходимый для завершения процесса высокотемпературного...
Способ армирования композитных изделий объектов, расположенных на открытом воздухе
Номер патента: 12153
Опубликовано: 28.08.2009
Авторы: Гара Петер, Марош Йожеф, Кайтар Вилмос, Кетцери Чаба, Коллар Дьердь, Силади Арпад, Вехофсиц Имре
МПК: B29C 70/50, C08J 5/08, C08J 5/12...
Метки: армирования, открытом, изделий, воздухе, объектов, расположенных, композитных, способ
Формула / Реферат:
1. Способ армирования композитных изделий для ремонта, упрочнения или повышения стойкости объектов, расположенных на открытом воздухе, таких как трубы, опоры, столбы, при котором на поверхности объекта формируют многослойный композитный бандаж с использованием ленточного препрега, содержащего матричный материал на основе ненасыщенной полиэфирной/винилэфирной смолы и армирующие волокнистые материалы, ориентированные в одном направлении,...
Предыдущий патент: Препарат и способ профилактики и коррекции патологических состояний животных
Следующий патент: Искусственная альвеола и корень зуба