Способ и установка для производства минеральной листовой фибры
Формула / Реферат
1. Способ непрерывного производства связанной листовой минеральной фибры, имеющей толщину t, из волокнистой массы, имеющей толщину более 2t, включающий сжатие волокнистой массы по глубине без существенного одновременного продольного сжатия до первой толщины и до веса w на единицу площади, последующее продольное сжатие волокнистой массы, при этом волокнистую массу сжимают до второй толщины, производя таким образом продольно сжатую волокнистую массу, транспортировку продольно сжатой волокнистой массы к установке (25) для связывания, и связывание волокнистой массы в установке (25) для связывания для формирования связанной листовой минеральной фибры, отличающийся тем, что первая толщина находится в диапазоне от 0,8 до 1,5 t, предпочтительно между 0,9 и 1,3 t, вторая толщина находится в диапазоне между 1 и 1,3 t, преимущественно от 1 до 1,1 t, причем продольное сжатие осуществляют непрерывно или в одной или более ступенях, по существу, без образования складок в волокнистой массе и производят продольно сжатую волокнистую массу с весом на единицу площади от 2 до 10 w, а волокнистую массу удерживают от выхода во время ее транспортировки между продольным сжатием и установкой для связывания.
2. Способ по п.1, отличающийся тем, что продольное сжатие волокнистой массы осуществляют в одной ступени.
3. Способ по п.1 или 2, отличающийся тем, что продольно сжатая волокнистая масса и связанный лист имеют вес на единицу площади от 2 до 6 w, преимущественно от 2,5 до 4 w.
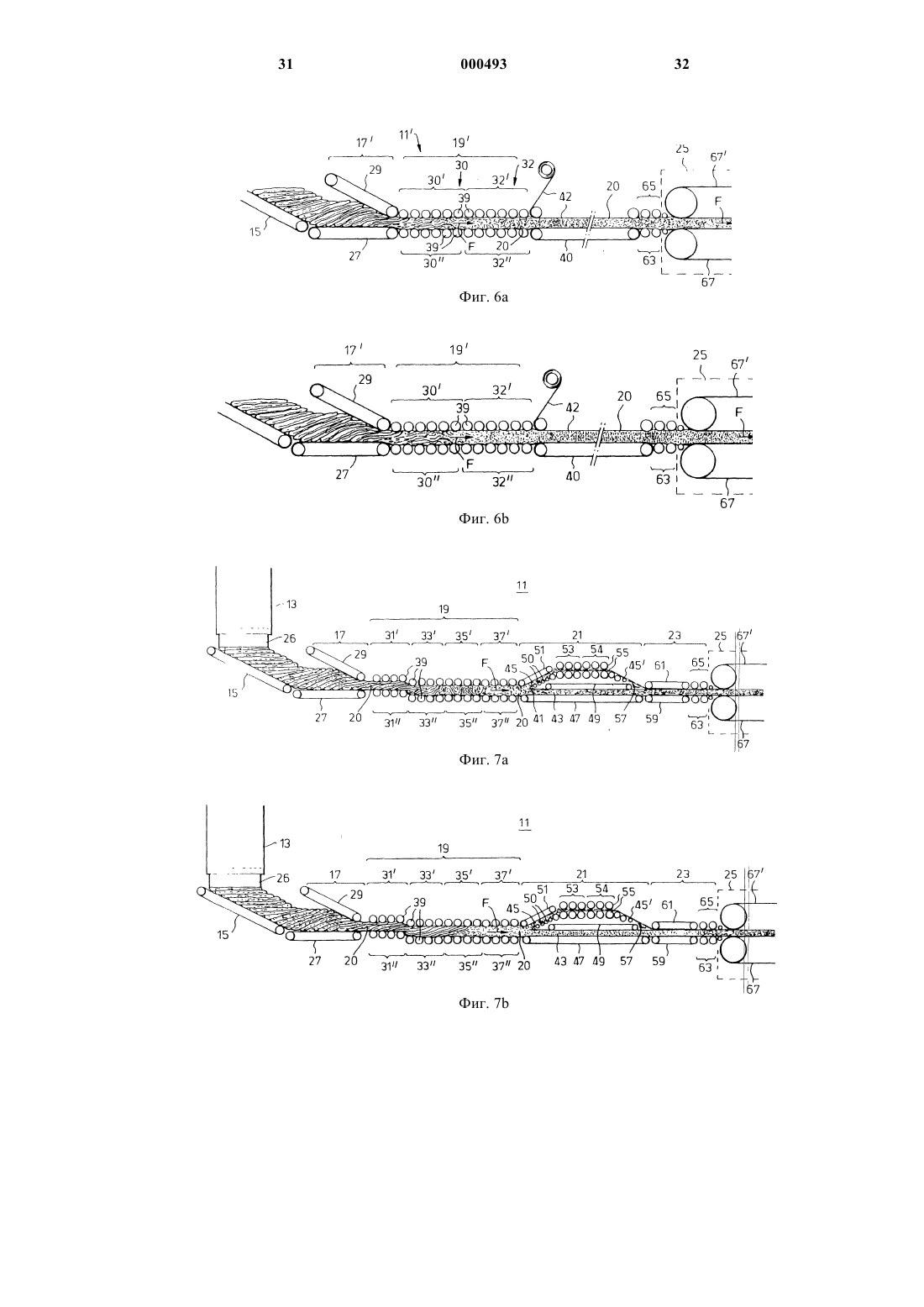
4. Способ по любому из пп.1-3, отличающийся тем, что продольное сжатие осуществляют подачей волокнистой массы посредством первого транспортерного устройства (30) на второе транспортерное устройство (32), причем второе транспортерное устройство (32) приводят в движение с меньшей скоростью, чем первое транспортерное устройство, а каждое транспортерное устройство (30, 32) содержит две противолежащие роликовые группы (30', 30''), в каждой из которых содержится, по меньшей мере, по два отдельно расположенных ролика (39).
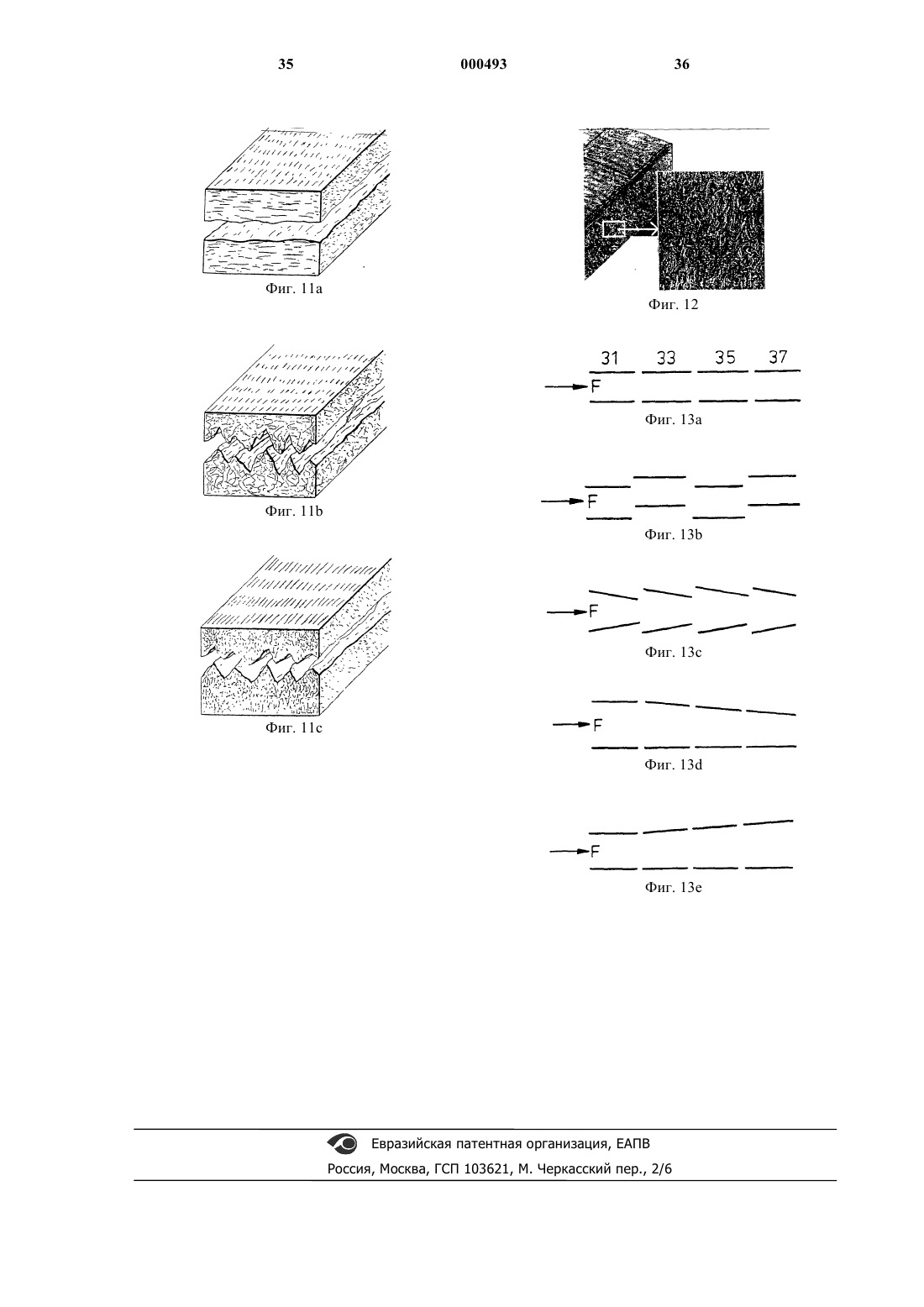
5. Способ по п.4, отличающийся тем, что противоположные группы роликов, по меньшей мере, одного транспортерного устройства (30, 32; 31, 33, 35, 37) приводят в движение с разными скоростями.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу продольно расширяют после продольного сжатия.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу формируют из искусственных стекловидных волокон, предпочтительно минеральных волокон, и она содержит неотвержденное связующее вещество, при этом связующее вещество сушат нагреванием в установке для связывания.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу формируют перекрытием внахлестку.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что продольно сжатую волокнистую массу перед установкой для связывания делят параллельно главным поверхностям на два или более субполотна, и каждое субполотно поддерживают против выхода при движении к установке для связывания и, по меньшей мере, одно из полотен сжимают в направлении толщины и/или направлении длины, а затем эти субполотна объединяют и связывают в установке для связывания.
10. Способ по п.9, отличающийся тем, что на соприкасающиеся поверхности наносят связующее вещество перед их объединением.
11. Способ по п.9 или 10, отличающийся тем, что объединяемые полотна продольно сжимают перед установкой для связывания.
12. Способ непрерывного производства связанной листовой минеральной фибры, в котором волокнистый войлок предварительно сжимают в направлении толщины до толщины от 1 до 3 толщин конечного изделия, а затем подвергают продольному сжатию посредством, по меньшей мере, двух пар транспортеров, приводимых в движение с различными скоростями, чтобы производить продольно сжатый войлок, и затем связывают в установке для связывания (25), чтобы выдать связанную листовую минеральную фибру, отличающийся тем, что толщина войлока в ступени продольного сжатия и до установки для связывания соответственно находится между примерно 0,9 и 1,3 от толщины конечного изделия, продольное сжатие осуществляют, по существу, без сжатия по толщине примерно от 0,5 до 0,1 первоначальной длины, при этом сжатие осуществляют в непрерывной зоне сжатия, а войлок удерживают, чтобы предотвратить выход между устройством продольного сжатия (19, 19') и установкой (25) для связывания.
13. Способ по п.12, отличающийся тем, что толщина войлока в зоне продольного сжатия, по существу, такая же, как номинальная толщина конечного изделия.
14. Изделие, содержащее листовую фибру, полученную с помощью способа по любому из предшествующих пунктов.
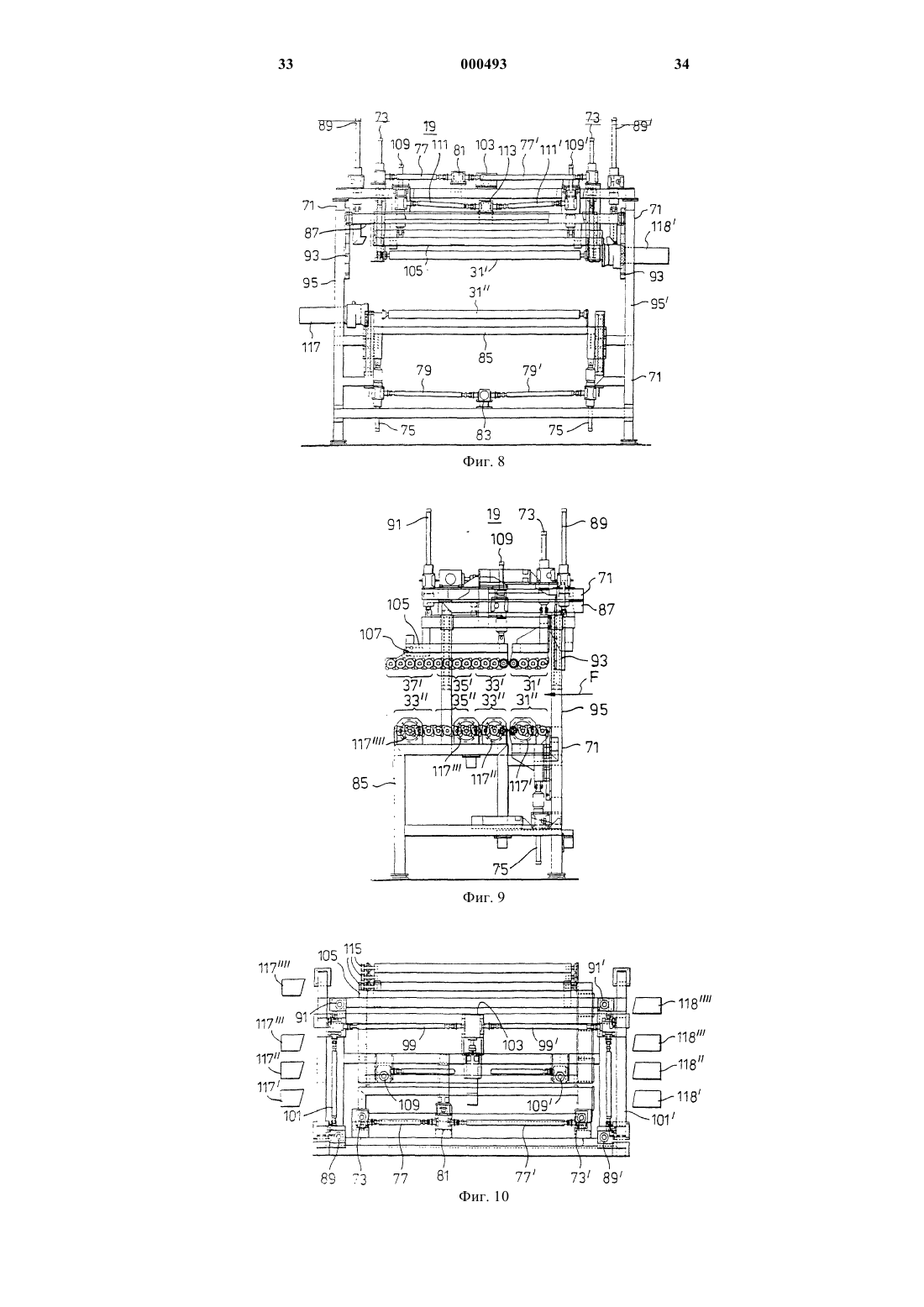
15. Установка для непрерывного производства связанного минерального листа из массы минеральных волокон, содержащая транспортерное средство (19, 40; 19, 23) для транспортировки волокнистой массы к установке (25) для связывания, устройство (17) сжатия волокнистой массы по толщине, устройство продольного сжатия волокнистой массы (19, 19'), расположенное за устройством (17) сжатия по толщине, установку для связывания (25) для связывания продольно сжатой волокнистой массы и средство (59, 61; 40, 42) для предотвращения выхода волокнистой массы между устройством продольного сжатия и установкой (25) для связывания, отличающаяся тем, что содержит, по меньшей мере, два роликовых транспортера (30, 32), расположенных последовательно в направлении транспортировки, причем каждый роликовый транспортер (30, 32) содержит две противолежащие группы из, по меньшей мере, двух роликов (39) в каждом случае, при этом противолежащие группы роликов образуют путь транспортировки (F) для волокнистой массы, двигательное средство для приведения в движение роликов (39) каждой группы, по существу, с одинаковой окружной скоростью, средство для управления окружной скоростью роликов (39, 39') каждой индивидуальной группы независимо от скорости роликов каждой из других групп и средство для регулировки зазора между противолежащими группами роликов (30', 30''; 32', 32'') транспортеров (30, 32) независимо от зазоров между роликами в других транспортерах.
16. Установка по п.15, отличающаяся тем, что она содержит два роликовых транспортера (30, 32), расположенных последовательно в направлении транспортировки (F).
17. Установка по п.15 или 16, отличающаяся тем, что каждая группа роликов содержит от двух до восьми роликов, предпочтительно от четырех до шести последовательных роликов.
18. Установка по любому из пп.15-17, отличающаяся тем, что, по меньшей мере, один из роликовых транспортеров (30, 32) имеет средство для наклона противолежащих групп роликов относительно друг друга, например, чтобы производить сужение волокнистого полотна в направлении транспортировки.
19. Установка по любому из пп.15-18, отличающаяся тем, что диаметр роликов и зазор между роликами (39) в направлении транспортировки таковы, что, по существу, предотвращают любой выход волокнистой массы или образование складок в ней.
20. Установка по любому из пп.15-19, отличающаяся тем, что диаметр роликов меньше примерно 18 см и предпочтительно находится между примерно 60-160 мм, особенно предпочтительно между 80 и 120 мм.
21. Установка по любому из пп.15-19, отличающаяся тем, что, по меньшей мере, первый транспортер (30) имеет средство для регулировки положения пути транспортировки через упомянутый транспортер относительно положения пути транспортировки через последующий транспортер или последующие транспортеры.
22. Установка по любому из пп.15-21, отличающаяся тем, что транспортеры (30, 32) расположены горизонтально.
23. Установка по любому из пп.15-22, отличающаяся тем, что она содержит устройство разделения (41) для разделения волокнистой массы на два или более субполотна, устанавливаемое между роликовыми транспортерами (31, 33, 35, 37) и установкой (25) для связывания, а также, по меньшей мере, одну ступень сжатия (53, 54) для сжатия по толщине и/или в продольном направлении, по меньшей мере, одного субполотна, и транспортеры (59, 61, 63, 65) для удержания сжатой волокнистющ массы и субполотен на пути к установке (25) для связывания для предотвращения любой деформации в направлении толщины или выхода.
24. Установка по п.23, отличающаяся тем, что устройство разделения (41) и, по меньшей мере, транспортер (47) выполнены с возможностью регулировки по высоте так, что эта установка может использоваться по выбору для производства однослойных или многослойных изделий.
25. Установка по п.23 или 24, отличающаяся тем, что она содержит средство для дозированной подачи связующего агента к взаимно соприкасающимся поверхностям субполотен.
26. Установка по любому из пп.15-25, отличающаяся тем, что содержит средства для приведения в движение транспортерного средства между ступенью сжатия и установкой для связывания и в установке для связывания независимо друг от друга.
27. Способ непрерывного производства двухслойной или многослойной связанной листовой минеральной фибры из массы минеральных волокон путем предварительного сжатия волокнистой массы, подачи предварительно сжатой волокнистой массы в устройство разделения (41), разделения волокнистой массы посредством устройства разделения (41) на два или более субполотна (43, 45), сжатия, по меньшей мере, одного субполотна (45) в направлении толщины с последующим объединением субполотен (43, 45') и транспортировки их к установке (25) для связывания, в которой производится связывание волокнистой массы, отличающийся тем, что массу минеральных волокон сжимают в продольном направлении и/или направлении толщины, предпочтительно продольно сжимают в устройстве сжатия (19) перед устройством разделения (41), а выход сжатых субполотен (43, 45) между устройством сжатия (19) и установкой (25) для связывания предотвращают удерживающими средствами (49, 50, 51, 59, 61, 63, 65).
28. Способ по п.27, отличающийся тем, что, по меньшей мере, одно сжатое по толщине субполотно (45) сжимают продольно.
29. Способ по п.27 или 28, отличающийся тем, что на соприкасающиеся поверхности субполотен (44, 45) до их объединения наносят связующее вещество.
30. Способ по любому из пп.27-29, отличающийся тем, что объединяемые полотна (44, 45') до связывания сжимают продольно.
31. Способ по любому из пп.27-30, отличающийся тем, что устройство разделения (41) непрерывно очищают.
32. Способ по любому из пп.27-31, отличающийся тем, что волокнистую массу продольно сжимают перед устройством разделения в устройстве сжатия в зоне непрерывного сжатия или ступенями, без существенного сжатия по толщине.
33. Способ по любому из предшествующих пунктов, отличающийся тем, что до входа в устройство сжатия (21) волокнистую массу предварительно сжимают до примерно от 0,8 до 1,5, предпочтительно от 0,9 до 1,3 номинальной толщины конечного изделия.
34. Способ по п.32 или 33, отличающийся тем, что сжатие осуществляют в одной ступени.
35. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу сжимают до примерно номинальной толщины конечного изделия на самом последнем участке последнего транспортера.
36. Способ непрерывного производства листов минеральной фибры, имеющих два или более слоев разной плотности, путем предварительного сжатия волокнистого войлока, подачи предварительно сжатого войлока на устройство разделения (41), разделение войлока на два или более субволокна (43, 45), сжатия, по меньшей мере, одного субполотна (45) в направлении толщины с последующим объединением субполотен (43, 45') и транспортировкой их к установке для связывания (25), в которой войлок связывается, отличающийся тем, что волокнистый войлок продольно сжимают до устройства разделения (41) в устройстве сжатия (19) без сжатия в направлении толщины в зоне непрерывного сжатия, в которой поддерживается номинальная толщина изделия, а выход сжатых субполотен (43, 45) между устройством сжатия (19) и установкой для связывания (25) предотвращают удерживающими средствами.
37. Установка для непрерывного производства связанной минеральной листовой фибры из массы минеральных волокон, содержащая средства (27, 29), расположенные последовательно в направлении транспортировки F для предварительного сжатия волокнистой массы, первое транспортное средство (19) для транспортировки волокнистой массы к устройству разделения (41), устройство разделения (41) для разделения волокнистой массы на два или более субполотна (43, 45), средство для сжатия, по меньшей мере, одного субполотна (45) в направлении толщины, второе транспортное средство (23) для последующего объединения субполотен (43, 45') и их транспортировки к установке для связывания (25), в которой волокнистая масса связывается, установку для связывания (25) для связывания сжатой волокнистой массы, отличающаяся тем, что первое транспортное средство (19) образует устройство сжатия, которое содержит, по меньшей мере, две пары транспортеров (31, 33, 35, 37), расположенные последовательно в направлении транспортировки, и имеются средства (49, 50, 51, 59, 61, 63, 65) для предотвращения выхода находящихся под давлением субполотен (43, 45) между устройством сжатия (19) и установкой для связывания (25).
38. Установка по п.37, отличающаяся тем, что она содержит средство для нанесения на субполотна связующего вещества перед их повторным соединением.
39. Установка по п.37 или 38, отличающаяся тем, что устройство разделения (41) состоит из ленточного ножа или ленточной пилы.
40. Установка по любому из пп.37-39, отличающаяся тем, что она содержит устройство очистки для непрерывной или прерывистой очистки ленточного ножа или ленточной пилы.
41. Установка по любому из пп.37-40, отличающаяся тем, что, по меньшей мере, устройство разделения (41) и последующее устройство удержания (49) выполнены с возможностью вертикального регулирования на участке многослойного устройства (21).
42. Установка по любому из пп.37-41, отличающаяся тем, что для производства, по существу, складчатых изделий зазор между противолежащими транспортерными парами (31, 33, 35) выполнен с возможностью регулирования до примерно от 0,5 до 0,1 от зазора следующих транспортерных пар (33, 35, 37), а путь транспортировки, определяемый двумя транспортерными парами, по существу, выровнен.

Текст
1 Это изобретение относится к способу и установке для производства минеральной листовой фибры. В последние годы были сделаны различные усовершенствования в производстве минеральной листовой фибры. Существенное улучшение свойств минеральной листовой фибры может быть получено, например, переориентацией волокон в процессе производства так, чтобы они были расположены преимущественно перпендикулярно к большим поверхностям листа. В результате могут быть существенно повышены прочность на растяжение и прочность на сжатие в направлении, перпендикулярном плоскости листа. Известны различные способы, в которых волокна переориентированы таким образом, что изделие приобретает складчатую конфигурацию, но улучшенные эксплуатационные характеристики получаются обычно тогда, когда конечное изделие по существу свободно от складок. Имеется ряд описаний различных способов продольного сжатия фибрового полотна для формирования либо складчатого, либо по существу свободного от складок изделия. Один из таких способов описан в DE-A-1,635,620. Из описания и чертежей этой заявки очевидно, что степень продольного сжатия весьма мала (максимально 35%, как показано на примерах) и что это может сопровождаться небольшим увеличением толщины во время продольного сжатия. Многие способы, включающие в себя продольное сжатие, включают также шаг существенного сжатия по толщине после продольного сжатия, но перед окончательной сушкой. Например, в Европейском патенте ЕР 133,083 полотно подвергается существенному сжатию во множестве ступеней, а затем подвергается сжатию по толщине на входе в сушильную печь. Полученное изделие имеет по существу изотропную ориентацию волокон. Другие описания продольного сжатия,проводимого подобным образом во избежание образования складок, имеются в патенте СШАUS 4,567,078, WO 91/14816 и WO 94/16164. Было бы желательно разработать способ продольного сжатия, при котором не происходило бы образование существенных складок на исходном полотне, но который дал бы заметное улучшение свойств по сравнению с теми, которые могут быть достигнуты при известных способах продольного сжатия. В частности, желательно создать листы минеральной фибры, которые имели бы улучшенные физические характеристики, такие как повышенная прочность на сжатие и/или прочность на растяжение и лучшие изоляционные свойства. В частности, желательно иметь возможность достижения этих улучшенных результатов со снижением количества потребных ресурсов, таких как уменьшение количества волокон и возможности уменьшения количества связующего вещества. 2 Согласно изобретению предлагается способ непрерывного производства связанной минеральной листовой фибры, имеющей толщину t из волокнистой массы, имеющей толщину больше 2 t, который включает сжатие волокнистой массы по глубине без одновременного существенного продольного сжатия до первой толщины и веса w на единицу площади, соответствующее продольное сжатие волокнистой массы, в то время как она сжимается до второй толщины, производя, таким образом, продольно сжатую волокнистую массу, транспортировку продольно сжатой волокнистой массы к установке (25) для связывания, и связывание волокнистой массы в установке (25) для связывания для формирования связанной минеральной листовой фибры, отличающейся тем, что первая толщина находится в пределах от 0,8 до 1,5 t,предпочтительно между 0,9 и 1,3 t, вторая толщина находится в пределах от 1 до 1,3 t, предпочтительно от 1 до 1,1 t, продольное сжатие осуществляют непрерывно или в одной или более ступенях по существу без образования складок волокнистой массы и создают продольно сжатую волокнистую массу с весом на единицу поверхности от 2 до 10 w, и волокнистая масса удерживается от выхода во время транспортировки между ступенью продольного сжатия и ступенью связывания. Поскольку сжатая волокнистая масса имеет вес на единицу поверхности от 2 до 10 w, это,по существу, равнозначно тому, что продольное сжатие может быть выполнено до примерно от 0,5 до 0,1 от первоначальной длины полотна. Изобретение включает также способы непрерывного производства связанной минеральной листовой фибры, в которых волокнистый войлок предварительно сжимают в направлении толщины до толщины от 1 до 3 толщин конечного изделия (предпочтительно до, по существу,той же толщины, какова номинальная толщина конечного изделия), а затем подвергают продольному сжатию с помощью, по меньшей мере,двух пар транспортеров, приводимых в движение с различными скоростями для получения продольно сжатого войлока, и далее связывают в установке (25) для связывания, чтобы выпускать связанную минеральную листовую фибру,отличающуюся тем, что толщина войлока в ступени продольного сжатия и до установки для связывания соответственно находится в пределах от примерно 0,9 до 1,3 от толщины конечного изделия, продольное сжатие осуществляют без существенного сжатия по толщине, продольное сжатие осуществляют до примерно от 0,5 до 0,1 первоначальной длины, сжатие выполняют в непрерывной зоне сжатия и войлок удерживают, чтобы предотвратить его выход между устройством продольного сжатия и установкой для связывания. 3 Изобретение раскрывает также новую установку, например такую, которая определена в пунктах заявки. Поскольку волокнистая масса находится под значительным продольным сжатием, она может коробиться, выжимаясь из транспортера,которым она переносится, поэтому необходимо использовать соответствующее средство для удержания волокнистой массы от выхода (т.е. коробления и выжимания из транспортера) при ее транспортировке между устройством продольного сжатия и установкой для связывания. Это удерживающее средство может представлять из себя ленту, ролики или другие направляющие, которые будут в достаточной степени удерживать продольно сжатую волокнистую массу на желаемом продольном пути и предотвращать заметное отклонение этой массы от желаемого пути. Было обнаружено, что с помощью нового способа могут быть получены изделия с существенно лучшими качествами, чем при известных ранее способах. В противоположность известным ранее изделиям, новые изделия отличаются очень однородной плотностью. Волокна равномерно смешиваются, и невозможно обнаружить предпочтительную ориентацию волокон(фиг. 12). При увеличенном масштабе было обнаружено, что случайно ориентированные волокна частично расположены в виде рифленого рисунка. По сравнению с обычными способами, с помощью способов согласно этому изобретению может быть достигнута значительная экономия ресурсов. В частности, количество волокон,требуемое для получения определенных физических параметров, может быть меньше на 1525%. Изделия, полученные с помощью нового способа, поэтому намного легче, чем обычные изделия, имеющие такие же физические свойства. Поскольку стоимость продукции существенно зависит от количества использованных волокон, с помощью нового способа может быть также получена значительная экономия стоимости. В ступени предварительного сжатия сравнительно рыхлая волокнистая масса предварительно сжимается до определенного веса w(кг/м 2), а затем далее сжимается до конечного веса в устройстве продольного сжатия, которое можно назвать устройством оптимизации. Вопреки ожиданию, сверхвысокое сжатие уже предварительно сжатой волокнистой массы в 210 раз, предпочтительно в 2-6 раз, от веса предварительно сжатой волокнистой массы не приводит на практике к образованию каких-либо складок на поверхности волокнистой массы. Увеличение веса на единицу поверхности волокнистой массы или войлока может быть получено соответствующим продольным сжатием волокнистой массы соответствующим эквивалентным расположением верхнего и нижнего 4 транспортеров, например, в соответствии с номинальной толщиной конечного изделия. Хотя продольное сжатие волокнистой массы может быть достигнуто в последовательности ступеней, предпочтительно продольное сжатие этой массы выполняется в одной ступени,причем продольно сжатая волокнистая масса и связанные листы имеют вес на единицу поверхности в 2-6 раз, предпочтительно в 2,5-5 раз, и наиболее предпочтительно в 2,5-3,5 раза больше веса предварительно сжатой волокнистой массы. Полученные изделия имеют высокую прочность на сжатие и хорошие изоляционные качества. Преимущественно, продольное сжатие осуществляется подачей волокнистой массы первым транспортером на второй транспортер,причем второй транспортер приводится в движение с меньшей скоростью, чем первый. Транспортер может быть ленточным, роликовым или цепным. Однако предпочтительно используются роликовые транспортеры, потому что удельные микроплотности, которые можно получить с их помощью, в высшей степени однородны. Диаметр ролика и расстояние между роликами в направлении движения, или расстояние между транспортерами выбирается преимущественно таким, чтобы сделать невозможным любое выгибание волокнистого материала или образование складок в нем. Предпочтительно расстояние между двумя соседними роликами принимается от 1 до примерно 50 мм,преимущественно между 2 и 30 мм и наиболее предпочтительно менее 20 мм. Допустимое расстояние между роликами существенно зависит от плотности волокнистого материала, степени продольного сжатия в устройстве сжатия и толщины производимого листа. С малыми расстояниями между роликами возможно выпускать изделия различной толщины и высокой плотности. Хотя ролики могут приводиться в движение индивидуально, в предпочтительном варианте осуществления они объединяются в группы,каждая из которых содержит множество роликов. С помощью способа согласно изобретению возможно производить изделия предпочтительно имеющие плотность между примерно 40 и 200 кг/м 3. В одном особенно удачном варианте волокнистая масса расширяется в направлении перемещения после продольного сжатия. С этой целью, например, волокнистая масса может быть сначала сжата сильнее, например, на 2040% относительно требуемой плотности конечного изделия, а затем его сжатие уменьшается растяжением. Это помогает избежать нежелательного образования складок в полотне волокнистого материала. Удельная микроплотность также может быть улучшена. Уменьшение сжатия путем растяжения, в частности, может быть важным в случае изделий с высокой плотностью, например изделий, имеющих плотность 5 более 140 кг/м 3. Операции сжатия и расширения могут также выполняться повторно. Волокнистая масса может состоять из стекловаты, минеральной ваты или других синтетических волокон. Преимущественно же, однако, волокнистая масса состоит из минеральной ваты или других искусственных стекловидных волокон и содержит невысыхающее связующее вещество. Содержание связующего вещества по весу часто составляет примерно от 0,7 до 7%, главным образом от 1 до 4%. Связующее вещество преимущественно может высыхать в сушильной печи. Связывание волокнистой массы может, однако, осуществляться также кристаллизацией в иглах или превращением в войлок вместо или в дополнение к связыванию путем сушки связующего агента. Преимущественно используются минеральные волокна средней длиной примерно между 0,3 и 50 мм, предпочтительно примерно от 0,5 до 15 мм и толщиной примерно между 1 до 12 мкм, предпочтительно примерно от 3 до 8 мкм. Однако могут использоваться минеральные волокна средней длиной между примерно 1 и 10 мм, предпочтительно между примерно 2 и 6 мм, и средней толщиной между примерно 2 и 10 мкм, предпочтительно между примерно 2 и 6 или 7 мкм. Средняя длина минеральных волокон, которые обычно короче стеклянных, бывает, как правило, от 2 до 4 мм, а средний диаметр от 3 до 4 мкм. Преимущественно во время отложения волокнистой массы на транспортер преобладающая ориентация волокон изменяется или частично нарушается их одинаковая ориентация. Это может быть достигнуто, например, посредством прядильного элемента, приспособленного для колебаний под углом к направлению перемещения, или посредством воздушной завесы. Таким образом, распределение плотности волокнистой массы может быть улучшено, а ориентация волокон изменена, что оказывает благотворное воздействие на механические свойства полученных изделий. Преимущественно, первичная волокнистая масса располагается слоями на отборной ленте посредством маятниковой ленты, приспособленной для качания под углом к направлению транспортировки. Таким образом преимущественно формируется первичная волокнистая масса путем перекрестного соединения внахлестку. Таким способом волокна частично переориентируются, и однородность (поперечное распределение) волокнистой массы,расположенной на отборной ленте, может быть улучшена. Преимущественно от 2 до 60 слоев, предпочтительно между 2 и от 40 до 50 слоев, располагаются один на другом. В этих условиях получается определенная переориентация волокон. Волокнистая масса может, например, отклоняться в направлении, перпендикулярном 6 направлению транспортировки с одновременным воздействием сжатия, более конкретно,продольного сжатия. Согласно частному предпочтительному варианту, волокнистая масса, подвергнутая сжатию по толщине и продольному, делится на два или более субполотен, параллельно большой поверхности, причем, чтобы предотвратить любую деформацию в направлении толщины, каждое субполотно удерживается на противоположных больших поверхностях. По меньшей мере, одно из этих полотен подвергнуто сжатию в направлении толщины и/или в продольном направлении, а субполотна затем объединяются и соответственно связываются. С помощью этого способа можно получать многослойные изделия. Хотя сцепление субполотен при отвердевании связующего вещества достаточно эффективно, их соприкасающиеся поверхности до объединения могут быть обрызганы или пропитаны связующим веществом. В сущности, соединяемые полотна, удерживаемые совместно с помощью соответствующих средств, могут снова быть сжаты в направлении толщины. Преимущественно, однако, эти полотна перед связыванием подвергаются продольному сжатию. Продольное сжатие может производиться в отношении 1,1:1 до максимально 2:1. Контактирующие поверхности могут быть увеличены конечным продольным сжатием, так что улучшается связывание субполотен. Хотя новые устройства могут иметь ролики, приводимые в движение индивидуально,предпочтительно они содержат, по меньшей мере, две группы роликов по два или более роликов в каждой. Предпочтительно, по меньшей мере, устройство сжатия имеет примерно 10-12 роликов для сжатия волокнистого войлока. Таким образом, войлоку может быть придана выгодная рифленая структура волокон. Другие полезные варианты осуществления изобретения определены в подпунктах заявки. Изобретение также включает способ непрерывного производства однослойной или многослойной листовой фибры, в котором волокнистый войлок подвергают предварительному сжатию и посредством,по меньшей мере, двух пар транспортеров, приводимых в движение с разными скоростями,продольному сжатию или продольному сжатию/сжатию по толщине, и затем связывают,отличающийся тем, что волокнистый войлок(20) предварительно сжимают в отношении примерно 1:3, обычно около 1:1,5 номинальной толщины конечного изделия, а затем подвергают операции продольного/по толщине сжатия или просто операции продольного сжатия в устройстве оптимизации (19) посредством транспортеров, каждый из которых имеет две противолежащих группы роликов по два или более роликов в каждой, причем продольное сжатие осуществляется до 0,5-0,1 от первоначальной 7 длины в зоне непрерывного или квазинепрерывного сжатия, а в устройстве оптимизации достигается существенно номинальная толщина конечного изделия. Это изобретение включает также установку для осуществления способа, описанного выше, и содержащее, по меньшей мере, одну отборную ленту для приема волокнистого войлока, ступень предварительного сжатия для сжатия волокнистого войлока, по меньшей мере,два последовательных транспортера, приводимых в движение с разными скоростями, для продольного или продольного/по толщине сжатия волокнистого войлока, и сушильную печь для закрепления продольно или продольно/по толщине сжатого волокнистого войлока, отличающуюся устройством оптимизации (19), содержащим транспортеры, каждый из которых имеет две противолежащие группы роликов по два или более роликов в каждой, так что во время операции получается зона непрерывного или квазинепрерывного сжатия, расположенная вдоль множества роликов или групп роликов. Предпочтительный вариант, в котором продольно сжатая волокнистая масса разделяется на два или более субполотна, из которых, по меньшей мере, одно затем продольно сжимают перед их соединением заново, это вариант дальнейшего применения и значения, а не просто использование в качестве второй ступени в способе настоящего изобретения, описанном выше. Известны способы расщепления полотна по толщине на субполотна, сжатие одного из них и затем их соединение заново и скрепление,например из СА-А-1057183, WO 88/00265 и ЕРА-277,500. Известные способы имеют различные недостатки. Например, нижнее полотно часто лишь предварительно сжимают, так что конечное изделие имеет низкую прочность на сжатие. Хотя прочность на сжатие может быть улучшена перпендикулярно путем образования складок в волокнистой массе, это ухудшает прочность на изгиб. Эти способы имеют также тот недостаток, что нижний слой подвергается лишь легкому сжатию, и не получает существенного изменения ориентации волокон, кроме того, которое возможно при создании складок. Согласно другому аспекту этого изобретения, предлагается способ непрерывного производства двухслойной или многослойной связанной минеральной листовой фибры из минеральной волокнистой массы путем предварительного сжатия этой массы, подачи предварительно сжатой массы в устройство разделения (41),разделения волокнистой массы с помощью устройства разделения (41) на два или более субполотна (43, 45), сжатия, по меньшей мере, одного субполотна (45) по толщине, с последующим соединением субполотен (43, 45') и транспортировкой их к установке для связывания(25), в которой волокнистая масса связывается,отличающийся тем, что массу минеральных во 000493 8 локон сжимают продольно и/или по толщине(41) и до того, как сжатые субполотна (43, 45) предохраняются от выхода между устройством сжатия (19) и установкой для связывания (25) с помощью средств удержания (49, 50, 51, 59, 61,63, 65). В предпочтительном способе обеспечивается способ непрерывного производства листа минеральной фибры, имеющего два или более слоев разной плотности путем предварительного сжатия волокнистого войлока, подачи предварительно сжатого войлока на разделительное устройство (41), разделение войлока на два или более субполотна (43, 45), сжатия, по меньшей мере, одного из субполотен (45) по толщине с последующим объединением субполотен (43,45') и транспортировкой их к установке для связывания (25), в которой этот войлок связывается, отличающийся тем, что волокнистый войлок продольно сжимается до разделительного устройства (41) в устройстве сжатия (19) без сжатия по толщине в зоне непрерывного сжатия, в которой поддерживается номинальная толщина изделия, и тем, что выход сжатых субполотен(43, 45) между устройством сжатия (19) и установкой для связывания (25) предотвращается с помощью средств удержания. Также предлагается новая установка для непрерывного производства связанной минеральной листовой фибры из минеральной волокнистой массы, содержащая средства (27, 29),расположенные последовательно в направлении транспортировки F для предварительного сжатия волокнистой массы, первое транспортное средство (19) для транспортировки волокнистой массы к разделительному устройству (41), разделительное устройство (41) для разделения волокнистой массы на два или более субполотна (43, 45), средство для сжатия по толщине, по меньшей мере, одного субполотна(45), второе транспортное средство (23) для последующего объединения субполотен (43, 45') и транспортировки их на установку для связывания (25), в которой волокнистая масса связывается, установку для связывания (25) для связывания сжатой волокнистой массы, отличающуюся тем, что первое транспортное средство(19) образует устройство сжатия, которое содержит, по меньшей мере, две пары транспортеров (31, 33, 35, 37), расположенных последовательно в направлении транспортировки, и тем,что средства (49, 50, 51, 59, 61, 63, 65) предназначены для предотвращения выхода сжатых субполотен (43, 45) между устройством сжатия(19) и установкой для связывания (25). Способы и установка этого аспекта изобретения существенно отличаются от известных способов и установки тем, что предварительно сжатое полотно далее сжимается по толщине и/или в продольном направлении, в частности в 9 продольном направлении, устройством сжатия,так что полученные субполотна уже могут иметь относительно высокие плотности и другую структуру волокон до их разделения. Преимущество этого, например, в случае двухслойных листов, состоит в том, что слой с более низкой плотностью, в отличие от обычных листов,имеет лучшую прочность на сжатие и растяжение в направлении, перпендикулярном большим поверхностям. Поэтому, особая прочность на сжатие и растяжение может быть достигнута с уменьшенным использованием материала, в частности, с меньшим количеством волокон по сравнению с известными способами. С тем, чтобы полотна волокнистой массы под давлением не выходили или не образовывали складок между устройством сжатия и установкой для связывания, предусмотрены удерживающие средства и/или транспортеры, которые поддерживают полотна волокнистой массы на больших поверхностях. Чтобы сформировать сильно сжатый верхний слой, по меньшей мере, одно из расщепленных субполотен может быть сжатым по толщине. Таким образом, может быть получена более высокая прочность на прокалывание. Преимущественно, однако, это сжатое по толщине субполотно может быть сжато также в продольном направлении. Поворот в результате сжатия по толщине плоскости изменивших ориентацию волокон может потребовать компенсации получившегося удлинения. Чтобы усилить связь между субполотнами, соприкасающиеся поверхности субполотен перед соединением могут дополнительно покрываться связующим материалом. Во многих случаях, однако, количество связующего материала, первоначально добавленного к волокнам, уже достаточно для получения хорошего соединения между субполотнами при затвердевании связующего вещества. Другая возможность для улучшения связи между субполотнами - это сжатие соединяемых полотен по длине перед сушкой. Путем сжатия полотен,например, в отношении 1,1:1 до максимально 2:1 возможно увеличить соприкасающиеся поверхности, и этим получить лучшее соединение между слоями. Одна из проблем, возникающая в связи с непрерывным производством двухслойных или многослойных изделий - это загрязнение используемого ленточного ножа из-за прилипания связующего материала к волокнам. Один из предпочтительных вариантов этого способа предлагает поэтому постоянную очистку разделяющего устройства. Это может быть достигнуто, например, посредством струи жидкости, например воды, направленной на режущую кромку ленточного ножа. Преимущественно, продольное сжатие достигается прохождением волокнистой массы через устройство сжатия, содержащее множест 000493 10 во пар транспортеров, расположенных последовательно в направлении транспортировки, причем скорость, по меньшей мере, одной пары транспортеров меньше, чем скорость предшествующей пары транспортеров. Преимущественно, предварительно сжатая волокнистая масса продольно сжимается в, по крайней мере, одной ступени. Продольное сжатие дает возможность переориентировать волокна так, что, в частности, прочность на сжатие и прочность на растяжение в направлении, перпендикулярном к большим поверхностям, повышаются. В результате оптимизации структуры волокон возможно уменьшить количество используемых ресурсов. Преимущественно, для производства изделий, имеющих складчатую структуру волокон,расстояние между противолежащими транспортерами пары транспортеров устанавливается примерно от 0,5 до 0,1 от зазора между следующими транспортерами, причем путь транспортировки, определяемый этими двумя парами транспортеров, располагается, по существу, по прямой, и окружная скорость, по меньшей мере,непосредственно следующей пары меньше, чем окружная скорость предыдущей пары транспортеров. Таким способом можно производить полотно волокнистой массы, имеющей складчатую структуру волокон (фиг. 2). Преимущественно перед входом в устройство сжатия волокнистая масса уже сжата до примерно от 0,8 до 1,5, предпочтительно от 0,9 до 1,3 номинальной толщины, а еще предпочтительней, до примерно номинальной толщины конечного изделия так, что по существу транспортеры устройства сжатия осуществляют только продольное сжатие. Продольное сжатие может иметь место в непрерывной зоне сжатия, в которой поддерживается номинальная толщина изделия. Оказалось, что можно получить очень равномерную удельную микроплотность, если волокнистая масса уже предварительно сжата до примерно номинальной толщины конечного изделия перед устройством сжатия, а затем лишь сжимается продольно. Минеральная волокнистая масса преимущественно сжимается по длине с коэффициентом от 2 до 10, предпочтительно с коэффициентом от 2,5 до 5, и еще предпочтительней с коэффициентом от примерно 2,5 до 3,5. В некоторых случаях, например,когда плотность нижнего субполотна конечного изделия должна быть меньше примерно 100 кг/м 3, может потребоваться одновременное продольное сжатие и сжатие по толщине. Степень сжатия по толщине преимущественно меньше 2 и предпочтительно меньше, чем 1,5. Хотя транспортеры устройства сжатия могут быть транспортерными лентами, транспортеры в частном предпочтительном варианте осуществления сконструированы как роликовые транспортеры. В отличие от транспортерных лент, ролики имеют то преимущество, что во время сжатия волокнистая масса повторно рас 11 ширяется и сжимается роликами. Как результат,изделия имеют очень равномерную удельную микроплотность (распределение плотности в малом объеме) и очень хорошие механические свойства, такие как прочность на сжатие, прокалывание и растяжение в изделиях с существенно сниженным весом по сравнению с обычными изделиями. Волокна свойлачиваются равномерно, и не отмечается никакой предпочтительной ориентации волокон (фиг. 11). При увеличенном масштабе было обнаружено, что случайно ориентированные волокна частично расположены в форме волнистой структуры. Этот тип волокнистой структуры определен как гофрированная структура волокон. Другим желательным эффектом является сжатие поверхностей полотен волокнистой массы, которое возможно с помощью роликов. Хотя отдельные ролики могут управляться каждый индивидуально, в одном предпочтительном варианте осуществления каждый роликовый транспортер содержит в каждом случае две противолежащие группы из, по меньшей мере, двух роликов в каждой, причем каждый из роликов транспортера приводится в движение с одной и той же окружной скоростью. Поскольку ролики объединены в группы из, по меньшей мере, двух роликов в каждой, устройство сжатия и его управление значительно упрощены. Преимущественно, волокнистая масса удлиняется в направлении транспортировки до устройства разделения. Расширение волокнистой массы может предотвратить нежелательное образование складок или выход волокнистого полотна, например, при движении от устройства сжатия до устройства разделения. Волокнистая масса может состоять из стекловаты, минеральной ваты или других синтетических волокон. Преимущественно же, однако, волокнистая масса состоит из волокон минеральной ваты и содержит невысыхающее связующее вещество. Содержание связующего вещества по весу может быть примерно от 0,7 до 4%. Связующее вещество преимущественно может сушиться в сушильной печи. Связывание волокнистой массы, может, однако, осуществляться также кристаллизацией в иглах или превращением в войлок. Преимущественно, используются минеральные волокна средней длиной примерно между 0,3 и 50 мм, предпочтительно примерно от 0,5 до 15 мм, и толщиной примерно между 1 и 12 мкм, предпочтительно примерно от 3 до 8 мкм. Однако могут использоваться минеральные волокна средней длиной между примерно 1 и 10 мм, предпочтительно между примерно 2 и 6 мм, и средней толщиной между примерно 2 и 10 мкм, предпочтительно между примерно 3 и 7 мкм. Средняя длина минеральных волокон, которые обычно короче стеклянных, бывает, как правило, от 2 до 4 мм, а средний диаметр от 3 до 4 мкм. 12 Преимущественно, во время отложения волокнистой массы на транспортер преобладающая ориентация волокон изменяется или частично нарушается их одинаковая ориентация. Это может быть достигнуто, например, посредством прядильного элемента, приспособленного для колебаний под углом к направлению перемещения, или посредством воздушной завесы. Таким образом, распределение плотности волокнистой массы может быть улучшено, а ориентация волокон изменена, что оказывает благотворное воздействие на механические свойства полученных изделий. Преимущественно, первичная волокнистая масса располагается слоями на отборной ленте посредством маятниковой ленты, приспособленной для качания под углом к направлению транспортировки. Таким способом, волокна частично переориентируются, и однородность (поперечное распределение) волокнистой массы, расположенной на отборной ленте, может быть улучшена. Преимущественно от 2 до примерно 60 слоев, предпочтительно между 2 и от 40 до 50 слоев располагаются один над другим. Это приводит к некоторой переориентации волокон. Волокнистая масса может, например, отклоняться в поперечном направлении от направления транспортировки, и в то же время может иметь место сжатие, более конкретно,продольное сжатие. Настоящее изобретение относится также к установке согласно признакам пункта 27. Установка согласно этому изобретению отличается тем, что установлено дополнительное устройство сжатия между ступенью предварительного сжатия и устройством разделения, чтобы дополнительно выполнить сжатие волокнистой массы по толщине и/или в продольном направлении, более конкретно в продольном направлении, и изменить ориентацию волокон. Транспортерные ленты служат для поддержания полученной структуры волокон и предотвращения любого отклонения или выхода напряженной волокнистой массы. Другие варианты выполнения изобретения раскрыты в подпунктах заявки. Согласно предпочтительному примеру осуществления изобретения, по меньшей мере, устройство разделения и последующее удерживающее устройство могут регулироваться независимо друг от друга перпендикулярно к поверхности ленты в области многослойного устройства, так что установка может использоваться по выбору для производства однослойных или многослойных изделий. Преимущественно, средство для сжатия,по меньшей мере, одного субполотна содержит,по меньшей мере, две пары транспортеров, приводимые в движение независимо друг от друга. Таким образом, расщепленное субполотно может также сжиматься по длине. Пары транспортеров преимущественно выполнены роликовыми, причем зазоры между роликами регулиру 13 ются. В результате субполотна могут сжиматься как по толщине, так и по длине. Преимущественно установка для связывания - это сушильная печь, причем перед упомянутой печью установлены охлаждаемые ролики подачи. Таким образом, можно предотвратить какое-либо налипание связующего вещества на ролики и избежать стопорения. В одном преимущественном варианте осуществления изобретения окружные скорости транспортного средства между устройством разделения и установкой для связывания и окружная скорость транспортерных лент в печи регулируются отдельно, так что, например, перед сушильной печью могут также производиться сжатие и расширение. Ниже описаны варианты осуществления изобретения со ссылками на чертежи, на которых: фиг. 1 показывает изделие из минерального волокна, полученное сжатием по толщине и имеющее ориентацию волокон по существу параллельно поверхности; фиг. 2 - изделие со складками, содержащее большинство волокон расположенными перпендикулярно к поверхностям; фиг. 3 - двухслойное изделие, верхний слой которого имеет повышенную плотность; фиг. 4 - изделие с, по существу, однородной плотностью и случайно-ориентированными волокнами; фиг. 5 - изделие, в котором слой со случайно-ориентированными волокнами соединен со слоем с повышенной плотностью; фиг. 6 - упрощенный вид установки для производства однослойного минерального фибрового листа: а) в непрерывном процессе и соответственно в зоне непрерывного сжатия и b) в одноступенчатом процессе; фиг. 7 - схема, показывающая принцип установки для непрерывного производства однослойного или многослойного минерального фибрового листа различной плотности: а) в непрерывном процессе и соответственно в зоне непрерывного сжатия, и b) в одноступенчатом процессе; фиг. 8 - вид спереди устройства сжатия в деталях; фиг. 9 - вид сбоку устройства сжатия с фиг. 8; фиг. 10 - вид сверху устройства сжатия с фиг. 8; фиг. 11 показывает зону разрыва: а) листа,имеющего по существу параллельную ориентацию волокон, и b) и с) листов минерального волокна, произведенных с помощью нового способа и разорванных перпендикулярно плоскости листа; фиг. 12 - вид сечения двухслойного листа,причем структура волокон показана в увеличенном масштабе, и 14 фиг. 13 - схема, показывающая различные возможные размещения четырех пар транспортеров, расположенных последовательно в направлении транспортировки. Фиг. 1-5 иллюстрируют ориентацию волокон, часто имеющую место в мягких листах. Листы, имеющие волокна, расположенные параллельно поверхности (фиг. 1), имеют сравнительно низкие механические параметры. Чтобы компенсировать этот недостаток, волокна часто усиливаются связующим веществом и повышенной плотностью. Изделия, имеющие волокна, расположенные перпендикулярно к поверхности, могут быть получены, если лист, имеющий вид, показанный на фиг. 1, разрезать на полосы, эти полосы повернуть на 90градусов и затем связать. Этот тип производства сложен и, соответственно, неэкономичен. Согласно другому типу производства, в волокнистой массе образуются складки (способ образования складок, фиг. 2). Эти изделия имеют существенно лучшую прочность на сжатие и растяжение в направлении,перпендикулярном плоскости листа, чем у листов, показанных на фиг. 1. Листы, имеющие складчатые волокна, могут изгибаться и могут поэтому использоваться для изолирующих труб и для покрытия изогнутых поверхностей. Недостатком, с другой стороны, является то, что эти изделия имеют тенденцию ломаться вдоль складок, и прочность на прокалывание у них недостаточная. Другим недостатком известных изделий этого типа является то, что в них могут быть существенные различия в плотности в пределах одного листа. Фиг. 3 показывает двухслойное изделие,верхний слой которого имеет повышенную плотность. Эти изделия пригодны для применений, требующих высокой поверхностной прочности или повышенной защищенности поверхности. В результате повышения плотности верхнего слоя средняя плотность может быть снижена. Фиг. 4 показывает изделие с, по существу,изотропной ориентацией волокон, имеющих их случайную ориентацию. Эти изделия имеют отличные механические свойства, такие как высокая прочность на сжатие, поверхностная и на прокалывание, а также высокая прочность на растяжение перпендикулярно поверхности листа. Они не ломаются, и их коэффициент теплопроводности по существу такой же, как у изделий, показанных на фиг. 1. В общем, эти изделия легче, чем сравнимые изделия, имеющие существенно параллельные волокна при сравнимых или улучшенных механических свойствах. Фиг. 5 показывает изделие, в котором объединены преимущества повышенной плотности верхнего слоя и структуры волокон, показанной на фиг. 4. Объектом этого изобретения, в част 15 ности, является дальнейшее улучшение свойств изделий типа, показанного на фиг. 4 и 5. Установка 11', показанная на фиг. 6, для осуществления способа согласно изобретению,содержит в направлении транспортировки F ступень предварительного сжатия 17', устройство оптимизации или сжатия 19', примыкающее к ступени предварительного сжатия 17' и состоящее из двух пар транспортеров 30, 32 для сжатия волокнистого войлока или волокнистой массы, а также транспортерную ленту 40 и удерживающую ленту 42 и подающие ролики 63, 65 для транспортировки сжатой волокнистой массы к сушильной печи 25. Наконец, транспортерные ленты 67, 67' установлены в сушильной печи 25 для транспортировки сжатой волокнистой массы через печь и ее поддержки за противолежащие большие поверхности во время сушки связующего вещества. Ступень предварительного сжатия 17' состоит из нижней транспортерной ленты 27 и сжимающей ленты 29. Посредством ступени предварительного сжатия 17' первичная волокнистая масса, расположенная, предпочтительно,слоями на отборной ленте 15, предварительно сжимается до такой степени, что волокнистая масса, указанная ссылкой 20, может быть введена в устройство сжатия 19'. Для этой цели сжимающая лента 29 регулируется по высоте. Транспортерные пары 30, 32 устройства сжатия 19' состоят из верхних и нижних групп роликов 30', 30 и 32', 32, каждая из которых содержит по шесть роликов 39. Верхние и нижние группы роликов 30', 30; 32', 32 каждая имеет отдельный привод (подробно не показаны), так что эти транспортеры могут приводиться в движение соответственно с различными скоростями. Кроме того, верхние группы роликов 30', 32' могут регулироваться по высоте, так что установка 11' может использоваться для производства изделий разной толщины. Расстояние между верхними и нижними группами роликов 30', 30 и 32', 32 предпочтительно одинаково. Чтобы выполнить способ согласно этому изобретению, волокнистая масса предварительно сжимается в ступени предварительного сжатия до примерно номинальной толщины конечного изделия, и затем продольно сжимается транспортером с зазором, соответствующим примерно номинальной толщине конечного изделия. В этих обстоятельствах транспортер 30 приводится в движение с первой скоростью, а транспортер 32 со второй скоростью, которая обычно не более половины первой скорости, так что в результате происходит соответствующее продольное сжатие волокнистой массы 20. В принципе, может быть установлен другой транспортер, чтобы как-то расширить волокнистую массу после продольного сжатия. Последний шаг может предотвратить образование складок в сильно сжатой волокнистой массе или 16 ее выгибание вверх при транспортировке в сушильную печь 25. За устройством сжатия 19 следуют транспортерная лента 40 и удерживающее устройство 42, чтобы удерживать сжатую волокнистую массу 20 от выхода, т.е. выгибания вверх, с транспортера 40. Удерживающее устройство 42 состоит из раскручивающейся сравнительно тяжелой ленты, которая помещается на транспортируемое волокнистое полотно. Эта лента может дополнительно нагружаться прилагаемыми грузами. Подающие ролики 63, 65 установлены перед сушильной печью 25 и предпочтительно охлаждаются. Преимущественно, расстояния между нижними и верхними группами роликов устанавливают примерно на номинальную толщину конечного изделия. Это имеет то преимущество, что однажды установленная ориентация волокон в устройстве сжатия 19 больше не изменяется. Установка 11, показанная на фиг. 7, отличается от показанной на фиг. 6 по существу тем,что устройство сжатия 19 имеет четыре транспортера по четыре ролика в каждом. Установлено также множительное устройство, которое может быть использовано для производства многослойных листов и в принципе может быть использовано с установкой 11'. Для упрощения в последующем описании для подобных частей используются те же позиции, что и при описании установки 11'. Установка 11, показанная на фиг. 7, для производства минеральных фибровых листов содержит расположенные последовательно в направлении транспортировки F маятниковую ленту 13 и отборную ленту 15 для соответственно отложения и приема волокон, производимых устройством для производства волокон (в деталях не показано), и ступень предварительного сжатия 17 и устройство оптимизации, или сжатия 19 для формирования волокнистого войлока или волокнистой массы 20, имеющей оптимизированную ориентацию волокон и однородную структуру. За устройством сжатия 19 для оптимизации сжатия следует необязательное многослойное устройство 21, которое может быть использовано для производства многослойных минеральных фибровых листов. За многослойным устройством 21 следует транспортное средство 23, которое поддерживает сжатую волокнистую массу, удерживаемую за противолежащие большие поверхности, и подает ее на установку связывания, т.е. в сушильную печь 25. Вышеупомянутая установка для производства волокон служит для непрерывного производства волокон одним из известных способов,например, каскадным процессом прядения. Произведенные волокна, называемые также(не показано) связующим веществом и проходят с помощью транспортера (не показан) на маят 17 никовую ленту 13. Эта лента расположена над отборной лентой 15 и качается поперек направления транспортировки отборной ленты 15. Однако, возможна и другая ориентация маятникового движения, например, в направлении транспортировки. Как результат маятникового движения, первичная волокнистая масса 26 располагается внахлестку, как видно на фиг. 7, на двигающейся вперед отборной ленте в зависимости от скорости последней и частоты маятникового движения. Однако для получения самой случайной возможной ориентации волокон на отборной ленте возможно другое средство, например, газовая струя. В результате поступательного движения отборной ленты 15 ориентация волокон преимущественно устанавливается под углом к направлению транспортировки. Если смотреть сверху, волокна двух наложенных волокнистых слоев располагаются крестнакрест. Ступень предварительного сжатия 17 состоит из нижней транспортерной ленты 27 и сжимающей ленты 29. Последняя регулируется по высоте, так что волокнистая масса 26 может сжиматься в различной степени. Ступень предварительного сжатия 17 обеспечивает предварительное сжатие и определенную гомогенизацию относительно свободной волокнистой массы 20 до ее ввода в устройство оптимизации 19. Обе ленты 27, 29 предпочтительно имеют отдельные независимые двигатели, так что они могут работать с разными окружными скоростями. Согласно показанному примеру осуществления, устройство оптимизации 19 состоит из множества транспортеров или транспортерных пар 31, 33, 35, 37. Каждая пара 31, 33, 35, 37 имеет нижние и верхние группы роликов, каждая из которых состоит из четырех роликов 39. Зазор между отдельными группами роликов 31',31; 33', 33; 35', 35"; 37', 37 может регулироваться. Группы роликов также могут располагаться наклонно одна к другой предпочтительно в направлении транспортировки. Последнее свойство дает возможность непрерывно сжимать волокнистую массу 20 по толщине или растягивать ее при прохождении через пары транспортеров 31, 33, 35, 37. Множество различных вариантов оптимизации волокнистой массы можно получить как результат возможности регулировки расстояния между противолежащими группами роликов и их скоростей. Таким способом можно получать изделия с совсем разными свойствами. Также,благодаря этим возможностям регулировки,можно управлять оптимизацией структуры волокон и, например, предотвратить нежелательное образование складок на поверхности волокнистой массы. По меньшей мере, нижние и верхние группы роликов 31 и 31', соответственно, первой пары транспортеров 31 возможно регулировать по высоте. Это позволяет подвергать волокни 000493 18 стую массу изгибу, как показано на фиг. 1, например, для того, чтобы сгладить и сжать поверхность волокнистой массы. Верхние и нижние группы роликов 31',31; 33', 33; 35', 35; 37', 37 транспортерных пар 31, 33, 35, 37 каждая имеет отдельный двигатель, не показанные в деталях на фиг. 7. Используемые двигатели имеют большое разнообразие в определенном диапазоне, так что, например, верхние и нижние группы роликов могут иметь разные окружные скорости. Необходима немного большая окружная скорость верхней группы роликов, например, если она расположена не горизонтально, а под углом к нижней группе роликов. Фиг. 8-10 показывают пример осуществления устройства сжатия 19, в котором транспортеры с роликовыми группами 31', 31; 33', 33; 35', 35; 37', 37, имеющие ролики 39, размещены на опорной конструкции 71. На одном конце каждого из роликов 39 установлены звездочки 115 (фиг. 10). Каждые четыре или пять роликов 39 объединены приводными цепями (не показаны) и образуют роликовую группу. Для каждой роликовой группы предусмотрены двигатели 117', 117", 117'", 117, 118', 118", 118"', 118". Верхние и нижние группы роликов 31', 31 первой пары транспортеров 31, находящиеся в направлении транспортировки (фиг. 9 стрелкаF) выполнены с возможностью вертикальной регулировки. Вертикальная регулировка верхней группы роликов 31' осуществляется посредством двигательного элемента 81, который приводит в движение оси 73, 73' через карданные валы 77, 77'. Двигательный элемент 83, приводящий в движение оси 75, 75' через карданные валы 79,79', используется для вертикальной регулировки нижней роликовой группы 31. В отличие от первых роликовых групп, положение остальных групп роликов либо не регулируется (внизу), либо регулируется только совместно (вверху). Как будет видно, особенно на фиг. 8 и 9, задние нижние три группы роликов 33, 35, 37 по направлению транспортировки расположены на стационарной раме 85, в то время как верхние три роликовые группы 33',35', 37' размещены на вертикально регулируемой раме 87. Эта рама 87 вертикально регулируется в верхней части поддерживающей конструкции 71. Вертикальные направляющие 93 на колонках 95, 95', 97, 97' обеспечивают вертикальное управление рамы 87. Двигательный элемент 103, который посредством карданных валов 99, 99', 101, 101 приводит в движение оси 89, 89', 91, 91', расположенные парами на поддерживающей конструкции 71, установлен для вертикальной регулировки рамы 87. Верхние роликовые группы 33', 35', 37',последняя из которых содержит 5 роликов 39,расположены на поддерживающих направляющих 105, поворотно прикрепленных к раме 87 с 19 помощью оси вращения 107. В приведенном примере осуществления передний конец направляющих 105, по направлению транспортировки, присоединен к вертикально регулируемой раме 87 с помощью другой пары осей 109,109'. Регулировкой осей 109, 109' можно перемещать поддерживающие направляющие вверх или вниз от горизонтальной линии так, что, например, можно образовать путь, сужающийся в направлении транспортировки F. Оси 109, 109' также взаимосвязаны через карданные валы 111,111' так, что и здесь один двигатель 113 может их регулировать. Фиг. 13 показывает различные варианты того, как в принципе могут располагаться четыре пары транспортеров. Однако регулировки согласно фиг. 13b и 13 с не могут быть выполнены с устройством сжатия согласно фиг. 8-10. Расположение роликовых групп 31', 31", 33',33", 35', 35", 37', 37 согласно фиг. 13d рекомендуется, например, если производятся легкие изделия. За устройством оптимизации 19, содержащим множество транспортерных пар, размещается факультативно многослойное устройство 21, которое в приведенном примере осуществления выполнено в виде устройства двойной плотности. Это устройство содержит устройство разделения 41, например, ленточную пилу или ленточный нож, который показан только контурно на фиг. 7, для разделения сжатой волокнистой массы 20 на два полотна 43 и 45. Многослойное устройство 21 содержит также транспортеры 47, 49, 50 и 51, например транспортерные ленты, которые фиксируют сжатые субполотна 43, 45 по толщине. Любые зазоры, получающиеся по геометрическим причинам между устройством разделения и, например, транспортерными лентами 49 или 50, могут быть перекрыты, где это возможно, направляющими пластинами. Они предотвращают выход волокнистого полотна, которое может быть сжато до различной степени. Устройство разделения 41 и следующий за ним транспортер предпочтительно регулируемы по высоте. Это позволяет разрезать волокнистую массу, выходящую из устройства сжатия 19, на нижнее и верхнее полотна 43, 45 практически любой толщины. Кроме того, устройство разделения 41 и транспортерная лента 49 могут также быть расположены независимо одно от другого и вне диапазона транспортировки волокнистой массы. Транспортерная лента 49,кроме того, служит в качестве удерживающей ленты. Благодаря вертикальной регулировке,установка 11 может использоваться для производства как однослойных, так и многослойных листов. В основном, можно устанавливать множество устройств разделения и соответствующих удерживающих лент для производства листов с тремя и даже более слоями. Кроме того,расстояние между верхними и нижними роли 000493 20 ками регулируется так, что можно создавать наружные слои разной толщины. Транспортерные пары 53, 54, установленные после транспортеров 50, 51, служат для сжатия верхнего полотна 45 по толщине и в продольном направлении. Транспортерные пары 53, 54 предпочтительно содержат ролики 55,которые объединены в каждом случае так, чтобы образовывать верхние и нижние группы роликов по три ролика в каждой. Транспортерные пары 53, 54 каждая приводится в движение с разными окружными скоростями так, что удлинение, которое может произойти в результате сжатия по толщине, может быть компенсировано соответствующим продольным сжатием. Кроме того, расстояние междуверхними и нижними роликами регулируется так, что можно создавать наружные слои разной толщины. Транспортерные ленты, желоба и/или направляющие пластины (детально на показаны) объединяют сжатое полотно 45' с нижним полотном 43. В большинстве случаев можно обойтись без удерживающей ленты для сильно сжатого полотна 45'. В зоне, где встречаются полотна 43, 45, установлено измерительное устройство 57 для связующего вещества. При таком расположении можно подавать связующее вещество к соприкасающимся поверхностям верхнего и/или нижнего полотен 43, 45' таким образом, что получается лучшее соединение после сушки связующего вещества. В большинстве случаев, в частности, если любое возникающее удлинение предварительно компенсируется, можно также обойтись без измерительного устройства 57. Подающие ленты 59, 61 и подающие ролики 63, 65 сжимают объединяемые полотна 43,45' вместе и транспортируют их в сушильную печь 25. Окружные скорости подающих лент 59,61 и подающих роликов 63, 65 преимущественно регулируются индивидуально так, что может выполняться требуемое сжатие или растяжение сжатых полотен 43, 45'. По меньшей мере, подающие ролики 63, 65 предпочтительно охлаждаются. В сушильной печи 25 предпочтительно установлены воздухопроницаемые транспортерные ленты 67, 67'. Ленты 67, 67' удерживают полотна 43, 45' вместе во время процесса сушки,таким образом существенно определяя номинальную толщину конечных листов. Ленты 67,67', как и транспортеры 59, 61, 63, 65, регулируются вертикально, и, таким образом, могут быть отрегулированы на толщину волокнистой массы, поступающей от многослойного устройства 21 или устройства сжатия 19. Производство многослойного листа может быть выполнено следующим образом: первичная волокнистая масса, поступающая из приемной камеры (не показана) и обеспеченная связующим веществом, в случае минеральных волокон обычно с весом около 200-800 г/м 2, предпочтительно 200-400 г/м 2, со средней толщиной 21 около 15-20 мм, или часто до 75 мм, подается на маятниковую ленту 13. Последняя откладывает первичную волокнистую массу на непрерывно продвигающуюся вперед отборную ленту 15. В зависимости от скорости последней ленты 15 и частоты колебания маятниковой ленты 13 на ленте 15 образуется большее или меньшее количество слоев волокнистой массы в вертикальном направлении. Количество слоев выбирается в зависимости от требуемых качеств листа конечного изделия, например, веса, прочности на сжатие и т.п. Количество слоев зависит также от состава волокон, т.е. отдельных ступеней обработки волокон между устройством производства волокон и сушильной печью 25. Обычно, на отборной ленте 15 откладывается от 2 до 40-50 слоев. Отложение первичной волокнистой массы 20 посредством маятниковой ленты 13 не только обеспечивает хорошее поперечное распределение волокнистого материала на отборной ленте 15, но также приводит к равномерной ориентации волокон и определенной гомогенизации. На ориентацию волокон можно дополнительно управляемо влиять изменением направления маятникового движения. Откладываемая волокнистая масса подвергается предварительному сжатию в ступени предварительного сжатия 17. Предварительное сжатие обычно таково, что волокнистая масса может захватываться роликами первой пары транспортеров (требуемая номинальная толщина плюс максимально примерно 40% диаметра роликов). Некоторый изгиб волокнистой массы после предварительного сжатия желателен, так,чтобы при входе в устройство сжатия достигалось достаточное сцепление между волокнистой массой и роликами для придачи требуемой переориентации волокнам. Поскольку, в случае изделий, имеющих плотность меньше приблизительно от 80 до 90 кг/м 3, силы расширения,превалирующие в волокнистой массе во время продольного сжатия, намного меньше, при производстве этих изделий обычно требуется умеренное сжатие по толщине дополнительно к продольному сжатию, чтобы установить требуемое давление и избежать нежелательного образования складок на поверхности волокнистой массы. В случае дублирования, т.е. когда первичная волокнистая масса откладывается слоями,поверхность волокнистой массы имеет ступени,заметные в разной степени. Эти ступени могут быть, по меньшей мере, частично сглажены в ступени предварительного сжатия 17 путем движения верхней ленты 29 со слегка большей скоростью, чем это было бы необходимо для дальнейшей транспортировки. Частично сглаженная волокнистая масса может быть подвергнута дальнейшему сглаживанию в устройстве оптимизации 19. Для этого,например, первая и вторая пары транспортеров 22 могут быть расположены не по одной линии. Возможно также расположение не на одной линии любых других пар транспортеров. Расположение вне одной линии подвергает транспортируемую волокнистую массу 20 изгибающему или поперечному отклонению, которое может производить сглаживание поверхностей волокнистой массы. Эффект сглаживания может быть улучшен, если вторая пара транспортеров движется несколько медленней, чем первая. Предпочтительно в устройстве сжатия достигается продольное сжатие от 2:1 до 6:1(соответствующее окружным скоростям первой и последней пар транспортеров 31 и 37) по существу с зазором между роликами, соответствующим номинальной толщине производимого листа (т.е. уплотнение продольным сжатием без сжатия по толщине). Однако в случае более легких изделий, было бы целесообразно использовать продольное сжатие одновременно с умеренным сжатием по толщине. В случае единственной градации скорости, каждые две пары транспортеров 31, 33 и 35, 37 могут приводиться в движение совместно одним двигателем. Хотя для сжатия могут использоваться транспортерные ленты, ролики более предпочтительны, поскольку тенденция образования складок на поверхности волокнистой массы сравнительно ниже, даже при значительной степени продольного сжатия. Волокнистая масса может быть сильно сжата в продольном направлении роликами 39 без существенного образования складок на ее поверхности. Одним возможным объяснением этого может быть то, что существует лишь слабое сцепление между роликами и волокнистой массой. Ролики также способствуют переориентации волокон, поскольку волокнистая масса может как-то расширяться между роликами в каждом случае, но без образования складок. Это приводит к хорошему уплотнению волокнистого войлока внутри и на поверхности. В многослойном устройстве 21 сжатая волокнистая масса может быть разделена на два или более полотна 43, 45. Возможно также опустить многослойное устройство или поместить его вне пути транспортировки и подавать волокнистую массу с оптимизированной структурой волокон непосредственно в сушильную печь. Разделение волокнистой массы 20 осуществляется ленточной пилой или ленточным ножом известным способом. Верхнее полотно 45 с оптимизированной структурой волокон затем подвергается сжатию по толщине и продольному. При этом волокна верхнего слоя 45 дополнительно уплотняются сжатием по толщине и последующим продольным сжатием. Сжатое по толщине полотно 45' затем возвращается к непрерывно движущемуся нижнему полотну 43. Сжатая волокнистая масса 43, 45', более конкретно полотно 43 под давлением, направля 23 ется между ступенью сжатия 19 и сушильной печью 25 с помощью транспортеров 47, 49, 59,61, 63, 65, например, ленточной, цепной или роликовой систем, предпочтительно транспортерными лентами, чтобы предотвратить какойлибо выход или вспучивание. В сушильной печи 25 связующее вещество в волокнистой массе подвергается сушке. Сушка связующего вещества имеет место при температурах между 180 и 300C, предпочтительно примерно около 200 до 250C. Связующее вещество обеспечивает также надежную связь между двумя полотнами 43, 45' низкой и высокой удельной плотности. Для улучшения сцепления полотен 43, 45',их точки соприкосновения могут быть обеспечены твердым или жидким связующим материалом (измерительное устройство 57) в многослойном устройстве перед их объединением. Альтернативно, или дополнительно, соединение между двумя полотнами 43 и 45' может быть улучшено, если полотна сжимаются где-то перед сушильной печью 25, предпочтительно в отношении 1,1:1 до 2:1. В зависимости от степени сжатия это может приводить к некоторому образованию складок в полотнах. Сжатие приводит к увеличению размера соприкасающихся поверхностей, и этим может быть улучшено сцепление/свойлачивание полотен. В установке, согласно изобретению, волокнистая масса или войлок продольно сжимают предпочтительно в единственной ступени. Альтернативно, эта установка может работать таким образом, что в ней формируется множество зон сжатия или непрерывная зона сжатия. Пример 1 Тип листа Материал волокон Толщина листа Удельная плотность Связующее вещество Средняя длина волокон Средний диаметр волокон Предварительное сжатие Продольное сжатие Прочность на сжатие при 10% изгиб прочность на разрыв Однослойный Минеральная вата 100 мм Около 90 кг/м 3 Модифицированная фенольная смола От примерно 3 до 4 мм От 3 до 4 мкм Примерно номинальная толщина 3:1 0,035 Н/мм 2 0,020 Н/мм 2 Пример 2 Тип листа Материал волокон Толщина листа Толщина наружного слоя Толщина нижнего слоя Средняя удельная плотность Удельная плотность наружного слоя Удельная плотность нижнего слоя Связующее вещество Двухслойный Минеральная вата 100 мм Около 20 мм Около 80 мм Около 90 кг/м 3 155 кг/м 3 75 кг/м 3 Модифицированная фенольная смола 24 Средняя длина волокон Средний диаметр волокон Предварительное сжатие Сжатие по толщине Продольное сжатие Прочность на сжатие при 10% изгиб прочность на разрыв Пример 3 Тип листа Материал волокон Толщина листа Толщина наружного слоя Толщина нижнего слоя Средняя удельная плотность Удельная плотность наружного слоя Удельная плотность нижнего слоя Связующее вещество Средняя длина волокон Средний диаметр волокон Предварительное сжатие Двухслойный Минеральная вата 100 мм Около 20 мм Около 80 мм Около 90 кг/м 3 155 кг/м 3 75 кг/м 3 Модифицированная фенольная смола От примерно 3 до 4 мм От 3 до 4 мкм Примерно от 1,8 до 1,5 номинальной толщины 1,5:1 до 1,1:1 3:1 Сжатие по толщине Продольное сжатие Прочность на сжатие при 10% изгиб 0,025-0,030 Н/мм 2 прочность на разрыв 0,013-0,018 Н/мм 2(Расслаивание) Диаметр используемых роликов 80 мм По сравнению с листами, имеющими не оптимизированную структуру волокон и плотность, вес листов, полученных новым способом,может быть снижен от 25 до 40% по сравнению с полученными другими способами листами с одинаковыми механическими свойствами. Прочность на растяжение перпендикулярно плоскости листа значительно повышена, причем это очевидно из сильно структурированной зоны разрыва (фиг. 11b и 11 с). Изделия согласно изобретению могут использоваться для любых обычных применений синтетической фибры, например, для листов,полотен, используемых для тепловой изоляции,огнеупорной и пожарной защиты или звукоизоляции и регулировки звука, или в применимой форме в огородничестве как средства для выращивания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного производства связанной листовой минеральной фибры, имеющей толщину t, из волокнистой массы, имеющей толщину более 2t, включающий сжатие волокнистой массы по глубине без существенного одновременного продольного сжатия до первой толщины и до веса w на единицу площади, последующее продольное сжатие волокнистой массы, при этом волокнистую массу сжимают до второй толщины, производя таким образом продольно сжатую волокнистую массу, транс 25 портировку продольно сжатой волокнистой массы к установке (25) для связывания, и связывание волокнистой массы в установке (25) для связывания для формирования связанной листовой минеральной фибры, отличающийся тем,что первая толщина находится в диапазоне от 0,8 до 1,5 t, предпочтительно между 0,9 и 1,3 t,вторая толщина находится в диапазоне между 1 и 1,3 t, преимущественно от 1 до 1,1 t, причем продольное сжатие осуществляют непрерывно или в одной или более ступенях, по существу,без образования складок в волокнистой массе и производят продольно сжатую волокнистую массу с весом на единицу площади от 2 до 10 w,а волокнистую массу удерживают от выхода во время ее транспортировки между продольным сжатием и установкой для связывания. 2. Способ по п.1, отличающийся тем, что продольное сжатие волокнистой массы осуществляют в одной ступени. 3. Способ по п.1 или 2, отличающийся тем,что продольно сжатая волокнистая масса и связанный лист имеют вес на единицу площади от 2 до 6 w, преимущественно от 2,5 до 4 w. 4. Способ по любому из пп.1-3, отличающийся тем, что продольное сжатие осуществляют подачей волокнистой массы посредством первого транспортерного устройства (30) на второе транспортерное устройство (32), причем второе транспортерное устройство (32) приводят в движение с меньшей скоростью, чем первое транспортерное устройство, а каждое транспортерное устройство (30, 32) содержит две противолежащие роликовые группы (30', 30), в каждой из которых содержится, по меньшей мере, по два отдельно расположенных ролика(39). 5. Способ по п.4, отличающийся тем, что противоположные группы роликов, по меньшей мере, одного транспортерного устройства (30,32; 31, 33, 35, 37) приводят в движение с разными скоростями. 6. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу продольно расширяют после продольного сжатия. 7. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу формируют из искусственных стекловидных волокон, предпочтительно минеральных волокон, и она содержит неотвержденное связующее вещество, при этом связующее вещество сушат нагреванием в установке для связывания. 8. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу формируют перекрытием внахлестку. 9. Способ по любому из предшествующих пунктов, отличающийся тем, что продольно сжатую волокнистую массу перед установкой для связывания делят параллельно главным поверхностям на два или более субполотна, и каж 000493 26 дое субполотно поддерживают против выхода при движении к установке для связывания и, по меньшей мере, одно из полотен сжимают в направлении толщины и/или направлении длины,а затем эти субполотна объединяют и связывают в установке для связывания. 10. Способ по п.9, отличающийся тем, что на соприкасающиеся поверхности наносят связующее вещество перед их объединением. 11. Способ по п.9 или 10, отличающийся тем, что объединяемые полотна продольно сжимают перед установкой для связывания. 12. Способ непрерывного производства связанной листовой минеральной фибры, в котором волокнистый войлок предварительно сжимают в направлении толщины до толщины от 1 до 3 толщин конечного изделия, а затем подвергают продольному сжатию посредством,по меньшей мере, двух пар транспортеров, приводимых в движение с различными скоростями,чтобы производить продольно сжатый войлок, и затем связывают в установке для связывания(25), чтобы выдать связанную листовую минеральную фибру, отличающийся тем, что толщина войлока в ступени продольного сжатия и до установки для связывания соответственно находится между примерно 0,9 и 1,3 от толщины конечного изделия, продольное сжатие осуществляют, по существу, без сжатия по толщине до примерно от 0,5 до 0,1 первоначальной длины, при этом сжатие осуществляют в непрерывной зоне сжатия, а войлок удерживают, чтобы предотвратить выход между устройством продольного сжатия (19, 19') и установкой (25) для связывания. 13. Способ по п.12, отличающийся тем, что толщина войлока в зоне продольного сжатия, по существу, такая же, как номинальная толщина конечного изделия. 14. Изделие, содержащее листовую фибру,полученную с помощью способа по любому из предшествующих пунктов. 15. Установка для непрерывного производства связанного минерального листа из массы минеральных волокон, содержащая транспортерное средство (19, 40; 19, 23) для транспортировки волокнистой массы к установке (25) для связывания, устройство (17) сжатия волокнистой массы по толщине, устройство продольного сжатия волокнистой массы (19, 19'), расположенное за устройством (17) сжатия по толщине, установку для связывания (25) для связывания продольно сжатой волокнистой массы и средство (59, 61; 40, 42) для предотвращения выхода волокнистой массы между устройством продольного сжатия и установкой (25) для связывания, отличающаяся тем, что содержит, по меньшей мере, два роликовых транспортера (30,32), расположенных последовательно в направлении транспортировки, причем каждый роликовый транспортер (30, 32) содержит две противолежащие группы из, по меньшей мере, двух 27 роликов (39) в каждом случае, при этом противолежащие группы роликов образуют путь транспортировки (F) для волокнистой массы,двигательное средство для приведения в движение роликов (39) каждой группы, по существу, с одинаковой окружной скоростью, средство для управления окружной скоростью роликов (39,39') каждой индивидуальной группы независимо от скорости роликов каждой из других групп и средством для регулировки зазора между противолежащими группами роликов (30', 30; 32',32) транспортеров (30, 32) независимо от зазоров между роликами в других транспортерах. 16. Установка по п.15, отличающаяся тем,что она содержит два роликовых транспортера(30, 32), расположенных последовательно в направлении транспортировки (F). 17. Установка по п.15 или 16, отличающаяся тем, что каждая группа роликов содержит от двух до восьми роликов, предпочтительно от четырех до шести последовательных роликов. 18. Установка по любому из пп.15-17, отличающаяся тем, что, по меньшей мере, один из роликовых транспортеров (30, 32) имеет средство для наклона противолежащих групп роликов относительно друг друга, например, чтобы производить сужение волокнистого полотна в направлении транспортировки. 19. Установка по любому из пп.15-18, отличающаяся тем, что диаметр роликов и зазор между роликами (39) в направлении транспортировки таковы, что, по существу, предотвращают любой выход волокнистой массы или образование складок в ней. 20. Установка по любому из пп.15-19, отличающаяся тем, что диаметр роликов меньше примерно 18 см и предпочтительно находится между примерно 60-160 мм, особенно предпочтительно между 80 и 120 мм. 21. Установка по любому из пп.15-19, отличающаяся тем, что, по меньшей мере, первый транспортер (30) имеет средство для регулировки положения пути транспортировки через упомянутый транспортер относительно положения пути транспортировки через последующий транспортер или последующие транспортеры. 22. Установка по любому из пп.15-21, отличающаяся тем, что транспортеры (30, 32) расположены горизонтально. 23. Установка по любому из пп.15-22, отличающаяся тем, что она содержит устройство разделения (41) для разделения волокнистой массы на два или более субполотна, устанавливаемое между роликовыми транспортерами (31,33, 35, 37) и установкой (25) для связывания, а также, по меньшей мере, одну ступень сжатия(53, 54) для сжатия по толщине и/или в продольном направлении, по меньшей мере, одного субполотна, и транспортеры (59, 61, 63, 65) для удержания сжатой волокнистой массы и субполотен на пути к установке (25) для связывания 28 для предотвращения любой деформации в направлении толщины или выхода. 24. Установка по п.23, отличающаяся тем,что устройство разделения (41) и, по меньшей мере, транспортер (47) выполнены с возможностью регулировки по высоте так, что эта установка может использоваться по выбору для производства однослойных или многослойных изделий. 25. Установка по п.23 или 24, отличающаяся тем, что она содержит средство (57) для дозированной подачи связующего агента к взаимно соприкасающимся поверхностям субполотен. 26. Установка по любому из пп.15-25, отличающаяся тем, что содержит средства для приведения в движение транспортерного средства между ступенью сжатия и установкой для связывания и в установке для связывания независимо друг от друга. 27. Способ непрерывного производства двухслойной или многослойной связанной листовой минеральной фибры из массы минеральных волокон путем предварительного сжатия волокнистой массы, подачи предварительно сжатой волокнистой массы в устройство разделения (41), разделения волокнистой массы посредством устройства разделения (41) на два или более субполотна (43, 45), сжатия, по меньшей мере, одного субполотна (45) в направлении толщины с последующим объединением субполотен (43, 45') и транспортировки их к установке (25) для связывания, в которой производится связывание волокнистой массы, отличающийся тем, что массу минеральных волокон сжимают в продольном направлении и/или направлении толщины, предпочтительно продольно сжимают в устройстве сжатия (19) перед устройством разделения (41), а выход сжатых субполотен (43, 45) между устройством сжатия(19) и установкой (25) для связывания предотвращают удерживающими средствами (49, 50,51, 59, 61, 63, 65). 28. Способ по п.27, отличающийся тем,что, по меньшей мере, одно сжатое по толщине субполотно (45) сжимают продольно. 29. Способ по п.27 или 28, отличающийся тем, что на соприкасающиеся поверхности субполотен (44, 45) до их объединения наносят связующее вещество. 30. Способ по любому из пп.27-29, отличающийся тем, что объединяемые полотна (44,45') до связывания сжимают продольно. 31. Способ по любому из пп.27-30, отличающийся тем, что устройство разделения (41) непрерывно очищают. 32. Способ по любому из пп.27-31, отличающийся тем, что волокнистую массу продольно сжимают перед устройством разделения в устройстве сжатия в зоне непрерывного сжатия или ступенями, без существенного сжатия по толщине. 29 33. Способ по любому из предшествующих пунктов, отличающийся тем, что до входа в устройство сжатия (21) волокнистую массу предварительно сжимают до примерно от 0,8 до 1,5,предпочтительно от 0,9 до 1,3 номинальной толщины конечного изделия. 34. Способ по п.32 или 33, отличающийся тем, что сжатие осуществляют в одной ступени. 35. Способ по любому из предшествующих пунктов, отличающийся тем, что волокнистую массу сжимают до примерно номинальной толщины конечного изделия на самом последнем участке последнего транспортера. 36. Способ непрерывного производства листов минеральной фибры, имеющих два или более слоев разной плотности, путем предварительного сжатия волокнистого войлока, подачи предварительно сжатого войлока на устройство разделения (41), разделение войлока на два или более субволокна (43, 45), сжатия, по меньшей мере, одного субполотна (45) в направлении толщины с последующим объединением субполотен (43, 45') и транспортировкой их к установке для связывания (25), в которой войлок связывается, отличающийся тем, что волокнистый войлок продольно сжимают до устройства разделения (41) в устройстве сжатия (19) без сжатия в направлении толщины в зоне непрерывного сжатия, в которой поддерживается номинальная толщина изделия, а выход сжатых субполотен (43, 45) между устройством сжатия(19) и установкой для связывания (25) предотвращают удерживающими средствами. 37. Установка для непрерывного производства связанной минеральной листовой фибры из массы минеральных волокон, содержащая средства (27, 29), расположенные последовательно в направлении транспортировки F для предварительного сжатия волокнистой массы, первое транспортное средство (19) для транспортировки волокнистой массы к устройству разделения(41), устройство разделения (41) для разделения волокнистой массы на два или более субполотна(43, 45), средство для сжатия, по меньшей мере,одного субполотна (45) в направлении толщины, второе транспортное средство (23) для последующего объединения субполотен (43, 45') и их транспортировки к установке для связывания(25), в которой волокнистая масса связывается,установку для связывания (25) для связывания сжатой волокнистой массы, отличающаяся тем,что первое транспортное средство (19) образует устройство сжатия, которое содержит, по меньшей мере, две пары транспортеров (31, 33, 35,37), расположенные последовательно в направлении транспортировки, и имеются средства(49, 50, 51, 59, 61, 63, 65) для предотвращения выхода находящихся под давлением субполотен(43, 45) между устройством сжатия (19) и установкой для связывания (25). 38. Установка по п.37, отличающаяся тем,что она содержит средство (57) для нанесения 30 на субполотна связующего вещества перед их повторным соединением. 39. Установка по п.37 или 38, отличающаяся тем, что устройство разделения (41) состоит из ленточного ножа или ленточной пилы. 40. Установка по любому из пп.37-39, отличающаяся тем, что она содержит устройство очистки для непрерывной или прерывистой очистки ленточного ножа или ленточной пилы. 41. Установка по любому из пп.37-40, отличающаяся тем, что, по меньшей мере, устройство разделения (41) и последующее устройство удержания (49) выполнены с возможностью вертикального регулирования на участке многослойного устройства (21). 42. Установка по любому из пп.37-41, отличающаяся тем, что для производства, по существу, складчатых изделий зазор между противолежащими транспортерными парами (31,33, 35) выполнен с возможностью регулирования до примерно от 0,5 до 0,1 от зазора следующих транспортерных пар (33, 35, 37), а путь транспортировки, определяемый двумя транспортерными парами, по существу, выровнен.
МПК / Метки
МПК: D04H 1/70
Метки: фибры, производства, установка, листовой, способ, минеральной
Код ссылки
<a href="https://eas.patents.su/19-493-sposob-i-ustanovka-dlya-proizvodstva-mineralnojj-listovojj-fibry.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка для производства минеральной листовой фибры</a>
Способ и установка для производства минеральной листовой фибры
Номер патента: 397
Опубликовано: 24.06.1999
Авторы: Циммерманн Фреди, Вюсс Петер
МПК: D04H 1/70
Метки: минеральной, способ, фибры, листовой, производства, установка
Формула / Реферат:
1. Установка для непрерывного производства минеральной листовой фибры из массы минеральных волокон, содержащая -устройство производства волокон для производства волокнистой массы, транспортные средства (19, 23) для транспортировки волокнистой массы к установке для связывания (25), -установку для связывания (25) волокнистой массы, -устройство сжатия (19) для сжатия по толщине и/или продольного сжатия волокнистой массы, расположенной между...
Способ приготовления материала на основе минеральной ваты
Номер патента: 379
Опубликовано: 24.06.1999
Авторы: Хусемон Тор, Хейс Матейс Йоханнус Антониус Мария, Кюйперс Жан Мари Вильхельмус
МПК: C03C 25/02
Метки: материала, ваты, способ, приготовления, минеральной, основе
Формула / Реферат:
1. Способ приготовления материала на основе минеральной ваты, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6, аммиак и сахар, нанесение этой дисперсии на минеральную вату и отверждение. 2. Способ по п.1, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6 и аммиак, смешивание...
Способ и установка для непрерывного приготовления целлюлозной пульпы
Номер патента: 264
Опубликовано: 25.02.1999
Авторы: Комбетт Филип, Шуден Кристиан
МПК: D21C 5/00
Метки: приготовления, целлюлозной, пульпы, способ, непрерывного, установка
Формула / Реферат:
1. Способ непрерывного приготовления целлюлозной пульпы, предназначенной, в частности, для использования в химической или целлюлозно-бумажной промышленности, из сырья, представляющего собой текстильные волокна, отличающийся тем, что:- отделяют текстильные волокна от посторонних частиц, таких как растительные остатки, металлические или минеральные частицы;- осуществляют уплотнение текстильных волокон;- непрерывным образом осуществляют отбеливание...
Установка и способ получения вспененного полимера
Номер патента: 313
Опубликовано: 29.04.1999
Авторы: Блэквел Стефен Вилльям, Блэквелл Джеймс Бриан, Буклей Геоффрей, Блэквелл Джон Джеймс
МПК: B01F 5/06, B29C 44/46
Метки: установка, полимера, способ, вспененного, получения
Формула / Реферат:
1. Установка для получения вспененного полимера, отличающаяся тем, что смешивают реакционные компоненты смеси и вспенивающее вещество с низкой точкой кипения, создают давление, достаточное для поддержания вспенивающего вещества в жидком состоянии, и пропускают смесь через проницаемую выпускную головку, через которую выходит смесь, давление в которой снижается и образуется вспененный полимер, отличающаяся тем, что выпускная головка включает, по...
Способ производства витых проволочных изделий
Номер патента: 130
Опубликовано: 27.08.1998
Автор: undefined
МПК: D07B 3/00, D07B 1/06, D07B 1/00...
Метки: изделий, способ, витых, производства, проволочных
Формула / Реферат:
1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит где rk - радиус кривизны элементов в готовом витом изделии; r и a - радиус и угол свивки...
Предыдущий патент: Источник антенны для передачи и приема волн сверх высокой частоты
Следующий патент: Способ локальной магнитотерапии
Случайный патент: Полимерный материал на основе целлюлозы