Способ и устройство для изготовления гипсовой панели
Номер патента: 17468
Опубликовано: 28.12.2012
Авторы: Хобер Роберт Дж., Хеннис Марк Э., Фейхи Майкл П., Бойдстон Джеральд Д., Стюарт Трой Р., Чаунинг Мэтью Дж.
Формула / Реферат
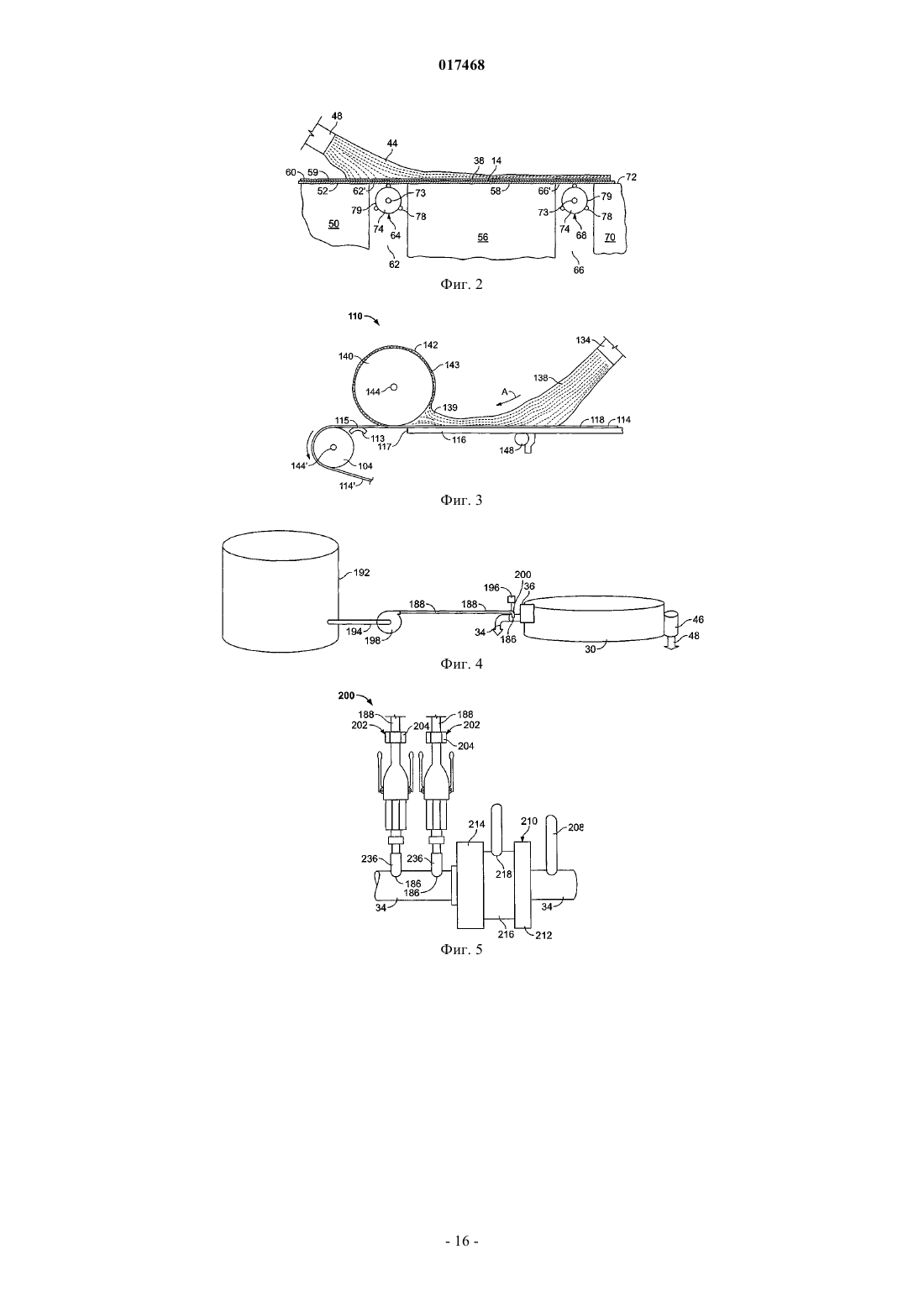
1. Способ изготовления гипсовой панели из волоконных облицовочных полотен, осуществляемый с использованием первого гипсового раствора, имеющего первую консистенцию, и второго гипсового раствора, имеющего вторую консистенцию, включающий следующие стадии:
(a) укладка первого гипсового раствора на первое непрерывное волоконное полотно;
(b) укладка второго гипсового раствора на указанное непрерывное волоконное полотно с обеспечением, по существу, равномерного распределения второго гипсового раствора по обращенной вверх поверхности волоконного полотна;
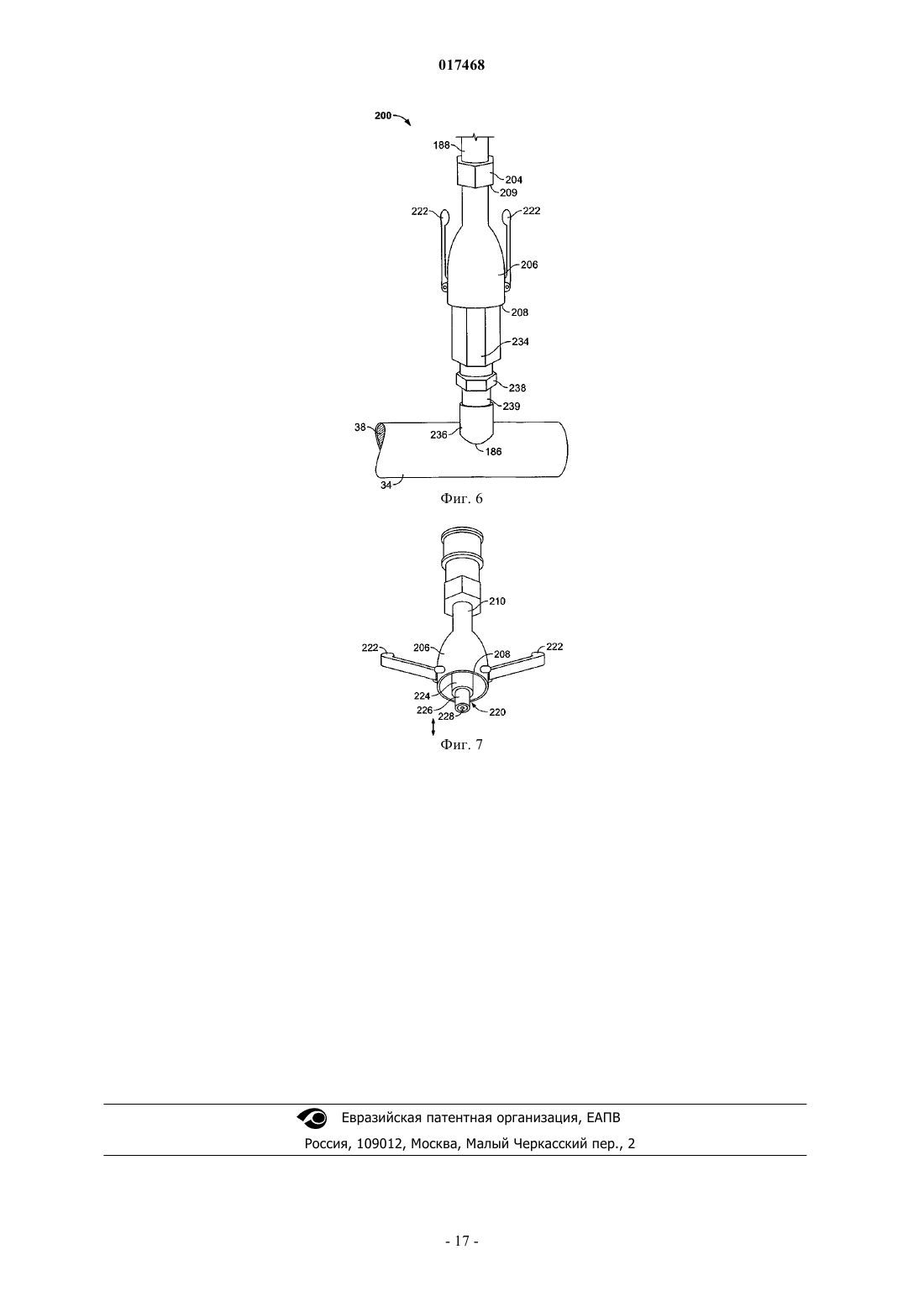
(c) введение в первый или во второй гипсовый раствор перед стадиями (a) и (b) гидрофобной добавки и ее гомогенное перемешивание с раствором, при этом гидрофобную добавку вводят в гипсовый раствор с использованием турбулизатора путем ее инжекции в этот раствор;
(d) соединение первого непрерывного волоконного полотна после стадий (a) и (b) со вторым непрерывным волоконным полотном с обеспечением формирования гипсовой панели.
2. Способ изготовления гипсовой панели по п.1, который включает стадию укладки третьего гипсового раствора, имеющего третью консистенцию, на верхнюю поверхность второго непрерывного волоконного полотна.
3. Способ изготовления гипсовой панели по п.2, который включает стадию подачи второго гипсового раствора между первым и вторым волоконными полотнами для обеспечения формирования многослойной панели.
4. Способ изготовления гипсовой панели по п.1 или 2, в котором гидрофобная добавка представляет собой восковую эмульсию.
5. Способ изготовления гипсовой панели по п.1, в котором первое волоконное полотно содержит беспорядочно ориентированные неорганические стеклянные волокна с неравными промежутками между ними, что позволяет первому гипсовому раствору с указанной гидрофобной добавкой, имеющему первую консистенцию, проникать в эти промежутки и обеспечивать покрытие раствором верхней и нижней поверхностей первого волоконного полотна.
6. Способ изготовления гипсовой панели по п.1, в котором гидрофобную добавку вводят в гипсовый раствор посредством насоса объемного вытеснения.
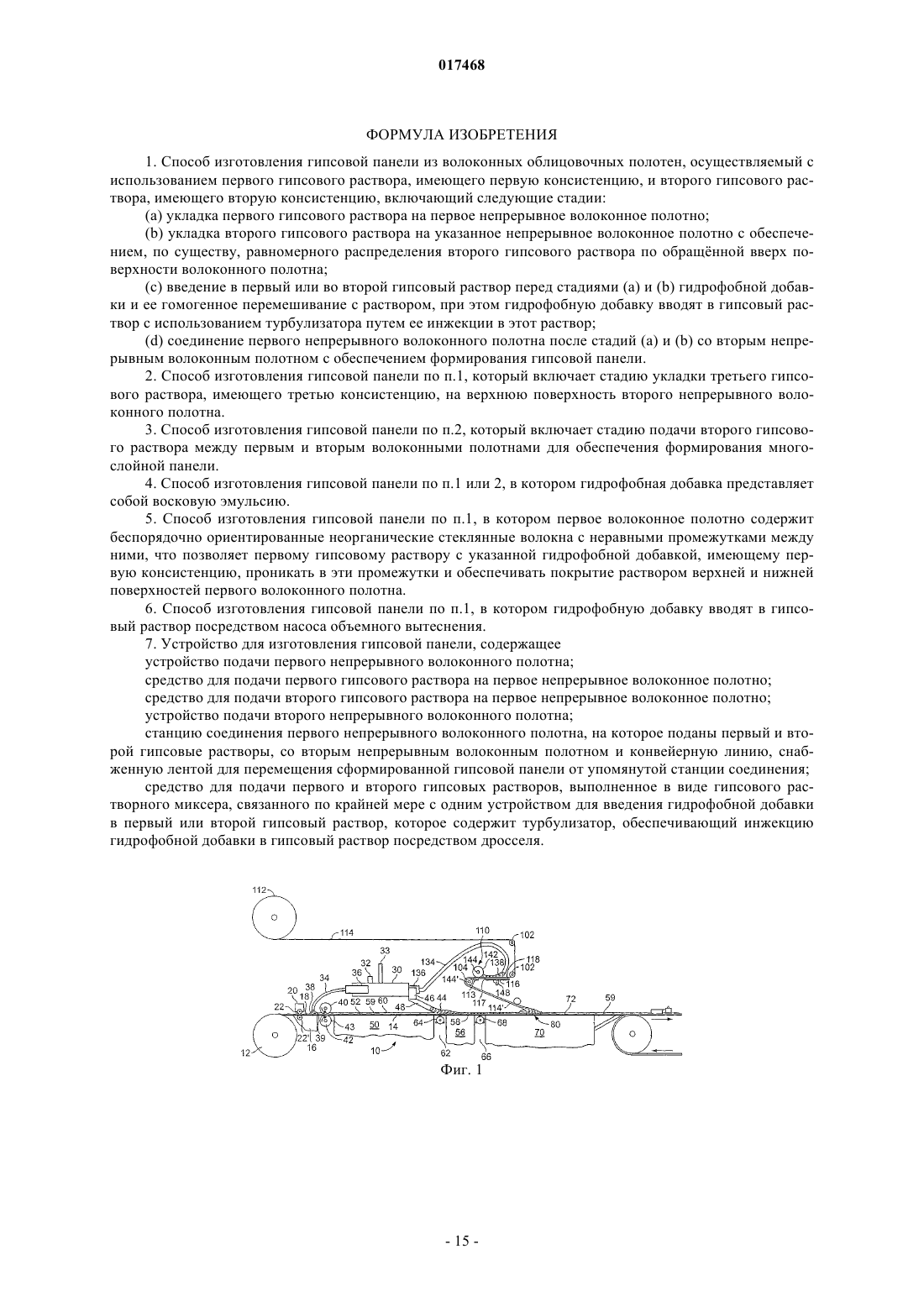
7. Устройство для изготовления гипсовой панели, содержащее
устройство подачи первого непрерывного волоконного полотна;
средство для подачи первого гипсового раствора на первое непрерывное волоконное полотно;
средство для подачи второго гипсового раствора на первое непрерывное волоконное полотно;
устройство подачи второго непрерывного волоконного полотна;
станцию соединения первого непрерывного волоконного полотна, на которое поданы первый и второй гипсовые растворы, со вторым непрерывным волоконным полотном и конвейерную линию, снабженную лентой для перемещения сформированной гипсовой панели от упомянутой станции соединения;
средство для подачи первого и второго гипсовых растворов, выполненное в виде гипсового растворного миксера, связанного по крайней мере с одним устройством для введения гидрофобной добавки в первый или второй гипсовый раствор, которое содержит турбулизатор, обеспечивающий инжекцию гидрофобной добавки в гипсовый раствор посредством дросселя.

Текст
СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЙ ПАНЕЛИ Изобретение относится к способу изготовления многослойной гипсовой панели и системе подачи добавок в гипс, которые содержат влажную гипсовую панель, проходящую через станцию формовки панели, в которой добавки подаются в один или более слов многослойной гипсовой листовой панели так, что разработанные полимеры создают наиболее и более влагостойкую поверхность. Предпочтительно гипсовая панель содержит первый слой смеси затвердевшего гипса,имеющего внешнюю поверхность с добавкой полимерного компаунда или восковой эмульсии,введнными в гипс, и тонкое полотно беспорядочно ориентированных неорганических волокон,пропитанное и покрытое срединным гипсом, заключнным между двумя облицовочными слоями. 017468 Область техники, к которой относится изобретение Изобретение относится в основном к гипсовым панелям и их изготовлению и, более определнно, к гипсовым панелям, имеющим по крайней мере одну лицевую поверхность или поверхность, приспособленную к нанесению и адгезии полимерных покрытий, а также к производственному процессу, позволяющему осуществлять селективное нанесение полимерных покрытий на заданные участки. Описание известного уровня техники Гипсовые панели и их производство заслужили внимание в строительной промышленности, особенно в качестве легкообрабатываемого строительного материала, прочность которого приемлема для общестроительного применения. Особенности, необходимые для гипсовой панели, подразумевают также гладкую рабочую поверхность, одинаковую толщину всей по всей протяжнности и возможность осуществления финишной обработки, такой как окраска или нанесение других защитных покрытий. Последние достижения в производстве гипсовых панелей также расширили длительность и многосторонность использования гипсовых панелей. Для более полного обсуждения развития области строительных панелей, известных как армированные стеклом гипсовые (GRG) панели, заявитель сделал ссылку на US 6524679, находящийся в собственности, как и настоящее изобретение заявителя, и представленный здесь в качестве ссылки. Производственные мощности, так или иначе, использующие стекловолоконные маты как конструкционный и облицовочный элемент, для производства гипсовых панелей являются капиталомкими с точки зрения затрат на содержание производственных площадей, оборудования и времени простоя из-за неисправностей, в течение которого поточная линия гипсовых панелей перенастраивается. Для производства разнообразных гипсовых панельных продуктов, например стандартной гипсовой панели облицованной бумагой или панели, армированной стекловолоконным матом, и т.д., время, потерянное из-за неисправностей поточной линии, составляет существенные убытки по причине задержки производства гипсовой панели и времени, потраченного впустую, из-за простоя рабочих производства вследствие их незанятости. Далее обнаружилось, что дополнительная финишная обработка, например живопись на гладкой поверхности гипсовой панели, производится легче, потому что потребность в дополнительных шагах предфинишной обработки, таких как грунтовка и т.д., может быть минимизирована. Кроме того, гипсовые продукты, такие как, например, стеновая панель, плитка, блок, слепки и им подобные, имеют относительно низкую влагостойкость, если не изменены их физическая и химическая модификации в отношении проблемы водной адсорбции гипсовой панелью. Когда гипсовая стеновая панель, например, погружена в воду, панель может быстро поглотить значительное количество воды, во многом потерять свою целостность, структурную прочность и исказиться или раздуться в различных местах. Много попыток было сделано в прошлом для улучшения влагостойкости гипсовых продуктов добавлением гидроизолирующих материалов в объм гипсового раствора. Самый распространнный гидроизолирующий материал - гидрофобная эмульсия, обычно это эмульсия, содержащая воск, парафин,асфальт или состав силикона, например силаны и силоксаны. Как можно ожидать, изменение гипсового раствора для придания влагостойкости удорожает стоимость гипсового производства, и в отношении стоимости добавленного вещества, и в отношении дополнительного оборудования, необходимого подмешивания и подачи водоотталкивающего состава к гипсовому раствору перед применением. Таким образом, было найдено необходимым в производственном процессе гипсовых панелей, которые могут быть изготовлены с относительно высокой скоростью, для придания высокой структурной целостности и прочности использовать в качестве основания мат с относительно малым диаметром волокна и в качестве облицовочного покрытия полимерный материал добавки, предназначенный для нанесения на гипсовую панель, а именно на поверхность законченного гипсового панельного продукта, где это было бы наиболее полезным, создающего поверхность, идеальную для дальнейшей финишной обработки гипсовой панели, благодаря дополнительным средствам нанесения водостойкого материала. Наряду с тем, что влагостойкие свойства необходимы всем гипсовым слоям гипсовой панели, теперь они могут придаваться определнным слоям многослойной гипсовой панели,которая, вместе с другими многослойными панелями, изготовлена в соответствии с вышеупомянутым патентом US6524679. В результате дальнейшего развития, полученного в результате практики, и дальнейшее рассмотрение понятий, раскрытых в патенте US6524679, было найдено необходимым предоставить дополнительные средства для подачи необходимых определнных добавок в один из определнных слов гипсопанельного листа со слоями разной плотности с целью получения определнных необходимых свойств. Было найдено необходимым, например, для увеличения влагостойкости внешней лицевой поверхности стекловолоконного мата гипсовой панели, изготовленной в соответствии с рекомендациями вышеупомянутого патента US6524679. Кроме того, в соответствии с рекомендациями этого патента добавки должны быть предназначены только для того слоя, которому необходимо придать необходимые свойства, например плотному растворному слою, для того чтобы избежать ненужного удорожания и утяжеления законченной гипсовой панели, посредством добавления дорогостоящей и иногда плотной добавки к тем слоям гипсовой панели, которые не придадут так много преимуществ по сравнению с теми, которым-1 017468 эти добавки предназначаются. Сущность изобретения Настоящее изобретение стремится предоставить улучшенный гипсовый продукт и процесс его получения. В настоящем изобретении, вопреки предшествующей технике, гипсовый продукт сделан путм добавления гидрофобных (т.е. водоотталкивание или влагостойкость, термины, используемые взаимозаменяемо) веществ, таких как, но не ограничиваясь ими, керосин, воск, силоксаны и т.п., на указанные участки гипсовой панели, где польза от водоотталкивающих свойств является наибольшей, т.е. на поверхности и края панели. В соответствии с вариантом осуществления настоящего изобретения в нм дополнительно предоставлен способ для обеспечения водоотталкивания предопределнной поверхности гипсового продукта, способ, содержащий добавление гидрофобного вещества к жидкому гипсовому раствору, который наносится на указанный участок на гипсовой панели. В соответствии с раскрытым и заявленным здесь способом изготовления гипсовой панели с волоконными облицовочными полотнами, содержащим шаги приготовления первого гипсового раствора,имеющего первую консистенцию, непрерывно проходящего через первый гипсовый растворный транспортный сосуд, наносимого в предопределнном количестве, первого гипсового раствора, по крайней мере, на первое непрерывное неорганическое волоконное облицовочное полотно, транспортируемое первое непрерывное волоконное полотно, через станцию нанесения гипса, предоставляющую второй гипсовый раствор, имеющий вторую консистенцию и выкладываемый второй гипсовый раствор на первое волоконное полотно; приготовляемый второй гипсовый раствор, который, по существу, будет равномерно распределн по обращнной вверх верхней поверхности первого волоконного полотна; предоставляемый третий гипсовый раствор, имеющий третью консистенцию и выкладываемый на второе непрерывное волоконное полотно, второе неорганическое волоконное полотно, имеющее верхнюю и нижнюю поверхности, таким образом, верхняя поверхность второго волоконного полотна покрыта третьим гипсовым раствором; гомогенное подмешивание добавки в один из первого, второго или третьего растворов предшествует шагам предоставления гипсовых растворов; укладка второго неорганического волоконного полотна на второй гипсовый раствор, таким образом, помещает второй гипсовый раствор в объм между первым и вторым волоконными полотнами, формируя влажный гипсопанельный продукт. Для использования неорганического волокна, такого как раскрыто в вышеупомянутом патентеUS6524679, способ изготовления гипсовой панели, имеющей облицовочное полотно с содержанием неорганического волокна, преимущественно беспорядочно ориентированного неорганического волокна,содержит шаги выкладки предопределнного количества первого гипсового раствора, имеющего первую консистенцию, по крайней мере, на первое непрерывное полотно материала с беспорядочно ориентированными неорганическими волокнами, имеющего неравные промежутки между волокнами, посредством прохождения по крайней мере одного непрерывного неорганического волоконного полотна через станцию нанесения гипса; станция содержит два уплотняющих колеса, через которую проходит неорганическое волоконное полотно, на которое укладывается первый гипсовый раствор, имеющий первую консистенцию для проникновения через беспорядочные пустоты между неорганическими волокнами и, таким образом, покрывает и верхнюю и нижнюю поверхности неорганического волоконного материала гипсом, имеющим первую консистенцию, первый неорганический материал направляется от станции нанесения гипсового раствора к первой платформе формовки; второй гипсовый раствор, имеющий вторую консистенцию, выкладываемый на первый неорганический волоконный материал и производимый второй гипсовый раствор, по существу, равномерно распределяется по обращнной вверх верхней поверхности первого неорганического волоконного полотна; третий гипсовый раствор, имеющий третью консистенцию, наносимый на второе, по крайней мере одно из непрерывных неорганических волоконных полотен, и производимый третий гипсовый раствор,по существу, полностью проникает между неравными промежутками во втором неорганическом волоконном полотне; второе неорганическое волоконное полотно, накладываемое на второй гипсовый раствор, таким образом, заключает второй гипсовый раствор в объм между первым и вторым неорганическими волоконными полотнами, формируя влажную гипсовую панель; станция формовки панели, через которую передатся влажная гипсовая панель, имеет нижнюю плиту формовки и верхнюю плиту формовки, верхняя плита формовки содержит секции и определяет по крайней мере один предопределнный угол относительно нижней плиты формовки, вертикальное разделение между нижней плитой и по крайней мере одной секцией верхней плиты, имеющей предопределнный вертикальный размер, по существу, равный необходимой толщине изготовленной гипсовой панели. Альтернативно, колесо формовки может использоваться для формовки гипсовой панели, имеющей предопределнную толщину. Дополнительно может использоваться планка кромкострогального станка для заглаживания и, иными словами, завершения поверхностного финиширования гипсовой панели. Во втором варианте осуществления способ содержит добавление одной или более полимерных добавок к гипсовому раствору одной или обеих поверхностей.-2 017468 В другом варианте осуществления настоящего изобретения многослойная гипсовая панель включает в себя первый слой затвердевшего гипса, содержащего первый слой смеси затвердевшего гипса внешней поверхности по крайней мере с одним полимерным составом, внеснным в объм затвердевшего гипса, и пропитавший тонкое полотно беспорядочно ориентированных неорганических волокон на глубину его толщины, внешняя поверхность полотна, по существу, заключена в объме затвердевшего гипса и полимерного состава; второй слой состоит из затвердевшего гипса, затвердевший гипс во втором слое имеет меньшую плотность, чем затвердевший гипс в первом слое; третий слой, имеющий внешнюю поверхность, содержит затвердевший гипс, пропитавший второе тонкое полотно с беспорядочно ориентированными неорганическими волокнами, внешняя поверхность третьего полотна, по существу, заключена в объм затвердевшего гипса третьего слоя; затвердевший гипс в первом слое связан с гипсом второго слоя как единое целое, и затвердевший гипс во втором слое связан с гипсом в третьем слое как единое целое. Одной особенностью изобретения является использование механизма турбулизатора в узле подачи добавки. Устройство формовки гипсовой панели осуществляет подачу материала непрерывного полотна,гипсовый растворный миксер содержит механизм подачи гипса, расположенный по крайней мере на одной станции подачи гипса для подачи гипсового раствора на непрерывное полотно, по крайней мере один узел добавок, связанный с подачей жидкой добавки для добавления гомогенного потока добавки к первому гипсовому раствору в транспортном сосуде первого гипсового раствора, механизм подачи гипса для срединного слоя содержит транспортный сосуд второго гипсового раствора, станция присоединения полотна для присоединения непрерывного полотна к срединному гипсу и гипсовая конвейерная линия,имеющая конвейерную ленту с поверхностью для передвижения формуемой гипсовой панели от станции присоединения полотна, узел добавок содержит инжектор подачи добавки по каналу подачи жидкой добавки, турбулизатор, расположенный на линии подачи жидкой добавки по крайней мере одного из механизмов подачи гипса, турбулизатор содержит констриктор жидкости, имеющий выходное отверстие,выходное отверстие констриктора жидкости расположено сопредельно с гипсовым растворным потоком,транспортируемым через транспортный сосуд первого гипсового раствора. Краткое описание чертежей Фиг. 1 - диаграммный вид сбоку станции формовки гипсовых панелей согласно настоящему изобретению; фиг. 2 - детальный диаграммный вид сбоку узла вибратора, изображнного на фиг. 1; фиг. 3 - детальный диаграммный вид сбоку фиг. 1, показывающий вершину листа, согласно настоящему изобретению; фиг. 4 - схематическая иллюстрация структурных элементов, используемых для процесса смешивания эмульсии, и система нанесения необходимых покрытий на гипсовые панели; фиг. 5 - детальный вид в плане варианта осуществления изобретения; фиг. 6 - детальная аксонометрическая проекция узла изобретнной дополнительной системы нанесения; фиг. 7 - аксонометрическая проекция поперечного сечения или неполная сборка изобретнной системы, показанной на фиг. 5 и 6. Подробное описание изобретения На диаграммной иллюстрации вида сбоку фиг. 1 показана станция 10 завода формовки панелей варианта осуществления настоящего изобретения. Несмотря на то что изображнный вид сбоку станции 10 показан в виде диаграммы, отдельные элементы ясно изображены друг относительно друга. Возможны различные модификации к расположению, и расстояния между отдельными элементами не в масштабе даны для простоты иллюстрации, но смысловая и рациональная систематизация понятна любому, имеющему обычные способности в технике. Изобретнный завод 10 включает в себя рулон 12 подачи, который осуществляет непрерывную подачу полотна, однослойного материала, который в изображнной схеме определн как нижнее облицовочное полотно 14. Рулон 12 подачи может подавать полотно, содержащее любой обычный материал,используемый в гипсовых панелях, например бумага или бумажное полотно, но для целей настоящего изобретения материал полотна 14 основания преимущественно содержит мат длинных неорганических волокон, например стекла, волокна, которые более ясно будут описаны ниже в соответствии с формовкой изобретнного гипсового панельного изделия, когда неорганические волокна содержат пассивированное стеклом волокно, изделия, иногда упоминаемые здесь, такие как армированные стекловолокномгипсовые панели ("GRG"). Рулон подачи 12 непрерывно подат нижнее облицовочное полотно 14 на стол 16 первичной формовки, имеющий обращнную вверх поверхность 18, являющейся рабочей поверхностью для дальнейшей обработки нижнего облицовочного полотна 14. Стол 16 первичной формовки также служит основанием для узла 20 валов подачи, расположенных перпендикулярно поверхности 18.-3 017468 Полотно 14 может быть извлечено из рулона 12 подачи в соответствии с движением полотна, протягиваемого через станцию 10 формовки панели, конвейерной лентой, как будет описано ниже. Два вала подачи расположены вертикально внутри узла 20 валов подачи, один узел 22 валов над нижним облицовочным полотном 14 взаимодействует со вторым узлом 22' валов под полотном 14. Узлы 22, 22' валов вращаются на валах и частично производят сгибы нарезных бортов на полотне 14. Сгибы крав расположены с учтом возможности изменения величины сгиба края для того, чтобы сгибы вверх удерживали раствор, отлитый на нижнее облицовочное полотно 14, от стекания вниз к узлу 20 валов, как описано ниже. Непрерывный миксер 30, показанный на фиг. 1, принимает сырье, т.е. штукатурку, пластификатор,гипс (в порошковой форме), воду и другие добавки, через одно или более входных отверстий, одно из входных отверстий 32. Миксер 30 обеспечивает перемешивание, например, посредством вращения ведущего вала 33 со смешивающим лезвием (не показано), с помощью которого достигается необходимая плотность влажного гипсового раствора. В результате необходимости производства многослойной гипсовой панели, в соответствии с особенностями настоящего изобретения, миксер 30 может содержать отдельные смешивающие камеры (на фиг. 1 не показаны) для создания отдельных и различных растворных смесей. Непрерывный миксер типа используемого в этом изобретении описан и изображн в непрерывный миксер типа используемого в настоящем изобретении, описан и иллюстрирован в обычно находящемся в собственности патента US5908521, который как полностью здесь сформулированный, зарегистрирован ссылкой. Непрерывный миксер 30, таким образом, обеспечивает несколько выходов для гипсового раствора,каждый из которых обладает изменяющимися необходимыми характеристиками, зависящими от функций растворного слоя, для которого каждый определнный выход производит гипсовый раствор. Каждый выход включает в себя выходной контроль, чтобы управлять количеством гипсового раствора, необходимого для подачи через выходные отверстия на производственную линию формовки гипсовых панелей. Как описано в вышеупомянутом патенте US5908521, управление может осуществляться одним или более механизмами нанесения раствора, которые имеют управляемую скорость подачи, таким образом обеспечивая только требуемое количество гипсового раствора, нагнетаемого через выходные отверстия. Обратимся снова к фиг. 1, как описано в вышеупомянутом патенте US5908521, миксер 30 включает в себя первый выход 34 раствора, управляемый устройством регулирования 36, который учитывает непрерывный поток растворной смеси, имеющей необходимые особенности. В этом варианте осуществления миксер 30 установлен для подачи двух типов раствора. Устройство регулирования 36 поставляет более плотную гипсовую растворную смесь, которая, в конечном счете, используется как первый слой покрытия законченной гипсовой панели, как будет описано ниже. Из отверстия растворного выхода 34 нагнетается жидкий гипсовый раствор непосредственно на нижнее облицовочное полотно 14, которое непрерывно движется над поверхностью 18 стола 16 формовки. Растворный выход 34 обычно содержит резиновый патрубок, но могут использоваться и другие типы выходов, например гибкие шланги или трубопровод. Преимущественно гипсовый раствор 38 льется на обращнную вверх поверхность полотна 14 на ту часть поверхности, которая находится над поверхностью стола 18 формовки, и предопределнное количество плотного гипсового раствора наносится на непрерывно перемещающееся полотно 14, чтобы нанести внутренний слой лицевой стороны нижнего полотна 14. Необходимо отметить, что эта обращнная вверх внутренняя поверхность полотна 14 обычно предназначена быть внутренней поверхностью нижнего облицовочного полотна 14 и будет находиться под поверхностью панели, когда гипсовая панель будет полностью сформирована. Чтобы гарантировать,что плотный гипсовый раствор 38 будет равномерно распространн по поверхности нижнего облицовочного полотна 14, ряд колес ролика 40, 42, также упомянутые здесь как покрывающие ролики 40, 42, помещены также над и под полотном 14. Колеса 40, 42 могут вращаться в прямом или обратном направлении. Одно преимущество и выгода, которую получают при использовании вращающихся колес ролика 40, 42, состоит в том, что в дополнение к обеспечению гладкого, равномерного распространения поверхностного покрытия по мату, содержащему нижнее облицовочное полотно 14, плотный растворный слой 38, нанеснный на внутреннюю поверхность полотна, уплотнн верхним колесом ролика 40, равномерно распространн по полотну 14, вследствие чего сформирована структурно составная поверхность. Поверхностный слой гипсового раствора 38 может быть изменн, чтобы содержать добавки типа разработанного полимера для обеспечения структурного и нагрузочного усиления несущей способности гипсового панельного продукта. Как будет описано, дополнительная добавка полимера может также предоставить полимерную матрицу, которая обеспечивает водонепроницаемую поверхность, имеющую необходимые эксплуатационные характеристики, таких как пластиковая обшивка, или водоотталкивание, свойства, чтобы расширить возможные использования гипсовых панельных продуктов как для внутреннего,так для наружного использования. В предпочтительном варианте осуществления изобретения материал, содержащий нижнее облицовочное полотно 14, является полотном беспорядочно ориентированного минерала, например стекла, волокна, имеющего средний диаметр волокна 13-16 мкм (0,005-0,0065 дюймов) и содержащего переплт,-4 017468 чтобы держать стеклянные волокна в форме стекловолоконного мата, имеющего необходимую толщину. Такие стекловолоконные маты известны для использования в производстве гипсовых панелей, например см. вышеупомянутые патенты US6524679,4378405 и WO 9809033 (European Patent0922146). Использование минерального волоконного мата, который для воды в принципе является пористым,обеспечивает дополнительное структурное усиление гипсовой панели. Пористая структура минерального волоконного мата также позволяет жидкому гипсовому раствору проникать через поры между минеральными волокнами, пропитывая и покрывая верхнюю поверхность, посредством проникновения жидкого раствора, нижнюю поверхность нижнего облицовочного полотна 14. Таким образом, поскольку нижнее облицовочное полотно 14 проходит через уплотняющие ролики 40, 42, уложенный более густой гипс 38,покрывающий минеральные волокна и усиленный в процессе роликового уплотнения, пропитывает нижнее облицовочное полотно 14 и, с укладкой густого гипсового слоя 38, покрывает нижнюю и верхнюю поверхности. Идеально, если густой гипс 38 посредством уплотнения пропитывает стекловолоконный мат полотна 14 насквозь на 100%, хотя производственные допуски могут позволять приблизительно 9598% пропитку. В предпочтительной форме благодаря роликовому уплотнению 40, 42 происходит проникновение уложенного густого гипсового раствора 38 при покрытии нижней поверхности стекловолоконного мата нижнего облицовочного полотна 14. Эта поверхность нижнего облицовочного полотна 14, в конечном счете, станет лицевой поверхностью законченных гипсовых панельных продуктов. Преимущественно уложенный гипсовый раствор 38 должен сформировать прилив 39, который затем пропитывает насквозь поверхность нижнего стекловолоконного мата 14 непрерывным слоем уложенного гипса, формируя густой гипсовый слой, имеющий толщину, находящуюся в диапазоне приблизительно от 0,01 до 2,0 мм, как измерено от наиболее удалнной поверхности стекловолоконного мата 14. Хотя проникновение раствора 38, возможно, не приводит к образованию непрерывного слоя, имеющего дискретную толщину, тем не менее, процесс в целом приведет каждое из стеклянных волокон, содержащихся в стекловолоконном мате 14, к покрытию их поверхности так, что очень немногие из них останутся видимыми непокрытыми стеклянными волокнами. Скорость вращения роликов 40, 42, в зависимости от вязкости и плотности гипсового раствора 38,может быть приспосабливаема к скорости линейного перемещения стекловолоконного мата 14 и количеству гипсового раствора 38, наносимого на мат 14. В действительности, роликовое уплотнение 40, 42 служит для подачи раствора 38 через мелкие беспорядочные пустоты между волокнами мата 14 и выкладки материала на верхнюю поверхность тканевой сетки, по необходимости, в больших или меньших количествах заполняя пустоты и покрывая верхнюю и нижнюю поверхности мата 14. Хотя роликовое уплотнение 40, 42 показано вращающимся в направлении передвижения нижнего облицовочного полотна 14, это возможно, и в некоторых вариантах осуществления этого изобретения желательно иметь вращение роликового уплотнения в противоположном направлении от того, которое показано на фиг. 1. В таком случае описанный ниже механизм, такой как конвейерная лента формовки,расположенный далее по движению после роликового уплотнения 40, 42, используется для создания движущей силы, приводящей в движение нижнее облицовочное полотно 14 через станцию 10 формовки гипсовых панелей, даже против реактивных сил, создаваемых противоположно вращающимися, покрывающими роликами. Конечно, альтернативно, другие средства могут использоваться в различных месторасположениях производственного процесса поточной линии, чтобы обеспечить движущую силу для перемещения полотна 14 через станцию 10, например другой набор роликов далее по движению (не показанный), который тянет мат 14 вправо. Необходимо отметить, что гипсовый растворный слой на главной поверхности полотна нижнего основания не должен быть абсолютно ровным или полностью гладким, так как сразу после последующих шагов в процессе могут быть предоставлены дополнительные возможности сглаживания, как будет описано ниже. Гипсовая панель с минеральным волоконным полотном может быть изготовлена многослойной,включая в себя, но не ограничиваясь ими, усиленные, более плотные верхние и нижние слои и менее усиленный и менее плотный средний слой или средину. Слоистая структура выгодна, поскольку это позволяет гипсовой панели иметь уменьшенный вес, не жертвуя сложным структурным усилением заключительного гипсового панельного продукта. Таким образом, в соответствии с рекомендациями вышеупомянутого патента US5908521 непрерывный миксер 30 используется для предоставления второго,менее плотного гипсового слоя, именуемого как срединный гипсовый раствор 44 или просто раствор 44,в котором содержится основная масса материала в законченных гипсовых панельных продуктах. Срединный слой гипсового раствора 44 нагнетается из миксера 30 устройством управления 46 и через выходной патрубок 48, который может содержать резиновый шланг или рукав. Непрерывный слой уложенного раствора 44 должен формироваться со стороны перемещающегося нижнего облицовочного полотна 14, соединнного со слоем плотного раствора 38. Срединный слой раствора 44 может содержать различные сочетания составляющих материалов в отличие от густого гипсового раствора 38, как известно, например добавление наполнителя или усиливающих добавок, или может просто включать те же самые составляющие элементы, но они могут иметь более легкую или менее густую консистенцию, потому что гипсовый раствор 44 содержит пенящиеся-5 017468 материалы, которые не добавляются к густому раствору 38. Известно, что более длительное время смешивания в уложенном гипсе вызывает большее количество вовлечнных воздушных пузырей, называемое в этом случае вспениванием, достигающих поверхности уложенного гипса и, таким образом, выходящих из незатвердевшего гипсового растворного материала. Это большее количество воздуха, вовлечнного как мелкие воздушные пузыри, придат повышенную легкость, пониженную плотность срединному гипсовому раствору 44. Гипсовый раствор, и особенно гипсовый раствор, который был изменен добавками полимера, имеет клейкие свойства в свом влажном состоянии, которые создают некоторые трудности при обработке. Соответственно, плночное покрытие 43, обычно наносимое по крайней мере одним из покрывающих роликов, преимущественно покрывающим роликом 42, позволяет более легко непрерывно отделять поверхность покрывающего ролика от влажной гипсовой поверхности, одновременно с выкладкой большого количества гипсового раствора 38 на мат полотна 14. Материалы для такого плночного покрытия поверхности содержат соответствующие полимеры типа тефлонового (Teflon) покрытия, которые способны обеспечить тврдую поверхность, кроме того, отталкивающую гипсовый раствор, приклеивающийся или прилипающий к поверхности покрывающих роликовых колес. Другая важная причина создания более плотного растворного слоя в соединении с более лгким срединным растворным слоем в гипсовой панели заключается в том, чтобы граница между плотными растворными слоями 38 и срединным растворным слоем 44 создала задерживающий барьер, который служил бы для управления и запрещения перемещения добавок полимера от поверхностного плотного растворного слоя 38 к срединному растворному слою 44. Это перемещение, наиболее вероятно, произойдт в течение процесса обычной высокотемпературной обработки, описанного ниже, используемого для сушки законченного панельного продукта. Получающийся панельный продукт, прошедший термообработку, способен лучше удерживать полимерные добавки в плотном поверхностном растворном слое 38,которые, таким образом, формируют лучшую, более однородную полимерную матричную основу или"корневую систему" для сополимерной структуры в законченных продуктах, как описывается ниже. Полимерные добавки, внеснные в плотный гипсовый слой 38, сушат и герметизируют его вследствие их миграции в направлении нижнего облицовочного полотна 14 и их миграции, распространяющейся в направлении срединного растворного слоя 44 в форме усиков или корней, которые создают большую целостность сформированных связей между срединным гипсовым слоем 44, волоконным листом 14 и лежащим плотным растворным слоем 38. Вместе с тем, по причине того, что более легкий гипсовый слой 44 содержит вовлечнную пену, а плотный растворный слой 38 - нет, в слой 44 присадочные материалы проникают глубже. Это прикрепление, произведенное добавочным насыщенным полимерным материалом, улучшает матричную структуру, в конечном счете улучшая поверхностную твердость и структурную целостность законченной гипсовой панели, и создат прочную внешнюю оболочку панели, а также улучшает допустимую нагрузку, создаваемую грузом, и способствует е гибкости. Обращаясь снова к фиг. 1, после прохождения через покрывающие ролики 40, 42 нижнее облицовочное полотно 14 проходит на второй стол 50 формовки, имеющий горизонтальную поверхность 52 формовки. Хотя первый стол 16 формировки и второй стол 50 формовки, в схематическом представлении на фиг. 1, показаны как отдельные столы, возможно и, в определнных случаях, предпочтительно,чтобы стол формовки содержал один удлиннный стол (не показанный) с несколькими вырезанными частями, внутри которых установлены, например, узел фальцевальных колс 20 или уплотняющие ролики 40, 42 и вибраторы. Чтобы облегчать транспортировку нижнего облицовочного полотна 14, содержащего вес плотного раствора 38 и центрального раствора 44, не допускающая пригорания настольная платформа 59 расположена на поверхности 52 стола 50. Обращаясь теперь к фиг. 2, которая является укрупннным видом фиг. 1, обращнная вверх поверхность 60 настольной платформы 59 предоставляет рабочую поверхность для производства гипсовой панели. Предпочтительно, если покрытие стола содержит гладкий, не допускающий пригорания материал, такой как нержавеющая сталь, эластомерный материал, например резина,или полимерный материал, например Formica ("Формайка" - фирменное название прочного жаростойкого пластика одноимнной компании; часто используется для покрытия кухонной мебели), имеющий достаточную структурную прочность для поддержки перемещающегося веса раствора 44, расположенного на столе 50. Как очевидно из поперечного сечения укрупннного вида фиг. 2, настольная платформа 59 зафиксирована непосредственно на поверхности 52 стола 50 так, чтобы срединный слой 44 был расположен на нижнем облицовочном полотне 14, вес равномерно распределнного раствора 44 создат давление, направленное вниз, на полотно 14, приводя к выравниванию нижней поверхности полотна 14 по поверхности настольной платформы 59. Однако, как описано ниже, благодаря таким характеристикам настольной платформы 59, как гладкость и недопущение пригорания, нижнее облицовочное полотно 14 и растворы 38, 44, свободно проходят по столу формовки. Поперечное сечение вида фиг. 1 также не показывает ширину выходного отверстия трубопроводов 34 и 48. Могут использоваться различные известные конструкции, содержащие удлиненный трубопро-6 017468 вод, расположенный поперек направления перемещения панели. Такие трубопроводы могут выкладывать слой гипсового раствора поперек ширины мата 14. Альтернативно, трубчатый трубопровод, прикреплнный к резиновому рукаву (как показан), вносит непрерывный поток гипсового раствора на стекловолоконный мат 14. Этот гипсовый растворный поток может тогда быть распределн перед уплотняющими роликами 40, 42 для создания гладкой поверхности над полотном 14, например, по диагонали поворачиваемыми лопастями (не показаны) или специально установленными роликами или дамбой, которые распространяли бы гипсовый раствор от центра к краям нижнего полотна 14. Точная форма трубопроводов не обозначена и не является критической для настоящего изобретения, так как важно достижение равномерного распределения гипсового раствора по всей протяжнности и ширине мата с обеих сторон и снизу, и сверху полотна. Жидкий менее плотный срединный гипсовый раствор 44 выкладывается на пропитываемое нижнее облицовочное полотно 14 или смежный третий стол 56 формовки, имеющий верхнюю поверхность 58,для поддержки мата 14 в соединении с пропитывающим раствором 44. Канал 62 между вторым столом 50 формовки и третьим столом 56 формовки предоставляет пространство для расположения первого платформенного вибратора 64, и другой канал 66 предусмотрен для установки второго платформенного вибратора 68 между третьим столом 56 формовки и четвертым столом 70 формовки, имеющим верхнюю поверхность 72. Такие вибраторы описаны в патенте US4477300, который здесь включен ссылкой. Как более ясно показано на укрупннном виде фиг. 2, настольная платформа 59 располагается между первым и вторым столами 50, 56 формовки над каналом 62 и также между третьим и четвертым столами 56, 70 формовки над каналом 66. Поскольку каждый из столов 50, 58, 70 расположен так, чтобы их поверхности 52, 58, 72 были копланарными (лежащими в одной плоскости), настольная платформа 59 установлена, опираясь на стол горизонтально, по существу, по всей длине полностью от края до края станции 10 формовки гипсовой панели, т.е. от края до края полной длины, определнной вторым и четвертым столами формовки 50, 56, 70. Показанные на фиг. 2 платформенные вибраторы 64, 68, каждый из которых содержит ролики 74,установленные непосредственно рядом с секцией настольной платформы 59, покрывающей верхнюю часть соответствующих каналов 62, 66. Каждый ролик 74 платформенного вибратора установлен так,чтобы вращаться вокруг валов 73, оба ролика расположены горизонтально в направлении, поперечном к направлению движения панельной поточной линии. Каждый из роликов 74 имеет диаметр, который лишь немного меньше радиального расстояния между каждым из валов 73 и нижней поверхностью 62',66' настольной платформы 59, покрывающей соответствующие каналы 62, 66. Каждый платформенный вибратор 64, 68 дополнительно содержит множество выступов 78, которые расположены радиально по внешней поверхности 79 роликов 74 платформенных вибраторов. Выступы 78 расположены продольно вдоль поверхности 79 роликов 74 в направлении, параллельном валу 73. Поскольку ролики 74 платформенного вибратора вращаются вокруг вала 73, выступы 78 регулярно ударяют снизу по поверхностям 62', 66' настольной платформы 59, которые на мгновение поднимают настольную платформу 59 вместе с нижним облицовочным полотном 14 и сочетанием растворов 38, 44,которая вслед за тем сотрясает жидкий раствор, лежащий на полотне 14. Такое сотрясение заставляет раствор 38 выравниваться по верхней поверхности пропитываемого мата 14, а также заставляет раствор 44 более основательно проникать внутрь и связываться с более плотным раствором 38, расположенным на верхней поверхности нижнего облицовочного полотна 14. Другой функцией, предоставляемой платформенными вибраторами 64, 68, является "замешивание" пены из больших воздушных пузырей, захватываемых из нижней поверхности нижнего облицовочного полотна 14. Поскольку нижнее облицовочное полотно 14 проходит над каналами 62, 66, более плотный раствор 38, который пропитал насквозь мат нижнего облицовочного полотна 14, выкладывается и продолжает иметь воздушные пузыри внутри гипсового раствора и вблизи поверхности нижнего полотна. Вибрация от платформенных вибраторов 64, 68, заставляет эти пузыри пены достигать поверхности и выходить изнутри гипсового раствора 38, таким образом приводя к гладкой внешней поверхности законченной гипсовой панели, по окончании производственного процесса, как указано в вышеупомянутом патенте US4477300. Завершение операции сглаживания раствора 44 приводит к чрезвычайно плоскому соединению нижнего облицовочного полотна 14 со срединным раствором 44, дополнительно продвигаемого по плите формовки станции 80 соединения верхнего и нижнего полотен (фиг. 1), расположенной далее по движению, т.е. правее, как видно из фиг. 1, платформенных вибраторов 64, 68. Узел плиты формовки станции 80 соединения полотен работает в контакте с верхним облицовочным полотном 114, формируемым узлом 110 станции покрытия полотна, имеющей элементы, подобные тем, что и в основной поточной линии, формирующей нижнее облицовочное полотно 14. Верхнее облицовочное полотно 114 состоит из полотна или мата беспорядочно ориентированных минеральных волокон типа стеклянных волокон и развертывается из рулона 112 подачи, подобного рулону 12 подачи. Элементы, подобные тем, которые используются для производства нижнего облицовочного полотна 14, идентифицированы подобными цифрами в "сотой" серии, используя те же самые две последние цифры, как и те, которые идентифицируют подобные элементы в работе с нижним полотном-7 017468 14. Рулон подачи 112 выдат непрерывное верхнее облицовочное полотно 114, которое в законченной гипсовой панели будет прилегающим изнутри к лицевой поверхности гипсового панельного продукта,впоследствии используемого в строительстве стен. Как показано на фиг. 1, подачу верхнего облицовочного полотна 114 возможно потребуется осуществлять через различные петли вокруг, например роликов 102, чтобы таким образом избежать помех в работе главной поточной линии со стороны узла 110 облицовочного полотна. Узел 110 облицовочного полотна направляет верхнее облицовочное полотно 114 на верхний стол 116 формовки полотна, имеющий направленную вверх поверхность 118. Непрерывный миксер 30 дополнительно содержит выходное отверстие 134 раствора, управляемое устройством 136 управления, обеспечивающее непрерывный поток плотного гипсового раствора 138,укладываемого на верхнее облицовочное полотно 114, как показано, на узле 110. Укрупннный вид поперечного сечения части станции узла 110 обработки облицовочного полотна иллюстрирован на фиг. 3, и теперь ссылка сделана совместно к фиг. 1 и 3. Хотя на фиг. 1, преимущественный вариант осуществления, изображены два отдельных растворных контроллера 36, 136 для подачи двух различных растворных смесей 38, 138 соответственно для нижнего облицовочного полотна 14 и верхнего полотна 114, возможно предпочтительнее было бы иметь один разгрузочный канал миксера, приводимый к двум контроллерам, управляющим разгрузкой двух или более выходов, подобно описанному в вышеупомянутом патентеUS5714032. Альтернативно, один контроллер (не показан) может использоваться с разгрузочными выходами, имеющими индивидуальные клапаны, позволяющими варьировать и управлять потоком гипсового раствора каждой выходящей струи в зависимости от эксплуатационных потребностей производственного процесса панелей. Каждый из отдельных контроллеров 36, 46, 136, показанных на фиг. 1, управляет единственным выходным отверстием, т.е. выходами 34, 134 плотного гипсового раствора или срединного растворного выхода 48. Конфигурация непрерывного миксера 30 предоставляет отдельные камеры смешивания, каждая из которых применяется для подачи гипсового раствора из отдельного выхода, которые, по необходимости, выдают определнный тип гипсового раствора. В зависимости от требований заказчика, подача раствора, осуществляемая каждым из выходов 34, 48, 134, позволяет, таким образом, оператору линии гипсовых панелей осуществлять подачу различных растворов, имеющих необходимые характеристики,на соответствующие необходимые участки производственной линии. Например, от выхода типа выхода 34 может потребоваться выдача более плотного гипсового раствора типа раствора 38. Раствор может, по необходимости, содержать определнные добавки, например полимерный компаунд, который с затвердевшим гипсом после его затвердевания формирует такую матричную структуру, которая позволит создать поверхность, подходящую для дальнейшей финишной обработки, как будет описано ниже. Однако,если необходимо иметь такую поверхность только для передней лицевой поверхности, тогда используется вариант осуществления, показанный на фиг. 1, обеспечивающий вариант включения добавки, подкачиваемой из контроллера 36, только в плотный гипсовый раствор 38, но не включать такую добавку в раствор 138, который будет завершающим на внутренней, при строительстве, задней стороне гипсовой панели. Альтернативно, гипсовый раствор 138 является более плотным, чем срединный раствор 44, и может иметь идентичную консистенцию раствору 38, покрывающему нижнее облицовочное полотно 14. Снова обратимся к показанной на фиг. 1 и 3 станции 110 покрытия раствором верхнего полотна, где плотный гипс 138 выкладывается на верхнее облицовочное полотно 114, состоящее из стекловолоконного мата, которое перемещается в направлении, показанном стрелкой А, проходя по поверхности верхнего стола 116 с раствором на полотне. Верхнее полотно перемещается, по существу, с той же самой скоростью, с которой перемещается нижнее облицовочное полотно 14 над столом 16 формовки. Гипсовый раствор 138 более плотный, чем срединный раствор 44, может иметь консистенцию, идентичную раствору 38 покрывающему нижнее облицовочное полотно 14. Станция 110 покрытия раствором верхнего облицовочного полотна содержит короткую плиту 116 формовки, подобную столу 16 формовки, за исключением того, что плита 116 имеет линейные размеры намного короче при длине, достаточной для достижения равномерного распределения гипсового раствора 138 и распространения раствора по поверхности перемещающегося верхнего облицовочного полотна 114 между боковыми краями непрерывного полотна 114. Для содействия процессу распространения гипсового раствора 138 по поверхности полотна 114 могут быть включены один или более пневматических вибраторов стола типа вибратора 148, чтобы вызывать вибрацию поверхности 118 стола 116. Уплотняющее колесо 140, имеющее цилиндрическую поверхность 142, вращается вокруг вала 144,вал 144 расположен поперек направления передвижения полотна 114. Вертикальное и горизонтальное расположение вала 144 важно для получения желаемого результата полной пропитки полотна 114 плотным раствором 138. Как показано на фиг. 3, вал 144 расположен линейно на очень коротком расстоянии от края 117 стола 116. Вал над поверхностью 118 стола по вертикали расположен на расстоянии, немного меньшем радиуса колеса 140, так, чтобы уплотняющее колесо 140 располагалось в пространстве ниже плоскости, определнной поверхностью 118 стола. Как показано на фиг. 3, в производственном процессе уплотняющее колесо 140 прикладывает давление, направленное вниз на движущееся верхнее облицовочное полотно 114, таким образом отклоняя полотно от его линейной траектории на некоторое неболь-8 017468 шое расстояние поперек поверхности 118 стола. Плотный гипсовый раствор 138, выкладываемый на перемещающееся верхнее облицовочное полотно 114', производит скопление раствора у перегородки 139, образованной избытком плотного раствора 138, который собирается в ограниченном пространстве между уплотняющим колесом 140 и верхним облицовочным полотном 114. Размер перегородки 139 может изменяться, в зависимости от необходимых характеристик окончательной пропитки верхнего облицовочного полотна 114', которая производится станцией 110 покрытия верхнего полотна. Например, если необходима большая степень покрытия для обеспечения большей структурной прочности гипсовой панели, то размер перегородки 139 может быть подобран таким, чтобы большее количество плотного гипсового жидкого раствора впитывалось в промежутки между минеральными волокнами мата, содержащего верхнее облицовочное полотно 114. В целях различия верхнее облицовочное полотно 114 определено как пропитанное верхнее облицовочное полотно 114' после пропитки плотным раствором 138. Работая во взаимосвязи с уплотняющим колесом 140, направляющая пластина 113 с загнутыми вниз краями, на которую наталкивается полотно 114, при выходе из контакта с уплотняющим колесом 140 расположена перпендикулярно направлению движения полотна. Направляющая пластина 113 установлена предпочтительно так, чтобы вершина 115 была в плоскости, определнной поверхностью 118 или близко к ней. Такая компоновка заставляет полотно 114 находиться в натяжении, так как уплотняющее колесо 140 оказывает давление на полотно 114, направленное вниз перпендикулярно плоскости полотна; такое расположение способствует проникновению гипсового раствора 138 сквозь мат полотна 114. Для воспрепятствования затвердеванию раствора 138 на поверхности 142 уплотняющего колеса 140 соответствующее тонкое плночное покрытие 143, содержащее, например, тефлоновое покрытие(Teflon), может дополнительно быть нанесено на поверхность колеса 140 подобно покрытию 43 роликового уплотнения 42, как описано выше. Верхнее полотно 114', пропитанное плотным гипсовым раствором 138, под действием уплотняющего колеса 140 направляется ко второму роликовому колесу; промежуточное роликовое колесо 104 имеет вал 144', который параллелен валу 144. Промежуточное роликовое колесо 104 находится в общей траектории и плоскости, определнной поверхностью 118, и его функция заключается в изменении направления движения верхнего облицовочного полотна 114' так, чтобы верхняя поверхность полотна была переведена в положение нижней поверхности, и наоборот. Таким образом, поверхность нижнего облицовочного полотна 114, которая была снизу, вблизи поверхности 118, становится верхней поверхностью, и полотно 114' готово к подаче для нанесения раствора 44 сверху, как описано ниже. Полотна 114, 114' соединяются на станции 80 соединения полотен (фиг. 1), которая описана более подробно в вышеупомянутом патенте US6524679, и дальнейшее обсуждение в этом патенте, касающееся способов и конструкций для формирования панели, для краткости здесь будет опущено. Особенности, которые являются существенными для настоящего изобретения, касаются миксера 30 и рассеивания добавок в один или оба мата 14, 114 прежде, чем они собраны на станции формирования гипсовых панелей. Как показано на фиг. 1 и описано изначально в патенте US6524679, плотные растворные слои 38, 138, которые выкладываются на маты 14, 114, прежде чем к ним присоединятся срединные растворные слои 44, в первую очередь выкладываются на одно или более из заданных мест на матах 14, 114 и затем распределяются поперек ширины матов 14, 114 роликами, чтобы обеспечить однородно толстую плнку плотного раствора прежде, чем они соединятся на станции 80 соединения полотен. Равномерное рассеяние большинства добавок в объме плотных растворов 38 и 138, равномерно распределнных по поверхности матов 14 или 114, осуществляется посредством подмешивания их в плотный раствор в контроллерах 36 или 136 и последующего равномерного распределения раствора по поверхности матов. Однако для определнных типов добавок, например гидрофобных добавок, было обнаружено, что смесь в плотном растворе может, хотя и не всегда, привести даже к комкам или неравному рассеянию гидрофобных добавок на всм протяжении плотного растворного слоя. В результате,когда плотный раствор распределн по матам 14, 144, плнка плотного раствора может быть распространена по поверхности мата равномерно и последовательно, но сама добавка вс же может комковаться на мате, беспорядочно или через определнные промежутки. Такие возможные случаи нежелательны, так как неравномерное рассеяние добавки, на начальной стадии, по поверхности гипсовых панельных продуктов часто приводит к эксплуатационным недостаткам добавки или неадекватности выполнения функций, для которых она была внесена. Например, одна добавка, которая, как обнаружилось, неравномерно рассеивалась по поверхности панели, была эмульсией воска. Эмульсия воска была добавлена для придания необходимых свойств поверхности панели, например для увеличения влагостойкости поверхности панели. Однако, как общеизвестно, вода будет стремиться проникнуть в поверхность и, в первую очередь, пройдт в точке наименьшего сопротивления. Таким образом, вода более легко проникает в середину панели вследствие неравного рассеяния эмульсии, и панели, в которых это обнаружено, не соответствуют в полной мере стандартам влагостойкости, которые предъявляют соответствующие требования в определнной юрисдикции. Таким образом, в настоящем изобретении были предусмотрены устройства, обеспечивающие более равномерное рассеяние добавок, особенно гидрофобных добавок, в плотном гипсовом растворе и, таким образом,-9 017468 обеспечивающие более равномерное последовательное рассеяние добавки по всей ширине профиля панели. Обратимся теперь к фиг. 4, в которой подобные элементы идентифицированы идентичными ссылочными номерами, где изображн миксер 30 в схематической диаграмме, иллюстрирующей систему подачи добавок. Миксер 30 может быть взят из множества любых типов миксера, но в данном случае предпочтительно, чтобы миксер 30 был игольчатым, известным в технике, миксером 30. Игольчатый миксер 30 - основной миксер для всех растворов, и для плотного растворного слоя, и для срединных растворных слов. Как описано выше, срединный раствор 44 взят непосредственно из миксера 30 через контроллер 46. Вместе с тем, контроллер 36 управляет подачей плотного раствора 38, поскольку раствор выкачивается из игольчатого миксера 30. Игольчатый миксер 30 имеет апертуру 186 входного отверстия,связанного с трубой 188 подачи добавок, которая входит непосредственно в выход 34 плотного раствора. Труба 188 используется для подачи плотного раствора 38 к одному или обоим матам 14, 114, на которые податся плотный раствор 38 или 138, содержащий соответствующие добавки. Таким образом, труба 188 подачи добавок обладает возможностью введения добавки непосредственно в растворный поток, поскольку она входит в выход 34 плотного раствора. Хотя подсоединнным показан только один выход 34 плотного раствора, должно быть понятно, что другая труба, подобная трубе 188, может также быть подсоединена к другому выходу подачи любого плотного гипсового раствора, например к выходу 134 или к выходу 148 срединного гипсового раствора,если это будет найдено необходимым. Описанная структура не должна быть ограничена единственной показанной связью, но особенность изобретения заключается в возможности изменения содержания специфических добавок в том гипсовом слое, в котором они необходимы. Другие модификации также станут очевидными для человека, имеющего обычный навык, например подсоединение трубы 188 подачи добавок непосредственно к контроллеру 36 или 136, в котором необходимо подмешивать добавки в плотный гипсовый растворный поток, как и к другим средствам управления и процессам, действующим совместно. Обращаясь снова к фиг. 4, добавка, предусмотренная для подмешивания в гипсовые растворные потоки, содержится в резервуаре 192 добавок. Поэтому конструкция, описанная здесь, особенно хорошо подходит даже для рассеивания добавки воска, используемого для создания необходимого сопротивления водопоглощению на поверхности гипсовой панели. Резервуар 192 содержит воск, для которого может потребоваться предварительное устройство нагрева и способ превращения эмульгирующего воска в эмульсию, которая легко может быть рассеяна в водном жидком растворе. Резервуар 192 показан схематически, будучи отделенным от инжектора 186, но может быть патентоспособно установить резервуар вплотную к игольчатому миксеру 30, что физически возможно, поддерживая воск, перед подачей, в состоянии, превращнном в эмульсию. Передающая труба 194 одним концом соединена с резервуаром 192 с восковой эмульсией, которая по необходимости обеспечивает непрерывный поток эмульсии воска к инжектору 186. Может требоваться фильтрация восковой эмульсии, и фильтр (не показан) может быть расположен в передающей трубе 192, чтобы избежать чрезмерно больших твердых частиц воска из восковой эмульсии, входящей в поток,во избежание закупорки или засорения системы подачи, что будет описано ниже. Передающая труба 192 другим концом соединена с насосом 198, который может содержать устройство управления потоком посредством регулирования вращения насоса 198 или отдельным клапаном 196 управления потоком, расположенным на линии, внутри любой передающей трубы 194 или в трубе 188 подающей добавки, для управления расходом добавки потока восковой эмульсии в инжекторе 186. Управление расходом восковой эмульсии в потоке - существенная особенность настоящего изобретения,поскольку для добавки требуются очень малые расходы для поддержания необходимой гомогенной консистенции и пропорции компонентов: плотного гипсового раствора и добавки. Это позволяет изобретению достигать оптимального баланса между сокращением стоимости излишней добавки и последовательным уменьшением поверхностного водопоглощения, характерного для боковой поверхности панели,одновременно при приемлемой гомогенности и влагостойкости. Для достижения необходимых целей другой существенной особенностью является наличие инжектора 186, который подмешивает добавку в плотный гипсовый раствор, подаваемый от игольчатого миксера 30 к верхней и нижней растворным станциям 110, 18 покрытия соответственно. Таким способом реализуется система 200 подачи добавки, располагаемая в потоке инжектора 186 добавок в конце трубы 188 подачи добавок, которая присоединена и подат добавки в выходное отверстие 34 плотного раствора. Для передачи добавки от резервуара 192 к системе 200 подачи добавки, как схематично показано на фиг. 4, помимо гравитационных сил, используется дополнительное устройство нагнетания, содержащее насос 198, который может быть насосом положительного перемещения, воздушным диафрагменным насосом или другим подходящим насосным механизмом. Другими подходящими насосами могут быть насос MOYNO, от Moyno, Inc., of Springfield, Ohio или насос TRIPLEX, от Kerr Pumps, of Sulphur, Oklahoma. Положительное смещение необходимо для поддержания положительного давления в потоке добавки, а также для поддержания давления в системе 200 подачи добавки, когда это необходимо. Такие типы насосов положительного смещения более предпочтительны, потому что они позволяют избежать- 10017468 разрыва эмульсии и, таким образом, поддерживать эмульсию в нужном состоянии. Обращаясь теперь к фиг. 5, видно, что каждая из двух систем 200 подачи добавки связана с трубой 34 подачи добавки в отдельные инжекторы 186 добавок. Хотя показаны две системы 200 подачи добавки,возможно использование любого количества таких систем от 1 до 20 в зависимости от количества и типов добавок, которые необходимы, для добавки в растворный поток в трубе 34. Каждая из систем 200 содержит быстрое подсоединение муфтой 202, для возможности быстрого соединения с входной трубой подачи добавки, типа трубы 188, показанной на фиг. 4. Муфта 202 быстрого соединения изготовлена заводским способом, пристыкована к системе 200 и может содержать фитинг 204 быстрого подсоединения,который обеспечивает герметичную стыковку к трубе 188 после простого затягивания фитинга 204. Такое устройство предоставляет несколько преимуществ, заключающихся в простом и селективном присоединении соответствующей системы 200 подачи добавки к плотному гипсовому растворному потоку, в зависимости от необходимого типа и характеристик панели, при изготовлении. Альтернативно,ввиду нижеописанной конструкции системы 200 возможно подсоединение двух или более систем 200 к той же самой трубе подачи (не показано), подавая, таким образом, двойное количество медленно вводимой добавки в растворный поток. Такая альтернативная процедура может использоваться, чтобы избежать чрезмерного расхода, который осуществлялся бы через единственную систему 200, и также гарантировала бы более полное перемешивание добавки в гипсовом растворе. Как показано на фиг. 1, 4 и 5 первая гипсовая растворная труба 34 выхода, подсоединнная к игольчатому миксеру 30, расположена снаружи в направлении от него. После выхода из контроллера 36 она соединяется с первой входной трубой 208, которая может использоваться как экстрактор плотного раствора из растворного потока, в случае если такой раствор необходим, например, для испытания или проверки качества или в случае необходимости для какого-либо другого процесса в производстве плоских гипсовых панелей. Вниз по течению вдоль трубы 34 узел 210 диафрагменного дозирующего клапана содержит стык 212 соединения с трубой 34 на одном конце, диафрагменный дозирующий клапан 214 на другом конце и центральную секцию 216, с которой связан воздушный инжектор 218 для диафрагменного дозирующего клапана 214. Диафрагменный клапан 214 управляется пневматически, посредством подачи воздуха и может управлять расходом плотного гипсового раствора, поскольку последний проходит через трубу 34. Ниже по потоку сразу за узлом 210 диафрагменного дозирующего клапана расположены две системы 200 подачи добавки, но таких систем 200, подсоединнных к трубе 34, может быть больше или меньше. Хотя в изображнной предпочтительной конфигурации системы 200 поток добавки движется вниз самотком под действием сил гравитации, также рассмотрено, что данная ориентация может быть изменена, чтобы сэкономить пространство, и системы могут быть расположены под углом к вертикали или даже под трубой 34. Добавка восковой эмульсии, осуществляемая из резервуара 192 (фиг. 4), может быть воском любой разновидности, способного придавать влагостойкость поверхности, например один или больше видов парафиновой и восковой эмульсии или другие известные и коммерчески доступные материалы, способные обеспечить влагостойкие свойства. Кроме того, несмотря на то, что использование этих добавок с волоконным матом облицованной гипсовой панели описано в терминах выше, настоящее изобретение может также использоваться вместе со стандартной бумагой, покрывающей гипс, с целью улучшения влагостойких свойств гипсовых бумажных поверхностных границ раздела таких панелей или других типов цементируемых панелей, в случае если доставка может увеличить стоимость изделий. При этом способе для обоих типов панелей, описанных в вышеупомянутом патенте US6524679, для усиления или улучшения других свойств изделий, облицованных бумагой и любым сочетанием цементирующих составов с бумагой, могут использоваться следующие другие добавки: полимеры, борная кислота, бораты,другие пеноподобные добавки, сурфактанты, диспергаторы, ингибиторы, поташ, силикаты, крахмалы,фосфаты, перлит, окись алюминия, а также может быть использован любой материал, который способен растворяться или рассеиваться в жидкой среде. Обратимся теперь к аксонометрическим проекциям на фиг. 6 и 7 соответственно, к готовой к развртыванию и развернутой системе 200 подачи добавки, показанных в альтернативных вариантах осуществления. Как показано на фиг. 6, система 200 содержит фитинг 204 быстрого подсоединения для соединения трубы 188 подачи добавки с входным отверстием 186 добавки. С таким быстрым соединением пользователь, по необходимости, может легко заменить трубы для инжекции в плотный гипсовый поток других подаваемых альтернативных добавок. Например, добавка восковой эмульсии была описана выше. Однако могут потребоваться другие химические добавки с целью подмешивания только в один гипсовый слой. Также физические добавки могут также быть добавлены для предоставления других необходимых свойств, например, плотным гипсовым слоям. Одна такая типичная добавка к стратифицированному плотному растворному слою может содержать частицы микроволокна для обеспечения увеличенной структурной прочности внешним слоям законченного гипсового панельного продукта. Альтернативно, используя рекомендации и структурные особенности настоящего изобретения, микроволокна могут быть введены в оба слоя, плотный и срединный гипсовый слой, но в различных концентрациях, например более сконцентрированная смесь микро- 11017468 волокон может быть добавлена в плотный растворный слой и менее плотная концентрация может быть добавлена к срединному гипсу. Микроволокна могут содержать любое множество различных материалов, например электронное стекло, углерод, минеральное волокно, полимерные и/или металлические волокна, и концентрация может быть различная, в зависимости от необходимых специфических характеристик гипсовых слов. Соответствующая концентрация таких микроволокон может находиться в диапазоне между 0,1 и 5,0 об.%. В зависимости от требований, микроволокна могут иметь длину в диапазоне от 1,0 до 25,0 мм, ширину в диапазоне от 0,002 до 0,025 мм и коэффициент сжатия в диапазоне от 1:1 до 25:1. Обращаясь снова к системе 200, показанной в фиг. 6 и 7, по ней, как только муфта фитинга 204 быстрого соединения зажата на системе 200, в загерметизированном виде, через систему 200 и гипсовую растворную трубу 2/34, движется поток добавочных материалов, например восковой эмульсии. Система 200, таким образом, содержит конструктивные возможности, благодаря которым можно управлять консистенцией и рассеиванием добавок в объме растворного потока, проходящего через трубу 34, как описано выше. Система 200 подачи добавки содержит закрытый корпус 206, который изображн как округлнный конический корпус, имеющий канал 208 большого диаметра, канал 208 малого диаметра и канал 209 малого диаметра. Канал 209 малого диаметра соединн трубой 204 быстрого соединения с трубой 188 подачи добавок, предоставляя, таким образом, канал для перетекания жидкости, по которому добавка могла протекать через корпус 206 в направлении входного отверстия 186. Хотя показанный как имеющий коническую форму, корпус 206 может иметь любой тип формы, соразмерной с поддержанием потока добавки в растворном потоке 38 в трубе 34, например продолговатые наклонные прямоугольные или восьмиугольные стенки. Как показано, размещенный в пределах стенок корпуса 206 турбулизатор 220, который выходит за пределы канала 208 большого диаметра в продольном направлении. Турбулизатор установлен, как показано на фиг. 6. Необходимо отметить, что на чертежах фиг. 6 и 7 соответствие размерам не обязательно. Особенностью изобретения является турбулизатор 220, который способствует гомогенизации при подмешивании добавки в растворный поток в точке инжекции. Система 200 подачи добавки содержит две рукоятки введения/втягивания 222, которыми осуществляется управление продольным позиционированием турбулизатора 220, как показано на фиг. 7, когда он находится в нерабочем положении, ручки располагаются снаружи радиально, что позволяет отсоединить турбулизатор 220 от примной горловины 234. Прижатие рукояток 222 к корпусу 206, как показано на фиг. 6, стопорит конец турбулизатора 220,противоположный каналу 210 малого диаметра, подсоединяя, таким образом, систему 200 к инжектору 186 добавок. Прижатием указанных рукояток в замкнутое сцепленное положение осуществляется подсоединение корпуса 206 к примной горловине 234. В этом положении положении турбулизатора 220 для подачи необходимых добавок клапан 224 трубчатого констриктора, форсунка 226 инжектора и выходной канал 228 добавки находятся в примной горловине 234. Турбулизатор 220 содержит трубчатый клапан 224 констриктора, который присоединен к форсунке 226 инжектора, имеющей выходной канал 228 добавки на е дальнем конце. Внутренний диаметр форсунки 226 инжектора может быть в диапазоне приблизительно от 3/32 до 3/16 дюйма (от 2,38 до 4,75 мм) ипредпочтительный диаметр канала 228 - около 1/8 дюйма (3,17 мм). Выходному каналу добавки предпочтительно иметь внутренний диаметр канала,который является намного меньшим, чем диаметр форсунки инжектора, и может быть в диапазоне приблизительно от 3/32 до 1/16 дюйма (2,38 к 1,59 мм). Вышеописанная конструкция обеспечивает выход твердых частиц восковой эмульсии в плотный растворный слой при соответствующем расходе приблизительно от 1 lbs./Msf до 10 lbs./Msf, где lbs фунт, Msf - 1000 кв.футов. Форма канала подачи турбулизатора, т.е. разбрызгивание добавки, подаваемой в плотный гипсовый раствор 38, может содержать одну или более известных форм каналов, которые могут обеспечить максимальное рассеивание материала добавки в объме растворного потока, например плоская, коническая многократная линейная инжекция, или другая соответствующая геометрическая форма канала, способная впрыскивать материалы добавок глубоко в растворный поток для эффективного смешивания с ним. Таким образом, имеющийся цилиндрический наконечник подачи, изображнный на фиг. 7, наконечник подачи и канал 228 инжекции добавок могут иметь другие формы канала, чтобы предоставить различные формы канала подачи и таким образом достигнуть оптимальной гомогенизации добавок в растворном потоке. Угол инжекции также предоставляет переменный параметр инжекции, который может быть оптимизирован для того, чтобы получить максимальное проникновение добавок и однородность распределения добавок в растворном потоке. Таким образом, в то время как угол, показанный на фиг. 7, непосредственно перпендикулярен плоскости конца канала 208 корпуса 206, другие углы инжекции также могут использоваться; можно взять любой острый угол относительно направления растворного потока или можно повернуть по потоку или против потока в диапазоне приблизительно от 1 до 179 относительно направления потока. Как показано,оптимальным считается, угол очень близкий к перпендикуляру, но практически он регулируется в диапазоне приблизительно от 70 до 110 для возможности обеспечения необходимой эффективности смеши- 12017468 вания материалов добавок, подаваемых в растворный поток. Например, принимая во внимание угол, под которым добавка вводится в поток, для осуществления более энергичного смешивания, добавка может вводиться в поток против течения жидкого потока под небольшим углом. Однако это может быть нежелательным в некоторых случаях, например, если не желательно вводить материал добавок встречно с растворным потоком во избежание чрезмерного взбалтывания или возмущающего воздействия, оказываемого на растворный поток. В таком случае направление инжекции добавок по течению растворного потока под небольшим углом может быть более предпочтительным с тем, чтобы имеющаяся добавка была смешана с жидким раствором путм естественного перемешивания во время подачи и выкладки плотного раствора 38 на маты 14, 114 или, альтернативно, на бумажную облицовку. Турбулизатор 220 в основном не использовался для осуществления инжекции добавок в жидкий раствор гипсопанельной линии на протяжении производственного процесса гипсовой панели. Таким образом, хотя такие форсунки турбулизаторов коммерчески доступны, например, от Spraying Systems, Co.of Wheaton, Illinois, доступны как Part1/8HH-SS8W, эти типы турбулизаторов не изготавливались и не использовались для рассеивания добавок непосредственно в текущий растворный поток. Вышеупомянутый патент US4378405 to Pilgrim, например, рекомендует поверхностную модифицированную добавку типа гидроизолирующих агентов, в виде синтетических смол, распылять на стеклоткань мата или сеть,но этот совет не обязательно приводит к желаемому покрытию поверхности гипсового панельного продукта добавкой, особенно если мат полностью заключн в гипсовую оболочку, как упоминалось в вышеупомянутом родительском US6524679. Другие рекомендуют рассеивать добавки в срединном гипсовом растворе, так же как и в поверхностных слоях в равных пропорциях, благодаря чему отпадает необходимость осуществления дифференцированной подачи добавок к определнным слоям. Как пример, было найдено, что подачу описанной выше первой партии добавки восковой эмульсии,подмешиваемой к гипсовой растворной смеси в игольчатом миксере, необходимо запланировать в размере дозы примерно 60 lbs./Msf плюс 5 lbs. Добавляемая восковая эмульсия непосредственно к плотным растворным смесям 38, 138 в трубах 34, 134, как описано выше, приведт к снижению влагостойких характеристик срединного слоя, но значительно повысит влагостойкость двух поверхностных гипсовых слов, покрывающих волоконные маты 14 и 114, поэтому в пропорции растворов, выкладываемых на гипсовую панельную линию, доля плотного раствора меньше, чем срединного. В результате получается продукт, который легче в весе и значительно более приспособлен к отталкиванию воды или влаги от поверхностных слов, для которых это свойство необходимо больше всего, в отличие от продукта, полученного в стандартном процессе с использованием добавки на всю партию в количестве 70 lbs, равномерно распространяемой во всех трх слоях. Обращаясь снова к фиг. 6 и 7, показанная конфигурация предусматривает для наконечника 2 форсунки 226, содержащего выходной канал 228 добавки, проводить поток с внутренней стороны стенок трубы 34. Таким образом, турбулизатор 220 не нарушает растворный поток, но вместе с тем вводит добавку (восковую эмульсию) в транспортируемый раствор 38. Из-за непрерывного давления жидкости, осуществляемого насосом 198, вихрь добавляемой восковой эмульсии,производимый в растворном потоке, гарантирует даже лучшее смешивание. Кроме того, для избежания пульсаций в подаваемой добавке использование насоса положительного смещения дат даже более высокие результаты смешивания. Однако положение наконечника форсунки в более активном состоянии может также располагаться вне внутренней поверхности стенки трубы 34, и канал 228 выхода добавки будет расположен в растворном потоке для более интенсивного введения добавки в растворную смесь с целью получения более интенсивного перемешивания. Однако, чтобы избежать повреждения форсунки 226, необходимо принимать во внимание, что гипсовый раствор транспортируется по трубе 34 с высокой скоростью. Эта конструкция может использоваться вместе с поворотной форсункой, описанной выше, в которой наконечник форсунки поворачивается под острым углом к потоку гипсового раствора для минимизации риска повреждения. Быстро соединяемая муфта 210 прикреплена к сужению 209 корпуса 206 фитингом 204 и в отдалнном широком конце 208 - к примной горловине 234, изображнной как шестигранный корпус, но может иметь почти любую геометрическую форму. При прикреплении системы 200 подачи добавок необходимо принимать во внимание вопрос о предохранении форсунки 226 от повреждений. Как только корпус 206 установлен на месте и соединн с примной горловиной 234, рукоятки 222 поворачиваются в вертикальное направление, фиксируя, тем самым, систему на месте. Одновременно, действие замка рукояток 222 выдвигает также форсунку 226 вниз к трубе 34 до тех пор, пока выходной канал 228 форсунки добавок не окажется на одном уровне с внутренней поверхностью стенки трубы 34. Инжектор 186,закрытый входным патрубком 236, подсоединн к трубе; для герметичного прикрепления инжектора 186 предпочтительно использовать сварку или другие подходящие средства. В дополнительном фитинге 238 и промежуточном соединителе 239 трубы, изображнных на фиг. 6, нет необходимости, если на гипсопанельной линии установлен предназначенный для добавок инжектор 186. Возможны также дополнительные модификации и предназначения при наличии выходного инжектора 186 добавок. Например, для направления потока гипсового раствора вокруг выходного инжектора 186, чтобы избежать давления жидкости перемещающегося гипсового растворного потока, направляемого на форсунку, к внутренней стенке трубы 34 или к концу форсунки 226 могут быть присоединены ло- 13017468 пасти (не показаны) или другие средства, которые благодаря их форме и размеру могут быть более приспособлены к выдерживанию этого давления. По сравнению, например, с простым распылением добавки по поверхности, выгодно и предпочтительно, чтобы добавка вводилась в объм плотного гипсового раствора, чтобы избежать дополнительного е рассеивания. На примере, известном в производстве гипсовых панелей, водная плнка, образующаяся на поверхности гипсовой панели в точке процесса формовки гипсовой панели, может дополнительно рассеивать добавку, если последняя наносится только на поверхность. В этой точке есть мера контроля, который можно обеспечить над процессом производства панелей, посредством введения корректирующей добавки для увеличения или уменьшения скорости рекристаллизации жидкого гипса или раствора, находящихся в форме. Идеально, если добавка полимера или восковая эмульсия в гипсовой растворной жидкости могут использоваться для увеличения прочности связи также между срединным раствором 44, внешними поверхностными плотными растворами 38, 138 и между плотным раствором, который проникает сквозь маты, стекловолоконных облицовочных полотен 14 и 114'. Полимер может производить полимерную матрицу, которая распространяется от соединения нижнего плотного срединного раствора и плотных растворных слов 38, 138, которыми пропитаны насквозь полотна 14, 114, до поверхности гипсовой панели. Полимерная матрица эффективно встроена в объме гипсовой основы и обеспечивает объединнную поверхность, которая может служить основой для дальнейшей финишной обработки, например окраски или водонепроницаемого акрилового покрытия, которое на этой стадии процесса финишной обработки может быть нанесено, например, покрывающим разбрызгиванием. Поверхностная структура передней лицевой поверхности законченной гипсовой панели может дополнительно содержать эти добавки, при помощи которых, как частей основной матрицы, получается гладкий плотный слой гипса, на котором другие полимерные составы, например акриловый, могут удерживаться. Например, плотные растворные вулканизирующие слои, затвердевая в процессе высыхания,создают жесткую поверхность, способную выдерживать груз и отталкивать воду. Поверхность, имеющая добавку полимера, улучшает водоотталкивание, и другие полимерные добавки могут обеспечить определнные участки для химической адгезии. Состав влагостойкого или непроницаемого покрытия может дополнительно содержать один или сочетание следующих полимерных составов: полиакриламид, полиметилакриламид, поливинидина хлорид (PVDC), полиамид, поли(гексаметилен(циклогексан (углеводород серии циклопарафиновадипамид), поливинилхлорид (PVC), полиэтилен, ацетат целлюлозы, полиизобутилен, поликарбонат, полипропилен, пенопласт, стирол, бутадиен, сополимер бутадиена стирола,полихлоропрен, стирол, бутадиен (Neoprene), натуральный каучук, поли(2,6-диметилпентиноксид),поли(4-метил-1-пентин) (Teflon), натуральный каучук, поли(2,6-диметилпентиноксид), поли-4, метилпентин-1 и полидиметилэтил силоксан, которые могут использоваться в одном или двух плотных растворных слоях, в различных концентрациях и даже в срединном гипсовом слое. Сравнительное испытание гипсовых панельных продуктов с добавкой восковой эмульсии и без не показали существенное увеличение влагостойкости, особенно когда использовались другие влагостойкие добавки в срединном и модифицированных плотных гипсовых растворных слоях. Результаты испытания образцов указывают среднее увеличение влагостойкости по крайней мере на 300% и, конечно, соответствуют и превышают минимальные требования и стандарты, провозглашенные Канадским Центром строительных материалов. Появившиеся данные предоставляют поддержку теории лучшего рассеивания по всей поверхности панели, согласно которой улучшаются эксплуатационные качества поверхности плотного растворного слоя. Дополнительные выгоды могут быть получены посредством изменений свойств восковой эмульсии, других используемых составов, сочетаний соединений, применяемой пропорции,времени и интенсивности вулканизации или изменения других параметров, таких как изменение прилагаемого усилия, с целью улучшения влагостойкости окончательного гипсового панельного продукта и других необходимых характеристик. Это изобретение было описано в отношении вышеупомянутых раскрытых вариантов осуществления. Модификации и изменения раскрытых вариантов осуществления лежат в пределах способностей людей, имеющих обычный навык в гипсопанельной технике, и это изобретение не подразумевает ограничиваться описанными раскрытыми вариантами осуществления, изобретение ограничивается только следующими требованиями и их эквивалентами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления гипсовой панели из волоконных облицовочных полотен, осуществляемый с использованием первого гипсового раствора, имеющего первую консистенцию, и второго гипсового раствора, имеющего вторую консистенцию, включающий следующие стадии:(a) укладка первого гипсового раствора на первое непрерывное волоконное полотно;(b) укладка второго гипсового раствора на указанное непрерывное волоконное полотно с обеспечением, по существу, равномерного распределения второго гипсового раствора по обращнной вверх поверхности волоконного полотна;(c) введение в первый или во второй гипсовый раствор перед стадиями (a) и (b) гидрофобной добавки и ее гомогенное перемешивание с раствором, при этом гидрофобную добавку вводят в гипсовый раствор с использованием турбулизатора путем ее инжекции в этот раствор;(d) соединение первого непрерывного волоконного полотна после стадий (a) и (b) со вторым непрерывным волоконным полотном с обеспечением формирования гипсовой панели. 2. Способ изготовления гипсовой панели по п.1, который включает стадию укладки третьего гипсового раствора, имеющего третью консистенцию, на верхнюю поверхность второго непрерывного волоконного полотна. 3. Способ изготовления гипсовой панели по п.2, который включает стадию подачи второго гипсового раствора между первым и вторым волоконными полотнами для обеспечения формирования многослойной панели. 4. Способ изготовления гипсовой панели по п.1 или 2, в котором гидрофобная добавка представляет собой восковую эмульсию. 5. Способ изготовления гипсовой панели по п.1, в котором первое волоконное полотно содержит беспорядочно ориентированные неорганические стеклянные волокна с неравными промежутками между ними, что позволяет первому гипсовому раствору с указанной гидрофобной добавкой, имеющему первую консистенцию, проникать в эти промежутки и обеспечивать покрытие раствором верхней и нижней поверхностей первого волоконного полотна. 6. Способ изготовления гипсовой панели по п.1, в котором гидрофобную добавку вводят в гипсовый раствор посредством насоса объемного вытеснения. 7. Устройство для изготовления гипсовой панели, содержащее устройство подачи первого непрерывного волоконного полотна; средство для подачи первого гипсового раствора на первое непрерывное волоконное полотно; средство для подачи второго гипсового раствора на первое непрерывное волоконное полотно; устройство подачи второго непрерывного волоконного полотна; станцию соединения первого непрерывного волоконного полотна, на которое поданы первый и второй гипсовые растворы, со вторым непрерывным волоконным полотном и конвейерную линию, снабженную лентой для перемещения сформированной гипсовой панели от упомянутой станции соединения; средство для подачи первого и второго гипсовых растворов, выполненное в виде гипсового растворного миксера, связанного по крайней мере с одним устройством для введения гидрофобной добавки в первый или второй гипсовый раствор, которое содержит турбулизатор, обеспечивающий инжекцию гидрофобной добавки в гипсовый раствор посредством дросселя.
МПК / Метки
МПК: B28B 19/00
Метки: изготовления, панели, способ, устройство, гипсовой
Код ссылки
<a href="https://eas.patents.su/18-17468-sposob-i-ustrojjstvo-dlya-izgotovleniya-gipsovojj-paneli.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления гипсовой панели</a>
Сборная панель для домостроения и способ изготовления такой панели
Номер патента: 15993
Опубликовано: 30.01.2012
Автор: Малапер Филипп
МПК: E04C 2/288
Метки: изготовления, панель, способ, домостроения, сборная, панели
Формула / Реферат:
1. Сборная панель (1) для домостроения, имеющая заполненную теплоизоляционным материалом сердцевину (2) в форме плиты, две фронтальные поверхности которой покрыты равномерным слоем (3А, 3В) бетона, отличающаяся тем, что упомянутая плита образует сердцевину (2) панели (1) и имеетпервый ряд расположенных вблизи одной фронтальной стороны плиты (2) вертикально протяженных гнезд (4) и размещенные в них вертикальные элементы (5) арматуры, образующие...
Акцептор альдегида (альдегидов) и способ изготовления древесной панели с его использованием
Номер патента: 13599
Опубликовано: 30.06.2010
Авторы: Симада Нобуюки, Икеда Такаси, Сираками Юкио, Мабути Томоюки, Такеути Тосия, Исимото Кенити
МПК: B27K 5/00, C09J 161/00, A62D 3/00...
Метки: использованием, древесной, изготовления, панели, альдегидов, способ, альдегида, акцептор
Формула / Реферат:
1. Акцептор альдегида (альдегидов), используемый будучи добавленным к древесным материалам или связующим или диспергированным в них, где упомянутый акцептор альдегида (альдегидов) является порошкообразным при комнатной температуре, упомянутый акцептор альдегида (альдегидов) включает по меньшей мере одно или несколько соединений, предназначенных для улавливания альдегида (альдегидов) и являющихся твердыми веществами при комнатной температуре, и...
Устройство внешнего электрического соединения электрически активных элементов электрически активной панели, таких как электрогенерирующие элементы фотоэлектрической панели
Номер патента: 16004
Опубликовано: 30.01.2012
Авторы: Реяль Жан-Пьер, Жотар Ив, Энжель Кристьян
МПК: H01L 31/05, H01R 9/24
Метки: внешнего, электрически, активных, элементов, устройство, таких, активной, элементы, соединения, панели, фотоэлектрической, электрогенерирующие, электрического
Формула / Реферат:
1. Электрически активная панель (1), такая как фотоэлектрическая панель, устанавливаемая в опорной раме (200), содержащей четыре трубчатые полые стойки (210, 211, 212, 213) и средства внешнего соединения электрически активной панели, отличающаяся тем, что средства (100, 140, 160, 180, 190) внешнего соединения расположены внутри полых трубчатых частей (201) стоек опорной рамы (200), при этом средства внешнего соединения электрически активных...
Способ качественного и количественного определения параметров древесной панели и способ управления переменными процесса ее изготовления с учетом этих параметров
Номер патента: 988
Опубликовано: 28.08.2000
Авторы: Хедквист Мона, Энгстрём Бьёрн
МПК: G01N 21/17
Метки: качественного, процесса, управления, параметров, количественного, этих, способ, изготовления, определения, панели, древесной, переменными, учетом
Формула / Реферат:
1. Способ качественного или количественного определения параметров древесной панели, изготавливаемой из древесного сырья, поступающего на обработку для изготовления древесных панелей, отличающийся тем, что способ включает в себя спектрометрический анализ древесного сырья или древесной панели, имеющих содержание влаги ниже 10%, и определения спектральных характеристик этого древесного сырья и древесной панели, и сравнение упомянутых спектральных...
Сейсмические способ и устройство для формирования панели подобия и вычисления наклона отражающей поверхности
Номер патента: 4857
Опубликовано: 26.08.2004
Авторы: Доб Франсуа, Рейнбоу Марк
МПК: G01V 1/30
Метки: формирования, поверхности, способ, сейсмические, устройство, вычисления, подобия, отражающей, наклона, панели
Формула / Реферат:
1. Способ обработки сейсмических данных, сформированных при отражении сейсмической энергии от отражающей поверхности, заключающийся в том, что осуществляют выбор n-ой выборки трасс и по меньшей одной другой, ближайшей выборки трасс, формируют панель подобия, связанную с местом, соответствующим n-ой выборке из выбранных выборок, с учетом наклона отражающей поверхности. 2. Способ по п.1, отличающийся тем, что при формировании панели подобия...
Предыдущий патент: Устройство для управления и блокировки двери кабины лифта
Следующий патент: Способ получения моторного топлива на основе бензина и этанола
Случайный патент: Комплекс динамической защиты военной техники. комплекс динамической защиты башни.