Формованный и покрытый металлический материал, композит и способ изготовления формованного и покрытого металлического материала и композита
Номер патента: 23554
Опубликовано: 30.06.2016
Авторы: Фудзии Такахиро, Морикава Сигеясу, Цудзимура Такао
Формула / Реферат
1. Покрытый формованный металлический материал, включающий
формованный металлический материал и
модифицированный кислотой полипропиленовый слой, расположенный на формованном металлическом материале, причем модифицированный кислотой полипропиленовый слой содержит 40 мас.% или более модифицированного кислотой полипропилена, в котором модифицированный кислотой полипропилен имеет вязкость расплава, составляющую от 1000 до 10000 мПа´с;
модифицированный кислотой полипропиленовый слой имеет толщину пленки, составляющую 0,2 мкм или более;
поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой, имеет асимметрию кривой шероховатости (Rsk), составляющую -1,0 или более, и
поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости (Rku), составляющий менее чем 5,0.
2. Композит, включающий покрытый формованный металлический материал по п.1 и формованное изделие из термопластической полимерной композиции, присоединенное к поверхности покрытого формованного металлического материала.
3. Способ изготовления покрытого формованного металлического материала по п.1, включающий изготовление формованного металлического материала и изготовление модифицированного кислотой полипропиленового слоя, содержащего 40 мас.% или более модифицированного кислотой полипропилена и имеющего толщину пленки, составляющую 0,2 мкм или более, посредством нанесения покровного материала, содержащего модифицированный кислотой полипропилен, на поверхность формованного металлического материала и высушивания покровного материала, в котором
модифицированный кислотой полипропилен имеет вязкость расплава в интервале от 1000 до 10000 мПа´с;
поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет асимметрию кривой шероховатости (Rsk), составляющую -1,0 или более; и
поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости (Rku), составляющий менее чем 5,0.
4. Способ изготовления композита по п.2, включающего формованное изделие из термопластической полимерной композиции, присоединенное к формованному металлическому материалу, причем данный способ включает
изготовление покрытого формованного металлического материала по п.1 и
введение в контакт нагретой термопластической полимерной композиции с поверхностью покрытого формованного металлического материала для присоединения формованного изделия из термопластической полимерной композиции к поверхности покрытого формованного металлического материала.
Текст
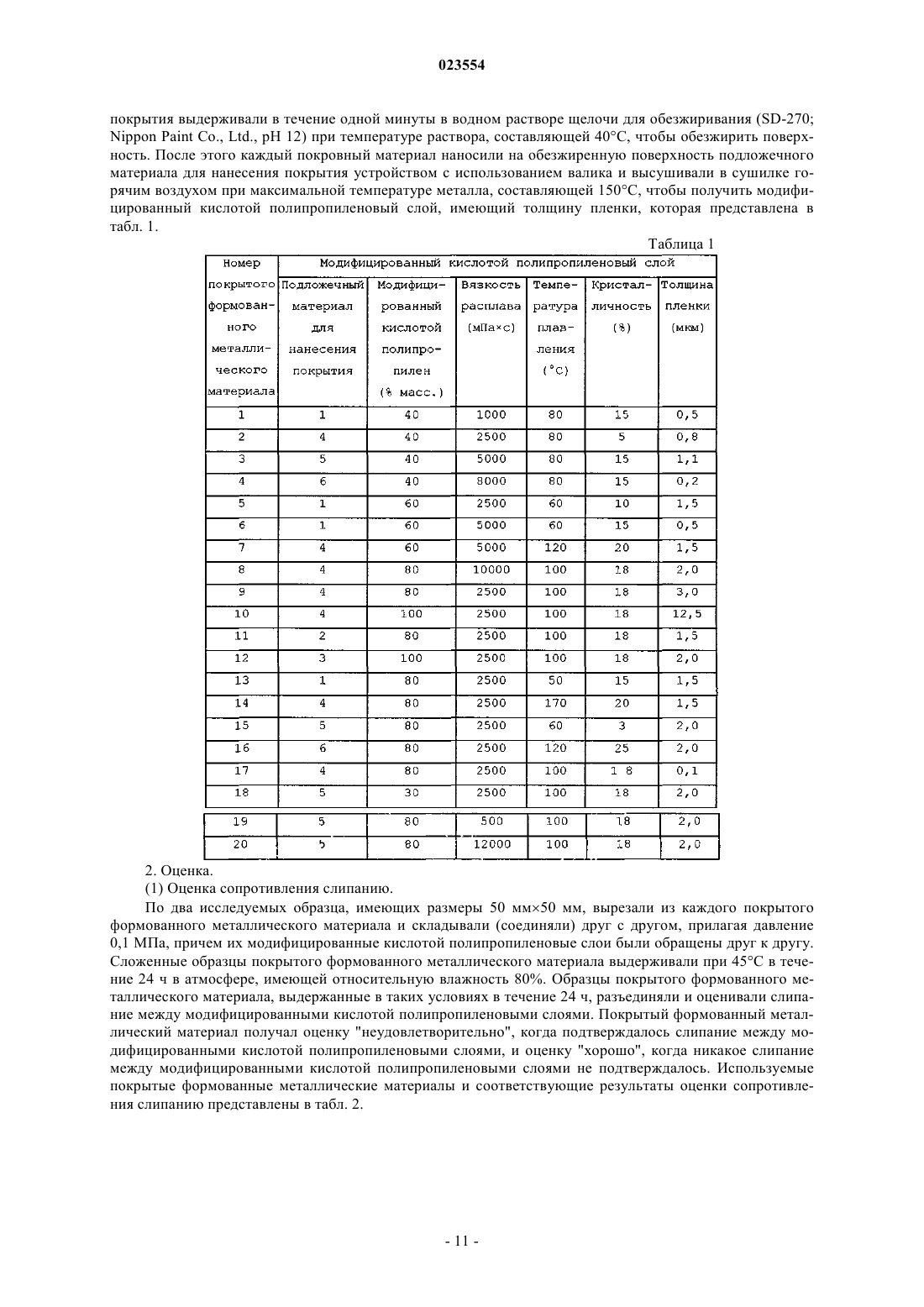
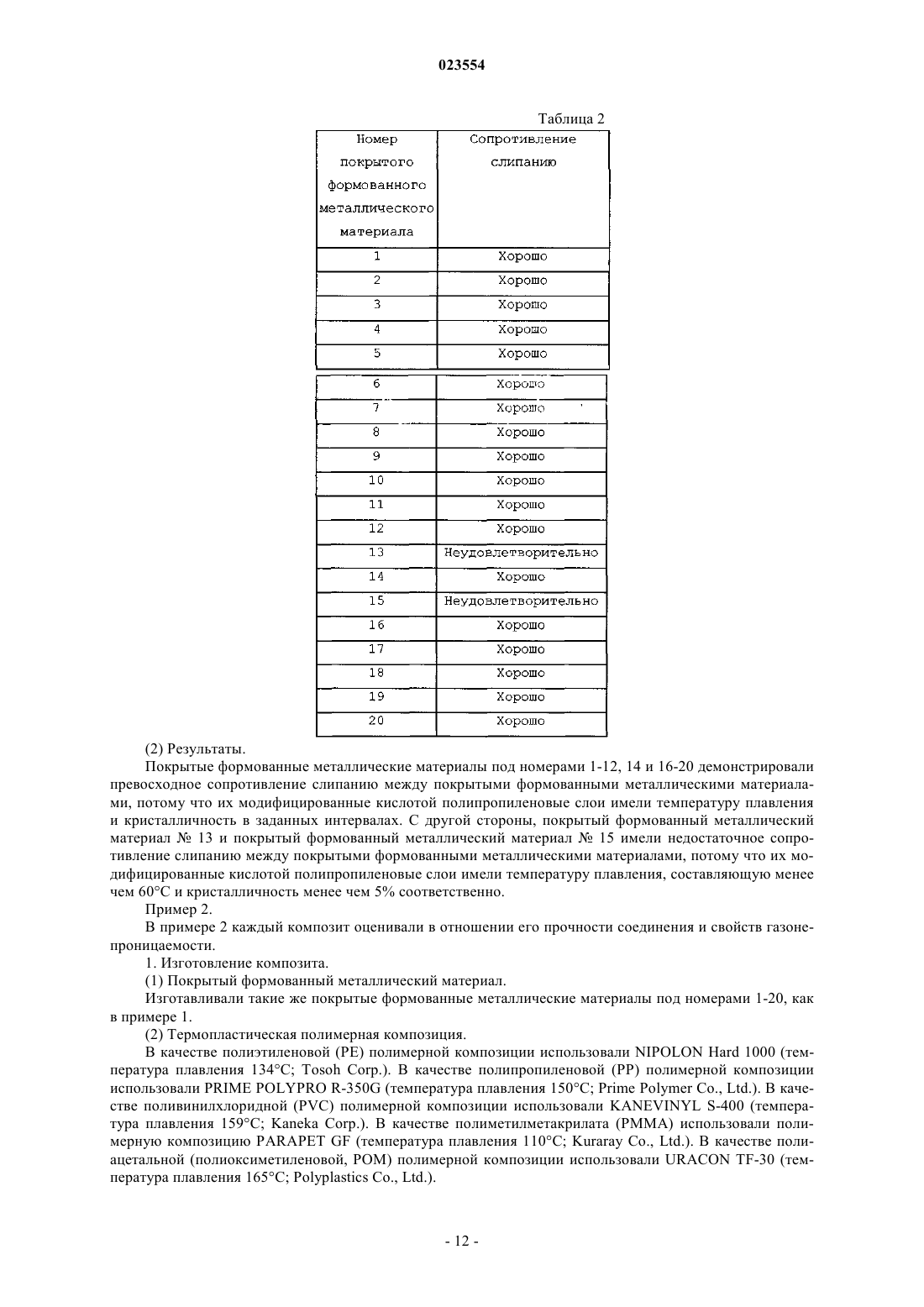
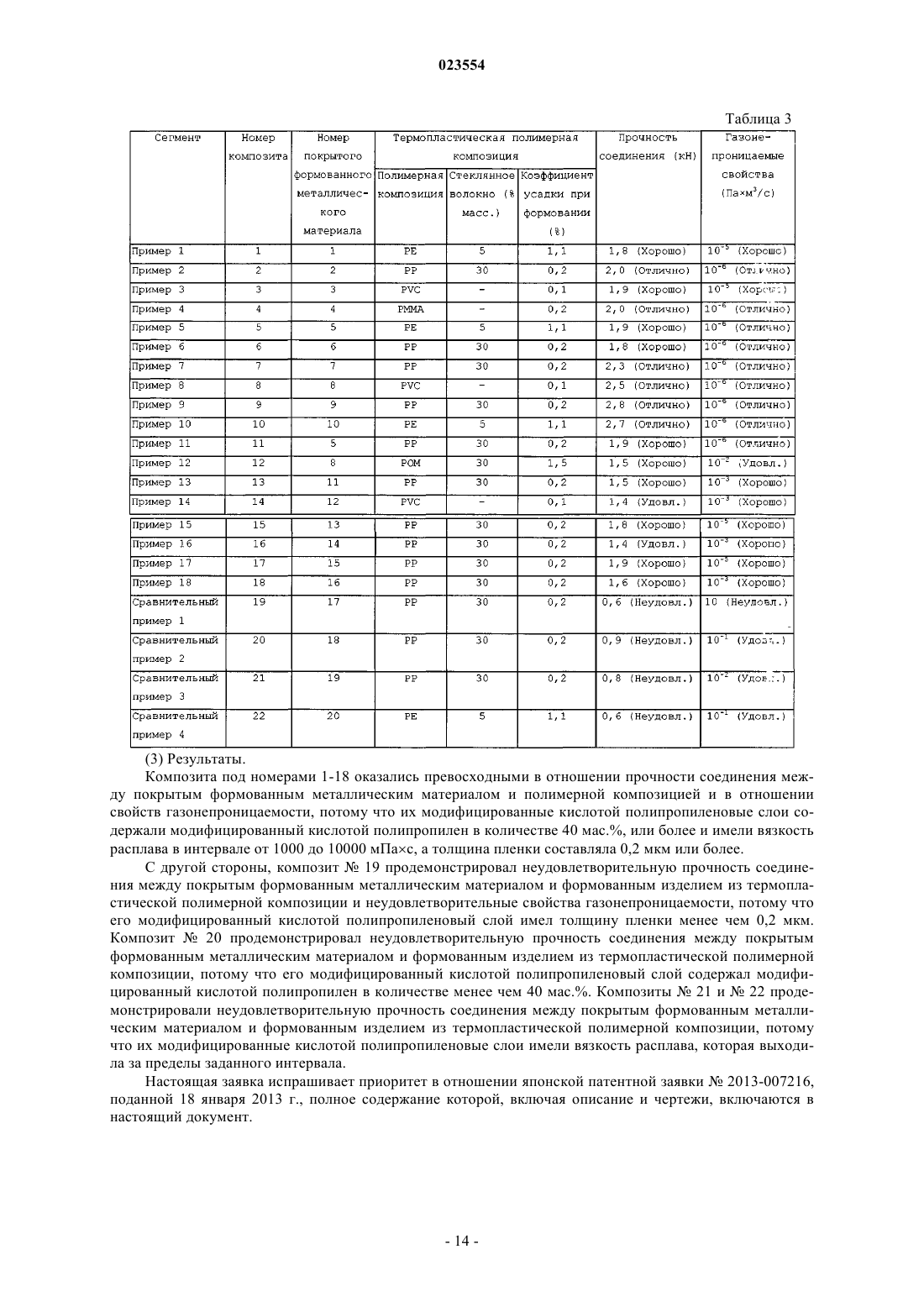
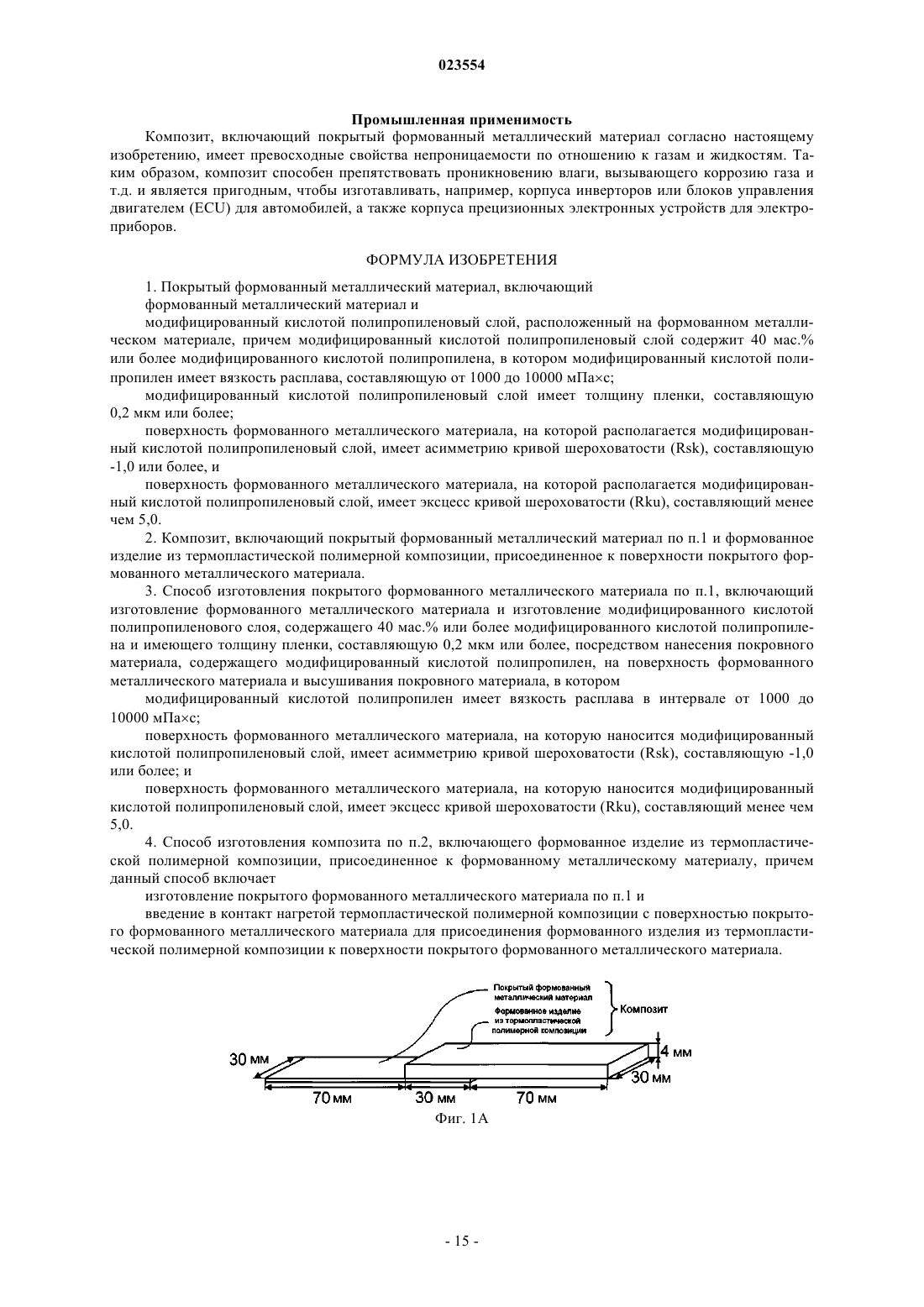
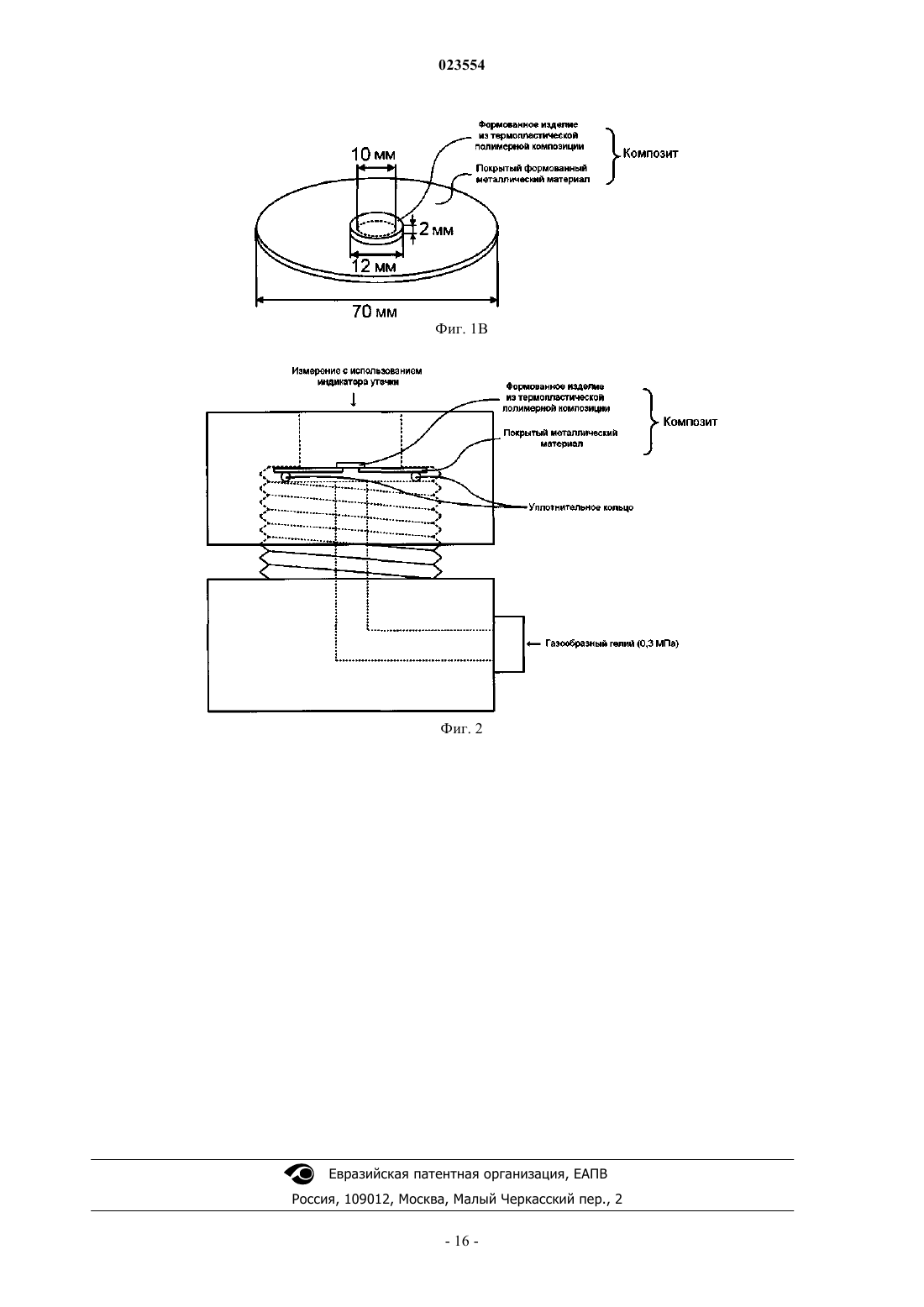
ФОРМОВАННЫЙ И ПОКРЫТЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ, КОМПОЗИТ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО И ПОКРЫТОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И КОМПОЗИТА Настоящее изобретение предлагает формованный и покрытый металлический материал,используемый в композите, имеющем превосходные эксплуатационные характеристики при соединении и герметизации между формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. Формованный и покрытый металлический материал содержит формованный металлический материал и расположенный над формованным металлическим материалом модифицированный кислотой полипропиленовый слой, содержащий по меньшей мере 40 мас.% модифицированного кислотой полипропилена. Вязкость расплава модифицированного кислотой полипропиленового слоя составляет от 1000 до 10000 мПас. Толщина пленки модифицированного кислотой полипропиленового слоя составляет по меньшей мере 0,2 мкм. Область техники, к которой относится изобретение Настоящее изобретение предлагает покрытый формованный металлический материал, композит,включающий формованное изделие из термопластической полимерной композиции, присоединенной к покрытому формованному металлическому материалу, и способы изготовления покрытого формованного металлического материала и композита. Уровень техники Так называемые "формованные металлические материалы" используются в разнообразных промышленных изделиях, таких как автомобили. Термин "формованный металлический материал", который используется в настоящем документе, означает изделие, изготовленное из металла, которому придана некоторая форма посредством применения нагревания, усилия и т.д. Примерные формованные металлические материалы включают металлические листы, изделия, изготовленные компрессионным формованием из металлических листов, и формованные металлические изделия, изготовленные такими способами обработки, как литье, ковка, резание и порошковая металлургия. Композит, включающий формованное изделие из полимерной композиции, присоединенный к такому формованному металлическому материалу, используется в разнообразных электронных устройствах, таких как сотовые мобильные телефоны и персональные компьютеры, потому что композит имеет меньшую плотность, чем изделие, изготовленное только из металла, и является прочнее, чем изделие, изготовленное только из полимера. До настоящего времени такой композит изготавливали посредством соединения друг с другом формованного металлического материала и формованного изделия из полимерной композиции. Однако для этого способа изготовления композита посредством соединения требуется большое число технологических стадий, и он имеет низкую производительность. Соответственно в последние годы композиты, как правило,изготавливают, присоединяя формованное изделие из полимерной композиции к формованному металлическому материалу посредством формования со вставкой. Для изготовления композита посредством формования со вставкой важно улучшать адгезию между формованным металлическим материалом и формованным изделием из полимерной композиции. Например, обработка для придания шероховатости поверхности формованного металлического материала перед формованием со вставкой была предложена в качестве способа усиления адгезии между формованным металлическим материалом и формованным изделием из полимерной композиции (см. патентные документы 1-3). Способы, описанные в патентных документах 1-3, включают придание шероховатости поверхности алюминиевого сплава, чтобы в результате улучшалась пригодность к соединению алюминиевого сплава к формованному изделию из полимерной композиции. Список цитируемой литературы Патентная литература: патентный документ 1 - японская выложенная патентная заявка 2006-027018; патентный документ 2 - японская выложенная патентная заявка 2004-050488; патентный документ 3 - японская выложенная патентная заявка 2005-342895. Сущность изобретения Техническая проблема В случае композитов, описанных в патентных документах 1-3, требуется придание шероховатости поверхности формованного металлического материала для использования эффекта крепления. Такое образование мелких выступов на поверхности формованного металлического материала для цели эффекта крепления, как правило, приводит к образованию мелких зазоров между формованным металлическим материалом и формованным изделием из полимерной композиции. Таким образом, композиты, описанные в патентных документах 1-3, обладают недостаточной способностью герметизации между формованным металлическим материалом и формованным изделием из полимерной композиции, и может возникать утечка газа или жидкости через зазор между формованным металлическим материалом и формованным изделием из полимерной композиции. Задача настоящего изобретения заключается в том, чтобы предложить композит, который является превосходным в отношении пригодности к соединению и способности герметизации между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции, а также способ изготовления такого композита. Следующая задача настоящего изобретения заключается в том, чтобы предложить покрытый формованный металлический материал для использования в изготовлении композита и способ изготовления покрытого формованного металлического материала. Решение проблемы Авторы настоящего изобретения обнаружили, что вышеупомянутые проблемы можно решить посредством нанесения модифицированного кислотой полипропиленового слоя на поверхность формованного металлического материала с использованием заданного модифицированного кислотой полипропилена. Авторы настоящего изобретения провели всесторонние исследования и в результате этого выполнили настоящее изобретение. В частности, настоящее изобретение предлагает следующие покрытые формованные металлические материалы и композиты: покрытый формованный металлический материал, включающий формованный металлический материал и модифицированный кислотой полипропиленовый слой, расположенный на формованном металлическом материале, причем модифицированный кислотой полипропиленовый слой содержит 40 мас.% или более модифицированного кислотой полипропилена, в котором модифицированный кислотой полипропиленовый слой имеет вязкость расплава, составляющую от 1000 до 10000 мПас,и модифицированный кислотой полипропиленовый слой имеет толщину пленки, составляющую 0,2 мкм или более. В указанном покрытом формованном металлическом материале поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой,имеет асимметрию кривой шероховатости (Rsk), составляющую -1,0 или более, и поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости (Rku), составляющий менее чем 5,0. В указанном покрытом формованном металлическом материале модифицированный кислотой полипропиленовый слой имеет температуру плавления в интервале от 60 до 120C, и модифицированный кислотой полипропиленовый слой имеет кристалличность в интервале от 5 до 20%. Заявлен также композит, включающий вышеупомянутый покрытый формованный металлический материал и формованное изделие из термопластической полимерной композиции, присоединенное к поверхности покрытого формованного металлического материала. При этом термопластическая полимерная композиция имеет коэффициент усадки при формовании,составляющий 1,1% или менее. Изобретение относится к способу изготовления покрытого формованного металлического материала, включающий изготовление формованного металлического материала и изготовление модифицированного кислотой полипропиленового слоя, содержащего 40 мас.%, или более модифицированного кислотой полипропилена и имеющего толщину пленки, составляющую 0,2 мкм или более, посредством нанесения покровного материала, содержащего модифицированный кислотой полипропилен, на поверхность формованного металлического материала и высушивания покровного материала, в котором модифицированный кислотой полипропилен имеет вязкость расплава в интервале от 1000 до 10000 мПас. В указанном способе поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет асимметрию кривой шероховатости (Rsk),составляющую -1,0 или более, и поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости(Rku), составляющий менее чем 5,0. В указанном способе модифицированный кислотой полипропиленовый слой имеет температуру плавления в интервале от 60 до 120C, и модифицированный кислотой полипропиленовый слой имеет кристалличность в интервале от 5 до 20%. Изобретение также относится к способу изготовления композита, включающего формованное изделие из термопластической полимерной композиции, присоединенное к формованному металлическому материалу, причем данный способ включает изготовление вышеупомянутого покрытого формованного металлического материала и введение в контакт нагретой термопластической полимерной композиции с поверхностью покрытого формованного металлического материала для присоединения формованного изделия из термопластической полимерной композиции к поверхности покрытого формованного металлического материала. При этом термопластическая полимерная композиция имеет коэффициент усадки при формовании,составляющий 1,1% или менее. Полезные эффекты изобретения Настоящее изобретение может предложить композит, который является превосходным в отношении пригодности к соединению и способности герметизации между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции, а также покрытый формованный металлический материал для использования в изготовлении данного композита. Краткое описание чертежей Каждый из фиг. 1 А и 1 В схематически иллюстрирует композит согласно настоящему изобретению; и фиг. 2 схематически иллюстрирует измерение величины утечки газообразного гелия. Описание вариантов осуществления 1. Композит. Композит согласно настоящему изобретению включает покрытый формованный металлический материал согласно настоящему изобретению и формованное изделие из термопластической полимерной композиции, присоединенное к поверхности покрытого формованного металлического материала согласно настоящему изобретению. Далее в настоящем документе будет описан каждый компонент композита согласно настоящему изобретению.(1) Покрытый формованный металлический материал. Покрытый формованный металлический материал согласно настоящему изобретению включает формованный металлический материал (А) и модифицированный кислотой полипропиленовый слой (С),расположенный на поверхности формованного металлического материала. Покрытый формованный металлический материал может также содержать химически модифицированную пленку (В), расположенную между формованным металлическим материалом и модифицированным кислотой полипропиленовым слоем. Далее в настоящем документе будет описан каждый компонент покрытого формованного металлического материала. А. Формованный металлический материал. Формованный металлический материал, служащий в качестве подложечного материала для нанесения покрытия, не ограничивается определенным образом в отношении своего типа. Примеры формованного металлического материала включают металлические листы, такие как холоднокатаные стальные листы, оцинкованные стальные листы, покрытые сплавом Zn-Al стальные листы, покрытые сплавомZn-Al-Mg стальные листы, покрытые алюминием стальные листы, нержавеющие стальные листы (в том числе аустенитные, мартенситные, ферритные и ферритно-мартенситные двухфазные нержавеющие стальные листы), алюминиевые листы, листы алюминиевого сплава и медные листы; прессованные изделия из металлических листов и разнообразные формованные металлические изделия, изготовленные посредством литья или ковки (литье алюминия под давлением, литье цинка под давлением и т.д.), или другими способами, такими как резание и порошковая металлургия. Формованный металлический материал можно подвергать, если это необходимо, поверхностной предварительной обработке, известной в технике, такой как обезжиривание или травление. Поверхность формованного металлического материала имеет асимметрию кривой шероховатости(Rsk), составляющую предпочтительно -1,0 или более, предпочтительнее в интервале от 0 до -0,4. Поверхность формованного металлического материала, у которой Rsk составляет менее чем -1,0, содержит небольшие углубленные области (имеющие малую ширину углубленные области), которые могут, таким образом, замедлять поступление модифицированного кислотой полипропилена, и в результате этого ухудшаются свойства газонепроницаемости. Только поверхность, где модифицированный кислотой полипропиленовый слой располагается на формованном металлическом материале, может иметь заданное значение Rsk, или обе поверхности формованного металлического материала могут иметь заданное значение Rsk. Поверхность формованного металлического материала имеет эксцесс кривой шероховатости (Rku),составляющий предпочтительно менее чем 5,0, предпочтительнее в интервале от 2 до 3. Поверхность формованного металлического материала, у которой Rku составляет 5,0 или более, содержит выступающие области, имеющие остроконечную форму, которые могут приводить к тому, что некоторые места не будут покрывать модифицированный кислотой полипропиленовый слой. Это может уменьшать прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. Только поверхность, где располагается модифицированный кислотой полипропиленовый слой на формованном металлическом материале, может иметь заданное значение Rku, или обе поверхности формованного металлического материала могут иметь заданное значение Rku. В данном контексте Rsk и Rku определяются согласно стандарту JIS В 0601-2001. Значения Rsk иRku измеряют, используя измеритель поверхностной шероховатости контактного типа ET4000AK31 от компании Kosaka Laboratory Ltd. Значения Rsk и Rku формованного металлического материала поверхности можно регулировать,используя способы, которые не являются ограниченными. Примерные способы регулирования Rsk и Rku поверхности формованного металлического материала включают регулирование шероховатости валиков в процессе дрессировки листов и абразивной обработки, такой как обработка абразивными зернами, обработка измельченным гранитом, пескоструйная обработка и дробеструйная обработка. Когда формованный металлический материал представляет собой имеющий гальваническое покрытие материал, состояние поверхности материала перед нанесением гальванического покрытия можно регулировать, и в результате этого можно регулировать значения Rsk и Rku поверхности формованного металлического материала. В. Химически модифицированная пленка. Как упомянуто выше, покрытый формованный металлический материал может также иметь химически модифицированную пленку, расположенную между формованным металлическим материалом и модифицированным кислотой полипропиленовым слоем. Химически модифицированная пленка располагается на поверхности формованного металлического материала и усиливает адгезию между формованным металлическим материалом и модифицированным кислотой полипропиленовым слоем, а также коррозионную стойкость покрытого формованного металлического материала. Химически модифицированная пленка может располагаться по меньшей мере на области (соединительной поверхности) поверхности формованного металлического материала, где должно присоединяться формованное изделие из термопластической полимерной композиции, и обычно она располагается на всей поверхности формо-3 023554 ванного металлического материала. Обработка путем химической модификации для изготовления химически модифицированной пленки не ограничивается определенным образом в отношении своего типа. Примерные виды обработки путем химической модификации представляют собой хроматную модификационную обработку, бесхромную модификационную обработку и фосфатирующую обработку. Химически модифицированная пленка,которая образуется в результате обработки путем химической модификации, не ограничивается определенным образом в отношении своей поверхностной плотности при том условии, что поверхностная плотность находится в интервале, обеспечивающем эффективное повышение адгезии покрытия и коррозионной стойкости. Например, поверхностную плотность хроматной пленки можно устанавливать таким образом, что поверхностная плотность составляет от 5 до 100 мг/м 2 в пересчете на суммарное количествоCr. Поверхностную плотность бесхромной пленки можно устанавливать таким образом, что поверхностная плотность титаномолибденовой композитной пленки находится в интервале от 10 до 500 мг/м 2, или поверхностная плотность пленки фторированной кислоты находится интервале от 3 до 100 мг/м 2 в пересчете на количество фтора или в пересчете на суммарное количество металлических элементов. Поверхностную плотность фосфатной пленки можно устанавливать в интервале от 0,1 до 5 г/м 2. С. Модифицированный кислотой полипропиленовый слой. Модифицированный кислотой полипропиленовый слой располагается на поверхности формованного металлического материала (или химически модифицированной пленки). Этот слой содержит 40 мас.% или более модифицированного кислотой полипропилена. Модифицированный кислотой полипропиленовый слой усиливает адгезию между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. Модифицированный кислотой полипропиленовый слой, в котором содержание модифицированного кислотой полипропилена составляет менее чем 40 мас.%, уменьшает совместимость модифицированного кислотой полипропиленового слоя с формованным изделием из термопластической полимерной композиции. В результате этого может оказаться недостаточной прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. Модифицированный кислотой полипропиленовый слой образуется посредством нанесения покровного материала, содержащего модифицированный кислотой полипропилен, у которого температура плавления и кристалличность находятся в заданных интервалах, на поверхность формованного металлического материала (или химически модифицированную пленку) с последующим испарением растворителя (воды) в процессе высушивания посредством нагревания. Модифицированный кислотой полипропиленовый слой, содержащий 40 мас.%, или более модифицированного кислотой полипропилена, имеет вязкость расплава в интервале от 1000 до 10000 мПас. Модифицированный кислотой полипропиленовый слой, содержащий модифицированный кислотой полипропилен, у которого вязкость расплава составляет менее чем 1000 мПас, вытекает в процессе соединения в формованное изделие из термопластической полимерной композиции, и в результате этого возникает несовместимость с термопластической полимерной композицией. При этом может не обеспечиваться достаточная прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. С другой стороны, модифицированный кислотой полипропиленовый слой, содержащий модифицированный кислотой полипропилен,у которого вязкость расплава превышает 10000 мПас, является менее совместимым с формованным изделием из термопластической полимерной композиции. В результате этого может не обеспечиваться достаточная прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. В данном контексте вязкость расплава модифицированного кислотой полипропиленового слоя измеряется с использованием вискозиметра Брукфильда (Brookfield). Модифицированный кислотой полипропиленовый слой в покрытом формованном металлическом материале согласно настоящему изобретению предпочтительно содержит модифицированный кислотой полипропилен, имеющий температуру плавления в интервале от 60 до 120C и кристалличность в интервале от 5 до 20%. Модифицированный кислотой полипропилен, имеющий температуру плавления и кристалличность в вышеупомянутых интервалах, может образовывать модифицированный кислотой полипропиленовый слой в тесном контакте с выступами шероховатости на поверхности формованного металлического материала без зазоров вследствие своей высокой смачивающей способности по отношению к поверхности формованного металлического материала. Модифицированный кислотой полипропиленовый слой, содержащий модифицированный кислотой полипропилен, у которого температура плавления составляет менее чем 60C или кристалличность составляет менее чем 5%, размягчается при относительно низкой температуре и может, таким образом,ухудшать сопротивление слипанию между покрытыми формованными металлическими материалами в процессе хранения и т.д. С другой стороны, модифицированный кислотой полипропилен, у которого температура плавления превышает 120C или кристалличность превышает 20%, может уменьшать пригодность к соединению между покрытым формованным металлическим материалом и формованным из-4 023554 делием из термопластической полимерной композиции. В данном контексте температура плавления и кристалличность модифицированного кислотой полипропилена редко изменяется между состоянием,которое присутствует в покровном материале (до спекания), и состоянием, которое присутствует в модифицированном кислотой полипропиленовом слое (после спекания). Таким образом, кристалличность модифицированного кислотой полипропилена в модифицированном кислотой полипропиленовом слое можно исследовать посредством рентгенодифракционного измерения покровного материала (что будет описано далее), содержащего модифицированный кислотой полипропилен, согласно способу Руланда(Ruland). Модифицированный кислотой полипропиленовый слой имеет толщину пленки, составляющую 0,2 мкм или более. Модифицированный кислотой полипропиленовый слой, у которого толщина пленки составляет менее чем 0,2 мкм, не может равномерно покрывать поверхность формованного металлического материала. Композит, содержащий такой модифицированный кислотой полипропиленовый слой, у которого толщина пленки составляет менее чем 0,2 мкм, таким образом, может иметь уменьшенную прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции, вследствие мельчайших зазоров, образованных между формованным металлическим материалом и формованным изделием из термопластической полимерной композиции. Кроме того, присутствие таких мельчайших зазоров может ухудшать герметизирующие свойства композита. С другой стороны, верхний предел толщины пленки модифицированного кислотой полипропиленового слоя не ограничивается определенным образом и составляет предпочтительно 3 мкм или менее. Не доказано, что толщина пленки, превышающая 3 мкм, значительно улучшает эксплуатационные характеристики; кроме того, она является невыгодной с точки зрения сложности и стоимости изготовления. Состав покровного материала, который наносится на поверхность формованного металлического материала, не ограничивается определенным образом при том условии, что покровный материал содержит модифицированный кислотой полипропилен, упомянутый выше. В покровном материале, который предназначается для нанесения на поверхность формованного металлического материала, присутствуют,например, содержащая модифицированный кислотой полипропилен водная эмульсия, водная эмульсия не модифицированного кислотой полимера, сшивающее вещество, противокоррозионное вещество, смазочный материал, стабилизатор и пеногаситель. Далее в настоящем документе будет описан каждый компонент. Содержащая модифицированный кислотой полипропилен эмульсия может быть изготовлена посредством изготовления модифицированного кислотой полипропилена, который затем поступает в воду и диспергируется в ней. В качестве альтернативы любое из разнообразных поверхностно-активных веществ можно добавлять в качестве эмульгатора в содержащую модифицированный кислотой полипропилен эмульсию. Количество модифицированного кислотой полипропилена в покровном материале можно регулировать, смешивая содержащую модифицированный кислотой полипропилен эмульсию с водной эмульсией, содержащей не модифицированный кислотой полимер. Как известно, у полипропилена существуют изотактическая, атактическая, синдиотактическая, полуизотактическая и стереотактическая стереорегулярность. Стереорегулярность полипропилена предпочтительно является изотактической с точки зрения механических характеристик или долговечности,включая жесткость или ударопрочность, которые требуются после формования. Полипропилен имеет среднемассовую молекулярную массу, находящуюся предпочтительно в интервале от 1000 до 300000 и предпочтительнее в интервале от 5000 до 100000. Полипропилен, у которого среднемассовая молекулярная масса составляет менее чем 1000, может уменьшать прочность модифицированного кислотой полипропиленового слоя. С другой стороны, полипропилен, имеющий среднемассовую молекулярную массу, которая превышает 300000, может усложнять работу вследствие своей вязкости, увеличивающейся на стадии модификации, описанной далее. Полипропилен можно модифицировать кислотой, растворяя полипропилен в толуоле или ксилоле и используя ,-ненасыщенную карбоновую кислоту и/или ангидрид ,-ненасыщенной карбоновой кислоты и/или соединение, молекула которого содержит одну или несколько двойных связей, в присутствии источника радикалов. В качестве альтернативы полипропилен можно модифицировать кислотой,используя устройство, способное нагревать до температуры на уровне или выше температуры размягчения или температуры плавления полипропилена и ,-ненасыщенной карбоновой кислоты и/или ангидрида,-ненасыщенной карбоновой кислоты и/или соединения, молекула которого содержит одну или несколько двойных связей, в присутствии или при отсутствии источника радикалов. Типы источника радикалов включают пероксиды, такие как ди-трет-бутилперфталат,трет-бутилгидропероксид,дикумилпероксид,бензоилпероксид,трет-бутилпероксибензоат,трет-бутилпероксиэтилгексаноат,трет-бутилпероксипивалат,метилэтилкетонпероксид и ди-трет-бутилпероксид; и азонитрилы, такие как азобисизобутиронитрил и азобисизопропионитрил. Содержание источника радикалов находится предпочтительно в интервале от 0,1 до 50 мас.ч. и особенно предпочтительно в интервале от 0,5 до 30 мас.ч. по отношению к 100 мас.ч. полипропилена. Примерные ,-ненасыщенные карбоновые кислоты или соответствующие ангидриты представляют собой малеиновую кислоту, малеиновый ангидрид, фумаровую кислоту, цитраконовую кислоту, цитраконовый ангидрид, мезаконовую кислоту, итаконовую кислоту, итаконовый ангидрид, аконитовую кислоту и аконитовый ангидрид. Эти соединения можно использовать индивидуально или их можно использовать в сочетании. Комбинированное использование двух или более из этих соединений часто улучшает физические свойства модифицированного кислотой полипропиленового слоя. Соединение, молекула которого содержит одну или несколько двойных связей, включает: мономерные производные (мет)акриловой кислоты, такие как метил(мет)акрилат, этил(мет)акрилат, пропил(мет)акрилат, бутил(мет)акрилат, 2-гидроксиэтил(мет)акрилат, 2-гидроксипропил(мет)акрилат,4-гидроксибутил(мет)акрилат,циклогексил(мет)акрилат,гидрофурфурил(мет)акрилат,изоборнил(мет)акрилат,бензил(мет)акрилат,2-гидроксибутил(мет)акрилат,бензил(мет)акрилат,глицидил(мет)акрилат,(мет)акриловая кислота,(ди)этиленгликольди(мет)акрилат,1,4-бутандиолди(мет)акрилат, 1,6-гександиолди(мет)акрилат, триметилолпропантри (мет)акрилат,глицеринди(мет)акрилат, 2-этилгексил(мет)акрилат, лаурил(мет)акрилат, стеарил(мет)акрилат и акриламид; и мономеры стирола, такие как стирол, а-метилстирол, п-метилстирол и хлорметилстирол. Кроме того, в сочетании с этим соединением можно использовать виниловый мономер, такой как дивинилбензол, винилацетат или сложный виниловый эфир неодекановой (Versatic) кислоты. Эти соединения, содержащие одну или несколько двойных связей, можно использовать индивидуально или их можно использовать в сочетании. Содержание соединения, содержащего одну или несколько двойных связей, находится предпочтительно в интервале от 0,1 до 50 мас.ч., особенно предпочтительно в интервале от 0,5 до 30 мас.ч. по отношению к 100 мас.ч. полипропилена. Кислотное число модифицированного кислотой полипропилена составляет предпочтительно от 1 до 500 мг КОН/г или менее. Полимерное соединение, содержащее одну или несколько двойных связей, само по себе функционирует в качестве поверхностно-активного вещества за счет нейтрализации во время эмульгирования (которое будет описано далее) модифицированного кислотой полипропилена, имеющего заданное кислотное число. В том случае, когда эта модифицирующая реакция осуществляется в состоянии раствора в органическом растворителе, таком как толуол и/или ксилол, или реакция осуществляется без растворителя, и используется негомогенная дисперсионная система (например, водная система), требуется осуществлять азотное замещение в достаточной степени. Таким образом, можно изготавливать модифицированный кислотой полипропилен. Водная полимерная эмульсия может быть изготовлена посредством смешивания полученного описанным способом модифицированного кислотой полипропилена с водой для диспергирования в ней модифицированного кислотой полипропилена. В качестве альтернативы в водную полимерную эмульсию можно добавлять поверхностно-активное вещество. Это поверхностно-активное вещество не ограничивается определенным образом в отношении своего типа. Примерные поверхностно-активные вещества включают не ионные поверхностно-активные вещества, анионные поверхностно-активные вещества и катионные поверхностно-активные вещества. Вместо этих поверхностно-активных веществ можно использовать имеющее полимерную основу эмульгирующее вещество или диспергирующее вещество. Эти поверхностно-активные вещества можно использовать индивидуально или их можно использовать в сочетании. Содержание поверхностно-активного вещества находится предпочтительно в интервале от 1 до 100 мас.ч. по отношению к 100 мас.ч. модифицированного полипропилена. Содержащая не модифицированный кислотой полимер водная эмульсия может быть изготовлена посредством диспергирования заданного полимера в воде. Примерные полимеры для использования в содержащей не модифицированный кислотой полимер водной эмульсии включают акриловые полимеры,стиролакриловые полимеры, сополимеры этилена и винилацетата (EVA), фторированные полимеры, уретановые полимеры, сложноэфирные полимеры, олефиновые полимеры и их сочетания. Далее будет описан каждый компонент, содержащийся в покровном материале. Сшивающее вещество сшивает модифицированный кислотой полипропилен и повышает прочность пленки. Сшивающее вещество не ограничивается определенным образом в отношении своего типа. Примерные сшивающие вещества включают имеющие изоцианатную основу, эпоксидную основу, оксазолиновую основу, меламиновую основу и содержащие соли металлов сшивающие вещества. Содержание сшивающего вещества в покровном материале находится предпочтительно в интервале от 1 до 30 мас.ч. по отношению к 100 мас.ч. модифицированного кислотой полипропилена. Сшивающее вещество при содержании, составляющем менее чем 1 мас.ч., может оказаться неспособным в достаточной степени сшивать модифицированный кислотой полипропилен. С другой стороны, сшивающее вещество при содержании, превышающем 30 мас.ч., может приводить к тому, что раствор для обработки загустевает или затвердевает. Противокоррозионное вещество повышает коррозионную стойкость покрытого формованного металлического материала и композита согласно настоящему изобретению. Противокоррозионное вещество не ограничивается определенным образом в отношении своего типа. Предпочтительные примеры противокоррозионного вещества включают оксиды, гидроксиды или фториды, которые образует металл(вентильный металл), выбранный из группы, состоящей из Ti, Zr, V, Mo, W и их сочетания. Любые из этих соединений металлов, которые диспергируются в модифицированном кислотой полипропиленовом слое, могут дополнительно повышать коррозионную стойкость покрытого формованного металлического материала. В частности, можно также предполагать, что фториды этих металлов будут подавлять коррозию поврежденной области пленки благодаря своим эффектам самовосстановления. Модифицированный кислотой полипропиленовый слой может дополнительно содержать растворимый или малорастворимый фосфат или комплексный фосфат металла. Соответствующий растворимый фосфат или комплексный фосфат металла дополнительно повышает коррозионная стойкость формованного металлического материала посредством дополнения эффектов самовосстановления фторида вышеупомянутого металла (металлов). Соответствующий малорастворимый фосфат или комплексный фосфата металла, диспергированный в модифицированном кислотой полипропиленовом слое, повышает прочность пленки. Растворимый или малорастворимый фосфат или комплексный фосфат металла представляет собой, например соль Al, Ti, Zr, Hf, Zn и т.д. Смазочный материал может подавлять возникновение истирания на поверхности покрытого формованного металлического материала согласно настоящему изобретению. Смазочный материал не ограничивается определенным образом в отношении своего типа. Примерные смазочные материалы включают органические воски, такие как фторированные, имеющие полиэтиленовую основу, стирольную основу и полипропиленовую основу воски, а также неорганические смазочные материалы, такие как дисульфид молибдена и тальк. Содержание смазочного материала в покровном материале находится предпочтительно в интервале от 1 до 20 мас.ч. по отношению к 100 мас.ч. модифицированного кислотой полипропилена. Смазочный материал при содержании, составляющем менее чем 1 мас.ч., может оказаться неспособным в достаточной степени подавлять возникновение истирания. С другой стороны, не было подтверждено, что смазочный материал при содержании, превышающем 20 мас.ч., производит значительное улучшение эффекта, подавляющего возникновение истирания, и он может ухудшать пригодность для обработки вследствие своей высокой смазывающей способности. Пеногаситель предотвращает образование пены в процессе изготовления покровного материала. Пеногаситель не ограничивается определенным образом в отношении своего типа. Например, известный пеногаситель на кремнийорганической основе можно добавлять в соответствующем количестве в покровный материал по мере необходимости.(2) Формованное изделие из термопластической полимерной композиции. Формованное изделие из термопластической полимерной композиции присоединяется к поверхности покрытого формованного металлического материала (точнее к поверхности модифицированного кислотой полипропиленового слоя). Термопластическая полимерная композиция, которая составляет формованное изделие, представляет собой аморфную полимерную композицию, например, такую как содержащая поливинилхлорид(PVC) полимерная композиция и содержащая полиметилметакрилат (РММА) полимерная композиция,или кристаллическая полимерная композиция, например полиэтиленовая (РЕ) полимерная композиция,полипропиленовая (РР) полимерная композиция, полиоксиметиленовая (полиацетальная, РОМ) полимерная композиция или их сочетание. Форма формованного изделия из термопластической полимерной композиции не ограничивается определенным образом, и ее можно надлежащим образом выбирать в зависимости от использования. Термопластическая полимерная композиция имеет коэффициент усадки при формовании, составляющий предпочтительно 1,1% или менее. Коэффициент усадки при формовании термопластической полимерной композиции можно регулировать способом, известным в технике. Коэффициент усадки при формовании можно регулировать, например, (А) добавляя неорганический наполнитель или аналогичный материал в термопластическую полимерную композицию, содержащую термопластический эластомер. В качестве альтернативы коэффициент усадки при формовании можно также регулировать, (В) изменяя при смешивании соотношение между кристаллическим полимером и аморфным полимером. А. Регулирование коэффициента усадки при формовании посредством добавления неорганического наполнителя. Термопластический эластомер повышает ударопрочность формованного изделия из термопластической полимерной композиции. Термопластический эластомер не ограничивается определенным образом в отношении своего типа. Примерные термопластические эластомеры включают полиолефиновые полимеры, полистирольные полимеры и их сочетания. Неорганический наполнитель уменьшает коэффициент усадки при формовании формованного изделия из термопластической полимерной композиции и повышает жесткость. Неорганический наполнитель не ограничивается определенным образом в отношении своего типа, и можно использовать известное вещество. Примерные неорганические наполнители представляют собой: волокнистые наполнители, такие как стеклянные волокна, углеродные волокна и ара-7 023554 мидные волокна; порошкообразные наполнители, такие как технический углерод, карбонат кальция, силикат кальция, карбонат магния, диоксид кремния, тальк, стекло, глина, лигнин, слюда, кварцевый порошок и стеклянные шарики; а также измельченные углеродные волокна или арамидные волокна. Эти неорганические наполнители можно использовать индивидуально или их можно использовать в сочетании. Содержание наполнителя в термопластической полимерной композиции находится предпочтительно в интервале от 5 до 60 мас.%, и предпочтительнее в интервале от 10 до 40 мас.% В. Регулирование коэффициента усадки при формовании посредством смешивания кристаллического полимера и аморфного полимера. Коэффициент усадки при формовании термопластической полимерной композиции можно также регулировать посредством смешивания кристаллического полимера и аморфного полимера. Как правило,кристаллический полимер имеет более высокий коэффициент усадки при формовании, чем аморфный полимер. Соответственно при смешивании соотношение аморфного полимера и кристаллического полимера можно увеличивать, в результате чего уменьшается коэффициент усадки при формовании термопластической полимерной композиции. 2. Способ изготовления композита. Способ изготовления композита согласно настоящему изобретению включает(1) изготовление покрытого формованного металлического материала согласно настоящему изобретению; и(2) введение в контакт нагретой термопластической полимерной композиции с поверхностью покрытого формованного металлического материала для присоединения формованного изделия из термопластической полимерной композиции к поверхности покрытого формованного металлического материала. Далее в настоящем документе будет описана каждый стадия.(1) Стадия 1. На данной стадии изготавливают покрытый формованный металлический материал согласно настоящему изобретению. Как упомянуто выше, покрытый формованный металлический материал согласно настоящему изобретению изготавливают посредством нанесения покровного материала, содержащего заданный модифицированный кислотой полипропилен, на поверхность формованного металлического материала, и после этого осуществляют высушивание, получая на данной поверхности модифицированный кислотой полипропиленовый слой. Химически модифицированная пленка может быть изготовлена перед образованием модифицированного кислотой полипропиленового слоя. В случае изготовления химически модифицированной пленки на поверхности формованного металлического материала эту химически модифицированную пленку можно изготавливать, осуществляя обработку поверхности формованного металлического материала раствором для химической модификации и последующее высушивание. Способ нанесения раствора для обработки путем химической модификации не ограничивается определенным образом, и его можно надлежащим образом выбирать из известных способов. Примеры таких способов нанесения включают покрытие валиком, покрытие поливом,покрытие путем центрифугирования, распыление и покрытие погружением. Условия высушивания раствора для обработки путем химической модификации можно устанавливать надлежащим образом в зависимости от состава раствора для обработки путем химической модификации и т.д. Например, формованный металлический материал, на который нанесен раствор для обработки путем химической модификации, можно помещать в сушильную печь без промывания водой и нагревать таким образом, чтобы максимальная температура плиты находилась в интервале от 80 до 250C, чтобы образовалась однородная химически модифицированная пленка на поверхности формованного металлического материала. Модифицированный кислотой полипропиленовый слой образуется на поверхности формованного металлического материала (или химически модифицированной пленки) посредством нанесения на эту поверхность покровного материала, содержащего вышеупомянутый модифицированный кислотой полипропилен, и последующего высушивания. Способ нанесения покровного материала не ограничивается определенным образом, и его можно надлежащим образом выбирать из известных способов. Примеры таких способов нанесения включают покрытие валиком, покрытие поливом, покрытие путем центрифугирования, распыление и покрытие погружением. Способ высушивания не ограничивается определенным образом и может включать испарение растворителя (воды) из покрытия. Например, формованный металлический материал, на который нанесен модифицированный кислотой полипропилен, высушивают без промывания водой. Температура высушивания не ограничивается определенным образом и предпочтительно находится на уровне или выше температуры плавления модифицированного кислотой полипропилена, причем максимальная температура плиты в процессе высушивания составляет 250C или менее. Когда максимальная температура плиты составляет 250C или менее, может быть образован модифицированный кислотой полипропиленовый слой в тесном контакте с поверхностью формованного металлического материала (или химически модифицированной пленки) без зазоров. Когда температура высушивания находится на уровне или выше температуры плавления модифицированного кислотой полипропилена, частицы эмульсии модифицированного кислотой полипропилена могут плавиться, и легко образуется модифицированный кислотой полипропилен в форме пленки. Продолжительность высушивания также не ограничивается определенным образом. При низкой температуре высушивания и большой продолжительности высушивания может образоваться модифицированный кислотой полипропиленовый слой в тесном контакте с поверхностью формованного металлического материала (или химически модифицированной пленки) без зазоров. С другой стороны, при высокой температуре высушивания и малой продолжительности высушивания посредством использования сушильной печи может образоваться модифицированный кислотой полипропиленовый слой в тесном контакте с поверхностью формованного металлического материала (или химически модифицированной пленки) без зазоров при одновременном подавлении разложения модифицированного кислотой полипропилена.(2) Стадия 2. На данной стадии нагретая термопластическая полимерная композиция вступает в контакт с поверхностью покрытого формованного металлического материала для присоединения формованного изделия из термопластической полимерной композиции к поверхности покрытого формованного металлического материала. Покрытый формованный металлический материал можно подвергать обработке для придания ему желательной формы посредством прессования и т.д. Например, после введения в матрицу для инжекционного формования покрытого формованного металлического материала согласно настоящему изобретению, изготовленного на стадии 1, в матрицу для инжекционного формования термопластическая полимерная композиция в расплавленном состоянии может поступать при высоком давлении. В связи с этим матрица для инжекционного формования предпочтительно имеет дегазационное отверстие, которое обеспечивает плавное поступление термопластической полимерной композиции. Термопластическая полимерная композиция в расплавленном состоянии равномерно смешивается со слоем органического полимера, который образуется на поверхности формованного металлического материала. Температура данной матрицы для инжекционного формования предпочтительно приблизительно равняется температуре плавления термопластической полимерной композиции. Композит, полученный посредством инжекционного формования, можно подвергать отжиговой обработке после формования, чтобы устранить внутренние напряжения, обуславливающие усадку после формования. В качестве альтернативы изготовленный на стадии 1 покрытый формованный металлический материал согласно настоящему изобретению и термопластическую полимерную композицию можно загружать в термокомпрессионный пресс, где нагревание и давление могут затем воздействовать на покрытый формованный металлический материал и термопластическую полимерную композицию. В этом случае в качестве термопластической полимерной композиции может быть использована, например, термопластическая полимерная композиция, армированная стеклянными волокнами, углеродными волокнами или аналогичным материалом (так называемый пригодный для штамповки лист). Такому воздействию нагревания и давления могут подвергаться полностью или частично покрытый формованный металлический материал и термопластическая полимерная композиция. Необходимо применять нагревание и давление,по меньшей мере на контактной поверхности между покрытым формованным металлическим материалом и термопластической полимерной композицией. Таким образом, часть модифицированного кислотой полипропиленового слоя и часть термопластической полимерной композиции, на которые воздействуют нагревание и давление, плавятся и равномерно смешиваются друг с другом. Способы воздействия нагревания и давления на покрытый формованный металлический материал и термопластическую полимерную композицию не ограничиваются определенным образом. Примерные способы осуществления нагревания включают нагревание с использованием нагревателя, нагревание посредством электромагнитной индукции и ультразвуковое нагревание. Примерные способы применения давления включают ручное применение давления и применение давления с использованием тисков и т.д. Формованное изделие из термопластической полимерной композиции можно присоединять к поверхности покрытого формованного металлического материала, осуществляя упомянутые выше процедуры, чтобы изготавливать композит согласно настоящему изобретению. Для изготовления покрытого формованного металлического материала согласно настоящему изобретению, как описано выше, покровный материал, содержащий модифицированный кислотой полипропилен, у которого температура плавления и кристалличность находятся в заданных интервалах, наносят на поверхность формованного металлического материала и высушивают таким образом, что покровный материал находится в тесном контакте с поверхностью формованного металлического материала без зазоров, и образуется модифицированный кислотой полипропиленовый слой. Этот модифицированный кислотой полипропиленовый слой может равномерно смешиваться с термопластической полимерной композицией и, таким образом, прочно присоединяться к формованному изделию из термопластической полимерной композиции без зазоров. По этой причине композит согласно настоящему изобретению включает формованное изделие из термопластической полимерной композиции, присоединенное к формованному металлическому материалу без зазоров. Таким образом, композит, включающий покрытый формованный металлический материал согласно настоящему изобретению, является превосходным по свойствам непроницаемости по отношению к газам и жидкостям благодаря соединению между формованным металлическим материалом и формованным изделием из термопластической полимерной композиции без зазоров. Далее настоящее изобретение будет подробно описано со ссылкой на примеры с использованием металлического листа в качестве формованного металлического материала. Однако не предусматривается ограничение настоящего изобретения данными примерами. Примеры Пример 1. В примере 1 каждый покрытый формованный металлический материал исследовали, чтобы определить его сопротивление слипанию. 1. Изготовление покрытого формованного металлического материала.(1) Подложечный материал для нанесения покрытия.A. Подложечный материал 1 для нанесения покрытия. Поверхность листа из нержавеющей стали SUS430, имеющего толщину 0,8 мм, шлифовали согласно уровню 4, получая подложечный материал 1 для нанесения покрытия. Поверхность подложечного материала 1 для нанесения покрытия имела Rsk -0,4 и Rku 4,4.B. Подложечный материал 2 для нанесения покрытия. Поверхность подложечного материала для нанесения покрытия подвергали пескоструйной обработке, получая подложечный материал 2 для нанесения покрытия. Поверхность подложечного материала 2 для нанесения покрытия имела Rsk -0,3 и Rku 5,2.C. Подложечный материал 3 для нанесения покрытия. Поверхность подложечного материала 1 для нанесения покрытия подвергали дробеструйной обработке, получая подложечный материал 3 для нанесения покрытия. Поверхность подложечного материала 3 для нанесения покрытия имела Rsk -1,3 и Rku 4,5.D. Подложечный материал 4 для нанесения покрытия. Холоднокатаный стальной лист (SPCC), имеющий толщину 0,8 мм, на одну сторону которого методом горячего погружения наносили цинковый сплав, содержащий 6 мас.% Al и 3 мас.% Mg, имеющий поверхностную плотность покрытия 45 г/м 2, использовали в качестве подложечного материала 4 для нанесения покрытия. Поверхность подложечного материала 4 для нанесения покрытия имела Rsk -0,3 иE. Подложечный материал 5 для нанесения покрытия. Холоднокатаный стальной лист (SPCC), имеющий толщину 0,8 мм, на одну сторону которого методом горячего погружения наносили алюминиевый сплав, содержащий 9 мас.% Si, имеющий поверхностную плотность покрытия 45 г/м 2, использовали в качестве подложечного материала 5 для нанесения покрытия. Поверхность подложечного материала 5 для нанесения покрытия имела Rsk -0,9 и Rku 4,1.F. Подложечный материал б для нанесения покрытия. Холоднокатаный стальной лист (SPCC), имеющий толщину 0,8 мм, на одну сторону которого методом горячего погружения наносили цинк, имеющий поверхностную плотность покрытия 45 г/м 2, использовали в качестве подложечного материала 6 для нанесения покрытия. Поверхность подложечного материала 6 для нанесения покрытия имела Rsk 0,3 и Rku 2,7.(2) Изготовление покровного материала. Каждый модифицированный кислотой полипропиленовый полимер (А), полиуретановый полимер(В), полиэтиленовый воск (С) и сшивающее вещество на эпоксидной основе (D) добавляли в воду таким образом, что соотношение модифицированного кислотой полипропилена и суммарной массы полимера составляло соотношение, представленное в таблице 1, и изготавливали покровный материал, содержащий 20% нелетучих компонентов. В каждый покровный материал добавляли 0,5 мас.% молибдата аммония (Kishida Chemical Co., Ltd.) в качестве противокоррозионного вещества, 0,5 мас.% двойного карбоната аммония и циркония (ZIRCOSOL; Daiichi Kigenso Kagaku Kogyo Co., Ltd.) и 0,05 мас.% пеногасителя на кремнийорганической основе (КМ-73; Shin-Etsu Chemical Co., Ltd.).A. Модифицированный кислотой полипропиленовый полимер. Модифицированные кислотой (малеиновой кислотой) полипропиленовые полимеры, имеющие кислотное число 5 мг КОН/г и кристалличность 3 и 50%, получали от производителя полимеров. Модифицированные кислотой полипропиленовые полимеры, имеющие кристалличность 3 и 50%, смешивали в соответствующих заданных соотношениях, чтобы изготовить модифицированные кислотой полипропиленовые полимеры, имеющие кристалличность 3, 5, 15, 20, 30 и 50%.B. Полиуретановый полимер. Полиуретановую полимерную эмульсию (HUX-232; ADEKA Corp.) использовали в качестве полиуретанового полимера, чтобы регулировать соотношение модифицированного кислотой полипропилена и суммарной массы полимера.D. Сшивающее вещество на эпоксидной основе. Эпоксидный полимер (EM-0461N; ADEKA Corp.) добавляли в количестве 5 мас.% по отношению к суммарной массе полимера. (3) Изготовление покрытия Каждый подложечный материал для нанесения покрытия выдерживали в течение одной минуты в водном растворе щелочи для обезжиривания (SD-270;Nippon Paint Co., Ltd., pH 12) при температуре раствора, составляющей 40C, чтобы обезжирить поверхность. После этого каждый покровный материал наносили на обезжиренную поверхность подложечного материала для нанесения покрытия устройством с использованием валика и высушивали в сушилке горячим воздухом при максимальной температуре металла, составляющей 150C, чтобы получить модифицированный кислотой полипропиленовый слой, имеющий толщину пленки, которая представлена в табл. 1. Таблица 1(1) Оценка сопротивления слипанию. По два исследуемых образца, имеющих размеры 50 мм 50 мм, вырезали из каждого покрытого формованного металлического материала и складывали (соединяли) друг с другом, прилагая давление 0,1 МПа, причем их модифицированные кислотой полипропиленовые слои были обращены друг к другу. Сложенные образцы покрытого формованного металлического материала выдерживали при 45C в течение 24 ч в атмосфере, имеющей относительную влажность 80%. Образцы покрытого формованного металлического материала, выдержанные в таких условиях в течение 24 ч, разъединяли и оценивали слипание между модифицированными кислотой полипропиленовыми слоями. Покрытый формованный металлический материал получал оценку "неудовлетворительно", когда подтверждалось слипание между модифицированными кислотой полипропиленовыми слоями, и оценку "хорошо", когда никакое слипание между модифицированными кислотой полипропиленовыми слоями не подтверждалось. Используемые покрытые формованные металлические материалы и соответствующие результаты оценки сопротивления слипанию представлены в табл. 2.(2) Результаты. Покрытые формованные металлические материалы под номерами 1-12, 14 и 16-20 демонстрировали превосходное сопротивление слипанию между покрытыми формованными металлическими материалами, потому что их модифицированные кислотой полипропиленовые слои имели температуру плавления и кристалличность в заданных интервалах. С другой стороны, покрытый формованный металлический материал 13 и покрытый формованный металлический материал 15 имели недостаточное сопротивление слипанию между покрытыми формованными металлическими материалами, потому что их модифицированные кислотой полипропиленовые слои имели температуру плавления, составляющую менее чем 60C и кристалличность менее чем 5% соответственно. Пример 2. В примере 2 каждый композит оценивали в отношении его прочности соединения и свойств газонепроницаемости. 1. Изготовление композита.(1) Покрытый формованный металлический материал. Изготавливали такие же покрытые формованные металлические материалы под номерами 1-20, как в примере 1.(2) Термопластическая полимерная композиция. В качестве полиэтиленовой (РЕ) полимерной композиции использовали NIPOLON Hard 1000 (температура плавления 134C; Tosoh Corp.). В качестве полипропиленовой (РР) полимерной композиции использовали PRIME POLYPRO R-350G (температура плавления 150C; Prime Polymer Co., Ltd.). В качестве поливинилхлоридной (PVC) полимерной композиции использовали KANEVINYL S-400 (температура плавления 159C; Kaneka Corp.). В качестве полиметилметакрилата (РММА) использовали полимерную композицию PARAPET GF (температура плавления 110C; Kuraray Co., Ltd.). В качестве полиацетальной (полиоксиметиленовой, РОМ) полимерной композиции использовали URACON TF-30 (температура плавления 165C; Polyplastics Co., Ltd.).(3) Соединение между покрытым формованным металлическим материалом и термопластической полимерной композицией. Каждая из фиг. 1 А и 1 В схематически иллюстрирует композит. Фиг. 1 А схематически иллюстрирует композит для измерения прочности соединения. Фиг. 1 В схематически иллюстрирует композит для измерения свойств газонепроницаемости.A. Соединение между покрытым формованным металлическим материалом для измерения прочности соединения и термопластической полимерной композицией. Каждый покрытый формованный металлический материал вставляли в матрицу для инжекционного формования, и каждую термопластическую полимерную композицию в расплавленном состоянии вводили в полость матрицы для инжекционного формования. Как проиллюстрировано на фиг. 1 А, форма полости имеет размеры 30 мм в ширину 100 мм в длину 4 мм в толщину. Термопластическая полимерная композиция вступает в контакт с покрытым формованным металлическим материалом в области, имеющей 30 мм в ширину и 30 мм в длину, на одной стороне. Когда термопластическая полимерная композиция, введенная в полость таким способом, затвердевала при охлаждении, получали композит покрытого формованного металлического материала для измерения прочности соединения и формованное изделие из термопластической полимерной композиции. Сочетания покрытых формованных металлических материалов и термопластических полимерных композиций представлены в табл. 3. В. Соединение между покрытым формованным металлическим материалом для измерения свойств газонепроницаемости и формованным изделием из термопластической полимерной композиции Как проиллюстрировано на фиг. 1 В, каждый покрытый формованный металлический материал,имеющий диаметр 70 мм и изготовленное в центре отверстие диаметром 10 мм, вставляли в матрицу для инжекционного формования. Каждую термопластическую полимерную композицию в расплавленном состоянии вводили в матрицу для инжекционного формования. Форма полости матрицы для инжекционного формования имела диаметр 12 мм и толщину 2 мм. Термопластическая полимерная композиция,введенная таким способом в матрицу для инжекционного формования, затвердевала при охлаждении, и получали композит покрытого формованного металлического материала для измерения свойств газонепроницаемости и формованное изделие из термопластической полимерной композиции. Покрытый формованный металлический материал вступал в контакт с формованным изделием из термопластической полимерной композиции на ширине 1 мм вокруг отверстия диаметром 10 мм, расположенного в центре покрытого формованного металлического материала. Сочетания покрытых формованных металлических материалов и термопластических полимерных композиций в композитах, изготовленных для измерения свойств газонепроницаемости, были такими же, как сочетания покрытых формованных металлических материалов и термопластических полимерных композиций в композитах, изготовленных для измерения прочности соединения (см. табл. 3). 2. Оценка.(1) Измерение прочности соединения. Покрытый формованный металлический материал и формованное изделие из термопластической полимерной композиции в каждом изготовленном композите растягивали в противоположных направлениях со скоростью 100 мм/мин - одной плоскости и измеряли усилие при разрыве (прочность при отслаивании). Композит получал оценку "неудовлетворительно", когда прочность при отслаивании составляла менее чем 1,0 кН, "удовлетворительно", когда прочность при отслаивании составляла 1,0 кН или более и менее чем 1,5 кН, "хорошо", когда прочность при отслаивании составляла 1,5 кН или более и менее чем 2,0 кН, и "отлично", когда прочность при отслаивании составляла 2,0 кН или более. Композит,имеющий оценку прочности соединения "удовлетворительно", "хорошо" или "отлично", считался приемлемым.(2) Измерение свойств газонепроницаемости. Фиг. 2 схематически иллюстрирует измерение величины утечки газообразного гелия. Как проиллюстрировано на фиг. 2, каждый изготовленный композит помещали в закрытый резервуар, изготовленный из нержавеющей стали. Газообразный гелий вводили в резервуар при давлении 0,3 МПа в течение 3 мин. Величину утечки гелия в месте соединения измеряли с помощью газоанализатора. Композит получал оценку "неудовлетворительно", когда величина утечки газообразного гелия составляла 10 Пам 3/с или более, "удовлетворительно", когда величина утечки газообразного гелия составляла 10-3 Пам 3/с или более и менее чем 10 Пам 3/с, "хорошо", когда величина утечки газообразного гелия составляла 10-5 Пам 3/с или более и менее чем 10-3 Пам 3/с, и "отлично", когда величина утечки газообразного гелия составляла менее чем 10-5 Пам 3/с. Композит, имеющий оценку свойств газонепроницаемости "удовлетворительно", "хорошо" или "отлично", считался приемлемым.(3) Результаты. Композита под номерами 1-18 оказались превосходными в отношении прочности соединения между покрытым формованным металлическим материалом и полимерной композицией и в отношении свойств газонепроницаемости, потому что их модифицированные кислотой полипропиленовые слои содержали модифицированный кислотой полипропилен в количестве 40 мас.%, или более и имели вязкость расплава в интервале от 1000 до 10000 мПас, а толщина пленки составляла 0,2 мкм или более.C другой стороны, композит 19 продемонстрировал неудовлетворительную прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции и неудовлетворительные свойства газонепроницаемости, потому что его модифицированный кислотой полипропиленовый слой имел толщину пленки менее чем 0,2 мкм. Композит 20 продемонстрировал неудовлетворительную прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции, потому что его модифицированный кислотой полипропиленовый слой содержал модифицированный кислотой полипропилен в количестве менее чем 40 мас.%. Композиты 21 и 22 продемонстрировали неудовлетворительную прочность соединения между покрытым формованным металлическим материалом и формованным изделием из термопластической полимерной композиции, потому что их модифицированные кислотой полипропиленовые слои имели вязкость расплава, которая выходила за пределы заданного интервала. Настоящая заявка испрашивает приоритет в отношении японской патентной заявки 2013-007216,поданной 18 января 2013 г., полное содержание которой, включая описание и чертежи, включаются в настоящий документ. Промышленная применимость Композит, включающий покрытый формованный металлический материал согласно настоящему изобретению, имеет превосходные свойства непроницаемости по отношению к газам и жидкостям. Таким образом, композит способен препятствовать проникновению влаги, вызывающего коррозию газа и т.д. и является пригодным, чтобы изготавливать, например, корпуса инверторов или блоков управления двигателем (ECU) для автомобилей, а также корпуса прецизионных электронных устройств для электроприборов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Покрытый формованный металлический материал, включающий формованный металлический материал и модифицированный кислотой полипропиленовый слой, расположенный на формованном металлическом материале, причем модифицированный кислотой полипропиленовый слой содержит 40 мас.% или более модифицированного кислотой полипропилена, в котором модифицированный кислотой полипропилен имеет вязкость расплава, составляющую от 1000 до 10000 мПас; модифицированный кислотой полипропиленовый слой имеет толщину пленки, составляющую 0,2 мкм или более; поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой, имеет асимметрию кривой шероховатости (Rsk), составляющую-1,0 или более, и поверхность формованного металлического материала, на которой располагается модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости (Rku), составляющий менее чем 5,0. 2. Композит, включающий покрытый формованный металлический материал по п.1 и формованное изделие из термопластической полимерной композиции, присоединенное к поверхности покрытого формованного металлического материала. 3. Способ изготовления покрытого формованного металлического материала по п.1, включающий изготовление формованного металлического материала и изготовление модифицированного кислотой полипропиленового слоя, содержащего 40 мас.% или более модифицированного кислотой полипропилена и имеющего толщину пленки, составляющую 0,2 мкм или более, посредством нанесения покровного материала, содержащего модифицированный кислотой полипропилен, на поверхность формованного металлического материала и высушивания покровного материала, в котором модифицированный кислотой полипропилен имеет вязкость расплава в интервале от 1000 до 10000 мПас; поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет асимметрию кривой шероховатости (Rsk), составляющую -1,0 или более; и поверхность формованного металлического материала, на которую наносится модифицированный кислотой полипропиленовый слой, имеет эксцесс кривой шероховатости (Rku), составляющий менее чем 5,0. 4. Способ изготовления композита по п.2, включающего формованное изделие из термопластической полимерной композиции, присоединенное к формованному металлическому материалу, причем данный способ включает изготовление покрытого формованного металлического материала по п.1 и введение в контакт нагретой термопластической полимерной композиции с поверхностью покрытого формованного металлического материала для присоединения формованного изделия из термопластической полимерной композиции к поверхности покрытого формованного металлического материала.
МПК / Метки
МПК: B32B 15/085, B29C 45/14, B32B 15/08
Метки: материала, покрытого, формованного, металлического, композита, материал, изготовления, способ, металлический, покрытый, композит, формованный
Код ссылки
<a href="https://eas.patents.su/17-23554-formovannyjj-i-pokrytyjj-metallicheskijj-material-kompozit-i-sposob-izgotovleniya-formovannogo-i-pokrytogo-metallicheskogo-materiala-i-kompozita.html" rel="bookmark" title="База патентов Евразийского Союза">Формованный и покрытый металлический материал, композит и способ изготовления формованного и покрытого металлического материала и композита</a>
Способ производства аэрогельсодержащего композита и композит, полученный данным способом
Номер патента: 20286
Опубликовано: 30.10.2014
Авторы: Йергенсен Кристиан Сковгорд, Бауэр Ульрих, Розенберг Горм, Кристенсен Кенн
МПК: C04B 28/02, C04B 26/02
Метки: композит, данным, производства, полученный, способом, способ, аэрогельсодержащего, композита
Формула / Реферат:
1. Способ производства аэрогельсодержащего композита, включающий стадии, на которыхобеспечивают минеральные волокна в количестве от 24 до 80 мас.% от общей массы исходных материалов,обеспечивают материал из частиц аэрогеля в количестве от 10 до 75 мас.% от общей массы исходных материалов,обеспечивают связующее в количестве от 1 до 30 мас.% от общей массы исходных материалов,суспендируют волокна в основном потоке воздуха и суспендируют материал...
Способ получения алмазного композита и алмазный композит, полученный этим способом
Номер патента: 3715
Опубликовано: 28.08.2003
Авторы: Гордеев Сергей Константинович, Экстрем Томми
МПК: C04B 35/573, B23B 27/14, C09K 3/14...
Метки: полученный, способом, этим, алмазный, композит, композита, алмазного, способ, получения
Формула / Реферат:
1. Способ изготовления алмазного композита из алмазных частиц в условиях низкого давления, включающий этапы формования заготовки, имеющей заданные размеры и форму, нагревания заготовки и контроля температуры и времени нагрева таким образом, чтобы создавалось определенное требуемое количество графита за счет графитации алмазных частиц, причем создается полуфабрикат, и пропитки полуфабриката кремниевым сплавом, причем создается конечное изделие,...
Способ изготовления снабженного голограммным тиснением пленочного материала, а также пленочный материал
Номер патента: 5833
Опубликовано: 30.06.2005
Автор: Брикенкамп Вольфганг
МПК: G03H 1/20, D21H 19/02, B65D 65/38...
Метки: снабженного, тиснением, пленочный, способ, изготовления, пленочного, материала, голограммным, материал, также
Формула / Реферат:
1. Способ изготовления снабженного голограммным тиснением пленочного материала, содержащего металлический слой путем нанесения улучшающего скольжение средства на металлический слой, и непосредственно после этого тиснения металлического слоя материала, при этом тисненая поверхность остается в качестве самого верхнего слоя материала. 2. Способ по п.1, отличающийся тем, что материал является алюминиевой фольгой, соединением алюминий-бумага или...
Характеризующаяся низким уровнем содержания лос термоотверждающаяся композиция смолы акрилового производного сложного полиэфира для наружного покрытия или формованного композита и способ получения такой композиции
Номер патента: 19221
Опубликовано: 28.02.2014
Авторы: Боше Фредерик, Хсу Чих-Пин, Чжао Мин-Ян, Уоррен Джереми
МПК: C08F 283/01, C08F 290/14, C08F 290/06...
Метки: низким, способ, полиэфира, содержания, наружного, характеризующаяся, смолы, получения, формованного, уровнем, термоотверждающаяся, сложного, композиция, лос, композиции, производного, акрилового, покрытия, композита
Формула / Реферат:
1. Композиция сшиваемой смолы, включающая полимер акрилового сложного полиэфира, содержащий две или более полимеризуемые двойные связи углерод-углерод, которые представляют собой акрилатные группы в каждой молекуле и по меньшей мере один полимеризуемый виниловый мономер, при этом указанный полимер акрилового сложного полиэфира представляет собой продукт реакции между поликислотой и ненасыщенным эпоксидом, характеризующийся среднечисловой...
Способ изготовления композиционного материала, композиционный материал и способы его переработки
Номер патента: 13236
Опубликовано: 30.04.2010
Авторы: Ламбер Ив, Вандевивер Эрик, Куасн Жан-Марк
МПК: B29C 67/24, C08J 3/20, B82B 3/00...
Метки: способ, материала, материал, композиционный, изготовления, переработки, способы, композиционного
Формула / Реферат:
1. Способ изготовления композиционного материала, включающий стадию (Е), где дисперсию (Д), содержащую:(a) по меньшей мере один полимер;(b) по меньшей мере одно слоистое вещество, выбранное из смектитов, гидротальцитов и синтетических глин Laponiteâ; и(c) по меньшей мере одну диспергирующую жидкость,высушивают сушкой распылением.2. Способ по п.1, отличающийся тем, что в качестве полимера используют винилхлоридный полимер.3. Способ по п.2,...
Предыдущий патент: Агонисты рецептора mglu2
Следующий патент: Антигенсвязывающие белки, связывающие c-fms человека
Случайный патент: Способ получения металла электролизом, система электролиза и анодная диафрагма