Способ изготовления отопительного радиатора
Формула / Реферат
1. Способ изготовления отопительного радиатора, содержащего два вертикальных трубчатых элемента (1) с отверстиями (11) по их длине, в каждое из которых вставлен переходник (2) с прокладкой (R) и уплотнительными кольцами (5), размещенными в канавках (21, 23а) переходника (2), и горизонтальные трубы (3), соединенные с указанными вертикальными трубчатыми элементами (1) через переходники (2) с образованием конструкции лестничного типа, включающий
расширение концевого утоненного участка (24) переходника (2), установленного в отверстии (11), до принятия этим участком (24) воронкообразной формы и его упора в стенку отверстия (11) с использованием развальцовывающего элемента, который имеет внутренний стержень (41) с расширенной головкой и внешний трубчатый элемент (42) с ответной расширенной частью и продольными пазами (421), обеспечивающими возможность расширения внешнего трубчатого элемента (42) и взаимодействия его расширенной части с утоненным участком (24) переходника (2) при аксиальном перемещении указанного стержня (41) внутри внешнего трубчатого элемента (42);
размещение в горизонтальных трубах (3) переходников (2), присоединенных указанным образом к вертикальным трубчатым элементам (1), так что прокладка (R) переходника (2) сдавливается между внутренней стенкой горизонтальной трубы (3) и переходником (2), исключая возможность соскальзывания горизонтальной трубы (3) с переходника (2) и обеспечивая неразъемное соединение между ними.
2. Способ по п.1, в котором радиатор изготавливают из содержащих железо материалов, алюминия или его сплавов либо неметаллических материалов, таких как полимеры, с необходимыми механическими характеристиками.

Текст
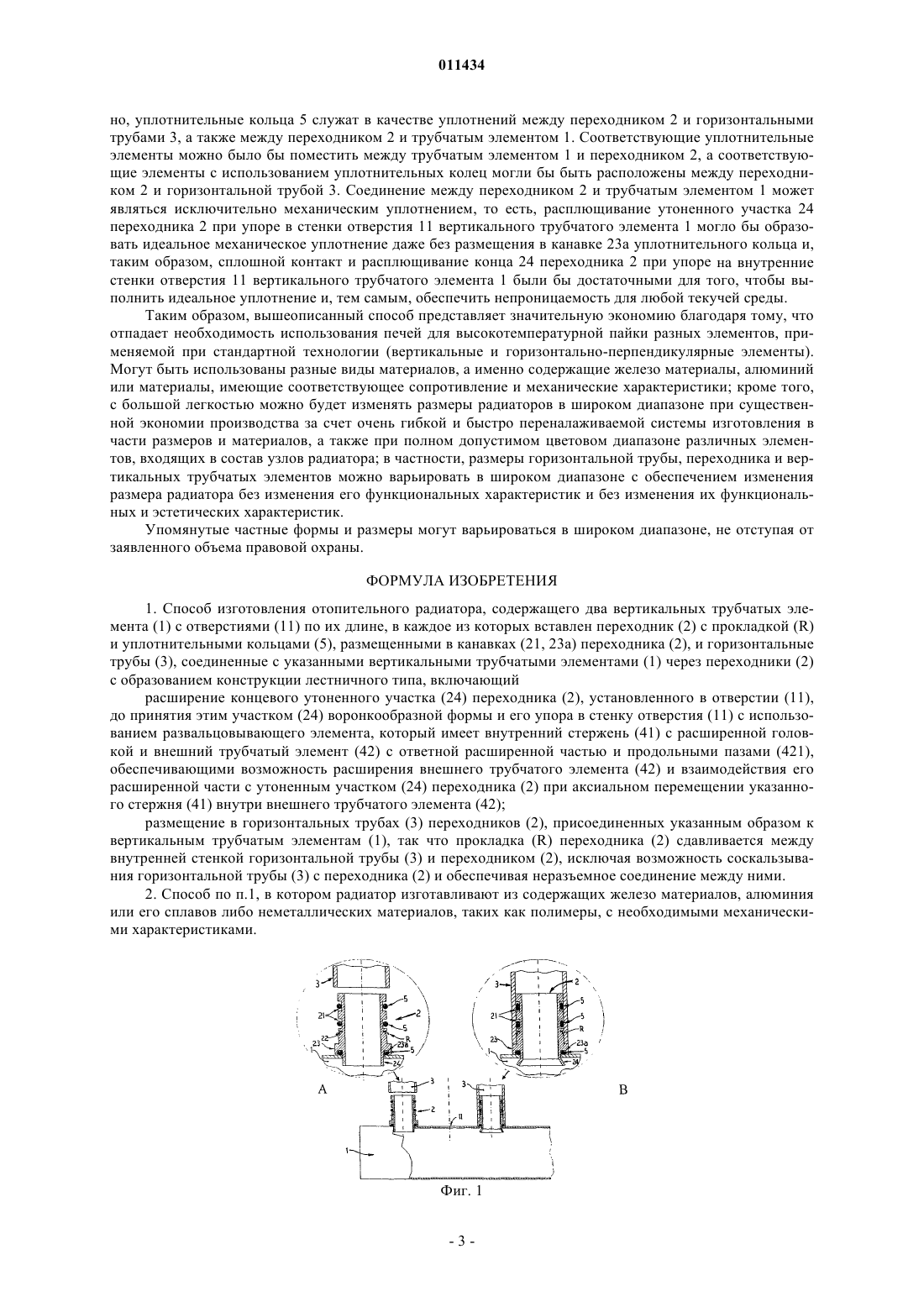
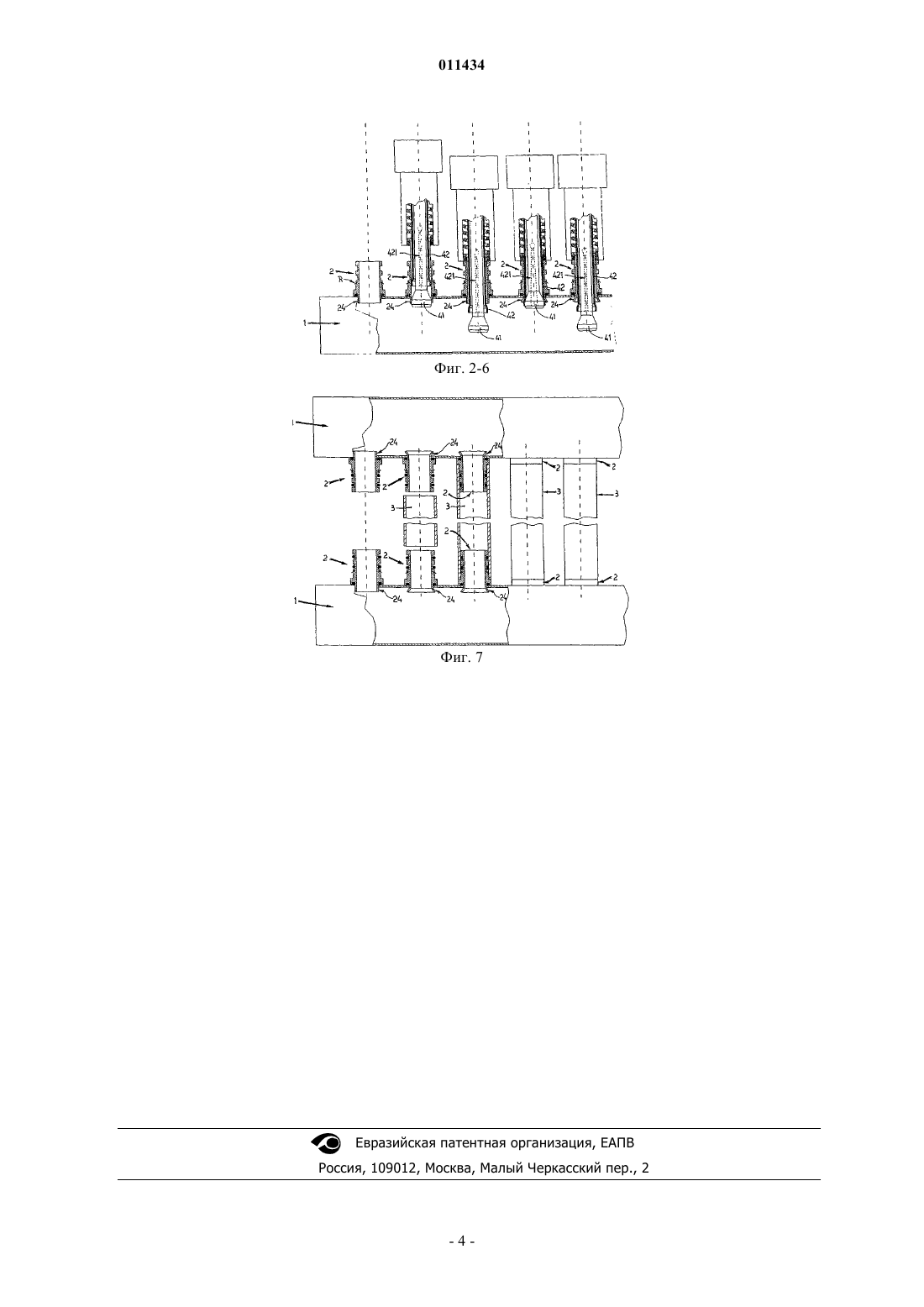
011434 Область техники Изобретение относится к способу изготовления отопительного радиатора, который, в общих чертах,заключается в сборке специализированных комплектующих, являющихся легко доступными благодаря общеизвестным способам и технологическим процессам. В частности, способ представляет процесс изготовления радиаторов общего типа, предназначенных для обогрева окружающего пространства; обычно такие радиаторы используются в качестве полотенцесушителей и имеют форму лестницы с перекладинами. Уровень техники Выпуск радиаторов общего типа, предназначенных для обогрева комнат, осуществляется различными способами с использованием общеизвестных технологических процессов и влечет за собой существенные ограничения в части выполнения и конструкции. Оценивая, в общих чертах, типовые конструктивные процессы, в особенности для тех типов радиаторов, которые обычно применяют для сушки полотенец, можно сказать, что в них используют две вертикальные трубчатые стойки, являющиеся несущими элементами радиатора, которые весьма похожи на стойки стремянки; по длине вертикальных трубчатых стоек через соответствующие расстояния выполнены отверстия, а в отверстия вставлены более мелкие трубчатые элементы, которые перпендикулярны вертикальным стойкам; все это напоминает перекладины лестницы. В стыки между вертикальными стойками и перпендикулярными им элементами размещают соответствующие материалы, после чего всю сборку помещают в печь и доводят до соответствующей температуры, чтобы материалы, находящиеся в стыках, расплавились и под действием капиллярности заполнили промежутки между стойками и поперечинами для получения неразъемного соединения. Затем полученную сборку охлаждают перед подготовкой к эмалированию. Данный способ требует специальных печей, которые никогда не выключаются по понятным конструктивным и энергетическим причинам и могут работать только с одним сортом металла, являющегося сталью, поскольку соединение между составными частями радиатора возникает в процессе расплавления, известного как высокотемпературная пайка, в которой используется действие капиллярности (методика, предпочтительно используемая для чугуна и сталей). Кроме того, технологический процесс ограничивает возможные размеры радиаторов до стандартных размеров и не позволяет выпускать радиаторы конкретных размеров, которые могли бы потребоваться для специального бытового оборудования; поскольку такие радиаторы относятся к единичной продукции, их выпуск может потребовать исключительно высоких затрат, и по этой причине они являются намного более дорогостоящими, чем стандартная продукция, которая в любом случае весьма дорого стоит. Основная цель настоящего изобретения заключается в устранении вышеуказанных недостатков и ограничений. Это достигается путем создания способа изготовления отопительного радиатора, содержащего два вертикальных трубчатых элемента с отверстиями по их длине, в каждое из которых вставлен переходник с прокладкой и уплотнительными кольцами, размещенными в канавках переходника, и горизонтальные трубы, соединенные с указанными вертикальными трубчатыми элементами через переходники с образованием конструкции лестничного типа, при этом способ включает расширение концевого утоненного участка переходника, установленного в отверстии, до принятия этим участком воронкообразной формы и его упора в стенку отверстия с использованием развальцовывающего элемента, который имеет внутренний стержень с расширенной головкой и внешний трубчатый элемент с ответной расширенной частью и продольными пазами, обеспечивающими возможность расширения внешнего трубчатого элемента и взаимодействия его расширенной части с утоненным участком переходника при аксиальном перемещении указанного стержня внутри внешнего трубчатого элемента, и размещение в горизонтальных трубах переходников, присоединенных указанным образом к вертикальным трубчатым элементам, так что прокладка переходника сдавливается между внутренней стенкой горизонтальной трубы и переходником, исключая возможность соскальзывания горизонтальной трубы с переходника, и обеспечивают неразъемное соединение между ними. В предложенном способе радиатор могут изготавливать из содержащих железо материалов, алюминия или его сплавов либо неметаллических материалов, таких как полимеры с необходимыми механическими характеристиками. Описание изобретения Ниже для лучшего понимания особенностей и преимуществ предложенного способа изготовления приведено подробное описание неограничивающего предпочтительного варианта ее выполнения со ссылкой на неограничивающие чертежи, на которых фиг. 1, 1 а и 1b изображают соответственно: фиг. 1 - разрез вертикальной стойки радиатора, изображающий в разрезе два переходника, показанных до прикрепления к стойке и после него; а фиг. 1 а и фиг. 1b - увеличенные изображения переходников, представленных на фиг. 1; фиг. 2-6 иллюстрируют различные технологические этапы предложенного способа с использованием переходника, размещаемого в отверстии вертикальной стойки после размещения уплотнительного элемента, и последующим введением сквозь сам переходник развальцовывающего устройства, предна-1 011434 значенного для крепления переходника к вертикальной стойке; фиг. 7 иллюстрирует окончательный этап работы, во время которого переходники крепят к вертикальным стойкам радиатора и соединяют с трубчатыми элементами, образующими горизонтальные элементы радиатора. При ссылке на чертежи одинаковые элементы обозначены одинаковыми номерами позиций на всех чертежах. Обратимся к фиг. 1, 1 а и 1b. Основу системы составляет вертикальная труба 1 общеизвестного типа,в которой через соответствующие интервалы выполнены отверстия 11, причем в отверстия 11 устанавливаются переходники 2, а на указанные переходники устанавливается горизонтальная труба 3. Как видно из фиг. 1, 1 а и 1b, переходник 2 является полым и цилиндрическим и снаружи имеет две канавки 21 для размещения в них уплотнительных колец 5. Третья канавка 22, меньшая по сравнению с двумя канавками 21 и расположенная ниже их, имеет размер, который позволяет разместить в ней прокладку R, назначение которой объяснено ниже. Далее круглая наружная часть переходника 2 расширяется, переходя в цилиндрическое кольцо 23. Снизу цилиндрического кольца 23 находится полость 23 а, в которой размещается уплотнительное кольцо 5; еще ниже полости 23 а фланец переходит в утоненный участок 24, длина которого позволяет выполнить объясненную ниже задачу. Обратимся к фиг. 1 а. После размещения уплотнительных колец 5 в канавки 21 и в полость 23 а и прокладки R в канавку 22, утоненный участок 24 фланца 2 помещают в отверстие 11 трубчатого элемента 1 и в процессе операций, проиллюстрированных на фиг. 2-6, присоединяют к трубчатому элементу 1,как показано на фиг. 1b. Когда к трубчатым элементам 1 присоединены переходники 2, которые заведены в отверстия 11, а утоненные участки 24 деформировались таким образом, что получено глухое соединение, трубчатые элементы 3 присоединяют к переходникам 2 для создания радиатора в форме лесенки, ступеньки которой образованы горизонтальными трубчатыми элементами 3, а вертикальные стойки трубчатыми элементами 1. На фиг. 2-6 более точно проиллюстрирован способ получения соединения между переходниками 2 и вертикальной трубой 1. На фиг. 2-6 проиллюстрированы поэтапно стадии соединения переходников и труб, начиная с фиг. 2, иллюстрирующей первую стадию соединения, на которой переходник 2, укомплектованный уплотнительными кольцами 5 и прокладкой R, вставляют его конечной частью, то есть утоненным участком 24, в отверстие 11 трубчатого элемента 1. На фиг. 3, иллюстрирующей вторую стадию, показан стержень 41 с расширенной головкой, например грибовидной, способный перемещаться в осевом направлении внутри второго трубчатого элемента 42 с внутренней поверхностью, комплементарной внешней поверхности стержня 41, и с такой же по форме внешней поверхностью. Во втором трубчатом элементе 42 имеются продольные пазы 421, которые показаны на чертеже пунктиром и которые позволяют второму трубчатому элементу 42 расширяться, когда стержень 41 скользит в нем в осевом направлении в сторону корпуса механизма, вызывающего возвратно-поступательное перемещение стержня и элемента 42, как будет объяснено ниже. Механизм,перемещающий стержень 41 в цилиндрическую полость переходника 2, и стержень 41 выходят за пределы утоненного участка 24 и, как можно видеть на фиг. 4, проталкивает второй трубчатый элемент 42 вместе со скошенной частью его внешней поверхности в зону, находящуюся в непосредственной близости к месту контакта между утоненным участком 24 переходника 2 и отверстием 11 элемента 1. При этом стержень 41 слегка отстоит от расширенной, например грибовидной головной части второго трубчатого элемента 42. Скошенный участок трубчатого элемента 42 вводится в упор с тонким участком 24 переходника 2 и, как можно видеть на фиг. 5, механизм вызывает скольжение стержня 41 кверху внутри второго трубчатого элемента 42 до столкновения между стержнем 41 и элементом 42; указанное столкновение благодаря наличию пазов 421 приводит к развальцовке второго трубчатого элемента 42 и деформации утоненного участка 24 переходника 2 в процессе развальцовки; это приводит к тому, что развальцованный утоненный участок 24 входит в механическое зацепление в отверстии 11 с трубчатым элементом 1. На фиг. 6 показано, что головку стержня 41 перемещают аксиально в направлении, противоположном направлению, в котором ее проталкивали в утоненный участок 24, и она отходит от воронкообразно расширенного конца утоненного участка 24 переходника 2 для того, чтобы выдвинуть стержень 41 и второй трубчатый элемент из переходника 2. Вышеописанную операцию повторяют для всех переходников 2, соответствующих отверстиям 11 трубчатого элемента 1. Следовательно, как можно видеть на фиг. 7, когда два вертикальных элемента 1 уже собраны в комплекте с переходниками, имеющими уплотнительные кольца 5 и прокладки R, выступающие части переходников 2 могут быть соединены с концами горизонтальных трубчатых элементов 3 путем их надевания на свободные концы переходников 2, выступающие из вертикальной трубы 1; эта операция завершит сборку радиатора типа полотенцесушителя. Соединение между горизонтальной трубой 3 и выступающей частью трубчатого элемента 1, образованной переходником 2, будет неразъемным и зафиксированным прокладкой R, которая при введении переходника 2 в горизонтальную трубу 3 будет деформироваться и, таким образом, предотвращать отсоединение горизонтальной трубы 3 от переходника, поскольку прокладка R будет стремиться расшириться и, тем самым, внутренне блокировать трубу 3, в которой находится конец переходника 2. Как извест-2 011434 но, уплотнительные кольца 5 служат в качестве уплотнений между переходником 2 и горизонтальными трубами 3, а также между переходником 2 и трубчатым элементом 1. Соответствующие уплотнительные элементы можно было бы поместить между трубчатым элементом 1 и переходником 2, а соответствующие элементы с использованием уплотнительных колец могли бы быть расположены между переходником 2 и горизонтальной трубой 3. Соединение между переходником 2 и трубчатым элементом 1 может являться исключительно механическим уплотнением, то есть, расплющивание утоненного участка 24 переходника 2 при упоре в стенки отверстия 11 вертикального трубчатого элемента 1 могло бы образовать идеальное механическое уплотнение даже без размещения в канавке 23 а уплотнительного кольца и,таким образом, сплошной контакт и расплющивание конца 24 переходника 2 при упоре на внутренние стенки отверстия 11 вертикального трубчатого элемента 1 были бы достаточными для того, чтобы выполнить идеальное уплотнение и, тем самым, обеспечить непроницаемость для любой текучей среды. Таким образом, вышеописанный способ представляет значительную экономию благодаря тому, что отпадает необходимость использования печей для высокотемпературной пайки разных элементов, применяемой при стандартной технологии (вертикальные и горизонтально-перпендикулярные элементы). Могут быть использованы разные виды материалов, а именно содержащие железо материалы, алюминий или материалы, имеющие соответствующее сопротивление и механические характеристики; кроме того,с большой легкостью можно будет изменять размеры радиаторов в широком диапазоне при существенной экономии производства за счет очень гибкой и быстро переналаживаемой системы изготовления в части размеров и материалов, а также при полном допустимом цветовом диапазоне различных элементов, входящих в состав узлов радиатора; в частности, размеры горизонтальной трубы, переходника и вертикальных трубчатых элементов можно варьировать в широком диапазоне с обеспечением изменения размера радиатора без изменения его функциональных характеристик и без изменения их функциональных и эстетических характеристик. Упомянутые частные формы и размеры могут варьироваться в широком диапазоне, не отступая от заявленного объема правовой охраны. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления отопительного радиатора, содержащего два вертикальных трубчатых элемента (1) с отверстиями (11) по их длине, в каждое из которых вставлен переходник (2) с прокладкой (R) и уплотнительными кольцами (5), размещенными в канавках (21, 23 а) переходника (2), и горизонтальные трубы (3), соединенные с указанными вертикальными трубчатыми элементами (1) через переходники (2) с образованием конструкции лестничного типа, включающий расширение концевого утоненного участка (24) переходника (2), установленного в отверстии (11),до принятия этим участком (24) воронкообразной формы и его упора в стенку отверстия (11) с использованием развальцовывающего элемента, который имеет внутренний стержень (41) с расширенной головкой и внешний трубчатый элемент (42) с ответной расширенной частью и продольными пазами (421),обеспечивающими возможность расширения внешнего трубчатого элемента (42) и взаимодействия его расширенной части с утоненным участком (24) переходника (2) при аксиальном перемещении указанного стержня (41) внутри внешнего трубчатого элемента (42); размещение в горизонтальных трубах (3) переходников (2), присоединенных указанным образом к вертикальным трубчатым элементам (1), так что прокладка (R) переходника (2) сдавливается между внутренней стенкой горизонтальной трубы (3) и переходником (2), исключая возможность соскальзывания горизонтальной трубы (3) с переходника (2) и обеспечивая неразъемное соединение между ними. 2. Способ по п.1, в котором радиатор изготавливают из содержащих железо материалов, алюминия или его сплавов либо неметаллических материалов, таких как полимеры, с необходимыми механическими характеристиками.
МПК / Метки
МПК: A47K 10/06, B21D 53/06, F28F 9/16
Метки: отопительного, способ, изготовления, радиатора
Код ссылки
<a href="https://eas.patents.su/5-11434-sposob-izgotovleniya-otopitelnogo-radiatora.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления отопительного радиатора</a>
Способ и измерительный прибор расхода тепла радиатора
Номер патента: 2187
Опубликовано: 28.02.2002
Автор: Фишер-Хансен Енс Петер
МПК: G01K 17/08
Метки: способ, расхода, радиатора, измерительный, тепла, прибор
Формула / Реферат:
1. Способ работы измерительного прибора расхода тепла для записи тепла, расходуемого радиатором, расположенным в комнате, в которой измеряют или вычисляют связанные величины соответствующих температур радиатора и комнаты с помощью измерительного прибора расхода тепла, заключающийся в том, что измеренные или вычисленные величины температуры комнаты и температуры радиатора используют для вычисления теплоотдачи от радиатора в комнату посредством...
Ребро радиатора и радиатор отопления
Номер патента: 6796
Опубликовано: 28.04.2006
Автор: Маринов Добри Димитров
МПК: F28D 1/03
Метки: радиатор, радиатора, ребро, отопления
Формула / Реферат:
1. Ребро радиатора, включающее два типовых верхнее 1.1 и нижнее 1.2 отверстия и типовой профиль присоединения 2, а также первый 3 и второй 4 внутренние изгибы, третий промежуточный 5 и четвертый внешний 6 изгиб, который завершается пятым обратным изгибом 7, отличающееся тем, что четвертый внешний изгиб 6 и пятый обратный изгиб 7 в нижней части продолжаются до конца соответствующих им закруглений 8, а в верхней части ребра вместе со вторым 4 и...
Система труб и способ ее изготовления
Номер патента: 6334
Опубликовано: 29.12.2005
Автор: Коул Энтони Томас
МПК: E21B 17/042, F16L 15/00
Метки: труб, изготовления, система, способ
Формула / Реферат:
1. Система труб для переноса коррозионных сред, как, например, сырая нефть или природный газ, содержащая по меньшей мере один трубчатый элемент (1), по существу, из коррозионно-нестойкого металла с внутренней прокладкой (3) из коррозионно-стойкого материала, причем трубчатый элемент (1) и внутренняя прокладка (3) соединены с резьбовым трубчатым соединительным элементом (4), который имеет внутреннюю поверхность и винтовую резьбу (5), состоящую из...
Способ изготовления трубчатого теплообменного элемента и трубчатый теплообменный элемент
Номер патента: 7118
Опубликовано: 30.06.2006
Авторы: Тюменцев Андрей Дмитриевич, Кривец Валерий Антонович
МПК: F28F 1/02, B21D 53/06
Метки: теплообменный, трубчатый, элемента, изготовления, способ, трубчатого, элемент, теплообменного
Формула / Реферат:
1. Способ изготовления трубчатого теплообменного элемента заданного сечения, включающий выполнение на поверхности трубчатого элемента заданного сечения оребрения предпочтительно методом деформирующего резания, отличающийся тем, что перед выполнением оребрения на непрерывном трубчатом элементе круглого сечения формируют по меньшей мере один участок заданного сечения, смежный с двумя участками круглого сечения, причем при формировании участка...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: кованой, цельной, шестерни(варианты, изготовления, ковкой, устройство, заготовки, способ
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Животноводческий комплекс
Следующий патент: Способ изготовления прямоугольных мозаичных паркетных блоков и пресс для его осуществления
Случайный патент: Переносимые системы и способы для приложений одноранговой компоновки услуг