Способ и устройство для создания рисунков в литых материалах
Формула / Реферат
1. Способ создания многоцветных рисунков и узоров в литых материалах, включающий следующие этапы:
a) подготовку формы для приема литейных смесей;
b) подготовку, по крайней мере, двух мокрых литейных смесей разного цвета с определенной вязкостью для обеспечения ровного разлива смеси;
c) загрузку литейных смесей в емкость с соблюдением определенного геометрического (пространственного) расположения в соответствии с формулой, разработанной для получения определенного рисунка;
d) подачу загруженных смесей из емкости в форму;
e) уплотнение смесей в литейной форме до получения физически однородной массы и выдержку этой массы.
2. Способ по п. 1, отличающийся тем, что этап уплотнения смеси включает низкочастотное, высокоамплитудное воздействие ударной волны на литейную форму.
3. Способ по п.2, который включает также удаление выдержанной массы из литейной формы и чистовую обработку поверхности.
4. Способ по п.1, который включает также применение удаляемой матрицы для расположения в названной емкости, которая подразделяет емкость и загружает названные литейные смеси в названную емкость с ячейками в соответствии с разработанной ранее формулой, отличающийся тем, что названная формула соответствует ячеистой структуре, созданной названной матрицей.
5. Способ по п.4, который включает также удаление названной матрицы после загрузки названной емкости.
6. Способ по п.5, отличающийся тем, что загруженная смесь подается в названную литейную форму путем разливки из названной емкости.
7. Способ по п.6, который включает также применение съемной разливочной камеры, устанавливаемой на названной емкости и снабженной множеством заслонок, задающих проход, по которому названная загруженная смесь проходит при разливке, и разливку названной загруженной смеси из названной емкости через названную разливочную камеру в названную литейную форму, при этом названная загруженная смесь определенной геометрии проходит через названные заслонки для получения рисунка в названной литейной форме.
8. Способ по п.5, отличающийся тем, что загруженные смеси подаются в названную литейную форму с помощью выдавливания.
9. Способ по п.5, отличающийся тем, что загруженные смеси подаются в названную литейную форму с помощью распыления.
10. Способ по п.4, который включает также удаление названной матрицы из названной емкости, применение штуцера с одного торца названной емкости и поршня с приводом с другого торца названной емкости и погружение названного поршня в названную емкость, при этом названные загруженные смеси выдавливаются через названный штуцер в литейную форму.
11. Способ отливки многоцветных материалов на основе цемента и регулирование процесса создания рисунка из этих материалов, включающий:
a) подготовку формы для приема мокрых материалов на основе цемента;
b) подготовку, по крайней мере, двух мокрых литейных смесей на основе цемента разного цвета;
c) применение емкости с удаляемой матрицей, подразделяющей названную емкость, по крайней мере, на две ячейки;
d) загрузку названных смесей в названную емкость с соблюдением определенного геометрического (пространственного) расположения в соответствии с названной матрицей и воспроизводимой формулой, разработанной специально для этого;
e) удаление названной матрицы из названной емкости и крепление разливочной апертуры с заслонками на названную емкость;
f) подачу названных смесей из названной емкости в названную литейную форму через названную разливочную апертуру, при этом названная разливочная апертура с заслонкой обеспечивает прохождение и сочетание названных смесей определенным образом.
12. Способ по п. 11, который включает также уплотнение смесей в названной литейной форме путем применения низкочастотного, высокоамплитудного воздействия ударной волны на литейную форму.
13. Способ по п. 12, отличающийся тем, что названная емкость включает эластичную емкость, из которой названные смеси выдавливаются через названную апертуру.
14. Способ по п. 12, отличающийся тем, что названная емкость включает жесткий цилиндр с поршнем внутри, при этом названные смеси выдавливаются через названную апертуРУ-
15. Способ по п. 12, отличающийся тем, что названная емкость включает опрокидывающуюся камеру с названной разливочной апертурой с заслонками, прикрепленной с одного конца, при этом, когда названная матрица удаляется, названная камера переворачивается для разлива названных смесей через названную разливочную апертуру с заслонками.
16. Способ изготовления воспроизводимых цветных и узорчатых отливок на основе цемента, которые имитируют природный камень, включающий:
a) подготовку двух или большего числа мокрых литейных смесей на основе цемента разного цвета определенной вязкости, при этом смеси должны обладать текучестью, но не сливаться, когда расположены в непосредственной близости друг от друга;
b) загрузку названных смесей в емкость с соблюдением определенного геометрического (пространственного) положения внутри названной емкости как по вертикали, так и по горизонтали, и в определенном количестве в соответствии с формулой, соответствующей конкретному рисунку, который создается формированием загруженной смеси с соблюдением определенной геометрии;
c) подачу названной смеси с соблюдением геометрии из названной емкости в названную литейную форму;
d) выдержку названных смесей.
17. Способ по п. 16, который включает также низкочастотное, высокоамплитудное воздействие ударной волны на литейную форму для уплотнения названных смесей.
18. Способ по п. 17, который упрощает размещение названных смесей с соблюдением определенной геометрии в названной емкости путем применения удаляемой матрицы временно подразделяющей названную емкость, в которой названные разноцветные смеси размещены в соответствии с названной формулой, и отличающийся тем, что названная матрица удаляется из названной емкости после размещения названных смесей и перед подачей названной смеси в названную литейную форму.
19. Способ по п. 17, который включает также применение перемешивающего приспособления на названной емкости и подачу названной смеси разливом из названной емкости через названный смеситель, при этом названная смесь частично перемешана во время разлива, и отличающийся тем, что названное частичное перемешивание можно прогнозировать по вязкости названных смесей и гидравлическим характеристикам смеси.
20. Способ по п. 19, отличающийся тем, что названный миксер включает разливочный скос на названной емкости, при этом названный разливочный скос имеет фиксированную геометрию.
21. Способ по п. 19, отличающийся тем, что названный миксер включает разливочный штуцер, монтируемый на названную емкость, при этом названный разливочный штуцер включает множество заслонок, задающих проход потоку названной смеси.
22. Способ по п. 16, отличающийся тем, что названная предварительно разработанная формула определяет порядок, положение и количество каждой из названных бетонных смесей, погружаемых в названную емкость.
23. Искусственный камень, выполненный способом по п. 17 и имеющий рисунок, напоминающий мрамор.
24. Искусственный камень, выполненный способом по п. 17 и имеющий рисунок, напоминающий гранит.
25. Искусственный камень, выполненный способом по п. 17 и имеющий рисунок, напоминающий песчаник.
26. Искусственный камень, выполненный способом по п. 17 и имеющий рисунок, напоминающий известковый туф.
27. Способ приготовления многоцветных смесей литейных материалов для размещения их в литейной форме с целью получения литых изделий с рисунком, имитирующим рисунок природного камня, при этом способ включает загрузку литейных материалов отдельных цветов в емкость с соблюдением определенного пространственного, трехмерного положения смеси как по горизонтали, так и по вертикали в соответствии с формулой для получения названных рисунков.
28. Способ по п.27, отличающийся тем, что применяется удаляемая матрица, подразделяющая названную емкость на ячейки в соответствии с названной разработанной заранее формулой.
29. Способ по п.28, который включает также удаление названной матрицы из названной емкости после загрузки названных литейных материалов.
30. Способ по п.29, который включает также подачу названного литейного материала в виде трехмерной матрицы с определенной геометрией загрузки из названной емкости в названную литейную форму для получения расчетного конкретного рисунка.
31. Способ по п.30, отличающийся тем, что литейный материал подается путем разлива из названной емкости.
32. Способ по п.30, отличающийся тем, что названный литейный материал подается из названной емкости путем выдавливания.
33. Способ по п.30, отличающийся тем, что названный литейный материал подается из названной емкости путем разбрызгивания.
34. Способ по п.31, при этом рисунок, выполненный в литом изделии, имитирует мрамор.
35. Способ по п.32, при этом рисунок, выполненный в литом изделии, имитирует песчаник.
36. Способ по п.ЗЗ, при этом рисунок, выполненный в литом изделии, имитирует гранит.
37. Набор для получения литых изделий с рисунком, имитирующим рисунок природного камня, включающий множество упаковок предварительно расфасованных и смешанных цветных сухих ингредиентов; загрузочную емкость и удаляемую матрицу для нее; инструкции по приготовлению отдельных мокрых смесей из названных сухих ингредиентов; карту, соответствующую подразделениям названной матрицы и задающую порядок загрузки названной емкости названными мокрыми смесями для получения трехмерной матрицы внутри названной емкости; требования к разливке, определяющие способ подачи загруженной смеси из названной камеры в литейную форму.
38. Набор по п.37, который также включает съемную разливочную камеру и заслонки, установленные на названной емкости и обеспечивающие проход для разлива названных загруженных смесей из названной емкости в названную литейную форму, при этом названная трехмерная матрица преобразуется в почти линейный рисунок, соответствующий рисунку природного камня.
39. Набор по п.38, отличающийся тем, что названная емкость содержит эластичную емкость и названную разливочную камеру и заслонку, включающую штуцер, установленный на названной эластичной емкости, при этом названные загруженные смеси выдавливаются из названной эластичной емкости через названный штуцер в ответ на давление, приложенное с внешней сторона названной эластичной емкости.
40. Набор по п.38, отличающийся тем, что названная емкость содержит жесткий цилиндр, при этом названная разливочная камера и заслонка включают штуцер, установленный с одного конца названного цилиндра, и названный набор содержит также поршень в сборе, установленный на другом конце названного цилиндра, при этом названный поршень ходит по посадке внутри названного цилиндра и развивает усилие, приложенное к названным загруженным смесям для выдавливания названных смесей через названный штуцер.
41. Способ изготовления воспроизводимых цветных и узорчатых отливок, которые имитируют натуральный камень с рисунком, продолжающимся от одного куска панели к другому, включающий следующие этапы:
a) подготовку, по крайней мере, одной формы для приема литейных смесей путем маркирования схемы разливки;
b) подготовку, по крайней мере, двух литейных смесей разного цвета с определенной вязкостью для обеспечения ровного разлива смеси;
c) подачу загруженных смесей в литейные формы в соответствии со схемой разливки;
d) уплотнение смесей в литейной форме до получения физически однородной массы и выдержку этой массы.
42. Способ по п.41, отличающийся тем, что литые смеси загружаются в емкость с соблюдением определенного геометрического положения как по горизонтали, так и по вертикали в соответствии с предварительно разработанной формулой для определенного рисунка и подаются в литейную форму из емкости в соответствии со схемой разливки.
43. Способ по п.41, который включает также отливку множества участков, чистовую обработку поверхности и установку выполненных участков на соответствующие позиции, при этом сохраняется непрерывность полученного рисунка от одного участка к другому.
44. Способ по п.41, отличающийся тем, что подготовка литейной формы включает создание диаграммы с изображением соседних участков отливки с представлением рисунка и передачей изображения на литейную форму для маркировки схемы разливки.
45. Способ по п.44, отличающийся тем, что рисунок передается в виде серии линий, расположенных поперек литейной формы.
46. Способ по п.44, отличающийся тем, что рисунок передается путем маркировки точек входа и выхода линий разливки каждой части рисунка на краях литейной формы.
47. Способ по п.44, отличающийся тем, что рисунок передается с использованием координатной сетки, наложенной на литейную форму.
48. Способ по п.44, включающий подготовку ряда литейных форм, отличающийся тем, что литейные формы расположены в непосредственной близости друг от друга, литейные смеси подаются в литейные формы вдоль непрерывного прохода из одной формы в другую в соответствии со схемой разливки.
49. Способ по п.44, включающий подготовку ряда литейных форм, отличающийся тем, что литейные материалы подаются по отдельности в каждую литейную форму.
50. Способ по п.44, включающий подготовку ряда литейных форм, отличающийся тем, что литейные материалы последовательно подаются в каждую литейную форму.
51. Способ по п.41 в приложении к автоматизированным производствам, отличающийся тем, что схема разливки является элементом компьютерной программы и этапы подготовки, загрузки и подачи литейных смесей контролируются компьютерной программой.
52. Способ по п.41, отличающийся тем, что схема разливки определяет, по крайней мере, один маршрут, по которому укладывается хотя бы одна цветная литейная смесь.
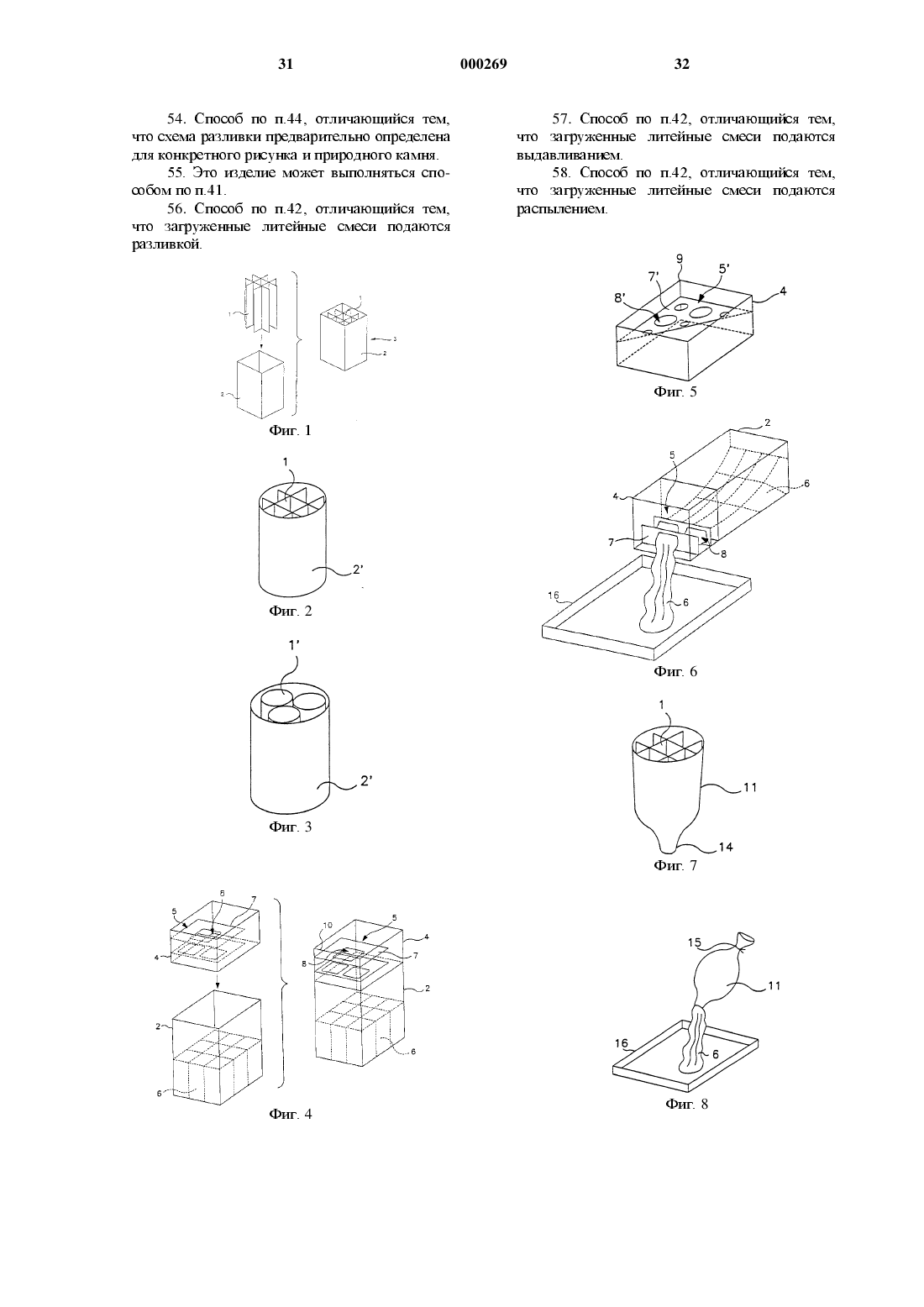
54. Способ по п.44, отличающийся тем, что схема разливки предварительно определена для конкретного рисунка и природного камня.
55. Это изделие может выполняться способом по п.41.
56. Способ по п.42, отличающийся тем, что загруженные литейные смеси подаются разливкой.
57. Способ по п.42, отличающийся тем, что загруженные литейные смеси подаются выдав ливанием.
58. Способ по п.42, отличающийся тем, что загруженные литейные смеси подаются распылением.
Текст
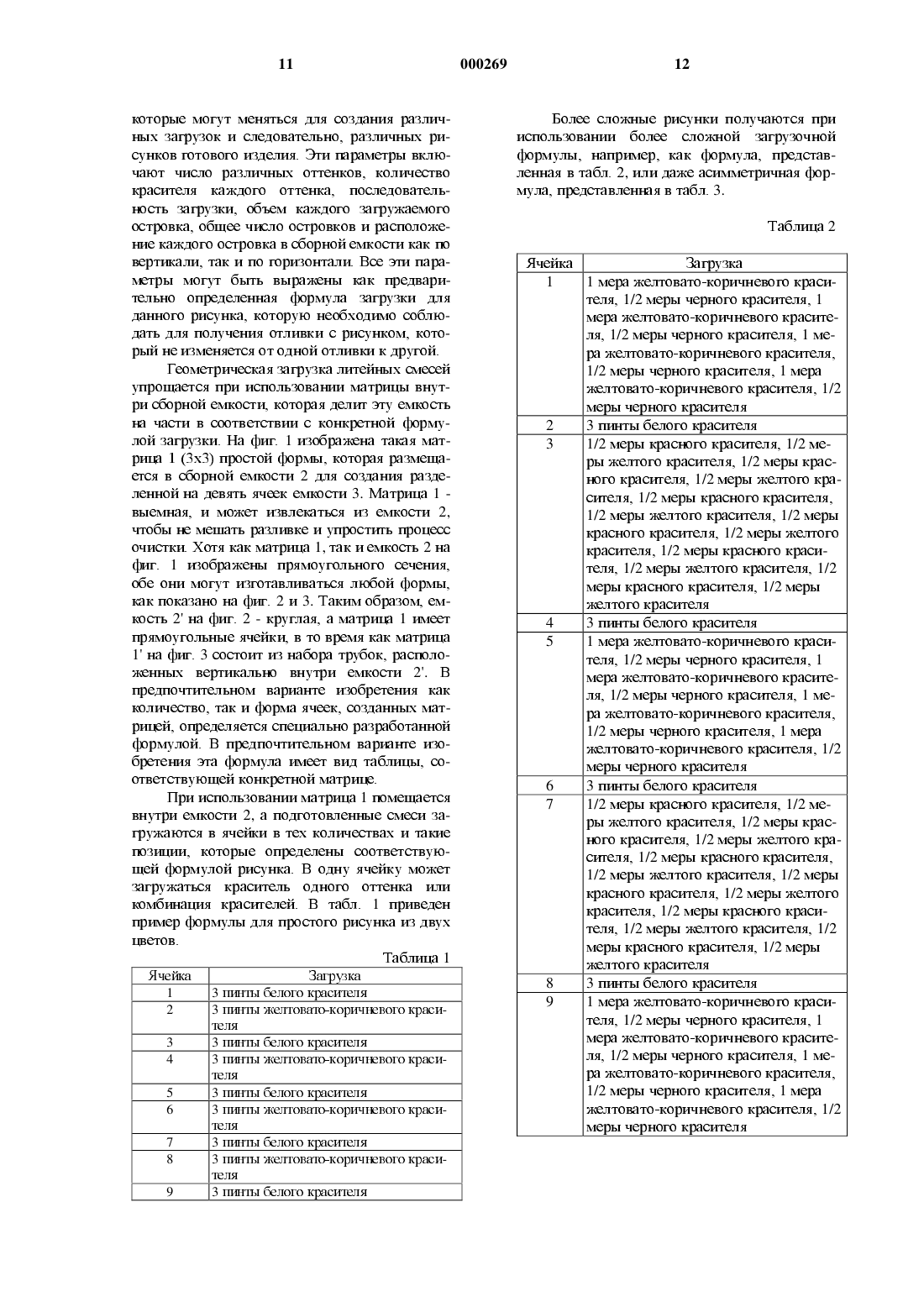
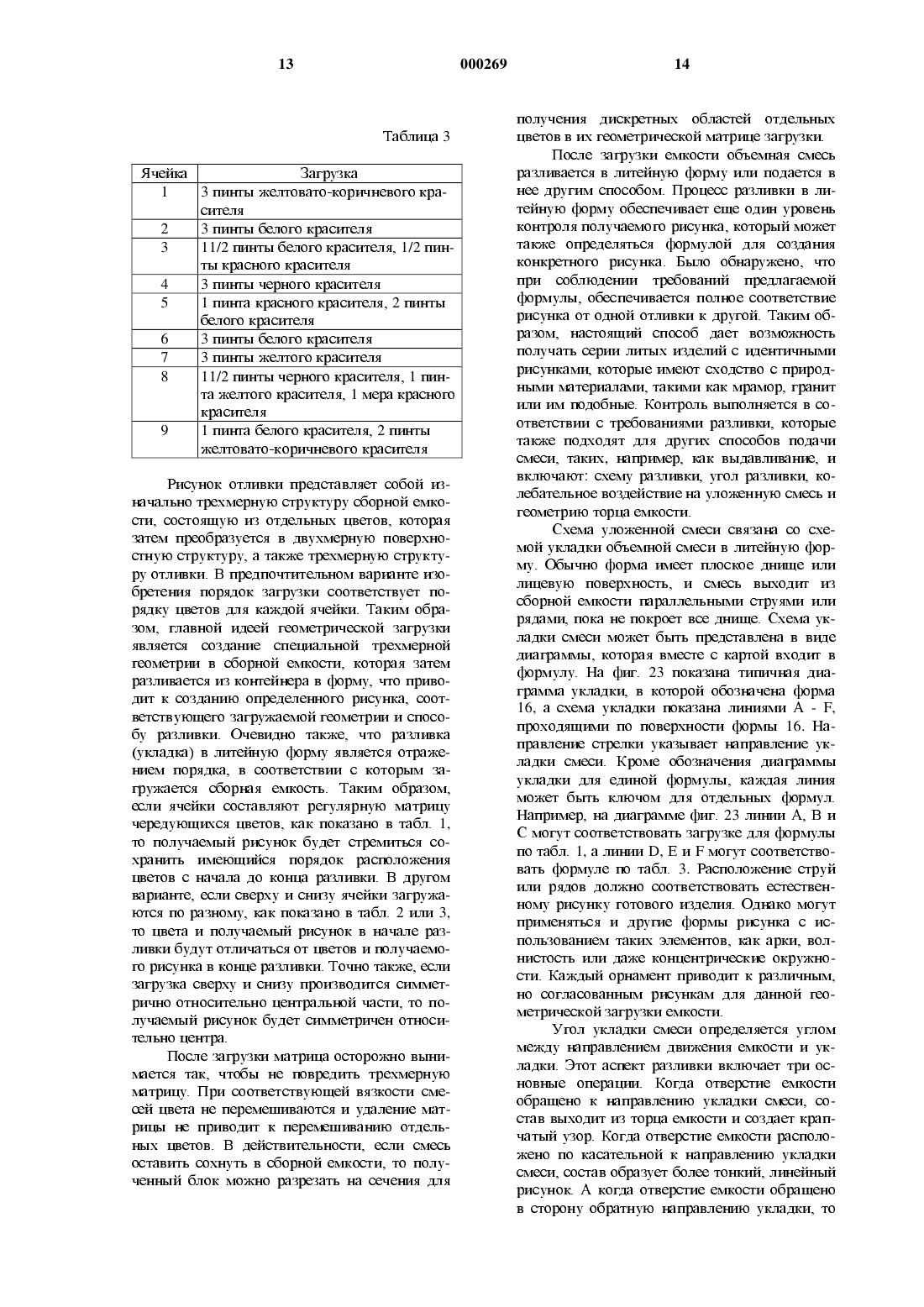
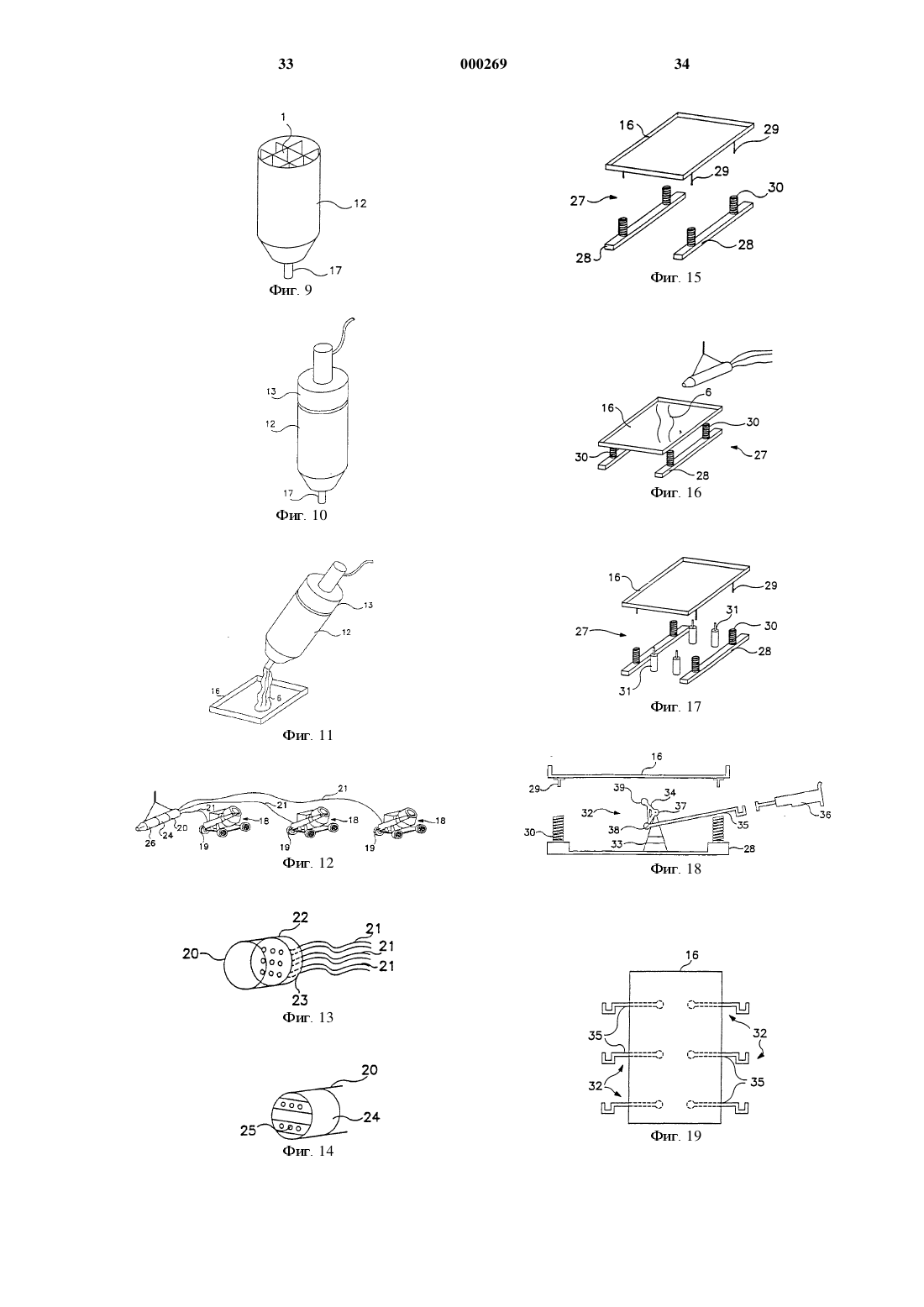
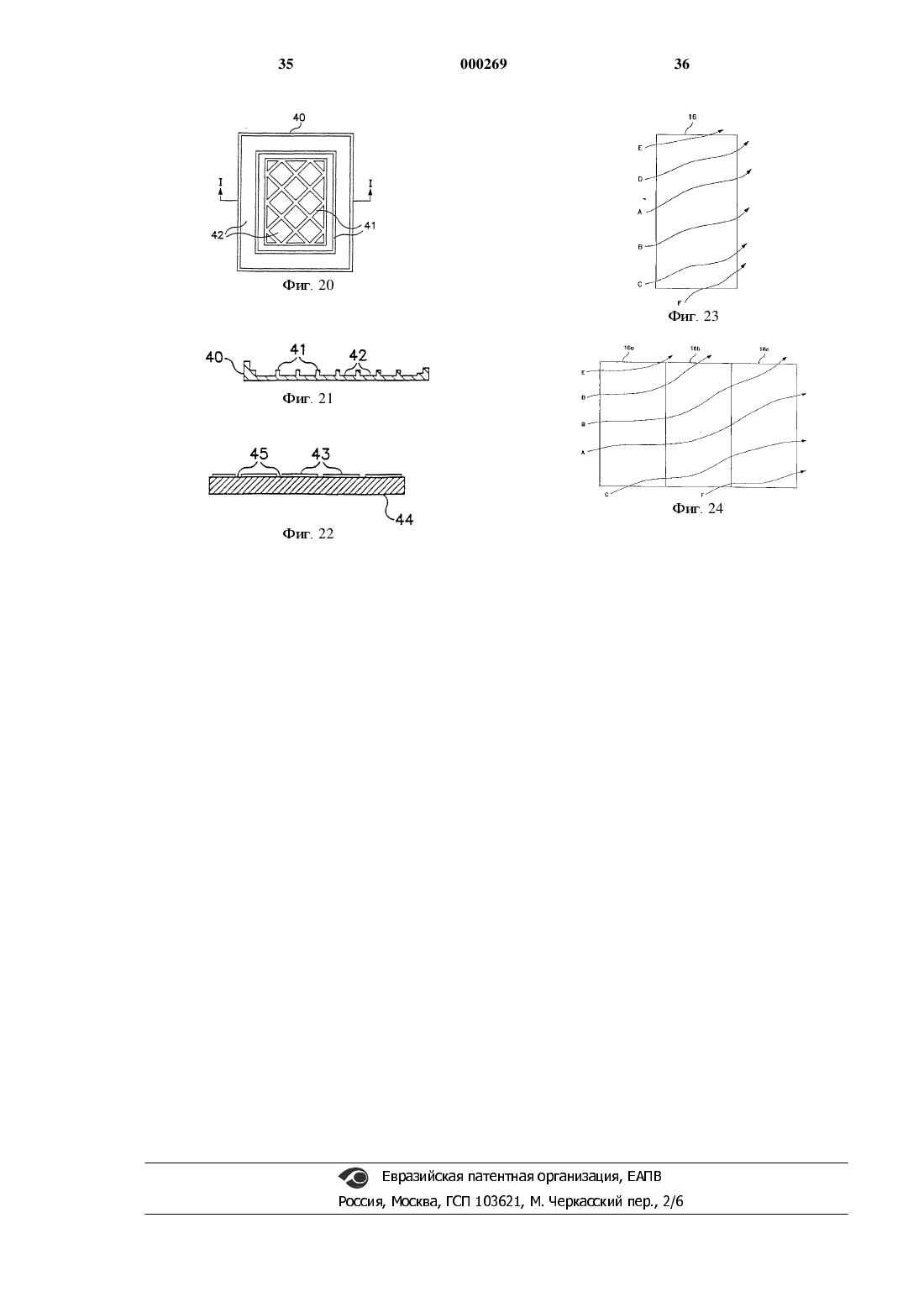
Настояшее изобретение относится к узорчатым структурам И поверхностям, более конкретно К конструкциям И поверхностям, вЬ 1 ПОЛНСННЬТМ ИЗ ЛИТЫХ материалов, И СЩС бОЛСС конкретно к конструкциям из литого материала на основе цемента, которые имеют единый цветной узор, и к способу создания таких конструкций и поверхностей, при этом данный узор может воспроизводиться с одной отливки на другую. Способ по данному изобретению легко может быть применен в автоматизироВЗЪШЬТХ ТСХНОЛОГИЯХ.Существует необходимость создания и контроля рисунка в материале на основе цемента и штукатурки или гипса как для сборных изделий, так и отливаемых по месту. В настоящее время возможность создания и контроля процесса выполнения таких рисунков весьма ограничена. Проще говоря, если необходимо создать интересный рисунок в материале на основе цемента, то это обычно достигается путем применения облрщовки из гранита или мрамора.Настоящее изобретение может способствовать устранению таких недостатков, характерных для изделий из мрамора или гранита,как неоднородность цвета или рисунка от изделия к изделию, ограничения, связанные со стоимостью погрузочно-разгрузочных работ и транспортировки, трудности, связанные с обеслечением непрерывности рисунка мраморной плиты, и высокая стоимость. Помшио проблем,связанных с неоднородностью характеристик от изделия к изделию и обеспечением непрерывности рисунка, так как мрамор и гранит являются природными материалами, существует также проблема невозможности регулирования согласованности цвета и рисунка между соседними кусками материала. Часто приходится сравъшвать и подгонять между собой множество различных кусков материала, чтобы в конце концов получить только небольшое число плит, способных обеспечить однородный рисунок материала на фасаде. Что же касается размеров и стоимости работ, то обычно не принято использовать куски мрамора размером больше, чем четыре фута на восемь футов.Существует множество способов получения цвета и рисунка литых материалов для имитации рисунка природных камней, например, мрамора или гранита. Однако, в большинстве примеров либо не применяется вовсе, либо применяется только ограниченный контроль за соблюдением рисунка или за его воспроизводимостью. Кроме того, только немногие из существующих способов могут применяться на автоматизированных участках непрерывного производства изделий с согласованным рисунком.Например, в патенте США Мг 27022 (автор ЬашЬ) описан способ изготовления искусственного мрамора, в котором масса пастооб 000269разной консистенции смешивается с цементными шариками и частично покрывается сухой краской. Затем шарики помещаются в форму и прессуются, заставляя влагу, имеющуюся внутри каждого шарика, проникать в сухой материал и консолидировать его в едштую массу. Затем сухая краска в виде прожилок проявляется на поверхности полученного изделия. Применение этого способа требует больших временных затрат и точности со стороны исполнителя, обеспечения совместимости рисунКОВ на ОТДСЛЬНЬТХ ПЛИТЗХ. К ТОМУ Же ЭТОТ СПОсоб неприменим в автоматизированных производствах.В патенте США Мг 106263 (автор Ргеах) описан способ изготовления искусственного мрамора, в котором раствор из сульфата цинка,хлорида цинка, свинцового сахара, квасцов или соли смешивается с цементным раствором до образования пастообразной массы с консистенцией раствора, который затем разливается в форму. Имитация мрамора создается путем добавления соответствующих красителей пока раствор находится в пастообразном состоянии или к тому раствору, которым смачивается масса. Очевидно, что красители, добавленные к пастообразной массе, необходимо перемешать до получения рисунка, напоминающего рисунок мрамора, точно также, как это делается в процессе смешивания двух цветов теста мраморного торта.В патенте США Мг 134300 (автор Ме 11 еп) описан способ изготовления искусственного мрамора, в котором отдельные партии цемента определенного цвета приготавливаются в отДСЛЬНЬТХ СМКОСТЯХ С НСбОЛЬШШИ ВЫПУСКНЫМ отверстием. Затем партии подготовленного ЦСМСНТЗ ПО ОТДСЛЬНОСТИ МСЛКИМИ СТрУЯМИ ВЫливаются в форму для имитации прожилок мрамора, а область между этими струями заполняется цементом другого цвета. Затем форма продувается воздухом для продвижения и СМСШСНИЯ ЦСМСНГЗ РЗЗНЬТХ ЦВСТОВ, ДО ТСХ ПОр пока не будет получен желаемый результат. Используются цветные нити, которые утапливаются в цемент и укладываются в форму, а затем протаскиваются через цемент после заливки, что обеспечивает получение более тонких проЖилок. Также, как и в предыдущем патенте, этот способ требует определенного внимания и опыта со стороны исполнителя для обеспечения совместимости рисунков на отДСПЬНЬТХ ПЛИТЗХ.В патенте США Мг 635005 (авторы Бишшегз) описан искусственный мрамор, который ИЗГОТЗВЛИВЗСТСЯ ПУТСМ СМСШИВЗНИЯ ИЗВССТКОвой воды и силиката натрия с добавлением цемента до готовности. Затем подмешиваются ПИГМСНТЬТ, СМСШЗННЬТС С ЦСМСНТОМ, И ВСС ЭТО перемешивается в соответствующем устройстве. Затем эта смесь заливается в форму и выдерживается. Этот способ, при котором пиг мент практически замешивается в основную смесь, является классическим способом мраморного торта и при применении этого способа очень трудно обеспечить идентичность рису ша разных плит.В патенте СЦТА Мг 704621 (автор С 2 егтак) описан способ изготовления искусственного мрамора, в котором цемент, или ему подобное, распыляется по гладкой поверхности и частично выдерживается до образования плиты. Жидкая масса или раствор, или подобная субстанция того же цвета, что и цвет прожилок,выливается сверху на плиту, которая затем подвергается растрескиванию по всей толщине для обеспечения небольшого смещения ее частей. Жидкая масса проникает в трещины и образует искусственные прожилки, которые проходят от одной грани плиты до другой. Так как форма и направление трещин в плите зависят ЧЗСТИЧНО ОТ ПрИМСНЯСМОГО инструмента, И ЧаСтично от структуры самой ПЛИГЬ 1, маловероятно, что предлагаемый способ может обеспечить хорошую совместимость рисунков разных ПЛИТ. КрОМС ТОГО, так как ТРСЩИНЬТ В ПЛИТС нарушают целостность ее структуры, этот способ,помимо всего прочего, приводит к ослаблению ПРОЧНОСГНЬТХ СВОЙСТВ ПЛИТЬТ.В патенте США Мг 928061 (Мпагз) описан искусственный мрамор, в состав которого вхоДИТ портландцемент, МРЗМОРНЗЯ ПЬТЛЬ, ПССОК,краситель и вода, которые смешиваются вместе и прессуются в форме. Предполагается, что при применении данного способа получаемое изделие будет одного цвета с мраморной крошкой.В патенте США Мг 2280488 (Тепкптз и др.) описаны способ и устройство для изготовления камнеобразного блока, в котором предварительно подготавливаются партии цветного цемента и слоями укладываются в смесительную камеру. По крайней мере один раз через все слои цемента вводится решетка для перемешивания этих слоев по типу способа мраморного торта по патенту Зишшегз. После перемешивания слоев смесь из камеры подается в литейную форму.В патенте США Мг 5248338 (Ргтсе) описан цветной мраморный бетон и способ его изгоТОВЛСНИЯ, ОТЛИЧЗЮЩИЙСЯ ТСМ, ЧТО приготавливается основная бетонная смесь желаемого ПСрВИЧНОГО ЦВСТЗ. ВТОРИЧНЬТС ЦВСТа ВВОДЯТСЯ сверху основной бетонной смеси внутри сборной емкости, например, ведра, и перемешиваются до получения вихреобразного рисунка. Затем перемешанная таким образом смесь выливается в форму. Как и в вышеописанном патенте (Зцшптегз) это классический способ мраморного торта, и при применении этого способа очень трудно обеспечить идентичность рисунка разных плит.В ОТЛИЧИС ОТ ИЗВССТНОГО урОВНЯ ТСХНИКИ настоящее изобретение предлагает способ, в котором может быть обеспечен контроль заПОЛУЧСНИСМ ЦВСТЗ И рисунка, И ВОЗМОЯСНОСТЬ ИХ воспроизведения на многих отливках с обеспечением идентичности цвета и рисунка, а также,там, где это необходимо, непрерывного перехода прожилок с одного участка на другой. Способ по настоящему изобретению может применяться для получения отливок любого размера как на строительной площадке так и вне ее, и для транспортировки литейных смесей в форму, а также в автоматическую линию для ИЗГОТОВЛСНИЯ ОДНОрОДНЬТХ И ИДСНТИЧНЬТХ ИЗДСлий.В настоящем изобретении предлагается СПОСОб ИЗГОТОВЛСНИЯ ЛИГЬТХ ИЗДСЛИЙ на ОСНОВС цемента, которые по своему виду не отличаются от лучших сортов мрамора и гранита, но значительно дешевле, а также способ контроля за получением определенного цвета и рисунка и их воспроизведения, а также способ получения подобных изделий на строительной площадке и любого размера.Изделия, получаемые на строительной площадке, могут быть любого желаемого размера, теоретически размером 20 на 100 футов или больше. Очевидно преимущество в цене изделий, получаемых на площадке, при обеспечении контроля за получением определенного ЦВСТЗ ИИЗДСЛИЯ, И ВОЗМОЯСНОСГИ ИХ воспроизведения в сравнении с затратами на поиск, резку, транспортировку и монтаж облицовки из природного камня.Главным в данном изобретении является возможность контроля за получением рисунка отливаемого материала. Эта возможность контроля за получением рисунка обеспечивает также возможность его воспроизведения на ДрУГИХ ИЗДСЛИЯХ. ЭТОТ КОНТрОЛЬ ВЬТПОЛНЯСТСЯ С использованием свойств вязкости разливаемой смеси, геометрического расположения двух или большего числа смесей перед разливкой,размещения двух или большего числа смесей в процессе разливки смеси и затвердевания разлитой смеси после ее размещения. В способе по настоящему изобретению используются все эти возможности, при этом материалы отливки имеют определенное геометрическое расположение в сборной емкости, в которой они находятся, данное геометрическое положение определяется формулой загрузки смесей, разработанной для определенного рисунка, или схемой для получения определенного рисунка; для получения узорчатых структур или поверхностей смесь подлежит разливке; способ отличаСТСЯ ТСМ, ЧТО РИСУНОК ЯВЛЯСТСЯ СОВМССТИМЬТМ И воспроизводимым каждый раз, когда соблюдаются формула изобретения и требования разЛИВКИ.Поэтому целью настоящего изобретения является разработка способа получения многоЦВСТНЬТХ КОНСТРУКЦИЙ И НКОВ ОТЛИВОК, КОторый состоит из следующих этапов:а) подготовка формы для приема литейных смесей;Ь) подготовка, по крайней мере, двух литейных растворов разного цвета такой консистенции, чтобы обеспечить контролируемую разливку;с) заполнение сборной емкости литейной смесью с обеспечением геометрического расПОЛОЖСНИЯ В ГОРИЗОНТЗЛЬНОМ И вертикальном положении в соответствии с определенной формулой загрузки смесей, разработанной для конкретного рисунка;а) перенос смеси из сборной емкости в форму;е) уплотнение смеси в форме с получением физически однородной массы и выдержка.Другой целью настоящего изобретения является разработка способа отливки материалов на основе многоцветного цемента и контроль за получением рисунка, который включает следующие этапы:а) подготовка формы для приема цементных растворов;Ь) подготовка, по крайней мере, двух литейных смесей на основе цемента разного цвета;с) подготовка сборной емкости с выемной матрицей, которая делит сборную емкость, по крайней мере, на две ячейки;а) заполнение сборной емкости смесями с соблюдением геометрии загрузки в соответствии с применяемой матрицей и разработанным составом;е) удаление матрицы из сборной емкости и обеспечение сборной емкости сливным отверстием с заслонкой;о перенос смеси из сборной емкости в форму через выпускное отверстие, при этом наличие выпускного отверстия с заслонкой обеспечивает возможность удаления смесей из сборной емкости и их контролируемое сочетаНИС.Еще одной целью настоящего изобретения является разработка способа изготовления ВОСПрОИЗВОДИМЫХ ЦВСТНЫХ И узорчатЬ 1 х ОТЛИвок на основе цемента с имитацией рисунка природного камня, который включает следуюЩИС ЗТЗПЫа) подготовка двух или большего числа РЗЗЛИЧНЬЕХ ЦВСТНЫХ ВЯЗКИХ СМСССЙ на ОСНОВС цемента, при этом данные смеси обладают текучестью, но не смешиваются между собой,когда находятся рядом;Ь) заполнение сборной емкости смесями с соблюдением определенной геометрии расположения смесей в сборной емкости как по горизонтали, ТЗК И ПО вертикали, И В ОПрСДСЛСНном количестве, задаваемым специально разработанной формулой загрузки смесей, соответствующей конкретному рисунку, формируя таким образом определенную геометрию смеси;с) перенос смеси определенной геометрии из сборной емкости в подготовленную форму;Другие цели и прешиущества будут определены в дальнейшем описании и исходя из представленных рисунков.На фиг. 1 изображен перспективньцй вид на простую сборную емкость и матрицу, применяемые в данном способе по настоящему изобретению.На фиг. 2 - другой пример сборной емкости и матрицы, применяемых в данном способе по настоящему изобретению.На фиг. 3 - еще один пример сборной емКОСТИ И матрицы, ПрИМСНЯСМЫХ В ДЗННОМ СПОсобе по настоящему изобретению.На фиг. 4 - перспективный вид сборной емкости для приема смеси определенной геометрии с разливочной камерой, снабженной заслонкой, применяемой в данном способе по настоящему изобретению.На фиг. 5 - еще один пример разливочной камеры, снабженной заслонкой, применяемой в даъшом способе по настоящему изобретению.На фиг. 6 - способ разливки смесей определенной геометрии с использованием сборной емкости и разливочной камеры с заслонкой по фиг. 4.На фиг. 7 - сборная емкость из эластичного материала и матрица, применяемые в другом примере по настоящему изобретению.На фиг. 8 - способ выдавливания смесей определенной геометрии с использованием эластичной сборной емкости по фиг. 7.На фиг. 9 - другая сборная емкость с поршнем и матрт/Щей, применяемые в настоящем изобретении.На фиг. 11 - способ выдавливания смесей определенной геометрии с применением поршневого устройства по фиг. 10.На фиг. 12 - система получения отливок по настоящему изобретению в условиях автоматизированного изготовления по месту или на заводе.На фиг. 13 - камера для приема смеси определенной геометрии для применения в системе по фиг. 12.На фиг. 14 - смесительная камера для применения в системе по фиг. 12.На фиг. 15 - разливочный стол для применения в способе по настоящему изобретению.На фиг. 16 - разливочный стол по фиг. 15 для применения с системой по фиг. 12.На фиг. 17 - другой пример разливочного стола по фиг. 15.На фиг. 18 - источник ударных волн для применения с разливочным столом по фиг. 15.На фиг. 19 - вид сверху на разливочный СТОЛ С НССКОЛЬКИМИ источниками УДЗРНЬЕХ волн.На фиг. 20 - план литейшой формы для применения в способе по настоящему изобретению для изготовления структуры с рисунком.На фиг. 21 - сечение по линии 1-1 изделия по фиг. 20.На фиг. 22 - сечение отливки, полученной с использованием формы по фиг. 21.На фиг. 23 - диаграмма разливки для применения в способе по настоящему изобретению.На фиг. 24 - диаграмма разливки для получения непрерывного рисунка на более чем одном изделии с применением способа по настоящему изобретению.Способ по данному изобретению имеет четыре ключевых элемента: контроль за вязкостью смеси, обеспечение определенной геометрии смесей при их загрузке в сборную емкость,разливку или перемещение загруженных смесей из сборной емкости в форму и уплотнение уложенных смесей. Сочетание этих четырех элементов обеспечивает контроль определенного уровня над процессом создания и воспроИЗВСДСНИЯ рИСуНКОВ В ЛИТЫХ материалах, ЧТО ранее было невозможно. Более того, при изменении этих элементов возможно создание огромного числа рисунков, если эти изменения регистрируются, то получаемые рисунки могут быть воспроизведены.Реализация способа начинается с подготовки смесей для получения материала отливки, а также с подготовки формы, облицовок формы и разделителя. В предпочтительном варианте изобретения перед процессом отливки ВСС ИНГРСДИСНТЬТ СМСШИВШОТСЯ В СУХОМ ВИДС,так как это снижает время для получения смеСИ. ЭТИ материалы ВО ВЛЗЯШОМ СОСТОЯНИИ МОгут пребывать только ограниченное время. Хотя время выдержки литейных материалов может контролироваться известными способами(например, с помощью химикатов, регистрацгш температурных изменений), на практике этим обычно не пользуются.Для всех рисунков, выполненных по этому способу, требуется использование, по крайней мере, двух различных смесей, которые отЛИЧЗЛИСЬ бЫ В ОСНОВНОМ ПО КОЛИЧССТВУ И ОТтенку красящегося вещества. Для получения большей декоративности необходимо применять цвета различной контрастности. Кроме того, смеси могут отличаться величиной зерна заполнителя, вязкостью и добавками. Размер зерна заполнителя является интегральным фактором крупности или элементом окончательно обработанного рисунка. Следовательно, для создания гладкого и мелкого рисунка необходим мелкодисперсный заполнитель, что обеспечит получение мелкодисперсного рисунка и поверхности. В действительности размер зерна наполнителя является величиной переменной,которая принимается в расчет и определяется формулой загрузки смеси для каждого кон 000269кретного рисунка и может быть таким мелким,насколько мелок размер частиц песка или гравия, который обычно используется при приготовлении бетона. Подобным образом вязкость применяемых в одном составе смесей также МОЖСТ МСНЯТЬСЯ В ИЗВССТНЬТХ пределах, ЧТО СОЗдает определенные эффекты, хотя обычно все ПрИМСНЯСМЬТС СМССИ ИМСЮТ ОДИНЗКОВУЮ ИЛИ близкую по величине вязкость, что обеспечивает соответствующий контроль за степенью смешивания и разделения цветовой гаммы. Например, при помещении смеси повышенной вязкости внутри смесей более низкой вязкости рисунок напоминает шероховатую прожилку,проходящую через фон, образованный более мелкими деталями.На практике в большинстве случаев предпочтительно, чтобы соотношение портландцемента и песка в сухой смеси составляло 1:3. Для создания соответствующей цветовой паЛИТрЫ К ЗТ ОЙ СМССИ ПОДМСШИВЗЮТСЯ РЗЗЛИЧНЬТС порошкообразные, светонепроницаемые и щелочестойкие оксиды минералов. Так как вязКОСТЬ МОКрЬТХ СМСССЙ, ПРШИСНЯСМЬТХ В отливках прямо пропорционально количеству воды,подмешенной к сухим ингредиентам, эти сухие ингредиенты могут заранее расфасовываться,паковаться и храниться до применения с надписями на упаковках о том количестве воды,которое необходимо добавлять для их разведеНИЯ. КОЛИЧССТВО ВОДЬТ И ИНГрСДИСНТОВ, КОТОРЬТС необходимо добавлять в процессе приготовления смесей можно легко найти в стандартных справочниках, выпускаемых бетонной проМЬТШЛСННОСТЬЮ.Перед приготовлением смеси необходимо подготовить форму. В этой связи формы могут ВЬТПОЛНЯТЬСЯ ПО ПрОМЫШЛСЪП-[ЫМ стандартам. Однако, следует учитывать, что поверхность формы влияет на чистоту поверхности изделия. Таким образом, для получения тонкоструктурной поверхности изделия, необходимо, чтобы форма имела гладкую поверхность, такую, какая может быть получена путем создания формы из полированного металла, пластика или нечто подобного. Для более простого извлечения отливки из формы, а также для получения гладкой поверхности, на внутреннюю поверхность формы наносится разделитель в виде тонкой пленки. В другом варианте поверхность формы может быть текстурирована так, чтобы на ГОТОВУЮ ПОВСрХНОСТЬ ИЗДСЛИЯ МОГ бЫТЬ нанесен таким образом необходимый трехмерный рисунок.Хотя хорошо известны способы регулирования ВЯЗКОСТИ ЦСМСНТНЬТХ материалов, ЭТОТ ВОПРОС ЯВЛЯСТСЯ ОДНИМ ИЗ ВЗЯШЬТХ ЗСПСКТОВ настоящего изобретения. Чем меньше вязкость мокрых литейных материалов, тем более тонкий рисунок может быть получен, при этом чем бОЛЬШС ВЯЗКОСТЬ, ТСМ ВЬТШС СПЛОШНОСТЬ ОТдельнЬ 1 х мокрых смесей по отношению к дру
МПК / Метки
МПК: B28B 1/08, B44F 7/00, B29C 31/02
Метки: устройство, способ, материалах, рисунков, литых, создания
Код ссылки
<a href="https://eas.patents.su/19-269-sposob-i-ustrojjstvo-dlya-sozdaniya-risunkov-v-lityh-materialah.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для создания рисунков в литых материалах</a>
Способ и устройство для вращения емкостей в виде тела вращения, например бутылок, во время транспортирования под действием скоростного напора
Номер патента: 172
Опубликовано: 29.10.1998
Авторы: Голлер Ханс-Ульрих, Хойфт Бернхард
МПК: G01N 21/90, B65G 47/28, B65B 21/04...
Метки: виде, устройство, скоростного, например, емкостей, транспортирования, действием, тела, вращения, бутылок, напора, время, способ
Формула / Реферат:
1. Способ транспортирования емкостей в виде тел вращения, например бутылок, заключающийся в том, что емкости перемещают под действием скоростного напора с последующим приданием им вращения в заданном месте между двумя ограждениями, отличающийся тем, что при транспортировании к заданному месту вращения одну из двух следующих друг за другом емкостей принудительно сдвигают к одному ограждению в поперечном направлении к направлению...
Способ и устройство для обработки жилок табачных листьев при изготовлении резаного табака
Номер патента: 182
Опубликовано: 24.12.1998
Авторы: Вайсс Арно, Шпаллек Бернд, Мецнер Вольфган
МПК: A24B 5/16
Метки: табака, обработки, способ, устройство, жилок, листьев, изготовлении, табачных, резаного
Формула / Реферат:
1. Способ обработки жилок табачных листьев при изготовлении резаного табака для курительных изделий, отличающийся тем, что а) неразделанные жилки соусируют, доводя содержание в них влаги до максимум порядка 45%, б) соусированные жилки подвергают сверхсушке, доводя содержание в них влаги до менее приблизительно 12%, и в) подвергнутые сверхсушке жилки повторно увлажняют, доводя содержание в них влаги до значений, требуемых для процесса...
Способ и устройство для прокладки кабелей
Номер патента: 260
Опубликовано: 25.02.1999
Авторы: Васински Андрзей Богдан, Гриффиун Виллем
Метки: прокладки, кабелей, устройство, способ
Формула / Реферат:
1. Способ прокладки кабеля (2) в кабельном канале, имеющем участки (6а, 6Ь, 6с), посредством, по меньшей мере, одного устройства (la, lb, 1с) для прокладки кабелей, приводимого в действие текучей средой и содержащего механизм (20) для приложения движущей силы к кабелю (2), включающий:- установку устройства (например 1с) для прокладки кабелей на одном конце участка (6с) канала,- пропускание через канал (6) текучей среды, поступающей из впускного...
Устройство подачи цепа и способ его работы
Номер патента: 127
Опубликовано: 27.08.1998
Автор: Роберт С.Берфилд
МПК: A01D 50/00
Метки: способ, устройство, подачи, работы, цепа
Формула / Реферат:
1. Устройство подачи цепа, содержащее вращающуюся головку, имеющую противоположные стороны; опорный элемент на головке, приспособленный для прикрепления головки к вращающемуся приводу для вращения головки вокруг оси в направлении вращения; кольцевую выемку для укладки жилы внутри головки, простирающуюся вокруг и расположенную на радиальном расстоянии снаружи от оси; отличающееся тем, что оно содержит элемент для намотки жилы, прикрепленный к...
Устройство для приема соска и способ его изготовления
Номер патента: 136
Опубликовано: 29.10.1998
Авторы: Петтерсон Торбьерн, Флодин Ханс
МПК: A01J 5/08
Метки: устройство, приема, изготовления, способ, соска
Формула / Реферат:
1. Устройство для приема соска, содержащее тонкую гибкую стенку, образующую канал для приема указанного соска, причем внутренняя сторона указанной стенки обращена к каналу, а наружная сторона указанной стенки обращена от канала, отличающееся тем, что, по меньшей мере, часть наружной стороны стенки выполнена с множеством увеличенных участков поверхности с формой, размерами и распределением, обеспечивающими препятствия для развития трещин на...
Предыдущий патент: Устройство для сушки лесоматериалов
Следующий патент: Фармацевтическая композиция, содержащая выбранные гидраты карбоната лантана
Случайный патент: Селективный антагонист опиоидных рецепторов каппа