Способ гидроформилирования для получения альдегидов в присутствии металл-органофосфитного комплексного катализатора
Номер патента: 1482
Опубликовано: 23.04.2001
Авторы: Моррисон Дональд Ли, Брайант Дэвид Роберт, Эйзеншмид Томас Карл, Баннинг Дональд Лерой, Николсон Джеймс Клэйр
Формула / Реферат
1. Способ гидроформилирования, отличающийся тем, что включает взаимодействие одного или нескольких реагентов в присутствии комплексного металл-органофосфитного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с получением потока продуктов реакции, содержащих один или несколько компонентов, причем этот способ осуществляют в присутствии достаточного количества диоксида углерода, чтобы не вызвать значительное разложение любого указанного органофосфитного лиганда и/или существенную потерю активности указанного комплексного металл-органофосфитного катализатора.
2. Способ по п.1, отличающийся тем, что включает взаимодействие одного или нескольких олефиново-ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов.
3. Усовершенствованный способ гидроформилирования по п.1 или 2, отличающийся тем, что включает: а) взаимодействие, по меньшей мере, в одной реакционной зоне одного или нескольких олефиново-ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, и б) выделение, по меньшей мере, в одной зоне разделения или в упомянутой, по меньшей мере, одной реакционной зоне одного или нескольких альдегидов из указанного потока продуктов реакции, в котором усовершенствование состоит в том, что исключается необходимость удаления диоксида углерода из газовой смеси монооксида углерода и водорода до ее введения в упомянутую, по меньшей мере, одну реакционную зону.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что катализатором является родий-органофосфитный комплексный катализатор.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что гидроформилирование осуществляют в присутствии диоксида углерода, количество которого составляет от 0,1 до 70 мол.% в расчете на общую газовую смесь.
6. Способ по п.5, отличающийся тем, что парциальное давление диоксида углерода изменяется в зависимости от количества диоксида углерода, составляющего приблизительно более 5 мол.% в расчете на общую газовую смесь.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что количество присутствующей растворенной воды составляет от 0,01 до 10 вес.% в расчете на общий вес потока продуктов реакции гидроформилирования.
8. Способ по п.2 или 3, отличающийся тем, что процесс гидроформилирования включает непрерывную рециркуляцию жидкости.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что металл-органофосфитный комплексный катализатор является гомогенным или гетерогенным.
10. Способ по любому из пп.1-8, отличающийся тем, что поток продуктов реакции содержит гомогенный или гетерогенный металл-органофосфитный комплексный катализатор, причем, по меньшей мере, часть указанного потока продуктов реакции контактирует с фиксированным гетерогенным металл-органофосфитным комплексным катализатором.
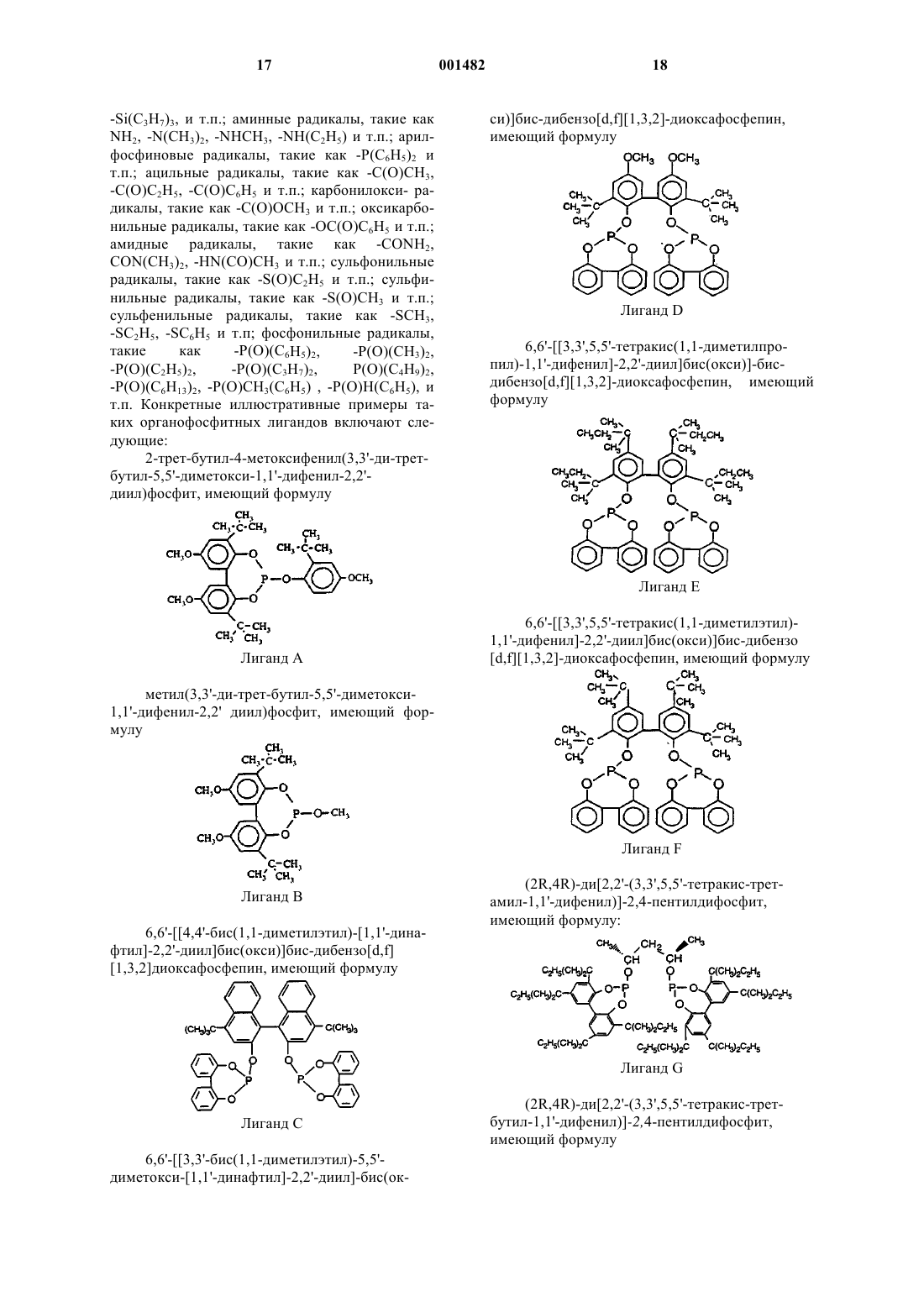
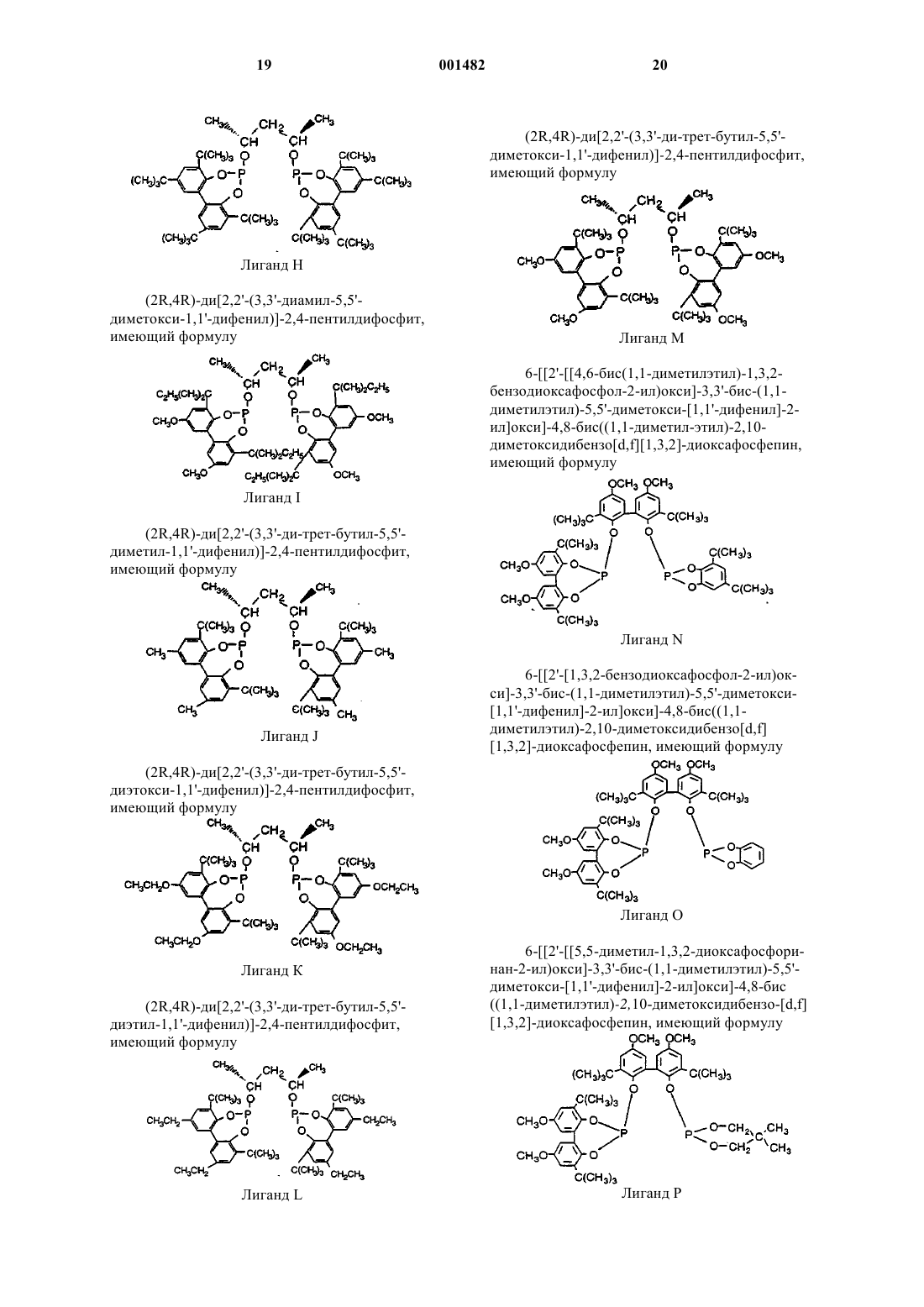
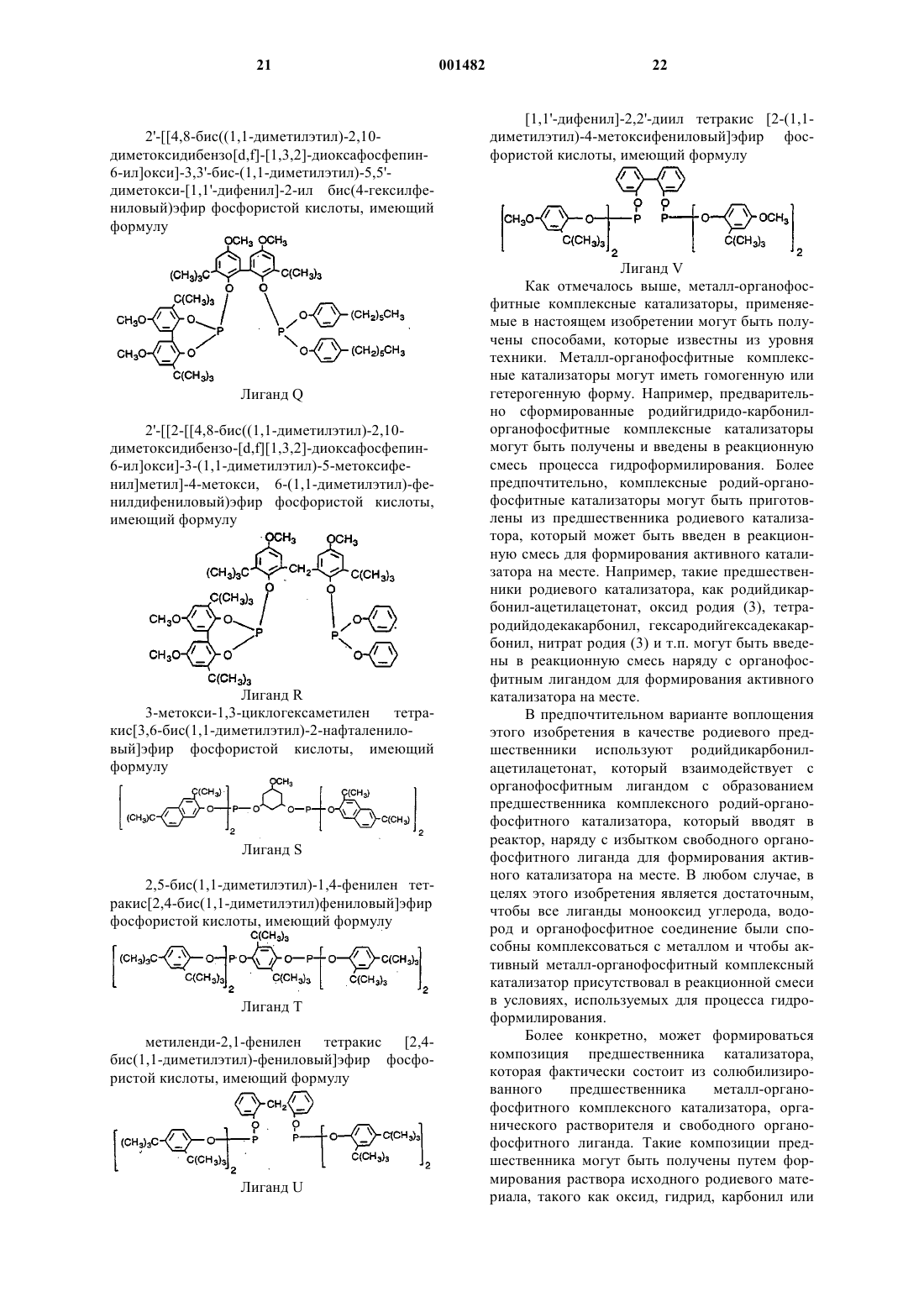
11. Способ по любому из пп.1-10, отличающийся тем, что металл-органофосфитный комплексный катализатор включает комплекс родия с органофосфитным лигандом, выбранным из:
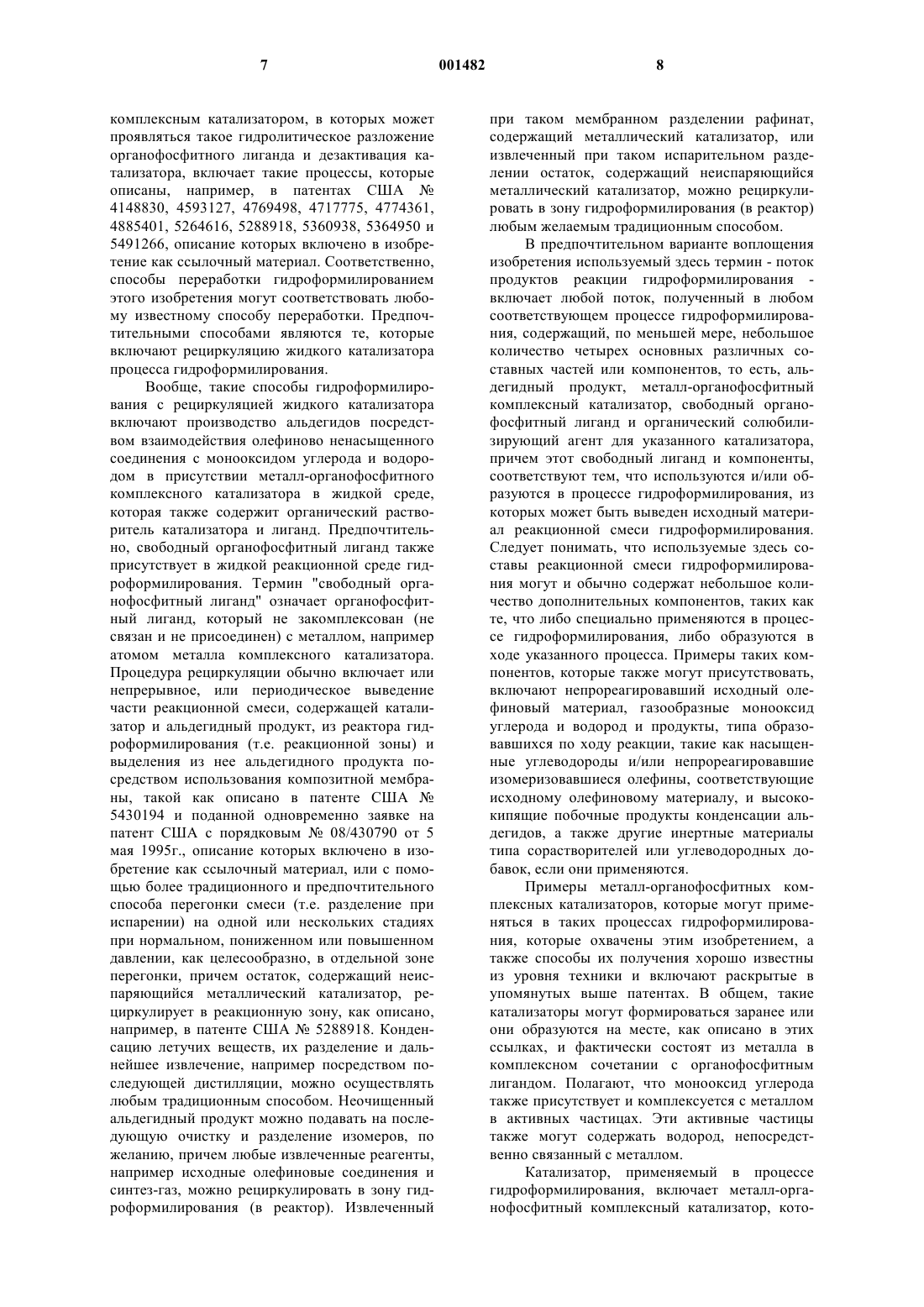
i) моноорганофосфита, представленного формулой

в которой R1 представляет собой замещенный или незамещенный трехвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более,
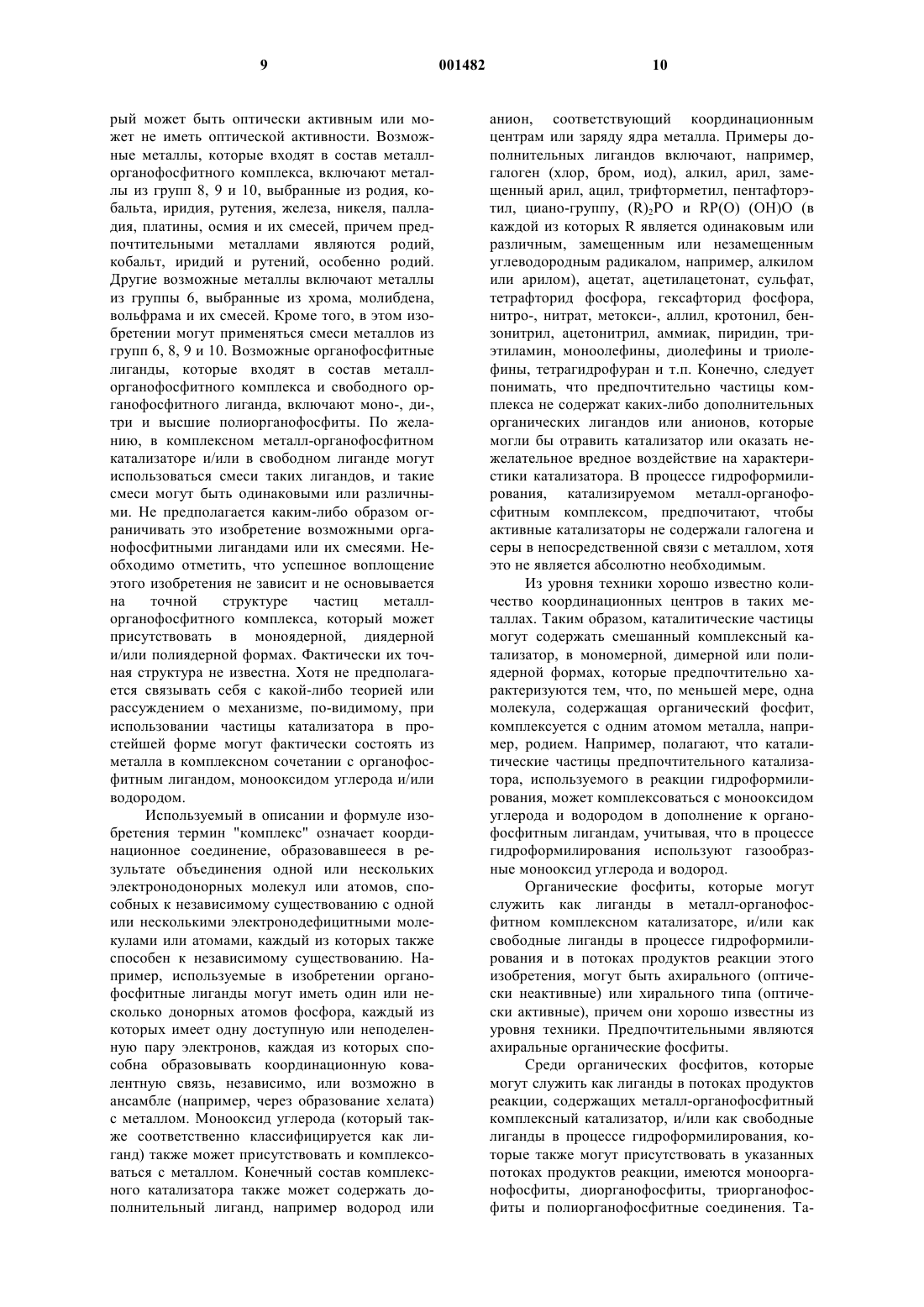
ii) диорганофосфита, представленного формулой

в которой R2 представляет собой замещенный или незамещенный двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, и W является замещенным или незамещенным одновалентным углеводородным радикалом, содержащим от 1 до 18 атомов углерода или более,
iii) триорганофосфита, представленного формулой

в которой каждый R6 является таким же или различным и представляет собой замещенный или незамещенный одновалентный углеводородный радикал; и
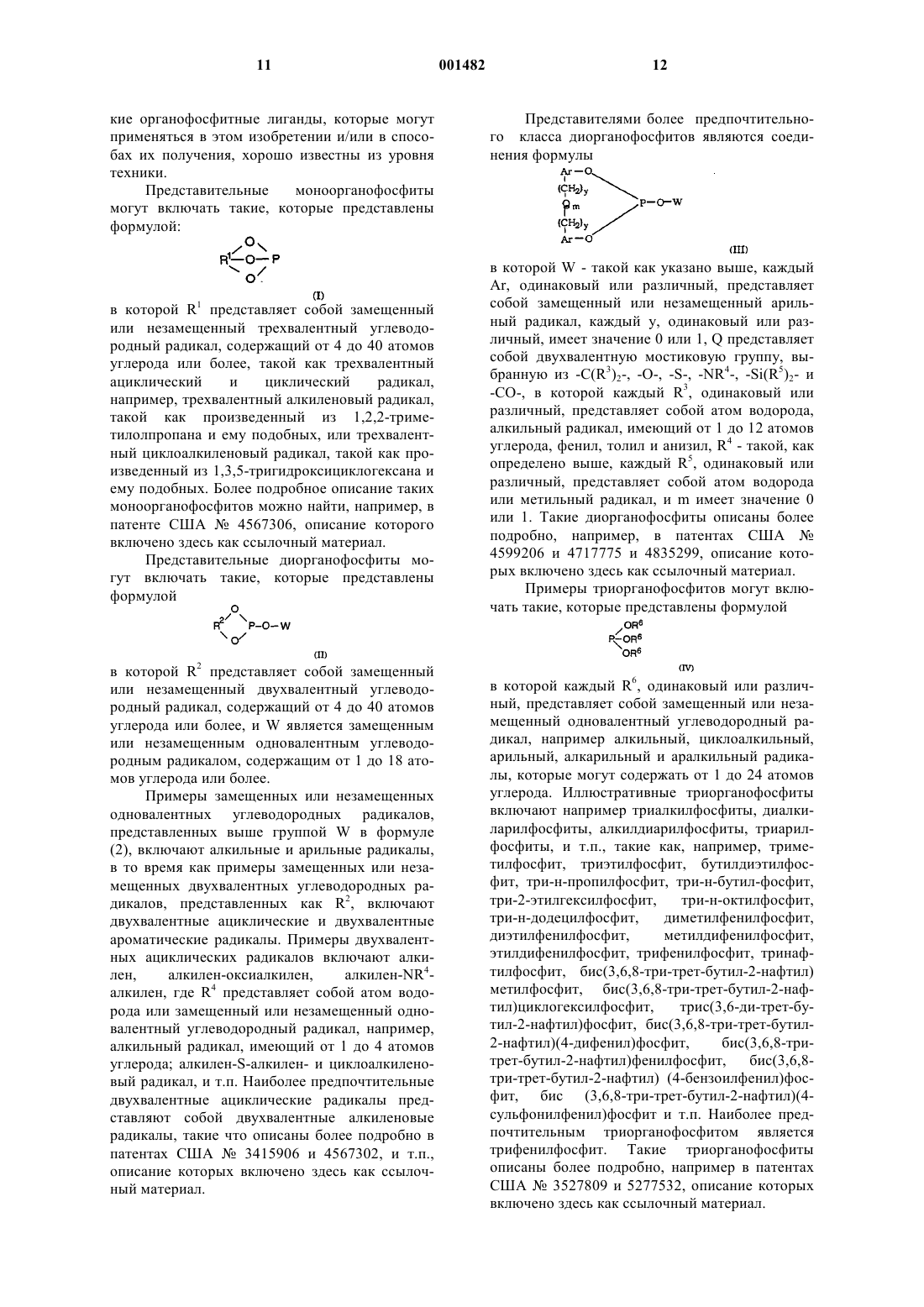
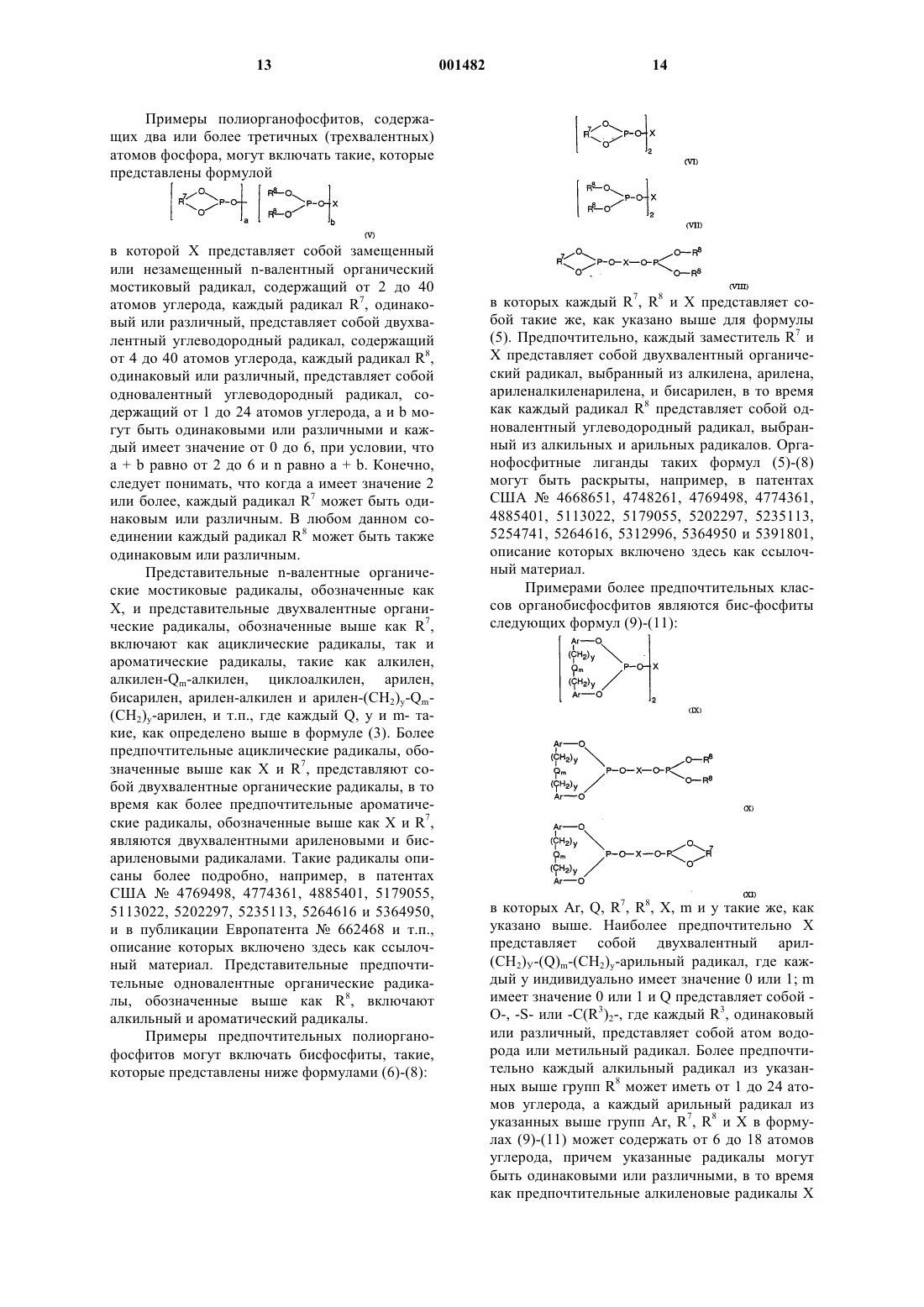
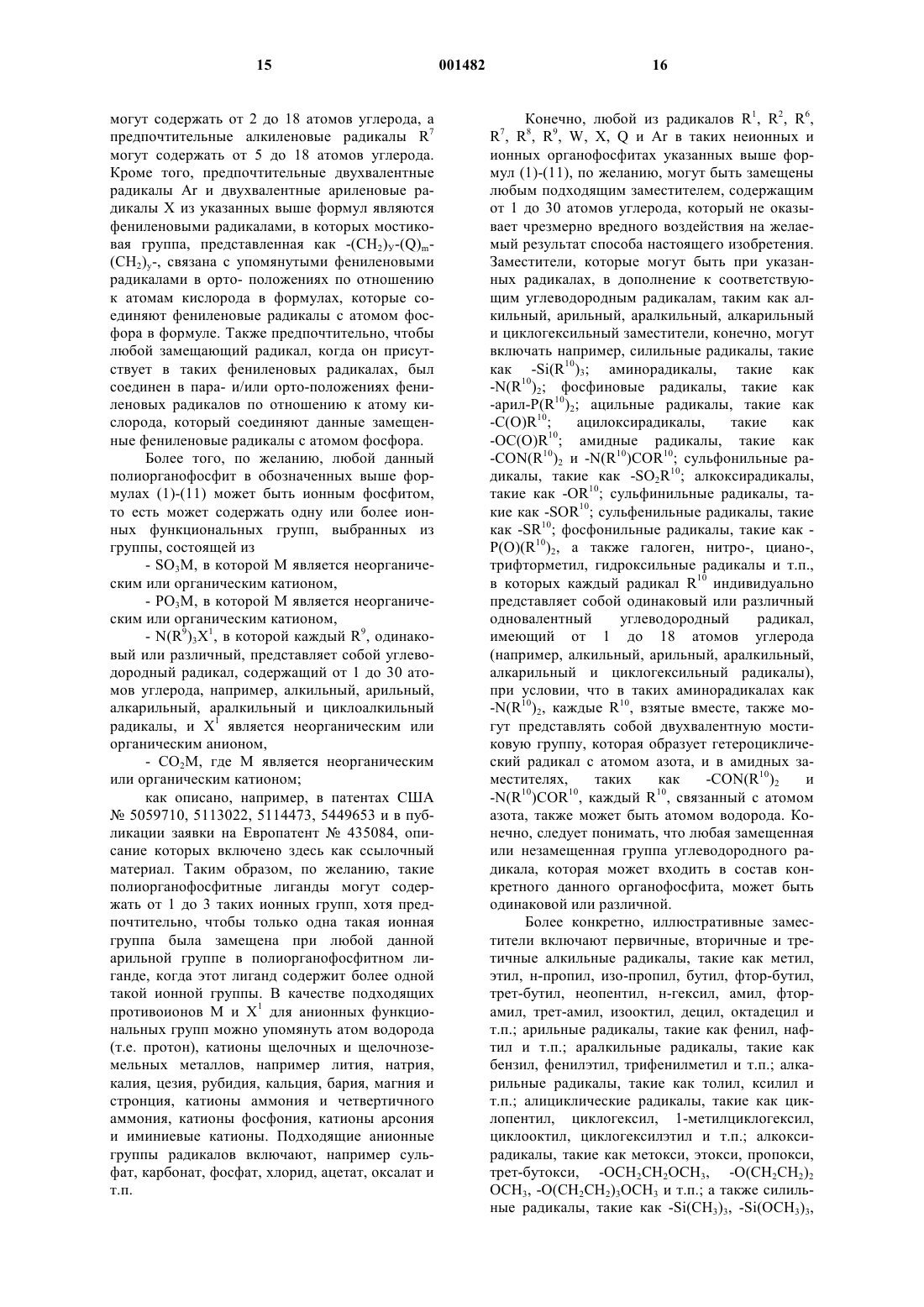
iv) полиорганофосфита, содержащего два или более третичных (трехвалентных) атомов фосфора и представленного формулой

в которой X представляет собой замещенный или незамещенный n-валентный углеводородный мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый радикал R7, одинаковый или различный, представляет собой двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода, каждый радикал R8, одинаковый или различный, представляет собой одновалентный углеводородный радикал, содержащий от 1 до 24 атомов углерода, a и b могут быть одинаковыми или различными и каждый имеет значение от 0 до 6, при условии что а + b равно от 2 до 6 и n равно а + b.
12. Способ по любому из пп.1-11, отличающийся тем, что поток продуктов реакции содержит соединение фосфористой кислоты.
13. Способ по п.12, отличающийся тем, что соединение фосфористой кислоты, присутствующее в потоке продуктов реакции, обрабатывают водным буферным раствором.
14. Способ по п.13, отличающийся тем, что водный буферный раствор содержит смесь солей оксикислот, имеющих значение рН от 3 до 9.
15. Способ по п.14, отличающийся тем, что водный буферный раствор содержит смесь анионов, выбранных из группы, состоящей из фосфатных, карбонатных, цитратных и боратных соединений, и катион, выбранный из группы, состоящей из аммония и щелочных металлов.
16. Способ по п.12, отличающийся тем, что соединение фосфористой кислоты, присутствующее в потоке продуктов реакции, удаляется органическим азотистым соединением, которое также присутствует в указанном потоке продуктов реакции, и в котором, по меньшей мере, некоторое количество соединения фосфористой кислоты в продуктах превращения по реакции между указанным соединением фосфористой кислоты и указанным органическим азотистым соединением также удаляется путем обработки водным буферным раствором.
17. Способ по п.16, отличающийся тем, что органическое азотистое соединение выбирают из группы, состоящей из диазолов, триазолов, диазинов и триазинов.
18. Способ по п.17, отличающийся тем, что органическое азотистое соединение является бензимидазолом или бензотриазолом.
Текст
1 Краткое изложение существа изобретения Область техники Это изобретение относится к усовершенствованному способу гидроформилирования,ориентированному на получение альдегидов и осуществляемому в присутствии металл-органофосфитного комплексного катализатора. Более конкретно, это изобретение относится к способам гидроформилирования, которые можно осуществлять в присутствии диоксида углерода,не вызывая значительное разложение органофосфитного лиганда и дезактивацию комплексного металл-органофосфитного катализатора таких процессов гидроформилирования. Уровень техники Из уровня техники хорошо известно, что альдегиды можно легко получить путем взаимодействия олефиново ненасыщенного вещества с монооксидом углерода в присутствии комплексного родий-органофосфитного катализатора и что предпочтительная технология включает непрерывное гидроформилирование и рециркуляцию катализаторного раствора, такая как описана например, в патентах США 4148830, 4717775 и 4769498. Такие альдегиды имеют широкий спектр применения и например могут использоваться в качестве промежуточных продуктов для гидрирования до алифатических спиртов, для альдольной конденсации с получением пластификаторов и для окисления с получением алифатических кислот. Однако, несмотря на преимущества, присущие таким способам гидроформилирования с рециркуляцией жидкости, содержащей комплексный родий-органофосфитный катализатор,стабилизация катализатора и органофосфитного лиганда остается главной проблемой в этой области техники. Очевидно, что стабильность является ключевой проблемой применения катализатора. Потеря катализатора или каталитической активности вследствие нежелательных превращений весьма дорогостоящих родиевых катализаторов может ухудшать показатели производства целевых альдегидов. Аналогично,разложение органофосфитного лиганда, применяемого в ходе процесса гидроформилирования,может привести к отравляющим органофосфитным соединениям, или ингибиторам, или кислотным побочным продуктам, которые могут снизить активность родиевого катализатора. Кроме того, при снижении производительности катализатора очевидно увеличиваются производственные затраты на получение альдегидного продукта. Для сохранения стабильности катализатора и/или органофосфитного лиганда были предложены многочисленные способы. Например в патенте США 5288918 предложено использовать добавку,повышающую каталитическую активность,такую как вода и/или слабокислотное соединение, в патенте США 5364950 предложено добавлять эпоксидное соединение 2 для стабилизации органофосфитного лиганда, а в патенте США 477361 предложено проводить разделение выпариванием, которое используют для извлечения альдегидного продукта из катализатора в присутствии органического полимера, содержащего полярные функциональные группы, выбранные из класса, включающего амидные, кетонные, мочевинные и карбонатные радикалы, для того чтобы предотвратить и/или снизить осаждение родия из раствора в виде металлического родия или в виде кластеров. Несмотря на значение рекомендаций в указанных ссылках, поиск альтернативных способов и перспективно улучшенного и более эффективного средства стабилизации применяемого родиевого катализатора с органофосфитным лигандом остается актуальной проблемой в этой области техники. Например, основной случай разложения органофосфитного лиганда и дезактивации катализатора в процессах гидроформилирования,катализируемых родий-органофосфитным комплексом, обусловлен гидролитической нестабильностью органофосфитных лигандов. Все органические фосфиты, в той или иной степени,восприимчивы к гидролизу, причем скорость гидролиза органических фосфитов обычно зависит от их стереохимической природы. Вообще, чем больше объем пространственных заместителей при атоме фосфора, тем меньше скорость гидрирования. Например, третичные триорганофосфиты, такие как трифенилфосфит, более восприимчивы к гидролизу,чем диорганофосфиты, такие как описаны в патенте США 4737588 и органополифосфиты,такие что описаны в патентах США 4748261 и 4769498. Более того, во всех таких реакциях гидролиза неизменно образуются соединения фосфористой кислоты, которые катализируют реакции гидролиза, например, при гидролизе третичного органофосфита образуется диэфир фосфоновой кислоты, который может гидролизоваться до моноэфира фосфоновой кислоты,который, в свою очередь, гидролизуется до фосфористой кислоты, Н 3 РО 3. Сверх того, гидролиз вспомогательных продуктов побочных реакций, таких как продуктов взаимодействия диэфира фосфоновой кислоты с альдегидом или некоторых органофосфитных лигандов с альдегидами, может привести к образованию нежелательных сильных альдегидокислот, например нС 3 Н 7 СН(ОН)Р(O)(ОН)2. На самом деле, даже весьма желательные,стерически затрудненные органические бисфосфиты, которые не являются весьма чувствительными к гидролизу, могут взаимодействовать с альдегидным продуктом с образованием отравляющих органофосфитов, например органических монофосфитов, которые не только ингибируют катализ, но гораздо более восприимчивы к гидролизу с образованием альдегидокислотных побочных продуктов, как, например, 3 гидроксиалкилфосфоновой кислоты, как показано, например в патентах США 5288918 и 5364950. Кроме того, гидролиз органофосфитных лигандов можно рассматривать как автокаталитический процесс, с точки зрения образования таких кислотных соединений фосфора, как фосфористая кислота, таких альдегидокислот,как гидроксиалкилфосфоновая кислота, фосфорная кислота и т.п., и если не контролировать каталитическую систему непрерывного процесса гидроформилирования с рециркулирующей жидкой фазой, она со временем будет становиться все более кислотной. Таким образом,самопроизвольное образование во времени неприемлемого количества таких фосфoристокислых материалов может привести к полному разрушению присутствующего органического фосфита, тем самым катализатор гидроформилирования становится полностью не эффективным (дезактивируется), а ценный металлический родий может быть потерян, например вследствие выпадения в осадок или осаждения на стенках реактора. Другой причиной, дающей вклад в образование кислоты в процессе гидроформилирования, является угольная кислота, образующаяся в результате взаимодействия диоксида углерода и воды. Диоксид углерода является примесью в синтез-газе и обычно его удаляют из синтез-газа до его поступления в процесс гидроформилирования. Для удаления диоксида углерода необходимы существенные капитальные затраты на оборудование. Затраты на установку оксосинтеза могут быть значительно снижены, если не потребуется удаление диоксида углерода, тоесть если процесс гидроформилирования можно проводить в присутствии диоксида углерода, и чтобы диоксид углерода не способствовал или не вызывал существенного разложения органофосфитного лиганда и дезактивацию металлорганофосфитного комплексного катализатора таких процессов гидроформилирования. В Европатенте 160249 описаны способы гидроформилирования с использованием водорастворимых родий-фосфиновых комплексов, в которых в реактор можно добавлять диоксид углерода в количестве от 0,5 до 4 объемных процентов, в расчете на смесь водорода, оксида углерода и диоксида углерода, и в которых повышенные концентрации диоксида углерода приводят к снижению скорости реакции гидроформилирования. В соответствии с изложенным, в этой области техники был бы весьма желателен выгодный способ эксплуатации процесса гидроформилирования в присутствии диоксида углерода,в котором не происходит существенное разложение органофосфитного лиганда и дезактивация металл-органофосфитного комплексного катализатора таких процессов гидроформилирования. 4 Раскрытие изобретения Было установлено, что способ гидроформилирования можно осуществлять в присутствии диоксида углерода и растворенной воды и при этом не происходит существенное разложение органофосфитного лиганда и дезактивация металл-органофосфитного комплексного катализатора таких процессов гидроформилирования. Хотя угольная кислота может влиять на гидролиз органофосфитных лигандов, неожиданно было обнаружено, что реакционная система гидроформилирования выдерживает высокие концентрации угольной кислоты без существенного ускорения гидролиза органофосфита. Таким образом, диоксид углерода может присутствовать в реакционной смеси гидроформилирования, и тем самым исключается необходимость существенных капитальных вложений на оборудование для удаления диоксида углерода. Кроме того, было установлено, что наличие диоксида углерода в реакционной смеси не оказывает существенного влияния на скорость реакции гидроформилирования. Это изобретение отчасти относится к способу, который включает взаимодействие одного или нескольких реагентов в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько компонентов, причем этот способ осуществляют в присутствии диоксида углерода, количество которого достаточно, чтобы не происходило существенное разложение любого указанного органофосфитного лиганда и/или значительная дезактивация указанного металл-органофосфитного комплексного катализатора. Отчасти это изобретение также относится к способу гидроформилирования, который включает взаимодействие одного или нескольких олефиново ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, причем этот способ гидроформилирования осуществляют в присутствии диоксида углерода, количество которого достаточно, чтобы не происходило существенное разложение любого указанного органофосфитного лиганда и/или значительная дезактивация указанного металлорганофосфитного комплексного катализатора. Отчасти это изобретение дополнительно относится к способу гидроформилирования,который включает взаимодействие одного или нескольких олефиново ненасыщенных соединений с монооксидом углерода и водородом в присутствии родий-органофосфитного комплексного катализатора и растворенной воды и 5 необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, причем этот способ гидроформилирования осуществляют в присутствии диоксида углерода, количество которого составляет приблизительно от 0,1 до 70 мол.% в расчете на общую газовую смесь. Отчасти это изобретение еще относится к усовершенствованному способу гидроформилирования, который включает: а) взаимодействие,по меньшей мере, в одной реакционной зоне одного или нескольких олефиново ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, и б) выделение, по меньшей мере, в одной зоне разделения, или в упомянутой, по меньшей мере, одной реакционной зоне,одного или нескольких альдегидов из указанного потока продуктов реакции, причем это усовершенствование заключается в исключении необходимости удаления диоксида углерода до введения сырья в упомянутую, по меньшей мере, одну реакционную зону, осуществляя указанный способ гидроформилирования в присутствии диоксида углерода, количество которого достаточно, чтобы не происходило существенное разложение любого указанного органофосфитного лиганда и/или значительная дезактивация указанного металл-органофосфитного комплексного катализатора. Отчасти это изобретение также относится к усовершенствованному способу гидроформилирования, который включает: а) взаимодействие, по меньшей мере, в одной реакционной зоне одного или нескольких олефиново ненасыщенных соединений с монооксидом углерода и водородом в присутствии родий-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, и б) выделение, по меньшей мере, в одной зоне разделения, или в упомянутой, по меньшей мере, одной реакционной зоне одного или нескольких альдегидов из указанного потока продуктов реакции, причем это усовершенствование заключается в исключении необходимости удаления диоксида углерода до введения сырья в упомянутую, по меньшей мере, одну реакционную зону, осуществляя указанный способ гидроформилирования в присутствии диоксида углерода, количество которого составляет приблизительно от 0,1 до 70 мол.% в расчете на общую газовую смесь. Подробное описание изобретения Способы гидроформилирования этого изобретения могут быть асимметричными или не 001482 6 асимметричными, причем предпочтительными являются не-асимметричные способы, которые могут осуществляться любым непрерывным или полунепрерывным образом и могут включать любую желаемую рециркуляцию жидкого катализатора и/или газового потока. Таким образом, должно быть ясно, что конкретный способ гидроформилирования для получения таких альдегидов из олефиновых ненасыщенных соединений, а также условия реакции и компоненты процесса гидроформилирования не являются существенными признаками этого изобретения. Подразумевается, что используемый здесь термин "гидроформилирование" включает (но не ограничивается) все возможные способы асимметричного и не-асимметричного гидроформилирования, которые включают превращение одного или нескольких замещенных или незамещенных олефиновых соединений или реакционной смеси, содержащей одно или несколько замещенных или незамещенных олефиновых соединений, в один или несколько замещенных или незамещенных альдегидов, или в реакционную смесь, содержащую один или несколько замещенных или незамещенных альдегидов. Подразумевается, что используемый здесь термин "поток продуктов реакции" включает(но не ограничивается) реакционную смесь, содержащую любой один или несколько из следующих компонентов: а) металл-органофосфитный комплексный катализатор, b) свободный органофосфитный лиганд, с) одно или несколько соединений фосфористой кислоты, образовавшихся в этой реакции, d) альдегидный продукт реакции, е) непрореагировавшие реагенты,f) органический солюбилизирующий агент для указанного металл-органофосфитного комплексного катализатора и упомянутого органофосфитного лиганда. Поток продуктов реакции включает (но не ограничивается): а) реакционную смесь в реакционной зоне, b) поток реакционной смеси на пути в зону разделения, с) поток реакционной смеси в зоне разделения, d) рециркулирующий поток между зоной разделения и реакционной зоной, е) реакционную смесь, выводимую из реакционной зоны или зоны разделения для обработки в зоне удаления кислоты, f) выведенную реакционную смесь, обработанную в зоне удаления кислоты, д) обработанную реакционную смесь, возвращаемую в реакционную зону или зону разделения и h) реакционную смесь во внешнем холодильнике. Используемое здесь выражение вся газовая смесь относится ко всей паровой фазе способа гидроформилирования и включает (но не ограничивается) смесь монооксида углерода, водорода, диоксида углерода, олефинов, побочных продуктов реакции,продуктов и инертных агентов. Примеры процессов гидроформилирования, катализируемых металл-органофосфитным 7 комплексным катализатором, в которых может проявляться такое гидролитическое разложение органофосфитного лиганда и дезактивация катализатора, включает такие процессы, которые описаны, например, в патентах США 4148830, 4593127, 4769498, 4717775, 4774361,4885401, 5264616, 5288918, 5360938, 5364950 и 5491266, описание которых включено в изобретение как ссылочный материал. Соответственно,способы переработки гидроформилированием этого изобретения могут соответствовать любому известному способу переработки. Предпочтительными способами являются те, которые включают рециркуляцию жидкого катализатора процесса гидроформилирования. Вообще, такие способы гидроформилирования с рециркуляцией жидкого катализатора включают производство альдегидов посредством взаимодействия олефиново ненасыщенного соединения с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора в жидкой среде,которая также содержит органический растворитель катализатора и лиганд. Предпочтительно, свободный органофосфитный лиганд также присутствует в жидкой реакционной среде гидроформилирования. Термин "свободный органофосфитный лиганд" означает органофосфитный лиганд, который не закомплексован (не связан и не присоединен) с металлом, например атомом металла комплексного катализатора. Процедура рециркуляции обычно включает или непрерывное, или периодическое выведение части реакционной смеси, содержащей катализатор и альдегидный продукт, из реактора гидроформилирования (т.е. реакционной зоны) и выделения из нее альдегидного продукта посредством использования композитной мембраны, такой как описано в патенте США 5430194 и поданной одновременно заявке на патент США с порядковым 08/430790 от 5 мая 1995 г., описание которых включено в изобретение как ссылочный материал, или с помощью более традиционного и предпочтительного способа перегонки смеси (т.е. разделение при испарении) на одной или нескольких стадиях при нормальном, пониженном или повышенном давлении, как целесообразно, в отдельной зоне перегонки, причем остаток, содержащий неиспаряющийся металлический катализатор, рециркулирует в реакционную зону, как описано,например, в патенте США 5288918. Конденсацию летучих веществ, их разделение и дальнейшее извлечение, например посредством последующей дистилляции, можно осуществлять любым традиционным способом. Неочищенный альдегидный продукт можно подавать на последующую очистку и разделение изомеров, по желанию, причем любые извлеченные реагенты,например исходные олефиновые соединения и синтез-газ, можно рециркулировать в зону гидроформилирования (в реактор). Извлеченный 8 при таком мембранном разделении рафинат,содержащий металлический катализатор, или извлеченный при таком испарительном разделении остаток, содержащий неиспаряющийся металлический катализатор, можно рециркулировать в зону гидроформилирования (в реактор) любым желаемым традиционным способом. В предпочтительном варианте воплощения изобретения используемый здесь термин - поток продуктов реакции гидроформилирования включает любой поток, полученный в любом соответствующем процессе гидроформилирования, содержащий, по меньшей мере, небольшое количество четырех основных различных составных частей или компонентов, то есть, альдегидный продукт, металл-органофосфитный комплексный катализатор, свободный органофосфитный лиганд и органический солюбилизирующий агент для указанного катализатора,причем этот свободный лиганд и компоненты,соответствуют тем, что используются и/или образуются в процессе гидроформилирования, из которых может быть выведен исходный материал реакционной смеси гидроформилирования. Следует понимать, что используемые здесь составы реакционной смеси гидроформилирования могут и обычно содержат небольшое количество дополнительных компонентов, таких как те, что либо специально применяются в процессе гидроформилирования, либо образуются в ходе указанного процесса. Примеры таких компонентов, которые также могут присутствовать,включают непрореагировавший исходный олефиновый материал, газообразные монооксид углерода и водород и продукты, типа образовавшихся по ходу реакции, такие как насыщенные углеводороды и/или непрореагировавшие изомеризовавшиеся олефины, соответствующие исходному олефиновому материалу, и высококипящие побочные продукты конденсации альдегидов, а также другие инертные материалы типа сорастворителей или углеводородных добавок, если они применяются. Примеры металл-органофосфитных комплексных катализаторов, которые могут применяться в таких процессах гидроформилирования, которые охвачены этим изобретением, а также способы их получения хорошо известны из уровня техники и включают раскрытые в упомянутых выше патентах. В общем, такие катализаторы могут формироваться заранее или они образуются на месте, как описано в этих ссылках, и фактически состоят из металла в комплексном сочетании с органофосфитным лигандом. Полагают, что монооксид углерода также присутствует и комплексуется с металлом в активных частицах. Эти активные частицы также могут содержать водород, непосредственно связанный с металлом. Катализатор, применяемый в процессе гидроформилирования, включает металл-органофосфитный комплексный катализатор, кото 9 рый может быть оптически активным или может не иметь оптической активности. Возможные металлы, которые входят в состав металлорганофосфитного комплекса, включают металлы из групп 8, 9 и 10, выбранные из родия, кобальта, иридия, рутения, железа, никеля, палладия, платины, осмия и их смесей, причем предпочтительными металлами являются родий,кобальт, иридий и рутений, особенно родий. Другие возможные металлы включают металлы из группы 6, выбранные из хрома, молибдена,вольфрама и их смесей. Кроме того, в этом изобретении могут применяться смеси металлов из групп 6, 8, 9 и 10. Возможные органофосфитные лиганды, которые входят в состав металлорганофосфитного комплекса и свободного органофосфитного лиганда, включают моно-, ди-,три и высшие полиорганофосфиты. По желанию, в комплексном металл-органофосфитном катализаторе и/или в свободном лиганде могут использоваться смеси таких лигандов, и такие смеси могут быть одинаковыми или различными. Не предполагается каким-либо образом ограничивать это изобретение возможными органофосфитными лигандами или их смесями. Необходимо отметить, что успешное воплощение этого изобретения не зависит и не основывается на точной структуре частиц металлорганофосфитного комплекса, который может присутствовать в моноядерной, диядерной и/или полиядерной формах. Фактически их точная структура не известна. Хотя не предполагается связывать себя с какой-либо теорией или рассуждением о механизме, по-видимому, при использовании частицы катализатора в простейшей форме могут фактически состоять из металла в комплексном сочетании с органофосфитным лигандом, монооксидом углерода и/или водородом. Используемый в описании и формуле изобретения термин "комплекс" означает координационное соединение, образовавшееся в результате объединения одной или нескольких электронодонорных молекул или атомов, способных к независимому существованию с одной или несколькими электронoдефицитными молекулами или атомами, каждый из которых также способен к независимому существованию. Например, используемые в изобретении органофосфитные лиганды могут иметь oдин или несколько донорных атомов фосфора, каждый из которых имеет одну доступную или неподеленную пару электронов, каждая из которых способна образовывать координационную ковалентную связь, независимо, или возможно в ансамбле (например, через образование хелата) с металлом. Монооксид углерода (который также соответственно классифицируется как лиганд) также может присутствовать и комплексоваться с металлом. Конечный состав комплексного катализатора также может содержать дополнительный лиганд, например водород или 10 анион, соответствующий координационным центрам или заряду ядра металла. Примеры дополнительных лигандов включают, например,галоген (хлор, бром, иод), алкил, арил, замещенный арил, ацил, трифторметил, пентафторэтил, циано-группу, (R)2 РО и RP(O) (ОН)O (в каждой из которых R является одинаковым или различным, замещенным или незамещенным углеводородным радикалом, например, алкилом или арилом), ацетат, ацетилацетонат, сульфат,тетрафторид фосфора, гексафторид фосфора,нитро-, нитрат, метокси-, аллил, кротонил, бензонитрил, ацетонитрил, аммиак, пиридин, триэтиламин, моноолефины, диолефины и триолефины, тетрагидрофуран и т.п. Конечно, следует понимать, что предпочтительно частицы комплекса не содержат каких-либо дополнительных органических лигандов или анионов, которые могли бы отравить катализатор или оказать нежелательное вредное воздействие на характеристики катализатора. В процессе гидроформилирования, катализируемом металл-органофосфитным комплексом, предпочитают, чтобы активные катализаторы не содержали галогена и серы в непосредственной связи с металлом, хотя это не является абсолютно необходимым. Из уровня техники хорошо известно количество координационных центров в таких металлах. Таким образом, каталитические частицы могут содержать смешанный комплексный катализатор, в мономерной, димерной или полиядерной формах, которые предпочтительно характеризуются тем, что, по меньшей мере, одна молекула, содержащая органический фосфит,комплексуется с одним атомом металла, например, родием. Например, полагают, что каталитические частицы предпочтительного катализатора, используемого в реакции гидроформилирования, может комплексоваться с монооксидом углерода и водородом в дополнение к органофосфитным лигандам, учитывая, что в процессе гидроформилирования используют газообразные монооксид углерода и водород. Органические фосфиты, которые могут служить как лиганды в металл-органофосфитном комплексном катализаторе, и/или как свободные лиганды в процессе гидроформилирования и в потоках продуктов реакции этого изобретения, могут быть ахирального (оптически неактивные) или хирального типа (оптически активные), причем они хорошо известны из уровня техники. Предпочтительными являются ахиральные органические фосфиты. Среди органических фосфитов, которые могут служить как лиганды в потоках продуктов реакции, содержащих металл-органофосфитный комплексный катализатор, и/или как свободные лиганды в процессе гидроформилирования, которые также могут присутствовать в указанных потоках продуктов реакции, имеются моноорганофосфиты, диорганофосфиты, триорганофосфиты и полиорганофосфитные соединения. Та 11 кие органофосфитные лиганды, которые могут применяться в этом изобретении и/или в способах их получения, хорошо известны из уровня техники. Представительные моноорганофосфиты могут включать такие, которые представлены формулой: в которой R1 представляет собой замещенный или незамещенный трехвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, такой как трехвалентный ациклический и циклический радикал,например, трехвалентный алкиленовый радикал,такой как произведенный из 1,2,2-триметилолпропана и ему подобных, или трехвалентный циклоалкиленовый радикал, такой как произведенный из 1,3,5-тригидроксициклогексана и ему подобных. Более подробное описание таких моноорганофосфитов можно найти, например, в патенте США 4567306, описание которого включено здесь как ссылочный материал. Представительные диорганофосфиты могут включать такие, которые представлены формулой в которой R2 представляет собой замещенный или незамещенный двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, и W является замещенным или незамещенным одновалентным углеводородным радикалом, содержащим от 1 до 18 атомов углерода или более. Примеры замещенных или незамещенных одновалентных углеводородных радикалов,представленных выше группой W в формуле(2), включают алкильные и арильные радикалы,в то время как примеры замещенных или незамещенных двухвалентных углеводородных радикалов, представленных как R2, включают двухвалентные ациклические и двухвалентные ароматические радикалы. Примеры двухвалентных ациклических радикалов включают алкилен,алкилен-оксиалкилен,алкилен-NR44 алкилен, где R представляет собой атом водорода или замещенный или незамещенный одновалентный углеводородный радикал, например,алкильный радикал, имеющий от 1 до 4 атомов углерода; алкилен-S-алкилен- и циклоалкиленовый радикал, и т.п. Наиболее предпочтительные двухвалентные ациклические радикалы представляют собой двухвалентные алкиленовые радикалы, такие что описаны более подробно в патентах США 3415906 и 4567302, и т.п.,описание которых включено здесь как ссылочный материал. 12 Представителями более предпочтительного класса диорганофосфитов являются соединения формулы в которой W - такой как указано выше, каждый Аr, одинаковый или различный, представляет собой замещенный или незамещенный арильный радикал, каждый у, одинаковый или различный, имеет значение 0 или 1, Q представляет собой двухвалентную мостиковую группу, выбранную из -C(R3)2-, -O-, -S-, -NR4-, -Si(R5)2- и-СО-, в которой каждый R3, одинаковый или различный, представляет собой атом водорода,алкильный радикал, имеющий от 1 до 12 атомов углерода, фенил, толил и анизил, R4 - такой, как определено выше, каждый R5, одинаковый или различный, представляет собой атом водорода или метильный радикал, и m имеет значение 0 или 1. Такие диорганофосфиты описаны более подробно, например, в патентах США 4599206 и 4717775 и 4835299, описание которых включено здесь как ссылочный материал. Примеры триорганофосфитов могут включать такие, которые представлены формулой в которой каждый R6, одинаковый или различный, представляет собой замещенный или незамещенный одновалентный углеводородный радикал, например алкильный, циклоалкильный,арильный, алкарильный и аралкильный радикалы, которые могут содержать от 1 до 24 атомов углерода. Иллюстративные триорганофосфиты включают например триалкилфосфиты, диалкиларилфосфиты, алкилдиарилфосфиты, триарилфосфиты, и т.п., такие как, например, триметилфосфит, триэтилфосфит, бутилдиэтилфосфит, три-н-пропилфосфит, три-н-бутил-фосфит,три-2-этилгексилфосфит,три-н-октилфосфит,три-н-додецилфосфит,диметилфенилфосфит,диэтилфенилфосфит,метилдифенилфосфит,этилдифенилфосфит, трифенилфосфит, тринафтилфосфит, бис(3,6,8-три-трет-бутил-2-нафтил) метилфосфит, бис(3,6,8-три-трет-бутил-2-нафтил)циклогексилфосфит,трис(3,6-ди-трет-бутил-2-нафтил)фосфит, бис(3,6,8-три-трет-бутил 2-нафтил)(4-дифенил)фосфит,бис(3,6,8-тритрет-бутил-2-нафтил)фенилфосфит,бис(3,6,8 три-трет-бутил-2-нафтил) (4-бензоилфенил)фосфит, бис (3,6,8-три-трет-бутил-2-нафтил)(4 сульфонилфенил)фосфит и т.п. Наиболее предпочтительным триорганофосфитом является трифенилфосфит. Такие триорганофосфиты описаны более подробно, например в патентах США 3527809 и 5277532, описание которых включено здесь как ссылочный материал. Примеры полиорганофосфитов, содержащих два или более третичных (трехвалентных) атомов фосфора, могут включать такие, которые представлены формулой в которой X представляет собой замещенный или незамещенный n-валентный органический мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый радикал R7, одинаковый или различный, представляет собой двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода, каждый радикал R8,одинаковый или различный, представляет собой одновалентный углеводородный радикал, содержащий от 1 до 24 атомов углерода, а и b могут быть одинаковыми или различными и каждый имеет значение от 0 до 6, при условии, что а + b равно от 2 до 6 и n равно a + b. Конечно,следует понимать, что когда а имеет значение 2 или более, каждый радикал R7 может быть одинаковым или различным. В любом данном соединении каждый радикал R8 может быть также одинаковым или различным. Представительные n-валентные органические мостиковые радикалы, обозначенные какX, и представительные двухвалентные органические радикалы, обозначенные выше как R7,включают как ациклические радикалы, так и ароматические радикалы, такие как алкилен,алкилен-Qm-алкилен, циклоалкилен, арилен,бисарилен, арилен-алкилен и арилен-(СН 2)y-Qm(СН 2)у-арилен, и т.п., где каждый Q, у и m- такие, как определено выше в формуле (3). Более предпочтительные ациклические радикалы, обозначенные выше как X и R7, представляют собой двухвалентные органические радикалы, в то время как более предпочтительные ароматические радикалы, обозначенные выше как X и R7,являются двухвалентными ариленовыми и бисариленовыми радикалами. Такие радикалы описаны более подробно, например, в патентах США 4769498, 4774361, 4885401, 5179055,5113022, 5202297, 5235113, 5264616 и 5364950,и в публикации Европатента 662468 и т.п.,описание которых включено здесь как ссылочный материал. Представительные предпочтительные одновалентные органические радикалы, обозначенные выше как R8, включают алкильный и ароматический радикалы. Примеры предпочтительных полиорганофосфитов могут включать бисфосфиты, такие,которые представлены ниже формулами (6)-(8): в которых каждый R7, R8 и X представляет собой такие же, как указано выше для формулыX представляет собой двухвалентный органический радикал, выбранный из алкилена, арилена,ариленалкиленарилена, и бисарилен, в то время как каждый радикал R8 представляет собой одновалентный углеводородный радикал, выбранный из алкильных и арильных радикалов. Органофосфитные лиганды таких формул (5)-(8) могут быть раскрыты, например, в патентах США 4668651, 4748261, 4769498, 4774361,4885401, 5113022, 5179055, 5202297, 5235113,5254741, 5264616, 5312996, 5364950 и 5391801,описание которых включено здесь как ссылочный материал. Примерами более предпочтительных классов органобисфосфитов являются бис-фосфиты следующих формул (9)-(11): в которых Ar, Q, R7, R8, X, m и у такие же, как указано выше. Наиболее предпочтительно X представляет собой двухвалентный арил(СН 2)У-(Q)m-(СН 2)у-арильный радикал, где каждый у индивидуально имеет значение 0 или 1; m имеет значение 0 или 1 и Q представляет собой O-, -S- или -C(R3)2-, где каждый R3, одинаковый или различный, представляет собой атом водорода или метильный радикал. Более предпочтительно каждый алкильный радикал из указанных выше групп R8 может иметь от 1 до 24 атомов углерода, а каждый арильный радикал из указанных выше групп Ar, R7, R8 и X в формулах (9)-(11) может содержать от 6 до 18 атомов углерода, причем указанные радикалы могут быть одинаковыми или различными, в то время как предпочтительные алкиленовые радикалы X 15 могут содержать от 2 до 18 атомов углерода, а предпочтительные алкиленовые радикалы R7 могут содержать от 5 до 18 атомов углерода. Кроме того, предпочтительные двухвалентные радикалы Аr и двухвалентные ариленовые радикалы X из указанных выше формул являются фениленовыми радикалами, в которых мостиковая группа, представленная как -(СН 2)У-(Q)m(CH2)y-, связана с упомянутыми фениленовыми радикалами в орто- положениях по отношению к атомам кислорода в формулах, которые соединяют фениленовые радикалы с атомом фосфора в формуле. Также предпочтительно, чтобы любой замещающий радикал, когда он присутствует в таких фениленовых радикалах, был соединен в пара- и/или орто-положениях фениленовых радикалов по отношению к атому кислорода, который соединяют данные замещенные фениленовые радикалы с атомом фосфора. Более того, по желанию, любой данный полиорганофосфит в обозначенных выше формулах (1)-(11) может быть ионным фосфитом,то есть может содержать одну или более ионных функциональных групп, выбранных из группы, состоящей из- SО 3 М, в которой М является неорганическим или органическим катионом,- РО 3 М, в которой М является неорганическим или органическим катионом,- N(R9)3X1, в которой каждый R9, одинаковый или различный, представляет собой углеводородный радикал, содержащий от 1 до 30 атомов углерода, например, алкильный, арильный,алкарильный, аралкильный и циклоалкильный радикалы, и X1 является неорганическим или органическим анионом,- СO2 М, где М является неорганическим или органическим катионом; как описано, например, в патентах США 5059710, 5113022, 5114473, 5449653 и в публикации заявки на Европатент 435084, описание которых включено здесь как ссылочный материал. Таким образом, по желанию, такие полиорганофосфитные лиганды могут содержать от 1 до 3 таких ионных групп, хотя предпочтительно, чтобы только одна такая ионная группа была замещена при любой данной арильной группе в полиорганофосфитном лиганде, когда этот лиганд содержит более одной такой ионной группы. В качестве подходящих противоионов М и X1 для анионных функциональных групп можно упомянуть атом водорода(т.е. протон), катионы щелочных и щелочноземельных металлов, например лития, натрия,калия, цезия, рубидия, кальция, бария, магния и стронция, катионы аммония и четвертичного аммония, катионы фосфония, катионы арсония и иминиевые катионы. Подходящие анионные группы радикалов включают, например сульфат, карбонат, фосфат, хлорид, ацетат, оксалат и т.п. 16 Конечно, любой из радикалов R1, R2, R6,R , R8, R9, W, X, Q и Аr в таких неионных и ионных органофосфитах указанных выше формул (1)-(11), по желанию, могут быть замещены любым подходящим заместителем, содержащим от 1 до 30 атомов углерода, кoторый не оказывает чрезмерно вредного воздействия на желаемый результат способа настоящего изобретения. Заместители, которые могут быть при указанных радикалах, в дополнение к соответствующим углеводородным радикалам, таким как алкильный, арильный, аралкильный, алкарильный и циклогексильный заместители, конечно, могут включать например, силильные радикалы, такие как -Si(R10)3; аминорадикалы, такие как-CON(R10)2 и -N(R10)COR10; сульфонильные радикалы, такие как -SO2R10; алкоксирадикалы,такие как -OR10; сульфинильные радикалы, такие как -SOR10; сульфенильные радикалы, такие как -SR10; фосфонильные радикалы, такие как Р(O)(R10)2, а также галоген, нитро-, циано-,трифторметил, гидроксильные радикалы и т.п.,в которых каждый радикал R10 индивидуально представляет собой одинаковый или различный одновалентный углеводородный радикал,имеющий от 1 до 18 атомов углерода-N(R10)2, каждые R10, взятые вместе, также могут представлять собой двухвалентную мостиковую группу, которая образует гетероциклический радикал с атомом азота, и в амидных заместителях,таких как-N(R )COR , каждый R , связанный с атомом азота, также может быть атомом водорода. Конечно, следует понимать, что любая замещенная или незамещенная группа углеводородного радикала, которая может входить в состав конкретного данного органофосфита, может быть одинаковой или различной. Более конкретно, иллюстративные заместители включают первичные, вторичные и третичные алкильные радикалы, такие как метил,этил, н-пропил, изо-пропил, бутил, фтор-бутил,трет-бутил, неопентил, н-гексил, амил, фторамил, трет-амил, изооктил, децил, октадецил и т.п.; арильные радикалы, такие как фенил, нафтил и т.п.; аралкильные радикалы, такие как бензил, фенилэтил, трифенилметил и т.п.; алкарильные радикалы, такие как толил, ксилил и т.п.; алициклические радикалы, такие как циклопентил, циклогексил, 1-метилциклогексил,циклооктил, циклогексилэтил и т.п.; алкоксирадикалы, такие как метокси, этокси, пропокси,трет-бутокси, -ОСН 2 СН 2 ОСН 3, -О(СН 2 СН 2)2 ОСН 3, -О(СН 2 СН 2)3 ОСН 3 и т.п.; а также силильные радикалы, такие как -Si(CH3)3, -Si(OCH3)3,7-Р(O)(С 6 Н 5)2,-Р(O)(СН 3)2,-Р(O)(С 3 Н 7)2,Р(O)(С 4 Н 9)2,-Р(O)(С 2 Н 5)2,-P(O)(C6H13)2, -Р(O)СН 3(С 6 Н 5) , -Р(O)Н(С 6 Н 5), и т.п. Конкретные иллюстративные примеры таких органофосфитных лигандов включают следующие: 2-трет-бутил-4-метоксифенил(3,3'-ди-третбутил-5,5'-диметокси-1,1'-дифенил-2,2'диил)фосфит, имеющий формулу Лиганд V Как отмечалось выше, металл-органофосфитные комплексные катализаторы, применяемые в настоящем изобретении могут быть получены способами, которые известны из уровня техники. Металл-органофосфитные комплексные катализаторы могут иметь гомогенную или гетерогенную форму. Например, предварительно сформированные родийгидридо-карбонилорганофосфитные комплексные катализаторы могут быть получены и введены в реакционную смесь процесса гидроформилирования. Более предпочтительно, комплексные родий-органофосфитные катализаторы могут быть приготовлены из предшественника родиевого катализатора, который может быть введен в реакционную смесь для формирования активного катализатора на месте. Например, такие предшественники родиевого катализатора, как родийдикарбонил-ацетилацетонат, оксид родия (3), тетрародийдодекакарбонил, гексародийгексадекакарбонил, нитрат родия (3) и т.п. могут быть введены в реакционную смесь наряду с органофосфитным лигандом для формирования активного катализатора на месте. В предпочтительном варианте воплощения этого изобретения в качестве родиевого предшественники используют родийдикарбонилацетилацетонат, который взаимодействует с органофосфитным лигандом с образованием предшественника комплексного родий-органофосфитного катализатора, который вводят в реактор, наряду с избытком свободного органофосфитного лиганда для формирования активного катализатора на месте. В любом случае, в целях этого изобретения является достаточным,чтобы все лиганды монооксид углерода, водород и органофосфитное соединение были способны комплексоваться с металлом и чтобы активный металл-органофосфитный комплексный катализатор присутствовал в реакционной смеси в условиях, используемых для процесса гидроформилирования. Более конкретно, может формироваться композиция предшественника катализатора,которая фактически состоит из солюбилизированного предшественника металл-органофосфитного комплексного катализатора, органического растворителя и свободного органофосфитного лиганда. Такие композиции предшественника могут быть получены путем формирования раствора исходного родиевого материала, такого как оксид, гидрид, карбонил или(или не могут) быть в комплексном сочетании с органофосфитным лигандом, как указано в описании. Можно использовать любой подходящий исходный родиевый материал, например родийдикарбонил-ацетилацетонат, оксид родия (3),тетрародийдодекакарбонил, гексародийгексадекакарбонил, нитрат родия (3) и родийкарбонилгидриды с органофосфитным лигандом. Карбонильные и органофосфитные лиганды, если они уже не закомплексованы с исходным родием,могут комплексоваться с родием или до, или в ходе процесса гидроформилирования, на месте. В целях иллюстрации, предпочтительная композиция предшественника катализатора этого изобретения фактически состоит из солюбилизированного предшественника металлорганофосфитного комплексного катализатора,растворителя и необязательно свободного органофосфитного лиганда. Эту композицию получают путем формирования раствора родийдикарбонил-ацетилацетоната, органического растворителя и органофосфитного лиганда, как указано в описании. Органофосфитный лиганд легко замещает один из карбонильных лигандов в предшественнике - родий-ацетилацетонатном комплексе при комнатной температуре, что подтверждается выделением газообразного монооксида углерода. Эту реакцию замещения, по желанию, можно ускорить путем нагревания раствора. Можно использовать любой подходящий органический растворитель, в котором растворимы как предшественник родийдикарбонил-ацетилацетонатный комплекс, так и предшественник - родий-органофосфитный комплекс. Количества комплексного предшественника родиевого катализатора, органического растворителя и органофосфитного лиганда, а также предпочтительные варианты их воплощения, имеющиеся в таких композициях предшественника катализатора, очевидно, могут соответствовать тем количествам, которые применяются в способе гидроформилирования настоящего изобретения. Практика показала, что ацетил-ацетонатный лиганд в предшественнике катализатора замещается, после того как начался процесс гидроформилирования, другим лигандом, например водородом, монооксидом углерода или органофосфитным лигандом, с образованием активного комплексного катализатора,как пояснено выше. Ацетилацетон, который высвобождается из предшественника катализатора в условиях гидроформилирования, удаляется из реакционной среды с альдегидным продуктом, и таким образом, никак не ухудшает процесс гидроформилирования. Применение таких композиций комплексного родийорганофосфитного предшественника катализатора обеспечивает простой, экономичный и эффективный способ манипулирования с родиевым предшественником и пуском гидроформилирования. 24 Соответственно металл-органофосфитные комплексные катализаторы, используемые в способе настоящего изобретения, фактически состоят из металла, закомплексованного с монооксидом углерода и органофосфитным лигандом, причем этот лиганд связан (закомплексован) с металлом хелатной и/или нехелатной связью. Более того, используемый здесь термин"фактически состоит из" не исключает, а скорее включает водород, закомплексованный с металлом, в дополнение к монооксиду углерода и органофосфитному лиганду. Кроме того, такая терминология не исключает возможности того,что и другие органические лиганды и/или анионы могут также комплексоваться с металлом. Нежелательными являются материалы в таких количествах, которые чрезмерно отравляют или дезактивируют катализатор, и таким образом,наиболее желательно, чтобы катализатор не содержал таких примесей, как связанный с металлом галоген (например, хлор и т.п.), хотя это не является абсолютно необходимым. Водородный и/или карбонильный лиганды в активном металл-органофосфитном комплексном катализаторе могут присутствовать в результате того,что они были лигандами, связанными с предшественником катализатора, и/или в результате образования на месте, например вследствие того, что в способе гидроформилирования этого изобретения используются газообразные водород и монооксид углерода. Как отмечалось, способы гидроформилирования настоящего изобретения включают применение металл-органофосфитного комплексного катализатора, описанного здесь. Конечно, также можно использовать смеси таких катализаторов, по желанию. Необходимое количество металл-органофосфитного комплексного катализатора, присутствующее в реакционной среде данного способа гидроформилирования,защищаемого этим изобретением, - это минимальное количество, необходимое для обеспечения заданной концентрации металла, которую желательно использовать и которая будет предоставлять основу для минимального каталитического количества металла, требующегося для катализа конкретного рассматриваемого процесса гидроформилирования, например, такого,который описан в упомянутых выше патентах. Вообще, для большинства процессов должна быть достаточной концентрация металла, например родия, в интервале приблизительно от 10 частей на миллион (ч/млн) до 1000 ч/млн, в расчете на свободный родий в реакционной среде гидроформилирования, хотя обычно предпочитают использовать приблизительно от 10 до 500 ч/млн металла и более предпочтительно,приблизительно от 25 до 350 ч/млн металла,например, родия. Кроме металл-органофосфитного комплексного катализатора, в реакционной среде гидроформилирования также может присутст 25 вовать свободный органофосфитный лиганд(т.е. лиганд, который не закомплексован с металлом). Этот свободный органофосфитный лиганд может соответствовать любому из указанных выше органофосфитных лигандов, которые могут применяться в изобретении. Предпочтительно, чтобы свободный органофосфитный лиганд был идентичен органофосфитному лиганду в применяемом металл-органофосфитном комплексном катализаторе. Однако нет необходимости в том, чтобы такие лиганды были одинаковыми для любого данного способа. В способе гидроформилирования настоящего изобретения можно использовать приблизительно от 0,1 (или меньше) до 100 молей (или больше) свободного органофосфитного лиганда на моль металла в реакционной среде гидроформилирования. Предпочтительно, процесс гидроформилирования настоящего изобретения проводят в присутствии приблизительно от 1 до 50 молей органофосфитного лиганда, и более предпочтительно, приблизительно от 1,1 до 4 молей полиорганофосфитных лигандов на 1 моль металла,присутствующего в реакционной среде гидроформилирования. Указанное количество органофосфитного лиганда представляет собой сумму количества органофосфитного лиганда,связанного (закомплексованного) с присутствующим металлом, а также имеющегося количества свободного (не закомплексованного) органофосфитного лиганда. Так как более предпочтительно получать оптически неактивные альдегиды посредством гидроформилирования ахиральных олефинов, более предпочтительными органофосфитными лигандами являются лиганды ахирального типа, особенно те, что охвачены указанной выше формулой (5), и более предпочтительны лиганды формул (6) и (9). Разумеется, по желанию, можно подавать свежий или дополнительный органофосфитный лиганд в реакционную среду процесса гидроформилирования, в любое время и любым подходящим способом, например, чтобы поддерживать заданную концентрацию свободного лиганда в реакционной среде. Как было указано выше, катализатор гидроформилирования может иметь гетерогенную форму в ходе процесса и/или в ходе выделения продукта. Такие катализаторы являются особенно выгодными при гидроформилировании олефинов с образованием высококипящих или термически нестабильных альдегидов, так что катализатор может быть выделен из продуктов путем фильтрации или декантации при низкой температуре. Например, родиевый катализатор может быть присоединен к носителю, с тем чтобы oн оставался в твердой форме как на стадии гидроформилирования, так и на стадии выделения, или он может растворяться в жидкой реакционной среде при высокой температуре и затем осаждаться при охлаждении. 26 В качестве иллюстрации родиевый катализатор можно получить пропиткой любого твердого носителя, такого как неорганические оксиды (т.е. оксид алюминия, диоксид кремния, диоксид титана или диоксид циркония), углерод или ионообменные смолы. Катализатор можно нанести или интеркалировать внутри пор цеолита, стекла или глины. Кроме того, катализатор может быть растворен в пленке жидкости, покрывающей поры указанного цеолита или стекла. Такие нанесенные на цеолит катализаторы являются особенно выгодными для получения одного или несколько региоизомерных альдегидов с высокой селективностью, которая определяется размером пор цеолита. Методики нанесения катализаторов на твердые вещества, такие как начальная влагоемкость, хорошо известны специалистам в этой области техники. Сформированный таким образом твердый катализатор может еще комплексоваться с одним или несколькими лигандами, указанными выше. Описания таких твердых катализаторов можно найти, например, в публикациях: J. Mol. Cat. 1991,70, с. 363-368; Catal. Lett. 1991, 8, с. 209-214; J.J. Mol. Cat. 1987, 39, с. 243-259. Металлический (например, родиевый) катализатор может быть присоединен к тонкой пленке мембранного носителя, такого как ацетат целлюлозы или полифениленсульфон, как описано, например, в J. Mol. Cat. 1990, 63, с. 213221. Металлический (например, родиевый) катализатор может быть присоединен к нерастворимому полимерному носителю через органический фосфорсодержащий лиганд, такой как фосфит, внедренный в полимер. Нанесенный катализатор не ограничивается выбором полимера или введенных в него фосфорсодержащих частиц. Описание катализаторов, нанесенных на полимер, можно найти, например, в публикациях: J. Mol. Cat. 1993, 83, с. 17-35; Chemtech,1983, 46; J. Am. Chem. Soc. 1987, 109, 71227127. В описанных выше гетерогенных системах катализатор может сохранять свою твердую форму в ходе всего процесса гидроформилирования и процесса выделения катализатора. В другом варианте воплощения изобретения, катализатор может наноситься на полимер, который по причине высокого молекулярного веса растворим в реакционной среде при повышенных температурах, но выпадает в осадок при охлаждении, и таким образом облегчается выделение катализатора из реакционной среды. Такие "растворимые", нанесенные на полимер катализаторы описаны, например, в: Polymer,1992, 33, с. 161; J. Org. Chem. 1989, 54, с. 27262730. Более предпочтительно процесс проводят в суспензионной фазе, вследствие высокой тем 27 пературы кипения продуктов и чтобы избежать разложения альдегидного продукта. Затем катализатор может быть выделен из реакционной смеси, например фильтрацией или декантацией. Поток продукта реакции может содержать гетерогенный металл-органофосфитный комплексный катализатор, например, суспензию, или, по меньшей мере, часть потока продукта реакции может контактировать с зафиксированным гетерогенным металл-органофосфитным комплексным катализатором в ходе процесса гидроформилирования. В варианте воплощения этого изобретения металл-органофосфитный комплексный катализатор может быть суспендирован в потоке продукта реакции. Замещенные или незамещенные олефиновые ненасыщенные исходные реагенты, которые могут использоваться в способах гидроформилирования настоящего изобретения, включают как оптически активные (прохиральные и хиральные), так и оптически неактивные (ахиральные), олефиновые ненасыщенные соединения, содержащие от 2 до 40, предпочтительно от 4 до 20 атомов углерода. Такие олефиново ненасыщенные соединения могут иметь двойную связь на конце или внутри цепочки, которая может иметь линейную, разветвленную или циклическую структуру. Также можно использовать смеси олефинов, такие, что получаются при олигомеризации пропилена, бутилена, изобутилена и др. (такие, которые называются димером, тримером или тетрамером пропилена и т.п., как описано, например, в патентах США 4518809 и 4528403). Более того, такие олефиновые соединения могут дополнительно содержать одну или больше этиленово ненасыщенных групп и, конечно, можно использовать смеси из двух или нескольких различных олефиново ненасыщенных соединений в качестве исходного материала гидроформилирования, по желанию. Например, промышленные альфаолефины, содержащие четыре или более атома углерода, могут содержать небольшое количество соответствующих внутренних олефинов и/или соответствующих насыщенных углеводородов, причем нет необходимости очищать от таких примесей эти промышленные олефины до их гидроформилирования. Примеры смесей олефиновых исходных реагентов, которые могут использоваться в способах гидроформилирования включают, например, смешанные бутены, например Рафинаты I и II. Кроме того, такие олефиново ненасыщенные соединения и соответствующие альдегидные продукты, полученные из них, также могут содержать одну или несколько групп или заместителей, которые не оказывают чрезмерно вредного влияния на процесс гидроформилирования или способ этого изобретения, такой как описано, например, в патентах США 3527809, 4769498 и т.п. Наиболее предпочтительно, что предмет изобретения является особенно полезным для 28 получения оптически неактивных альдегидов посредством гидроформилирования ахиральных альфа-олефинов, содержащих от 2 до 30, предпочтительно от 4 до 20 атомов углерода, и ахиральных внутренних олефинов, содержащих от 4 до 20, а также смесей таких альфа-олефинов и внутренних олефинов в качестве исходных материалов. Иллюстративные примеры альфа-олефинов и внутренних олефинов включают, например, этилен, пропилен, бутен-1, пентен-1, гексен-1, октен-1, нонен-1, децен-1, ундецен-1, додецен-1, тридецен-1, тетрадецен-1, пентадецен 1, гексадецен-1, гептадецен-1, октадецен-1, нонадецен-1, эйкозен-1, бутен-2,2-метилпропен(изобутилен), 2-метилбутен, пентен-2, гексен-2,гексен-3, гептен-2, октен-2, циклогексен, димеры, тримеры и тетрамеры пропилена, бутадиен,пиперилен, изопрен, 2-этилгексен-1, стирол, 4 метилстирол, 4-изопропилстирол, 4-трет-бутилстирол, альфа-метилстирол, 4-трет-бутил-альфаметилстирол, 1,3-диизопропенил-стирол, 3 фенилпропен-1, гексадиен-1,4, октадиен-1,7, 3 циклогексилбутен-1 и т.п., а также бутадиен-1,3,алкилалкеноаты, например, метилпентеноат,алкенилалканоаты, алкенилалкиловые простые эфиры, алкенолы, например, пентенолы, алкенали, например, пентенали и т.п., такие как аллиловый спирт, аллилбутират, гекс-1-ен-4-ол,окт-1-ен-4-ол, винилацетат, 3-бутенилацетат,винилпропионат, аллилпропионат, метилметакрилат, винилэтиловый простой эфир, винилметиловый эфир, аллилэтиловый эфир, н-пропил 7-октеноат, 3-бутеннитрил, 5-гексенамид, эвгенол, изо-эвгенол, сафрол, изо-сафрол, анетол, 4 аллиланизол, инден, лимонен, бета-пинен, дициклопентадиен, циклооктадиен, камфен, линалоол и т. п. Прохиральные и хиральные олефины,применяемые в асимметрическом гидроформилировании, которое может использоваться для получения смеси энантиомерных альдегидов,которые могут охватываться этим изобретением, включают олефины, представленные формулой в которой R1, R2, R3 и R4, одинаковые или различные (при условии, что R1 отличается от R2 или R3 отличается от R4), выбирают из атома водорода, алкила, замещенного алкила, причем это замещение выбирают из амина, включая алкиламино и диалкиламино; бензиламино- и дибензиламино-; алкокси-, такой как метокси- и этокси-; ацилокси-, такой как ацетокси-; галоид,нитро-, нитрил, тио-, карбонил, карбоксамид,карбоксальдегид, карбоксил, карбоксиловый эфир; арил, включая фенил; замещенный арил,включая фенил, причем это замещение выбирают из алкила, амино-, включая алкиламино- и 29 диалкиламино; бензиламино- и дибензиламино-; гидрокси, алкокси-, такой как метокси- и этокси-; ацилокси-, такой как ацетокси-; галоид,нитро-, нитрил, карбоксил, карбоксальдегид,карбоксиловый эфир, карбонил и тио-; ацилокси-, такой как ацетокси-; алкокси-, такой как метокси- и этокси-; амино-, включая алкиламино- и диалкиламино-, бензиламино- и дибензиламино-; ациламино- и диациламино-, такой как ацетилбензиламино- и диацетиламино-; нитро-,карбонил, нитрил, карбоксил, карбоксамид,карбоксальдегид, карбоксиловый эфир и алкилмеркапто-, такой как метилмеркапто-. Подразумевается, что прохиральные и хиральные олефины этого определения также включают молекулы указанной выше формулы, где группы R соединены так, чтобы образовались кольцевые соединения, например, 3-метил-1-циклогексен и т. п. Примеры оптически активных или прохиральных олефиновых соединений, применяемых в асимметрическом гидроформилировании,включают, например, параизобутилстирол, 2 винил-6-метокси-2-нафталин,3-этенилфенилфенилкетон, 4-этенилфенил-тиенилкетон, 4-этенил-2-фтордифенил, 4-(1,3-дигидро-1-оксо-2 Низоиндол-2-ил)стирол, 2-этенил-5-бензоилтиофен, 3-этенилфенил-фениловый эфир, пропенилбензол, изобутил-4-пропенилбензол, фенилвиниловый эфир и т.п. Другие олефиновые соединения включают замещенные арилэтилены,как описано, например, в патентах США 4329507, 5360938 и 5491266, раскрытие которых включено в изобретение как ссылочный материал. Примеры подходящих замещенных и незамещенных олефиновых исходных материалов включают те возможно замещенные и незамещенные олефиновые соединения, которые описаны в Энциклопедии химической технологии,Kirk-Othmer, 4-е издание, 1996, соответствующие части которой включены здесь как ссылочный материал. Условия реакции гидроформилирования,которые охватываются этим изобретением, могут включать любые подходящие условия гидроформилирования, которые применялись до сих пор для получения оптически активных и/или оптически неактивных альдегидов. Например, суммарное давление газообразных водорода, монооксида углерода и исходного олефинового соединения процесса гидроформилирования может изменяться примерно от 7 кПа до 70 МПа (1-10000 фунт/кв. дюйм). Однако вообще предпочтительно, чтобы процесс осуществлялся при суммарном давлении газообразных водорода, монооксида углерода и исходного олефинового соединения примерно ниже, чем 14 МПа и более предпочтительно,ниже, чем примерно 3,5 МПа. Минимальное суммарное давление в основном ограничивается количеством реагентов, которое необходимо 30 для получения желаемой скорости реакции. Более конкретно, парциальное давление монооксида углерода в процессе гидроформилирования настоящего изобретения предпочтительно составляет примерно от 7 кПа до 7 МПа, и более предпочтительно примерно от 21 кПа до 5,6 МПа, в то время как парциальное давление водорода предпочтительно составляет примерно от 35 кПа до 3,5 МПа, и более предпочтительно примерно от 70 кПа до 2,1 МПа. Вообще, молярное соотношение водород : монооксид углерода в газовой фазе может изменяться примерно от 1:10 до 100:1 или выше, более предпочтительно молярное соотношение водород : монооксид углерода изменяется примерно от 1:10 до 10:1. Далее, процесс гидроформилирования можно проводить при температуре примерно от-25 до 200 С. Обычно, предпочтительная температура реакции гидроформилирования составляет примерно от 50 до 120 С для всех типов олефиновых исходных материалов. Конечно,следует понимать, что, когда желательным продуктом являются оптически неактивные альдегиды, используют олефиновые исходные материалы и органофосфитный лиганд ахирального типа, и когда желательным продуктом являются оптически активные альдегиды, используют олефиновые исходные материалы и органофосфитный лиганд прохирального или хирального типа. Разумеется, следует также понимать, что используемые условия процесса гидроформилирования будут зависеть от типа желаемого альдегидного продукта. Парциальное давление диоксида углерода,применяемое в способах гидроформилирования этого изобретения, является достаточным, для того чтобы не вызывать существенного разложения органофосфитного лиганда и/или дезактивацию металл-органофосфитного комплексного катализатора. Парциальное давление диоксида углерода может изменяться в зависимости от изменения используемого количества диоксида углерода, взятого в интервале примерно от 0,1 мол.% или меньше, до 70 мол.% или больше,предпочтительно примерно от 5 мол.% до 70 мол.%, и обычно больше, чем приблизительно 5 мол.%, в расчете на всю газовую смесь. Используемый здесь термин "существенное разложение органофосфитного лиганда и/или существенная дезактивация металл-органофосфитного комплексного катализатора" означает больше, чем 50%-ное разложение органофосфитного лиганда за 30 суток непрерывной работы по сравнению с начальным уровнем концентрации органофосфитного лиганда, и больше, чем 50%-ная дезактивация металл-органофосфитного комплексного катализатора за 30 суток непрерывной работы по сравнению с наивысшим уровнем активности этого металл-органофосфитного комплексного катализатора. 31 Это изобретение является эффективным для улучшения экономики процессов гидроформилирования, в которых применяется диоксид углерода. Обычно диоксид углерода удаляют из синтез-газа до его поступления в систему оксо-синтеза. Как отмечалось выше, капитальные затраты на оборудование для удаления диоксида углерода являются существенными. Это изобретение позволяет существенно снизить капиталовложения в установку оксо-синтеза,поскольку не требуется удаление диоксида углерода, то есть способы гидроформилирования настоящего изобретения можно осуществлять в присутствии диоксида углерода, не внося вклад и не вызывая существенного разложения органофосфитного лиганда и/или дезактивацию металл-органофосфитного комплексного катализатора таких процессов гидроформилирования. Это изобретение существенно снижает высокий уровень капиталовложений, которые обычно требуются для установки оксо-синтеза. Хотя не предполагается связывать себя с какой-либо теорией или рассуждением о механизме, полагают, что ингибирующее действие диоксида углерода при использовании соли сульфированного триарилфосфина обусловлено относительно высокой концентрацией угольной кислоты, образующейся при растворении диоксида углерода в водном растворе катализатора. В патенте США 3555098 раскрыто, что углекислота может снижать скорость гидроформилирования. Эта кислота может проявлять ингибирующее действие путем снижения количества родиевого комплекса с гидридным лигандом. При использовании в этом изобретении металлорганофосфитного комплексного катализатора концентрация угольной кислоты, образовавшейся из диоксида углерода и растворенной воды в растворе катализатора, является недостаточной чтобы оказать заметное действие на скорость гидроформилирования. Это изобретение, которое включает использование воды, является особенно пригодным для использования в процессах гидроформилирования с непрерывной рециркуляцией жидкого катализатора, в которых применяется изобретение патента США 5288918, согласно которому этот процесс осуществляют в присутствии добавки, усиливающей каталитическую активность, причем эту добавку выбирают из класса, состоящего из добавленной воды, слабокислотных соединений (например, бисфенол) или из добавленной воды и слабокислотных соединений. Эту усиливающую добавку применяют для облегчения селективного гидролиза и предотвращения образования нежелательного монофосфитного побочного продукта, который может образоваться в некоторых процессах и который отравляет металлический катализатор,как объясняется в этом патенте. Следует понимать, что предпочтительный способ гидроформилирования этого изобрете 001482 32 ния считается практически "неводным" процессом, то есть вся вода, присутствующая в реакционной среде гидроформилирования, является растворенной водой, например, она не присутствует в количестве, достаточном для того, чтобы рассматривать или эту реакцию гидроформилирования, или эту среду как включающую отдельную водную фазу или слой, в дополнение к органической фазе. Соответственно, минимальное количество такой воды, используемой в способе гидроформилирования настоящего изобретения, необходимо только для обеспечения желаемого селективного гидролиза нежелательного монофосфитного побочного продукта, как описано в патенте США 5288918, упомянутом выше. Количество такой воды может составлять примерно от 0,01% или менее до 10 вес.% или более, по желанию, в расчете на общий вес реакционной среды гидроформилирования. Разумеется, следует избегать таких количеств воды, которые могли бы вызвать вредный гидролиз желаемого органофосфитного лиганда с нежелательной скоростью. Как отмечалось выше, следует также избегать таких количеств воды, которые могли бы вызвать образование двухфазной (водно-органической) реакционной среды гидроформилирования в противоположность желаемой и традиционной однофазной(органической) гомогенной реакционной среде гидроформилирования. Вообще, предпочтительно использовать такую воду в количестве примерно от 0,05% до 10 вес.%, в расчете на общий вес реакционной среды гидроформилирования. Способы гидроформилирования, защищаемые этим изобретением, также осуществляются в присутствии органического растворителя для металл-органофосфитного комплексного катализатора и свободного органофосфитного лиганда. Этот растворитель также может содержать растворенную воду, вплоть до предела насыщения. В зависимости от применяемых конкретного катализатора и реагентов подходящие органические растворители включают,например, спирты, алканы, алкены, алкины,простые эфиры, альдегиды, высококипящие побочные продукты конденсации альдегидов,кетоны, сложные эфиры, амиды, третичные амины, ароматические соединения и т.п. Можно использовать любой подходящий растворитель,который не оказывает чрезмерного вредного воздействия на целевую реакцию гидроформилирования, и такие растворители могут включать известные на сегодняшний день растворители, которые обычно используются в известных процессах гидроформилирования, катализируемых металлами. По желанию, можно использовать смеси из нескольких различных растворителей. Вообще, с точки зрения получения ахиральных (оптически неактивных) альдегидов,предпочтительно использовать альдегидные 33 соединения, которые соответствуют целевым альдегидам в продукте, и/или высококипящие побочные продукты конденсации альдегидов, в качестве основных органических растворителей,что является обычным для уровня техники. Такие высококипящие побочные продукты конденсации альдегидов также могут быть получены заранее и соответственно использованы, если это желательно. Примеры предпочтительных растворителей, которые можно использовать при получении альдегидов, включают кетоны(например, толуол), нитроуглеводороды (например, нитробензол), простые эфиры (например, тетрагидрофуран) и сульфолан. Подходящие растворители раскрыты в патенте США 5312996. Количество используемого растворителя не является критическим для существа изобретения, необходимо только, чтобы этого количества было достаточно для солюбилизации катализатора и свободного лиганда реакционной смеси гидроформилирования, которая подвергается переработке. В общем, количество растворителя может изменяться примерно от 5% вплоть до 99 вес.% или более, в расчете на общий вес реакционной смеси гидроформилирования с исходными материалами. Соответствующие примеры оптически неактивных альдегидов продуктов реакции включают, например, пропионовый альдегид, нбутиральдегид, изобутиральдегид, н-валериановый альдегид, 2-метил-1-бутиральдегид, гексаналь, гидроксигексаналь, 2-метил-1-гексаналь,2-метилвалериановый альдегид, гептаналь, октаналь, 2-метил-1-гептаналь, нонаналь, 2-метил 1-октаналь, 2-этил-1-гептаналь, 3-пропил-1 гексаналь, деканаль, адипиновый альдегид, 2 метилглутаровый альдегид,2-метиладипинальдегид, 3-метиладипинальдегид, 3-гидроксипропионовый альдегид, 6-гидроксигексаналь,алкеновые альдегиды, например, 2-, 3- и 4 пентенали, алкил-5-формилвалерат, 2-метил-1 нонаналь, ундеканаль, 2-метил-1-деканаль, додеканаль, 2-метил-1-ундеканаль, тридеканаль, 2 метил-1-тридеканаль, 2-этил-1-додеканаль, 3 пропил-1-ундеканаль, пентадеканаль, 2-метил 1-тетрадеканаль, гексадеканаль, 2-метил-1 пентадеканаль,гептадеканаль,2-метил-1 гексадеканаль,октадеканаль,2-метил-1 гептадеканаль,нонадеканаль,2-метил-1 октадеканаль,2-этил-1-гептадеканаль,3 пропил-1-гексадеканаль, эйкозаналь, 2-метил-1 нонадеканаль,генэйкозаналь,2-метил-1 эйкозаналь, трикозаналь, 2-метил-1-докозаналь,тетракозаналь, 2-метил-1-трикозаналь, пентакозаналь,2-метил-1-тетракозаналь,2-этил-1 трикозаналь, 3-пропил-1-докозаналь, гептакозаналь, 2-метил-1-октакозаналь, нонакозаналь,гентриаконтаналь, 2-метил-1-триаконтаналь, и т.п. 34 Примеры оптически активных альдегидов- продуктов реакции включают (энантиомерные) альдегидные соединения, полученные путем асимметрического процесса гидроформилирования этого изобретения, такие как,например,S-2-(пизобутилфенил)пропиональдегид,S-2-(6 метокси-2-нафтил)пропиональдегид,S-2-(3 бензоилфенил)пропиональдегид, S-2-(п-тиеноилфенил)пропиональдегид,S-2-(3-фтор-4 фенил)фенилпропиональдегид,S-2-(4-(1,3 дигидро-1-оксо-2 Н-изоиндол-2 ил)фенил)пропиональдегид,S-2-(2 метилацетальдегид)-5-бензоилтиофен и т. п. Примеры подходящих замещенных и незамещенных альдегидов - продуктов реакции включают те возможные замещенные и незамещенные альдегидные соединения, которые описаны в Энциклопедии химической технологии,Kirk-Othmer, 4-е издание, 1996, соответствующие части которой включены здесь как ссылочный материал. Как отмечалось выше, обычно предпочитают осуществлять процессы гидроформилирования настоящего изобретения непрерывным способом. Вообще непрерывный способ гидроформилирования хорошо известен из уровня техники и может включать стадии: а) гидроформилирования исходных олефиновых материалов монооксидом углерода и водородом в жидкой гомогенной реакционной смеси, включающей растворитель, металл-органофосфитный комплексный катализатор и свободный органофосфитный лиганд; (b) поддерживают условия (давление и температура реакции),благоприятные для гидроформилирования исходных олефиновых материалов; (с) подают дополнительное количество исходных олефиновых материалов, монооксида углерода и водорода в реакционную смесь, по мере расходование этих реагентов; и (d) выделяют целевой альдегидный продукт гидроформилирования любым желаемым способом. Непрерывный способ можно осуществлять как однофазный процесс, т.е. когда парофазную смесь, содержащую непрореагировавшие исходные олефиновые материалы и пары альдегидного продукта, удаляют из жидкой реакционной смеси, затем извлекают альдегидный продукт, и в жидкую реакционную смесь добавляют свежие исходные олефиновые материалы, монооксид углерода и водород, для проведения следующего цикла превращения,без рециркуляции непрореагировавших исходных олефиновых материалов. Такие типы процесса рециркуляции хорошо известны в этой области техники, и они могут включать рециркуляцию жидкого потока металл-органофосфитного комплексного катализатора, выделенного из целевого альдегидного продукта реакции,такую как раскрыто, например, в патенте США 4148830 или способ рециркуляции газа, такой как раскрыто, например, в патенте США 35 4247486, а также сочетание обоих способов рециркуляции жидкости и газа, по желанию. Раскрытие из упомянутых патентов США 4148830 и 4247486 включено в это описание как ссылочный материал. Наиболее предпочтительный способ гидроформилирования настоящего изобретения включает непрерывный процесс с рециркуляцией жидкого катализатора. Подходящие методики рециркуляции жидкого катализатора описаны, например, в патентах США 4668651, 4774361, 5102505 и 5110990. При воплощении этого изобретения смесь альдегидного продукта может быть отделена от других компонентов сырой реакционной смеси,где смесь альдегидов получается любым подходящим способом. Подходящие способы разделения включают, например, экстракцию растворителем, кристаллизацию, дистилляцию, испарение, испарение в скользящей пленке, испарение в падающей пленке, разделение фаз, фильтрацию и т.п. Может быть желательно удалять альдегидные продукты из сырой реакционной смеси, по мере их образования, за счет использования выводящих агентов, как описано в опубликованной РСТ заявке на патент WO 88/08835. Предпочтительным способом выделения смеси альдегидов из других компонентов сырой реакционной смеси является выделение на мембране. Такое мембранное разделение может быть выполнено, как описано в патенте США 5430194 и в поданной одновременно заявке на патент США с порядковым 08/430790,от 5 мая 1995, на которую ссылались выше. Как отмечалось выше, в заключение (или в ходе) процесса этого изобретения целевые альдегиды могут быть извлечены из реакционной смеси с использованием способа этого изобретения. Например, можно использовать способы извлечения, описанные в патентах США 4148830 и 4247486. Например, в способе с непрерывной рециркуляцией жидкого катализатора часть жидкой реакционной смеси (содержащей альдегидный продукт, катализатор и др.),т.е. поток продуктов реакции, выведенный из реакционной зоны, может подаваться в зону разделения, например испаритель/разделитель,в которой целевой альдегидный продукт может быть выделен из жидкого потока продуктов путем дистилляции в одну или несколько стадий,при нормальном, пониженном или повышенном давлении, сконденсирован и собран в приемнике продукта и, по желанию, дополнительно очищен. Затем оставшаяся жидкая реакционная смесь, содержащая неиспарившийся катализатор, может рециркулироваться обратно в реактор, который, по желанию, может содержать любые другие летучие материалы, например,непрореагировавший олефин, вместе с водородом и монооксидом углерода, растворенными в реакционной жидкости после ее выделения из конденсировавшегося альдегидного продукта,например посредством дистилляции любым 36 традиционным способом. Вообще предпочтительно выделять целевые альдегиды из реакционной смеси, содержащей катализатор, при пониженном давлении и низкой температуре, с тем чтобы избежать возможного разложения органофосфитного лиганда и продуктов реакции. Если также используется альфа-моноолефиновый реагент, то его альдегидная производная также может быть выделена указанными выше способами. Более конкретно, дистилляцию и выделение желаемого альдегидного продукта из потока продуктов реакции, содержащего металлорганофосфитный комплексный катализатор,можно осуществлять при любой подходящей температуре. Вообще рекомендуется проводить такую дистилляцию при относительно низкой температуре, такой как ниже 150 С, и более предпочтительно при температуре в интервале примерно от 50 до 140 С. Кроме того, обычно рекомендуется проводить такую дистилляцию альдегида при пониженном давлении, например при общем давлении газа, которое существенно значительно ниже общего давления газа, используемого в ходе гидроформилирования, когда вовлекаются низкокипящие альдегиды (например, С 4-С 6), или в вакууме, когда вовлекаются высококипящие альдегиды (например, С 7 или высшие). Например, обычной практикой является то, что жидкую смесь продуктов реакции, выведенную из реактора гидроформилирования, подвергают дросселированию (снижение давления), с тем чтобы испарить значительную часть непрореагировавших газов, растворенных в жидкой среде (в которой теперь существенно понижается концентрация синтез-газа, по сравнению с той, что была в реакционной смеси гидроформилирования), в зоне дистилляции,например в испарителе/разделителе, в котором отгоняется целевой альдегидный продукт. Вообще, давление при дистилляции изменяется в пределах от вакуума вплоть до суммарного давления около 0,35 МПа, что должно быть достаточным для большинства задач. Как отмечалось выше, поток продуктов реакции, содержащий соединения фосфористой кислоты и угольной кислоты, можно обрабатывать в зоне удаления кислоты, с тем чтобы удалить, по меньшей мере, некоторую часть соединений фосфористой кислоты и угольной кислоты из указанного потока. В варианте воплощения этого изобретения средством предотвращения или минимизации разложения лиганда и дезактивации катализатора и/или разложения,которое может быть использовано в этом изобретении, является использование водного буферного раствора и необязательно органических соединений азота, как описано и рекомендовано в одновременно поданных заявках на патент США, порядковыеD-17245-1 и D-17646,раскрытие которых включено в это описание как ссылочный материал. 37 Например, при указанной обработке водным буферным раствором изобретения потока продуктов реакции, полученного в указанном процессе гидроформилирования и содержащего,по меньшей мере, часть металл-органофосфитного комплексного катализатора, а также соединения фосфористой кислоты и угольной кислоты, образовавшиеся в ходе процесса гидроформилирования,нейтрализуется и удаляется, по меньшей мере, некоторое количество соединений фосфористой кислоты и угольной кислоты в указанном потоке продуктов реакции, и затем обработанный поток продуктов реакции возвращается в реакционную зону гидроформилирования или зону разделения. Примеры соединений фосфористой кислоты включают, например, фосфористую кислоту, альдегидокислоты, такие как гидроксиалкилфосфоновая кислота, фосфорную кислоту и т.п. Указанная обработка потока продуктов реакции, содержащего металл-органофосфитный комплексный катализатор, водным буферным раствором может быть осуществлена любым подходящим способом или желаемым образом,который не оказывает чрезмерно вредного влияния на основной процесс гидроформилирования, в котором образуется указанный поток продуктов реакции. Так, например, водный буферный раствор можно использовать для обработки всей или части реакционной смеси процесса гидроформилирования с непрерывной рециркуляцией жидкого катализатора, которую удаляют из реакционной зоны в любой момент времени, до или после выделения из нее альдегидного продукта. Более предпочтительно, эта обработка водным буферным раствором включает обработку всего или части потока продуктов реакции, полученного после отгонки возможно большего количества целевого альдегидного продукта, например, до (или в ходе) рециркуляции этого потока продуктов реакции в зону реакции. Например, предпочтительным способом было бы непрерывное пропускание всего или части (например, контактного потока) рециркулирующего потока продуктов реакции, который возвращается в реакционную зону через жидкостный экстрактор, содержащий водный буферный раствор, непосредственно до того, как этот содержащий катализатор остаток вновь поступит в зону реакции. Таким образом, следует понимать, что поток продуктов реакции, содержащий металлорганофосфитный комплексный катализатор и подлежащий обработке водным буферным раствором, может содержать, кроме каталитического комплекса и его органического растворителя,альдегидный продукт, свободный фосфитный лиганд, непрореагировавший олефин и любой другой компонент или добавку, соответствующую реакционной среде процесса гидроформи 001482 38 лирования, из которой выделяют указанный поток продуктов реакции. Обычно, максимальная концентрация водного буферного раствора определяется только практическими соображениями. Как отмечалось, условия обработки, такие как температура,давление и время контакта, также могут сильно изменяться, причем здесь можно использовать любую подходящую комбинацию таких условий. Вообще, в большинстве случаев будут подходящими температуры в интервале примерно от 20 до 80 С и предпочтительно примерно от 25 до 60 С, хотя, по желанию, можно использовать более низкие или более высокие температуры. Обычно эту обработку проводят при давлении в интервале от нормального до давления в реакторе; время контакта может изменяться от величины в несколько секунд или минут до нескольких часов или более того. Кроме того, успешное удаление соединений фосфористой кислоты из потока продуктов реакции можно оценить, измеряя скорость разложения (расходования) органофосфитного лиганда, который присутствует в реакционной смеси гидроформилирования. Кроме того, по мере протекания нейтрализации и экстракции соединений фосфористой кислоты водным буферным раствором, значение рН этого раствора будет снижаться, приобретая все большую кислотность. Когда кислотность буферного раствора достигнет неприемлемого уровня, его можно просто заменить свежим буферным раствором. Водный буферный раствор, используемый в настоящем изобретении, может содержать любую подходящую буферную смесь, включая соли оксикислот, природа и соотношение которых в этой смеси таковы, что значение рН этого водного раствора может изменяться от 3 до 9,предпочтительно от 4 до 8, и более предпочтительно от 4,5 до 7,5. В связи с этим подходящие буферные системы могут включать смеси анионов, выбранных из группы, состоящей из фосфатных, карбонатных, цитратных и боратных соединений, причем катионы выбирают из группы, состоящей из аммония и щелочных металлов, например натрия, калия и т.п. Такие буферные системы и/или способы их получения хорошо известны из уровня техники. Предпочтительными буферными системами являются фосфатные буферы и цитратные буферы, например одноосновный фосфат/двухосновный фосфат щелочного металла и цитрат щелочного металла. Более предпочтительными являются буферные системы, содержащие смесь одноосновного фосфата и двухосновного фосфата натрия или калия. В поток продуктов реакции гидроформилирования необязательно можно добавлять органическое азотистое соединение, для того чтобы удалить кислотные побочные продукты гидролиза, образующиеся при гидролизе органо 39 фосфитного лиганда, как указано, например в патенте США 4567306. Такие органические азотистые соединения можно использовать для взаимодействия с (и для нейтрализации) кислотными соединениями, посредством образования с ними солевых продуктов; тем самым предотвращается комплексование родия с этими кислотными побочными продуктами гидролиза и таким образом защищается активность металлического (например родиевого) катализатора,когда он находится в реакционной зоне в условиях гидроформилирования. Выбор органического азотистого соединения для этой цели отчасти определяется тем, что желательно использовать основный материал, который растворим в реакционной среде, не способен катализировать образование альдолей и других продуктов конденсации в значительной степени и существенно не реагирует с целевыми альдегидами. Такие органические азотистые соединения могут содержать от 2 до 30 атомов углерода и предпочтительно от 2 до 24 атомов углерода. Первичные амины следует исключить из использования в качестве упомянутых органических азотистых соединений. Предпочтительные органические азотистые соединения должны иметь такой коэффициент распределения, который способствует их растворению в органической фазе. Вообще более предпочтительные органические азотистые соединения, применяемые для удаления фосфористых кислотных соединений, присутствующих в потоке продуктов реакции настоящего изобретения, включают те соединения, которые имеют значение рКа в пределах 3 от величины рН применяемого буферного раствора. Более предпочтительно, когда значение рКа органического азотистого соединения практически такое же, что и величина рН применяемого буферного раствора. Разумеется, необходимо понимать, что, хотя может быть предпочтительным использование только одного такого органического азотистого соединения одновременно в любом данном процессе гидроформилирования, по желанию, можно также использовать смеси из двух или более различных органических азотистых соединений в любом данном процессе. Иллюстративные примеры органических азотистых соединений включают, например,триалкиламины, такие как триэтиламин, три-нпропиламин, три-н-бутиламин, три-изобутиламин, три-изопропиламин, три-н-гексиламин,три-н-октиламин, диметил-изопропиламин, диметил-гексадециламин, метил-ди-н-октиламин и т.п., а также их замещенные производные, содержащие один или несколько не взаимодействующих заместителей, таких как гидроксигруппа, например, триэтаноламин, N-метилдиэтаноламин, трис(3-гидроксипропил)амин и т.п. Также можно использовать гетероциклические амины, такие как пиридин, пиколины, лутидины, коллидины, N-метилпиперидин, N 001482 40 метилморфолин, N-2'-гидроксиэтилморфолин,хинолин, изохинолин, хиноксалин, акридин,хинуклидин, а также диазолы, триазолы, диазины и триазиновые соединения и т.п. Также пригодны для возможного использования ароматические третичные амины, такие как N,Nдиметиланилин, N,N-диэтиланилин, N,N-диметил-п-толуидин, N-метил-дифениламин, N,Nдиметилбензиламин, N,N-диметил-1-нафтиламин и т.п. Кроме того, могут быть упомянуты вещества, содержащие две или более аминогруппы, такие как N,N,N',N'-тетраметилэтилендиамин и триэтилендиамин(т.е. 1,4 диазабицикло-[2,2,2]-октан). Предпочтительные органические азотистые соединения, применяемые для удаления фосфористых кислотных соединений, присутствующих в потоке продуктов реакции настоящего изобретения, являются гетероциклические соединения, выбранных из группы, состоящей из диазолов, триазолов, диазинов и триазинов,таких, которые описаны и используются в одновременно поданной заявке на патент США, порядковыйD-17423-1, раскрытие которой включено в изобретение как ссылочный материал. Например, предпочтительными кандидатами для такого применения являются бензимидазол и бензотриазол. Примеры подходящих органических азотистых соединений включают те возможные соединения, которые описаны в Энциклопедии химической технологии, Kirk-Othmer, 4-е издание, 1996, соответствующие части которой включены здесь как ссылочный материал. Количество органического азотистого соединения, которое может присутствовать в потоке продуктов реакции для удаления фосфористых кислотных соединений, присутствующих в потоке продуктов реакции настоящего изобретения, обычно достаточно для обеспечения концентрации по меньшей мере примерно 0,0001 моля свободного органического азотистого соединения на 1 литр потока продуктов реакции. В общем, отношение органическое азотистое соединение: сумма органофосфитных лигандов(как связанных с родием, так и свободных органофосфитов) составляет, по меньшей мере,примерно 0,5:1. Верхний предел количества используемого органического азотистого соединения обычно определяется только экономическими соображениями. Для большинства случаев молярные отношения органических азотистых соединений к органофосфитам, по меньшей мере, приблизительно от 1:1 до 5:1 будут достаточными. Необходимо понимать, что органические азотистые соединения, используемые для удаления указанных фосфористых кислотных соединений, не обязательно должны быть такими же, что и гетероциклические азотистые соединения, применяемые для защиты металлического катализатора от жестких условий, которые 41 имеются в испарителе/разделителе альдегидов,как указано в одновременно поданной заявке на патент США, порядковыйD-17423-1, на которую ссылались выше. Однако, если желательно, чтобы эти органические азотистые соединения и гетероциклические азотистые соединения были одинаковыми и выполняли обе указанные функции в данном процессе, необходимо принять меры, чтобы в реакционной среде присутствовало достаточное количество гетероциклического азотистого соединения, чтобы также обеспечить такое количество свободного гетероциклического азотистого соединения в процесс гидроформилирования, например в испарителе/разделителе, которое обеспечит выполнение обеих желаемых функций. В соответствии с этим изобретением, при обработке водным буферным раствором будут не только удаляться фосфористые кислотные соединения, присутствующие в потоке продуктов реакции, содержащем металл-органофосфитный комплексный катализатор, но неожиданно также будут удаляться фосфористые кислотные соединения солевого продукта превращения, образовавшегося за счет использования органического азотистого соединения - выносителя, то есть фосфористая кислота из этого солевого продукта останется в водном буферном растворе, тогда как обработанный поток продуктов реакции, наряду с регенерированным(свободным) органическим азотистым соединением, возвращается в реакционную зону гидроформилирования. Другая проблема, которая возникает при использовании промотированных металлических катализаторов с органофосфитным лигандом в процессах гидроформилирования, например, с непрерывной рециркуляцией жидкого катализатора процессов гидроформилирования,включает жесткие условия, такие как при извлечении альдегидов в испарителе/разделителе, то есть полагают, что медленная потеря активности катализатора, по меньшей мере, отчасти обусловлена жесткими условиями, которые существуют в испарителе, используемом при разделении и извлечении альдегидного продукта из потока продуктов реакции. Например, было установлено, что при воздействии на родиевый катализатор, промотированный органофосфитным лигандом, жестких условий, таких как высокая температура и низкое парциальное давление монооксида углерода, этот катализатор быстрее теряет активность во времени; наиболее вероятно это связано с образованием неактивных или менее активных частиц родия, которые,кроме того, могут быть восприимчивы к осаждению при продолжительном воздействии таких жестких условий. Такие данные также согласуются с точкой зрения, что активный катализатор, который в условиях гидроформилирования предположительно включает комплекс родия, органическо 001482 42 го фосфита, монооксида углерода и водорода,теряет,по меньшей мере,часть координированного лиганда - монооксида углерода при воздействии на него таких жестких условий, которые возникают при испарении; это обеспечивает маршрут для образования каталитически неактивных или менее активных частиц родия. Средство для предотвращения или минимизации подобной дезактивации и/или осаждения катализатора включает осуществление способа гидроформилирования в условиях низкого парциального давления монооксида углерода в присутствии свободного гетероциклического азотистого соединения, как раскрыто в изобретении, описанном в одновременно поданной заявке на патент США, порядковыйD-174231, на которую ссылались выше. При последующем объяснении полагают,что свободное гетероциклическое азотистое соединение служит замещающим лигандом,вместо утерянного лиганда-монооксида углерода; в результате образуется нейтральная промежуточная частица металла, включающая комплекс металла, органический фосфит, гетероциклическое азотистое соединение и водород,при таких жестких условиях, например, при выделении испарением. При этом предотвращается или минимизируется образование таких каталитически неактивных или менее активных частиц металла, указанных выше. Далее предполагается, что поддержание активности катализатора или минимизация его дезактивации на всем протяжении такого гидроформилирования с непрерывной рециркуляцией жидкости обусловлено регенерацией активного катализатора из указанных нейтральных промежуточных частиц металла в реакторе, т.е. в реакционной зоне конкретно рассматриваемого процесса гидроформилирования. Полагают, что в условиях повышенного давления синтез-газа в реакторе гидроформилирования активный каталитический комплекс,содержащий металл, например, родий, органический фосфит, монооксид углерода и водород,регенерируется в результате того, что монооксид углерода из синтез-газа замещает гетероциклический азотистый лиганд в рециркулирующих нейтральных промежуточных частицах родия. Иными словами, монооксид углерода,имеющий более сильное лигандное сродство к родию, замещает слабее связанный гетероциклический азотистый лиганд в рециркулирующих нейтральных промежуточных частицах родия,которые образуются в ходе выделения испарением, как отмечалось выше, в результате в реакционной зоне гидроформилирования вновь образуется активный катализатор. Таким образом, говорят о возможности сведения к минимуму или предотвращения дезактивации металлического катализатора из-за таких жестких условий посредством осуществления такой дистилляции целевого альдегидно 43 го продукта из потока продуктов реакции, содержащего органофосфитный катализатор лиганда, в присутствии добавленного свободного гетероциклического азотистого соединения,имеющего пяти- или шестичленное гетероциклическое кольцо, содержащее от 2 до 5 атомов углерода и от 2 до 3 атомов азота, причем, по меньшей мере, один из указанных атомов азота содержит двойную связь. Такое свободное гетероциклическое азотистое соединение можно выбрать из группы, состоящей из диазолов, триазолов, диазинов и триазиновых соединений, таких как, например,бензимидазол или бензотриазол и т.п. Термин"свободное" применительно к указанному гетероциклическому азотистому соединению используется для того, чтобы исключить любую кислотную соль такого гетероциклического азотистого соединения, то есть его соль, образовавшаяся в результате взаимодействия с любым фосфористым кислотным соединением, присутствующим в потоке продуктов реакции гидроформилирования, как обсуждалось выше. Следует понимать, что, хотя может быть предпочтительным использовать только одно свободное гетероциклическое азотистое соединение одновременно в любом данном процессе гидроформилирования, по желанию, также можно использовать смеси из двух или более свободных гетероциклических азотистых соединений в любом данном процессе. Более того,необходимое количество такого свободного гетероциклического азотистого соединения, присутствующее в таких жестких условиях, например, в способе с испарением, соответствует только минимальному количеству, необходимому для обеспечения основы для, по меньшей мере, некоторой минимизации такой дезактивации катализатора, которая могла бы произойти в результате осуществления идентичного катализируемого металлом процесса гидроформилирования с рециркуляцией жидкой фазы в практически тех же самых условиях, но в отсутствие любого свободного гетероциклического азотистого соединения при выделении испарением альдегидного продукта. Количество такого добавленного свободного гетероциклического азотистого соединения изменяется в интервале примерно от 0,01 до 10 вес.% или более, по желанию, в расчете на общий вес потока продуктов реакции гидроформилирования, подлежащего дистилляции; этого будет достаточно для большинства случаев. Другой способ выведения кислотности из потока продуктов реакции гидроформилирования в водную фазу заключается в промежуточном использовании гетероциклического амина,который имеет достаточно большую фторуглеводородную или силиконовую боковую цепочку, для того чтобы не смешиваться ни в потоке продуктов реакции гидроформилирования, ни в водной фазе. Этот гетероциклический амин мо 001482 44 жет сначала контактировать с потоком продуктов реакции гидроформилирования, при этом присутствующие в нем кислотные соединения будут связываться с азотом гетероциклического амина. Затем слой этого гетероциклического амина можно декантировать или выделить другим способом из потока продуктов реакции, до контактирования с водной фазой, в которой он снова будет существовать в виде отдельной фазы. Затем слой этого гетероциклического амина можно возвращать для контактирования с потоком продуктов реакции гидроформилирования. Другое средство предотвращения или минимизации разложения лиганда и дезактивации и/или осаждения катализатора, которое можно использовать в этом изобретении, включает использование воды и необязательно органического азотистого соединения, как раскрыто в изобретении, описанном в одновременно поданных заявках на патент США, порядковыеD-17648 и D-17649, описание которых включено здесь,как ссылочный материал. Например, было установлено, что гидролитическое разложение и дезактивацию родиевого катализатора, которые обсуждались здесь,можно предотвратить или минимизировать посредством обработки, по меньшей мере, части потока продуктов реакции, полученных в способе гидроформилирования, и которые также содержат соединения фосфористой кислоты,образовавшиеся в ходе процесса гидроформилирования, достаточным количеством воды,чтобы удалить, по меньшей мере, некоторое количество соединений фосфористой кислоты из потока продуктов реакции. Хотя и вода, и кислота влияют на гидролиз органофосфитных лигандов, неожиданно было установлено, что реакционная система гидроформилирования обладает более высокой стойкостью к повышенной концентрации воды, чем к повышенной концентрации кислоты. Таким образом, вода неожиданно может быть использована для удаления кислоты и снижения скорости потери органофосфитного лиганда в результате гидролиза. Еще одно средство предотвращения или минимизации разложения лиганда и дезактивации и/или осаждения катализатора, которое можно использовать в этом изобретении, включает использование воды и в сочетании с веществами, удаляющими кислоту, и необязательно с органическими азотистыми соединениями, как раскрыто в изобретении, описанном в одновременно поданных заявках на патент США, порядковыеD-17652 и D-17685, описание которых включено здесь, как ссылочный материал. Например, было установлено, что гидролитическое разложение и дезактивация родиевого катализатора, которые обсуждались здесь,можно предотвратить или минимизировать посредством обработки, по меньшей мере, части потока продуктов реакции, полученных в спо 45 собе гидроформилирования, и которые также содержат соединения фосфористой кислоты,образовавшиеся в ходе процесса гидроформилирования, водой в сочетании с одним или несколькими веществами, удаляющими кислоту,например, оксидами, гидроксидами, карбонатами, бикарбонатами и карбоксилатами металлов из Групп 2, 11 и 12, в достаточном количестве,чтобы удалить, по меньшей мере, некоторое количество соединений фосфористой кислоты из указанного потока продуктов реакции. Поскольку примеси солей металлов, например солей железа, цинка, кальция и т.п., в потоке продуктов реакции гидроформилирования способствуют нежелательной автоконденсации альдегидов, преимущество состоит в том, что можно использовать способность нейтрализовать кислотность некоторых веществ, удаляющих кислоту, с минимальным переносом солей металлов в поток продуктов реакции гидроформилирования. Дополнительное средство предотвращения или минимизации разложения лиганда и дезактивации и/или осаждения катализатора, которое можно использовать в этом изобретении, включает использование ионообменной смолы и необязательно органических азотистых соединений, как раскрыто в изобретении, описанном в одновременно поданных заявках на патент США, порядковыеD-17650 и D-17651, описание которых включено здесь, как ссылочный материал. Например, было установлено, что гидролитическое разложение и дезактивацию родиевого катализатора, которые обсуждались здесь,можно предотвратить или минимизировать посредством: а) обработки, по меньшей мере, в одной промывной зоне, по меньшей мере, части указанного потока продуктов реакции, полученных в способе гидроформилирования, и которые также содержат соединения фосфористой кислоты, образовавшиеся в ходе процесса гидроформилирования, достаточным количеством воды, чтобы удалить, по меньшей мере, некоторое количество соединений фосфористой кислоты из потока продуктов реакции и b) обработки в, по меньшей мере, одной зоне обмена, по меньшей мере, части воды, которая содержит соединения фосфористой кислоты, удаленные из указанного потока продуктов реакции, по меньшей мере, одной или несколькими ионообменными смолами в достаточной степени, чтобы удалить, по меньшей мере, часть соединений фосфористой кислоты из указанной воды. Поскольку при непосредственном пропускании потока продуктов реакции гидроформилирования через ионообменную смолу может произойти осаждение родия на поверхности и в порах этой смолы, что может вызвать технологические осложнения, преимущество состоит в том, что можно использовать способность ионообмен 001482 46 ных смол нейтрализовать кислотность при практическом отсутствии потерь родия. По желанию, можно использовать другие средства удаления соединений фосфористой кислоты из потока продуктов реакции настоящего изобретения. Это изобретение не предполагается ограничивать каким-либо образом возможным средством удаления соединений фосфористой кислоты из потока продуктов реакции. Кроме способа гидроформилирования, это изобретение может быть также использовано в других способах, где проявляется потеря каталитической активности промотированных органическим фосфитом катализаторов вследствие гидролиза. Иллюстративные примеры таких способов включают гидроацилирование (внутримолекулярное и межмолекулярное), гидроамидирование, гидроэтерификацию, карбонилирование и т.п. Предпочтительные способы включают взаимодействие органических соединений с монооксидом углерода или с монооксидом углерода и третьим реагентом, например водородом, в присутствии диоксида углерода и небольшого количества комплексного металлорганофосфитного катализатора. Наиболее предпочтительные способы включают гидроформилирование и карбонилирование. Как и в случае гидроформилирования, эти другие процессы могут быть асимметричными или не асимметричными, причем предпочтительны не ассиметричные процессы, которые можно осуществлять любым непрерывным или полунепрерывным способом, причем они могут включать любой желаемый режим рециркуляции жидкого катализатора и/или газа. Для настоящего изобретения не существенны конкретные особенности способов получения продуктов из одного или нескольких реагентов, а также условия реакции и компоненты процессов. Способы обработки настоящего изобретения могут соответствовать любому известному способу обработки, который в настоящее время используется в традиционных процессах. Например, эти способы могут быть осуществлены или в жидкой или в газообразной фазе, непрерывным, полунепрерывным или периодическим образом, и включать, по желанию, режим рециркуляции жидкости и/или газа, или их сочетание. Аналогично, способ или порядок добавления компонентов реакции, катализатора и растворителя также не являются существенными, причем эти операции можно осуществлять любым традиционным образом. Настоящее изобретение охватывает проведение традиционных синтезов общепринятым способом с использованием комплексного металл-органофосфитного катализатора. Например, способы гидроформилирования этого изобретения можно осуществлять с использованием реактора с неподвижным слоем,реактора с подвижным слоем, реактора 47 резервуара с непрерывным перемешиванием или суспензионного реактора. Оптимальный размер и форма частиц катализатора будут зависеть от типа применяемого реактора. Вообще,для реактора с подвижным слоем, для облегчения флюидизации предпочтительны небольшие,сферические частицы катализатора. Для реактора с неподвижным слоем предпочтительны более крупные частицы катализатора, чтобы поддерживать на возможно низком уровне перепад давления в реакторе. Используемая в этом изобретении, по меньшей мере, одна реакционная зона может быть единственным реактором или может включать два и более отдельных реактора. Используемая в этом изобретении, по меньшей мере, одна зона разделения может быть зоной с единственным аппаратом или может включать два и более отдельных аппарата. Используемая в этом изобретении, по меньшей мере, одна зона промывки может быть зоной с единственным аппаратом или может включать два и более отдельных аппарата. Необходимо понимать, что используемые здесь реакционные зоны и зоны разделения могут находиться в одном и том же или в различных аппаратах. Например, способы реактивного разделения, такие как реактивная дистилляция, реактивное мембранное разделение и т.п. могут осуществляться в реакционных зонах. Способы гидроформилирования этого изобретения могут быть осуществлены периодическим или непрерывным образом, если потребуется, с рециркуляцией непревращенных исходных материалов. Процесс можно проводить в единственной реакционной зоне или во множестве реакционных зон, соединенных последовательно или параллельно, или его можно проводить периодически или непрерывно в удлиненной трубчатой зоне или в нескольких таких зонах. Применяемые конструкционные материалы должны быть инертны к исходным материалам в ходе реакции, причем исполнение оборудования должно обеспечивать работу при температуре и давлении процесса. Средства для введения и/или регулирования количества исходных материалов или компонентов, поступающих в реакционную зону периодически или непрерывно в ходе реакции,можно удобно использовать в этих способах,особенно для поддержания желаемого молярного соотношения исходных материалов. Стадии процесса могут быть осуществлены путем последовательного добавления исходных материалов (одного за другим). Кроме того, стадии процесса могут объединяться путем совместного добавления исходных материалов. Если полное превращение является нежелательным или недостижимым, то исходные материалы можно выделять из продукта, например дистилляцией,и затем вновь подавать в реакционную зону. Способы гидроформилирования можно осуществлять в реакционном оборудовании, 001482 48 футерованном стеклом или нержавеющей сталью, или оборудовании аналогичного типа. Реакционная зона может быть снабжена одним или несколькими внутренними или внешними теплообменниками, для того чтобы контролировать чрезмерные колебания температуры или чтобы предотвратить любой возможный сбой температуры реакции. Способы гидроформилирования настоящего изобретения могут быть осуществлены в одну или несколько стадий. Точное число ступеней или стадий реакции будет определяться в результате наилучшего компромисса между капитальными затратами и достижением высокой селективности, активности, срока службы и легкости работы катализатора, а также собственно реакционной способностью рассматриваемых исходных материалов и стабильностью в условиях реакции исходных материалов и целевого продукта. В одном варианте воплощения процесс гидроформилирования, применяемый в этом изобретении, можно проводить в многоступенчатом реакторе, таком, который описан в одновременно поданной заявке на патент США, порядковыйD-17425-1, описание которой включено здесь, как ссылочный материал. Такие многоступенчатые реакторы могут быть спроектированы с внутренними физическими барьерами, которые создают более одной теоретической реактивной стадии в аппарате. Фактически, это подобно тому, что имеется ряд реакторов внутри единственного аппарата-реактора с непрерывным перемешиванием. Множество реактивных стадий внутри единственного аппарата является экономически эффективным способом использования реакционного объема аппарата. Это значительно сокращает число аппаратов,которые потребовались бы в другом варианте для достижения таких же результатов. Меньшее число аппаратов снижает необходимые общие капитальные затраты и эксплуатационные расходы на техническое обслуживание отдельных аппаратов и перемешивающих устройств. Подразумевается, что термин "углеводород" в целях настоящего изобретения включает все возможные соединения, имеющие, по меньшей мере, один атом водорода и один атом углерода. Такие возможные соединения также могут содержать один или несколько гетероатомов. В широком смысле, возможные углеводороды включают ациклические (с гетероатомами или без них) и циклические, разветвленные и неразветвленные, карбоциклические или гетероциклические, ароматические и неароматические органические соединения, которые могут быть замещенными или незамещенными. Подразумевается, что используемый здесь термин "замещенный" включает все возможные заместители органических соединений, если не указано иное. В широком смысле, возможные заместители включают ациклические (с гетероа 49 томами или без них) и циклические, разветвленные и неразветвленные, карбоциклические или гетероциклические, ароматические и неароматические заместители в органических соединениях. Иллюстративные заместители включают, например, алкил, алкилокси, арил, арилокси, гидрокси, гидроксиалкил, амино, аминоалкил, галоген и т.п. заместители, в которых число атомов углерода может изменяться примерно от 1 до 20 и более, предпочтительно,примерно от 1 до 12. Число возможных заместителей может быть равно 1 или более, причем они могут быть одинаковыми или различными для соответствующих органических соединений. Не предполагается ограничивать какимлибо образом это изобретение возможными заместителями органических соединений. Для дополнительной иллюстрации этого изобретения предусмотрены некоторые из следующих примеров. Все операции проводились в атмосфере азота, если не указано иное. Пример 1. В автоклав из нержавеющей стали, емкостью 100 мл, с магнитной мешалкой загружают раствор тетраглима, содержащий 68 частей на миллион (ч/млн) родия, 0,1 вес.% лиганда F (который определен выше) и 0,49 вес.% воды. Раствор перемешивают и затем его температуру доводят до 79 С. Затем в реактор вводят азот до давления 420 кПа с последующим добавлением 420 кПа смеси водорода: СО: пропилена (1:1:1). После этого определяют скорость реакции, измеряя снижение давления на 3,5 кПа по методике: спрессовывают реактор на давление 843,5 кПа смесью водород: СО: пропилен (1:1:1), герметизируют реактор и измеряют время, в течение которого давление снижается до 840 кПа. Установлено, что средняя скорость для трех опытов равна 1,39 грамм-моль/л/ч. Этот эксперимент является контрольным, чтобы продемонстрировать инертный характер диоксида углерода в реакциях гидроформилирования,катализируемых родием, модифицированным полиорганофосфитом. Пример 1 обеспечивает контрольное значение скорости реакции в опыте с азотом, добавленным к газам гидроформилирования. Пример 2. Повторяют пример 1 с тем отличием, что используют 420 кПа диоксида углерода, вместо азота. Установлено, что средняя скорость для трех опытов равна 1,40 грамм-моль/л/ч, что является практически такой же величиной скорости гидроформилирования при добавлении азота в газы гидроформилирования. Таким образом в присутствии диоксида углерода не снижается скорость гидроформилирования в присутствии родиевого катализатора, модифицированного полиорганофосфитом. Пример 3. Повторяют пример 1 с тем отличием, что используют раствор, содержащий 148 ч/млн 50 родия, 0,5 вес.% лиганда F и 0,70 вес.% воды. Установлено, что средняя скорость для трех опытов равна 2,47 грамм-моль/л/ч. Этот эксперимент является контрольным, чтобы продемонстрировать гидроформилирование в отсутствие диоксида углерода. Пример 4. Повторяют пример 3 с тем отличием, что используют 420 кПа диоксида углерода, вместо азота. Установлено, что средняя скорость для трех опытов равна 2,44 грамм-моль/л/ч. Сопоставляя результаты, полученные в примерах 3 и 4, ясно, что диоксид углерода является инертным в этой системе, так как не снижается скорость гидроформилирования. Сравнительный пример А. В автоклав из нержавеющей стали, емкостью 100 мл, с магнитной мешалкой загружают водный раствор, содержащий 946 частей на миллион родия и 1,6 вес.% тринатриевой соли трис(3-сульфонатофенил)фосфин-тетрагидрата. Затем в реактор вводят азот до давления 1092 кПа и реактор нагревают до 80 С. Затем в реактор вводят 5,0 г пропилена, oпрессовывают реактор на общее давление 6160 кПа смесью водород : монооксид углерода (1:1) и герметизируют. Измеряют снижение давления в реакторе во времени с последующим опрессованием реактора смесью водород : монооксид углерода(1:1) и повторением измерения. Время, в течение которого давление снижается до 840 кПа. Установлено, что мгновенная скорость на 13-ой минуте равна 37,7 кПа/мин. Этот эксперимент демонстрирует гидроформилирование с использованием каталитической системы - родий, модифицированный водорастворимым фосфином,в отсутствие диоксида углерода. Сравнительный пример В. Этот пример 1 иллюстрирует ингибирующее действие диоксида углерода при использовании каталитической системы - родий, модифицированный водорастворимым фосфином, в присутствии диоксида углерода. Повторяют методику сравнительного примера А за исключением того, что используют водный раствор,содержащий 915 частей на миллион родия и 1,5 вес.% тринатриевой соли трис(3-сульфонатофенил)фосфин-тетрагидрата, и в реактор вводят,вместо азота, диоксид углерода (давление 1043 кПа). Установлено, что мгновенная скорость на 14-ой минуте равна 26,6 кПа/мин. Сопоставляя этот результат со скоростью реакции в отсутствие диоксида углерода, ясно, что диоксид углерода ингибирует гидроформилирование в этой системе, так как скорость гидроформилирования составляет только примерно 71% от величины скорости в отсутствие диоксида углерода. Пример 5. Диоксид углерода и растворенная вода могут дать достаточно угольной кислоты, чтобы проявилось отрицательное воздействие на гидролитическую стабильность органофосфитного лиганда. В следующем опыте продемонстрировано, что диоксид углерода не оказывает такого отрицательного воздействия на гидролитическую стабильность органофосфитного лигандаF. В атмосфере азота готовят 0,2% (по весу) раствор лиганда F (который определен выше) в тетраглиме, содержащий 0,44 вес.% воды. В качестве внутреннего стандарта в смесь вводят 0,05 вес.% оксида трифенилфосфина. Аликвоты раствора (по 25 мл) загружают в азоте (избыточное давление 14 кПа) в 3 отдельных реакционных аппарата Фишера-Портера, оборудованных магнитной мешалкой. Эти растворы нагревают до 95 С и затем два из них выдерживают в диоксиде углерода, при избыточном давлении 70 и 630 кПа соответственно. Пробы на анализ методом 31 Р-ЯМР отбирают, удаляя аликвоты(по 2 мл) из реакционных аппаратов при 95 С. Количество лиганда F определяют посредством измерения высоты пика от атома фосфора в спектре ЯМР. Высоту пика нормализуют с учетом внутреннего стандарта. В таблице А приведены данные об изменении количества лиганда В пределах ошибки эксперимента, концентрация Лиганда F не изменяется. Таким образом, эти данные показывают, что диоксид углерода не оказывает вредного воздействия на гидролитическую стабильность Лиганда F. Пример 6. Следующий эксперимент демонстрирует,что в присутствии родия диоксид углерода не оказывает вредного воздействия ни на окислительную стабильность, ни на гидролитическую стабильность Лиганда F. Готовят раствор тетраглима, содержащий 2,0 вес.% Лиганда F, 1,0 вес.% воды и 400 ч/млн родия. В качестве внутреннего стандарта в смесь добавляют 1,0 вес.% оксида трис(октил)фосфина. Раствор (25 мл) загружают в аппарат Фишера-Портера, который дважды продувают диоксидом углерода и затем выдерживают в диоксиде углерода, при избыточном давлении 280 кПа. Затем раствор нагревают 24 ч при 100 С, и пробы раствора, нагретого в атмосфере диоксида углерода, анализируют методом 31 Р-ЯМР. При добавлении диоксида углерода не наблюдается увеличение скорости окисления или гидролиза Лиганда F. Пример 7. Следующий эксперимент демонстрирует,что в присутствии диоксида углерода не увеличивается скорость окисления Лиганда F в смеси родия, бутиральдегида и Лиганда F. Повторяют 52 методику, изложенную в примере 6, но в качестве растворителя используют смесь тетраглима и бутиральдегида (25:75% по объему). При добавлении диоксида углерода в присутствии родия и бутиральдегида не наблюдается увеличение скорости окисления Лиганда F. Примеры 8-12 иллюстрируют внутреннее буферное действие (in situ) таких азотсодержащих добавок, как бензимидазол, и способность этих добавок переносить кислотность в водный буферный раствор. Пример 8. Этот контрольный пример иллюстрирует стабильность Лиганда F (который определен выше) в растворе, содержащем 200 ч/млн родия и 0,39 вес.% Лиганда F в бутиральдегиде, содержащем димер и тример альдегида в отсутствие добавленной кислоты или бензимидазола. В чистую, сухую пробирку емкостью 25 мл добавляют 12 г указанного выше раствора бутиральдегида. Весовое содержание Лиганда F в образцах через 24 и 72 ч анализируют методом жидкостной хроматографии высокого разрешения, по сравнению с калибровочной кривой. Ни через 24, ни через 72 ч не наблюдается никаких изменений концентрации Лиганда F. Пример 9. Этот пример аналогичен примеру 8, за исключением того, что добавляют фосфористую кислоту (Н 3 РО 3), которая моделирует тот тип кислоты, которая может образоваться в ходе гидролиза органофосфита. Повторяют методику примера 8 за исключением того, что к 12 г раствора добавляют 0,017 г фосфористой кислоты. Спустя 24 ч концентрация Лиганда F снизилась от 0,39 до 0,12 вес.%, а спустя 72 ч концентрация Лиганда F снизилась до 0,04 вес.%. Эти данные демонстрируют, что сильные кислоты катализируют разложение Лиганда F. Пример 10. Этот пример аналогичен примеру 8, за исключением того, что добавляют фосфористую кислоту (Н 3 РО 3), а также бензимидазол. Повторяют методику примера 8 за исключением того, что в раствор добавляют 18 мг фосфористой кислоты и 33,7 мг бензимидазола. Ни через 24, ни через 72 ч не наблюдается разложение Лиганда F. Эти данные демонстрируют, что добавление бензимидазола эффективно нейтрализует действие сильной кислоты и тем самым предотвращает быстрое разложение Лиганда F. Пример 11. Этот пример демонстрирует, что возможно рекуперировать кислоту из азотистого основания - внутреннего водного буфера, давая азотистому основанию перейти в органическую фазу,из которой его можно рециркулировать в зону гидроформилирования. Твердый фосфат бензимидазола получают,помещая 1,18 г (10 ммоль) бензимидазола в ста 53 кан емкостью 250 мл и растворяя бензимидазол в 30 мл тетра-гидрофурана. В этот раствор медленно добавляют 0,5 г 85%-ной (по весу) фосфорной кислоты. При добавлении кислоты формируется осадок, который собирают на пористой пластинке из плавленого стекла и промывают тетрагидрофураном. Полученное твердое вещество сушат на воздухе с использованием вакуума и используют без какой-либо дополнительной очистки. Растворяют 109 мг(0,504 ммоль) водорастворимого фосфата бензимидазола, полученного на предыдущей стадии, в 10 г 0,1-молярного буферного раствора фосфата натрия с рН 7. Полученный раствор экстрагируют 10 граммами валерианового альдегида. Затем органический слой отделяют от водного слоя, используя разделительную воронку. После этого летучие компоненты из органического слоя удаляют путем дистилляции при 100 С, получая твердое вещество. Это вещество было идентично подлинному бензимидазолу,как было показано методом тонкослойной хроматографии с использованием в качестве элюента смеси хлороформа и ацетона (1:1 по объему) и силикагеля в качестве стационарной фазы. В расчете на выделенное твердое вещество, бензимидазол полностью переходит в органическую фазу. Эти данные показывают, что растворимое в органической фазе азотистое основание, которое существует в виде соли с сильной кислотой,можно регенерировать путем контактирования с водным буферным раствором и вернуть в органическую фазу. Пример 12. Этот пример демонстрирует, что буферный раствор является эффективным при нейтрализации растворимой в органической фазе соли сильной кислоты и слабого основания; таким образом обеспечивается возврат основания в органическую фазу и эффективное удаление кислоты из органической фазы. Готовят однопроцентный (по весу) раствор бензотриазола в бутиральдегиде. Затем этот раствор анализируют методом газовой хроматографии, определяя содержание бензотриазола, служащего как сравнительный образец. В раствор, приготовленный на предыдущей стадии, добавляют 0,25 моль-эквивалента фосфористой кислоты. В стеклянную бутыль емкостью 0,47 л добавляют 50 г раствора бензотриазола в бутиральдегиде и 50 г 0,2-молярного буферного раствора фосфата натрия с рН 7. Эту смесь перемешивают 15 минут и затем переносят в разделительную воронку. Затем водный слой отделяют от альдегидного слоя. В водном слое определяют содержание фосфористой кислоты методом ионной хроматографии. В альдегидном слое определяют содержание бензотриазола методом газовой хроматографии и определяют содержание фосфористой кислоты методом ионной хроматографии. Было найдено, что фосфористая кислота 54 полностью переходит в водную фазу. Было также установлено, что бензотриазол полностью возвращается в органическую фазу. Эти данные показывают, что растворимая в органической фазе соль слабого основания и сильной кислоты, может быть полностью нейтрализована путем контактирования органической фазы с водным буферным раствором и что тем самым свободное основание возвращается в органическую фазу. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ гидроформилирования, отличающийся тем, что включает взаимодействие одного или нескольких реагентов в присутствии комплексного металл-органофосфитного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с получением потока продуктов реакции, содержащих один или несколько компонентов, причем этот способ осуществляют в присутствии достаточного количества диоксида углерода, чтобы не вызвать значительное разложение любого указанного органофосфитного лиганда и/или существенную потерю активности указанного комплексного металл-органофосфитного катализатора. 2. Способ по п.1, отличающийся тем, что включает взаимодействие одного или нескольких олефиново-ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов. 3. Усовершенствованный способ гидроформилирования по п.1 или 2, отличающийся тем, что включает: а) взаимодействие, по меньшей мере, в одной реакционной зоне одного или нескольких олефиново-ненасыщенных соединений с монооксидом углерода и водородом в присутствии металл-органофосфитного комплексного катализатора и растворенной воды и необязательно свободного органофосфитного лиганда с образованием потока продуктов реакции, содержащих один или несколько альдегидов, и б) выделение, по меньшей мере, в одной зоне разделения или в упомянутой, по меньшей мере, одной реакционной зоне одного или нескольких альдегидов из указанного потока продуктов реакции, в котором усовершенствование состоит в том, что исключается необходимость удаления диоксида углерода из газовой смеси монооксида углерода и водорода до ее введения в упомянутую, по меньшей мере, одну реакционную зону. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что катализатором является родий-органофосфитный комплексный катализатор. 55 5. Способ по любому из предшествующих пунктов, отличающийся тем, что гидроформилирование осуществляют в присутствии диоксида углерода, количество которого составляет от 0,1 до 70 мол.% в расчете на общую газовую смесь. 6. Способ по п.5, отличающийся тем, что парциальное давление диоксида углерода изменяется в зависимости от количества диоксида углерода, составляющего приблизительно более 5 мол.% в расчете на общую газовую смесь. 7. Способ по любому из предшествующих пунктов, отличающийся тем, что количество присутствующей растворенной воды составляет от 0,01 до 10 вес.% в расчете на общий вес потока продуктов реакции гидроформилирования. 8. Способ по п.2 или 3, отличающийся тем,что процесс гидроформилирования включает непрерывную рециркуляцию жидкости. 9. Способ по любому из предшествующих пунктов, отличающийся тем, что металлорганофосфитный комплексный катализатор является гомогенным или гетерогенным. 10. Способ по любому из пп.1-8, отличающийся тем, что поток продуктов реакции содержит гомогенный или гетерогенный металлорганофосфитный комплексный катализатор,причем, по меньшей мере, часть указанного потока продуктов реакции контактирует с фиксированным гетерогенным металл-органофосфитным комплексным катализатором. 11. Способ по любому из пп.1-10, отличающийся тем, что металл-органофосфитный комплексный катализатор включает комплекс родия с органофосфитным лигандом, выбранным из: в которой R1 представляет собой замещенный или незамещенный трехвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более,ii) диорганофосфита, представленного формулой в которой R2 представляет собой замещенный или незамещенный двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода или более, и W является замещенным или незамещенным одновалентным углеводородным радикалом, содержащим от 1 до 18 атомов углерода или более,iii) триорганофосфита, представленного формулой 56 в которой каждый R6 является таким же или различным и представляет собой замещенный или незамещенный одновалентный углеводородный радикал; иiv) полиорганофосфита, содержащего два или более третичных (трехвалентных) атомов фосфора и представленного формулой в которой X представляет собой замещенный или незамещенный n-валентный углеводородный мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый радикал R7, одинаковый или различный, представляет собой двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода, каждый радикал R8, одинаковый или различный, представляет собой одновалентный углеводородный радикал, содержащий от 1 до 24 атомов углерода, a и b могут быть одинаковыми или различными и каждый имеет значение от 0 до 6, при условии что а + b равно от 2 до 6 и n равно а + b. 12. Способ по любому из пп.1-11, отличающийся тем, что поток продуктов реакции содержит соединение фосфористой кислоты. 13. Способ по п.12, отличающийся тем, что соединение фосфористой кислоты, присутствующее в потоке продуктов реакции, обрабатывают водным буферным раствором. 14. Способ по п.13, отличающийся тем, что водный буферный раствор содержит смесь солей оксикислот, имеющих значение рН от 3 до 9. 15. Способ по п.14, отличающийся тем, что водный буферный раствор содержит смесь анионов, выбранных из группы, состоящей из фосфатных, карбонатных, цитратных и боратных соединений, и катион, выбранный из группы, состоящей из аммония и щелочных металлов. 16. Способ по п.12, отличающийся тем, что соединение фосфористой кислоты, присутствующее в потоке продуктов реакции, удаляется органическим азотистым соединением, которое также присутствует в указанном потоке продуктов реакции, и в котором, по меньшей мере, некоторое количество соединения фосфористой кислоты в продуктах превращения по реакции между указанным соединением фосфористой кислоты и указанным органическим азотистым соединением также удаляется путем обработки водным буферным раствором. 17. Способ по п.16, отличающийся тем, что органическое азотистое соединение выбирают из группы, состоящей из диазолов, триазолов,диазинов и триазинов. 18. Способ по п.17, отличающийся тем, что органическое азотистое соединение является бензимидазолом или бензотриазолом.
МПК / Метки
МПК: C07C 45/50
Метки: получения, комплексного, металл-органофосфитного, гидроформилирования, присутствии, альдегидов, катализатора, способ
Код ссылки
<a href="https://eas.patents.su/30-1482-sposob-gidroformilirovaniya-dlya-polucheniya-aldegidov-v-prisutstvii-metall-organofosfitnogo-kompleksnogo-katalizatora.html" rel="bookmark" title="База патентов Евразийского Союза">Способ гидроформилирования для получения альдегидов в присутствии металл-органофосфитного комплексного катализатора</a>
Способ отделения кислотных соединений фосфора в присутствии металл-органофосфитного комплексного катализатора.
Номер патента: 1218
Опубликовано: 25.12.2000
Авторы: Биллиг Эрнст, Эйзеншмид Томас Карл, Брайант Дэвид Роберт, Леунг Так Вай, Николсон Джеймс Клэйр
МПК: C07C 45/50, C07F 9/02, B01J 31/18...
Метки: фосфора, металл-органофосфитного, кислотных, отделения, катализатора, комплексного, присутствии, способ, соединений
Формула / Реферат:
1. Способ отделения одного или нескольких кислотных соединений фосфора из потока продуктов реакции или стабилизации органофосфитного лиганда относительно гидролитического разложения и/или дезактивации комплексного металл-органофосфитного катализатора или предотвращения и/или уменьшения гидролитического разложения органофосфитного лиганда и/или дезактивации комплексного металл-органофосфитного катализатора, включающий обработку потока продуктов...
Способ гидроформилирования
Номер патента: 685
Опубликовано: 28.02.2000
Авторы: Ламгейр Дэвид Р.Мл., Мэттурро Майкл Дж., Кинг Дэниел Н., Хершковитц Фрэнк, Джэнда Гэри Ф., Кисс Габор, Декмэн Гарри Уилльям
МПК: C07C 45/50
Метки: способ, гидроформилирования
Формула / Реферат:
1. Способ гидроформилирования углеводородсодержащего сырья, в котором содержание этилена составляет от 27,5 до 75 вес.% от общего количества углеводородов, а общее содержание олефинов не превышает 80 вес.% в пересчете на общее количество углеводородов, включающий необязательную предварительную обработку сырья, контактирование сырья с ситез-газом в условиях гидроформилирования в присутствии родийсодержащего катализатора и выделение продукта...
Усовершенствованные способы, катализируемые комплексом металл-лиганд
Номер патента: 1358
Опубликовано: 26.02.2001
Авторы: Николсон Джеймс Клэйр, Брайант Дэвид Роберт
МПК: C07C 45/50, B01J 31/18, C07F 9/02...
Метки: усовершенствованные, комплексом, катализируемые, способы, металл-лиганд
Формула / Реферат:
1. Способ отделения одного или нескольких кислотных соединений фосфора от текучего продукта реакции, или стабилизации органофосфитного лиганда против гидролитической деструкции и/или катализатора в виде комплекса - металл-органофосфитный лиганд против дезактивации, или предотвращения и/или снижения гидролитической деструкции органофосфитного лиганда и/или дезактивации катализатора в виде комплекса - металл-органофосфитный лиганд, отличающийся...
Катализатор для селективного окисления соединений серы до элементарной серы, способ получения такого катализатора и способ селективного окисления соединений серы до элементарной серы
Номер патента: 1069
Опубликовано: 30.10.2000
Авторы: Терерде Роберт Йохан Андреас Мария, Гес Йохн Вильхельм
МПК: C01B 17/04, B01J 23/76
Метки: способ, серы, окисления, элементарной, катализатора, такого, соединений, получения, катализатор, селективного
Формула / Реферат:
1. Катализатор на носителе для селективного окисления серосодержащих соединений до элементарной серы, содержащий, по меньшей мере, один каталитически активный материал, который присутствует на материале носителя, где каталитически активный материал состоит, по меньшей мере, частично из смешанного оксида с оксидной решеткой, в которую включены, по меньшей мере, два металла в виде ионов. 2. Катализатор по п.1, в котором первый металл способен...
Способ активации и восстановления активности катализатора
Номер патента: 665
Опубликовано: 28.02.2000
Авторы: Морс Ерун Харри, Хук Аренд
МПК: B01J 38/58, B01J 37/18, C07C 1/04...
Метки: восстановления, активности, катализатора, способ, активации
Формула / Реферат:
1. Способ активации или восстановления активности катализатора синтеза углеводорода в присутствии жидкого углеводорода, при этом катализатор содержит соединение металла Ib, VIIb или VIII группы, посредством контактирования катализатора с водородсодержащим газом при парциальном давлении водорода, составляющем, по меньшей мере, 15 бар абс. 2. Способ по п.1, в котором парциальное давление водорода составляет, по крайней мере, 20 бар абс. 3....
Предыдущий патент: Ингибиторы ротамазной ферментативной активности
Следующий патент: Способ стабилизации органофосфитных лигандов в процессах, катализируемых комплексными катализаторами
Случайный патент: 1-пиразолил-3-(4-((2-анилинопиримидин-4-ил)окси)нафталин-1-ил)мочевины как ингибиторы p38 map-киназы