Форма для образования полимерного продукта с покрытием и способ образования полимерного продукта с покрытием
Формула / Реферат
1. Форма для образования полимерного продукта с покрытием, содержащая
полость формы, образованную между неподвижной и подвижной частями формы;
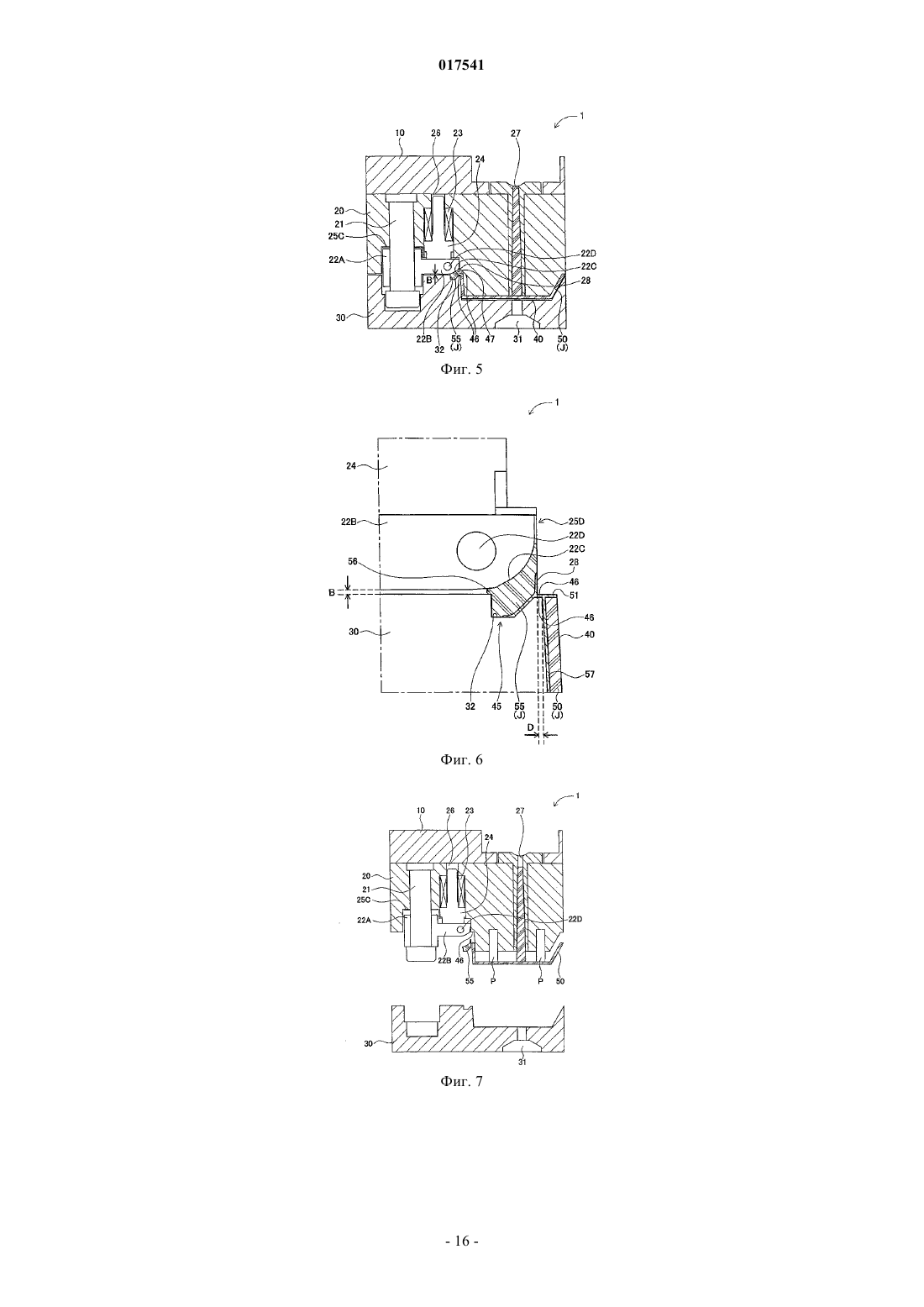
полость для формования герметизирующей части, расположенную снаружи на расстоянии от полости формы и включающую первую формовочную поверхность, проходящую от поверхности разъема полости формы в направлении сопряжения неподвижной и подвижной форм и образованную на одной из неподвижной и подвижной форм; вторую формовочную поверхность, проходящую от поверхности разъема в направлении открывания/закрывания полости формы и образованную на другой из указанных двух форм, и третью формовочную поверхность, которая соединяет первую и вторую формовочные поверхности друг с другом и образует герметизирующую часть для уплотнения первой и второй формовочных поверхностей заполнением полимера, идентичного или отличающегося от указанного полимера; и
толкатель для прижатия нажимной поверхности герметизирующей части, образованной третьей формовочной поверхностью, под заданным давлением для введения герметизирующей части в контакт под давлением с первой и второй формовочными поверхностями соответственно.
2. Форма по п.1, в которой
полость для формования герметизирующей части расположена вокруг всей окружности полости формы, а соединительная часть, которая образована в любой из форм, для создания сообщения между полостью формы и полостью для формования герметизирующей части расположена в произвольном положении поверхности разъема, образованной между полостью формы и герметизирующей частью, полости формы;
соединительная часть имеет заданную минимальную площадь поперечного сечения, которая является достаточной для прохождения через нее полимера и заполнения им полости для формования герметизирующей части; или
соединительная часть расположена между полостью для формования герметизирующей части, имеющей третью формовочную поверхность в форме на стороне покрытой поверхности формуемого полимерного продукта, и полостью формы.
3. Форма по п.1 или 2, в которой толкатель включает в себя
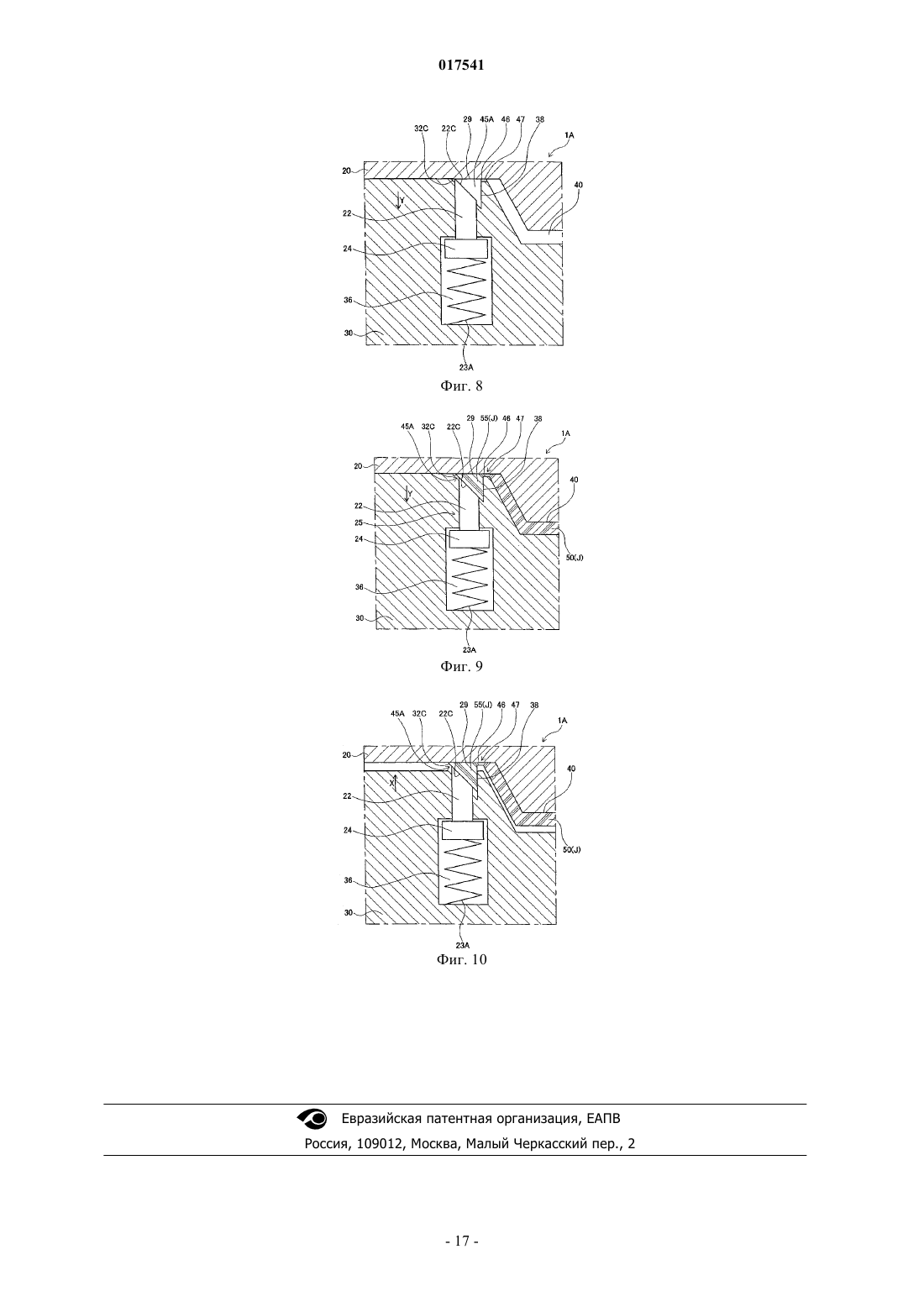
элемент для образования полости для формования герметизирующей части, который образует по меньшей мере часть третьей формовочной поверхности в состоянии, в котором неподвижная и подвижная формы уплотнены друг относительно друга, который может нажимать на нажимную поверхность герметизирующей части, может выдвигаться/задвигаться в направлении открывания/закрывания формы и ограничен по величине задвигания в направлении, противоположном нажиму, стопором, тогда как он может продвигаться в направлении нажима после каждого сокращения, происходящего в ходе процесса затвердевания герметизирующей части и операции тонкого размыкания формы до выполнения нагнетания покрывающего агента после формования герметизирующей части; и
нажимной механизм, который расположен на стороне, противоположной стороне, на которой элемент для образования полости для формования герметизирующей части нажимает на нажимную поверхность герметизирующей части, для прижатия нажимной поверхности герметизирующей части под заданным давлением через элемент для образования полости для формования герметизирующей части.
4. Форма по п.3, в которой элемент для образования полости для формования герметизирующей части представляет собой элемент, имеющий две поверхности, служащие сопрягаемыми поверхностями относительно поверхности сопряжения формы, включающие первую формовочную поверхность и поверхность открывания/закрывания формы, включающую вторую формовочную поверхность, причем элемент имеет всю третью формовочную поверхность, образованную механической обработкой угла, образованного из двух поверхностей, и упирающуюся во всю нажимную поверхность герметизирующей части, при этом величина ограничения обратного хода в направлении, противоположном нажиму, установлена на уровне заданной величины, причем расстояние разделения между элементом для образования полости для формования герметизирующей части и поверхностью сопряжения формы предотвращает вытекание полимера за пределы полости для формования герметизирующей части.
5. Форма по п.3 или 4, в которой элемент для образования полости для формования герметизирующей части включает регулятор температуры для регулирования температуры элемента для образования полости для формования герметизирующей части.
6. Способ образования полимерного продукта с покрытием с использованием формы по любому из пп.1-5, в которой формуемый полимерный продукт формуют заполнением полости формы, образованной между неподвижной и подвижной частями формы, полимером, с последующим введением покрывающего агента, которым покрывают формуемый полимерный продукт, в полость формы, причем образование покрытия продукта, отформованного в форме, включает следующие этапы:
формование герметизирующей части в полости для формования герметизирующей части, расположенной снаружи на расстоянии от полости формы и включающей первую формовочную поверхность, проходящую от поверхности разъема полости формы в направлении сопряжения неподвижной и подвижной форм и образованную на одной из неподвижной и подвижной формах; вторую формовочную поверхность, проходящую от поверхности разъема в направлении открывания/закрывания формы полости формы и образованную на другой из указанных двух форм; и третью формовочную поверхность, которая соединяет первую и вторую формовочные поверхности друг с другом, образуя герметизирующую часть, которая уплотняет первую и вторую формовочные поверхности заполнением полимера, идентичного указанному полимеру или отличающегося от него; и
нажим на нажимную поверхность герметизирующей части, образованную третьей формовочной поверхностью, под заданным давлением для введения герметизирующей части в контакт под давлением с первой и второй формовочными поверхностями соответственно.
7. Способ по п.6, обеспечивающий прохождение полимера в одну из соединительных частей с использованием формы для образования покрытия продукта, отформованного в форме, в котором
полость для формования герметизирующей части расположена вокруг всей окружности полости формы, а соединительная часть, которая сформирована в любой из форм для создания сообщения между полостью формы и полостью для формования герметизирующей части, расположена в произвольном положении поверхности разъема, образованной между полостью формы и полостью для формования герметизирующей части; и
соединительная часть имеет заданную минимальную площадь поперечного сечения, которая достаточна для прохождения через нее полимера и заполнения полости для формования герметизирующей части; или
соединительная часть расположена между полостью для формования герметизирующей части, имеющей третью формовочную поверхность в форме на стороне покрытой поверхности формуемого полимерного продукта, и полостью формы.
8. Способ по п.6 или 7, в котором этап формования герметизирующей части включает этап установки заданного давления на уровне давления, которое ниже давления нагнетания полимера, идентичного или отличающегося от указанного полимера, в состоянии, в котором неподвижная и подвижная формы уплотнены друг относительно друга, и этап заполнения полости для формования герметизирующей части полимером под давлением нагнетания таким образом, чтобы отводить элемент для образования полости для формования герметизирующей части, который является по меньшей мере частью третьей формовочной поверхности, может нажимать на нажимную поверхность герметизирующей части и может выдвигаться/задвигаться в направлении открывания/закрывания формы в направлении, противоположном нажиму, в положение, ограниченное стопором; при этом этап нажима включает следующие этапы:
сжатие формуемого продукта после нажима для установки заданного давления на уровне давления, которое выше давления, прилагаемого со стороны полости формы до удерживания давления фиксации формы для фиксации материала покрытия после нагнетания покрывающего агента на первой и второй формовочных поверхностях через герметизирующую часть, а также нажим на нажимную поверхность герметизирующей части элементом для образования полости для формования герметизирующей части после сокращения формуемого продукта, происходящего в ходе процесса затвердевания герметизирующей части; и
тонкий разъем формы после сжатия для нажима на нажимную поверхность герметизирующей части элементом для образования полости для формования герметизирующей части после операции тонкого размыкания формы перед нагнетанием покрывающего агента, выполненным после формования герметизирующей части.
9. Способ по п.8, в котором при использовании формы для образования покрытия продукта, отформованного в форме, в которой элемент для образования полости для формования герметизирующей части представляет собой элемент, имеющий две поверхности, служащие сопрягаемыми поверхностями относительно поверхности сопряжения формы, включающие первую формовочную поверхность и поверхность открывания/закрывания формы, содержащую вторую формовочную поверхность, причем элемент имеет всю третью формовочную поверхность, образованную механической обработкой угла, образованного из двух поверхностей, и упирающуюся во всю нажимную поверхность герметизирующей части, при этом величина ограничения обратного хода в направлении, противоположном нажиму, установлена на уровне заданной величины, причем расстояние разделения между элементом для образования полости для формования герметизирующей части и поверхностью сопряжения формы предотвращает вытекание полимера за пределы полости для формования герметизирующей части, третья формовочная поверхность образована с небольшим размером таким образом, что величина сжатия герметизирующей части в направлении открывания/закрывания формы находится в пределах заданного размера, обеспечивая сокращение формуемого продукта после сжатия.
10. Способ по п.8 или 9, включающий регулирование температуры элемента для образования герметизирующей части.

Текст
ФОРМА ДЛЯ ОБРАЗОВАНИЯ ПОЛИМЕРНОГО ПРОДУКТА С ПОКРЫТИЕМ И СПОСОБ ОБРАЗОВАНИЯ ПОЛИМЕРНОГО ПРОДУКТА С ПОКРЫТИЕМ Предложены форма для образования продукта, отформованного в форме, и способ образования покрытия продукта, отформованного в форме, способные усилить герметизацию для предотвращения любой утечки покрывающего агента за пределы формы. Форма для образования продукта, отформованного в форме, содержит полость (45) для формования герметизирующей части, расположенную снаружи на удалении от полости формы и включающую в себя первую формовочную поверхность (32), которая проходит от поверхности (46) разъема полости (40) формы в направлении сопряжения неподвижной (20) и подвижной (30) форм и образована в одной из неподвижной и подвижной форм, вторую формовочную поверхность (28), которая проходит от поверхности разъема в направлении открывания/закрывания полости формы (40) и образована в другой из указанных двух форм, и третью формовочную поверхность (22 С), которая соединяет первую и вторую формовочные поверхности друг с другом и образует герметизирующую часть для уплотнения первой и второй формовочных поверхностей посредством заполнения полимером, идентичным полимеру (J) или отличающимся от него; и толкатели (23) и (24) для нажима на нажимную поверхность герметизирующей части, образованную третьей формовочной поверхностью, с заданным давлением для введения герметизирующей части в контакт под давлением с первой и второй формовочными поверхностями соответственно.(71)(73) Заявитель и патентовладелец: КРАУССМАФФАЙ ТЕКНОЛОДЖИЗ ГМБХ (DE) 017541 Область техники, к которой относится изобретение Настоящее изобретение относится к форме для образования полимерного продукта с покрытием, в которой поверхность формуемого полимерного продукта, формуемого внутри формы, покрывают посредством нагнетания и отверждения покрывающего агента, служащего в качестве текучей среды,имеющей вязкость ниже вязкости расплавленного полимера, и к способу образования полимерного продукта с покрытием. Например, в патентном документе 1 описана форма для образования покрытия в форме, в которой покрывающий агент нагнетают между поверхностью формуемого полимерного продукта, формуемого внутри формы, и полостью формы, до того, как формуемый продукт, имеющий покрывающий агент в плотном контакте с поверхностью формуемого полимерного продукта, получен посредством отверждения покрывающего агента в форме. В форме для образования покрытия при формовании, описанной в патентном документе 1, по всей периферии основной полости расположена вспомогательная полость, составляющая часть тыльной поверхности основной полости, подвижный стержень, который выдвигается или задвигается во вспомогательной полости в периферийной части на стороне, противоположной стороне покрытия поверхности вспомогательной полости, и высокотемпературную часть в положении перед подвижным стержнем. В форме для образования покрытия при формовании, описанной в патентном документе 1, подвижный стержень может жестко прижимать периферийную часть вспомогательной полости формуемого полимерного продукта к поверхности вспомогательной полости. В результате, в форме для образования покрытия при формовании, описанной в патентном документе 1, покрывающий агент (т.е. краска) не может просачиваться за пределы части, в которой область периферийной части вспомогательной полости формуемого полимерного продукта прижата к поверхности вспомогательной полости. Кроме того, в форме для образования покрытия при формовании, описанной в патентном документе 1, высокотемпературная часть находится в положении перед подвижным стержнем вспомогательной полости таким образом, что покрывающий агент (т.е. краска) может быть мгновенно отвержден. Следовательно, в форме для образования покрытия при формовании, описанной в патентном документе 1, можно надежно предотвращать любую утечку покрывающего агента (т.е. краски) наружу из формы. В этой связи в патентных документах 2-5 описан способ получения формуемого продукта, имеющего соединенный с ним покрывающий агент в плотном контакте с поверхностью формуемого полимерного продукта. Патентный документ 1: Публикация заявки на патент Японии 2002-172657. Патентный документ 2: Публикация патента Японии 3843833. Патентный документ 3: Публикация патента Японии 3820332. Патентный документ 4: Публикация патента Японии 3617807. Патентный документ 5: Публикация заявки на патент Японии 2006-256088. Раскрытие изобретения Проблема, решаемая изобретением Технология, описанная в патентном документе 1, предотвращает любую утечку покрывающего агента (т.е. краски) наружу из части, так как подвижный стержень, расположенный в периферийной части на стороне, противоположной стороне покрытой поверхности вспомогательной полости, прижимает область внутренней части периферийной части на стороне покрытой поверхности вспомогательной полости формуемого полимерного продукта к поверхности вспомогательной полости. Однако согласно технологии, описанной в патентном документе 1, вспомогательная полость и часть тыльной поверхности основной полости формуют за единое целое друг с другом по всей периферии основной полости формуемого полимерного продукта. Когда покрывающий агент нагнетают при тонком разъеме формы, основная полость формуемого полимерного продукта прижимается к поверхности полости формы на стороне, противоположной стороне покрытой поверхности, под давлением нагнетания покрывающего агента или внутренним давлением полости формы, генерируемым последующей повторяющейся операцией фиксации формы. Напротив, вспомогательная полость прижимается к поверхности вспомогательной полости на стороне покрытой поверхности подвижным стержнем. Ввиду этого согласно технологии, описанной в патентном документе 1, основная полость и вспомогательная полость подвергаются давлению в направлениях, противоположных друг другу, с деформацией между основной полостью и вспомогательной полостью в интегрированном формуемом полимерном продукте. Таким образом, чрезмерная сила (т.е. напряжение) прилагается к основной полости, как продукту, таким образом вызывая вероятность деформации продукта. Кроме того, относительно вспомогательной полости деформация от основной полости, нагнетание покрывающего агента и внутреннее давление в ходе операций повторения фиксации формы влияют на герметизацию (т.е. прижимающую силу) для предотвращения утечки наружу покрывающего агента, что является первичной целью, таким образом, вызывая вероятность неточного формования продукта.-1 017541 Для устранения этих возможных недостатков описано также формирование тонкостенной части внутри вспомогательной полости. Однако такая тонкостенная часть должна быть достаточно прочной для исключения разрушения даже в случае воздействия деформации или давления и, таким образом, может давать ограничительный эффект. Кроме того, согласно технологии, описанной в патентном документе 1, разумеется, покрывающий агент не может нагнетаться к задней стороне основной полости, объединенной со вспомогательной полостью (т.е. поверхности полости формы на стороне, противоположной стороне покрытой поверхности), и,кроме того, требуются усложнение или высокая точность для следующего процесса вырезания вспомогательной полости в соответствии с формой продукта. Например, в случае, когда конечный продукт установлен на отдельной части, непокрытая поверхность, срезанная в ходе последующего процесса, становится видимой через тонкий зазор между покрытой поверхностью продукта и отдельной частью, таким образом создавая проблему с точки зрения дизайна внешнего вида, которая ограничивает сам по себе способ фиксации. Обычно возникал вопрос о том, что, если бы покрывающий агент мог быть введен несколько к стороне, противоположной стороне покрытой поверхности, ограничение могло быть устранено. Согласно предшествующему уровню техники, типичному для патентных документов 2, 3 и 5, в отличие от раскрытого в патентном документе 1, толкатель не применяют, и, таким образом, герметизация зависит от формы вспомогательной полости. Каждый раз, когда используются различные типы полимеров или покрывающих агентов, которые имеют разную вязкость, возникает вероятность того, что размеры и формы должны быть исследованы методом проб и ошибок. Кроме того, герметизация, создаваемая формой, сомнительна, поскольку она может быть частично неоднородной, или форма может изменяться со временем в массовом производстве. Настоящее изобретение было создано ввиду вышеупомянутых обстоятельств. Таким образом, задачей настоящего изобретения является создание формы для образования полимерного продукта с покрытием и способа образования полимерного продукта с покрытием, согласно которым герметизация может быть увеличена до надежного уровня для предотвращения любой утечки покрывающего агента за пределы формы с предотвращением возникновения деформации формуемого полимерного продукта. Кроме того, задачей настоящего изобретения является создание формы для образования полимерного продукта с покрытием и способа образования полимерного продукта с покрытием, согласно которому покрытие можно наносить даже на часть, образованную формой на стороне, противоположной стороне покрытой поверхности, непрерывно с покрытой поверхностью формуемого полимерного продукта, и, кроме того,может быть облегчен следующий процесс срезания ненужной части формуемого полимерного продукта. Средство решения проблемы Изобретение, согласно п.1, относится к форме для образования полимерного продукта с покрытием,содержащей полость формы, образованную между неподвижной частью формы и подвижной частью формы, при этом форма для образования полимерного продукта с покрытием содержит полость для формования герметизирующей части, расположенную снаружи на расстоянии от полости формы и включающую первую формовочную поверхность, проходящую от поверхности разъема полости формы в направлении сопряжения неподвижной формы и подвижной формы и образованную на одной из неподвижной формы и подвижной формы, вторую формовочную поверхность, проходящую от поверхности разъема в направлении открывания/закрывания полости формы и образованную на другой из вышеупомянутых двух форм, и третью формовочную поверхность, которая соединяет первую формовочную поверхность и вторую формовочную поверхность друг с другом и образует герметизирующую часть для уплотнения первой формовочной поверхности и второй формовочной поверхности путем заполнения полимером, идентичным или отличающимся от указанного полимера; и толкатель для прижатия нажимной поверхности герметизирующей части, образованной третьей формовочной поверхностью, с заданным давлением для введения герметизирующей части в контакт под давлением с первой формовочной поверхностью и второй формовочной поверхностью соответственно. Благодаря форме для образования полимерного продукта с покрытием согласно изобретению по п.1 и способу образования полимерного продукта с покрытием согласно изобретению по п.6, герметизирующая часть, имеющая первую, вторую и третью формовочные поверхности, образованные в полости для формования герметизирующей части, может быть сформирована на поверхности разъема по всей периферии на удалении от формуемого полимерного продукта посредством заполнения герметизирующей части полости формы полимером, идентичным указанному полимеру или отличающимся от него. Кроме того, нажимная поверхность герметизирующей части, образованная третьей формовочной поверхностью, прижимается под заданным давлением таким образом, что герметизирующая часть может вводиться в контакт под давлением с первой и второй формовочными поверхностями соответственно в полости для формования герметизирующей части.-2 017541 При этом, если форма поперечного сечения герметизирующей части представлена самой простой формой, в целом, первая формовочная поверхность (т.е. поверхность сопряжения формы) и вторая формовочная поверхность (т.е. поверхность открывания/закрывания формы) ориентированы под прямым углом друг относительно друга, причем прямоугольный треугольник имеет гипотенузы нажимных поверхностей в случае, когда каждое из сечений, как предполагается, является прямой линией. Хотя так описано для легкого понимания, даже если каждая из поверхностей становится многогранной в результате формирования изгибов или выемок, остается объектом наличие трех поверхностей, указанных в п.1. Следует отметить, что настоящее изобретение не ограничено только формой, в которой поверхность разъема (т.е. поверхность разделения каждой из неподвижной формы и подвижной формы, являющаяся поверхностью для предотвращения любой утечки полимера из полости формы) образована в направлении сопряжения формы, и, таким образом, поверхность разъема может быть образована любой из поверхности сопряжения формы и поверхности открывания/закрывания формы. Даже форму, имеющую так называемую запорную конструкцию (т.е. конструкцию с совместной кромкой), обрабатывают как форму, имеющую поверхность разъема в направлении открывания/закрывания формы за пределами линии разъема, таким образом не вызывая несоответствия, и, таким образом, формы могут быть любого типа. В этой связи первая формовочная поверхность полости для формования герметизирующей части расположена в направлении сопряжения формы любой из неподвижной формы и подвижной формы, а вторая формовочная поверхность расположена в направлении открывания/закрывания другой формы.(Каждая из неподвижной формы и подвижной формы может быть представлена любой из формы на стороне покрытой поверхности или формы на стороне, противоположной стороне покрытой поверхности). В результате, даже если форма тонко разомкнута перед нагнетанием покрывающего агента, герметизирующая часть может вводиться в контакт под давлением со второй формовочной поверхностью вместе с первой формовочной поверхностью, если вторая формовочная поверхность имеет длину сечения,которая больше величины тонкого разъема формы. Ввиду этого с формой для образования полимерного продукта с покрытием согласно изобретению по п.1 и согласно способу образования полимерного продукта с покрытием согласно изобретению по п.6,формуемый полимерный продукт, образованный посредством заполнения полости формы полимером, и герметизирующая часть, образованная посредством заполнения полости для формования герметизирующей части полимером, идентичным вышеупомянутому полимеру или отличающимся от него, отделены друг от друга таким образом, что сила для прижатия нажимной поверхности герметизирующей части не может прилагаться к формуемому полимерному продукту, таким образом предотвращая любую деформацию формуемого полимерного продукта. Кроме того, давление нагнетания покрывающего агента и внутреннее давление полости формы в ходе операций повторения фиксации формы не могут оказывать влияние на прижимающую силу через формуемый полимерный продукт. Следовательно, герметизирующая часть может вводиться в контакт под давлением с первой формовочной поверхностью и второй формовочной поверхностью надежной прижимающей силой. Таким образом, можно надежно предотвращать просачивание покрывающего агента, введенного в полость формы, к каждой из поверхности разъема за пределами герметизирующей части и нажимной поверхности. Предотвращение утечки к нажимной поверхности может предотвратить любую утечку к поверхности разъема за пределами герметизирующей части через нажимную поверхность и, кроме того, любую утечку покрывающего агента, имеющего низкую вязкость, от нажимной поверхности к толкателю, что могло бы вызвать возникновение рабочей неполноценности толкателя и т.п. Кроме того, так как формуемый полимерный продукт и герметизирующая часть отделены друг от друга, покрывающий агент, введенный на стороне покрываемой поверхности формуемого полимерного продукта, может нагнетаться на поверхность полости формы на стороне, противоположной стороне покрываемой поверхности, непрерывно с покрытой поверхностью в полости формы. Покрытие может наноситься также на часть, образованную формой на стороне, противоположной стороне покрытой поверхности формуемого полимерного продукта, и, кроме того, формуемый полимерный продукт и герметизирующая часть соединены друг с другом не через расплавленный полимер, а только через очень тонкий отвержденный покрывающий агент, низкая вязкость которого допускает утечку в поверхности разъема для отделения формуемого полимерного продукта и герметизирующей части друг от друга после операции покрытия, таким образом, для легкого отделения при разъединении формы после затвердевания покрывающего агента. Следующий процесс для формуемого полимерного продукта может быть облегчен,так как нет необходимости в обрезании полимера в соответствии с формой продукта. При очень малом расстоянии разделения весь отвержденный покрывающий агент, остающийся на поверхности разъема, имеющей очень малую ширину, прилипает к формуемому полимерному продукту и к герметизирующей части и, таким образом, никогда не остается на форме. Так как герметизирующую часть удаляют и формуют для получения любого формуемого полимерного продукта, нет необходимости в очистке формы, таким образом достигая эффективности производства.-3 017541 Здесь полимер, формирующий герметизирующую часть, может быть аналогичным полимеру для формуемого полимерного продукта и может нагнетаться независимо от двух частей. Иначе, если существует литниковый ход в формуемом полимерном продукте, полимер может нагнетаться, обходя литниковый ход. В альтернативном варианте, полимер, который отличается от полимера формуемого полимерного продукта и является пригодным для герметизирующей части, может нагнетаться независимо от двух частей. Далее изобретение, относящееся к форме для образования полимерного продукта с покрытием по п.2 и способу образования полимерного продукта с покрытием по п.7, отличается тем, что полость для формования герметизирующей части расположена вокруг всей окружности полости формы, а соединительная часть, которая сформирована в любой из форм для создания сообщения между полостью формы и полостью для формования герметизирующей части, расположена в произвольном местоположении поверхности разъема, образованной между полостью формы и полостью для формования герметизирующей части; и соединительная часть имеет заданную минимальную площадь поперечного сечения,которая является достаточной для прохождения через нее полимера и заполнения полости для формования герметизирующей части, или соединительная часть расположена между полостью для формования герметизирующей части, имеющей третью формовочную поверхность в форме на стороне покрытой поверхности формуемого полимерного продукта, и полостью формы. В результате, местоположение соединительной части находится в положении, которое не видно снаружи, и, кроме того, соединительная часть имеет минимальную площадь поперечного сечения, достаточную для прохождения через нее полимера, таким образом, что герметизирующая часть может легко формироваться из полимера, аналогичного полимеру формуемого полимерного продукта, почти не ухудшая все вышеупомянутые эффекты. По сравнению со случаем, когда формуемый полимерный продукт и герметизирующая часть полностью отделены друг от друга, малая соединительная часть, которая может быть нарушена в ходе операции тонкого размыкания формы, практически не оказывает какого-либо влияния на прижимающую силу герметизирующей части, таким образом позволяя достигать надежной герметизации. Часть, образованная формой на стороне, противоположной стороне покрытой поверхности в формуемом полимерном продукте, может быть покрыта, и, таким образом, полимером, который должен быть срезан в ходе следующего процесса, является только полимер, остающийся в соединительной части (части, которая не может быть заметна снаружи) по всей окружности. Выше было приведено описание эффектов, иллюстрируемых покрытием части, образованной формой на стороне, противоположной стороне покрытой поверхности формуемого полимерного продукта и облегчающих следующий процесс. Даже со сложным следующим процессом может быть получен формуемый полимерный продукт, для которого нежелательно нагнетание покрывающего агента на стороне,противоположной стороне покрытой поверхности. Даже в этом случае настоящее изобретение эффективно. То есть местоположение может быть ограничено таким образом, что поверхность нажима на герметизирующую поверхность расположена в форме на стороне покрытой поверхности и таким образом, что герметизирующая часть вводится в контакт под давлением с поверхностью формы на стороне, противоположной стороне покрытой поверхности, и соединительная часть может быть расположена по всей окружности таким образом, что покрывающий агент не может нагнетаться в полость формы на стороне,противоположной стороне покрытой поверхности. Таким образом, весь формуемый полимерный продукт, герметизирующая часть и соединительная часть объединены друг с другом. Здесь поверхность, к которой прижимается формуемый полимерный продукт под внутренним давлением полости формы, произведенным нагнетанием покрывающего агента и операцией повторения фиксации формы после операции тонкого размыкания формы, и поверхность, с которой герметизирующая часть введена в контакт под давлением, образуют поверхность формы на стороне, противоположной стороне покрытой поверхности в одном направлении, и, таким образом, сила для деформации формуемого полимерного продукта не прилагается, и, кроме того, сила нажима на герметизирующую часть никогда не прекращается, хотя прижимающая сила может быть увеличена или ослаблена внутренним давлением полости формы, таким образом достигая надежной герметизации. Так как соединительная часть, как таковая, прижимается к поверхности формы на стороне, противоположной стороне покрытой поверхности, нет необходимости принимать во внимание силу для исключения деформации формуемого полимерного продукта или разрушения соединительной части внутренним давлением, таким образом достигая заданной минимальной толщины по всей окружности для относительного облегчения следующего процесса. Кроме того, герметизирующая часть включает две уплотнительные поверхности, образованные первой и второй формовочными поверхностями таким образом, что небольшая дегазирующая выемка в полости формы сформирована в соединительной части между ними. Даже если небольшое количество покрывающего агента вытекает вместе с газом к стороне, противоположной покрытой поверхности соединительной части, покрывающий агент не может просочиться наружу.-4 017541 В результате, согласно форме для образования полимерного продукта с покрытием согласно изобретению по п.2 и способу образования полимерного продукта с покрытием согласно изобретению по п.7, соединительная часть для полимера, расположенная между полостью формы и полостью для формования герметизирующей части, может облегчить формирование герметизирующей части из одного полимера вместе с формуемым полимерным продуктом, почти не ухудшая эффектов, полученных в соответствии с изобретением по пп.1 и 6. Кроме того, покрывающий агент может не нагнетаться на поверхность полости формы на стороне,противоположной стороне покрытой поверхности, если требуется. Эффекты изобретения Согласно форме для образования полимерного продукта с покрытием и способу образования полимерного продукта с покрытием согласно настоящему изобретению, можно усилить надежную герметизацию для предотвращения любой утечки покрывающего агента, введенного в полость формы к поверхности разъема, за пределы герметизирующей части без деформации формуемого полимерного продукта. Кроме того, возможно введение покрывающего агента также к части, образованной формой на стороне,противоположной стороне покрытой поверхности, непрерывной с покрытой поверхностью формуемого полимерного продукта, и также облегчение следующего процесса срезания ненужной части формуемого полимерного продукта. Предпочтительный вариант осуществления изобретения Первый предпочтительный вариант осуществления изобретения. Первый предпочтительный вариант осуществления настоящего изобретения будет описан со ссылками на фиг. 1-8. На фиг. 1 изображен вид в плане, схематично показывающий подвижную форму в устройстве 1 образования покрытия в форме в первом предпочтительном варианте осуществления изобретения, на котором воображаемые линии схематично указывают положения нажимных частей, образованных в неподвижной форме. На фиг. 2 изображен вид, показывающий принципиальную конфигурацию в сечении А-А устройства 1 образования покрытия в форме, показанного на фиг. 1. На фиг. 3 изображен вид, показывающий принципиальную конфигурацию в сечении В-В устройства 1 образования покрытия в форме, показанного на фиг. 1. Здесь фиг. 1 показывает только внутренний конец со ссылочной позицией 25 В, показанный на фиг. 2. Устройство 1 для образования покрытия в форме, показанное на чертежах, включает неподвижный диск 10, неподвижную форму 20 и подвижную форму 30. Неподвижная форма 20 прикреплена к неподвижному диску 10. Неподвижная форма 20 снабжена подвижной пластиной 22, спиральной пружиной 23, поршнем 24 и опорным пальцем 21. На виде в плане подвижная пластина 22 является кольцевым элементом, окружающим всю периферию полости 40, и толкатели, каждый из которых состоит из спиральной пружины 23 и поршня 24, распределены по множеству точек, как обозначено воображаемыми линиями на фиг. 1. Кроме того, опорные пальцы также распределены по множеству точек. Здесь спиральная пружина 23 представляет собой нажимной механизм, указанный в п.3, а подвижная пластина 22 представляет собой элемент, образующий полость для формования герметизирующей части, указанный в п.4. Один конец опорного пальца 21 прикреплен к неподвижной форме 20. Другой конец опорного пальца 21 находится в полости 25 для размещения подвижной пластины. Полость 25 для размещения подвижной пластины является пространством, образованным первой выемкой 25 А, образованной в неподвижной форме 20, и второй выемкой 25 В, образованной в подвижной форме 30, когда неподвижная форма 20 и подвижная форма 30 сопряжены друг с другом. Здесь конец 25D первой выемки 25 А образует поверхность открывания/закрывания формы, включающую вторую формовочную поверхность. К первой выемке 25 А прикреплен элемент 25C ограничения перемещения подвижной пластины. Элемент 25 С ограничения перемещения подвижной пластины выполнен с возможностью остановки скольжения подвижной пластины 22 в направлении X фиксации формы. Элемент 25 С ограничения перемещения подвижной пластины представляет собой стопор (т.е. ограничивающую часть). Подвижная пластина 22 расположена в полости 25 для размещения подвижной пластины. Подвижная пластина 22 включает основной корпус 22 А пластины и рычаг 22 В. Основной корпус 22 А пластины удерживается опорным пальцем 21 таким образом, что он может свободно скользить в направлении X фиксации формы и направлении Y разъема формы. На конце опорного пальца 21 расположен стопорный болт для предотвращения падения подвижной пластины 22. Рычаг 22 В выступает от основного корпуса 22 А пластины в направлении сопряжения формы таким образом, что он упирается в поверхность 46 А разъема на стороне подвижной формы. На конце рычага 22 В сформирован скос 22C. Ссылочной позицией 22D на чертежах обозначен нагреватель.-5 017541 Поверхность 46 А разъема на стороне подвижной формы представляет собой поверхность сопряжения формы, включающую первую формовочную поверхность, указанную в п.4. Скос 22 С представляет собой всю поверхность третьей формовочной поверхности. В неподвижной форме 20 выполнено отверстие 26 для размещения спиральной пружины на стороне, противоположной скосу 22 С подвижной пластины. Отверстие 26 для размещения спиральной пружины сообщается с полостью 25 для размещения подвижной пластины. Спиральная пружина 23 расположена в отверстии 26 для размещения спиральной пружины в сжатом состоянии, в котором нижний конец спиральной пружины 23 упирается в поршень 24. Конец поршня 24 упирается в рычаг 22 В подвижной пластины 22 благодаря силе спиральной пружины 23. Силы множества спиральных пружин 23 действуют как прижимающие силы, направленные на подвижную пластину 22. Ссылочной позицией 27 на чертежах обозначен вертикальный канал. Вертикальный канал 27 сообщается с полостью 40. Подвижная форма 30 снабжена каналом 31 нагнетания покрытия и пазом 32, формирующим вспомогательную полость. Канал 31 нагнетания покрытия сообщается с полостью 40. С каналом 31 нагнетания покрытия соединено устройство нагнетания покрытия (не показано). Паз 32, формирующий вспомогательную полость, сформирован на поверхности 46 А разъема подвижной формы по всей окружности полости 40 при поддержании поверхности 46 разъема (т.е. ширины расстояния разделения) между ними. Паз 32, формирующий вспомогательную полость, представляет собой выемку, образующую первую формовочную поверхность. Как показано на фиг. 1 и 3, вспомогательная полость 45 ограничена неподвижной формой 20 и подвижной формой 30, сопрягающимися друг с другом вокруг полости 40, обеспечивая заданное расстояние до полости 40 в сечении В-В на фиг. 1, показывающей устройство 1 образования покрытия в форме. Вспомогательная полость 45 представляет собой полость для формования герметизирующей части,ограниченную пазом 32, формирующим вспомогательную полость, поверхностью 28, формирующей вспомогательную полость, служащей частью конца 25D первой выемки 25 А, и скосом 22 С. Здесь поверхность 28, образующая вспомогательную полость, представляет собой вторую формовочную поверхность, проходящую от поверхности 46 разъема в направлении X фиксации формы. Поверхность 28, образующая вспомогательную полость, имеет длину сечения, большую, чем величина тонкого разъема формы. Между полостью 40 и вспомогательной полостью 45 образована сквозная часть. Как показано на фиг. 3, вспомогательная полость 45 сообщается с полостью 40 через сквозную часть в сечении В-В устройства 1 образования покрытия в форме. Напротив, вспомогательная полость 45 не сообщается с полостью 40 в сечении А-А, показанном на фиг. 2. В данном предпочтительном варианте осуществления изобретения сквозные части 47 выполнены в двух частях в поверхности 46 разъема подвижной формы 30. Площадь поперечного сечения сквозных частей 47 задана величиной от 5 до 7 мм 2 в сумме в двух частях. Соединительная часть позволяет расплавленному полимеру вытекать из полости 40 к вспомогательной полости 45 и также позволяет формировать по всей окружности герметизирующую часть, образованную вспомогательной полостью 45. Задачей данного предпочтительного варианта осуществления изобретения является также то, что покрытие наносится также на конец формуемого полимерного продукта, образованный поверхностью полости формы, на стороне, противоположной стороне покрытой поверхности, непрерывно с покрытой поверхностью формуемого полимерного продукта. Таким образом, соединительная часть ограничена местоположением и имеет заданную минимальную площадь поперечного сечения. Далее будет описана работа устройства 1 для образования покрытия в форме. В устройстве 1 для образования покрытия в форме подвижная форма 30 продвигается к неподвижной форме 20 цилиндром для фиксации формы (не показан). Как показано на фиг. 2, подвижная форма 30 выполнена так, что она сопрягается с неподвижной формой 20. Когда подвижная форма 30 выполнена так, что она сопрягается с неподвижной формой 20, образуется полость 40 и вспомогательная полость 45. Цилиндр для фиксации формы обеспечивает воздействие заданной силы фиксации формы на подвижную форму 30 и неподвижную форму 20. Когда подвижная форма 30 выполнена так, что она сопрягается с неподвижной формой 20, рычаг 22 В подвижной пластины подвергается нажиму спиральной пружиной 23 и поршнем 24 и упирается в поверхность 46 А разъема, как показано на фиг. 2 и 3. В этом состоянии между верхней поверхностью подвижного основного корпуса 22 А пластины и элементом 25 С для ограничения перемещения подвижной пластины образован зазор А. (Размер зазора А составляет приблизительно 0,1 мм в данном предпочтительном варианте осуществления изобретения, но он может быть другим согласно типу полимера или вязкости расплава). Как показано на фиг. 4, термопластический расплавленный полимер J нагнетают в полость 40 и вспомогательную полость 45 винтом (не показан) через вертикальный канал 27 в сечении В-В устройства 1 образования покрытия в форме. При однородном распределении расплавленного полимера J в пределах вспомогательной полости 45 рычаг 22 В поддерживается при заданной температуре нагревателем 22D.-6 017541 Здесь при помощи винта (не показан) нагнетаемый расплавленный полимер J нагнетают в полость 40 через вертикальный канал 27, и одновременно он проходит во вспомогательную полость 45 через сквозную часть. Давление, которое может полностью заполнять расплавленным полимером J полость формы, обычно составляет 30 мПа или выше. Как указано в п.8, поскольку прижимающая сила подвижной пластины 22, воздействующая на скос 22 С, задана меньшей, чем давление нагнетания расплавленного полимера J, расплавленный полимер J,находящийся во вспомогательной полости 45, толкает вверх скос 22 С в направлении X фиксации формы,как показано на фиг. 4. Поскольку скос 22 С отталкивается вверх в направлении X фиксации формы, основной корпус 22 А пластины, образованный за единое целое с рычагом 22 В, перемещается в направлении X фиксации формы на расстояние зазора А, примыкая к элементу 25 С для ограничения перемещения подвижной пластины. В этот момент поршень 24 также отталкивается вверх, и, таким образом, спиральная пружина 23 сжимается. Когда основной корпус 22 А пластины упирается в элемент 25 С для ограничения перемещения подвижной пластины, между рычагом 22 В и поверхностью 46 А разъема подвижной формы образуется зазор А. Поскольку размер зазора А задан величиной приблизительно 0,1 мм, может предотвращаться вытекание расплавленного полимера J, содержащегося во вспомогательной полости 45, между рычагом 22 В и поверхностью 46 А разъема подвижной формы. В данном предпочтительном варианте осуществления изобретения размер зазора А представляет собой заданный размер, указанный в п.4. После завершения нагнетания высокотемпературный расплавленный полимер J, содержащийся в полости 40, охлаждается при температуре формы, отверждаясь. В результате, формуемый полимерный продукт 50 и элемент 55 герметизации поверхности разъема, показанный на фиг. 5, формуются главным образом отдельно от поверхности 46 разъема, кроме части, образованной сквозной частью 47. В ходе процессов охлаждения и отверждения происходит сжатие формуемого продукта в большей части термопластического полимера. Согласно форме формуемого полимерного продукта покрывающий агент может быть введен в зазор, образованный в полости формы сжатием формуемого продукта, без тонкого разъема формы. Разумеется, сжатие формуемого продукта происходит также в элементе 55 герметизации поверхности разъема. Однако рычаг 22 В постоянно нажимает на элемент 55 герметизации поверхности разъема в направлении Y разъема формы силой спиральной пружины 23 таким образом, что спиральная пружина 23 расширяется, перемещая рычаг 22 В в направлении Y разъема формы после сжатия элемента 55 герметизации поверхности разъема, а скос 22 С и элемент 55 герметизации поверхности разъема входят в плотный контакт друг с другом, когда не существует давления нагнетания полимера при завершении введения полимера и поддержании давления. В ходе этих этапов, этап до завершения нагнетания полимера и поддержания давления представляет собой этап формования герметизирующей части, указанный в п.6, и, кроме того, этап после этого представляет собой сжатие формуемого продукта после этапа сжатия, указанного в п.8. Так как сокращение формуемого продукта после этапа сжатия осуществляется в состоянии фиксации формы, расстояние перемещения в направлении Y разъема формы ограничено зазором А. Даже в таком случае, сам по себе размер элемента 55 герметизации поверхности разъема может быть уменьшен таким образом, что величина сжатия элемента 55 герметизации поверхности разъема становится меньше,чем величина ограничения. Величина сжатия формуемого продукта обычно составляет 1% или меньше. Эта величина может быть дополнительно уменьшена посредством увеличения давления нагнетания полимера или продления времени приложения давления. Как указано в п.3, если элемент для образования полости для формования герметизирующей части может нажимать на часть нажимной поверхности герметизирующей части и не имеет поверхности сопряжения с обращенной к нему формой, зазор А устраняет необходимость принимать во внимание перелив наружу, но увеличивает ограничение с точки зрения изготовления. Как указано в п.4, рычаг 22 В в данном предпочтительном варианте осуществления изобретения имеет конструкцию, в которой поверхность элемента с угловой обработкой, имеющего две поверхности,т.е. сопрягаемые поверхности относительно поверхности сопряжения формы и поверхности открывания/закрывания формы, образует всю поверхность третьей формовочной поверхности (т.е. скос 22 С), и,таким образом, герметизирующую часть можно произвольно уменьшить. В результате, можно уменьшить не только величину сжатия элемента 55 герметизации поверхности разъема, но также и область,принимающую давление, можно уменьшить. Таким образом, силу, которую имеет нажимной механизм,также можно уменьшить, таким образом уменьшая размеры и количество спиральных пружин 23. Кроме того, с точки зрения формы, подвижная пластина 22 имеет большую степень свободы с точки зрения положения толкателя, прочности пластинчатого элемента, формы скоса и т.п., таким образом упрощая конструкцию и изготовление. Зазор В, показанный на фиг. 5, следует из изменений зазора А сокращения формуемого продукта после этапа сжатия. После отверждения расплавленного полимера J подвижную форму 30 и неподвижную форму 20 размыкают с заданным интервалом. В этот момент спиральная пружина 23 и поршень 24 отталкивают рычаг 22 В в направлении Y разъема формы, а скос 22 С и элемент 55 герметизации поверхности разъема входят в плотный контакт друг с другом при сокращении продукта после этапа сжатия.-7 017541 Этот этап представляет собой тонкий разъем формы после этапа сжатия, указанного в п.8. После этого термоотверждаемое покрытие нагнетают в полость 40 в заданном количестве через канал 31 нагнетания покрытия, показанный на фиг. 5, указанным выше устройством нагнетания под давлением. В данном предпочтительном варианте осуществления изобретения термореактивное покрытие представляет собой покрывающий агент. Впоследствии, заданная сила фиксации формы воздействует указанным выше фиксирующим цилиндром для фиксации формы для осуществления очередной фиксации формы. При повторении операции фиксации формы покрытие равномерно распределяется по формуемому полимерному продукту 50. Кроме того, формуемый полимерный продукт и герметизирующая часть отделены друг от друга таким образом, что покрытие, нагнетаемое от стороны покрытой поверхности формуемого полимерного продукта, может нагнетаться на поверхность полости формы на стороне, противоположной покрытой поверхности, непрерывной с покрытой поверхностью в полости формы. Покрытие фиксируется и отверждается заданной силой фиксации формы при заданной температуре формы. В течение времени после нагнетания покрытия, пока давление фиксации формы поддерживается для фиксации и отверждения покрытия, покрытие имеет тенденцию просачиваться из зазора между элементом 55 герметизации поверхности разъема и каждой из поверхностей паза 32, образующего вспомогательную полость, а также из зазора между элементом 55 герметизации поверхности разъема и поверхностью 28, образующей вспомогательную полость, давлением нагнетания покрытия, принимаемым от стороны покрытой поверхности формуемого полимерного продукта 50, или внутренним давлением полости формы, генерируемым операцией повторения фиксации формы после этого. В этот момент элемент 55 герметизации поверхности разъема принимает внутреннее давление полости формы от каждой из поверхностей паза 32, образующего вспомогательную полость, и поверхности 28, образующей вспомогательную полость, через покрытие. Давления комбинируются для воздействия на нажимную поверхность элемента 55 герметизации поверхности разъема. Так как прижимающая сила подвижной пластины 22 задана таким образом, что прижимающая сила, большая, чем вышеупомянутое давление, воздействует на скос 22 С рычага 22 В, элемент 55 герметизации поверхности разъема может вводиться в контакт под давлением с любой из поверхностей паза 32, образующего вспомогательную полость, и поверхностью 28,образующей вспомогательную полость. Разумеется, формуемый полимерный продукт 50 и элемент 55 герметизации поверхности разъема большей частью отделены друг от друга, кроме части, образованной сквозной частью, и, таким образом,существует важное предположение, что нет внешнего фактора, оказывающего влияние на прижимающую силу элемента 55 герметизации поверхности разъема. Следовательно, можно предотвращать утечку покрытия наружу и к толкателю из паза 32, формирующего вспомогательную полость, и поверхности 28,формирующей вспомогательную полость, определенной прижимающей силой. Внутреннее давление полости формы, произведенное в ходе этой операции, составляет приблизительно от 1 до 10 мПа и обычно ниже, чем давление нагнетания полимера. Таким образом, если заданная прижимающая сила установлена в пределах диапазона внутреннего давления полости формы или выше и давления нагнетания полимера или ниже, прижимающая сила не требует изменения на любом этапе. В результате, недорогая спиральная пружина 23 используется как нажимной механизм, и прижимающая сила задана на уровне внутреннего давления полости или выше и давления нагнетания полимера или ниже в данном предпочтительном варианте осуществления изобретения. Конечно, в качестве нажимного механизма предпочтительно может использоваться гидравлическое давление таким образом, что давление может изменяться до оптимальной величины на каждом этапе, и, кроме того, время для определения оптимальных условий может быть сокращено. В этой связи поршень 24 в данном предпочтительном варианте осуществления изобретения не всегда необходим в случае, когда нажимной механизм представляет собой спиральную пружину, но может быть заменен на гидравлический поршень. На фиг. 6 изображен увеличенный вид, показывающий район вспомогательной полости 45 в сечении А-А устройства 1 образования покрытия в форме. На фиг. 6 показано состояние, в котором термореактивное покрытие 57 нагнетают в полость 40. Формуемый полимерный продукт 50 и элемент 55 герметизации поверхности разъема формуют на удалении друг от друга, поддерживая поверхность 46 разъема между ними. Формуемый полимерный продукт 50 пристает к неподвижной форме 20 таким образом, что он окружает его сжатием формуемого продукта. Покрытие 57, введенное при тонком разъеме формы на стороне подвижной формы 30, равномерно распределяется в зазоре, образованном между покрытой поверхностью формуемого полимерного продукта 50 и поверхностью полости на стороне подвижной формы 30 операцией повторения фиксации формы и, кроме того, равномерно распределяется также на конце 51 формуемого полимерного продукта 50, образованном поверхностью полости на стороне неподвижной формы 20.-8 017541 Вязкость покрытия 57 ниже вязкости расплавленного полимера J. В результате, покрытие 57 проходит к вспомогательной полости 45 через тонкий зазор, образованный между поверхностями 46 разъема. Напротив, так как элемент 55 герметизации поверхности разъема прижимается и к пазу 32, образующему вспомогательную полость, и к поверхности 28, образующей вспомогательную полость, протекание покрытия 57 по пазу 32, образующему вспомогательную полость, и поверхности 28, образующей вспомогательную полость, не допускается. В данном предпочтительном варианте осуществления изобретения рычаг 22 В поддерживается при заданной высокой температуре нагревателем 22D, как описано выше. В результате, можно сдерживать снижение температуры расплавленного полимера J, введенного во вспомогательную полость 45. Таким образом, можно содействовать тому, что расплавленный полимер J заполнит всю вспомогательную полость 45. Затвердевание термореактивного покрытия 57 может поддерживаться, а не задерживаться. Нагреватель 22D может быть каналом для горячей воды. Ссылочной позицией 56 на чертежах обозначено небольшое количество заусенцев расплавленного полимера J, перелившегося в зазор (В) из вспомогательной полости 45 на этапе формования герметизирующей части. Здесь не возникает проблем, даже если заусенцы в небольшом количестве возникают на элементе 55 герметизации поверхности разъема, которые будут ненужными в конце. В данном предпочтительном варианте осуществления изобретения расстояние D разделения между полостью 40 и элементом 55 герметизации поверхности разъема составляет приблизительно 0,5 мм (см. фиг. 6). Покрытие 57 менее способствует отделяемости формы, чем расплавленный полимер J. Однако отвержденное покрытие 57, остающееся между поверхностями 46 разъема величиной всего 0,5 мм, полностью связано с формуемым полимерным продуктом 50 или с элементом 55 герметизации поверхности разъема, но никогда не остается на форме в контакте с ней. В результате, форма не требует очистки, таким образом способствуя достижению эффективного производства. Отделяемость формы может быть значительно улучшена также благодаря поверхностной обработке формы или отделяемости покрытия формы. Кроме того, расстояние разделения может быть установлено не равным 0, но с произвольным численным значением от 0 или более. На фиг. 7 показано состояние, в котором форма открыта для извлечения продукта. Как показано на фиг. 7, формуемый полимерный продукт 50, имеющий покрытие, образованное на его конце, отделяют от формы при помощи выталкивающих пальцев. При отделении формуемого полимерного продукта 50 от формы также отделяется элемент 55 герметизации поверхности разъема, непрерывный с формуемым полимерным продуктом 50 через сквозные части 47. Две небольшие сквозные части 47 могут быть легко удалены режущим инструментом после отделения. Сложный процесс резания полимера не требуется. Эффекты первого предпочтительного варианта осуществления изобретения. Согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения расплавленный полимер J может проходить через сквозные части 47, имеющие требуемую минимальную площадь поперечного сечения,из полости 40 во вспомогательную полость 45, расположенную по всей периферии с отделением от полости 40, таким образом формуя элемент 55 герметизации поверхности разъема. Кроме того, для введения элемента 55 герметизации поверхности разъема в контакт под давлением с пазом 32, образующим вспомогательную полость, и поверхностью 28, образующей вспомогательную полость, скос 22 С рычага 22 толкает нажимную поверхность элемента 55 герметизации поверхности разъема в плотный контакт со скосом 22 С. Ввиду этого согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения можно предотвращать просачивание покрытия наружу и к нажимной части из паза 32, образующего вспомогательную полость,и поверхности 28, образующей вспомогательную полость, надежной прижимающей силой без какойлибо деформации формуемого полимерного продукта 50. Таким образом, герметизация может быть усилена до надежного уровня. Кроме того, покрытие 57 может быть равномерно распределено также на конце 51 формуемого полимерного продукта 50, образованного на поверхности полости на стороне неподвижной формы 20, непрерывной с покрытой поверхностью формуемого полимерного продукта 50, и,более того, следующий процесс может быть облегчен благодаря отсутствию необходимости в сложном резании полимера после разъединения прессуемого продукта и формы. Кроме того, элемент 55 герметизации поверхности разъема может быть легко отформован из полимера, аналогичного заполняющему полость 40. Согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения величина скольжения рычага 22 В ограничена в направлении X фиксации формы элементом 25 С для ограничения перемещения подвижной пластины на этапе формования герметизирующей части. Кроме того, рычаг 22 В скользит при сокращении формуемого продукта после этапа сжатия и тонком разъеме формы после этапа сжатия в направлении Y разъема формы силой спиральной пружины 23 таким образом, что скос 22 С рычага 22 В нажимает на элемент 55 герметизации поверхности разъема. Сила спиральной пружины 23 задана равной внутреннему давлению полости или больше при операции повторения фиксации формы, выполненной относи-9 017541 тельно скоса 22 С, и давлению нагнетания полимера или меньшей. Ввиду этого согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения рычаг 22 В скользит до положения, ограниченного элементом 25 С для ограничения перемещения подвижной пластины, под давлением нагнетания полимера на этапе формования герметизирующей части, таким образом сохраняя начальную форму элемента 55 герметизации поверхности разъема. Кроме того, благодаря силе спиральной пружины 23 скос 22 С рычага 22 В приводит элемент 55 герметизации поверхности разъема, отформованный со вспомогательной полостью 45, в контакт под давлением с пазом 32, образующим вспомогательную полость, и поверхностью 28, образующей вспомогательную полость, во вспомогательной полости 45 при сокращении формуемого продукта после этапа сжатия и тонкого разъема формы после этапа сжатия. Согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения скос 22 С образован механической обработкой угла рычага 22 В подвижной пластины 22, имеющего две поверхности, служащие сопрягаемыми поверхностями относительно поверхности 46 А разъема на стороне подвижной формы и конца 25D первой выемки 25 А, причем скос 22 С может упираться во всю нажимную поверхность элемента 55 герметизации поверхности разъема. На этапе формования герметизирующей части величина ограничения величины скольжения в направлении X фиксации формы установлена как зазор А, который является достаточным для предотвращения переливания расплавленного полимера J за пределы вспомогательной полости 45 с расстоянием разделения между рычагом 22 В и поверхностью 46 А разъема. Ввиду этого согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения размер скоса 22 С подвижной пластины 22 может быть произвольно уменьшен механической обработкой углов на двусторонних поверхностях рычага 22 В. Кроме того, при упоре во всю нажимную поверхность элемента 55 герметизации поверхности разъема площадь нажима относительно области приема давления может быть больше. В результате, силу нажимного механизма можно уменьшить, таким образом уменьшая размеры и количество спиральных пружин 23. Одновременно, величина сжатия элемента 55 герметизации поверхности разъема в направлении открывания/закрывания формы может быть задана меньшей, чем зазор А. Таким образом, сокращение формуемого продукта после этапа сжатия может быть осуществлено даже с ограничением в направлении Y разъема формы. Кроме того, с точки зрения формы, подвижная пластина 22 имеет большую степень свободы в отношении конструкции положения нажимной части, прочности пластинчатого элемента или формы скоса,таким образом облегчая конструирование и изготовление. Согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения нагреватель 22D, предназначенный для рычага 22 В подвижной пластины 22, регулирует температуру рычага 22 В. Таким образом, нагреватель 22D может поддерживать рычаг 22 В при заданной высокой температуре. Ввиду этого согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения рычаг 22 В поддерживается при заданной высокой температуре, таким образом сдерживая падение температуры расплавленного полимера J, введенного во вспомогательную полость 45 через скос 22 С рычага 22 В. Следовательно, согласно устройству 1 для образования покрытия в форме и способу образования покрытия в форме в данном предпочтительном варианте осуществления изобретения падение температуры расплавленного полимера J, введенного во вспомогательную полость 45, может сдерживаться таким образом, что может поддерживаться подходящая текучесть расплавленного полимера J. В результате, можно содействовать заполнению расплавленным полимером J всей вспомогательной полости 45. Дополнительные замечания. Дополнительные замечания будут сделаны относительно пп.1-3 настоящего изобретения со ссылками на концептуальные виды на фиг. 8-10. Здесь составные элементы, аналогичные показанным в первом предпочтительном варианте осуществления изобретения, будут обозначены аналогичными ссылочными позициями и, таким образом, их описание будет опущено. В этой связи важные термины, упомянутые в формуле изобретения, приведены наряду со ссылочными позициями для пояснения. На фиг. 8-10 изображены виды, схематично показывающие строение второго сечения устройства 1 А образования покрытия в форме, указанного в пп.1-3. Второе сечение соответствует сечению В-В в первом предпочтительном варианте осуществления изобретения. На фиг. 9 показано второе сечение на этапе формования герметизирующей части, и на фиг. 10 показано второе сечение, когда форма тонко разомкнута. Как показано на фиг. 8, форма, указанная в п.1, имеет вспомогательную полость 45 А (полость для формования герметизирующей части), расположенную снаружи на удалении от полости 40 и включающую первую поверхность 29, образующую вспомогательную полость (первую формовочную поверхность), которая проходит от поверхности 46 разъема в направлении сопряжения неподвижной формы 20 и подвижной формы 30 за пределами полости 40 и образована в неподвижной форме, вторую поверх- 10017541 ность 38, образующую вспомогательную полость (вторую формовочную поверхность), которая проходит от поверхности 46 разъема в направлении открывания/закрывания формы полости 40 и образована в подвижной форме 30, и третью поверхность 32 С, образующую вспомогательную полость (третью формовочную поверхность), которая соединяет первую поверхность 29, образующую вспомогательную полость, и вторую поверхность 38, образующую вспомогательную полость, друг с другом и образует элемент 55 герметизации поверхности разъема (герметизирующую часть) для уплотнения первой поверхности 29, образующей вспомогательную полость, и второй поверхности 38, образующей вспомогательную полость, посредством заполнения расплавленным полимером J; и толкатель, включающий подвижную пластину 22, поршень 24, нажимную часть и спиральную пружину 23 А, для прижатия нажимной поверхности элемента 55 герметизации поверхности разъема, образованного третьей поверхностью 32 С, формирующей вспомогательную полость, с заданным давлением для введения элемента 55 герметизации поверхности разъема в контакт под давлением с первой поверхностью 29, образующей вспомогательную полость, и второй поверхностью 38, образующей вспомогательную полость, соответственно. Первая поверхность 29, образующая вспомогательную полость (первая формовочная поверхность),составляет часть поверхности разъема. Форма сечения вспомогательной полости 45 А (полости для формования герметизирующей части), как показано, представляет собой прямоугольный треугольник, как описано выше, при этом другие вторая и третья поверхности 38 и 32 С, образующие вспомогательную полость, образуют вспомогательную полость 45 А (фиг. 9). В подвижной форме 30 выполнено отверстие 36 для размещения спиральной пружины и полость 25 для размещения подвижной пластины. Полость 25 для размещения подвижной пластины сообщается со вспомогательной полостью 45 А. Спиральная пружина 23 А расположена в отверстии 36 для размещения спиральной пружины в состоянии, в котором конец спиральной пружины 23 А упирается в поршень 24. Конец 22 С подвижной пластины 22 проходит внутрь вспомогательной полости 45 А. Конец 22 С подвижной пластины 22 представляет собой элемент,образующий полость для формования герметизирующей части, который образует по меньшей мере часть третьей формовочной поверхности, указанной в п.3. В случае с этой конфигурацией расплавленный полимер J не может переливаться наружу из вспомогательной полости 45 А независимо от величины обратного хода в направлении, противоположном сжатию, на этапе формования герметизирующей части. На фиг. 10 показано состояние, в котором форма тонко разомкнута. В отличие от первого предпочтительного варианта осуществления изобретения, между вспомогательной полостью 45 А, имеющей третью поверхность 32 С, образующую вспомогательную полость, на стороне покрытой поверхности (стороне подвижной формы) и полостью 40 расположена соединительная часть 47. Здесь концептуально легко понять, что соединительная часть расположена по всей окружности. В этом состоянии направление нажима идентично направлению элемента 55 герметизации поверхности разъема, даже если внутреннее давление прикладывается от стороны покрытой поверхности формуемого полимерного продукта 50, и,таким образом, сила для нажима на элемент 55 герметизации поверхности разъема вообще не ослабевает,без деформации формуемого полимерного продукта 50. Кроме того, внутреннее давление полости прикладывается в направлении для содействия или ослабления прижимающей силы, таким образом достигая надежной герметизации. Настоящее изобретение не ограничено описанным выше предпочтительным вариантом осуществления изобретения, но может быть осуществлено с надлежащей модификацией части его объекта, не выходя за рамки объема изобретения. Например, в отличие от первого предпочтительного варианта осуществления изобретения, паз, образующий вспомогательную полость, может быть выполнен в подвижной пластине 22 вместо подвижной формы 30 для образования вспомогательной полости 45. В отличие от первого предпочтительного варианта осуществления изобретения, поскольку элемент 55 герметизации поверхности разъема прижимается к пазу 32, образующему вспомогательную полость, и поверхности 28, образующей вспомогательную полость, вместо спиральной пружины 23 может надлежащим образом использоваться такой механизм, как гидравлический цилиндр или электромагнитный цилиндр. Что касается спиральной пружины 23, сила пружины является фиксированной для каждой из спиральных пружин. Ввиду этого, спиральная пружина должна быть заменена другой для изменения состояния прижатия элемента 55 герметизации поверхности разъема к пазу 32, формирующему вспомогательную полость, и поверхности 28, образующей вспомогательную полость. Напротив, например, гидравлический цилиндр может оптимально регулировать состояние, в котором элемент 55 герметизации поверхности разъема прижимается к пазу 32, образующему вспомогательную полость, и поверхности 28, образующей вспомогательную полость, изменяя заданное значение давления масла. Горячая вода может проходить в рычаге 22 В вместо нагревателя 22D для регулирования температуры рычага 22 В в первом предпочтительном варианте осуществления изобретения. В отличие от описанного выше предпочтительного варианта осуществления изобретения, вертикальный канал, сообщающийся со вспомогательной полостью 45 (45 А), может быть расположен независимо от вертикального канала 27, сообщающегося с полостью 40, без какой-либо сквозной части. Таким образом, расплавленный полимер, отличающийся от расплавленного полимера, введенного в полость 40,может нагнетаться в каждую из полостей 40 и 45 (45 А) независимо от полости 40.- 11017541 В отличие от описанного выше предпочтительного варианта осуществления изобретения, вместо термореактивного покрытия 57 могут использоваться грунтовочный агент, средство защиты от ультрафиолетового излучения или твердое покрытие. Краткое описание чертежей Фиг. 1 - вид в плане, схематично показывающий подвижную форму в устройстве 1 образования покрытия в форме в первом предпочтительном варианте осуществления изобретения. Фиг. 2 - вид, показывающий принципиальную конфигурацию в сечении А-А устройства образования покрытия в форме, показанного на фиг. 1. Фиг. 3 - вид, показывающий принципиальную конфигурацию в сечении В-В устройства образования покрытия в форме, показанного на фиг. 1. Фиг. 4 - вид в сечении, показывающий в целом устройство образования покрытия в форме в ходе формования под давлением. Фиг. 5 - вид в сечении, показывающий в целом устройство образования покрытия в форме, когда покрытие нагнетают в полость. Фиг. 6 - увеличенный вид, показывающий область вспомогательной полости 45 в сечении А-А устройства образования покрытия в форме. Фиг. 7 - вид в сечении, показывающий в целом устройство образования покрытия в форме в ходе разъема формы. Фиг. 8 - вид, схематично показывающий конфигурацию устройства образования покрытия в форме во втором сечении согласно идеям, указанным в пп.1-3. Фиг. 9 - вид, показывающий состояние, в котором термопластический расплавленный полимер нагнетают в полость и вспомогательную полость в устройстве, показанном на фиг. 8. Фиг. 10 - вид, показывающий состояние, в котором подвижная форма и неподвижная форма в устройстве, показанном на фиг. 8, отделены друг от друга с заданным интервалом. Описание ссылочных позиций На чертежах приняты следующие обозначения: 1, 1 А - устройство образования покрытия в форме; 20 - неподвижная форма; 22 - подвижная пластина; 22 С - скос; 22D - нагреватель; 23, 23 А - спиральная пружина; 24 - поршень; 28 - поверхность, формирующая вспомогательную полость; 29 - первая поверхность, формирующая вспомогательную полость; 30 - подвижная форма; 32 - паз, формирующий вспомогательную полость; 32 С - третья поверхность, формирующая вспомогательную полость; 38 - вторая поверхность, формирующая вспомогательную полость; 40 - полость; 45, 45 А - вспомогательная полость; 46 - поверхность разъема; 47 - сквозная часть; 50 - формуемый полимерный продукт; 55 - элемент герметизации поверхности разъема; 57 - покрытие. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Форма для образования полимерного продукта с покрытием, содержащая полость формы, образованную между неподвижной и подвижной частями формы; полость для формования герметизирующей части, расположенную снаружи на расстоянии от полости формы и включающую первую формовочную поверхность, проходящую от поверхности разъема полости формы в направлении сопряжения неподвижной и подвижной форм и образованную на одной из неподвижной и подвижной форм; вторую формовочную поверхность, проходящую от поверхности разъема в направлении открывания/закрывания полости формы и образованную на другой из указанных двух форм, и третью формовочную поверхность, которая соединяет первую и вторую формовочные поверхности друг с другом и образует герметизирующую часть для уплотнения первой и второй формовочных поверхностей заполнением полимера, идентичного или отличающегося от указанного полимера; и толкатель для прижатия нажимной поверхности герметизирующей части, образованной третьей формовочной поверхностью, под заданным давлением для введения герметизирующей части в контакт под давлением с первой и второй формовочными поверхностями соответственно. 2. Форма по п.1, в которой полость для формования герметизирующей части расположена вокруг всей окружности полости формы, а соединительная часть, которая образована в любой из форм, для создания сообщения между полостью формы и полостью для формования герметизирующей части расположена в произвольном положении поверхности разъема, образованной между полостью формы и герметизирующей частью, полости формы; соединительная часть имеет заданную минимальную площадь поперечного сечения, которая является достаточной для прохождения через нее полимера и заполнения им полости для формования герметизирующей части; или соединительная часть расположена между полостью для формования герметизирующей части,имеющей третью формовочную поверхность в форме на стороне покрытой поверхности формуемого полимерного продукта, и полостью формы. 3. Форма по п.1 или 2, в которой толкатель включает в себя элемент для образования полости для формования герметизирующей части, который образует по меньшей мере часть третьей формовочной поверхности в состоянии, в котором неподвижная и подвижная формы уплотнены друг относительно друга, который может нажимать на нажимную поверхность герметизирующей части, может выдвигаться/задвигаться в направлении открывания/закрывания формы и ограничен по величине задвигания в направлении, противоположном нажиму, стопором, тогда как он может продвигаться в направлении нажима после каждого сокращения, происходящего в ходе процесса затвердевания герметизирующей части и операции тонкого размыкания формы до выполнения нагнетания покрывающего агента после формования герметизирующей части; и нажимной механизм, который расположен на стороне, противоположной стороне, на которой элемент для образования полости для формования герметизирующей части нажимает на нажимную поверхность герметизирующей части, для прижатия нажимной поверхности герметизирующей части под заданным давлением через элемент для образования полости для формования герметизирующей части. 4. Форма по п.3, в которой элемент для образования полости для формования герметизирующей части представляет собой элемент, имеющий две поверхности, служащие сопрягаемыми поверхностями относительно поверхности сопряжения формы, включающие первую формовочную поверхность и поверхность открывания/закрывания формы, включающую вторую формовочную поверхность, причем элемент имеет всю третью формовочную поверхность, образованную механической обработкой угла,образованного из двух поверхностей, и упирающуюся во всю нажимную поверхность герметизирующей части, при этом величина ограничения обратного хода в направлении, противоположном нажиму, установлена на уровне заданной величины, причем расстояние разделения между элементом для образования полости для формования герметизирующей части и поверхностью сопряжения формы предотвращает вытекание полимера за пределы полости для формования герметизирующей части. 5. Форма по п.3 или 4, в которой элемент для образования полости для формования герметизирующей части включает регулятор температуры для регулирования температуры элемента для образования полости для формования герметизирующей части. 6. Способ образования полимерного продукта с покрытием с использованием формы по любому из пп.1-5, в которой формуемый полимерный продукт формуют заполнением полости формы, образованной между неподвижной и подвижной частями формы, полимером, с последующим введением покрывающего агента, которым покрывают формуемый полимерный продукт, в полость формы, причем образование покрытия продукта, отформованного в форме, включает следующие этапы: формование герметизирующей части в полости для формования герметизирующей части, расположенной снаружи на расстоянии от полости формы и включающей первую формовочную поверхность,проходящую от поверхности разъема полости формы в направлении сопряжения неподвижной и под- 13017541 вижной форм и образованную на одной из неподвижной и подвижной формах; вторую формовочную поверхность, проходящую от поверхности разъема в направлении открывания/закрывания формы полости формы и образованную на другой из указанных двух форм; и третью формовочную поверхность, которая соединяет первую и вторую формовочные поверхности друг с другом, образуя герметизирующую часть, которая уплотняет первую и вторую формовочные поверхности заполнением полимера, идентичного указанному полимеру или отличающегося от него; и нажим на нажимную поверхность герметизирующей части, образованную третьей формовочной поверхностью, под заданным давлением для введения герметизирующей части в контакт под давлением с первой и второй формовочными поверхностями соответственно. 7. Способ по п.6, обеспечивающий прохождение полимера в одну из соединительных частей с использованием формы для образования покрытия продукта, отформованного в форме, в котором полость для формования герметизирующей части расположена вокруг всей окружности полости формы, а соединительная часть, которая сформирована в любой из форм для создания сообщения между полостью формы и полостью для формования герметизирующей части, расположена в произвольном положении поверхности разъема, образованной между полостью формы и полостью для формования герметизирующей части; и соединительная часть имеет заданную минимальную площадь поперечного сечения, которая достаточна для прохождения через нее полимера и заполнения полости для формования герметизирующей части; или соединительная часть расположена между полостью для формования герметизирующей части,имеющей третью формовочную поверхность в форме на стороне покрытой поверхности формуемого полимерного продукта, и полостью формы. 8. Способ по п.6 или 7, в котором этап формования герметизирующей части включает этап установки заданного давления на уровне давления, которое ниже давления нагнетания полимера, идентичного или отличающегося от указанного полимера, в состоянии, в котором неподвижная и подвижная формы уплотнены друг относительно друга, и этап заполнения полости для формования герметизирующей части полимером под давлением нагнетания таким образом, чтобы отводить элемент для образования полости для формования герметизирующей части, который является по меньшей мере частью третьей формовочной поверхности, может нажимать на нажимную поверхность герметизирующей части и может выдвигаться/задвигаться в направлении открывания/закрывания формы в направлении, противоположном нажиму, в положение, ограниченное стопором; при этом этап нажима включает следующие этапы: сжатие формуемого продукта после нажима для установки заданного давления на уровне давления,которое выше давления, прилагаемого со стороны полости формы до удерживания давления фиксации формы для фиксации материала покрытия после нагнетания покрывающего агента на первой и второй формовочных поверхностях через герметизирующую часть, а также нажим на нажимную поверхность герметизирующей части элементом для образования полости для формования герметизирующей части после сокращения формуемого продукта, происходящего в ходе процесса затвердевания герметизирующей части; и тонкий разъем формы после сжатия для нажима на нажимную поверхность герметизирующей части элементом для образования полости для формования герметизирующей части после операции тонкого размыкания формы перед нагнетанием покрывающего агента, выполненным после формования герметизирующей части. 9. Способ по п.8, в котором при использовании формы для образования покрытия продукта, отформованного в форме, в которой элемент для образования полости для формования герметизирующей части представляет собой элемент, имеющий две поверхности, служащие сопрягаемыми поверхностями относительно поверхности сопряжения формы, включающие первую формовочную поверхность и поверхность открывания/закрывания формы, содержащую вторую формовочную поверхность, причем элемент имеет всю третью формовочную поверхность, образованную механической обработкой угла, образованного из двух поверхностей, и упирающуюся во всю нажимную поверхность герметизирующей части, при этом величина ограничения обратного хода в направлении, противоположном нажиму, установлена на уровне заданной величины, причем расстояние разделения между элементом для образования полости для формования герметизирующей части и поверхностью сопряжения формы предотвращает вытекание полимера за пределы полости для формования герметизирующей части, третья формовочная поверхность образована с небольшим размером таким образом, что величина сжатия герметизирующей части в направлении открывания/закрывания формы находится в пределах заданного размера, обеспечивая сокращение формуемого продукта после сжатия. 10. Способ по п.8 или 9, включающий регулирование температуры элемента для образования герметизирующей части.
МПК / Метки
МПК: B29C 45/16
Метки: форма, способ, покрытием, продукта, полимерного, образования
Код ссылки
<a href="https://eas.patents.su/18-17541-forma-dlya-obrazovaniya-polimernogo-produkta-s-pokrytiem-i-sposob-obrazovaniya-polimernogo-produkta-s-pokrytiem.html" rel="bookmark" title="База патентов Евразийского Союза">Форма для образования полимерного продукта с покрытием и способ образования полимерного продукта с покрытием</a>
Состав для получения ячеистого вспененного полимерного продукта на основе поливинилхлорида, ячеистый вспененный полимерный продукт и способ его получения (варианты)
Номер патента: 17167
Опубликовано: 30.10.2012
Авторы: Стигссон Ян Йерри Кристиан, Брессан Раффаэла, Лаури Леоне, Анг Сам Шехьи
МПК: C08G 18/62, C08J 9/00
Метки: состав, варианты, продукт, ячеистого, полимерного, получения, основе, полимерный, вспененный, способ, вспененного, ячеистый, продукта, поливинилхлорида
Формула / Реферат:
1. Состав для получения ячеистого вспененного полимерного продукта на основе поливинилхлорида, включающий, в массовых процентах относительно общей массы: гомополимер поливинилхлорида, имеющий значение К от 60 до 85 по DIN ES ISO 1628-2 и значение рН водного экстракта в диапазоне от 8 до 12 по DIN ES ISO 1060-2 в количестве 35-60%; по меньшей мере один изоцианат, выбранный из изомеров и гомологов дифенилметан-4,4'-диизоцианата и модифицированных...
Способ изготовления огнеупорного керамического продукта, применение такого продукта и способ модифицирования расплава с помощью такого продукта
Номер патента: 14981
Опубликовано: 29.04.2011
Авторы: Райтерер Франц, Джурициц Боро
МПК: C03B 5/43, C04B 35/66, B22D 41/02...
Метки: применение, изготовления, расплава, керамического, огнеупорного, способ, продукта, такого, модифицирования, помощью
Формула / Реферат:
1. Способ изготовления керамического продукта, который при его применении по назначению в качестве футеровочного материала или функционального продукта в устройстве для расплава стали, расплава цветных металлов, расплава стекла или расплава горных пород, обработки такого расплава и/или его пропускания обладает огнеупорностью, заключающийся в том, чтоа) из нескольких компонентов приготавливают исходную керамическую смесь,б) по меньшей мере один...
Производные гуанидина (варианты), способ их получения (варианты), фармацевтическая композиция для ингибирования протеолиза у млекопитающего, способ лечения, способ ингибирования: протеолиза у млекопитающего, тромбин-индуцированной агрегации тромбоцитов и образования сгустков фибриногена в плазме, тромбина в крови, образования аггрегатов тромбоцитов в крови, образования тромбов в крови, устройстводля сбора, циркуляции и хранения крови
Номер патента: 2740
Опубликовано: 29.08.2002
Авторы: Стэгнейро Томас П., Томкзук Брюс Э., Федде Синтия Л., Маркоутэн Томас П., Иллиг Карл Р., Лу Тианбао, Солл Ричард М.
МПК: A61K 31/255, A61K 31/155, A61K 31/44...
Метки: плазме, ингибирования, тромбов, тромбина, млекопитающего, получения, гуанидина, тромбоцитов, способ, аггрегатов, крови, циркуляции, фибриногена, сбора, устройстводля, варианты, композиция, образования, хранения, фармацевтическая, протеолиза, производные, тромбин-индуцированной, сгустков, лечения, агрегации
Формула / Реферат:
1. Соединение формулы I или его сольват, гидрат, фармацевтически приемлемая соль или пролекарство, где R1 является фенильной, нафтильной, дигидродиоксобензо[b]тиофенильной или гетероарильной группой, каждая из которых может быть необязательно замещена, по крайней мере, одним заместителем, независимо выбранным из группы, состоящей из С1-6алкила, гидрокси, нитро, трифторметила, трифторметокси, галогена, С1-6алкокси, циано, амино, гидроксиамино,...
Способ и система продажи, использующие цену продукта, изменяющуюся в зависимости от срока годности продукта
Номер патента: 5644
Опубликовано: 28.04.2005
Автор: Так Сеунг Хо
МПК: G06F 17/60
Метки: использующие, система, продажи, цену, зависимости, срока, годности, изменяющуюся, продукта, способ
Формула / Реферат:
1. Способ определения цены продукта в зависимости от того, сколько времени прошло со дня изготовления продукта, содержащий этапы, в соответствии с которыми (a) получают информацию о предопределенном продукте и информацию о времени, когда был изготовлен предопределенный продукт, которую считывают с помощью устройства считывания кода продукта из кода продукта, прикрепленного к предопределенному продукту или напечатанного на нем, (b) вычисляют...
Способ получения полимерного слоя со скрытым поляризационным изображением
Номер патента: 10035
Опубликовано: 30.06.2008
Авторы: Боровков Геннадий Иванович, Павлов Алексей Викторович, Шевко Вадим Александрович, Емельянов Юрий Григорьевич
МПК: G02B 5/30, B42D 15/10, B42D 15/00...
Метки: изображением, способ, поляризационным, слоя, получения, скрытым, полимерного
Формула / Реферат:
1. Способ получения полимерного слоя со скрытым поляризационным изображением, включающий приготовление раствора полимера в органическом растворителе, нанесение раствора на подложку, сушку с получением оптически изотропного полимерного слоя и создание в нем участков с анизотропными свойствами, образующих изображение, отличающийся тем, что готовят 5-30% раствор полимера, а участки с анизотропными свойствами создают термомеханическим воздействием...
Предыдущий патент: Барабан для белья машины по уходу за бельем
Следующий патент: Стабильная фармацевтическая композиция, содержащая прегабалин, капсула, ее содержащая, способ получения и применение
Случайный патент: Иммуноанализ для обнаружения антибиотиков