Способ стабилизации органофосфитных лигандов в процессах, катализируемых комплексными катализаторами
Номер патента: 1483
Опубликовано: 23.04.2001
Авторы: Леунг Так Вай, Шоу Бернард Лесли, Брайант Дэвид Роберт
Формула / Реферат
1. Способ стабилизации комплексного катализатора металл-органополифосфитный лиганд против деактивации в процессах гидроформилирования, включающих реакцию одного или нескольких реагентов в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда для получения потока продуктов реакции, содержащего один или несколько продуктов, отличающийся тем, что указанный процесс проводят в присутствии, по меньшей мере, одного свободного гетероциклического азотсодеожащего соединения, которым является диазол, триазол, диазин или триазин, в количестве, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд.
2. Способ по п.1, отличающийся тем, что процесс гидроформилирования включает реакцию одного или нескольких олефиновых ненасыщенных соединений с моноокисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда для получения потока продуктов реакции, содержащего один или несколько альдегидов и в котором, по меньшей мере, часть указанного процесса гидроформилирования проводится в условиях, достаточных для того, чтобы повлиять, по меньшей мере частично, на деактивацию комплексного катализатора металл-органополифосфитный лиганд.
3. Способ по п.2, отличающийся тем, что процесс гидроформилирования является непрерывным процессом гидроформилирования с рециклом жидкости.
4. Способ по п.2, отличающийся тем, что процесс гидроформилирования включает (i) реакцию, по меньшей мере, в одной реакционной зоне одного или нескольких олефиновых ненасыщенных соединений с моноокисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда для получения потока продуктов реакции, содержащего один или несколько альдегидов, и (ii) отделение, по меньшей мере, в одной зоне разделения или в указанной, по меньшей мере, одной реакционной зоне одного или нескольких альдегидов от указанного потока продуктов реакции, и где, по меньшей мере, часть указанного процесса проводится при парциальном давлении моноокиси углерода, достаточно низком для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд.
5. Способ по п.4, отличающийся тем, что процесс гидроформилирования представляет собой непрерывный процесс с рециклом жидкости.
6. Способ по пп.1-5, отличающийся тем, что, по меньшей мере, одно свободное гетероциклическое азотсодержащее соединение является диазолом, который представляет имид-азол, пиразол или индазол.
7. Способ по пп.1-5, отличающийся тем, что, по меньшей мере, одно свободное гетероциклическое азотсодержащее соединение является триазолом, который представляет 1,3,3-триазол, 1,2,4-триазол, 2,1,3-триазол или 4,1,2-триазол.
8. Способ по пп.1-5, отличающийся тем, что, по меньшей мере, одно свободное гетероциклическое азотсодержащее соединение является диазином, который представляет 1,2-диазин, 1,3-диазин или 1,4-диазин.
9. Способ по п.6, отличающийся тем, что диазол представляет собой бензимидазол.
10. Способ по п.9, отличающийся тем, что бензимидазол представлен формулой

где R20, R21, R22, R23, R24 и R25 являются идентичными или различными и каждый представляет атом водорода или одновалентный заместитель, при условии, что R20 и R21 не являются оба одновременно одновалентными углеводородными радикалами.
11. Способ по п.7, отличающийся тем, что триазол представлен формулой

где R8, R10 и R11 являются идентичными или различными и каждый представляет атом водорода или одновалентный заместитель и смежные заместители R8 и R11 или R10 и R11 могут быть необязательно выбраны вместе так, чтобы образовать замещенный или незамещенный двухвалентный радикал, который вместе с двумя атомами формулы, с которыми связаны указанные смежные заместители, образует циклическое кольцо.
12. Способ по п.11, отличающийся тем, что триазол представляет собой бензотриазол.
13. Способ по пп.1-5, отличающийся тем, что указанный комплексный катализатор металл-органополифосфитный лиганд является гомогенным или гетерогенным.
14. Способ по пп.1-5, отличающийся тем, что указанный комплексный катализатор металл-органополифосфитный лиганд содержит родий, связанный в комплекс с органополифосфитным лигандом, представленным формулой

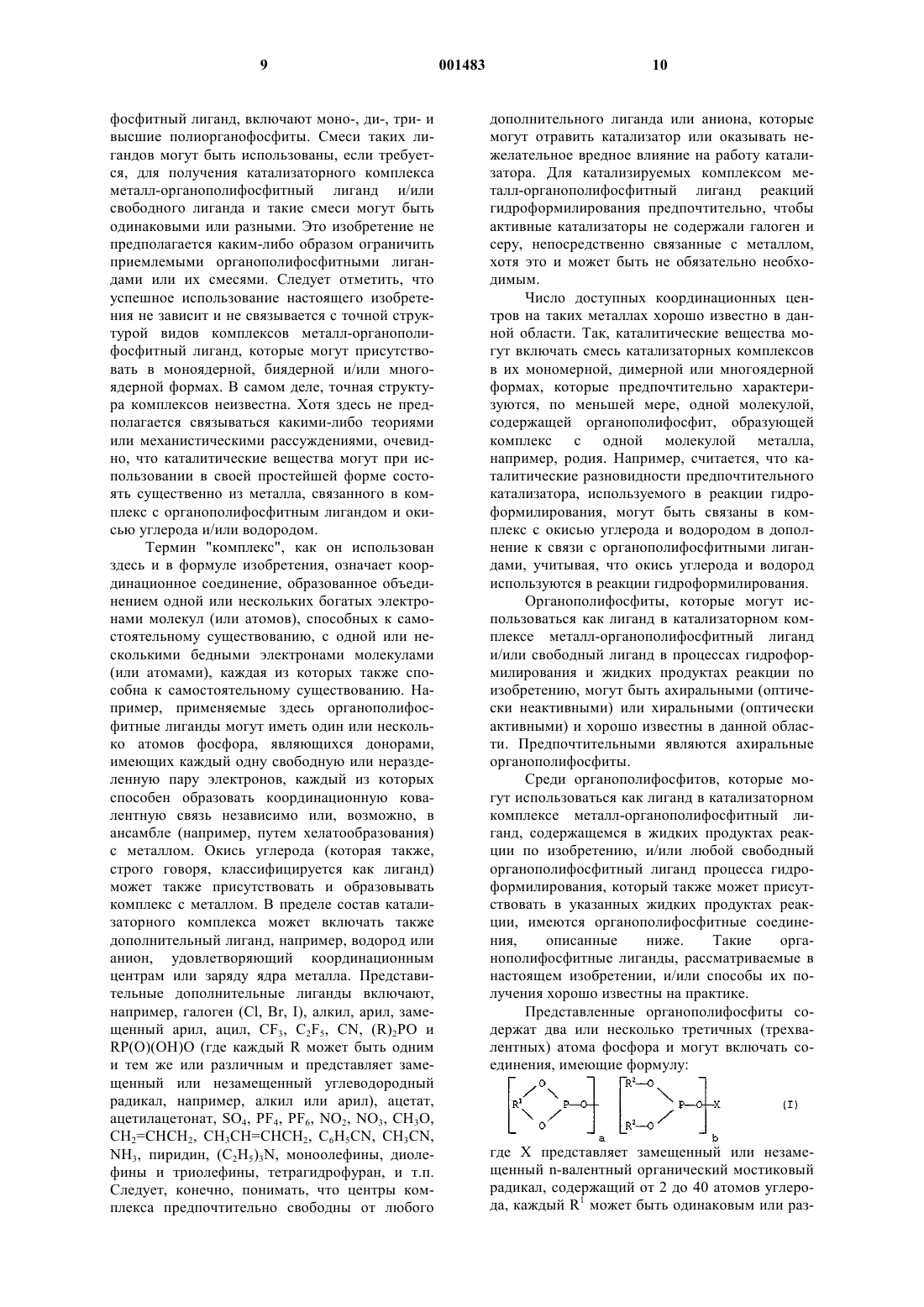
где X представляет замещенный или незамещенный n-валентный органический мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый R1 может быть одинаковым или различным и представляет двухвалентный органический радикал, содержащий от 4 до 40 атомов углерода, каждый R2 может быть одинаковым или различным и представляет замещенный или незамещенный одновалентный углеводородный радикал, содержащий от 1 до 24 атомов углерода, где а и b могут быть одинаковыми или разными и каждое имеет значения от 0 до 6 при условии, что сумма a+b имеет значение от 0 до 6 и n равно а+b.
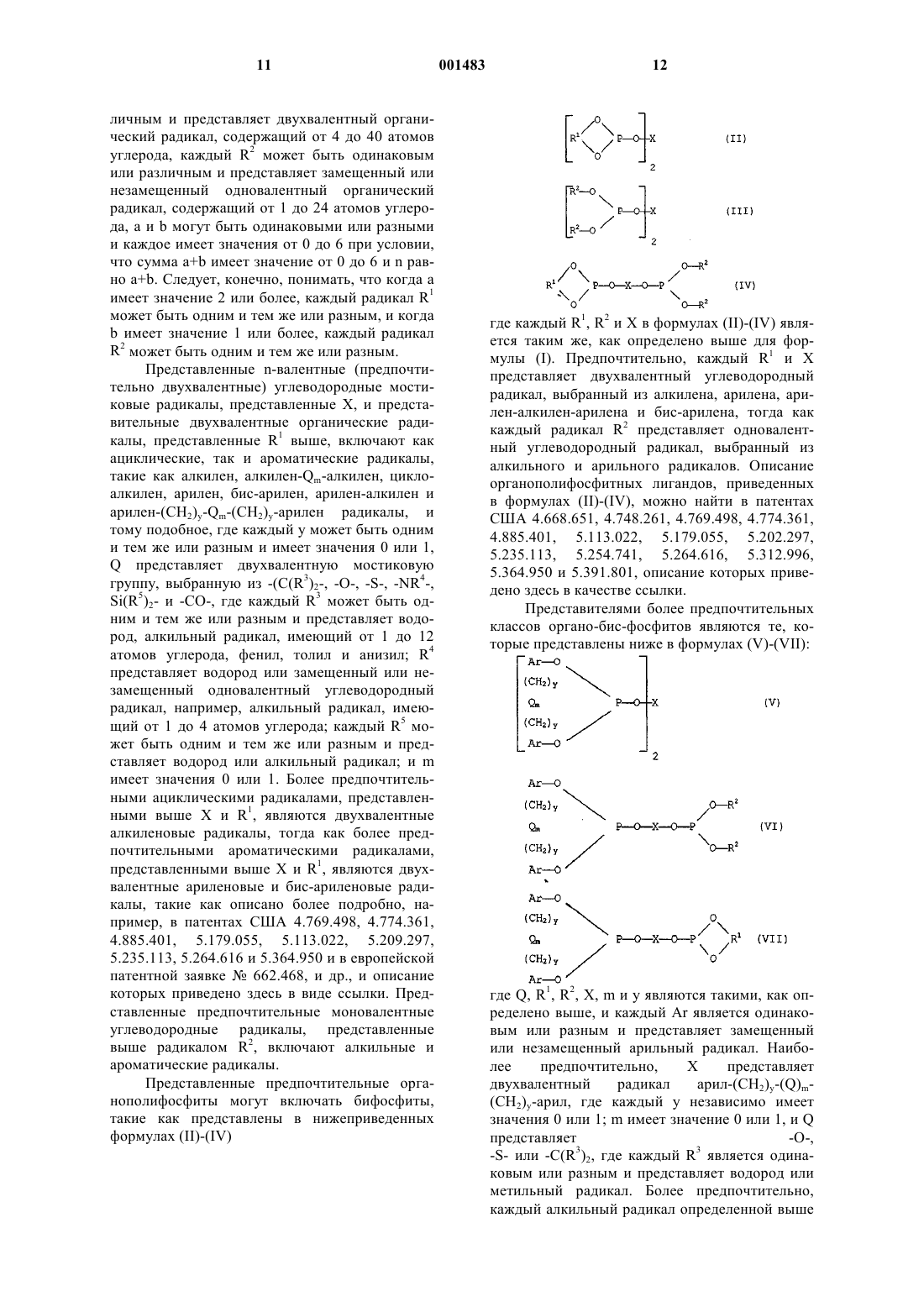
15. Способ по п.14, отличающийся тем, что указанный комплексный катализатор металл-органополифосфитный лиганд содержит родий, связанный в комплекс с органополифосфитным лигандом, имеющим формулу, выбранную из

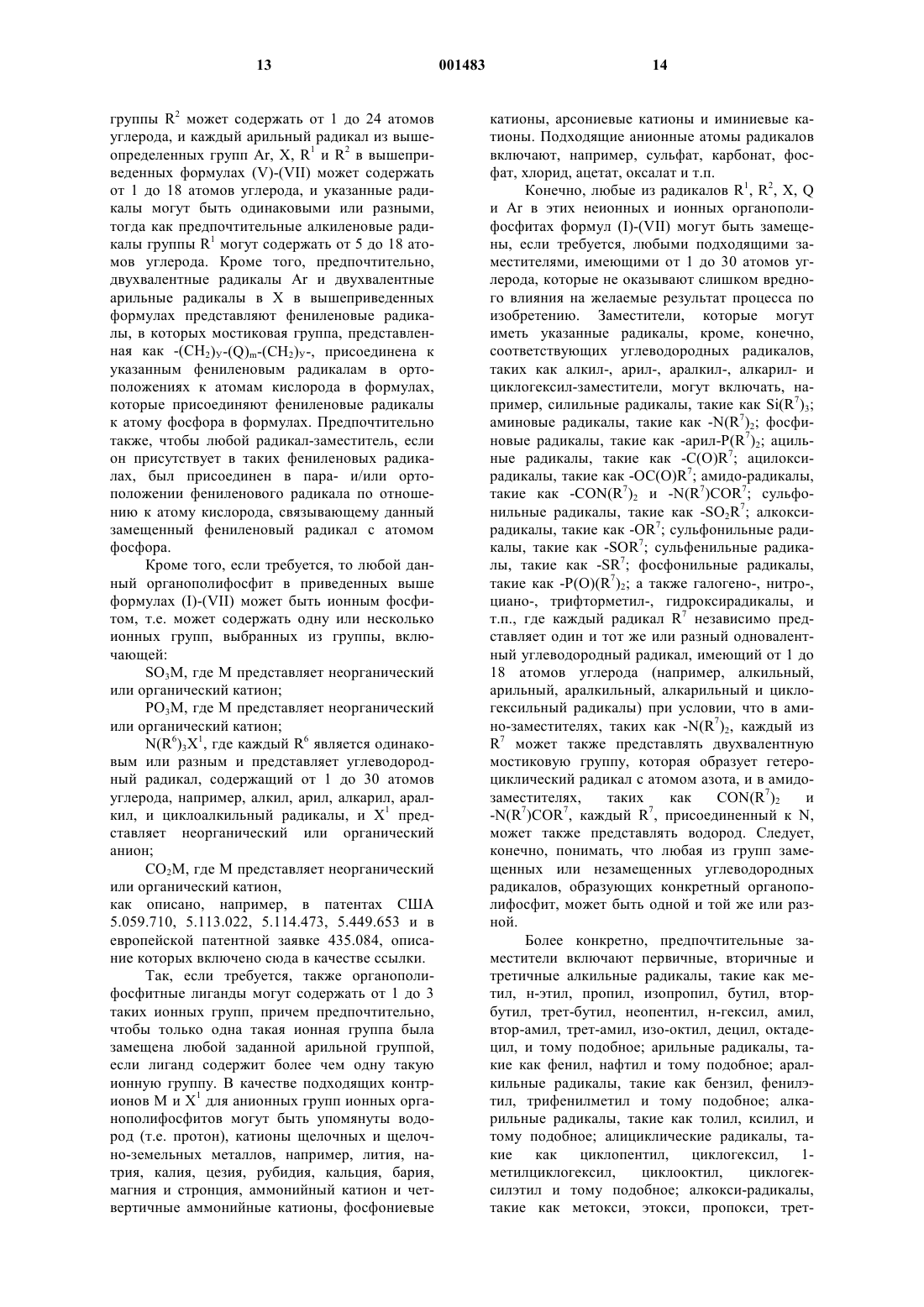
где X представляет замещенный или незамещенный двухвалентный углеводородный мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый R1 является одинаковым или различным и представляет двухвалентный углеводородный радикал, содержащий от 4 до 40 атомов углерода, и каждый R2 является одинаковым или различным и представляет замещенный или незамещенный одновалентный углеводородный радикал, содержащий от 1 до 24 атомов углерода.
16. Способ по п.п.2-5, отличающийся тем, что при парциальных давлениях моноокиси углерода, достаточно низких для того, чтобы вызвать, по меньшей мере, частичную, деактивацию комплексного катализатора металл-органополифосфитный лиганд, одно или несколько свободных гетероциклических азотсодержащих соединений (i) имеют координационную прочность по отношению к металлу указанного комплексного катализатора металл-органополифосфитный лиганд, достаточную для того, чтобы конкурировать с моноокисью углерода, вызывая, по меньшей мере, некоторую координацию с металлом указанного комплексного катализатора металл-органополифосфитный лиганд, и (ii) имеют координационную прочность по отношению к металлу указанного комплексного катализатора металл-органополифосфитный лиганд, достаточную для того, чтобы не конкурировать с координацией органополифосфитного лиганда с металлом указанного комплексного катализатора металл-органополифосфитный лиганд.
17. Способ по пп.2-5, отличающийся тем, что при парциальных давлениях моноокиси углерода, достаточно низких для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд, одно или несколько свободных гетероциклических азотистых соединений (i) имеют координационную прочность по отношению к металлу указанного комплексного катализатора металл-органополифосфитный лиганд, достаточную для того, чтобы вызвать, по меньшей мере, некоторую координацию с металлом указанного комплексного катализатора металл-органополифосфитный лиганд, и (ii) имеют координационную прочность по отношению к металлу указанного комплексного катализатора металл-органополифосфитный лиганд меньше, чем у органополифосфитного лиганда с металлом указанного комплексного катализатора металл-органополифосфитный лиганд.
18. Способ по пп.1-11, отличающийся тем, что указанный потюъ продуктов реакции содержит кислотные соединения фосфора, по меньшей мере, часть которых связывается указанными одним или несколькими свободными гетероциклическими азотсодержащими соединениями.
Текст
1 Описание изобретения Настоящее изобретение относится к способам, катализируемым комплексами металлорганополифосфитный лиганд. В частности,настоящее изобретение относится к использованию одного или нескольких свободных гетероциклических соединений азота для предотвращения и/или уменьшения деактивации комплексного катализатора металл-органополифосфитный лиганд для таких процессов. Из уровня техники хорошо известно, что альдегиды могут быть легко получены реакцией олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора родий-органофосфитный лиганд и что предпочтительные процессы включают непрерывное гидроформилирование и рециркуляцию катализаторного раствора так,как описано, например, в патентах США 4.148.830; 4.717.775 и 4.769.498. Такие альдегиды находят широкое применение и используются, например, как промежуточные продукты для гидрирования в алифатические спирты, для альдольной конденсации для получения пластификаторов и для окисления с получением алифатических кислот. Однако, несмотря на достоинства, присущие таким процессам гидроформилирования,катализируемым комплексом родий-органофосфитный лиганд, стабилизация катализатора и органoфосфитного лиганда остается важнейшей проблемой. Очевидно, что стабильность катализатора является ключевым вопросом применения любого катализатора. Потеря катализатора или каталитической активности, ведущая к нежелательным реакциям дорогостоящих родиевых катализаторов, может быть вредна для получения целевого альдегида. Подобным образом, разрушение органофосфитного лиганда,используемого в процессе гидроформилирования, может привести к отравлению органофосфитных соединений или ингибиторами или кислотными побочными продуктами, что может снизить каталитическую активность родиевого катализатора или увеличить потери органофосфорного лиганда. Кроме того, себестоимость альдегидного продукта увеличивается при снижении производительности катализатора. Были предложены многочисленные способы поддерживать стабильность катализатора и/или органофосфитного лиганда. Например,патент США 5.288.918 предлагает использование улучшающей каталитическую активность добавки, такой как вода и/или слабокислотные соединения; патент США 5.364.950 предлагает добавление эпоксида для стабилизации органофосфитного лиганда; и патент США 4.774.361 предлагает проведение испарительного разделения для отделения альдегидного продукта от катализатора в присутствии полярных функциональных групп, выбранных из класса, включающего амидные, кетоновые, карба-матные, 001483 2 мочевиновые и карбонатные радикалы, для того, чтобы предотвратить и/или уменьшить осаждение родия из раствора в виде металлического родия или в форме кластеров родия. Несмотря на ценность предложений в указанных ссылках, остается актуальным поиск альтернативных методов и желательно даже лучших и более эффективных способов стабилизации применяемых родиевого катализатора и органофосфитного лиганда. Например, хотя предложенное использование органополифосфитных промотировaнных родиевых катализаторов гидроформилирования хорошо известно на практике, было найдено,как видно, например, из указанного патента США 4.769.498, что активность таких катализаторов снижается с медленной, но ощутимой скоростью в ходе непрерывного процесса гидроформилирования с рециркуляцией жидкости. Считается, что эта потеря каталитической активности органополифосфитного промотированного родиевого катализатора гидроформилирования обусловлена отчасти низким парциальным давлением присутствующей окиси углерода,например при испарении,применяемом при отделении и извлечении альдегидного продукта из смеси продуктов реакции. Когда для выделения альдегидного продукта процесса используется испаритель,создаются жесткие условия высокой температуры и низкого парциального давления применяемой при гидроформилировании окиси углерода, и было найдено, что, когда органополифосфитный промотированный родиевый катализатор попадает в эти условия испарителя, он деактивируется с увеличивающейся со временем скоростью. Кроме того, считается, что эта деактивация, возможно,вызвана образованием неактивных или менее активных соединений родия. Это становится особенно заметным, когда парциальное давление окиси углерода очень мало или отсутствует. Было также замечено, что родий становится склонным к осаждению при продолжительном пребывании в таких условиях испарителя. таких Например, предполагается, что при жестких условиях, какие существуют в испарителе, активный катализатор, который, как считается, в условиях гидроформилирования включает комплекс родия, органополифосфит, окись углерода и водород, теряет, по меньшей мере,часть своей координационной окиси углерода,открывая тем самым путь для образования таких каталитически неактивных или менее активных соединений родия. Два потенциальных пути образования таких каталитически неактивных или менее активных соединений родия, которые могут теоретически служить для объяснения снижения каталитической активности, наблюдаемого в ходе катализируемого комплексом родийорганофосфитный лиганд процесса гидроформилирования, включают замещение указанной 3 потерянной окиси углерода добавочным органополифосфитным лигандом с образованием родий-бис-органополифосфитных комплексов или образование кластерных комплексов родия,которое может быть вызвано полимеризацией комплекса родий-органофосфитный лиганд,образовавшегося в результате указанной потери окиси углерода. Кроме того, такие образовавшиеся неактивные или менее активные комплексы родия могут быть склонны к осаждению из раствора,вызванному их меньшей растворимостью в реакционной среде гидроформилирования, чем растворимость активного родиевого катализатора. Соответственно, эффективный способ предотвращения и/или снижения такой деактивации катализатора был бы крайне желателен на практике. Было обнаружено, что некоторые свободные гетероциклические соединения азота могут быть применены, чтобы эффективно предотвратить и/или уменьшить деактивацию комплексных катализаторов металл-органополифосфитный лиганд, которая может возникать во время протекания процессов, например процесса гидроформилирования, направленного на получение одного или нескольких альдегидов, в котором, по меньшей мере, часть указанного процесса гидроформилирования осуществляется в жестких условиях, таких, как существуют в испарителе, например, непрерывного процесса гидроформилирования с рециркуляцией жидкости, где выделение альдегидного продукта из потока продуктов реакции гидроформилирования происходит в условиях низкого парциального давления окиси углерода. Настоящее изобретение относится к способу стабилизации комплексного катализатора металл-органополифосфитный лиганд против деактивации в процессе, включающем реакцию одного или нескольких реагентов в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда с получением потока продуктов реакции, состоящего из одного или нескольких продуктов, который включает проведение указанного процесса в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд. Настоящее изобретение относится также, в частности, к способу стабилизации комплексного катализатора металл-органополифосфитный лиганд против деактивации в процессе гидроформилирования, включающем реакцию одного или нескольких олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного ли 001483 4 ганда с получением потока продуктов реакции,состоящего из одного или нескольких альдегидов, который включает проведение указанного процесса гидроформилирования в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд. Это изобретение, кроме того, относится, в частности, к процессу гидроформилирования,включающему реакцию одного или нескольких олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда с получением потока продуктов реакции, состоящего из одного или нескольких альдегидов, и в котором, по меньшей мере, часть указанного процесса гидроформилирования осуществляется в условиях,достаточных для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд, где указанный процесс гидроформилирования проводят в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд. Это изобретение, кроме того, относится еще к непрерывному процессу гидроформилирования с рециркуляцией жидкости, включающему реакцию одного или нескольких олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда с получением потока продуктов реакции, состоящего из одного или нескольких альдегидов, и в котором, по меньшей мере, часть указанного процесса гидроформилирования осуществляется в условиях,достаточных для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд, где указанный процесс гидроформилирования проводят в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд. Это изобретение также относится, в частности, к усовершенствованному процессу гидроформилирования, который включает (i) реакцию в, по меньшей мере, одной реакционной зоне одного или нескольких олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и 5 необязательно свободного органополифосфитного лиганда с получением потока продуктов реакции, состоящего из одного или нескольких альдегидов, и (ii) отделение в, по меньшей мере,одной зоне разделения или в указанной, по меньшей мере, одной реакционной зоне одного или нескольких альдегидов от указанного потока продуктов реакции, и в котором, по меньшей мере, часть указанного процесса гидроформилирования осуществляется при парциальном давлении окиси углерода достаточно низком для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд, где усовершенствование включает проведение указанного процесса в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металл-органополифосфитный лиганд. Настоящее изобретение, кроме того, относится к усовершенствованному непрерывному процессу гидроформилирования с рециркуляцией жидкости, который включает (i) реакцию, по меньшей мере, в одной реакционной зоне одного или нескольких олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд и необязательно свободного органополифосфитного лиганда с получением потока продуктов реакции,состоящего из одного или нескольких альдегидов, и (ii) отделение, по меньшей мере, в одной зоне разделения или в указанной, по меньшей мере, одной реакционной зоне испарительным разделением одного или нескольких альдегидов от указанного потока продуктов реакции, и в котором указанное испарительное разделение осуществляется при парциальном давлении окиси углерода достаточно низком для того, чтобы вызвать, по меньшей мере, частичную деактивацию комплексного катализатора металл-органополифосфитный лиганд, где усовершенствование включает проведение указанного процесса в присутствии одного или нескольких свободных гетероциклических соединений азота, достаточном для того, чтобы предотвратить и/или уменьшить деактивацию комплексного катализатора металлорганополифосфитный лиганд. Процессы гидроформилирования по изобретению могут быть асимметричными или несимметричными, причем предпочтительные процессы являются несимметричными и могут проводиться в непрерывном или полунепрерывном варианте и могут использовать любую желаемую схему рецикла катализаторной жидкости и/или газа. Таким образом, должно быть ясно, что конкретный процесс гидроформилирования для получения таких альдегидов из олефинового ненасыщенного соединения, а 6 также и условия реакции и ингредиенты для процесса гидроформилирования не являются критическими характеристиками настоящего изобретения. Термин "гидроформилирование",как он используется здесь, предназначен для того, чтобы включать, но не ограничивать, все допустимые асимметричные и несимметричные процессы гидроформилирования, использующие превращение одного или нескольких замещенных или незамещенных олефиновых соединений или реакционной смеси, состоящей из одного или нескольких замещенных или незамещенных олефиновых соединений в один или несколько замещенных или незамещенных альдегидов или в реакционную смесь, состоящую из одного или нескольких замещенных или незамещенных альдегидов. Термин "поток продуктов реакции", как он используется здесь,предназначен для того, чтобы включать, но не ограничивать этим, реакционную смесь, содержащую некоторое количество любого одного или нескольких из следующих: (а) комплексный катализатор металл-органополифосфитный лиганд, (b) свободный органополифосфитный лиганд, (с) одно или несколько кислотных фосфорных соединений, образовавшихся при реакции, (d) альдегидный продукт, образовавшийся при реакции, (е) непрореагировавшие реагенты,и (f) органический солюбилизирующий агент для указанного комплексного катализатора металл-органополифосфитный лиганд и указанного свободного органополифосфитного лиганда. Поток продуктов реакции включает в себя, но не ограничивается этим, (а) реакционную среду в реакционной зоне, (b) поток реакционной среды на его пути в зону разделения, (с) реакционную среду в зоне разделения, (d) рецикловый поток между зоной разделения и реакционной зоной, (е) реакционную среду, выходящую из реакционной зоны или зоны разделения для переработки в зоне удаления кислоты, (f) выходящую реакционную среду, обработанную в зоне удаления кислоты, (g) обработанную реакционную среду, возвращаемую в реакционную зону или в зону разделения, и (h) реакционную среду во внешнем холодильнике. Представительные процессы гидроформилирования, катализируемые комплексами металл-органополифосфитный лиганд, которые могут испытывать гидролитическое разложение органополифосфитного лиганда и каталитической деактивации, включают процессы, описанные, например, в патентах США 4.148.830; 4.593.127; 4.769.498; 4.717.775; 4.774.361; 4.885.401; 5.264.616; 5.288.918; 5.360.938; 5.364.950; и 5.491.266; описание которых включено сюда ссылкой. Соответственно, технологические приемы гидроформилирования по этому изобретению могут соответствовать любым известным технологическим приемам. Предпочтительными процессами являются те 7 процессы гидроформилирования, в которых используется рецикл катализаторной жидкости. В общем, такие процессы гидроформилирования с рециклом катализаторной жидкости включают получение альдегидов реакцией олефиновых ненасыщенных соединений с окисью углерода и водородом в присутствии комплексного катализатора металл-органополифосфитный лиганд в жидкой среде, которая содержит также органический растворитель для катализатора и лиганда. Предпочтительно, свободный органополифосфитный лиганд также присутствует в жидкой реакционной среде гидроформилирования. Под "свободным органополифосфитным лигандом" подразумевается органополифосфитный лиганд, который не образует комплекс (связан или соединен) с металлом,например, с атомом металла комплексного катализатора. Процедура рециркуляции в общем случае включает вывод части жидкой реакционной среды, содержащей катализатор и альдегидный продукт, из реактора гидроформилирования (т.е. из реакционной зоны) или непрерывно или с перерывами, и извлечение из нее альдегидного продукта с использованием композитной мембраны, как описано в патенте США 5.430.194 и сопряженной патентной заявке США 08/430.790 от 05.05.1995, описание которых приведено здесь в качестве ссылки, или более удобным и предпочтительным способом ее перегонки (т.е. испарительного разделения) в одну или несколько стадий при нормальном,пониженном или повышенном давлении, какое выбрано, в отдельной зоне дистилляции, причем остаток, содержащий неиспаренный металлический катализатор, возвращается в реакционную зону, как описано, например, в патенте США 5.288.918. Конденсация испаренных веществ и разделение и дополнительное их извлечение,например дальнейшей дистилляцией, может быть проведено любым обычным способом,сырой альдегидный продукт может быть подан,если требуется, на дальнейшую очистку и разделение изомеров, и любые извлеченные реагенты, например олефиновый исходный материал и синтез-газ, могут быть любым желаемым способом возвращены в цикл в зону гидроформилирования (реактор). В предпочтительном осуществлении жидкие продукты реакции гидроформилирования,применяемые здесь, включают любую жидкость, полученную из любого соответствующего процесса гидроформилирования, которая содержит, по меньшей мере, некоторое количество четырех различных основных ингредиентов или компонентов, т.е. альдегидный продукт,комплексный катализатор металл-органополифосфитный лиганд, свободный органополифосфитный лиганд и органический солюбилизирующий агент для указанного катализатора и указанного свободного лиганда, и указанные ингредиенты соответствуют тем, которые при 001483 8 менены и/или получены в процессе гидроформилирования, откуда происходят исходные материалы реакционной смеси гидроформилирования. Следует понимать, что составы реакционной смеси гидроформилирования, рассматриваемые здесь, могут и обычно будут включать более малые количества дополнительных ингредиентов, таких как те, которые были или преднамеренно введены в процесс гидроформилирования, или образовались in situ в ходе указанного процесса. Примеры таких ингредиентов, которые могут также присутствовать,включают непрореагировавший олефиновый исходный материал, газообразные окись углерода и водород, и продукты типа образовавшихся in situ, такие как насыщенные углеводороды и/или непрореагировавшие изомерные олефины,соответствующие исходным олефиновым материалам, и высококипящие жидкие побочные продукты конденсации альдегида, а также и другие инертные материалы типа сорастворителей или углеводородных добавок, если таковые применялись. Представленные комплексные катализаторы металл-органополифосфитный лиганд, применяемые в таких реакциях гидроформилирования, охватываемые настоящим изобретением, а также методы для их получения, хорошо известны на практике и включают те, которые описаны в вышеупомянутых патентах. В общем,такие катализаторы могут быть приготовлены предварительно или образованы in situ, как описано в этих ссылках, и состоят преимущественно из металла в виде комплекса с органополифосфитным лигандом. Считается, что окись углерода также присутствует и образует комплекс с металлом в активных веществах. Активные вещества могут также содержать водород, непосредственно связанный с металлом. Катализатор, используемый в процессе гидроформилирования, включает катализаторный комплекс металл-органополифосфитный лиганд, который может быть оптически активным или оптически неактивным. Приемлемые для использования металлы, которые образуют комплексы металл-органополифосфитный лиганд, включают металлы Групп 8, 9 и 10 и выбираются из родия (Rh), кобальта (Со), ирридия(Ir), рутения (Ru), железа (Fe), никеля (Ni), палладия (Pd), платины (Pt), осмия (Os) и их смесей, причем предпочтительными металлами являются родий, кобальт, ирридий и рутений,более предпочтительны родий, кобальт и рутений, в особенности, родий. Другие приемлемые для использования металлы включают металлы Группы 6, выбранные из хрома (Сr), молибдена(Мо), вольфрама (W) и их смесей. Смеси металлов Групп 6, 8, 9 и 10 могут быть также использованы в этом изобретении. Приемлемые для использования органополифосфитные лиганды,которые образуют комплексы металл-органополифосфитный лиганд и свободный органополи 9 фосфитный лиганд, включают моно-, ди-, три- и высшие полиорганофосфиты. Смеси таких лигандов могут быть использованы, если требуется, для получения катализаторного комплекса металл-органополифосфитный лиганд и/или свободного лиганда и такие смеси могут быть одинаковыми или разными. Это изобретение не предполагается каким-либо образом ограничить приемлемыми органополифосфитными лигандами или их смесями. Следует отметить, что успешное использование настоящего изобретения не зависит и не связывается с точной структурой видов комплексов металл-органополифосфитный лиганд, которые могут присутствовать в моноядерной, биядерной и/или многоядерной формах. В самом деле, точная структура комплексов неизвестна. Хотя здесь не предполагается связываться какими-либо теориями или механистическими рассуждениями, очевидно, что каталитические вещества могут при использовании в своей простейшей форме состоять существенно из металла, связанного в комплекс с органополифосфитным лигандом и окисью углерода и/или водородом. Термин "комплекс", как он использован здесь и в формуле изобретения, означает координационное соединение, образованное объединением одной или нескольких богатых электронами молекул (или атомов), способных к самостоятельному существованию, с одной или несколькими бедными электронами молекулами(или атомами), каждая из которых также способна к самостоятельному существованию. Например, применяемые здесь органополифосфитные лиганды могут иметь один или несколько атомов фосфора, являющихся донорами,имеющих каждый одну свободную или неразделенную пару электронов, каждый из которых способен образовать координационную ковалентную связь независимо или, возможно, в ансамбле (например, путем хелатообразования) с металлом. Окись углерода (которая также,строго говоря, классифицируется как лиганд) может также присутствовать и образовывать комплекс с металлом. В пределе состав катализаторного комплекса может включать также дополнительный лиганд, например, водород или анион, удовлетворяющий координационным центрам или заряду ядра металла. Представительные дополнительные лиганды включают,например, галоген (Сl, Вr, I), алкил, арил, замещенный арил, ацил, CF3, C2F5, CN, (R)2PO иRP(O)(ОН)О (где каждый R может быть одним и тем же или различным и представляет замещенный или незамещенный углеводородный радикал, например, алкил или арил), ацетат,ацетилацетонат, SO4, PF4, PF6, NO2, NO3, CH3O,CH2=CHCH2, CH3CH=CHCH2, C6H5CN, CH3CN,NH3, пиридин, (C2H5)3N, моноолефины, диолефины и триолефины, тетрагидрофуран, и т.п. Следует, конечно, понимать, что центры комплекса предпочтительно свободны от любого 10 дополнительного лиганда или аниона, которые могут отравить катализатор или оказывать нежелательное вредное влияние на работу катализатора. Для катализируемых комплексом металл-органополифосфитный лиганд реакций гидроформилирования предпочтительно, чтобы активные катализаторы не содержали галоген и серу, непосредственно связанные с металлом,хотя это и может быть не обязательно необходимым. Число доступных координационных центров на таких металлах хорошо известно в данной области. Так, каталитические вещества могут включать смесь катализаторных комплексов в их мономерной, димерной или многоядерной формах, которые предпочтительно характеризуются, по меньшей мере, одной молекулой,содержащей органополифосфит, образующей комплекс с одной молекулой металла,например, родия. Например, считается, что каталитические разновидности предпочтительного катализатора, используемого в реакции гидроформилирования, могут быть связаны в комплекс с окисью углерода и водородом в дополнение к связи с органополифосфитными лигандами, учитывая, что окись углерода и водород используются в реакции гидроформилирования. Органополифосфиты, которые могут использоваться как лиганд в катализаторном комплексе металл-органополифосфитный лиганд и/или свободный лиганд в процессах гидроформилирования и жидких продуктах реакции по изобретению, могут быть ахиральными (оптически неактивными) или хиральными (оптически активными) и хорошо известны в данной области. Предпочтительными являются ахиральные органополифосфиты. Среди органополифосфитов, которые могут использоваться как лиганд в катализаторном комплексе металл-органополифосфитный лиганд, содержащемся в жидких продуктах реакции по изобретению, и/или любой свободный органополифосфитный лиганд процесса гидроформилирования, который также может присутствовать в указанных жидких продуктах реакции, имеются органополифосфитные соединения,описанные ниже. Такие органополифосфитные лиганды, рассматриваемые в настоящем изобретении, и/или способы их получения хорошо известны на практике. Представленные органополифосфиты содержат два или несколько третичных (трехвалентных) атома фосфора и могут включать соединения, имеющие формулу: где X представляет замещенный или незамещенный n-валентный органический мостиковый радикал, содержащий от 2 до 40 атомов углерода, каждый R1 может быть одинаковым или раз 11 личным и представляет двухвалентный органический радикал, содержащий от 4 до 40 атомов углерода, каждый R2 может быть одинаковым или различным и представляет замещенный или незамещенный одновалентный органический радикал, содержащий от 1 до 24 атомов углерода, а и b могут быть одинаковыми или разными и каждое имеет значения от 0 до 6 при условии,что сумма а+b имеет значение от 0 до 6 и n равно а+b. Следует, конечно, понимать, что когда а имеет значение 2 или более, каждый радикал R1 может быть одним и тем же или разным, и когдаR2 может быть одним и тем же или разным. Представленные n-валентные (предпочтительно двухвалентные) углеводородные мостиковые радикалы, представленные X, и представительные двухвалентные органические радикалы, представленные R1 выше, включают как ациклические, так и ароматические радикалы,такие как алкилен, алкилен-Qm-алкилен, циклоалкилен, арилен, бис-арилен, арилен-алкилен и арилен-(CH2)y-Qm-(СН 2)у-арилен радикалы, и тому подобное, где каждый у может быть одним и тем же или разным и имеет значения 0 или 1,Q представляет двухвалентную мостиковую группу, выбранную из -(C(R3)2-, -O-, -S-, -NR4-,Si(R5)2- и -СО-, где каждый R3 может быть одним и тем же или разным и представляет водород, алкильный радикал, имеющий от 1 до 12 атомов углерода, фенил, толил и анизил; R4 представляет водород или замещенный или незамещенный одновалентный углеводородный радикал, например, алкильный радикал, имеющий от 1 до 4 атомов углерода; каждый R5 может быть одним и тем же или разным и представляет водород или алкильный радикал; и m имеет значения 0 или 1. Более предпочтительными ациклическими радикалами, представленными выше X и R1, являются двухвалентные алкиленовые радикалы, тогда как более предпочтительными ароматическими радикалами,представленными выше X и R1, являются двухвалентные ариленовые и бис-ариленовые радикалы, такие как описано более подробно, например, в патентах США 4.769.498, 4.774.361,4.885.401, 5.179.055, 5.113.022, 5.209.297,5.235.113, 5.264.616 и 5.364.950 и в европейской патентной заявке 662.468, и др., и описание которых приведено здесь в виде ссылки. Представленные предпочтительные моновалентные углеводородные радикалы, представленные выше радикалом R2, включают алкильные и ароматические радикалы. Представленные предпочтительные органополифосфиты могут включать бифосфиты,такие как представлены в нижеприведенных формулах (II)-(IV) где каждый R1, R2 и X в формулах (II)-(IV) является таким же, как определено выше для формулы (I). Предпочтительно, каждый R1 и X представляет двухвалентный углеводородный радикал, выбранный из алкилена, арилена, арилен-алкилен-арилена и бис-арилена, тогда как каждый радикал R2 представляет одновалентный углеводородный радикал, выбранный из алкильного и арильного радикалов. Описание органополифосфитных лигандов, приведенных в формулах (II)-(IV), можно найти в патентах США 4.668.651, 4.748.261, 4.769.498, 4.774.361,4.885.401, 5.113.022, 5.179.055, 5.202.297,5.235.113, 5.254.741, 5.264.616, 5.312.996,5.364.950 и 5.391.801, описание которых приведено здесь в качестве ссылки. Представителями более предпочтительных классов органо-бис-фосфитов являются те, которые представлены ниже в формулах (V)-(VII): где Q, R1, R2, X, m и у являются такими, как определено выше, и каждый Аr является одинаковым или разным и представляет замещенный или незамещенный арильный радикал. Наиболее предпочтительно,X представляет двухвалентный радикал арил-(СН 2)у-(Q)m(СН 2)у-арил, где каждый у независимо имеет значения 0 или 1; m имеет значение 0 или 1, и Q представляет-O-,-S- или -C(R3)2, где каждый R3 является одинаковым или разным и представляет водород или метильный радикал. Более предпочтительно,каждый алкильный радикал определенной выше 13 группы R2 может содержать от 1 до 24 атомов углерода, и каждый арильный радикал из вышеопределенных групп Аr, X, R1 и R2 в вышеприведенных формулах (V)-(VII) может содержать от 1 до 18 атомов углерода, и указанные радикалы могут быть одинаковыми или разными,тогда как предпочтительные алкиленовые радикалы группы R1 могут содержать от 5 до 18 атомов углерода. Кроме того, предпочтительно,двухвалентные радикалы Аr и двухвалентные арильные радикалы в X в вышеприведенных формулах представляют фениленовые радикалы, в которых мостиковая группа, представленная как -(СН 2)У-(Q)m-(СН 2)У-, присоединена к указанным фениленовым радикалам в ортоположениях к атомам кислорода в формулах,которые присоединяют фениленовые радикалы к атому фосфора в формулах. Предпочтительно также, чтобы любой радикал-заместитель, если он присутствует в таких фениленовых радикалах, был присоединен в пара- и/или ортоположении фениленового радикала по отношению к атому кислорода, связывающему данный замещенный фениленовый радикал с атомом фосфора. Кроме того, если требуется, то любой данный органополифосфит в приведенных выше формулах (I)-(VII) может быть ионным фосфитом, т.е. может содержать одну или несколько ионных групп, выбранных из группы, включающей:SО 3 М, где М представляет неорганический или органический катион; РО 3 М, где М представляет неорганический или органический катион;N(R6)3X1, где каждый R6 является одинаковым или разным и представляет углеводородный радикал, содержащий от 1 до 30 атомов углерода, например, алкил, арил, алкарил, аралкил, и циклоалкильный радикалы, и X1 представляет неорганический или органический анион; СО 2 М, где М представляет неорганический или органический катион,как описано, например, в патентах США 5.059.710, 5.113.022, 5.114.473, 5.449.653 и в европейской патентной заявке 435.084, описание которых включено сюда в качестве ссылки. Так, если требуется, также органополифосфитные лиганды могут содержать от 1 до 3 таких ионных групп, причем предпочтительно,чтобы только одна такая ионная группа была замещена любой заданной арильной группой,если лиганд содержит более чем одну такую ионную группу. В качестве подходящих контрионов М и X1 для анионных групп ионных органополифосфитов могут быть упомянуты водород (т.е. протон), катионы щелочных и щелочно-земельных металлов, например, лития, натрия, калия, цезия, рубидия, кальция, бария,магния и стронция, аммонийный катион и четвертичные аммонийные катионы, фосфониевые 14 катионы, арсониевые катионы и иминиевые катионы. Подходящие анионные атомы радикалов включают, например, сульфат, карбонат, фосфат, хлорид, ацетат, оксалат и т.п. Конечно, любые из радикалов R1, R2, X, Q и Аr в этих неионных и ионных органополифосфитах формул (I)-(VII) могут быть замещены, если требуется, любыми подходящими заместителями, имеющими от 1 до 30 атомов углерода, которые не оказывают слишком вредного влияния на желаемые результат процесса по изобретению. Заместители, которые могут иметь указанные радикалы, кроме, конечно,соответствующих углеводородных радикалов,таких как алкил-, арил-, аралкил-, алкарил- и циклогексил-заместители, могут включать, например, силильные радикалы, такие как Si(R7)3; аминовые радикалы, такие как -N(R7)2; фосфиновые радикалы, такие как -арил-P(R7)2; ацильные радикалы, такие как -C(O)R7; ацилоксирадикалы, такие как -OC(O)R7; амидо-радикалы,такие как -CON(R7)2 и -N(R7)COR7; сульфонильные радикалы, такие как -SO2R7; алкоксирадикалы, такие как -OR7; сульфонильные радикалы, такие как -SOR7; сульфенильные радикалы, такие как -SR7; фосфонильные радикалы,такие как -Р(O)(R7)2; а также галогенo-, нитро-,циано-, трифторметил-, гидроксирадикалы, и т.п., где каждый радикал R7 независимо представляет один и тот же или разный одновалентный углеводородный радикал, имеющий от 1 до 18 атомов углерода (например, алкильный,арильный, аралкильный, алкарильный и циклогексильный радикалы) при условии, что в амино-заместителях, таких как -N(R7)2, каждый изR7 может также представлять двухвалентную мостиковую группу, которая образует гетероциклический радикал с атомом азота, и в амидозаместителях,таких как-N(R )COR , каждый R , присоединенный к N,может также представлять водород. Следует,конечно, понимать, что любая из групп замещенных или незамещенных углеводородных радикалов, образующих конкретный органополифосфит, может быть одной и той же или разной. Более конкретно, предпочтительные заместители включают первичные, вторичные и третичные алкильные радикалы, такие как метил, н-этил, пропил, изопропил, бутил, вторбутил, трет-бутил, неопентил, н-гексил, амил,втор-амил, трет-амил, изо-октил, децил, октадецил, и тому подобное; арильные радикалы, такие как фенил, нафтил и тому подобное; аралкильные радикалы, такие как бензил, фенилэтил, трифенилметил и тому подобное; алкарильные радикалы, такие как толил, ксилил, и тому подобное; алициклические радикалы, такие как циклопентил, циклогексил, 1 метилциклогексил,циклооктил,циклогексилэтил и тому подобное; алкокси-радикалы,такие как метокси, этокси, пропокси, трет 15 бутокси, -ОСН 2 СН 2 ОСН 3, -O(СН 2 СН 2)2 ОСН 3,-O(СН 2 СН 2)3 ОСН 3 и тому подобное; арилоксирадикалы, такие как фенокси и тому подобное; а также силильные радикалы, такие как-С(O)ОСН 3 и тому подобное; окси-карбонилрадикалы, такие как -O(CO)C6H5 и тому подобное; амидо радикалы, такие как -CONH2,-CON(CH3)2, -NHC(O)CH3 и тому подобное; сульфонильные радикалы, такие как -S(O)2C2H5 и тому подобное; сульфинильные радикалы,такие как -S(O)CH3 и тому подобное; сульфенильные радикалы, такие как -SСН 3, -SC2H5,-SC6H5 и тому подобное; фосфонильные радикалы, такие как -Р(O)(С 6 Н 5)2, -Р(O)(СН 3)2,-Р(O)(С 2 Н 5)2,-Р(О)(С 3 Н 7)2,-Р(O)(С 4 Н 9)2,-Р(O)(С 6 Н 13)2, -Р(O)СН 3(С 6 Н 5), -Р(O)(Н)(С 6 Н 5), и тому подобное. Конкретные представительные примеры таких органобифосфитных лигандов включают следующие: 2-4,4'-бис(1,1-диметилэтил)-[1,1'-бинафтил]-2,2'-диил]бис(окси)]бис-дибензо[d,f][1,3,2]диоксофосфепин, имеющий формулу Лиганд О 2-2-4,11-бис(1,1-диметилэтил)-6,9 диметоксидибензо-[d,f][1,3,2]-диоксофосфепин 6-ил]окси]-3-(1,1-диметилэтил)-5-метоксифенил]метил]-4-метокси,6-(1,1-диметилэтил) фенилдифениловый эфир фосфористой кислоты,имеющий формулу Лиганд Т Как отмечено выше, комплексные катализаторы металл-органополифосфитный лиганд,рассматриваемые в настоящем изобретении,могут быть образованы известными способами. Комплексные катализаторы металл-органополифосфитный лиганд могут быть гомогенными или гетерогенными. Например, родиевые катализаторы гидрид-карбонил-органополифосфитный лиганд могут быть получены предварительно и введены в реакционную смесь процесса гидроформилирования. Более предпочтительно, комплексные катализаторы родийорганополифосфитный лиганд могут быть получены из родиевого предшественника катализатора, который может быть введен в реакционную среду для образования in situ активного катализатора. Например, родиевые предшественники катализатора, такие как родий дикарбонил-ацетилацетонат,Rh2 О 3,Rh4(CO)12,Rh6(CO)16, Rh(NO3)3 и т.п., могут быть введены в реакционную смесь вместе с органополифосфитным лигандом для образования in situ активного катализатора. В предпочтительном осуществлении изобретения родий дикарбонилацетилацетонат используется в качестве родие 001483 20 вого предшественника и реагирует в присутствии растворителя с органополифосфитным лигандом, образуя комплексный предшественник катализатора родий-органополифосфитный лиганд, который вводится в реактор вместе с избыточным (свободным) органополифосфитным лигандом для образования in situ активного катализатора. Во всяком случае, для задачи настоящего изобретения достаточно того, что и окись углерода, и водород, и органополифосфитное соединение являются лигандами, которые способны к комплексообразованию с металлом, и что активный катализатор металлорганополифосфитный лиганд присутствует в реакционной смеси при условиях, используемых для реакции гидроформилирования. Более предпочтительно, предшественник каталитического соединения может быть получен состоящим преимущественно из солюбилизированного комплексного предшественника катализатора металл-органополифосфитный лиганд, органического растворителя и свободного органополифосфитного лиганда. Такие предшественники каталитического соединения могут быть получены путем приготовления раствора родиевого исходного материала, такого как окись родия, гидрид, карбонил или соль,например нитрат, который может быть или может не быть в виде комплекса с органополифосфитным лигандом, как определено здесь. Может быть использован любой подходящий родиевый исходный материал, например, родий дикарбонилацетилацетонат, Rh2O3, Rh4(CO)12,Rh6(CO)16, Rh(NO3)3, и родий карбонилгидриды органополифосфитного лиганда. Карбонильный и органополифосфитный лиганды, если они не образовали уже комплекс с исходным родием,могут образовать комплекс с родием или перед процессом гидроформилирования или in situ в ходе процесса. Для иллюстрации,предпочтительный предшественник катализаторного соединения по изобретению состоит преимущественно из солюбилизированного комплексного предшественника катализатора родий-карбонил-органополифосфитный лиганда, органического растворителя и, необязательно, свободного органополифосфитного лиганда и получено образованием раствора родий дикарбонилацетилацетоната, органического растворителя и органополифосфитного лиганда, как определено здесь. Органополифосфитный лиганд легко замещает один из карбонильных лигандов предшествующего родий-ацетилацетонатного комплекса при комнатной температуре, о чем свидетельствует выделение газообразной окиси углерода. Эта реакция замещения может быть ускорена, если требуется, нагреванием раствора. Может быть применен любой подходящий органический растворитель, в котором растворимы оба предшественника: и комплекс родий-дикарбонилацетилацетонат и комплекс родий-органополи 21 фосфитный лиганд. Количества предшественника родиевого катализаторного комплекса,органического растворителя и органополифосфитного лиганда, а также их предпочтительных осуществлений, присутствующие в таких предкатализаторных композициях, могут, очевидно,соответствовать тем количествам, которые применяются в процессе гидроформилирования по изобретению. Практика показала, что ацетилацетонатный лиганд предшественника катализатора замещается после того, как начался процесс гидроформилирования различными лигандами, например водородом, окисью углерода или органополифосфитными лигандом, образуя активный катализаторный комплекс, как объяснено выше. Ацетилацетон, высвобожденный из предшественника катализатора (предкатализатора) при условиях гидроформилирования, удаляется из реакционной среды с образующимся альдегидом и, таким образом, не вредит процессу гидроформилирования. Использование таких предпочтительных родиевых предкатализаторных комплексных композиций представляет собой простой и экономичный способ работы с родиевым предкатализатором и осуществления запуска гидроформилирования. Соответственно, комплексные катализаторы металл-органополифосфитный лиганд, используемые в процессе по изобретению, состоят преимущественно из металла, образовавшего комплекс с окисью углерода и органополифосфитным лигандом, причем указанный лиганд присоединен (связан в комплекс) к металлу в виде хелата и/или не в виде хелата. Кроме того,термин "состоит преимущественно из", употребляемый здесь, не исключает, а скорее включает образование комплекса водорода с металлом в добавление к окиси углерода и органополи-фосфитному лиганду. Далее, такой термин не исключает возможность того, что другие органические лиганды и/или анионы также могут образовывать комплексы с металлом. Материалы в количествах, которые слишком сильно отравляют или чрезмерно деактивируют катализатор, нежелательны, так что наиболее желательно, чтобы катализатор был свободен от таких примесей, как связывающий металл галоген(например, хлор и т.п.), хотя это может быть и не абсолютно необходимым. Водород и/или карбонильные лиганды активного комплексного катализатора металл-органополифосфитный лиганд могут присутствовать в результате того,что они являлись лигандами, связанными с предкатализатором, и/или в результате образования in situ, например из водорода и окиси углерода, используемых в процессе гидроформилирования. Как указано, процессы гидроформилирования по изобретению включают использование описанного здесь комплексного катализатора металл-органополифосфитный лиганд. Конечно,если требуется, могут быть использованы также 22 смеси таких катализаторов. Количество комплексного катализатора металл-органополифосфитный лиганд, присутствующего в реакционной среде данного процесса гидроформилирования, защищаемого настоящим изобретением,должно быть таким минимальным количеством,которое необходимо, чтобы обеспечить требуемую концентрацию применяемого металла, и которое составит основу для, по меньшей мере,каталитического количества металла, необходимого для того, чтобы катализировать конкретный процесс гидроформилирования, включенный так, как описано, например, в вышеупомянутых патентах. В общем случае, концентрации металла, например, родия, в интервале от примерно 10 частей на миллион до примерно 1000 частей на миллион в расчете на свободный родий в реакционной среде гидроформилирования должны быть достаточны для большинства процессов, тогда как обычно предпочтительно применять от примерно 10 до примерно 500 частей на миллион металла, например родия, и более предпочтительно от 25 до 350 частей на миллион металла, например родия. В добавление к комплексному катализатору металл-органополифосфитный лиганд свободный органополифосфитный лиганд (т.е. лиганд, который не связан в комплекс с металлом) может также присутствовать в реакционной среде гидроформилирования. Свободный органополифосфитный лиганд может соответствовать любому из определенных выше полифосфитных лигандов, обсужденных выше, как применяемые здесь. Предпочтительно, чтобы органополифосфитный лиганд был таким же, как органополифосфитный лиганд применяемого комплексного катализатора металл-органополифосфитный лиганд. Однако такие лиганды не обязаны быть одинаковыми в любом конкретном процессе. В процессе гидроформилирования по изобретению может использоваться от примерно 0,1 молей или менее до примерно 100 молей или более свободного органополифосфитного лиганда на моль металла в реакционной среде гидроформилирования. Предпочтительно, процесс гидроформилирования по изобретению проводят в присутствии от примерно 1 до примерно 50 молей органополифосфитного лиганда и,более предпочтительно, для органополифосфитов от примерно 1,1 до примерно 4 молей органополифосфитного лиганда на моль металла,присутствующего в реакционной среде; указанные количества органополифосфитного лиганда являются суммой количества органополифосфитного лиганда, связанного в комплекс с металлом, и количества свободного (не связанного в комплекс) органополифосфитного лиганда. Поскольку более предпочтительно получение оптически неактивных альдегидов гидроформилированием нехиральных олефинов, более предпочтительные органополифосфитные ли 23 ганды представляют собой органополифосфитные лиганды ахирального типа, в особенности те, которые ограничены формулой (I) выше, и,более предпочтительно, формулами (II) и (V) выше. Конечно, если требуется, подпитка дополнительного количества органополифосфитного лиганда в реакционную среду процесса гидроформилирования может осуществляться в любое время и любым подходящим способом,например, до поддержания заданного уровня свободного лиганда в реакционной среде. Как указано выше, катализатор гидроформилирования может быть в гетерогенной форме во время реакции и/или во время разделения продукта. Такие катализаторы являются особенно полезными при гидроформилировании олефинов для получения высококипящих или термически нестойких альдегидов, так как катализатор может быть отделен от продукта фильтрацией или декантацией при низких температурах. Например, родиевый катализатор может быть нанесен на носитель так, чтобы катализатор сохранял свою твердую форму во время стадий и гидроформилирования и разделения, или может быть растворимым в жидкой реакционной среде при высоких температурах, а затем выпадать в осадок при охлаждении. В качестве примера, родиевым катализатором может быть пропитан любой твердый носитель,такой какнеорганические окислы (т.е. окиси алюминия, кремния, титана или циркония),уголь, или ионообменные смолы. Катализатор может удерживаться на поверхности или в порах цеолита, стекла или глины; катализатор может быть также растворен в жидкой пленке,покрывающей поры указанного цеолита или стекла. Такие катализаторы на цеолитной подложке являются особенно полезными при получении одного или нескольких региоизомерных альдегидов, благодаря высокой селективности,которая определяется размером пор цеолита. Способы нанесения катализаторов на твердые вещества, такие как остаточная влажность,должны быть известны специалистам. Полученные таким образом катализаторы могут все же образовывать комплексы с одним или несколькими описанными выше лигандами. Описания таких твердых катализаторов можно найти, например, в J. Mol. Cat., 1991, 70, 363-368; Catal.Catal., 1985, 96, 563-573; J. Mol. Cat., 1987, 39,243-259. Металлический, например родиевый, катализатор может быть нанесен на подложку из тонкой пленки или мембраны, такую как ацетат целлюлозы или полифениленсульфон, как описано, например, в J. Mol. Cat., 1990, 63, 213-221. Металлический, например родиевый, катализатор может быть нанесен на нерастворимую полимерную подложку через органофосфорсодержащий лиганд, такой как фосфит, внедрен 001483 24 ный в полимер. Нанесенный катализатор не ограничен выбором полимера или внедренного в него фосфорсодержащего вещества. Описания нанесенных на полимер катализаторов можно найти, например, в J. Mol. Cat., 1993, 83, 17-35;Chemtech, 1983, 46; J. Am. Chem. Soc., 1987, 109,7122-7127. В вышеописанных нанесенных катализаторах катализатор может оставаться в гетерогенной форме в течение всего процесса гидроформилирования и разделения. В другом осуществлении изобретения катализатор может быть нанесен на полимер, который благодаря своему молекулярному весу является растворимым в реакционной среде при повышенных температурах, но выпадает в осадок при охлаждении, обеспечивая тем самым выделение катализатора из реакционной среды, такие "растворимые", нанесенные на полимер катализаторы описаны, например, в Polymer, 1992, 33, 161; J.Org. Chem., 1989, 54, 2726-2730. Более предпочтительно, реакцию проводят в суспендированной фазе из-за высоких температур кипения продуктов и чтобы избежать разложения получаемых альдегидов. Катализатор может быть затем отделен от получаемой смеси,например фильтрацией или декантацией. Поток продуктов реакции может содержать гетерогенный комплексный катализатор металл-органополифосфитный лиганд, например суспензию, или, по меньшей мере, часть жидкого реакционного продукта может контактировать с неподвижным гетерогенным комплексным катализатором металл-органополифосфитный лиганд в ходе процесса гидроформилирования. В осуществлении этого изобретения комплексный катализатор металл-органополифосфитный лиганд может быть суспендирован в жидком продукте реакции. Замещенные или незамещенные олефиновые ненасыщенные исходные реагенты, которые могут использоваться в процессах гидроформилирования по этому изобретению, включают как оптически активные (прохиральные и хиральные), так и оптически неактивные (ахиральные) олефиновые ненасыщенные соединения, содержащие от 2 до 40, предпочтительно от 4 до 20 атомов углерода. Такие олефиновые ненасыщенные соединения могут быть ненасыщенными на концах или в середине, неразветвленными, разветвленными или циклическими, а также представлять собой смеси олефинов, такие как получаемые при олигомеризации пропилена, бутилена, изобутилена, и т.д. (такие как, так называемые, димеры, тримеры и тетрамеры пропилена и т.п.,как описано, например, в патентах США 4.518.809 и 4.528.403). Кроме того, такие олефиновые соединения могут дополнительно содержать одну или несколько этиленовых групп,и, конечно, смеси двух или нескольких олефиновых ненасыщенных соединений могут ис 25 пользоваться, если требуется, в качестве сырья для гидроформилирования. Например, промышленные альфа-олефины, содержащие четыре и более атомов углерода могут содержать небольшие количества соответствующих внутренних олефинов и/или соответствующих им насыщенных углеводородов, и такие промышленные олефины не обязательно должны очищаться непосредственно перед гидроформилированием. Представительные примеры смесей олефиновых исходных продуктов, которые могут применяться в реакциях гидроформилирования, включают, например, смеси бутиленов,например Рафинаты I и II. Далее, такие олефиновые ненасыщенные соединения и соответствующие альдегидные продукты, полученные из них, могут также содержать одну или несколько групп заместителей, которые не оказывают чрезмерно вредное влияние на процесс гидроформилирования или на процесс по изобретению, таких, которые описаны, например, в патентах США 3.527.809, 4.769.498 и т.п. Наиболее предпочтительно, предмет изобретения является особенно полезным для получения оптически неактивных альдегидов гидроформилированием ахиральных альфа-олефинов, содержащих от 2 до 30, предпочтительно от 4 до 20, атомов углерода, и ахиральных внутренних олефинов, содержащих от 4 до 20 атомов углерода, а также сырьевых смесей таких альфа-олефинов и внутренних олефинов. Предпочтительные альфа и внутренние олефины включают, например, этилен, пропилен, 1-бутен, 1-пентен, 1-гексен 1-октен, 1 нонен, 1-децен, 1-ундецен, 1-додецен, 1-тридецен, 1-тетрадецен, 1-пентадецен, 1-гексадецен, 1-гептадецен, 1-октадецен, 1-нонадецен,1-эйкозен, 2-бутен, 2-метилпропен(изобутилен),2-1-тетрадецен, 1-гексадецен, 1-гептадецен, 1 октадецен, 1-нонадецен, 1-эйкозен, 2-бутен, 2 метилпропен (изобутилен), 2-метилбутен, 2 пентен, 2-гексен, 3-гексан, 2-гептен, 2-октен,циклогексен, димеры пропилена, тримеры пропилена, тетрамеры пропилена, бутадиен, пиперилен, изопрен, 2-этил-1-гексен, стирол, 4 метилстирол,4-изопропилстирол,4-третбутилстирол, альфа-метилстирол, 4-трет-бутилальфа-метилстирол, 1,3-диизопропенилбензол,3-фенил-1-пропен, 1,4-гексадиен, 1,7-октадиен,3-циклогексил-1-бутен, и т.п., а также 1,3 диены, бутадиен, алкилалкеноаты, например,метилпентеноат, алкенил-алканоаты, алкенилалкильные простые эфиры, алкенолы, например, пентенолы, алкенали, например, пентенали,и т.п., такие как аллиловый спирт, аллилбутират, гекс-1-ен-4-ол, окт-1-ен-4-ол, винилацетат,аллилацетат, 3-бутенилацетат, винилпропионат, аллилпропионат, метилметакрилат, винилэтиловый эфир, винилметиловый эфир, аллилэтиловый эфир, н-пропил-7-октеноат, 3 бутеннитрил, 5-гексенамид, эвгенол, изоэвгенол, сафрол, изо-сафрол, анетол, 4 001483 26 аллиланизол, инден, лимонен, бета-пинен, дициклопентадиен, циклооктадиен, камфен, линалоол, и т.п. Прохиральные и хиральные олефины, используемые при асимметрическом гидроформилировании, которое может быть применено для получения энантоимерных альдегидных смесей,которые могут охватываться настоящим изобретением, включают олефины, представленные формулой где R1, R2, R3 и R4 являются одинаковыми или различными (при условии, что R1 отличается отR2 или R3 отличается от R4) и выбираются из водорода; алкила; замещенного алкила, в котором указанные заместители выбираются из групп диалкиламино, таких как бензиламино и дибензиламино, алкокси, таких как метокси и этокси, ацилокси, таких как ацетокси, галогено,нитро, нитрил, тио, карбонил, карбоксамид,карбоксальдегид, карбоксил, эфир карбоновой кислоты; арила, включая фенил; замещенного арила, включая фенил, в котором заместители выбираются из групп алкил, диалкиламино, таких как бензиламино и дибензиламино, гидрокси, алкокси, таких как метокси и этокси, ацилокси, таких как ацетокси, галогено, нитрил,нитро, карбоксил, карбоксальдегид, эфир карбоновой кислоты, карбонил, и тио; ацилокси,таких как ацетокси; алкокси, таких как метокси и этокси; амино, включая алкиламино и диалкиламино, таких как бензиламино и дибензиламино; ациламино и диациламино, такие как ацетилбензиламино и диацетиламино; нитро; карбонил; нитрил; карбоксил; карбоксамид; карбоксальдегид; эфир карбоновой кислоты; и алкилмеркапто, такие как метилмеркапто. Понятно, что прохиральные и хиральные олефины по этому определению включают также молекулы приведенной выше общей формулы, где группыR соединены, образуя циклические соединения,например, 3-метил-1-циклогексен, и т.п. Представленные оптически активные или прохиральные олефиновые соединения, используемые при асимметрическом гидроформилировании, включают, например, п-изобутилстирол,2-винил-6-метокси-3-нафтилен, 3-этенил-фенилфенилкетон, 4-этенилфенил-2-тиенилкетон, 4 этенил-2-фтор-бифенил, 4-(1,3-дигидро-1-оксо 2 Н-изоиндол-2-ил)стирол, 2-этенил-5-бензоилтиофен, 3-этенилфенилфениловый эфир, пропенилбензол, изобутил-4-пропенилбензол, фенилвиниловый эфир, и т.п. Другие олефиновые соединения включают замещенные арилэтилены,как описано, например, в патентах США 4.329.507, 5.360.938 и 5.491.266, описания которых включены сюда в качестве ссылки. Представленные из подходящих замещенных и незамещенных олефиновых исходных 27 материалов включают такие приемлемые замещенные и незамещенные олефиновые соединения, описанные в Kirk-Othmer Encyclopedia ofChemical Technology, Fourth Edition, 1996, соответствующая часть которой включена сюда в качестве ссылки. Условия реакции процессов гидроформилирования, охватываемых настоящим изобретением, могут включать любой подходящий тип условий гидроформилирования, использованные до настоящего времени для получения оптически активных и/или оптически неактивных альдегидов. Например, общее давление газа водорода, окиси углерода и олефинового исходного соединения процесса гидроформилирования может варьироваться от 0,07 ата до 700 ата. В общем, однако, является предпочтительным,чтобы процесс проводился при общем давлении газа водорода, окиси углерода и олефинового исходного соединения менее чем примерно 140 ата и более предпочтительно менее чем 35 ата. Минимальное общее давление ограничено преимущественно количеством реагентов, необходимым для того, чтобы получить желаемую скорость реакции. Более конкретно, парциальное давление окиси углерода в процессе гидроформилирования по изобретению предпочтительно от примерно 0,07 до примерно 70 ата, и более предпочтительно от примерно 0,2 ата до примерно 56 ата, тогда как парциальное давление водорода предпочтительно от примерно 0,35 до примерно 35 ата и более предпочтительно от примерно 0,7 до примерно 21 ата. В общем случае, мольное соотношение газообразных водорода и окиси углерода Н 2:СО может варьироваться от примерно 1:10 до 100:1 или выше, причем более предпочтительным является мольное соотношение водород:окись углерода от примерно 1:10 до примерно 10:1. Далее процесс гидроформилирования может проводиться при температурах реакции от примерно-25 С до примерно 200 С. В основном, температуры реакции гидроформилирования от примерно 50 С до примерно 120 С являются предпочтительными для всех типов олефиновых исходных материалов. Конечно, является понятным, что, когда требуются оптически неактивные альдегидные продукты, то применяются олефиновые исходные материалы и органополифосфитные лиганды ахирального типа, и когда требуются оптически активные альдегидные продукты, то применяются олефиновые исходные материалы и органополифосфитные лиганды прохирального или хирального типа. Конечно, следует также понимать, что используемые условия реакции гидроформилирования будут зависеть от типа требуемого альдегидного продукта. Процессы гидроформилирования, охватываемые настоящим изобретением, проводятся также в присутствии органического растворителя для комплексного катализатора металл 001483 28 органополифосфитный лиганд и свободного органополифосфитного лиганда. Растворитель может содержать также растворенную воду до предела насыщения. В зависимости от конкретно применяемых катализатора и реагентов подходящие органические растворители включают,например, спирты, алканы, алкены, алкины,простые эфиры, альдегиды, высококипящие побочные продукты конденсации альдегидов,кетоны, сложные эфиры, амиды, третичные амины, ароматические соединения и т.п. Может быть применен любой подходящий растворитель, который не оказывает чрезмерно вредного влияния на целевую реакцию гидроформилирования, и такие растворители могут включать растворители, которые широко применялись до сих пор в известных катализируемых металлом реакциях гидроформилирования. Если необходимо, могут применяться смеси одного или нескольких растворителей. В основном, по отношению к получению ахиральных (оптически неактивных) альдегидов, предпочтительно применять в качестве основных органических растворителей альдегидные соединения, соответствующие тем альдегидным продуктам, которые должны быть получены, и/или высококипящие жидкие побочные продукты конденсации альдегидов, как принято на практике. Такие побочные продукты конденсации альдегидов, если требуется, могут также быть получены предварительно и соответственно использованы. Представленные предпочтительные растворители, используемые при получении альдегидов,включают кетоны (например, ацетон и метилэтилкетон), сложные эфиры (например, этилацетат), углеводороды (например, толуол), нитроуглеводороды (например, нитробензол), простые эфиры (например, тетрагидрофуран (ТГФ) и глим), 1,4-бутандиол и сульфолан. Подходящие растворители описаны в патенте США 5.312.996. Количество применяемого растворителя не является критическим для предмета изобретения и должно только быть достаточным для того, чтобы солюбилизировать катализатор и свободный лиганд смеси проводимой реакции гидроформилирования. В общем случае количество растворителя может варьироваться от примерно 5 мас.% до примерно 99 мас.% или более в расчете на общую массу смеси исходного материала реакции гидроформилирования. Соответственно, представительные оптически неактивные альдегидные продукты включают, например, пропиональдегид, н-бутиральдегид, изобутиральдегид, н-валеральдегид, 2 метил-1-бутиральдегид, гексаналь, гидрогексаналь, 2-метилвалеральдегид, гептаналь, 2 метил-1-гексаналь, октаналь, 2-метил-1-гептаналь, нонаналь, 2-метил-1-октаналь, 2-этил-1 гептаналь, 3-пропил-1-гексаналь, деканаль, адипальдегид,2-метил-глютаральдегид,2 метиладипальдегид, 3-метиладипальдегид, 3 гидроксипропиональдегид,6-гидроксигекса 29 наль, алкенали, например, 2-, 3- и 4-пентеналь,алкил-5-формилвалерат,2-метил-1-нонаналь,ундеканаль, 2-метил-1-деканаль, додеканаль, 2 метил-1-ундеканаль, тридеканаль, 2-метил-1 тридеканаль, 2-этил-1-додеканаль, 3-пропил-1 ундеканаль,петнадеканаль,2-метил-1 тетрадеканаль,гексадеканаль,2-метил-1 пентадеканаль,гептадеканаль,2-метил-1 гексадеканаль,октадеканаль,2-метил-1 гептадеканаль,нонодеканаль,2-метил-1 октадеканаль,2-этил-1-гептадеканаль,3 пропил-1-гексадеканаль, эйкозаналь, 2-метил-1 нонадеканаль,генейкозаналь,2-метил-1 эйкозаналь, трикозаналь, 2-метил-1-докозаналь,тетракозаналь, 2-метил-1-трикозаналь, пентакозаналь,2-метил-1-тетракозаналь,2-этил-1 трикозаналь, 3-пропил-1-докозаналь, гептакозаналь, 2-метил-1-октакозаналь, нонакозаналь, 2 метил-1-нонакозаналь гентриаконтаналь, 2 метил-1-триаконтаналь, и т.п. Представительные оптически активные альдегидные продукты включают (энантиомерные) альдегидные соединения, полученные асимметрическим процессом гидроформилирования по изобретению, такие как, например, S2-(п-изобутилфенил)пропиональдегид,S-2-(6 метокси-2-нафтил)пропиональдегид,S-2-(3 бензоилфенил)пропиональдегид, S-2-(п-тиеноилфенил)пропиональдегид,S-2-(3-фтор-4-фенил)фенилпропиональдегид, S-2-[4-(1,3-дигидро-1-оксо-2 Н-изоиндол-2 ил)фенил]пропиональдегид, S-2(2-метилацетальдегид)-5-бензоилтиофен и т.п. Представительные из подходящих замещенных и незамещенных олефиновых исходных материалов включают такие приемлемые замещенные и незамещенные олефиновые соединения, описанные в Kirk-Othmer Encyclopedia ofChemical Technology, Fourth Edition, 1996, соответствующая часть которой включена сюда в качестве ссылки. Как указано выше, обычно предпочтительно проводить процессы гидроформилирования по настоящему изобретению непрерывно. Вообще, непрерывные процессы гидроформилирования хорошо известны на практике и могут включать: (а) гидроформилирование олефинового исходного материала (материалов) окисью углерода и водородом в жидкой гомогенной реакционной смеси, содержащей растворитель,комплексный катализатор металл-органополифосфитный лиганд и свободный органополифосфитный лиганд; (b) поддержание температуры реакции и давления, благоприятных для гидроформилирования олефинового исходного материала (материалов); (с) подвод подпитывающих количеств олефинового исходного материала (материалов), окиси углерода и водорода в реакционную среду и взамен использованных реагентов; и (d) извлечение целевого альдегидного продукта (продуктов) гидроформилирова 001483 30 ния любым желаемым способом. Непрерывный процесс может проводиться за один проход, т.е. когда парообразная смесь, содержащая непрореагировавший олефиновый исходный материал(материалы) и испаренный альдегидный продукт удаляется из жидкой реакционной смеси,откуда извлекается альдегидный продукт, и подпитка олефинового исходного материала(материалов), окиси углерода и водорода производится в жидкую реакционную среду для следующего разового прохода без рецикла непрореагировавшего олефинового исходного материала (материалов). Такой тип процедуры рециркуляции хорошо известен на практике и может включать жидкостную рециркуляцию потока комплексного катализатора металл-органополифосфитный лиганд, отделенного от целевого альдегидного продукта (продуктов) реакции,как описано, например, в патенте США 4.148.830, или рециркуляцию газа, которая описана, например, в патенте США 4.247.486, а также, если требуется, сочетание как жидкостной, так и газовой процедур рециркуляции. Описание указанных патентов США 4.148.830 и 4.247.486 введены здесь в качестве ссылки. Наиболее предпочтительный процесс гидроформилирования по изобретению включает непрерывный процесс рецикла жидкого катализатора. Подходящие процедуры рецикла жидкого катализатора описаны, например, в патентах США 4.668.651, 4.774.361, 5.102.505 и 5.110.990. В осуществлении по данному изобретению смеси альдегидного продукта могут быть отделены от других компонентов сырых реакционных смесей, в которых образовалась смесь альдегидов, любым подходящим способом. Подходящие методы разделения включают, например,жидкостную экстракцию, кристаллизацию, дистилляцию, выпаривание, пленочное испарение с удалением пленки, испарение в падающей пленке, разделение фаз, фильтрацию и т.п. Может оказаться желательным извлечь альдегидные продукты из сырой реакционной смеси по мере их образования с помощью агентов захвата, как описано в опубликованной патентной заявке РСТ 88/08835. Предпочтительным методом отделения альдегидных смесей от других компонентов сырых реакционных смесей является мембранное разделение. Такое мембранное разделение может быть осуществлено как описано в патенте США 5.430.194 и сопряженной патентной заявке США 08/430.790 от 5 мая 1995 г, цитированных выше. Как указано выше, в заключение (или в ходе) процесса по изобретению целевые альдегиды могут быть извлечены из реакционных смесей, использованных в процессе по изобретению. Например, могут быть использованы способы извлечения, описанные в патентах США 4.148.830 и 4.247.486. Например, в непрерывном процессе с рециклом жидкого катализа 31 тора часть жидкой реакционной смеси (содержащая альдегидный продукт, катализатор и т.д.), т.е. поток продуктов реакции, выведенный из реакционной зоны, может быть введена в зону разделения, например, в испаритель/сепаратор, где целевой альдегидный продукт может быть отделен от жидкой реакционной смеси путем дистилляции в одну или несколько стадий при нормальном, пониженном или повышенном давлении, сконденсирован и, если требуется, дополнительно очищен. Оставшаяся нелетучая жидкая реакционная смесь, содержащая катализатор, может быть затем возвращена в рецикл в реактор, как могут быть возвращены,если требуется, любые другие летучие материалы, например непрореагировавший олефин,вместе с частью водорода и окисью углерода,растворенной в жидкой реакционной смеси,после их отделения от сконденсированного альдегидного продукта, например дистилляцией по любому известному способу. В общем, является предпочтительным отделять целевые альдегиды от содержащей катализатор реакционной смеси под пониженным давлением и при низких температурах так, чтобы избежать возможного разложения органополифосфитного лиганда и продуктов реакции. При использовании в качестве сырья альфа-моноолефинов их альдегидное производное также может быть выделено вышеописанным способом. Более предпочтительно, дистилляция и отделение целевого альдегидного продукта от содержащего комплексный катализатор металлорганополифосфитный лиганд потока продуктов реакции может осуществляться при любой подходящей выбранной температуре. В общем рекомендуется, чтобы дистилляция проводилась при сравнительно низких температурах, таких как температуры ниже 150 С, и более предпочтительно, при температурах в интервале от примерно 50 С до примерно 140 С. Обычно также рекомендуется, чтобы такая дистилляция альдегидов проводилась под пониженным давлением, например под общим давлением газа,которое существенно ниже, чем общее давление газов, используемое при гидроформилировании,когда получают низкокипящие альдегиды (например, С 4-С 6), или под вакуумом, когда получают высококипящие альдегиды (например, С 7 и выше). Например, широко практикуется подвергать выведенную из реактора гидроформилирования жидкую среду продуктов реакции дросселированию, так, чтобы испарить значительную часть непрореагировавших газов, растворенных в жидкой среде, которая после этого содержит намного меньшую концентрацию синтез-газа, чем было в реакционной среде гидроформилирования, в зону дистилляции,например в испаритель/сепаратор,где отгоняется целевой альдегидный продукт. В общем, давление в процессе дистилляции,изменяющееся от вакуума до общего давления газов около 3,5 ати, должно быть достаточным 32 ати, должно быть достаточным для большинства задач. Как указано выше, настоящее изобретение основывается на открытии, что деактивация металлического, например, родиевого катализатора, как обсуждается здесь, может быть сведена к минимуму или предотвращена проведением указанного отделения целевого альдегидного продукта от содержащих такой катализатор металл-органополифосфитный лиганд продуктовых растворов в присутствии добавки одного или нескольких свободных гетероциклических азотсодержащих соединений, имеющих пятиили шестичленное гетероциклическое кольцо,содержащее от 2 до 5 атомов углерода и от 2 до 3 атомов азота, и, по меньшей мере, один из указанных атомов азота имеет двойную связь. Такие свободные гетероциклические азотсодержащие соединения могут быть выбраны из диазолов, триазолов, диазинов и триазинов. Термин "свободные" по отношению к указанным гетероциклическим азотсодержащим соединениям употребляется здесь, чтобы исключить любые кислотные соли таких гетероциклических азотсодержащих соединений, применяемых по изобретению, т.е. соли соединений, образованные реакцией любой кислоты, например Н 3 РO4, с указанными гетероциклическими азотсодержащими соединениями. При достаточно низких парциальных давлениях окиси углерода, например ниже, чем примерно 0,7 атм, для того, чтобы, по меньшей мере, повлиять на деактивацию комплексного катализатора металл-органополифосфитный лиганд, одно или несколько свободных гетероциклических азотистых соединений должно (i) иметь координационную прочность по отношению к металлу указанного комплексного катализатора металл-органополифосфитный лиганд,достаточную для того, чтобы вызвать, по меньшей мере, некоторую координацию с металлом указанного комплексного катализатора металлорганополифосфитный лиганд, т.е. достаточную для того, чтобы конкурировать с окисью углерода в образовании, по меньшей мере, некоторой координации с металлом указанного комплексного катализатора металл-органополифосфитный лиганд, и (ii) иметь координацинационную прочность по отношению к металлу указанного комплексного катализатора металлорганополифосфитный лиганд меньше, чем у органополифосфитного лиганда указанного комплексного катализатора металл-органополифосфитный лиганд, т.е. достаточную для того,чтобы не конкурировать с координацией органополифосфитного лиганда с металлом указанного комплексного катализатора металлорганополифосфитный лиганд. Не желая быть связанным какой-либо строгой теорией или механистическими представлениями, можно считать, что неожиданно медленные потери каталитической активности органополифосфитных 33 промотированных металлических катализаторов гидро-формилирования обусловлены, по меньшей мере частично, жесткими условиями, такими, как применяемые при разделении и извлечении альдегидного продукта из потока продуктов реакции. Например, было найдено, что когда органополифосфитный промотированный родиевый катализатор помещается в жесткие условия, такие как высокая температура и низкое парциальное давление окиси углерода,имеющие место в испарителе, то катализатор деактивируется с увеличивающейся со временем скоростью, благодаря, наиболее вероятно,образованию неактивных или менее активных соединений родия, которые могут быть также склонны к выпадению в осадок при длительном пребывании в таких условиях. Эти факты также согласуются с тем, что активный катализатор,который, как считается, в условиях гидроформилирования представляет комплекс родия, органополифосфита, окиси углерода и водорода,теряет, по меньшей мере, часть своего окисноуглеродного лиганда при жестких условиях,таких, какие существуют при разделении, например, при испарении, что открывает путь для образования таких каталитически неактивных или менее активных соединений родия, какие обсуждались выше. Способы предотвращения или сведения к минимуму такой деактивации катализатора и/или осаждения включают проведение той части процесса гидроформилирования, где используются жесткие условия, такой как разделение, например, испарение, в присутствии одного или нескольких свободных гетероциклических азотистых соединений, как раскрывается здесь. С целью дальнейшего объяснения предполагается, что свободное гетероциклическое азотистое соединение служит в качестве лигандазаместителя для теряющегося окисноуглеродного лиганда, тем самым образуя нейтральные промежуточные соединения металла, например,родия, представляющие собой комплекс металла, органополифосфита, гетероциклического азотистого соединения и водорода, при таких жестких условиях, которые существуют в испарителе, тем самым предотвращая или сводя к минимуму образование любых вышеупомянутых каталитически неактивных или менее активных соединений родия. Кроме того, предполагается, что поддержание каталитической активности или минимизация деактивации катализатора в ходе указанного непрерывного процесса гидроформилирования с рециклом жидкости обусловлено регенерацией активного катализатора из указанных нейтральных промежуточных соединений родия в реакторе (т.е. в зоне реакции гидроформилирования) в рассматриваемом предпочтительном процессе гидроформилирования. Считается, что в условиях более высокого давления синтез-газа в реакторе гидроформилирования, активный катализаторный комплекс, 001483 34 содержащий металл, например, родий, органополифосфит, окись углерода и водород, регенерируется в результате замещения гетероциклического азотистого лиганда рецикловых нейтральных промежуточных соединений родия частью окиси углерода из поданного на реакцию синтез-газа. Другими словами, окись углерода, имеющая более сильное лигандное сродство с родием, замещает более слабо связанный гетероциклический азотистый лиганд рецикловых нейтральных промежуточных соединений родия, которые образовались при испарительном разделении, как упоминалось выше, тем самым регенерируя активный катализатор в зоне реакции гидроформилирования. Во всяком случае, безотносительно к конкретному механизму, привлеченному для объяснения образования промежуточных соединений родия и/или регенерации активного катализатора, достаточно отметить, что использование таких свободных гетероциклических азотистых соединений по изобретению рассматривается как превосходный способ для предотвращения или сведения к минимуму потери каталитической активности органополифосфитных промотированных металлических, например, родиевых, катализаторов гидроформилирования при жестких условиях, которые встречаются при испарительном отделении альдегидного продукта от потока продуктов реакции. Предпочтительные диазольные соединения включают следующие:(XI) R8, R9, R10, R11, R12 и R13 являются идентичными или различными и каждый представляет атом водорода или одновалентный заместитель,при условии, что R8 и R9 не должны быть одновременно одновалентными углеводородными радикалами. Смежные заместители R8 и R11, илиR13 могут быть необязательно выбраны так,чтобы вместе образовать замещенный или незамещенный двухвалентный радикал, который вместе с двумя атомами соединения, с которыми связаны указанные смежные заместители,образует циклическое кольцо. 35 Одновалентные заместители от R8 до R13 в формулах (IX), (X) и (XI) могут быть любыми заместителями, которые не оказывают чрезмерно вредного влияния на цель и процесс по изобретению. Примеры таких одновалентных заместителей включают гидрокси, циано, нитро,трифторметил, и замещенные или незамещенные радикалы, содержащие от 1 до 30 атомов углерода, выбранные из группы, включающей ацил, ацилокси, карбонилокси, оксикарбонил,силил, алкокси, арилокси, циклоалкокси, алкил,арил, алкарил, аралкил, и алициклические радикалы. Более конкретно предпочтительные одновалентные заместители, содержащие от 1 до 30 атомов углерода, включают, например, первичные, вторичные и третичные алкильные радикалы, такие как метил, этил, н-пропил, бутил,втор-бутил, трет-бутил, нео-пентил, н-гексил,амил, втор-амил, трет-амил, изооктил, децил,октадецил, и т.п.; арильные радикалы, такие как фенил, нафтил, и т.п.; аралкильные радикалы,такие как бензил, фенилэтил, трифенилметил и т.п.; алкарильные радикалы, такие как толил,ксилил и т.п.; алициклические радикалы, такие как циклопентил, циклогексил, 1-метилциклогексил, циклооктил, циклогексилэтил и т.п.; алкокси радикалы, такие как метокси, этокси,пропокси,трет-бутокси-ОСН 2 СН 2 ОСН 3,-O(СН 2 СН 2)2OСН 3, -O(СН 2 СН 2)3 ОСН 3, и т.п.; арилокси радикалы, такие как фенокси и т.п.; силильные радикалы, такие как -Si(CH3)3,-Si(OCH3)3, -Si(C3H7)3 и т.п.; ацильные радикалы, такие как С(O)СН 3, -С(O)С 2 Н 5, -С(O)С 6 Н 5, и т.п., карбонилокси радикалы, такие как-С(O)ОСН 3 и т.п.; оксикарбонильные радикалы,такие как -O(СО)С 6 Н 5, и т.п. Конечно, если требуется, такие одновалентные заместители могут, в свою очередь,быть замещены любым заместителем, который не оказывает чрезмерно вредного влияния на цель и процесс по изобретению, таким как, например, те углеводородные и неуглеводородные заместители, которые перечислены здесь для R8,R9, R10, R11, R12 и R13. Следует, кроме того, понимать, что формулы (IX)-(XI) предполагают также охватить соединения, имеющие две или более таких диазольных части, например, где две диазольных формулы непосредственно связаны вместе в результате необязательного образования направленной связи по одному из заместителей от R8 до R13, или в результате того,что любой один из заместителей от R8 до R13 необязательно замещен второй диазольной формулой. Кроме того, указанные смежные заместители R8 и R11, или R8 и R9, или R10 и R11, или R10 и R12, или R12 и R13 могут быть выбраны в совокупности так, чтобы образовать замещенную или незамещенную двухвалентную мостиковую группу, имеющую от 3 до 5, предпочтительно 4,атомов углерода, которые вместе с двумя ато 001483 36 мами, показанными в формуле, с которыми они связаны, образуют циклическое кольцо с 5-7 членами. Такие двухвалентные мостиковые группы предпочтительно состоят из только углеродных атомов, но могут включать от 1 до 2 атомов азота в дополнение к указанным углеродным атомам. Примерами заместителей, которые могут быть у замещенной двухвалентной мостиковой группы, являются такие же углеводородные и неуглеводородные заместители, как те, которые определены выше для R8, R9, R10,R11, R12 и R13. Предпочтительными диазолами являются диазолы приведенной выше формулы(IX), в особенности бензимидазолы. Предпочтительные триазольные соединения включают следующие:R8, R9, R10, R11 и R12 являются идентичными или различными и каждый представляет атом водорода или одновалентный заместитель, и смежные заместители R8 и R9, или R8 и R11, или R10 иR11, или R10 и R12 могут быть необязательно выбраны вместе так, чтобы образовать замещенный или незамещенный двухвалентный радикал, который вместе с двумя атомами формулы,с которыми связаны указанные смежные заместители, образует циклическое кольцо. Более конкретно, указанные одновалентные заместители для R8, R9, R10, R11 и R12 и смежные заместители R8 и R9, R8 и R11, R10 и R11 или R10 и R12 в формулах (XII)-(XV) выше могут быть такими же, как одновалентные заместители и двухвалентные радикалы, определенные выше для формул (IX)-(XI). Следует кроме того понимать,что формулы (XII)-(XV) предполагают также охватить соединения, имеющие две или более таких триазольных части, например, где две 37 триазольных формулы непосредственно связаны вместе в результате необязательного образования направленной связи по любому одному из заместителей R8, R9, R10, R11 и R12, или в результате того, что любой один из заместителей R8,R9, R10, R11 и R12 необязательно замещен второй триазольной формулой. Предпочтительными триазолами являются 1,2,3-триазолы формулы(XII) выше, в особенности бензотриазол. Другие предпочтительные триазолы включают 5-метил 1 Н-бензотриазол, 5,6-диметил-1-Н-бензотриазол, 1-гидроксибензотриазол, 2-(2 Н-бензотриазол-2-ил)-4-(1,1,3,3-тетраметилбутил)фенол, 5 нитробензотриазол, бис(1-бензотриазолил)оксалат, 1-бензотриазолил-9-фторенилметилкарбонат, 1-цианобензотриазол, 2-(2 Н-бензотриазол-2-ил)гидрохинон,2-(2-гидрокси-5-метилфенил)бензотриазол, 5-гексилбензотриазол, 5 децилбензотриазол,1-этилбензотриазол, 1 пентилбензотриазол, 1-бензилбензотриазол, 1 додецилбензотриазол и т.п. Предпочтительные диазиновые соединения включают следующие:R14, R15, R16, R17 и R18 являются идентичными или разными и каждый представляет атом водорода или одновалентный заместитель, и смежные заместители R14 и R15, или R15 и R16, или R16 и R17, или R14 и R18 могут быть, необязательно,выбраны вместе так, чтобы образовать замещенный или незамещенный двухвалентный радикал, который вместе с двумя атомами формулы, с которыми связаны указанные смежные заместители, образует циклическое кольцо. Более определенно, указанные одновалентные заместители для R14, R15, R16, R17 и R18 и смежные заместители R14 и R15, или R15 и R16, или R16 иR17, или R14 и R18 в формулах (XVI)-(XVIII) выше могут быть такими же, как одновалентные заместители и двухвалентные радикалы, определенные выше для формул (IX)-(XI). Следует кроме того понимать, что формулы (XVI)(XVIII) предполагают также охватить соединения, имеющие две или более таких диазиновых части, например, где две диазиновых формулы непосредственно связаны вместе в результате необязательного образования направленной связи по любому одному из заместителей от R14 38 до R18, или в результате того, что любой один из заместителей от R14 до R18 необязательно замещен второй диазиновой формулой. Примерами таких диазиновых соединений являются пиридазин, пиримидин, пиразин и т.п. Представленные триазиновые соединения включают следующие: где в формуле (XIX) выше R15, R17 и R18 являются идентичными или разными, и каждый представляет атом водорода или одновалентный заместитель. Более определенно, указанные одновалентные заместители R15, R17 и R18 в формуле(XIX) выше могут быть такими же, как одновалентные заместители, определенные выше для формул (IX)-(XI). Следует кроме того понимать,что формула (XIX) предполагает также охватить соединения, имеющие две или более таких триазиновых части, например, где две триазиновых формулы непосредственно связаны вместе в результате необязательного образования направленной связи по любому одному из заместителей R15, R17 и R18, или в результате того,что любой один из заместителей R15, R17 и R18 необязательно замещен второй триазиновой формулой. Примерами таких триазиновых соединений являются 1,3,5-триазин и т.п. Конечно, любой из радикалов от R8 до R18 таких свободных гетероциклических азотсодержащих соединений по вышеприведенным формулам (IX)-(XVIII) могут быть замещены,если требуется, любым подходящим заместителем, содержащим от 1 до 30 атомов углерода,который не оказывает чрезмерно вредного влияния на результат процесса по изобретению. Заместители, которые могут быть у указанных радикалов в дополнение,конечно,к соответствующим углеводородным радикалам,таким как алкильные, арильные, алкарильные,аралкильные и циклогексильные заместители,могут включать, например, амино радикалы,такие как N(R19)2; фосфиновые радикалы, такие как -арил-P(R19)2; ацильные радикалы, такие как-SR19; ионные радикалы, выбранные из группы,включающей -SО 3 М, -РО 3 М, -N(R6)3X1 и -CO2M,как определено выше для ионных фосфитов, где М, X1 и R6 таковы, как определено выше, а также галогено, нитро, циано, трифторметил, гидрокси-радикалы и т.п., где каждый радикал R19 независимо представляет один и тот же или разный одновалентный углеводородный ради 39 кал, имеющий от 1 до 18 атомов углерода (например, алкильные, арильные, аралкильные,алкарильные, и циклогексильные радикалы),при условии, что в амино-заместителях, таких как N(R19)2, каждый из R19, взятых совместно,может также представлять двухвалентную мостиковую группу, которая образует гетероциклический радикал с атомом азота. Конечно, следует понимать, что любой из замещенных или незамещенных радикалов-заместителей, образующих конкретное свободное гетероциклическое азосодержащее соединение, может быть одним и тем же или различным. Наиболее предпочтительными свободными гетероциклическими азотсодержащими соединениями, используемыми по настоящему изобретению, являются имидазолы формулы(IX) выше, в особенности, бензимидазолы. Представленные частные примеры включают имидазол и замещенные имидазолы, такие как 1-метилимидазол, 1-этилимидазол, 1-н-пропилимидазол, 1-изопропилимидазол, 1-бутилимидазол, 2-метилимидазол, 2-этилимидазол, 2 н-пропилимидазол, 2-изопропилимидазол, 2-нбутилимидазол,2-н-гексилимидазол,2-нгептилимидазол, 2-н-октилимидазол, 2-н-нонилимидазол, 2-н-децилимидазол, 2-н-ундецилимидазол, 2-н-додецилимидазол, 2-н-тридецилимидазол, 2-н-тетрадецилимидазол, 2-нпентадецилимидазол, 2-н-гексадецилимидазол,2-н-гептадецилимидазол, 2-(2-этилпентил)имидазол, 2-этил-4-метилимидазол, 2-фенилимидазол, 1-бензил-2-метилимидазол, 2,4,5-трифенилимидазол, 2-(2-пропилгексил)имидазол, 4 метилимидазол, 4-этилимидазол, 3-н-пропилимидазол, 4-изопропилимидазол, 4-бутилимидазол, 4,5-диэтилимидазол, 1-метил-2-этилимидазол, 1-метил-4-этилимидазол, 2-этил-4-метилимидазол, 1-бензил-2-метилимидазол, 1-фенилимидазол, 2-фенилимидазол, 4-фенилимидазол, 2,4,5-три-фенилимидазол, 1,2-триметиленимидазол, 1,5-триметиленимидазол, 4,5-триметиленимидазол и т.п.; а также полярные замещенные имидазолы, такие как, например, 1 гидроксиметилимидазол,2-гидроксиметилимидазол, 4-гидроксиметилимидазол, 1-(2-гидроксиэтил)имидазол, 2-(2-гидроксиэтил)имидазол,4-(2-гидроксиэтил)имидазол, 1-карбоксиметилимидазол, 2-карбоксиметилимидазол, 4-карбоксиметилимидазол,1-(2 карбоксиэтил)имидазол,4-(2 карбоксиэтил)имидазол,4-(2-карбокси-2 гидроксиэтил)имидазол и т.п. Еще более предпочтительными бензимидазолами, применяемыми по изобретению, являются те, которые представлены формулой 40 где в вышеприведенной формуле (XX) R20, R21,R22, R23, R24 и R25 являются идентичными или различными и каждый представляет атом водорода или одновалентный заместитель, при условии, что R20 и R21 не являются оба одновременно одновалентными углеводородными радикалами. Более определенно, указанные одновалентные заместители R20, R21, R22, R23, R24 и R25 в формуле (XX) выше могут быть такими же,как одновалентные заместители, определенные выше для формул (IX)-(XI). Конечно, следует,кроме того, понимать, что формула (XX) предполагает также охватить соединения, имеющие две или более таких бензимидазольных части,например, где две бензимидазольных формулы непосредственно связаны вместе в результате необязательного образования направленной связи по любому одному из заместителей от R20 до R25, например, R21, или в результате того, что любой один из заместителей от R20 до R25, например R21, необязательно замещен второй бензимидазольной формулой, например ди-, биили трибензилимидазолами. Представленные частные примеры таких бензимидазолов включают бензимидазол и замещенные бензимидазолы, такие как 1-метилбензимидазол, 1-этилбензимидазол, 1-н-пропилбензимидазол, 1-изопропилбензимидазол, 1 бутилбензимидазол, 1-бензилбензимидазол, 2 бензилбензимидазол, 2-бензилбензимидазол, 2 метилбензимидазол, 2-этилбензимидазол, 2-нпропилбензимидазол, 2-изопропилбензимидазол, 2-н-бутилбензимидазол, 2-н-гексилбензимидазол,2-н-гексилбензимидазол,2-нгептилбензимидазол, 2-н-октилбензимидазол, 2 н-нонилбензимидазол, 2-н-децилбензимидазол,2-н-ундецилбензимидазол, 2-н-додецилбензимидазол, 2-н-тридецилбензимидазол, 2-н-тетрадецилбензимидазол, 2-н-пентадецилбензимидазол, 2-н-гексадецилбензимидазол, 2-н-гептадецилбензимидазол,2-(2 этилпентил)бензимидазол,2-(2 пропилгексил)бензимидазол,2-фенилбензимидазол, 1-бензилбензимидазол, 1 циклогексилбензимидазол, 1-октилбензимидазол, 1-додецилбензимидазол, 1-гексилдецилбензимидазол, 5,6-диметилбензимидазол, 1 метил-5,6-диметилбензимидазол, 4-метилбензимидазол,4-этилбензимидазол,3-н-пропилбензимидазол, 4-изопропилбензимидазол, 4 бутил-бензимидазол, 4,5-диметилбензимидазол,4,5-диэтилбензимидазол, 1-метил-2-этилбензимидазол, 1-метил-4-этилбензимидазол, 1-фенилбензимидазол и 4-фенилбензимидазол, 5-бромбензотриазол, 6-бромбензотриазол, 5-хлорбензотриазол, 6-хлорбензотриазол, 5-хлор-1,6 диметилбензотриазол, 5-хлор-6-метилбензотриазол, 6-хлор-5-метил-бензотриазол, 5-хлор-6-метил-1-фенилбензотриазол, 4,5,6,7-тетрахлорбензотриазол, 1-(2-йодэтил)бензотриазол, 5-хлор-6 фторбензотриазол, 5-трифторметилбензотриазол, 6-трифторметилбензотриазол и тому по 41 добное, а также полярные замещенные бензимидазолы, такие как 1-ацетилбензимидазол, 1 бензилбензимидазол,1-гидроксиметилбензимидазол, 2-гидроксиметилбензимидазол, 4 гидроксиметил-бензимидазол,1-(2-гидроксиэтил)бензимидазол,2-(2-гидроксиэтил)бензимидазол, 4-(2-гидроксиэтил)бензимидазол, 1 карбоксиметилбензимидазол, 2-карбоксиметилбензимидазол, 4-карбоксиметилбензимидазол,1-(2-карбоксиэтил)бензимидазол, 4-(2-карбоксиэтил)бензимидазол, 4-(2-карбокси-2-гидроксиэтил)бензимидазол, 1-этил-5,6-диметилбензимидазол, 1-изопропил-5,6-бензимидазол, 5,6-диметоксибензимидазол,4,5-триметиленбензимидазол, нафто[1,2d]имидазол, нафто[2,3d]имидазол, 1-метил-4-метоксибензимидазол, 1-метил 5-метоксибензимидазол,1-метил-5,6 диметоксибензимидазол, и тому подобное. Включены также би-, ди- и бис-бензимидазолы, такие как 2,2'-этиленбибензимидазол,2,2'-гептаметиленбибензимидазол,2,2'-гексаметиленбибензимидазол, 2,2'-(иминодиэтилиден)бибензимидазол,2,2'-(метилиминодиэтилиден)бибензимидазол, 2,2'-октаметиленбибензимидазол, 2,2'пентаметиленбибензимидазол, 2,2-п-фениленбибензимидазол,2,2'-триметиленбибензимидазол,2,2'-метилен-бис(5,6-диметилбензимидазол), ди-2-бензимидазолилметан, 5,5',6,6'тетраметил-2,2'-бибензимидазол,1,2-бис(5,6 диметил-2-бензимидазолил)этанолгидрохлорид и тому подобное. Наиболее предпочтительным гетероциклическим азотсодержащим соединением изо всех является бензимидазол. Соответственно, свободные гетероциклические азотсодержащие соединения, которые используются здесь, и способы их получения хорошо известны и во многих случаях доступны коммерчески. Кроме того, следует понимать,что, хотя может быть предпочтительно использовать одновременно только одно свободное гетероциклическое азотсодержащее соединение в любом конкретном процессе гидроформилирования, смеси двух или нескольких разных свободных гетероциклических азотсодержащих соединений могут быть также использованы,если требуется, в любом конкретном процессе гидроформилирования. Представленные примеры подходящих замещенных и незамещенных гетероциклических азотсодержащих соединений включают те доступные замещенные и незамещенные гетероциклические азотсодержащие соединения, которые описаны в Kirk-Othmer,Encyclopedia of Chemical Technology, Fourth Edition, 1996, соответствующая часть которой приведена здесь как ссылка. Кроме того, количество таких свободных гетероциклических азотсодержащих соединений, используемых в любом конкретном процессе по изобретению, должно быть только таким минимальным количеством, которое необходимо для того, чтобы обеспечить основу для, 001483 42 по меньшей мере, некоторого снижения такой деактивации катализатора, которое могло возникнуть в результате проведения идентичного катализируемого металлом процесса гидроформилирования в существенно таких же условиях в отсутствии любого свободного гетероциклического азотсодержащего соединения при жестких условиях, таких как при испарительном выделении альдегидного продукта. Количества таких свободных гетероциклических азотсодержащих соединений, варьирующиеся от примерно 0,01 до примерно 10 мас.%, или более,если требуется, в расчете на общую массу потока продуктов реакции гидроформилирования,поступающего на дистилляцию, должны быть достаточными в большинстве случаев. Следует конечно понимать, что поскольку альдегидный продукт отгоняется от жидкого продукта гидроформилирования, концентрация в нем нелетучих компонентов, т.е. катализатора и свободного гетероциклического азотсодержащего соединения, будет соответственно возрастать. В результате, верхний предел количества свободного гетероциклического азотсодержащего соединения определяется прежде всего пределом его растворимости в содержащем нелетучий жидкий родиевый катализатор остатке, получаемом после указанного испарительного разделения, т.е. отгонки целевого альдегидного продукта. Такие количества свободного гетероциклического азотсодержащего соединения,используемые здесь, будут также частично зависеть от конкретного используемого родиевого катализатора и от температуры дистилляции для извлечения альдегидного продукта, а также от самого конкретного свободного гетероциклического азотсодержащего соединения. В общем случае предпочтительные минимальные количества свободного гетероциклического азотсодержащего соединения, присутствующего при дистилляции целевого альдегидного продукта от содержащих металл-органополифосфитный катализатор продуктовых потоков по изобретению может варьироваться от примерно 0,05 до примерно 5 мас.% в расчете на общую массу жидкого продукта гидроформилирования, поступающего на дистилляцию. Добавление свободного гетероциклического азотистого соединения, используемого по настоящему изобретению, к потоку продуктов реакции, от которого должен отгоняться альдегидный продукт, может осуществляться любым подходящим способом. Например, свободное гетероциклическое азотистое соединение может быть добавлено к потоку продуктов реакции гидроформилирования, который был выведен из реакционной зоны, в любой момент перед или во время отгонки от него альдегидного продукта. Однако поскольку выбранное для использования свободное гетероциклическое азотсодержащее соединение не должно оказывать сколько-нибудь существенного вредного влияния на 43 реакцию гидроформилирования как таковую,свободное гетероциклическое азотсодержащее соединение может быть введено непосредственно в среду реакции гидроформилирования в реакционную зону и может оставаться в растворе в течение всего процесса гидроформилировaния. В самом деле, может быть желательным вводить свободное гетероциклическое азотистое соединение в используемый раствор предшественника катализатора так, чтобы свободное гетероциклическое азотсодержащее соединение присутствовало с самого начала процесса гидроформилирования. Другая проблема, с которой столкнулись при использовании промотированных органополифосфитным лигандом металлических катализаторов в процессах гидроформилирования олефинов, заключается в разрушении органополифосфитного лиганда и деактивации катализатора процессов гидроформилирования, катализируемых металло-органополифосфитным комплексом, обусловленных гидролитической нестабильностью органополифосфитных лигандов. Способы предотвращения или минимизации такой деактивации катализатора и/или осаждения включают осуществление настоящего изобретения и изложены в сопряженных патентных заявках США D-17245-1 и D-17646,поданных одновременно с настоящей заявкой,описание которых приведено здесь как ссылка,и которые включают использование буферного раствора и необязательно органических азотсодержащих соединений, как описано здесь. Например, указанный водный буферный раствор по изобретению включает обработку, по меньшей мере, части потока продуктов реакции гидроформилирования, содержащего комплексный катализатор металл-органополифосфитный лиганд, полученного в указанном процессе гидроформилирования и содержащего также кислотные соединения фосфора, образовавшиеся в указанном процессе гидроформилирования,водным буферным раствором для того, чтобы нейтрализовать и удалить из указанного потока продуктов реакции, по меньшей мере, часть количества кислотных фосфорных соединений и затем вернуть обработанный поток продуктов реакции в реакционную зону гидроформилирования или в зону разделения. Представленные кислотные фосфорные соединения включают,например, Н 3 РO3, альдегидные кислоты, такие как гидроксиалкилфосфониевые кислоты, Н 3 РO4 и тому подобное. Указанная обработка потока продуктов реакции, содержащего комплексный катализатор металл-органополифосфитный лиганд, водным буферным раствором может быть проведена любым желаемым подходящим способом и образом, который не оказывает чрезмерно вредного влияния на основной процесс гидроформилирования, в котором получен указанный поток продуктов реакции. 44 Так, например, водный буферный раствор может быть использован для обработки части или всей реакционной среды непрерывного процесса гидроформилирования с рециркуляцией жидкого катализатора, которая выведена из реакционной зоны в любой момент перед выделением или после выделения из него альдегидного продукта. Более предпочтительно указанная обработка водным буферным раствором включает обработку части или всего потока продуктов реакции, полученного после отгонки желаемого количества альдегидного продукта,например перед или во время возврата указанного потока продуктов реакции в реакционную зону. Например, предпочтительным способом является непрерывное пропускание всего или части (например, отводного потока) рециркулируемого потока продуктов реакции, возвращаемого в реакционную зону, через жидкостной экстрактор, содержащий водный буферный раствор, непосредственно перед тем, как указанный, содержащий катализатор, остаток вновь вводится в реакционную зону. Таким образом, следует понимать, что поток продуктов реакции, содержащий комплексный катализатор металл-органополифосфитный лиганд, который должен обрабатываться водным буферным раствором, может содержать дополнительно к катализаторному комплексу и его органическому растворителю альдегидный продукт, свободный фосфитный лиганд, непрореагировавший олефин и любые другие ингредиенты или добавки, составляющие реакционную среду процесса гидроформилирования, из которого были получены указанные потоки продуктов реакции. Обычно максимальные концентрации водного буферного раствора определяются только практическими соображениями. Как замечено,условия обработки, такие как температура, давление и время контакта, могут также варьироваться в широких пределах и здесь может быть применена любая подходящая комбинация таких условий. В основном, температура жидкости в интервале от примерно 20 С до примерно 80 С и, предпочтительно, от 25 С до примерно 60 С должны быть приемлемыми для большинства случаев, хотя, если требуется, могут быть применены более низкие или более высокие температуры. Обычно обработка проводится при давлениях в интервале от давления окружающей среды до давления реакции, и время контакта может варьироваться от нескольких секунд или минут до нескольких часов или более. Кроме того, успех в удалении кислотных фосфорных соединений из потока продуктов реакции может быть определен измерением скорости разложения (расхода) органополифосфитного лиганда, присутствующего в реакционной среде гидроформилирования. Помимо этого, по мере того, как протекает нейтрализация и 45 экстракция кислотных фосфорных соединений в водный буферный раствор, рН водного буферного раствора будет снижаться, и он будет становиться более и более кислотным. Когда буферный раствор достигнет неприемлемого уровня кислотности, он может быть просто заменен новым буферным раствором. Водные буферные растворы, используемые в настоящем изобретении, могут включать любую подходящую буферную смесь, содержащую соли оксикислот, природа и соотношение которых в смеси таковы, что рН их водного раствора может меняться от 3 до 9, предпочтительно от 4 до 8 и более предпочтительно от 4,5 до 7,5. В связи с этим, подходящие буферные системы могут включать смеси анионов, выбранных из группы, включающей фосфаты, карбонаты, цитраты и бораты, и катионы, выбранные из группы, включающей аммоний и щелочные металлы, например, натрий, калий и т.п. Такие буферные системы и/или способы их приготовления хорошо известны в практике. Предпочтительными буферными системами являются фосфатные буферы и цитратные буферы, например, одноосновные/двухосновные фосфаты щелочного металла и цитраты щелочного металла. Более предпочтительными являются буферные системы, состоящие из смесей одноосновного фосфата и двухосновного фосфата натрия или калия. Органические азотсодержащие соединения могут быть необязательно добавлены к потоку продуктов реакции гидроформилирования для связывания побочных продуктов кислотного гидролиза, образующихся при гидролизе органополифосфитного лиганда, как указано, например, в патенте США 4.567.306 и сопряженных патентных заявках США D-17245.1 и D17646, на которые здесь ссылались. Такие органические азотсодержащие соединения могут быть использованы для того, чтобы реагировать с кислотными соединениями и нейтрализовать их, образуя продукты их превращения в соль,тем самым предотвращая комплексообразование родия с кислотными побочными продуктами гидролиза и таким образом помогая сохранить активность металлического, например,родиевого катализатора, когда он находится в реакционной зоне в условиях гидроформилирования. Выбор органического азотистого соединения для этой цели отчасти диктуется желательностью использовать основное вещество,которое растворимо в реакционной среде и не способно катализировать с существенной скоростью образование альдолей и других продуктов конденсации или вступать в нежелательные реакции с продуктовым альдегидом. Такие органические азотсодержащие соединения могут содержать от 2 до 30 атомов углерода и, предпочтительно, от 2 до 24 атомов углерода. Первичные амины должны быть исключены из использования в качестве указан 001483 46 ных органических азотсодержащих соединений. Предпочтительные органические азотсодержащие соединения должны иметь коэффициент распределения с преимущественной растворимостью в органической фазе. В общем, более предпочтительные органические азотсодержащие соединения, используемые для связывания кислотных фосфорных соединений, присутствующих в потоке продуктов реакции гидроформилирования по изобретению, включают соединения, имеющие величину рКа в пределах 3 от рН применяемого водного буферного раствора. Наиболее предпочтительно величина рКа органического азотсодержащего соединения должна быть примерно такой же, как рН применяемого водного буферного раствора. Конечно, следует понимать, что хотя может быть предпочтительно применять одновременно только одно такое органическое азотсодержащее соединение в любом конкретном процессе гидроформилирования, если требуется, смеси двух или нескольких разных органических азотсодержащих соединений могут быть также применены в любом конкретном процессе гидроформилирования. Представленные азотсодержащие соединения включают, например, триалкиламины, такие как триэтиламин, три-н-пропиламин, три-нбутиламин, триизобутиламин, триизопропиламин, три-н-гексиламин, три-н-октиламин, диметилизопропиламин,диметилгексадециламин,метил-ди-н-октиламин и т.п., а также их замещенные производные, содержащие один или несколько невзаимодействующих заместителей,таких как гидрокси-группы, например, триэтаноламин, N-метилдиэтаноламин, трис-(3-гидроксипропил)амин и т.п. Могут быть использованы также гетероциклические амины, такие как пиридин, пиколины, лутидины, коллидины, Nметилпиперидин, N-метилморфолин, N-2'-гидроксиэтилморфолин, хинолин, изохинолин, хиноксалин, акридиен, хинуклидин, а также диазолы, триазолы, диазиновые и триазиновые соединения, и т.п. Пригодными для возможного использования являются также четвертичные амины, такие как N,N-диметиланилин, N,Nдиэтиланилин, N,N-диметил-п-толуидин, N,Nметилдифениланилин, N,N-диметилбензиламин,N,N-диметил-1-нафтиламин, и т.п. Соединения,содержащие две и более аминогруппы, такие как N,N,N',N'-тетраметилэтилендиамин и триэтилендиамин (т.е. 1,4-диазабицикло-[2,2,2]октан) могут быть также упомянуты. Предпочтительными органическими азотсодержащими соединениями, используемыми по изобретению для связывания кислотных фосфорных соединений, присутствующих в потоке продуктов реакции гидроформилирования,являются гетероциклические соединения, выбранные из группы, включающей диазолы,триазолы, диазины и триазины, такие как раскрытые и примененные здесь. Например, пред 47 почтительными представителями их являются бензимидазол и бензтриазол. Представленные примеры подходящих органических азотсодержащих соединений, пригодных для связывания кислотных фосфорных соединений, включают те доступные органические азотсодержащие соединения, которые описаны в Kirk-Othmer, Encyclopedia of ChemicalTechnology, Fourth Edition, 1996, соответствующая часть которой приведена здесь как ссылка. Количество органического азотсодержащего соединения, которое может присутствовать в потоке продуктов реакции для связывания кислотных соединений фосфора, присутствующих в потоках продуктов реакции гидроформилирования по изобретению, обычно достаточно для обеспечения концентрации по меньшей мере около 0,0001 молей органического азотсодержащего соединения на литр потока продуктов реакции. В общем случае отношение органического азотсодержащего соединения к общему органополифосфитному лиганду (связанному с родием или присутствующему как свободный органофосфит) составляет, по меньшей мере, примерно 0,1:1 и даже более предпочтительно, по меньшей мере, примерно 0,5:1. Верхний предел применяемого количества органического азотсодержащего соединения определяется преимущественно только из экономических соображений. Молярные соотношения органического азотсодержащего соединения к органофосфиту от, по меньшей мере, 1:1 до примерно 5:1 должны быть достаточны для большинства целей. Понятно, что органическое азотсодержащее соединение, применяемое для того, чтобы связать указанные кислотные соединения фосфора, не обязательно должно быть таким же,как гетероциклическое азотсодержащее соединение, используемое для защиты металлического катализатора в жестких условиях, существующих в испарителе-сепараторе альдегида. Однако если желательно, чтобы указанное органическое азотсодержащее соединение и указанное гетероциклическое азотсодержащее соединение было одним и тем же и выполняло обе указанные функции в конкретном процессе, то следует позаботиться о том, чтобы количество гетероциклического азотсодержащего соединения, присутствующего в реакционной среде,было достаточным для того, чтобы обеспечить также такое количество свободного гетероциклического азотсодержащего соединения в процессе гидроформилирования, например в испарителе-сепараторе, которое позволит выполнить обе требуемые функции. Соответственно, обработка водным буферным раствором по изобретению не только удалит свободные кислотные соединения фосфора из содержащих комплексный катализатор металл-органополифосфитный лиганд потоков продуктов реакции, но водный буферный рас 001483 48 твор также неожиданно удаляет фосфорнокислотный материал из образовавшейся соли продукта превращения, с помощью применяемого связующего - органического азотистого соединения, т.е. фосфорная кислота из указанной соли продукта превращения остается в водном буферном растворе, тогда как обработанный поток продуктов реакции вместе с реактивированным (свободным) органическим азотсодержащим соединением возвращается в реакционную зону гидроформилирования. Другим способом переноса кислотности из потока продуктов реакции гидроформилирования в водную часть является промежуточное использование гетероциклического амина, который имеет фторуглеродную или силиконовую боковую цепь достаточного размера, чтобы он не смешивался как с потоком продуктов реакции гидроформилирования, так и с водной частью. Гетероциклический амин может быть сперва введен в контакт с потоком продуктов реакции гидроформилирования, где присутствующая в потоке продуктов реакции кислотность будет перенесена к азоту гетероциклического амина. Этот слой гетероциклического амина может затем быть декантирован или другим способом отделен от потока продуктов реакции перед их контактом с водной частью, где он опять будет существовать в виде отдельной фазы. Слой гетероциклического амина может затем быть возвращен на контакт с потоком продуктов реакции гидроформилирования. Другие способы предотвращения или минимизации разрушения лиганда и деактивации и/или осаждения катализатора, которые могут быть применены в настоящем изобретении,включают осуществления изобретения, раскрытого в сопряженных патентных заявках США D17648 и D-17649, поданных одновременно с настоящей заявкой, описание которых приведено здесь как ссылка, и которые включают использование воды и необязательно органических азотсодержащих соединений, как описано здесь. Например, было найдено, что гидролитическое разложение и деактивация родиевого катализатора, как обсуждено здесь, могут быть предотвращены или снижены обработкой, по меньшей мере, части потока продуктов реакции,полученного в процессе гидроформилирования и содержащего также кислотные соединения фосфора, образовавшиеся в процессе гидроформилирования, водой в количестве, достаточном,чтобы удалить, по меньшей мере, некоторое количество кислотных соединений фосфора из потока продуктов реакции. Хотя и вода и кислота являются факторами гидролиза органофосфитных лигандов, было неожиданно найдено,что системы реакции гидроформилирования более терпимы к высоким уровням содержания воды, чем к высоким уровням содержания кислоты. Таким образом, вода неожиданно может 49 быть применена, чтобы удалить кислоту и уменьшить скорость потерь органофосфитного лиганда за счет гидролиза. Еще другие способы предотвращения или минимизации разрушения лиганда и деактивации и/или осаждения катализатора, которые могут быть применены в настоящем изобретении, включают осуществления изобретения,раскрытого в сопряженных патентных заявках США D-17652 и D-17685, поданных одновременно с настоящей заявкой, описание которых приведено здесь как ссылка, и которые включают использование воды в сочетании с веществами для удаления кислоты и необязательно органических азотсодержащих соединений, как описано здесь. Например, было найдено, что гидролитическое разложение и деактивация родиевого катализатора, как обсуждено здесь, могут быть предотвращены или снижены обработкой, по меньшей мере, части потока продуктов реакции,полученного в процессе гидроформилирования и содержащего также кислотные соединения фосфора, образовавшиеся в процессе гидроформилирования, водой в сочетании с одним или несколькими веществами для удаления кислоты,например окислами, гидроокисями, карбонатами, бикарбонатами и карбоксилатами металлов Групп 2, 11 и 12, в количестве, достаточном,чтобы удалить, по меньшей мере, некоторое количество кислотных соединений фосфора из потока продуктов реакции. Поскольку примеси солей металлов, например солей железа, цинка,кальция и подобных, в потоке продуктов реакции гидроформилирования нежелательно промотируют автоконденсацию альдегидов, преимущество заключается в том, что можно использовать способность к удалению кислот определенных удаляющих кислоту веществ при минимальном переносе металла соли в поток продуктов реакции. Дополнительные способы предотвращения или минимизации разрушения лиганда и деактивации и/или осаждения катализатора, которые могут быть применены в настоящем изобретении, включают осуществления изобретения,раскрытого в сопряженных патентных заявках США D-17650 и D-17651, поданных одновременно с настоящей заявкой, описание которых приведено здесь как ссылка, и которые включают использование ионообменных смол и необязательно органических азотсодержащих соединений, как описано здесь. Например, было найдено, что гидролитическое разложение и деактивация родиевого катализатора, как обсуждалось здесь, могут быть предотвращены или уменьшены путем (а) обработки, по меньшей мере, в одной скрубберной зоне, по меньшей мере, части потока продуктов реакции, полученного в процессе гидроформилирования и содержащего также кислотные соединения фосфора, образовавшиеся в 50 процессе гидроформилирования, водой в количестве, достаточном чтобы удалить, по меньшей мере, некоторое количество кислотных соединений фосфора из потока продуктов реакции, и(b) обработки, по меньшей мере, в одной зоне ионообмена, по меньшей мере, части воды, содержащей кислотные фосфорные соединения,извлеченные из указанного потока продуктов реакции одной или несколькими ионообменными смолами в количестве, достаточном для того,чтобы удалить, по меньшей мере, некоторое количество кислотных фосфорных соединений из указанной воды. Поскольку ионообменная смола может вызвать осаждение родия на поверхности и в порах ионообменной смолы, тем самым вызывая осложнения процесса, преимущество заключается в том, что можно использовать способность ионообменных смол к удалению кислот без существенных потерь родия. Если требуется, могут быть использованы другие способы удаления кислотных фосфорных соединений из потоков продуктов реакции по изобретению. Не предполагается каким-либо способом ограничивать настоящее изобретение подходящими способами удаления кислотных соединений фосфора из потоков продуктов реакции. В дополнение к процессам гидроформилирования, другие процессы, в которых может быть применено настоящее изобретение, включают те процессы, в которых имеет место потеря каталитической активности промотированных органополифосфитом металлических катализаторов из-за жестких условий реакции, таких, как применяются при отделении и извлечении продукта из потока продуктов реакции. Представленные процессы включают, например, гидроацилирование (внутримолекулярное и межмолекулярное) гидроамидирование, гидроэтерификацию, карбонилирование, и тому подобное. Предпочтительные процессы включают реакцию органических соединений с окисью углерода, или с окисью углерода и третьим реагентом, например, водородом или с цианистым водородом, в присутствии каталитического количества комплексного катализатора металлорганополифосфитный лиганд. Наиболее предпочтительные процессы включают гидроформилирование, гидроцианирование и карбонилирование. Как и процессы гидроформилирования,эти другие процессы могут быть асимметричными или несимметричными, причем предпочтительные процессы являются несимметричными и могут проводиться непрерывно или полунепрерывно и могут включать любую желаемую операцию с рециклом катализаторной жидкости и/или газа. Конкретные процессы для получения продуктов из одного или нескольких реагентов,а также условия реакции и ингредиенты процесса, не являются критическими характеристиками настоящего изобретения. Технологические 51 приемы по изобретению могут соответствовать любым известным к настоящему времени технологическим приемам, применяемым в обычных процессах. Например, процессы могут проводиться или в жидкой или в газовой фазе и непрерывным, полунепрерывным или периодическим способом и включать операции с рециклом жидкости и/или газа или, если требуется,сочетания таких систем. Подобным же образом способ или порядок добавления ингредиентов реакции, катализатора и растворителя также не является критическим и может быть осуществлен любым удобным способом. Процессы гидроформилирования по изобретению могут быть проведены с использованием, например, реактора неподвижного слоя,реактора псевдоожиженного слоя, емкостного реактора непрерывного действия с мешалкой или реактора с суспензией. Оптимальный размер и форма катализаторов будет зависеть от типа используемого реактора. В общем случае для реакторов с псевдоожиженным слоем небольшие сферические частицы являются предпочтительными с точки зрения легкого псевдоожижения. Для реакторов с неподвижным слоем предпочтительны более крупные частицы катализатора для того, чтобы поддерживать разумно низкий перепад давления в реакторе. По меньшей мере, одна реакционная зона, применяемая по изобретению, может быть единичным аппаратом или включать два или несколько аппаратов. По меньшей мере, одна зона разделения,применяемая по изобретению, может быть единичным аппаратом или включать два или несколько аппаратов. По меньшей мере, одна скрубберная зона, применяемая по изобретению, может быть единичным аппаратом или включать два или несколько аппаратов. Следует понимать, что реакционная зона (зоны) и зона(зоны) разделения, применяемые здесь, могут существовать в одном и том же аппарате или в разных аппаратах. Например, методы реакционного разделения, такие как реакционная дистилляция, реакционное мембранное разделение и тому подобное, могут применяться в реакционной зоне (зонах). Процессы гидроформилирования по изобретению могут проводиться периодически или непрерывно с рециклом, если требуется, непрореагировавших исходных веществ. Реакция может проводиться в единичной реакционной зоне или во множестве реакционных зон последовательно или параллельно и может быть проведена периодически или непрерывно в протяженной трубчатой зоне или в ряде таких зон. Применяемые конструкционные материалы должны быть инертными по отношению к исходным веществам в ходе реакции, и изготовленное оборудование должно быть способно выдержать температуры и давления реакции. Способы ввода и/или регулирования количеств исходных веществ или ингредиентов, вводимых периоди 001483 52 чески или непрерывно в реакционную зону в ходе реакции, могут быть обычно применяемыми в процессах, особенно для поддержания требуемого молярного соотношения исходных материалов. Стадии реакции могут быть осуществлены путем постепенного добавления одного из исходных веществ к другому. Стадии реакции могут быть также объединены совместным добавлением исходных веществ. Если полная конверсия нежелательна или недостижима, то исходные вещества могут быть отделены от продукта, например дистилляцией, и исходные вещества могут быть затем возвращены в рецикл в реакционную зону. Процессы гидроформилирования могут проводиться в остеклованном, нержавеющем и подобном оборудовании. Реакционная зона может быть оборудована одним или несколькими внутренними и/или внешними теплообменниками для того, чтобы регулировать нежелательные флюктуации температуры или предотвратить любые возможные "броски" температур реакции. Процессы гидроформилирования по изобретению могут проводиться в одну или несколько ступеней или стадий. Точное число ступеней или стадий реакции будет определяться наилучшим компромиссом между капиталовложениями и достижением высокой селективности, активности и продолжительности жизни катализатора, а также характеристической реакционной способностью рассматриваемых исходных веществ и стабильностью исходных веществ и целевого продукта реакции к условиям реакции. При осуществлении процессы гидроформилирования по изобретению могут проводиться в многоступенчатом реакторе, таком, как описан, например, в сопряженной патентной заявке США D-17425.1, поданной одновременно с данной заявкой, описание которой приведено здесь как ссылка. Такие многоступенчатые реакторы могут быть спроектированы с внутренними физическими барьерами, которые создают более чем одну теоретическую реакционную ступень на аппарат. Фактически это аналогично наличию нескольких реакторов внутри единичного непрерывно действующего емкостного реактора с перемешиванием. Множественные реакционные ступени внутри единичного аппарата представляют собой экономичный способ использования объема реакторного сосуда. Это существенно снижает число аппаратов, которое иначе потребовалось бы для достижения таких же результатов. Уменьшение числа аппаратов снижает требуемые общие капитальные затраты и затраты на эксплуатацию отдельных аппаратов и мешалок. Для цели настоящего изобретения термин"углеводород" рассматривается как включающий все возможные вещества, имеющие, по меньшей мере, один атом водорода и один атом 53 углерода. Такие возможные вещества могут также иметь один или несколько гетероатомов. В широком смысле, возможные углеводороды включают ациклические (с гетероатомами или без них) и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические органические вещества, которые могут быть замещенными или незамещенными. Термин "замещенные", как он использован здесь, рассматривается как включающий все возможные заместители органических соединений, если не указано другое. В широком смысле, возможные заместители включают ациклические и циклические, разветвленные и неразветвленные, карбоциклические и гетероциклические, ароматические и неароматические заместители органических веществ. Представленные заместители включают, например, алкил,алкилокси, арил, арилокси, гидрокси, гидроксиалкил, амино, аминоалкил, галоген и т.п., в которых число углеродных атомов может варьироваться от 1 до примерно 20 или более, предпочтительно от 1 до примерно 12. Подходящие органические соединения могут иметь один заместитель или несколько одинаковых или разных заместителей. Данное изобретение не предполагает быть каким-либо образом ограниченным возможными заместителями органических соединений. Кроме того, была разработана ускоренная методика испытаний для демонстрации потенциальной эффективности свободных гетероциклических азотсодержащих соединений для минимизации и/или предотвращения деактивации катализатора и потерь родия, которые, как обсуждалось здесь, могут иметь место при непрерывном процессе гидроформилирования с рециклом жидкого катализатора, в котором используются комплексный катализатор родийорганополифосфитный лиганд и испарительное разделение, т.е. извлечение целевого альдегидного продукта дистилляцией. Указанная методика испытаний описана в некоторых из нижеследующих примеров и включает обработку потока продуктов реакции, содержащего солюбилизированный активированный комплексный катализатор родий-органополифосфитный лиганд, в жестких условиях типа условий в испарителе в течение более продолжительного периода времени, чем можно было ожидать при обычном непрерывном процессе гидроформилирования с рециклом жидкого катализатора,для того, чтобы получить значимые результаты за намного более короткий и приемлемый период времени. Например, могут потребоваться дни или недели для того, чтобы определить количественно деактивацию катализатора и/или потери родия, которые, как обсуждалось здесь, могут иметь место при непрерывном процессе гидроформилирования с рециклом жидкого катализатора, при обычных условиях извлечения дис 001483 54 тилляцией, потому что катализатор находится в таких условиях, как в испарителе, только несколько минут в сутки, тогда как предлагаемое ускоренное испытание может быть завершено в течение нескольких часов благодаря непрерывному пребыванию потока продуктов реакции при высоких температурах такого же порядка,как при извлечении альдегида дистилляцией, в течение продолжительного периода времени при полном отсутствии окиси углерода. Некоторые из нижеследующих примеров предназначены для дополнительного пояснения изобретения. Гидроформилирование пропилена проводили за один проход с использованием стеклянного реактора. Реакционная система была оборудована различными приборами так, что каталитическая активность каждого стеклянного реактора могла измеряться и наноситься на график как функция времени. Каталитическая активность выражалась в величинах скорость гидроформилирования/парциальное давление пропилена на выходе, атм, где величину скорости гидроформилирования, выраженную в г-моль на литр альдегидного продукта в час, относили к величине парциального давления пропилена. Процесс гидроформилирования включал пропускание азота, окиси углерода, водорода и пропилена через воду (если не указано подругому) и непрерывный ввод газов в реактор. Скорость подачи потоков четырех видов газового сырья поддерживали примерно одинаковой во всех экспериментах по гидроформилированию, чтобы гарантировать близкие скорости питания в каждом реакторе и равные условия перемешивания. Парциальные давления компонентов на выходе определялись активностью катализатора. Скорости потоков и типичные величины парциального давления для экспериментов по гидроформилированию приведены ниже. Скорость Парциальное Компонент подачи, л/ч давление, атмN2 5,6 3,5-4,9 Н 2 4,7-4,8 2,8-4,2 СО 4,7-4,8 2,8-4,2 Пропилен 1-1,2 0,07-0,42 Альдегидные продукты гидроформилирования выдувались из реактора азотом и непрореагировавшими газами. Состав пара, выходящего из реактора, определяли умножением выходящего потока на концентрацию альдегида на выходе и делением на объем реактора. Каталитическую активность определяли делением фактической скорости на расчетную скорость. Расчетную скорость рассчитывали по кинетическому уравнению, где зависимость от парциального давления пропилена и концентрации родия принималась равной единице. Таким образом,каталитическая активность свежеприготовленного родиевого-бифосфитного катализаторного 55 комплекса в стеклянных реакторах принималась обычно соответствующей 100%. Изомерное соотношение нормальных и разветвленных альдегидных продуктов определялось в то же время газовой хроматографией. Пример 1. Раствор, содержащий 200 ррм родия в форме дикарбонил-ацетилацетоната, 1% Лиганда D (как описано выше) и 4,0% бензилимидазола готовили в смеси 5:95% 2-этилбутиральдегида и тетраглимового растворителя. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом(СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 3 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена (без предварительного пропускания газообразных реагентов через воду) в стеклянном реакторе с мешалкой при примерно 100C, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса была примерно такой же, как обычно получаемая в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и Лиганда D в отсутствии бензимидазола, и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор не деактивировался при использовании катализатора в присутствии бензимидазола при высокой температуре в отсутствии синтез-газа (окись углерода и водород) в течение длительного периода времени. Сравнительный пример А. Раствор, содержащий 200 ррм родия в форме его дикарбонилацетилацетоната, 1% Лиганда D (как описано выше), готовили в смеси 5:95% 2-этилбутиральдегида и тетраглимового растворителя. В раствор не добавляли бензимидазол. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтезгазом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 3 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена (без предварительного пропускания газообразных реагентов 56 через воду) в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса составила примерно 10 процентов от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и ЛигандаD в отсутствии бензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор существенно деактивировался при использовании в отсутствии свободного гетероциклического аминового соединения, такого как бензимидазол, и в отсутствии синтез-газа (окись углерода и водород) в течение длительного периода времени. Пример 2. Раствор, содержащий 200 ррм родия в форме его дикарбонилацетилацетоната, 2,0% Лиганда D (описанного выше) и 0,7% ди-2 бензимидазола, готовили в тетраглимовом растворителе. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 3 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса была примерно такой же, как обычно получаемая в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетил-ацетоната родия и Лиганда D в отсутствии ди-2-бензимидазола, и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор не деактивировался при использовании катализатора в присутствии ди-2-бензимидазола при высокой температуре в отсутствии синтез-газа(окись углерода и водород) в течение длительного периода времени. Пример 3. Раствор, содержащий 207 ррм родия в форме его дикарбонилацетилацетоната, 1,54% Лиганда D (описанного выше) и 1,0% 1 гидрокси-метилбензимидазола, готовили в тетраглимовом растворителе. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом (СО:Н 2) в течение 57 80 мин для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 4 суток азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса была примерно такой же, как обычно получаемая в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетил-ацетоната родия и Лиганда D в отсутствии 1-гидроксиметил-бензимидазола, и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор не деактивировался при использовании катализатора в присутствии 1-гидроксиметилбензимидзола при высокой температуре в отсутствии синтез-газа (окись углерода и водород) в течение длительного периода времени. Пример 4. Раствор, содержащий 200 ррм родия в форме его дикарбонилацетилацетоната, 2,0% Лиганда D (описанного выше) и 0,7% 1-метил 2-фенилбензимидазола, готовили в тетраглимовом растворителе. В раствор не добавляли бензимидазол. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 3 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса составила примерно 10 % от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетил-ацетоната родия и Лиганда D в отсутствии 1-метил-2-фенил-бензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор существенно деактивировался при использовании в присутствии 1-метил-2-фенилбензимидазола и в отсутствии синтез-газа (окись уг 001483 58 лерода и водород) в течение длительного периода времени. Пример 5. Раствор, содержащий 200 ррм родия в форме его дикарбонилацетилацетоната, 2,0% Лиганда D (описанного выше) и 1,0% 2-метилбензимидазола, готовили в смеси 50:50% додецилальдегида и тетраглимового растворителя. Пятнадцать миллилитров этого раствора загружали в реактор. Через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 5 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса была примерно такой же, как обычно получаемая в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и ЛигандаD в отсутствии 2-метилбензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор не деактивировался при использовании катализатора в присутствии 2-метилбензимидазола при высокой температуре в отсутствии синтез-газа (окись углерода и водород) в течение длительного периода времени. Сравнительный пример С. Раствор, содержащий 200 ррм родия в форме его дикарбонилацетилацетоната, 2,0% Лиганда D (описанного выше) и 1,0% 2-метилбензимидазола, готовили в смеси 50:50% додецилальдегида и тетраглимового растворителя. В раствор не добавляли 2-метилбензимидазол. Пятнадцать миллилитров этого раствора загружали в реактор. Через раствор пропускали поток азота, выдерживая реактор при 100 С. Спустя 5 суток азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена в стеклянном реакторе с мешалкой при примерно 100 С, как описано выше. Было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса составила примерно 50% от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и ЛигандаD в отсутствии 2-метилбензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что промотированный бифосфитом родиевый катализатор 59 существенно деактивировался при использовании в отсутствии 2-метилбензимидазола и в отсутствии синтез-газа (окись углерода и водород) в течение длительного периода времени. Пример 6. Раствор, содержащий 250 ррм родия в форме его дикарбонилацетилацетоната, 1,0% Лиганда D (описанного выше) и 0,5% бензимидазола, готовили в смеси 5:95% 2-этилбутиральдегида и тетраглимового растворителя. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 125 С. Спустя 1 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена (реагирующие газы не пропускали через воду в первый день,но затем пропускали) в стеклянном реакторе с мешалкой при примерно 125 С, как описано выше. Спустя 5 сут было найдено, что каталитическая активность родиевого комплексного катализатора указанного процесса увеличилась на примерно 10-20 процентов по сравнению с обычно получаемой в подобных условиях при использовании свежеприготовленного родийбифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и Лиганда D в отсутствии бензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал, что каталитическая активность примерно в 5 раз выше,чем полученная в контрольном эксперименте,проводившемся существенно аналогичным образом, но в отсутствии любого бензимидазола. Сравнительный пример D. В контрольном эксперименте было найдено, что каталитическая активность родиевого комплексного катализатора после обработки азотом при 125 С в течение 1 сут, как описано выше, составила только около 4 % (после 5 суток гидроформилирования) от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и Лиганда D в отсутствии бензимидазола и не подвергавшегося указанной обработке азотом. Пример 7. Раствор, содержащий 250 ррм родия в форме его дикарбонилацетилацетоната, 1,0% Лиганда D (описанного выше) и 2,0% бензимидазола,готовили в смеси 5:95% 2 этилбутиральдегида и тетраглимового растворителя. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтезгазом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через 60 раствор пропускали поток азота, выдерживая реактор при 125 С. Спустя 1 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена (реагирующие газы не пропускали через воду в первый день,но затем пропускали) в стеклянном реакторе с мешалкой при примерно 125 С, как описано выше. Было найдено, что спустя 5 сут каталитическая активность родиевого комплексного катализатора указанного процесса составила примерно 10 % от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и ЛигандаD в отсутствии бензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал результат каталитической активности, который был существенно выше, чем 4 процента, полученные в таких же условиях гидроформилирования при использовании родий-бифосфитного комплексного катализатора, полученного из дикарбонилацетилацетоната родия и Лиганда D в отсутствии бензимидазола и подвергавшегося указанной обработке азотом, как описано выше в контрольном эксперименте примера 5. Пример 8. Раствор, содержащий 250 ррм родия в форме его дикарбонилацетилацетоната, 1,0% Лиганда D (описанного выше) и 0,25% пиразола, готовили в смеси 5:95% 2-этилбутиральдегида и тетраглимового растворителя. Пятнадцать миллилитров этого раствора загружали в реактор и обрабатывали синтез-газом (СО:Н 2) в течение получаса для образования каталитического комплекса. Затем через раствор пропускали поток азота, выдерживая реактор при 110 С. Спустя 3 сут азотную продувку прекращали. Раствор родий-бифосфитного комплексного катализатора, полученный таким образом,затем использовали для катализирования гидроформилирования пропилена (реагирующие газы не пропускали через воду в течение первых 3 суток, но затем пропускали) в стеклянном реакторе с мешалкой при примерно 110 С, как описано выше. Было найдено, что спустя 5 сут каталитическая активность родиевого комплексного катализатора указанного процесса составила примерно 7 % от обычно получаемой в подобных условиях гидроформилирования при использовании свежеприготовленного родий-бифосфитного комплексного катализатора,полученного из дикарбонилацетилацетоната родия и Лиганда D в отсутствии бензимидазола и не подвергавшегося указанной обработке азотом. Данный эксперимент показал результат каталитической активности, который был суще
МПК / Метки
МПК: B01J 31/18, C07F 9/02, C07C 45/50
Метки: катализируемых, органофосфитных, процессах, катализаторами, комплексными, лигандов, стабилизации, способ
Код ссылки
<a href="https://eas.patents.su/30-1483-sposob-stabilizacii-organofosfitnyh-ligandov-v-processah-kataliziruemyh-kompleksnymi-katalizatorami.html" rel="bookmark" title="База патентов Евразийского Союза">Способ стабилизации органофосфитных лигандов в процессах, катализируемых комплексными катализаторами</a>
Способ перехода между несовместимыми катализаторами полимеризации
Номер патента: 403
Опубликовано: 24.06.1999
Авторы: Мул Майкл Элрой, Ринола Гари Томас, Агапиоу Агапиос Кириакос
МПК: C08F 10/00
Метки: между, перехода, несовместимыми, способ, полимеризации, катализаторами
Формула / Реферат:
1. Способ перехода от реакции полимеризации, катализируемой первым катализатором, к реакции, катализируемой вторым катализатором, включающим металлоценовый катализатор, где эти первый и второй катализаторы несовместимы, предусматривающий следующие стадии: а) прекращение ввода первого катализатора в реактор; б) ввод и диспергирование во всем реакторе дезактивирующего вещества в количестве, составляющем более 1 мол.экв. в пересчете на общее...
Способ стабилизации ароматизирующих добавок
Номер патента: 299
Опубликовано: 29.04.1999
Автор: Оурелли Роузмари Элизабет
МПК: A24B 15/28, A23L 1/22
Метки: стабилизации, добавок, ароматизирующих, способ
Формула / Реферат:
1. Способ изготовления курительного изделия, содержащего ароматизирующее вещество, при осуществлении которого ионогенный раствор и смесь, которая содержит ароматизирующее вещество и каррагинан, приводят во взаимный контакт таким образом, чтобы обеспечить превращение каррагинана из золя в гель и, следовательно, получить стабилизированный ароматизирующий материал, а затем стабилизированный ароматизирующий материал вводят в курительный материал...
Способ стабилизации пламени в процессе получения синтез-газа
Номер патента: 145
Опубликовано: 29.10.1998
Авторы: Ортвейн Петер, Вентинк Хендрик Мартинус
МПК: C01B 3/36
Метки: пламени, процессе, способ, получения, стабилизации, синтез-газа
Формула / Реферат:
1. Способ стабилизации пламени на насадках проходов горелки в процессе получения синтез-газа частичным окислением газообразного углеводородсодержащего топлива, включающий: (а) подачу газообразного углеводородсодержащего топлива, регулирующего газа и окислителя через горелку в реактор, при которой массовый расход регулирующего газа устанавливают таким, чтобы концентрация регулирующего газа не превышала заданного предела; (б) осуществление...
Стабилизированная полимерная композиция, способ стабилизации термопластичной смолы и композиция стабилизаторов
Номер патента: 42
Опубликовано: 26.02.1998
Авторы: Прабху Ваикунт С., Авакиан Роджер В.
МПК: C08K 5/32, C08L 23/02
Метки: термопластичной, способ, стабилизированная, стабилизации, смолы, стабилизаторов, полимерная, композиция
Формула / Реферат:
1. Стабилизированная полимерная композиция, содержащая термопластичную смолу и стабилизатор в количестве от 0,001 до 5% по отношению к общей массе композиции, отличающаяся тем, что в качестве стабилизатора она содержит N-окись амина общей формулы: в которой R1, R2 и R3 независимо выбираются из алкила, арила, аралкила, алкарила, циклоалкила, алкилциклоалкила и циклоалкилалкила, и каждый содержит от 1 до 36 углеродных атомов, при условии,...
Предыдущий патент: Способ гидроформилирования для получения альдегидов в присутствии металл-органофосфитного комплексного катализатора
Следующий патент: Композиции, содержащие ингибитор вич протеазы, а именно as vx 478, и водорастворимое соединение витамина e, а именно витамин e-tpgs.
Случайный патент: Агонисты mglu 2/3